Как крепить профнастил на крыше саморезами
В последнее время профнастил стал одним из самых популярных материалов для кровли. Он прочный и долговечный. К тому же не такой дорогой, как, к примеру, черепица. Вот поэтому всё чаще на крышах домов можно увидеть разноцветные листы профнастила.
Владельцы строящихся домов нередко занимаются монтажом кровли самостоятельно. Однако не все знают, как правильно крепить профнастил.
Преимущества профнастила для крыш:
- Прочность.
- Герметичность.
- Пожаробезопасность
- Относительно низкая цена.
- Простой монтаж.
- Большая цветовая гамма.
- Срок службы около 50 лет.
Как правило, профнастил для крыш покрывается с двух сторон полимерным материалом. Для покрытия используются разные технологии и разные полимеры. Есть профлисты и без покрытия, но их не рекомендуется применять на кровле, ведь они не обладают нужными антикоррозийными свойствами.
Именно эти плюсы делают профнастил таким популярным материалом. Теперь давайте разберёмся, как проводится монтаж профлиста.
Теперь давайте разберёмся, как проводится монтаж профлиста.
Как крепить профнастил на крыше: пошаговая инструкция
Во-первых, стоит отметить, что для крепления профнастила не подходят обычные гвозди, так как они могут навредить металлическому листу и не всегда выдерживают сильные порывы ветра. Нужно использовать специальные саморезы для крыши с нержавеющим уплотнителем. Они не подвергаются коррозии и защищают отверстия от проникновения воды.
Для монтажа также стоит запастись аккумуляторным шуруповёртом. Работать с ним будет удобнее.
Как правильно крепить профнастил на крышу саморезами? Следуйте инструкции:
- Найдите одного, а лучше двоих помощников.
- Убедитесь, что профлисты соответствуют размерам крыши.
- Запаситесь саморезами из расчёта 7-8 на квадратный метр.
- Перед началом монтажа выровняйте карниз.
- Обычную двускатную крышу будет делать проще, если у Вас профлист равен длине всего ската.
- Если листы короткие, следует крепить их от нижнего ряда к верхнему по горизонтали.

- Профнастил монтируют внахлёст.
- Пользуйтесь правилом: чем меньше угол наклона крыши — тем больше перхлёст. При угле до 15-ти градусов делайте нахлёст от 25-ти сантиметров. А вот на крутых скатах можно обойтись и десятисантиметровым нахлёстом.
- Места нахлёстов желательно замуровать силиконовым герметиком.
- Саморезы вкручивайте во впадинах профлистов, в местах, где волна прилегает к обрешётке.
- Используйте более длинные саморезы для коньковой части крыши.
- Если в процессе монтажа, Вам нужно разрезать профнастил, пользуйтесь вырубными электроножницами или электролобзиком.
- Сразу же после завершения работ удалите с крыши все стружки.
- После монтажа желательно помыть крышу мыльным раствором.
Важно:
- Нельзя резать профлист болгаркой, а также использовать сварку. От высокой температуры может пострадать защитное полимерное покрытие крыши.
- Ножницы по металлу использовать можно. Однако резать профлист ими следует только продольно, иначе Вы рискуете помять гофру.

Секреты профессионалов:
- Опытные мастера знают одну хитрость — для более качественного крепежа профлист нужно положить так, чтобы по краю находилась впадина волны, а не вершина.
- Не нужно экономить на количестве саморезов. Но много — тоже плохо. Обычно, для одного метра листа достаточно восьми штук.
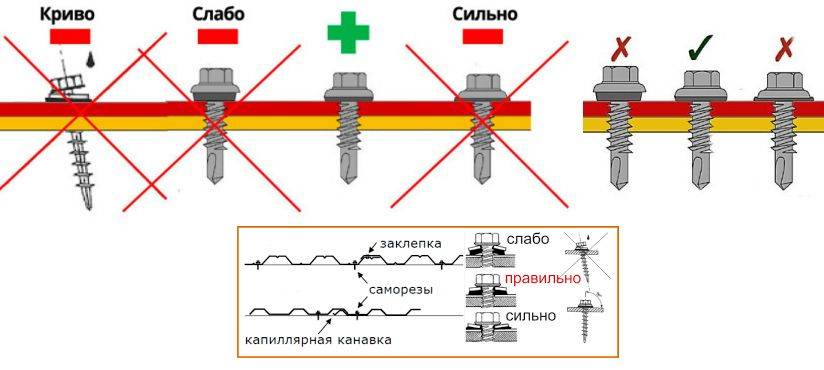
- Не закручивайте саморезы до конца. Миллиметр уплотнителя пускай торчит из-под шляпки.
- Вкручивайте саморезы в шахматном порядке, чтобы крепление было более прочным.
- Монтируйте саморезы только под прямым углом, иначе крепление будет ненадёжным.
- Следуйте всем этим рекомендациям и добьётесь качественного результата! Крыша Вашего дома будет не только надёжной защитой, но и украшением здания.
Крепление профнастила на крыше — как правильно крепить профнастил на крышу
Сегодня многие владельцы частных домов отдают предпочтения профнастилу в качестве кровельного материала. Причины легко объяснимы — покрытие получается прочным, долговечным и надежным. Листы могут быть использованы в районах практически с любыми климатическими условиями. С годами профнастил не потеряет свой цвет, а это значит, что подкрашивать его не нужно. На всем периоде эксплуатации профилированный лист потребует минимального ухода.
Листы могут быть использованы в районах практически с любыми климатическими условиями. С годами профнастил не потеряет свой цвет, а это значит, что подкрашивать его не нужно. На всем периоде эксплуатации профилированный лист потребует минимального ухода.
В этой статье мы подробно разберемся, как правильно крепить профнастил на крыше. Но прежде разберемся из чего, же состоит кровля из гофрированных листов.
Устройство конструкции
Специальная резиновая прокладка (часто повторяющая форму листов).
Обрешетка профнастила.
Планки под карниз и кровлю.
Профилированные листы.
Снегорассекатели.
Элементы для стыков, эндов, выхода дымохода и вентиляции.
Чем крепить профнастил?
Прежде чем начать работу нужно позаботиться о качественных крепежных элементах. В случае с профлистом строительные гвозди не подойдут. Они только навредят материалу. Чтобы крепление прошло аккуратно, и надежно потребуются саморезы для крыши. Они специально созданы для кровельных работ – соединение получается крепким и защищенным от попадания влаги.
Они специально созданы для кровельных работ – соединение получается крепким и защищенным от попадания влаги.
Работать с саморезами лучше использую шуруповерт. Для фиксации одного листа потребуется от 7 до 8 саморезов. Выбирая крепеж в магазине важно обратить внимание на уплотнительную шайбу. Она должна быть из нержавейки с цинкованным покрытием. Головка самореза должна быть с бортиками.
Делая крепление профнастила на крыше саморезами, необходимо следить, чтобы резиновая часть выступала приблизительно на 1 мм от уровня шайбы.
Технология монтажа профнастила и ее особенности
Крепление материала осуществляется просто, по сравнению с другими кровельными покрытиями. С данной работой способен справиться и непрофессионал, главное иметь помощника, а лучше двоих. Установка пройдет гладко, если руководствоваться следующими правилами:
Если кровля имеет небольшой уклон (до 14 градусов) величина нахлеста листов должна быть не менее 20 см.
Если угол наклона больше, но до 30 градусов, нахлест можно делать меньше, около 15 см.

Если крыша крутая с углом наклона более 30 градусов, нахлест делается минимальным около 10 см.
Крепление кровли профнастилом осуществляется саморезами, вкручивать которые можно только во впадинах листа.
Саморезы для коньковой части должны быть длиннее остальных.
Вкручивать саморезы лучше шуруповертом. Но если крепление осуществляется вручную, важно правильно рассчитывать свои усилия. Если перетянуть, то можно повредить лист, если затянуть слабо, то со временем это может стать причиной протечки.
Способы крепления профнастила на крыше
Чтобы монтаж был удобнее важно заказать материал нужной длины. Лучше если длина листа будет равной расстоянию от конька до карниза. Возможно, это если крыша простая двускатная. Если конструкция сложнее, то специалисты советуют заказывать профнастил для каждого ската в отдельности. Такой подход позволит избежать соединения листов по длине.
Если нет возможности заказать листы нужной длины, то придется стыковать их по длине. Укладка листов совершается внахлест (верхний лист накладывается на нижний). Места нахлеста должны быть закрыты силиконовым герметикам. Соединяются гофры двух соседних листов заклепками с помощью строительного пистолета.
Укладка листов совершается внахлест (верхний лист накладывается на нижний). Места нахлеста должны быть закрыты силиконовым герметикам. Соединяются гофры двух соседних листов заклепками с помощью строительного пистолета.
Крепление листов к обрешетке осуществляется саморезами. Фиксация выполняется в месте, где волна листа соединяется с деревянным основанием. Начинать крепление рекомендуется с торцевой части кровли. Саморез должен входить в лист ровно без наклона Крепление профлиста к металлическим прогонам можно выполнить или саморезами или заклепками.
В процессе монтажа может потребоваться резка листов. Выполняется она с помощью электролобзика. Вся стружка после резки должна быть удалена с крышу по окончании работ. Поверхность листов следует качественно очистить с помощью мыльного раствора.
Работа по креплению профнастила несложная, но прежде чем приступить рекомендуем просмотреть еще и обучающее видео.
Добавить комментарий
Как решить проблему изгиба картона? — Знание
Результаты испытаний показывают, что скорость усадки зависит от бумаги, количественного содержания и влажности. Это важное физическое свойство бумаги. Тот же материал лайнера и внутреннего лайнера, картона легко добиться лучшей плоскостности. Наоборот, необходимо учитывать изменения основных факторов и вносить соответствующие коррективы. Хорошая или плохая плоскостность зависит от степени усадки каждого слоя бумаги, чтобы доска имела хорошую плоскостность, скорость усадки каждого слоя бумаги должна быть в основном одинаковой, наиболее важными являются подкладочный картон и внутренний подкладочный картон. Усадка лайнера меньше, чем у внутреннего лайнера, положительный свод, в противном случае отрицательный свод, усадка лайнера и внутреннего лайнера неравномерная, положительный и отрицательный свод. Из процесса формования картона на производственной линии контроль размера усадки можно разделить на два этапа.
Это важное физическое свойство бумаги. Тот же материал лайнера и внутреннего лайнера, картона легко добиться лучшей плоскостности. Наоборот, необходимо учитывать изменения основных факторов и вносить соответствующие коррективы. Хорошая или плохая плоскостность зависит от степени усадки каждого слоя бумаги, чтобы доска имела хорошую плоскостность, скорость усадки каждого слоя бумаги должна быть в основном одинаковой, наиболее важными являются подкладочный картон и внутренний подкладочный картон. Усадка лайнера меньше, чем у внутреннего лайнера, положительный свод, в противном случае отрицательный свод, усадка лайнера и внутреннего лайнера неравномерная, положительный и отрицательный свод. Из процесса формования картона на производственной линии контроль размера усадки можно разделить на два этапа.
2. Стадия формирования гофра.
То есть подача бумаги-сырца на второе клеевое покрытие перед каждым процессом является ключевым этапом контроля степени усадки. В соответствии с характеристиками каждого слоя бумаги, давлением пара каждого слоя, фактической температурой и влажностью окружающей среды, соответственно выберите правильную температуру предварительного нагрева, длину поверхности (угла) нагрева, средства вентиляции для выпуска влаги, распыление пара, количество склеивания, скорость производства и другие технические параметры, обеспечивающие свободную усадку каждого слоя бумаги с помощью соответствующего эффективного управления процессом, чтобы сохранить скорость усадки в основном одинаковой.
В соответствии с характеристиками каждого слоя бумаги, давлением пара каждого слоя, фактической температурой и влажностью окружающей среды, соответственно выберите правильную температуру предварительного нагрева, длину поверхности (угла) нагрева, средства вентиляции для выпуска влаги, распыление пара, количество склеивания, скорость производства и другие технические параметры, обеспечивающие свободную усадку каждого слоя бумаги с помощью соответствующего эффективного управления процессом, чтобы сохранить скорость усадки в основном одинаковой.
3. Стадия формирования картона.
То есть второе покрытие клеем до следующего процесса склеивания, сушки и глажки. В этот момент каждый слой бумаги не может свободно сжиматься, каждый слой после приклеивания к картону ограничивается друг другом, можно сказать, что точка склеивания является началом картонной арки. Выберите и отрегулируйте количество клея, температуру сушки, скорость производственной линии и другие технические параметры, чтобы свести к минимуму разницу в скорости усадки, и прогладьте картон, чтобы получить дарч.
4. Улучшенные методы определения плоскостности платы.
Идеи по улучшению плоскостности гофрированного картона: один из них заключается в том, чтобы потребовать от поставщика предоставить бумагу-сырец с качественным и стабильным количественным содержанием влаги, транспортировкой, погрузкой и разгрузкой во избежание дождя. Хранить на заводе для поддержания постоянной влажности окружающей среды. Во-вторых, материал облицовочного картона и внутреннего облицовочного картона должен быть одинаковым или иметь количественное содержание влаги, сорт в основном одинаков. В-третьих, бумага с большим содержанием влаги за счет увеличения поверхности нагрева (угла) предварительного нагревателя, вентиляции, увеличения времени потери воды, замедления скорости производственной линии, бумаги с небольшим содержанием влаги за счет предварительного нагрева. нагреватель (угол) уменьшение длины поверхности нагрева, естественная вентиляция, распыление пара, ускорение производственной линии. Четыре — количество клея каждого слоя бумаги, чтобы поддерживать то же самое, вдоль гофрированного направления ширины всей ширины равномерного количества клея умеренной степени. В-пятых, стабильность давления воздуха, ловушки и другие аксессуары для труб для поддержания нормальной работы.
Четыре — количество клея каждого слоя бумаги, чтобы поддерживать то же самое, вдоль гофрированного направления ширины всей ширины равномерного количества клея умеренной степени. В-пятых, стабильность давления воздуха, ловушки и другие аксессуары для труб для поддержания нормальной работы.
Существует множество факторов, влияющих на плоскостность гофрированного картона, плоскостность меняется с изменением каждого фактора, улучшение должно быть адаптировано к местным условиям, понять основное противоречие и стремиться к его решению. Что касается общих проблем при производстве одинарного и двойного гофрированного картона, я хотел бы привести несколько примеров для обсуждения.
(1) Картон изогнут горизонтально.
Известен: лайнер 250 г/м² импортная крафт-бумага класса А, влажность 7,7%, (клип) плиточная бумага 150 г/м² отечественная высокопрочная гофрированная бумага. Влажность 10%, внутренний картон 250 г/м² крафт-бумага марки Б, влажность 14%, атмосферное давление 1,1 МПа/см2, скорость линии 60 м/мин.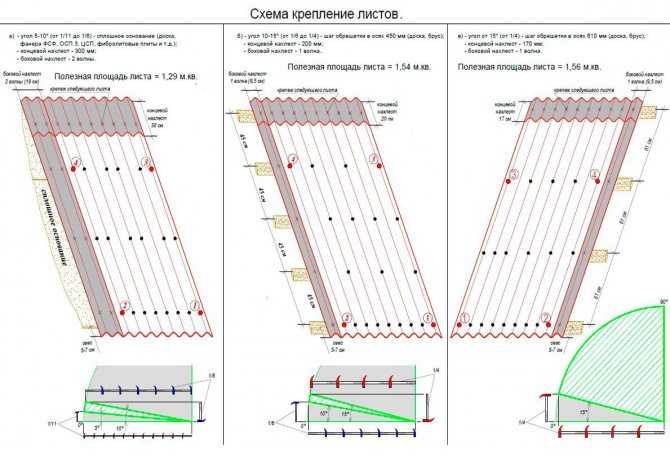 Улучшенный метод:
Улучшенный метод:
① Внутренняя (зажимная) гофрированная бумага через нагреватель (угол заворачивания) длина поверхности нагрева увеличена на 1–1,6 соответственно. 0,5-1,1 раза.
② В (закрепите) плиточную бумагу в месте перемещения производственной линии, используя среднескоростную вентиляцию вентилятора мощностью 0,9 кВт. Откройте окна в мастерской для естественной вентиляции.
③ Небольшое количество пара равномерно распыляется на облицовку. Скорость производственной линии была снижена примерно до 50 м/мин. Первоначальный поперечный свод может исчезнуть, если отрегулировать выбранные выше параметры.
(2) Картон изогнут по длине.
Улучшенный метод:
①Облицовка перед трехслойным подогревателем для увеличения сопротивления движению, увеличения силы торможения при вращении цилиндра.
②Внутренняя обшивка перед направляющим колесом трехслойного подогревателя, натяжным колесом и т.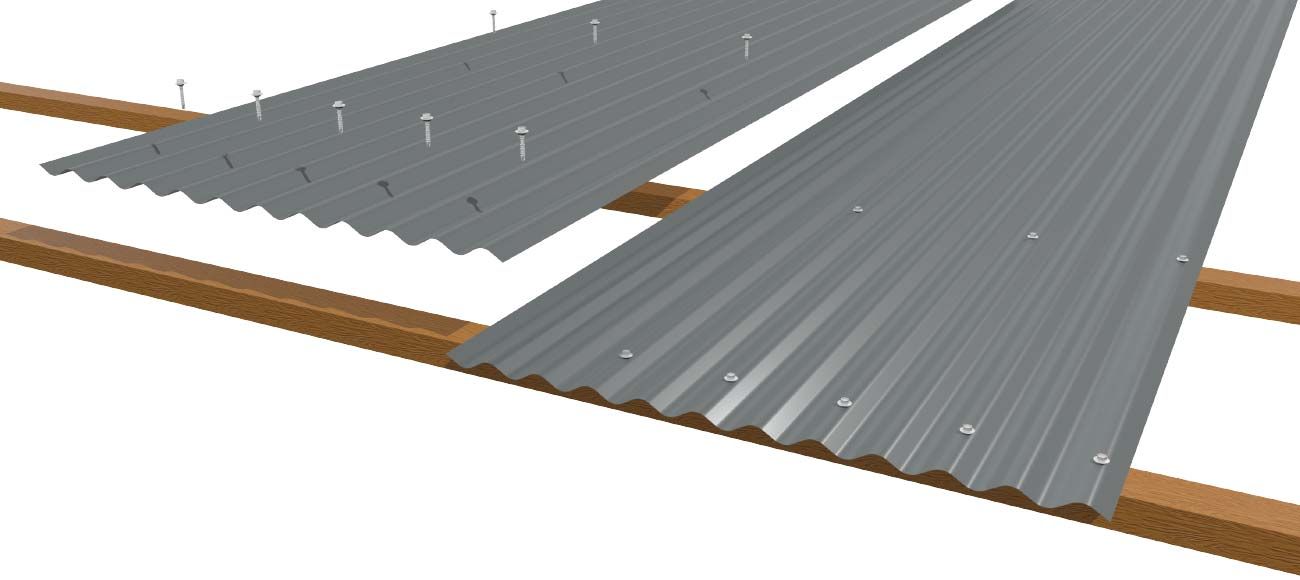 д. для уменьшения сопротивления движению. Правильная регулировка исходного продольного свода может исчезнуть;
д. для уменьшения сопротивления движению. Правильная регулировка исходного продольного свода может исчезнуть;
(3) Картонная поперечная негативная дуга.
Известен: Вкладыш из крафт-бумаги 200г/м² марки Б, влажность 13%, (клип) плитка из высокопрочного гофрированного картона 150г/м², влажность бумаги 10%, внутренний вкладыш с 200г/м² В бумага крафт-имитация марки, влажность 8%, атмосферное давление 1,0 МПа/см2, скорость линии 50 м/мин. Усовершенствованный метод:
① Поверхность (зажим) плиточной бумаги через подогреватель Длина поверхности нагрева увеличена на 0,9в 1,4, 0,6 в 1,1 раза.
② Внутренняя обшивка для уменьшения длины нагревательной поверхности подогревателя или небольшого количества распыляемого пара.
③ Скорость производственной линии увеличилась примерно до 60 м/мин.
(4) Картон имеет отрицательную продольную арку.
Усовершенствованный метод:
① Вкладыш перед трехслойным подогревателем для уменьшения сопротивления движению, уменьшения силы торможения при вращении цилиндра.
② Внутренняя (гофрированная) облицовка перед направляющим колесом трехслойного нагревателя, натяжным колесом и т. д. для увеличения сопротивления движению.
(5) Картонная дуга, положительная и отрицательная.
Поскольку существует два вида положительной и отрицательной дуги, усовершенствованные методы различаются, здесь объясняется только общая поперечная положительная и отрицательная дуга. Известен: Linerboard — крафт-бумага класса А плотностью 180 г/м², влажностью от 7 до 12,6%, средняя бумага — высокопрочная гофрированная бумага плотностью 125 г/м², влажностью 12%. Внутренний картон плотностью 180 г/м² из крафт-бумаги марки С от 8 до I4 %, влажность, давление 1,1 МПа/см2, скорость производства 70 м/мин, улучшенные методы:
(1) Используйте паровой спрей в области поперечной дуги.
(2) Используйте паровой спрей в области поперечной отрицательной дуги.
(3) Скорость производственной линии снижается примерно до 60 м/мин.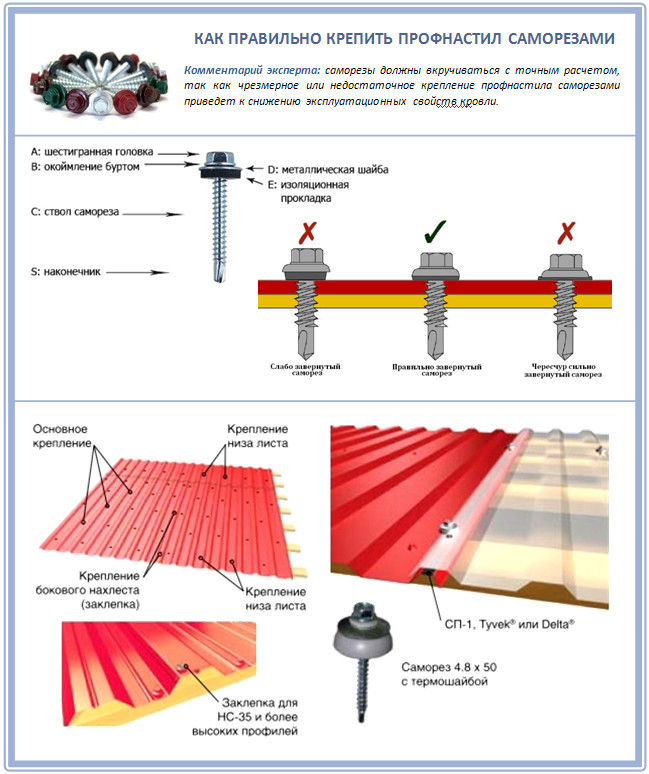
(4) Отрегулируйте бумажный цилиндр на 180° в направлении.
Кроме того, существует способ доработки, то есть использование картона с большей аркой, только что изготовленного с производственной линии, для размещения прижимной пластины в стопке, обычно около 10 штук в стопке, и пусть картон в процессе хранения полуфабриката за счет положительного и отрицательного давления внешней силы. Через несколько часов (в зависимости от условий вентиляции и отвода тепла в мастерской) может быть достигнута хорошая плоскостность.
5. Идеи и предложения.
(1) В технических требованиях к гофрокартону есть нормы плоскостности.
«Гофрокартон имеет гладкую поверхность…» В настоящее время, по мере повышения уровня автоматического производства в упаковочной промышленности, широко используются многофункциональные машины и линии машинной упаковки, такие как печать на картоне, штамповка. резка, прорезка уголков, склеивание, переплет, обвязка. Требования к плоскостности становятся все выше и выше, те, которые не могут удовлетворить требования к картону, будут автоматически остановлены или сняты с производственной линии машинной упаковки. Мы считаем, что регулирование плоскостности гофрированного картона необходимо, операторам и инспекторам по качеству удобно работать в соответствии с проверкой главы, и это способствует контролю качества процесса.
Требования к плоскостности становятся все выше и выше, те, которые не могут удовлетворить требования к картону, будут автоматически остановлены или сняты с производственной линии машинной упаковки. Мы считаем, что регулирование плоскостности гофрированного картона необходимо, операторам и инспекторам по качеству удобно работать в соответствии с проверкой главы, и это способствует контролю качества процесса.
Плоскостность гофра должна быть измерена после размещения в горизонтальном положении без какой-либо внешней силы, с высотой струны в качестве значения. Плоскостность делится на три уровня.
Grade 1 Precision подходит для производства многофункциональных машин, таких как режущая канавка и угол печатной формы, которая используется для машин с высокой точностью.
Grade 2 Precision подходит для производства высекальных машин в полиграфии, используемых для высокоточной упаковки картонных коробок.
Сорт 3 прецизионный подходит для одномашинного производства печати, продольной резки, прорези и угла резки и т. д. и используется для упаковки картонных коробок с общей точностью.
(2) Улучшить оборудование линии по производству гофрированного картона.
① Предварительный нагреватель для каждого слоя бумажной ленты, особенно для лайнера и внутреннего лайнера, должен иметь возможность произвольно регулировать длину поверхности нагрева бумаги (угол намотки);
② Должно быть достаточно места для выделения воды из каждой бумаги после прохождения через подогреватель, особенно недостаточно места для выделения воды из облицовочного картона;
③ Устройство вентиляции с электровентилятором должно быть установлено в зоне распространения влаги после предварительного нагрева каждой бумаги;
④ Каждая бумага должна быть оснащена устройством для распыления пара, а вдоль гофрированного направления любой регулировкой объема пара.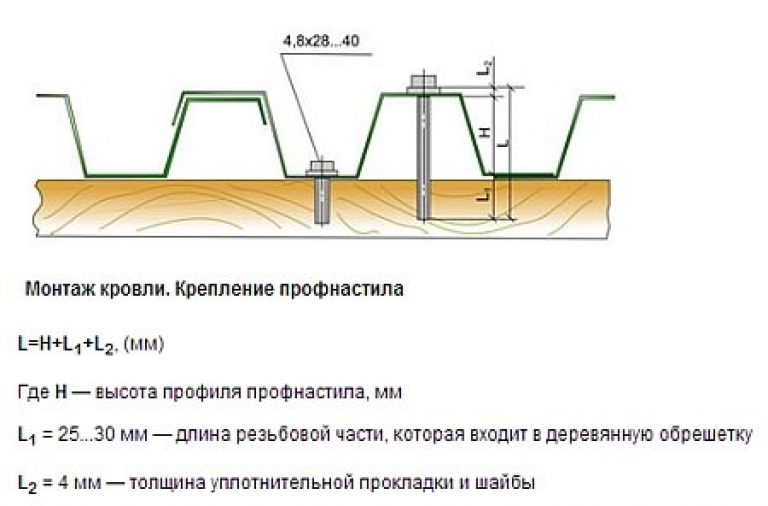
Выберите наше оборудование для производства гофрированного картона Fuli, которое повысит качество вашего картона.
Роль влаги в картоне или гофрокартоне Термоформование – Gralex – Термоформовочные машины
Вероятно, самым важным, а также наиболее упускаемым из виду параметром при термоформовании картона является влажность материала. Хотя машина для термоформования картона или гофрокартона способна контролировать три важных параметра: тепло, выдержку и давление, чрезвычайно важный параметр влажности картона может контролироваться преобразователем только до того, как материал достигнет пресса для термоформования картона или гофрокартона. Без надлежащего количества влаги в картоне материал будет хрупким, не будет правильно складываться в складки, скорее всего, сломается и порвется и не будет держать форму.
Бумага состоит из миллионов волокон, похожих на маленькие микроскопические соломинки. В нормальных сухих условиях эти волокна ведут себя так, как если бы они были деревянными палочками, потому что на самом деле они таковыми и являются.
Теперь, если мы возьмем ту же деревянную палку и замочим ее в воде на некоторое время, а затем попытаемся согнуть и придать ей форму с помощью тепла и давления, древесина легко примет форму, которую мы пытаемся придать. Именно так мастера (производители деревянных струнных инструментов, таких как гитары и скрипки) изгибают стороны своих инструментов.
Точно такая же концепция применяется при термоформовании картона или гофроматериалов. Волокна, из которых состоит лист картона или гофрокартона, должны быть увлажнены до такой степени, чтобы можно было легко деформировать их, не ломая волокна, когда они изгибаются в формующей матрице для придания формы контейнеру.
Количество влаги в картоне или гофрированном листе измеряется в процентах от веса листа в сухом состоянии. Разным типам картона и/или гофрированного листа требуется разное количество влаги, чтобы сделать из них форму контейнеров. Кроме того, чем сложнее форма или чем глубже термоформуемый контейнер, тем больше влаги потребуется. Переработанные материалы требуют больше влаги, чем первичные материалы. Как правило, диапазон влажности по весу будет составлять от 8% до 13%, в зависимости от этих факторов.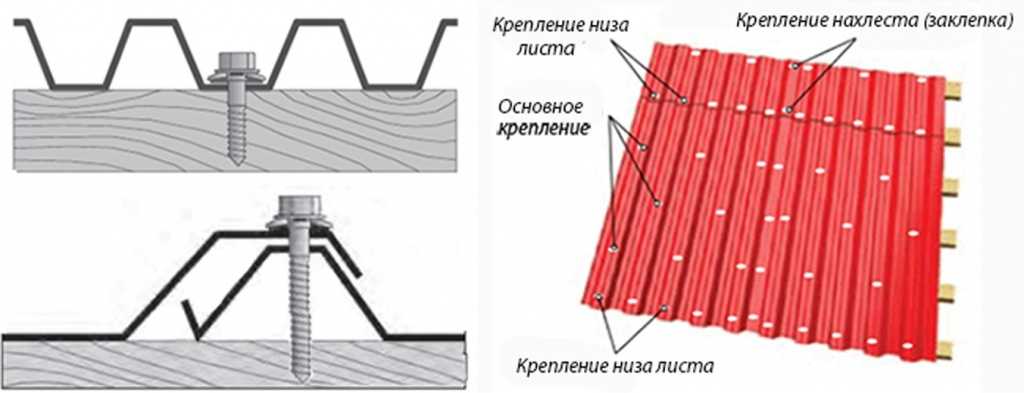
Для листов большого размера, таких как складной картон или жидкие картонные материалы, может потребоваться до 72 часов, прежде чем влага сможет проникнуть по всему листу, смягчить волокна и достичь равновесия. Слишком большое количество влаги также может нанести ущерб процессу. Когда присутствует слишком много влаги, вода имеет тенденцию разрушать связь между волокнами, делая материал слабым и легко рвущимся. По сути, слишком много влаги приведет к резкому снижению прочности материала на растяжение, что сделает невозможным его формование. Еще одна проблема со слишком влажным материалом – расслаивание. Когда материал подвергается нагреву в формовочной матрице, создается слишком много пара, и когда он превышает способность вентиляционных отверстий в матрице рассеивать его, он буквально начинает раздувать материал, вызывая пузыри в слоях картон или гофрокартон. Если материал имеет покрытие с одной стороны для улучшения характеристик конечного использования лотка, есть большая вероятность, что этот избыток пара также размягчит покрытие и заставит его прилипнуть к формующей матрице. Применение влаги может осуществляться несколькими различными способами. Для твердых плит на рынке доступны системы, которые распыляют, покрывают или погружают материал в растворы, состоящие в основном из воды с несколькими химическими агентами для замедления роста микробов и улучшения водопоглощения. Тем не менее, безусловно, лучший способ добавления влаги к твердым плитам — это LAS или система нанесения жидкости, в которой используется гидрофильный валик, движущийся в направлении, противоположном направлению полотна. Многие из этих систем используют замкнутую компьютеризированную систему обратной связи для контроля и автоматической регулировки уровня увлажнения. Эта конкретная система направляет воду глубоко в лист под огромным гидравлическим давлением, тем самым сокращая время, необходимое для того, чтобы вода впиталась в лист и волокна.
Для гофрированных листов лучше просто не сушить лист в конце процесса гофрирования. Это противоречит тому, чему учат всех операторов оборудования для производства гофрированного картона, поскольку они считают, что это приведет к получению слабого листа. Однако наша цель состоит не в том, чтобы сделать прочный гофрированный лист, а в том, чтобы сделать гибкий гофрированный лист, который можно термоформовать в гофрированный лоток или контейнер. Гофрированные листы также можно опрыскивать после процесса гофрирования, чтобы вернуть листу нужное количество влаги, но необходимо помнить, что листы должны храниться в течение определенного периода времени, чтобы влага проникла во все слои материала и достичь равновесия.
Даже самая лучшая система увлажнения картона или гофрированного листа бесполезна, если в процессе не применяется здравый смысл. Другими словами, если вы увлажните материал до требуемой влажности 10% для данного применения, а затем позволите материалу лежать на складе без упаковки и в сухой атмосфере, материал вскоре высохнет до 5% влажности окружающей среды. -6% влажности, сводя на нет все ваши усилия. Поэтому крайне важно, чтобы после того, как материал был увлажнен до надлежащего уровня, он должен быть завернут в пластик или храниться в атмосфере с контролируемой влажностью, чтобы сохранить его влажность.