основные этапы, особенности, возможные деформации
Двутавровая балка, также известная как двутавр, — элемент, который довольно долгое время применяется в построении конструкций. Раньше ее использовали лишь в промышленном строительстве крупных масштабов.
А теперь двутавр всё больше встречается и в небольших частных строительных работах. Такое распространение связано с тем, что в производство запустили двутавровые балки с особой конструкцией.
Их применяют при строительстве гаражей, небольших магазинчиков, загородных домов и пристроек.
Содержание статьиПоказать
- Актуальность вопроса
- Преимущества двутавровых балок
- Процесс изготовления
- Возможные проблемы и особенности
- Заключение
Актуальность вопроса
Как сделать двутавровую балку самому? Мы поделимся с вами основными этапами этого процесса и расскажем о нюансах, которые важны в процессе работы, если вы хотите избежать деформаций.
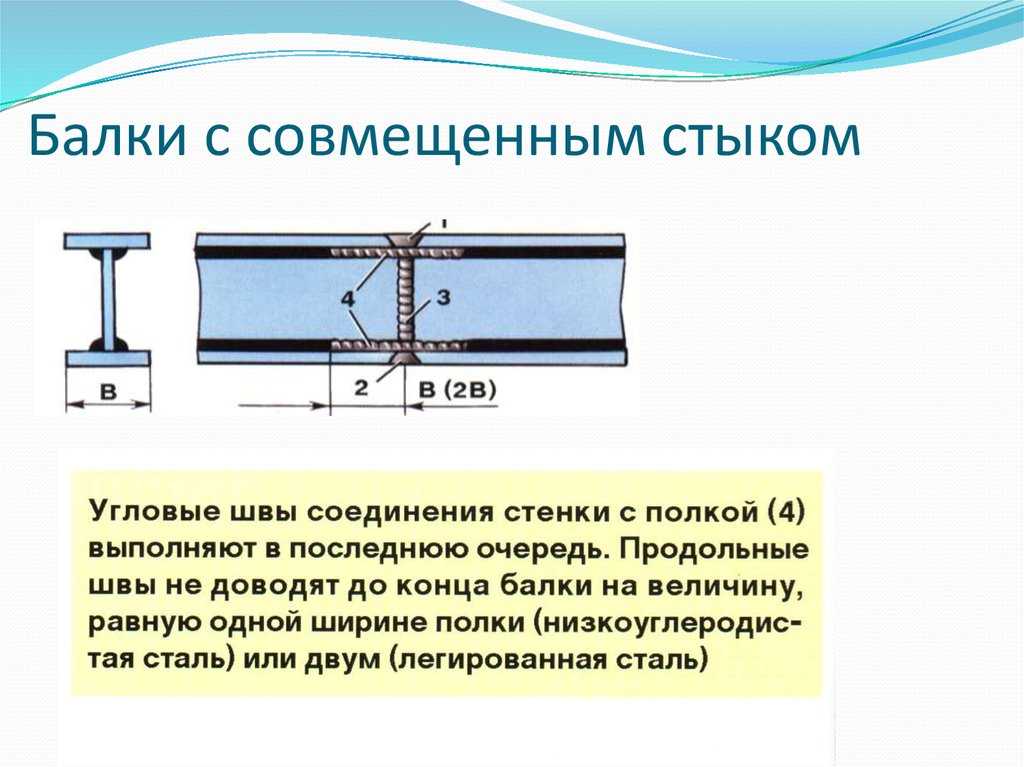
Сварная двутавровая балка изготавливается из черного металла. В разрезе она напоминает букву «Н». При изготовлении двутавра тавровое соединение используется два раза. За счет этого он и получил своё название.
В разрезе она напоминает букву «Н». При изготовлении двутавра тавровое соединение используется два раза. За счет этого он и получил своё название.
Виды двутавров:
- прокатные — заготовки для них прокатывают вдоль станка;
- составные (сварные) — несколько заготовок на производстве сваривают друг с другом; их используют чаще всего, потому что при необходимости сделать их можно и на строительной площадке.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые.
Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
В месте, где загруженность невысокая, можно использовать лёгкие сплавы, а в частях здания, где давление больше — использовать балки из стали высокой прочности.
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера. Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Первый этап — подготовка всех частей, которые впоследствии станут балкой.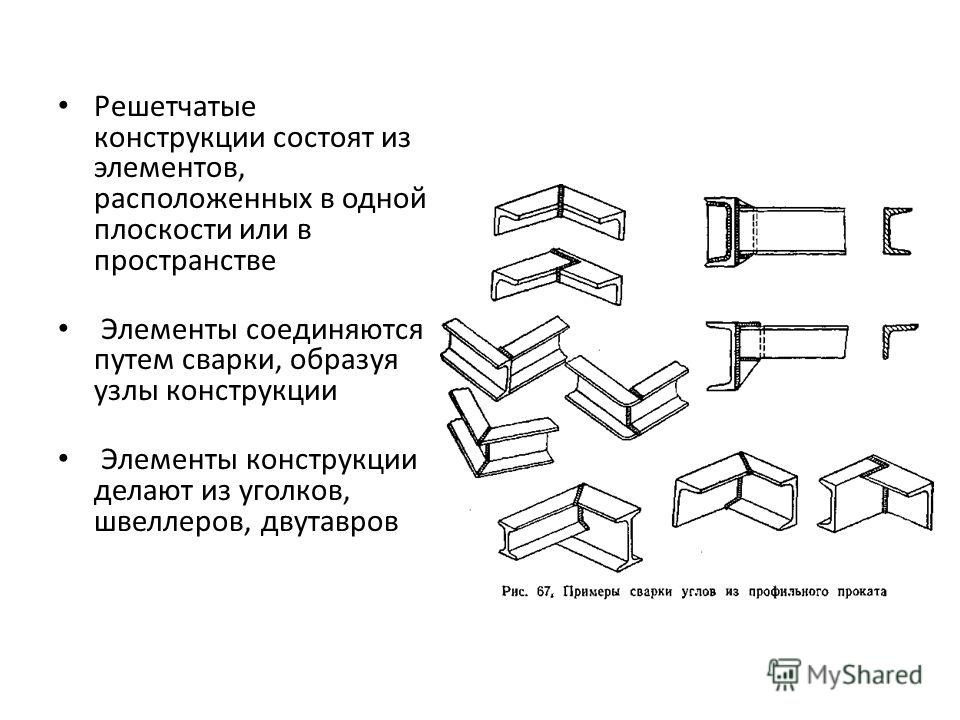 Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка — это всегда риск. Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.
Возможные проблемы и особенности
Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Тавровые соединения сложно выполнить новичку. При работе с ними нужно учесть все нормативные требования, ведь, если балка станет основой непрочной конструкции, безопасность людей будет под угрозой.
Если до этого вы никогда не выполняли тавровые швы, перед началом работы стоит потренироваться на лишних частях стали. Тавровый шов желательно делать за один подход. Так его прочность будет высокой. У новеньких с этим возникают проблемы в виде подрезов, которых нужно избегать. Поэтому практика перед созданием балок для перекрытия — обязательное условие изготовления двутавров.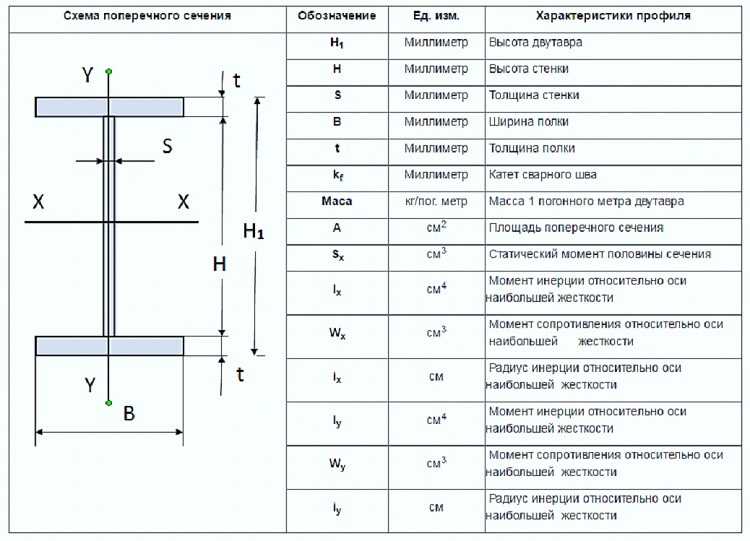
Варка электродом имеет особые условия. В случае, если одна из частей балки меньше по толщине, электрод следует наклонять на 60 градусов. Если деталь, которую вы привариваете, толще, то стержень следует держать ровно.
Варианты таврового соединения разнообразны: оно бывает односторонним со скосом, двусторонним без него и наоборот. Скосы могут идти по кривой линии или быть симметричными. Мастера сварочных работ учитывают всё это, чтобы сформировать шов. Именно поэтому наём сварщика с профильным образованием — разумное решение.
Человек со стажем лучше определит желательный тип соединения, рассчитает уровень нагрузки и давления, параметры самой балки. Балка будет основой для кровли и системы скатной крыши, второго, третьего или даже четвертого этажа дома.
Заключение
Двутавровые балки, сваренные с соблюдением всех норм строительства, станут хорошей заменой обычным перекрытиям между этажами. Без учета большого числа особенностей и нужных расчётов крыша, основанная на неправильных балках, точно долго не проживет.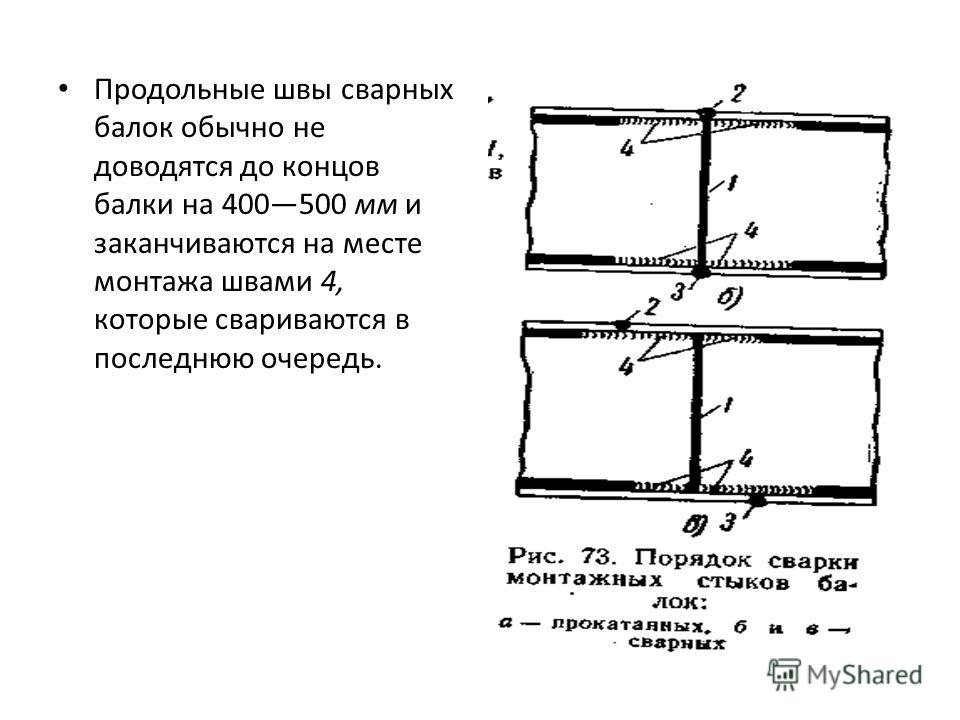
Покупать двутавры лучше у проверенных поставщиков или производителей. Если их качество покажется вам сомнительным, вы будете вправе вернуть или заменить их. А крупные заводы всегда имеют сертификаты, подтверждающие, что их изделия соответствуют нормам ГОСТов.
Варить балки на стройке не стоит, если у вас недостаточно опыта. Лучше закажите их в строительном магазине или найдите надёжного рабочего для этой задачи.
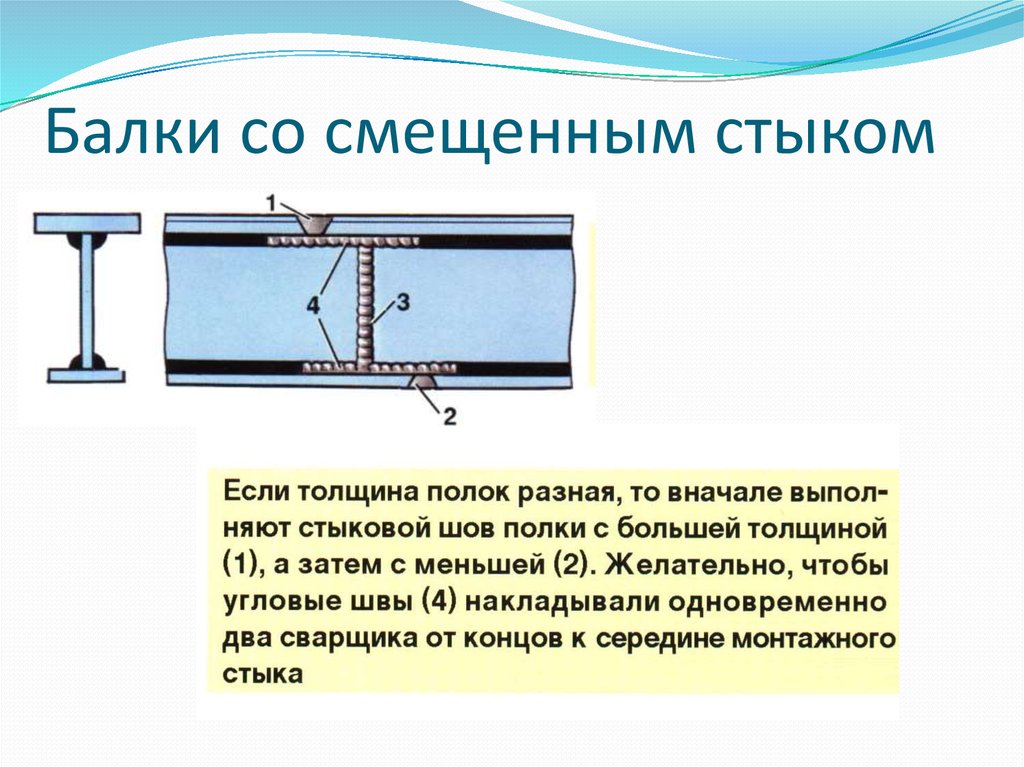
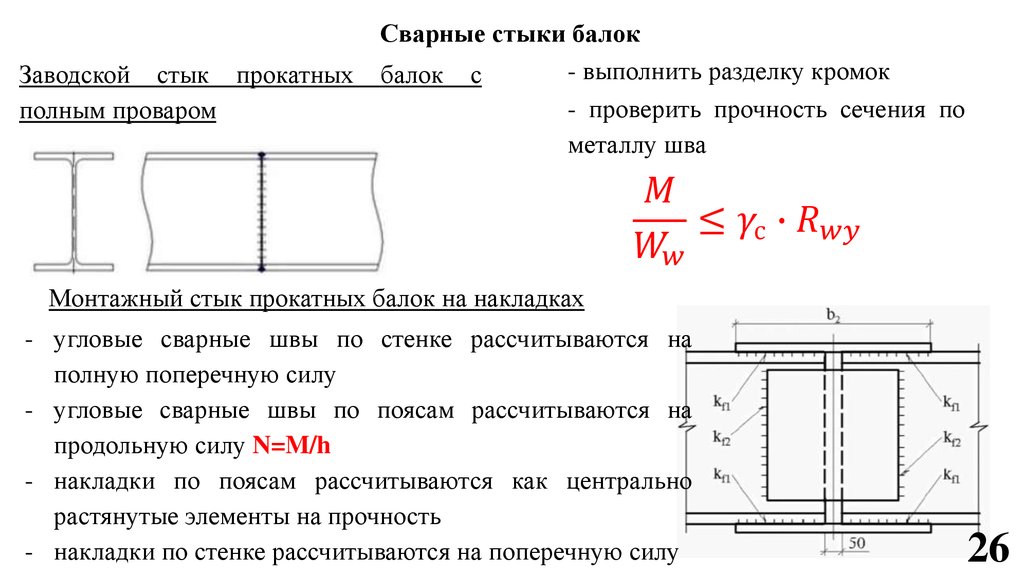
Технологическая карта сборки и сварки двутавровой балки. Сварка двутавровых балок между собой встык
Содержание
Что представляет собой двутавровая балка
В строительстве этот элемент применяется очень часто. Он представляет собой металлическое соединение, состоящее из трех частей: верхней и нижней полок, между которыми заключена вертикальная стенка. Конструкция является монолитной. Может производиться прокатным или сварным способом.
Прокатные балки производятся в промышленных цехах из цельного бруса металла. Предварительно разогретую до технологической температуры заготовку пропускают через прокатные петли. В результате она меняет свою форму. В итоге получается двутавр – цельное изделие из металла с большим запасом прочности.
В результате она меняет свою форму. В итоге получается двутавр – цельное изделие из металла с большим запасом прочности.
Сварка конструкций выполняется из отдельных ранее подготовленных элементов. Пояс и две металлические полки собираются воедино. Для производства двутавровой сварной балки используются разные сорта стали.
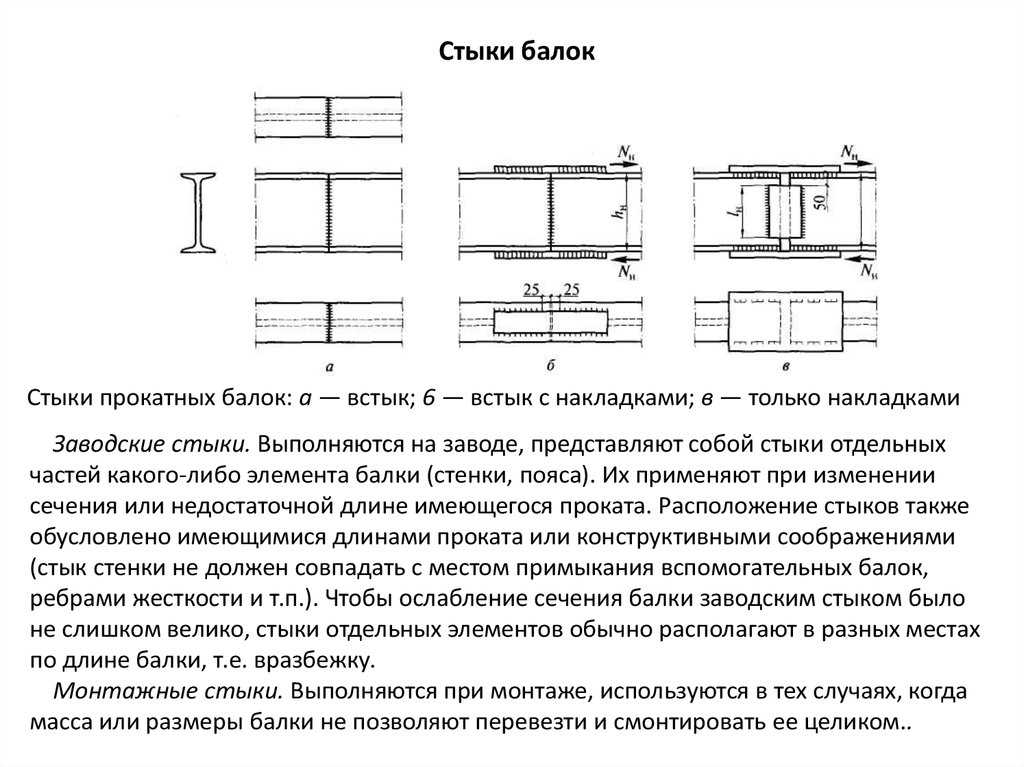
Виды стыковки двутавровых балок
По типу обработки деталей они подразделяются на два вида — сварной и болтовой. Также существует соединение клепкой (разновидность болтового соединения), но оно сейчас практически не используется. Давайте подробнее рассмотрим актуальные технологии.
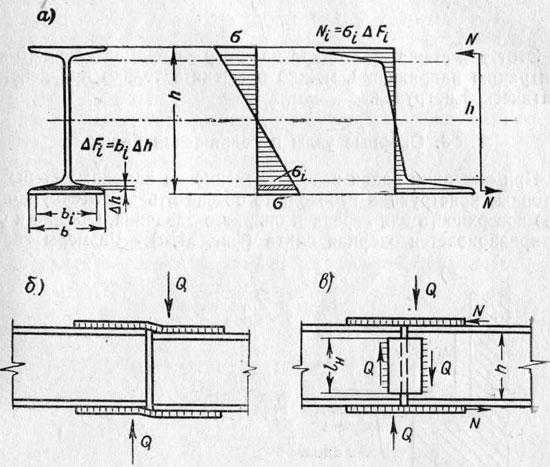
Сварная стыковка
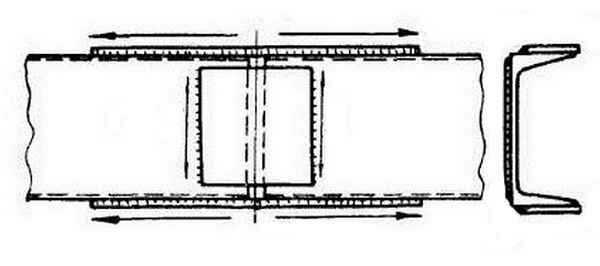
В этом случае двутавровые балки соединяют через прокладку или с помощью накладок. При выборе первой технологии прокладку вырезают из стального листа, сопоставимого по толщине с полками. По сути, это прямоугольная деталь, размеры которой немного больше ширины и высоты сечения балки. Алгоритм действий следующий:
- Два соединяемых отрезка балки укладывают на горизонтальное основание, обеспечивающее соосность свариваемых элементов.

- Их торцы в местах сварки предварительно выравнивают торцовкой под прямым углом.
- На кромках нарезают фаски под углом 45 º для получения более глубокого шва.
- Обе детали и прокладку между ними закрепляют на станине струбцинами и приваривают к прокладке с двух сторон. Обычно после прихватки сначала приваривают полки, а затем стенки.
Практикуется сварка и без снятия фаски. В этом случае сначала детали сцепляют между собой точечной сваркой с зазором в два диаметра электрода, которым будет выполняться основная проварка, и проверяют геометрию стыка. Затем проводят сварное заполнение зазоров.
Преимущества стыковки балок через прокладку — простота и низкая трудоемкость работ. Точной подготовки кромок эта технология не требует.
Сварное соединение с использованием накладок
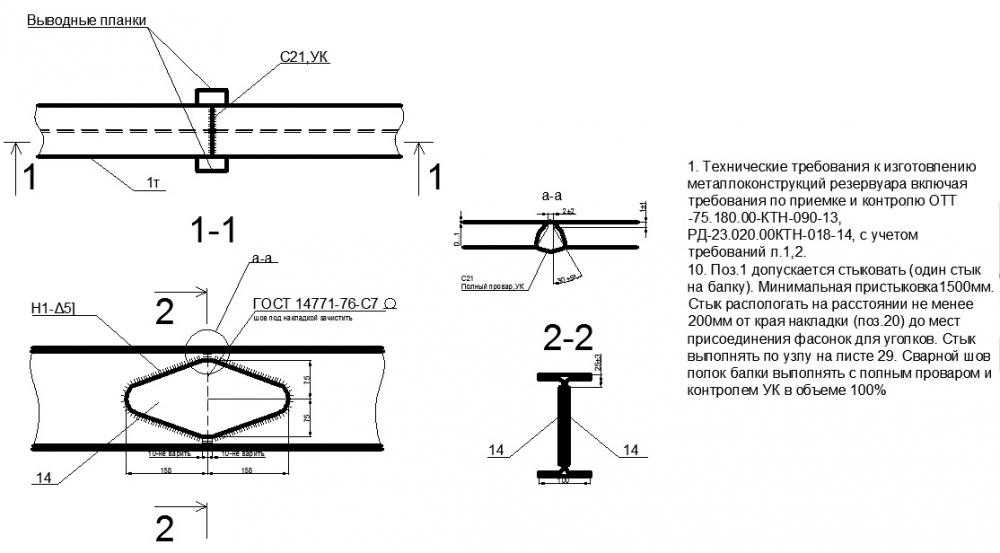
Соединение балок с помощью накладок значительно прочнее стыка через прокладку, поэтому применяется в ответственных строительных сооружениях. На одно соединение заготавливают четыре прямоугольных накладки — две на стенку (с двух сторон) и две на полки (по одной на каждую). При этом есть несколько особенностей:
При этом есть несколько особенностей:
- По ширине полочные накладки должны быть не меньше полки, а для детали для стенки должны быть достаточной ширины, чтобы их можно было уложить на нее без образования зазора.
- Накладки на стенке могут быть как прямоугольной, так и ромбической формы — со срезанными углами. При этом оба края накладки должны быть симметричны относительно оси балки.
Технология соединения выглядит следующим образом:
- Оба конца балок торцуют под прямым углом, зачищают кромки на 1 см по каждой плоскости, нарезают на них фаски под углом 45° для более прочного шва.
- Детали закрепляют в торец друг другу с минимальным зазором на станине, прихватывают и проверяют совпадение осевой геометрии.
- Затем сваривают сначала полки, затем стенки.
- На втором этапе сварочные швы полученной балки зачищают шлифовальной машиной, опять устанавливают на станине и закрепляют струбцинами накладки.
- Каждую прижатую накладку обваривают по всему контуру.

Преимущество стыковки балок с использованием накладок заключается в том, что суммарная длина проварок накладок заметно больше длины шва в соединении через прокладку. Именно поэтому накладочная стыковка считается более надежной, она способна выдерживать мощные деформационные нагрузки.
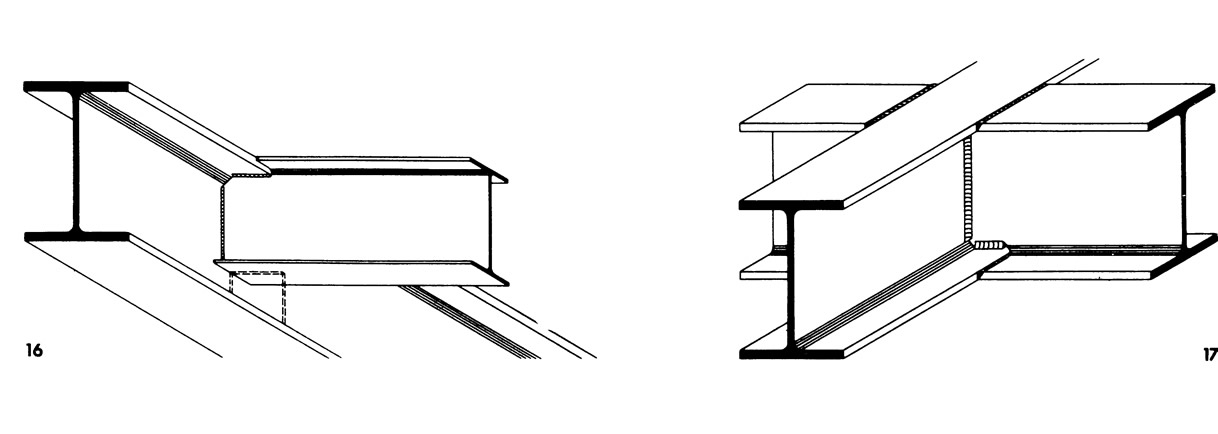
Сварное соединение балок под прямым углом
Чтобы оно было прочным, рекомендуется использовать следующую технологию:
- В верхней полке основной балки вырезать равнобедренный треугольник со сторонами от края полки до стенки.
- Верхнюю полку присоединяемой балки обрезать так, чтобы ее форма соответствовала вырезанному углу основной детали.
- Нижнюю полку стыкуемой балки срезать так, чтобы стенки обеих деталей соприкасались под прямым углом.
- После подгонки стыка, зачистки шлифовальным кругом всех торцов и снятия фаски приступить к сварке. Детали закрепить струбцинами так, чтобы зазор между ними был минимальным. После прихватки и проверки геометрии проварить контуры полок, затем стенок.
 Для усиления прочности соединения на полки приварить прямоугольные накладки.
Для усиления прочности соединения на полки приварить прямоугольные накладки.
Аналогичным способом балки соединяют и под другими углами, при этом вырезы полок формируют шаблонами и подгонкой.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
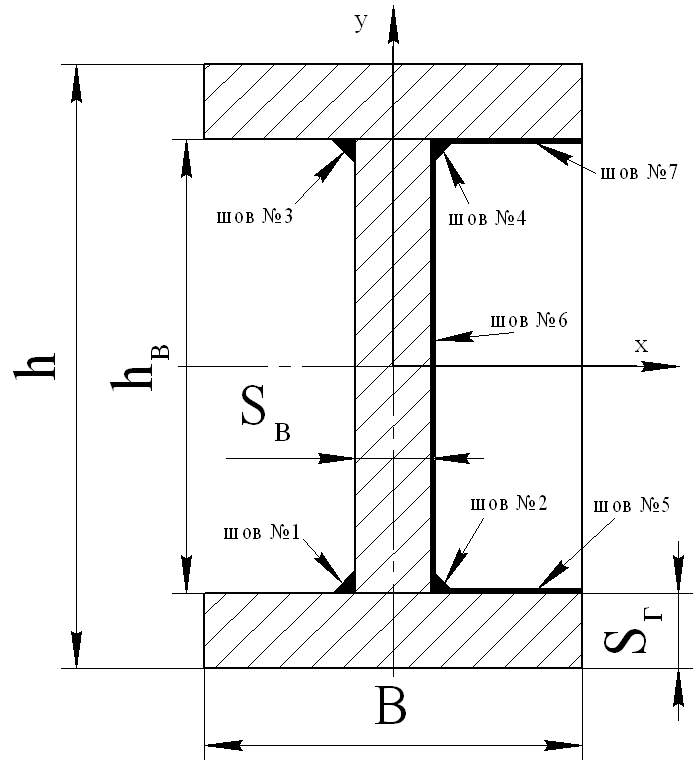
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Изготовление
Производство двутавровых балок с помощью сварки является достаточно сложным процессом. Нужно соблюдать большое количество нормативов, правил техники безопасности и технологических требований. Готовый продукт должен иметь строго определенную жесткость, прочность, плотность и многие другие показатели.
Среди всех характеристик особое место занимает плотность – чем она выше, тем лучшего качества балка. Наряду с этим всегда актуальным остается вопрос бережного использования сырья и энергоресурсов. На данный момент профильными институтами большое внимание уделяется разработке новых видов двутавровых балок. Основное направления научной работ – уменьшение металлоемкости конструкции при сохранении показателей прочности и надежности.
Что касается серийного производства сварных балок, то этот процесс является достаточно экономным. Сегодня технология успешно конкурирует с традиционным прокатным методом производства.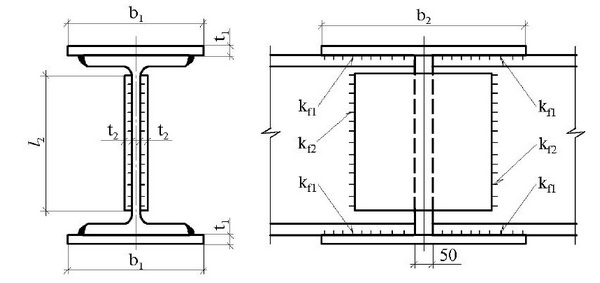 Изготовление сварных балок можно разделить на несколько этапов:
Изготовление сварных балок можно разделить на несколько этапов:
- Предварительно просчитываются оптимальные параметры жесткости и прочности будущей конструкции. Проверяется марка стали, которая будет использоваться в производстве.
- Готовятся элементы будущего двутавра. Из металла определенной марки отрезаются полосы нужной длины.
- Торцы элементов будущей конструкции фрезеруются. Это важный момент: необходимо, чтобы элементы прочно скреплялись один с другим. Соединение должно быть максимально прочным и жестким. Обрабатываются торцы на специальном оборудовании – торцовочно-фрезерных станках.
- Сборка. Важно правильно выставить и зафиксировать элемента. Полки должны располагаться параллельно по отношению одна к другой, а стенка – строго перпендикулярно. Нужно соблюсти симметричность стенок. Если речь идет о небольшом производстве, то целесообразно отдать предпочтение ручной сборке. Серийное производство организовывается на автоматизированных сборочных линиях. К примеру, на серийном производстве используется стан Z15, предназначенный для сборки балок.
 Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
- Далее собранные элементы балки привариваются. При этом могут применяться различные технологии сварки. Наиболее часто используются два:
- сваривание электродом с наклоном. Способ подходит для одновременной сварки двух швов. Только нужно учесть, что прогрев металла будет неглубоким;
- способ сварки «лодочкой». Данный вариант позволяет прогреть металл глубоко. Соответственно и шов получается более прочным. Но затраты времени на его формирование будут большими.
- На промышленном производстве применяются мощные сварочные установки, которые могут соединять детали под давлением. В настоящее время есть несколько вариантов исполнения сварочных агрегатов для серийного производства сварных двутавровых балок.
 Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.
Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше. - По завершению всех выше перечисленных циклов корректируется геометрия конструкции. Во время сварки нагревание и охлаждение стенок может привести к изменению угла между элементами изделия. Требуется правка геометрической формы. Поэтому двутавровая балка пропускается через специальную правильную линию, представляющей собой систему роликов. На выходе получается готовый продукт с геометрически правильными формами.
Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера. Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Первый этап — подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка — это всегда риск.
Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
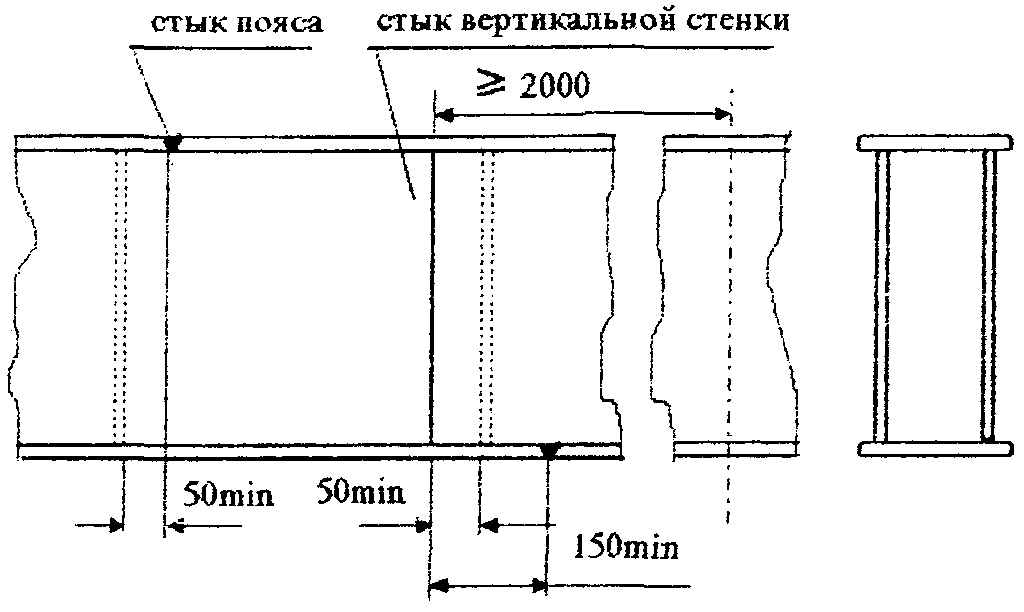
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Дефекты сварочных работ
Изъяны могут иметь место из-за нарушений требований технологического процесса, недобросовестном исполнении и другим причинам. Наиболее часто возникают проблемы, связанные с изменением кристаллической структуры металла под влиянием высокой температуры. Образуются новые кристаллические зерна, имеющие совершенно другие характеристики по сравнению с исходными.
Дефекты влияют на прочность и жесткость конструкции, снижая эти показатели. Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Преимущества применения сварных балок
Сварные двутавровые балки применяются в строительстве зданий разного типа. По сравнению с металлоконструкциями иной конфигурации они обладают важными преимуществами:
- не имеют ограничений по размеру, в то время как для сборных металлоконструкций и швеллеров такие параметры устанавливаются;
- готовый продукт отличается высоким качеством, прочностью, надежностью и долговечностью;
- в процессе производства практически нет вредных отходов, опасных для людей и окружающей среды;
- могут производиться на заказ с предопределенной длиной;
- при необходимости сечение готовой продукции может изменяться, что способствует созданию сложных архитектурных композиций.
Сваривать балки можно из стали разных марок. Для перекрытий с небольшой нагрузкой можно изготовить конструкцию из углеродистой стали, а в местах, где планируются большие механические нагрузки предпочтение отдать монтажу двутавров, выполненных из легированной стали.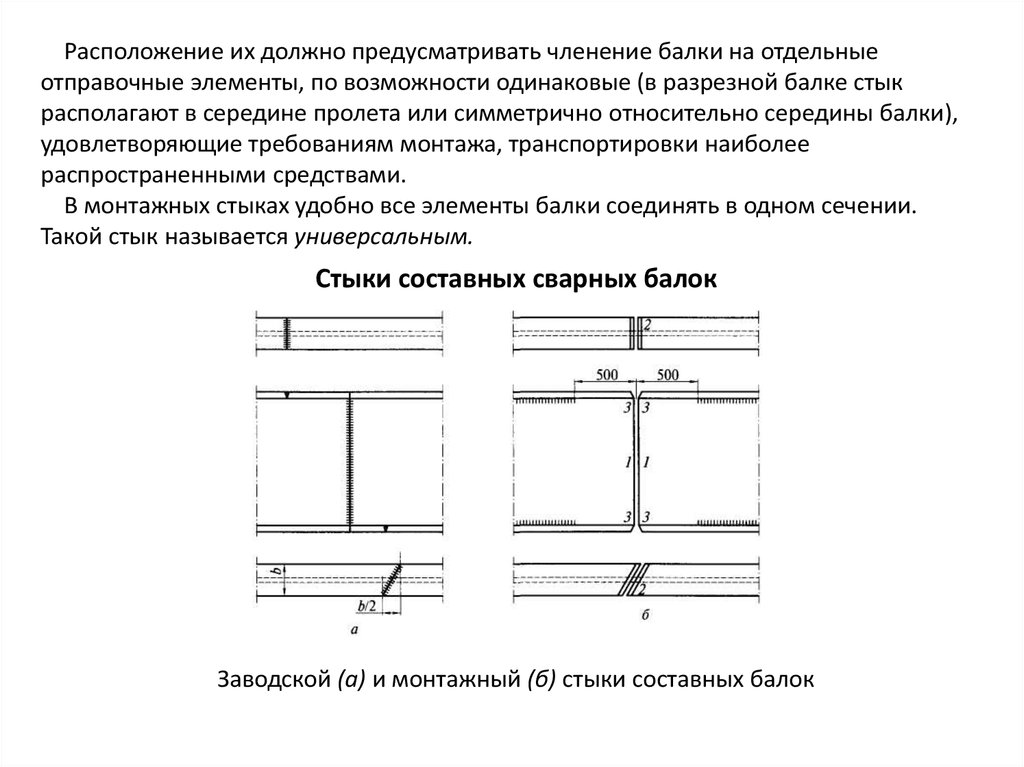 Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами.
 Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома. - Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.

- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Область применения
Двутавровые балки сварного типа широко используются в различных областях строительства. Они востребованы в создании:
- несущих конструкций: каркас, фундамент, опоры и т.п.;
- перекрытий между этажами;
- жилых зданий;
- мостов, эстакад и путепроводов;
- складов и торговых центров;
- виадуков и тоннелей;
- стадионов и других сооружений.
Благодаря тому, что сварная балка обладает высокими показателями прочности и надежности она применяется практически во всех отраслях строительства.
Главные достоинства применения сварных двутавровых балочных конструкций
Такая конструкция, как двутавровая балка, имеет ряд преимуществ, выделяющих её в ряду других металлоконструкций, использующихся в строительстве:
- Сварные двутавровые металлоконструкции способны выдерживать огромные статические и динамические нагрузки, не теряя при этом своих эксплуатационных показателей.
 Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется. - Легкость транспортировки и относительная простота монтажа делают двутавровые элементы незаменимыми при строительстве быстровозводимых сооружений.
- Такие балки крайне популярны и широко используются для возведения зданий и сооружений самого разнообразного назначения, поэтому цены на них достаточно демократичны. Для приобретения таких металлоконструкций, достаточно зайти на сайт ближайшего завода-изготовителя и пройти в раздел — продам балку двутавровую. Большинство предприятий предлагают широкий ассортимент двутавровых металлоконструкций, имеющихся на складе, а также изготавливают их на заказ. Также, позвонив в отдел маркетинга, легко узнать сколько стоит балка интересующей марки, в зависимости от тоннажа.
Как сварить двутавровую балку самому: основные этапы, особенности, возможные деформации
Соединение двутавровых балок вместе
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Соединение двутавровых балок вместе
+ Ответить на тему
11-09-2011 #1
Соединение двутавровых балок вместе
Всем привет, впервые в Weldin’ Web.
 Краткое вступление: недавно выписанный ветеринар, начал работать в бизнесе по монтажу металлоконструкций после сжигания, нет, потребления, некоторого счета GI, чтобы пойти в школу сварщиков. У меня есть сертификат AWS D1.1, и меня уволили уже несколько недель, и поэтому я практиковался в пайпе (в надежде получить больше и более высокооплачиваемую работу) и наверстать упущенное в моем списке услуг для друзей. Этот пост об одной из их милостей… (любая грамматическая полиция… уходите)
Краткое вступление: недавно выписанный ветеринар, начал работать в бизнесе по монтажу металлоконструкций после сжигания, нет, потребления, некоторого счета GI, чтобы пойти в школу сварщиков. У меня есть сертификат AWS D1.1, и меня уволили уже несколько недель, и поэтому я практиковался в пайпе (в надежде получить больше и более высокооплачиваемую работу) и наверстать упущенное в моем списке услуг для друзей. Этот пост об одной из их милостей… (любая грамматическая полиция… уходите)Итак, я был… (должен начать эту историю правильно)
Итак, я был на свалке, выискивая запчасти для своего грузовика, потому что довольно редко можно найти на свалке 7.3, который не был полностью выпотрошили все хорошее. В верхней части двора у них была куча того, что выглядело как двутавровые балки диаметром 8 или 10 дюймов, длиной 10 футов и шириной примерно 6 дюймов сверху и снизу. Кто разбирается в правильной терминологии, пожалуйста, поправьте меня, и я научусь кое-чему. Поговорил с моим другом, который работает на верфи.

Так или иначе, мой друг собирается снести пару несущих стен в своем доме, чтобы сделать большую и открытую комнату внизу, и это, по сути, сведется к установке стального пролета, который выдержит нагрузку. . Теперь у меня есть инженерное образование, и, надеюсь, однажды я вернусь, чтобы получить степень, но я еще НЕ НАЧАЛ вычислять, какие нагрузки задействованы, и о какой балке мы говорим, чтобы нести эту нагрузку. на пролете примерно 30 футов. Я собираюсь проконсультироваться с компетентным инженером (моя двоюродная сестра… она инженер-строитель мостов, со штампом), чтобы узнать, какие нагрузки у нас есть для этого пролета, и какой размер стали выдержит горчицу.
Вот мои предположения (и только предположения) на данный момент: стали на свалке будет более чем достаточно, и правильно выполненные два сварных стыка сохранят расчетную прочность стальной балки такого размера, за вычетом того, что говорят инженеры.
сварной шов будет. Вопрос, который у меня есть, заключается в том, как правильно подготовить концы, чтобы сделать мою длинную балку. Я буду использовать 100% проникновение, 6010 для закрепки и корневого прохода, 7018 плоское положение (так как я смогу повернуть луч) для всех остальных проходов до шапочки. Теперь я могу просто скосить каждый конец балки под углом 22,5-30 градусов с помощью горелки, а затем приварить V-образную канавку и поставить на нее хороший колпачок 1/8 дюйма? Или мне придется отрезать придать концы определенной формы, а затем соединить их встык? Каков правильный и приемлемый способ сварки более коротких балок? Является ли зона термического влияния проблемой, и снижает ли это общую оценку готовой балки по сравнению со свежей, непрерывной балка нужной длины?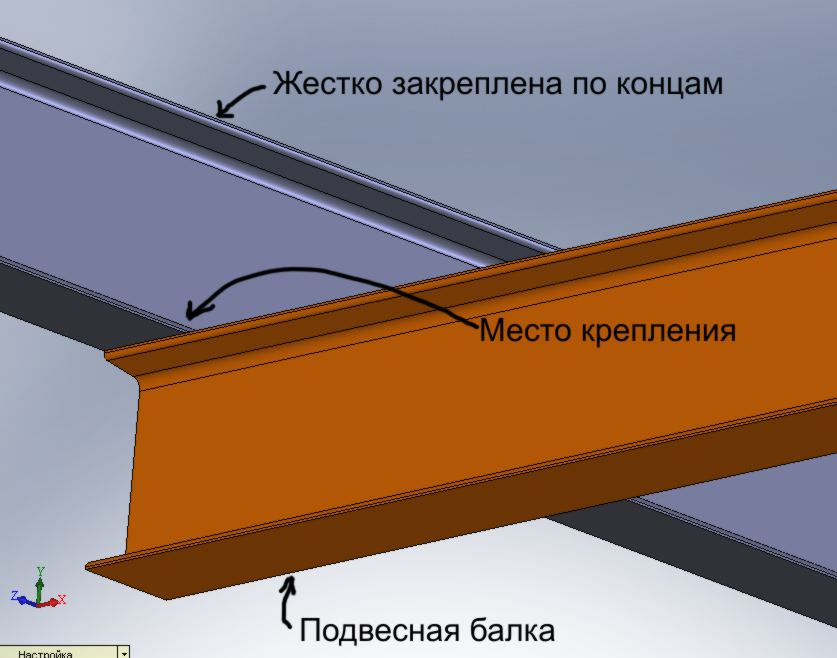
Я никогда не имел дело с изготовлением более длинной балки из более короткой балки, так как все это определяется и изготавливается в мастерской до того, как попадет в работу. Я просто полагаю, что если я смогу получить эту сталь по такой низкой цене, ее не только будет легче перевозить на моем двухосном прицепе-тягаче, это сэкономит моему другу значительное количество добычи, и он даст мне значительное количество пива и денег на пиво взамен.

Ответить Ответить с цитатой
09.11.2011 #2
Re: Соединение двутавровых балок вместе
Вы находитесь в Пути Над Вашей Головой.
Вернитесь в школу и получите диплом инженера-строителя, и вы поймете, насколько нелепы ваши «недоделанные» вопросы.
Синкро 250 DX
Династия 200 DX
ММ 251 с 30А SG
XMT 304 с устройством подачи 714 и генератором импульсов Optima
Hh287
Dialarc 250 AC/DC
Hypertherm РМ 1250
Смит, Харрис, Виктор O/A
Газосмесители Smith and Thermco
Доступ к полному производственному цеху с ЧПУ плазмы, водоструйной резки и т. д.
д.Ответить Ответить с цитатой
09.11.2011 #3
Re: Соединение двутавровых балок вместе
Вау, ммм, ок. Что именно я не в своей тарелке? Я оставляю проектирование инженерам. Все, что я хочу знать, это приемлемые методы соединения двутавровых балок встык. На данный момент это чисто теоретически, потому что я даже не делаю предположения о том, что размер стали подходит для этой работы.
 .. но я могу сказать вам вот что: доставить прочную цельную балку до его отдаленного дома. сделает этот проект намного сложнее, и поэтому использование нескольких более коротких фрагментов имеет свои преимущества.
.. но я могу сказать вам вот что: доставить прочную цельную балку до его отдаленного дома. сделает этот проект намного сложнее, и поэтому использование нескольких более коротких фрагментов имеет свои преимущества.Не просветите меня, почему это невозможно? Если наличие двух сварных швов на пролете такой длины — это просто неправильный подход к работе, просто скажите мне, но я был бы признателен, если бы знал, почему, а не куча «иди нах**».
Ответить Ответить с цитатой
11-09-2011 #4
Re: Соединение двутавровых балок вместе
Мне кажется, что любой человек с «инженерным образованием» как минимум знает другую терминологию применительно к двутавровой балке (стенка, полка), а не к верху и низу.
 …
…Если поискать, эта почти точно такая же проблема подробно обсуждалась в предыдущей теме.
Синкро 250 DX
Династия 200 DX
ММ 251 с 30А SG
XMT 304 с устройством подачи 714 и генератором импульсов Optima
Hh287
Dialarc 250 AC/DC
Hypertherm РМ 1250
Смит, Харрис, Виктор O/A
Газосмесители Smith and Thermco
Доступ к полному производственному цеху с ЧПУ плазмы, водоструйной резки и т. д.Ответить Ответить с цитатой
11-09-2011 #5
Re: Соединение двутавровых балок вместе
эти балки не охватывают 30 футов без нагрузки.
 они провиснут на несколько дюймов под собственным весом. вам нужна стропильная балка.
они провиснут на несколько дюймов под собственным весом. вам нужна стропильная балка.Миллер Тандерболт 250В
Линкольн квадратная волна Тиг 175 про
Линкольн Idealarc MIG SP250
Эверласт Тиг 210EXT
Эверласт Power Plasma 50
Чикаго Электрик (ВЧ) 130 TIG/90 Arc
флюсовая проволока чикаго электрик 90 ампер 3 комплекта кислород/ацетОтветить Ответить с цитатой
09.11.2011 #6
Re: Соединение двутавровых балок вместе
При использовании балок подходящего размера можно использовать сварные соединения с усиливающими пластинами или болтовые соединения.
 Инженеры обычно размещают колонну под точками соединения, но они могут спроектировать соединение, которое может иметь свободный пролет. Я хотел бы, чтобы ваш кузен сделал некоторые расчеты и придумал, что вам нужно, прежде чем что-нибудь купить.
Инженеры обычно размещают колонну под точками соединения, но они могут спроектировать соединение, которое может иметь свободный пролет. Я хотел бы, чтобы ваш кузен сделал некоторые расчеты и придумал, что вам нужно, прежде чем что-нибудь купить.Ответить Ответить с цитатой
09.11.2011 #7
Re: Соединение двутавровых балок вместе
Первоначально Послано лодочный буй
эти балки не охватывают 30 футов без нагрузки.
После размышлений о размере двух комнат, которые должны стать одним открытым пространством, пролет, вероятно, больше похож на 22-25 футов. Это не измерялось и не детализировалось, это просто в списке вещей, которые мой друг хотел бы решить этой зимой по дому.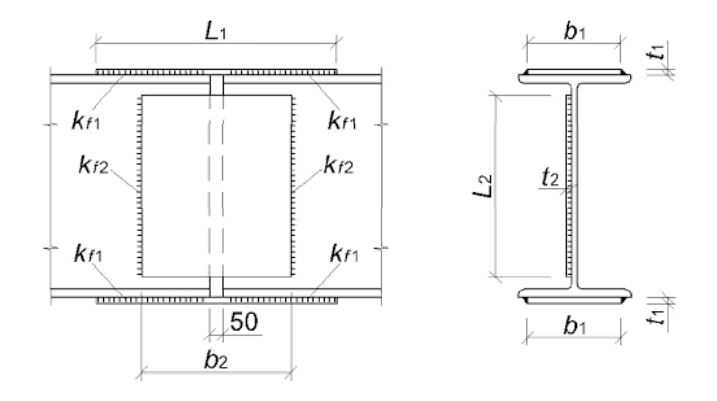 они провиснут на несколько дюймов под собственным весом. вам нужна стропильная балка.
они провиснут на несколько дюймов под собственным весом. вам нужна стропильная балка.Сварка более коротких балок была чрезвычайно привлекательной, потому что это означало бы, что не нужно было бы пробивать наружную стену дома, чтобы установить длинную цельную балку. Я уверен в своих способностях выполнить сварку, но не в разработке процедуры — сварка — это не инженерное дело. Я просто подумал, что если луч I / H будет работать на таком расстоянии, это будет путь.
Ответить Ответить с цитатой
09.
 11.2011
#8
11.2011
#8Re: Соединение двутавровых балок вместе
Я хотел бы помочь вам, но я не знаю, с чего начать. Я всю жизнь сращивал балки. Это не значит, что я могу рассказать вам, как это сделать через Интернет. Какие вам больше всего помогли бы картинки, рисунки?
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпульный пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить Ответить с цитатой
11-11-2011 #9
Re: Соединение двутавровых балок вместе
Так что, я думаю, вы не серьезно относились к тому, чтобы научиться сращивать балки.
 О, это на самом деле не так уж и сложно, вы сами разберетесь.
О, это на самом деле не так уж и сложно, вы сами разберетесь.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить Ответить с цитатой
11-11-2011 #10
Re: Соединение двутавровых балок вместе
Сращивание не является большой проблемой, но, как говорит человек, эти балки не будут удерживать собственный вес прямо на высоте 30 футов.
 Вам, вероятно, понадобятся 24-дюймовые высокие балки на 30 футов, а не младшие двутавровые балки. ваша жизнь станет лучше, ваш доход вырастет, и вы получите большое удовлетворение от получения степени инженера Mac
Вам, вероятно, понадобятся 24-дюймовые высокие балки на 30 футов, а не младшие двутавровые балки. ваша жизнь станет лучше, ваш доход вырастет, и вы получите большое удовлетворение от получения степени инженера MacОтветить Ответить с цитатой
+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Методы получения сварных швов с полным проплавлением
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Методы получения сварных швов с полным проплавлением
+ Ответить на тему
06-06-2017 #1
Методы получения сварных швов с полным проплавлением
Привет всем,
Недавно один очень опытный сварщик сосудов высокого давления рассказал мне о методе, при котором в некоторых случаях проход плавлением сначала накладывается на обратную сторону сварного шва.
 Затем сварщик притачивает этот проход с лицевой стороны и приступает к окончательному сварному шву.
Затем сварщик притачивает этот проход с лицевой стороны и приступает к окончательному сварному шву.Я думаю, что в большинстве случаев это используется в тех случаях, когда необходимо прикрепить муфты, а большие корневые зазоры нецелесообразны для обеспечения точности позиционирования. Изучение этого метода было довольно большим моментом «ах-ха».
Существуют ли какие-либо другие методы, кроме этого и сварки с открытым корнем только с одной стороны, где FP-шов практически гарантирован, за исключением рентгеновского/разрушающего контроля?
Ответить Ответить с цитатой
06-06-2017 #2
Re: Методы получения сварных швов с полным проплавлением.
Я забыл упомянуть, что используемый процесс — это TIG.
Ответить Ответить с цитатой
06-06-2017 #3
Re: Методы получения сварных швов с полным проплавлением.
Одинарный (или двойной) сварной шов с разделкой кромок и подкладочной полосой также является сварным швом со сплошным стержнем.
Отправлено с моего iPhone с помощью Tapatalk
Джейсон
Lincoln Idealarc 250 палка/тиг
Мастер резки Thermal Dynamics 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить Ответить с цитатой
06-06-2017 #4
Re: Методы получения сварных швов с полным проплавлением.
Разве почти ВСЕ сварные швы, которые вроде как заслуживают сварки, не будут сварными швами?
Я не уверен, что могу придумать пример, в котором я не хотел бы полного проникновения.
Последний раз редактировалось Кельвином; 06.06.2017 в 08:45.
Ответить Ответить с цитатой
06-06-2017 #5
Re: Методы получения сварных швов с полным проплавлением.

Привет Кельвин,
Я согласен на 100% процентов. Я подумал, что было бы полезно разъяснить, как это достигается последовательно
Ответить Ответить с цитатой
06-06-2017 #6
Re: Методы получения сварных швов с полным проплавлением.
Хм. Не должно быть необходимости делать обратную строжку сварных швов TIG. Вот для чего хороши корни Тига.
 Но если это в wps, то он должен это сделать
Но если это в wps, то он должен это сделатьСварка типа «WELDOR», а не «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить Ответить с цитатой
06-06-2017 #7
Re: Методы получения сварных швов с полным проплавлением.

Я часто делаю это с предметами, которые треснули, как и большинство других, которых я себе представляю.
Сварите одну сторону, пока трещина совмещена в правильном направлении, отшлифуйте с другой стороны, чтобы заварить ее.
Может быть, это то, на что он намекает?
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Синкро 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить Ответить с цитатой
06-06-2017 #8
Re: Методы получения сварных швов с полным проплавлением.
Первоначально Послано jlakes85
Привет всем,
Недавно один очень опытный сварщик сосудов высокого давления рассказал мне о методе, при котором в некоторых случаях проход плавления вводится первым на обратной стороне сварного шва. Затем сварщик притачивает этот проход с лицевой стороны и приступает к окончательному сварному шву.
Я думаю, что в большинстве случаев это используется в тех случаях, когда необходимо прикрепить муфты, а большие корневые зазоры нецелесообразны для обеспечения точности позиционирования. Изучение этого метода было довольно большим моментом «ах-ха».
Существуют ли какие-либо другие методы, кроме этого и сварки с открытым корнем только с одной стороны, где FP-шов практически гарантирован, за исключением рентгеновского/разрушающего контроля?
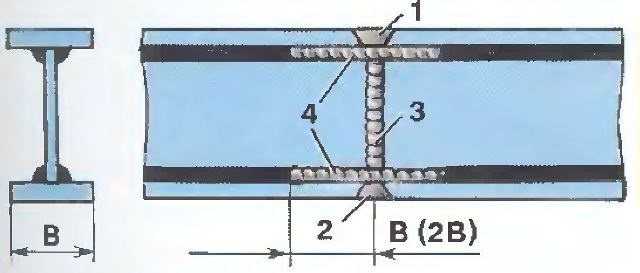
.
.
Вот как вы свариваете двутавровые балки встык. скосить обе стороны, сварить с одной стороны, отшлифовать другую сторону, продолжить сварку. конструкционные балки, вам, очевидно, потребуется полное проникновение, например, на мостовой кран в здании
конструкционные балки, вам, очевидно, потребуется полное проникновение, например, на мостовой кран в зданииОтветить Ответить с цитатой
06-06-2017 #9
Re: Методы получения сварных швов с полным проплавлением.
Насколько я понимаю, этот метод используется в основном для муфт, которые больше, чем освобожденный 3-дюймовый NPS, меньший из которых может быть установлен с «угловой канавкой» только с одной стороны, но в зависимости от доступа с задней стороны он все равно будет легче препарировать открытый корень, где есть запас по точности позиционирования
Ответить Ответить с цитатой
06-06-2017 #10
Методы получения сварных швов с полным проплавлением
Первоначально Послано Kelvin
Разве почти ВСЕ сварные швы, которые стоит сварить, не будут сварными швами с полным пером?
Я не уверен, что могу придумать пример, в котором я бы не хотел полного проникновения.
Нет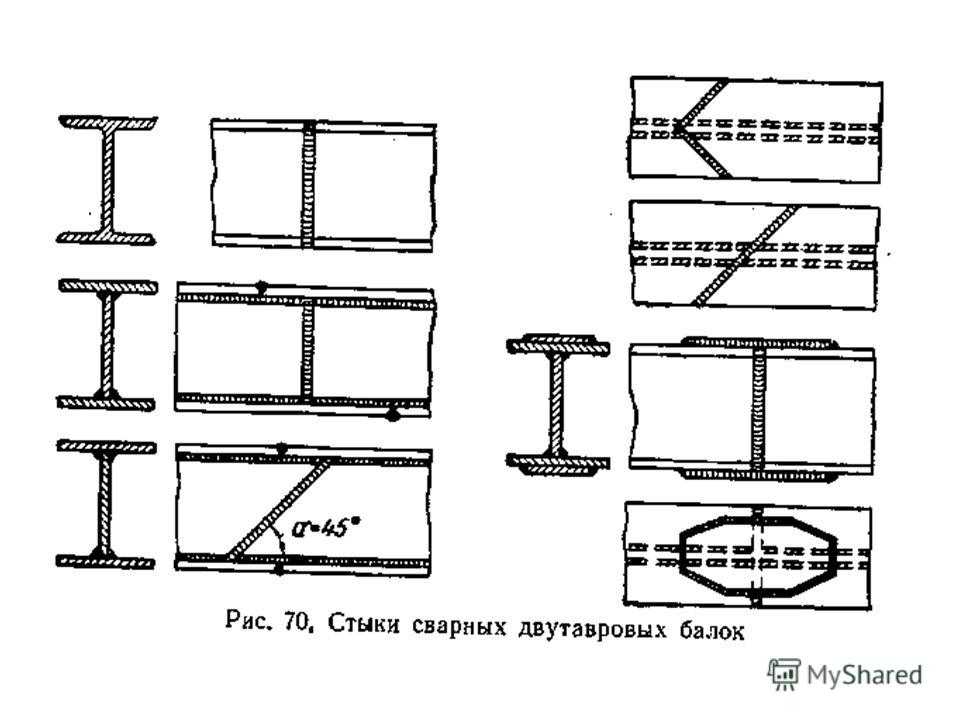
Угловые сварные швы не сплошные. Ваш прицеп, автомобиль, велосипедная рама и т. д. в основном сварены угловыми швами.
Полная сварка стержнем намного дороже. Большую часть времени они не требуются.Последний раз редактировалось snoeproe; 06.06.2017 в 15:46.
Джейсон
Lincoln Idealarc 250 палка/тиг
Мастер резки Thermal Dynamics 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить Ответить с цитатой
06-06-2017 #11
Re: Методы получения сварных швов с полным проплавлением.
Первоначально написал WNY_TomB
.
В прошлом я сварил много двутавровых балок. На фланцах делаем одинарную коническую канавку, приваренную только с одной стороны, с подкладной планкой. Вам нужно вырезать крысиное/мышиное отверстие в стенке для места для опорной полосы на одном фланце горизонтальной балки и места для вашего стержня на другом фланце. Это обеспечивает полный сварной шов на обоих фланцах с одной стороны без обратной стороны шлифовка.
.
Вот как вы свариваете двутавровые балки встык. скосить обе стороны, сварить с одной стороны, отшлифовать другую сторону, продолжить сварку. конструкционных балок вам, очевидно, потребуется полное проваривание, например, на мостовом кране в здании
Паутина — это, как вы говорите, сварной шов с обратной шлифовкой. Но вы не шлифуете гладко, вы шлифуете до твердого металла, а затем снова свариваете.Джейсон
Lincoln Idealarc 250 палка/тиг
Мастер резки Thermal Dynamics 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить Ответить с цитатой
07.
 06.2017
#12
06.2017
#12Re: Методы получения сварных швов с полным проплавлением.
Спасибо всем за отличные отзывы. Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?
Ответить Ответить с цитатой
07.
 06.2017
№13
06.2017
№13Методы получения сварных швов с полным проплавлением
Как вы собираетесь шлифовать и повторно приваривать фланцы поверх стенки?
Джейсон
Lincoln Idealarc 250 палка/тиг
Мастер резки Thermal Dynamics 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить Ответить с цитатой
07.
 06.2017
№14
06.2017
№14Re: Методы получения сварных швов с полным проплавлением.
Первоначально Послано jlakes85
Спасибо всем за отличные отзывы. Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?
Если мы говорим о структурном сварном шве с такими параметрами, по моему опыту, вы сначала свариваете на стороне с канавками, а затем переворачиваете ее и выдалбливаете до прочного металла и делаете проход на этой стороне.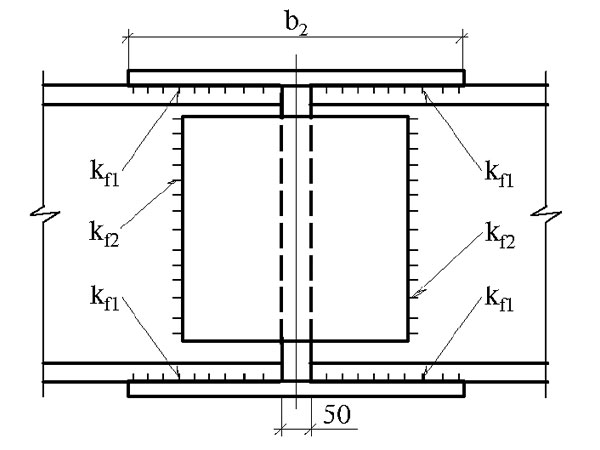
Ответить Ответить с цитатой
07.06.2017 №15
Re: Методы получения сварных швов с полным проплавлением.
Это немного странная ситуация с шаром, потому что две балки разного размера сращиваются вместе, но она показывает использование опорных стержней и крысиных отверстий для создания полного сварного шва на фланцах.
Чтобы никто не запутался.
 .. это делается в магазине, где все перевернуто, так что вся сварка была сделана в горизонтальном положении.
.. это делается в магазине, где все перевернуто, так что вся сварка была сделана в горизонтальном положении.Последний раз редактировалось HT2-4956; 07.06.2017 в 11:43.
Ответить Ответить с цитатой
07.06.2017 №16
Re: Методы получения сварных швов с полным проплавлением.
Первоначально Послано jlakes85
Спасибо всем за отличные отзывы.
Если вы собираетесь делать фаску до лезвия ножа, нет никаких причин, по которым вы не можете получить полное сплавление с одной стороны. Но вы можете в конечном итоге сосать обратно. Зачем беспокоиться? Просто разорвите его, как и предполагалось, и вставьте правильный корень. Собирать все вместе просто лень.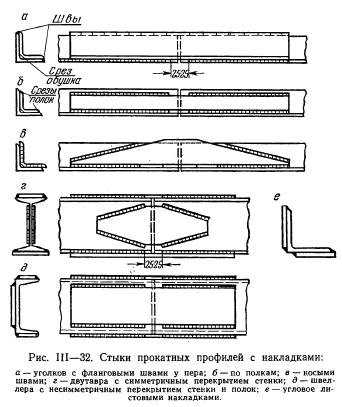 Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?
Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?Ответить Ответить с цитатой
07.06.2017 # 17
Re: Методы получения сварных швов с полным проплавлением.

для соединения двух двутавровых балок мостового крана я никогда не использовал опорную пластину. просто приварил на место и отшлифовал сварной шов до гладкости там, где колеса крана будут катиться, чтобы не было ударов. Я всегда шлифую шов с другой стороны гладко, чтобы убедиться, что на другой стороне нет скопившегося шлака или канавок колеса вагона от выпуклой формы шва. вы могли бы выдолбить его, но обычно не так уж плохо. просто нужно немного шлифовать, чтобы очистить и сгладить сварной шов. следующие проходы заполнения и покрытия не могут исправить плохие проходы ниже
.
это может занять значительное времяОтветить Ответить с цитатой
07.06.2017 # 18
Методы получения сварных швов с полным проплавлением
Настоящая балка мостового крана на самом деле не является конструкционной двутавровой балкой.
 Подкрановые балки, которые я видел и над которыми я работал, имели конические полки, очень похожие на швеллер. В балках мостового крана используются скошенные шайбы для крепления болтами из-за конических фланцев.
Подкрановые балки, которые я видел и над которыми я работал, имели конические полки, очень похожие на швеллер. В балках мостового крана используются скошенные шайбы для крепления болтами из-за конических фланцев.Единственная проблема, связанная с тем, что при сварке двутавровых балок не используются крысиные/мышиные отверстия и опорные стержни, заключается в наличии дефекта в месте соединения фланцев со стенкой. Вы не можете отшлифовать эту область, и это не позволит пройти проверку UT.
Я соединил много двутавровых балок, которые находятся в нужном положении и не могут быть перевернуты. Я также должен был пройти техосмотр UT. В этой ситуации пришлось вырезать крысиное/мышиное отверстие под верхним фланцем и сверху нижнего фланца. Затем необходимо было установить опорные стержни под каждый фланец. Использовался зазор со скосом только с одной стороны. Вы получаете полноценные сварные швы на обоих фланцах в плоском положении.
Последний раз редактировалось snoeproe; 07.