
Пайка алюминиевых проводов: сложности и хитрости
Мир графики и дизайна » Дополнения » разное
Рубрика: разноеАвтор: Администратор
Содержание
- Пайка алюминиевых проводов
- Необходимые материалы и инструменты
- Пайка под флюсом
- Оловом и канифолью
Надёжный способ соединения проводов при прокладке электрических коммуникаций – пайка. В отличие от алюминиевых, медные жилы легко поддаются лужению. Это накладывает ограничение на применяемость материалов для электромонтажа. Но иногда работы с алюминием не избежать. Паять провода нужно по определённым правилам. Но изучив простые методы лужения, выполнить соединение можно самостоятельно.
Пайка алюминиевых проводов
При электромонтаже металлические жилы кабелей соединяют методом пайки. Это гарантирует надёжный контакт в месте коммутации. Однако, если на медный провод легко нанести припой, покрыть алюминиевую жилу несколько сложнее. К тому же напрямую соединять два металла нельзя – они образуют гальваническую пару. При прохождении через скрутку электрического тока она будет греться.
К тому же напрямую соединять два металла нельзя – они образуют гальваническую пару. При прохождении через скрутку электрического тока она будет греться.
К сведению!
При очистке жилы важно не повредить основной металл. Надрезанный алюминий может легко сломаться.
Трудность пайки заключается в том, что на поверхности металла есть оксидная плёнка, которую трудно удалить. Образуется она мгновенно при контакте алюминия с кислородом воздуха. Обусловлено это высокой химической активностью металла. Без защитной плёнки он бы полностью прореагировал с кислородом. Чтобы припой равномерно покрыл провод и крепко держался на нём, его поверхность зачищают травлением флюсами либо без доступа воздуха.
Необходимые материалы и инструменты
Для лужения прежде всего понадобится паяльник.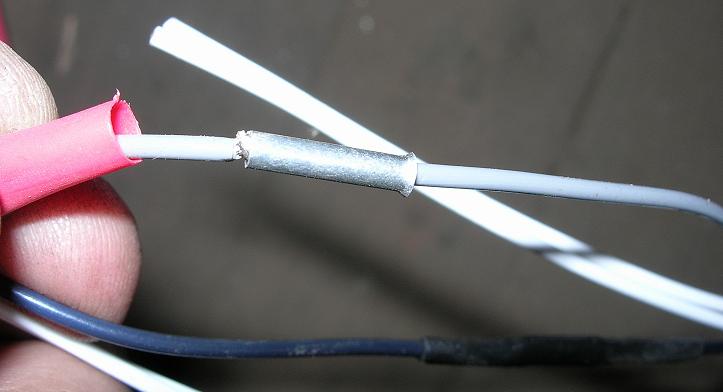 Для работы берут устройство с мощностью около 60 Вт. Пайку проводят в хорошо проветриваемом помещении: при нагреве флюса образуются токсичные испарения. Рабочее место желательно оснастить вытяжкой. Кроме того, следует подготовить следующее:
Для работы берут устройство с мощностью около 60 Вт. Пайку проводят в хорошо проветриваемом помещении: при нагреве флюса образуются токсичные испарения. Рабочее место желательно оснастить вытяжкой. Кроме того, следует подготовить следующее:
- Флюс, паяльная кислота или канифоль. Последнюю разбавляют спиртом в пропорции 3 : 2.
- Острый нож.
- Плоскогубцы, бокорезы.
- Наждачная бумага с мелкой зернистостью.
- Изолента или термоусадочная трубка.
Пайка под флюсом
Для снятия оксидной плёнки с поверхности алюминия используют различные флюсы (Ф-59А, ФТБФ-А, Ф-61А). Применение определённого состава зависит от характеристик металла и дальнейшего назначения. Последовательность пайки:
- Очищают жилу от изоляции на расстоянии 5 см от края. При этом нож держат под углом, чтобы не повредить сердечник.
- Поверхность металла очищают мелкой наждачной бумагой.
- Покрывают флюсом жилу при помощи кисточки.
- Повторно зачищают металл ножом.

- Нагретым паяльником лудят провод.
Важно!
Наносить припой начинают с конца жилы, чтобы избежать повреждения изоляции.
Во время лужения паяльник двигают вперёд-назад вдоль провода, очищая поверхность алюминия от плёнки. С первого раза равномерно покрыть жилу припоем не получится. Процедуру повторяют для открытых участков. После получения нужного результата конец провода промывают водным раствором соды (5 ст. л. на 200 мл жидкости) для нейтрализации активных кислот. Остатки флюса под изоляцией или припоем со временем разъедят алюминий. В результате место соединения будет греться и обугливаться.
Оловом и канифолью
Правилами эксплуатации электроустановок пайка алюминиевых проводов кислотами запрещена. Связано это с тем, что активные вещества невозможно удалить полностью. Они вступают в реакцию с металлом, разрушая его. Надёжное на вид соединение при работе может разрушиться.
Обратите внимание!
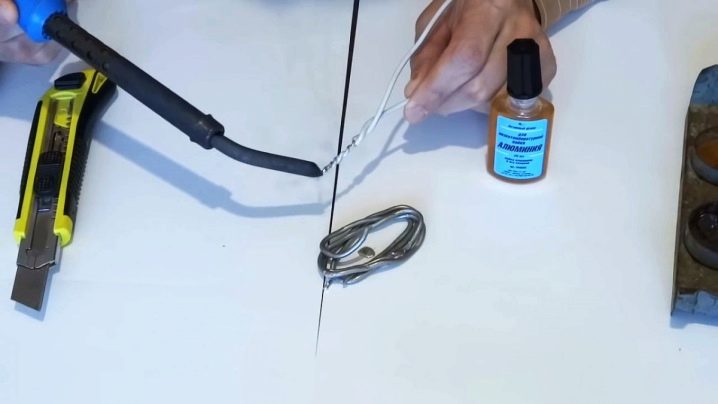
Для исключения возможной поломки алюминий лудят с помощью канифоли, растворённой в спирте.
Однако этот способ невозможно применить в труднодоступных местах.
Жидкую смесь готовят в неглубокой металлической ванночке. Вязкость должна обеспечивать хорошее покрытие проводника. Глубина ёмкости зависит от диаметра жилы.
Последовательность лужения:
- Очищенный от изоляции провод кладут на дно ванночки. Заливают жидкую канифоль. Последняя должна превышать металл на 5-8 мм.
- Острым ножом непосредственно в жидкости соскабливают защитную плёнку со всех сторон жилы. Без доступа воздуха в растворе канифоли металл не окисляется.
- Разогретым паяльником начинают лудить провод. Место контакта жала с металлом должно находиться в жидкости на расстоянии 2-3 мм от её поверхности. Жилу покрывают по окружности с постепенным вытаскиванием провода. При контакте с жидкостью жало будет сильно остывать. Необходимо делать остановки для прогревания паяльника.
Важно!
Лужение в растворе канифоли со спиртом сопряжено с обильным выделением дыма – процедуру выполняют на улице либо в хорошо проветриваемом помещении.

При монтаже электропроводки пайка алюминиевых жил не вызовет затруднений. Для обеспечения надёжного контакта достаточно залудить поверхность металла при помощи различных флюсов или канифоли.
Рейтинг
( Пока оценок нет )
Понравилась статья? Поделиться с друзьями:
Содержание:
Алюминий широко используется в качестве материала для самых разных конструкций. Он лишь немногим уступает стали по своей прочности. Однако существует серьезная проблема при решении вопроса, как паять алюминий паяльником, поскольку здесь существуют специфические особенности и сложности. Дело в том, что для алюминия не годятся обычные методы. Техника пайки алюминияСложности при пайке алюминия обусловлены его способностью к образованию окисных пленок буквально за доли секунды. Поэтому для этой операции к паяльникам требуются специальные сменные жала или флюсы на ртутной основе. Если алюминиевые провода сравнительно легко поддаются пайке, то с неудобными плоскими поверхностями возникает множество проблем. Чтобы их решить, необходимо провести тщательную подготовку к работам. Процедуру пайки можно выполнять обыкновенным паяльником с обычным припоем и канифолью. В связи с высокой теплопроводностью алюминия, паяльник должен иметь повышенную мощность от 60 до 100 ватт. Если же имеющийся в наличии паяльник не в состоянии прогреть большие детали, они дополнительно прогреваются на электрической или газовой плите. Перед началом пайки место соединения тщательно зачищается напильником, крошащимся кирпичом или наждачной бумагой. После того как с поверхности удалена толстая оксидная пленка, производится обезжиривание с помощью бензина или любого органического растворителя. После этого место спаивания смазывается флюсом. Одновременно, паяльник погружается в канифоль. Появление легкого дымка означает готовность к работе. Вместо канифоли может использоваться нашатырный спирт. Таким образом, жало паяльника очищается от окисей посторонних металлов. Дальнейшая процедура практически не отличается от работы с обычными металлами. Очищенное жало паяльника опускается в припой и удерживается в нем пока полностью не покроется пленкой. После этого, небольшое количество припоя захватывается жалом, переносится на место спаивания и разравнивается по всей поверхности, предварительно залуживая ее. Затем наносится основное количество припоя, обеспечивающее прочное соединение алюминия. Необходимо подождать, пока припой остынет, а затем протереть место соединения влажной тряпкой. Флюс для пайки алюминияОсобую роль в процессе спаивания алюминиевых деталей играет флюс. Он позволяет эффективно снимать оксидные пленки, образованные на воздухе, и жировые загрязнения. Кроме того, флюс обеспечивает защиту поверхностей от окисления во время спаивания. Флюс для пайки алюминия продается в готовом виде, но его вполне возможно приготовить самостоятельно. Для приготовления флюса: берется 30 г хлорида цинка, 10 г хлорида аммония и растворяется в 60 миллилитрах воды. Нередко вместо флюса используется так называемая паяльная жидкость или паяльная кислота. Она получается путем взаимодействия концентрированной соляной кислоты с металлическим цинком. С этой целью кислота наливается в посуду из стекла или фарфора. Это действие нельзя производить возле открытого пламени из-за взрывоопасности выделяемого водорода. Цинк в кислоту добавляется небольшими порциями. В результате химической реакции происходит образование хлорида цинка. При нормальном соблюдении технологии, прочность соединения получается выше, чем у многих металлов. Пайка алюминия в домашних условиях |
 Алюминий гораздо легче обрабатывать, он имеет очень высокие показатели электро- и теплопроводности.
Алюминий гораздо легче обрабатывать, он имеет очень высокие показатели электро- и теплопроводности.

 После того как водород перестанет выделяться, посуда с полученным веществом помещается в теплую воду. Готовая жидкость смешивается с нашатырным спиртом.
После того как водород перестанет выделяться, посуда с полученным веществом помещается в теплую воду. Готовая жидкость смешивается с нашатырным спиртом.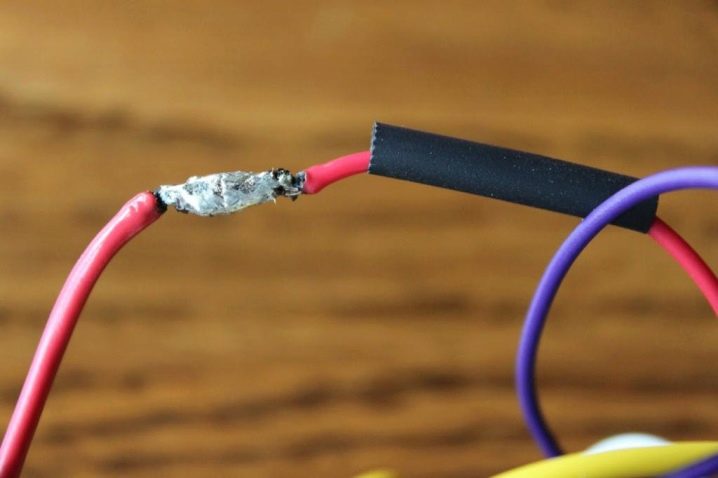
 Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия. После этого можно легко запаять залуженное место.
После этого можно легко запаять залуженное место.
 Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
 В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом. Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.Паять будем дно алюминиевой пивной банки. Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.Куском наждачной бумаги зачищаем место пайки до блеска.Наливаем на это место немного масла.Далее растираем наждачной бумагой масляное пятно.Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.Паяльник к этому времени должен быть разогрет до рабочей температуры.Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки.
В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом. Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.Паять будем дно алюминиевой пивной банки. Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.Куском наждачной бумаги зачищаем место пайки до блеска.Наливаем на это место немного масла.Далее растираем наждачной бумагой масляное пятно.Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.Паяльник к этому времени должен быть разогрет до рабочей температуры.Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию. Медный провод припаивается к залуженному алюминию очень легко.Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.Далее провод нужно окунуть в масло и тереть наждачной бумагой.Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.Провод то же прекрасно паяется к алюминиевой банке.
При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию. Медный провод припаивается к залуженному алюминию очень легко.Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.Далее провод нужно окунуть в масло и тереть наждачной бумагой.Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.Провод то же прекрасно паяется к алюминиевой банке. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
 В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.Пайка алюминиевых проводов с помощью флюса
Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник.
 Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт; - Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс. Применяется только в том случае, если его нет в составе припоя;
- Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.
Припои и флюсы для пайки паяльником медных проводов
Резьбовое соединение
Данный тип соединения может быть весьма надежным, если его правильно выполнить. Стоит отметить, что алюминий обладает наибольшим линейным расширением, в связи с чем между соединенными проводами с течением времени возникает зазор, ухудшающий их контакт между собой. Чтобы не допустить короткого замыкания, нужно время от времени подкручивать эти винты.
Для избавления от этой необходимости, устанавливают специальные шайбы с разрезами или гроверами. Они выбирают образующиеся зазоры и в несколько раз увеличивают надежность соединения.
На винт, провода нужно будет обязательно намотать, чтобы площадь его соприкосновения с контактной площадкой была значительно выше. Профессиональные электрики зачастую поступают так: плющат это кольцо на наковальне, чтобы повысить площадь соприкосновения.
Технология выполнения качественного резьбового соединения проводов начинается со снятия с них изоляции на расстояние, равное 4 диаметрам винта. Зачищенные участки обезжириваются.
Потом нужно загнут их кончики так, чтобы образовались кольца.
На винт надевают элементы в следующей последовательности:
- Пружинная шайба.
- Стандартная шайба.
- Колечко первого провода.
- Еще одна стандартная шайба.
- Колечко второго провода.
- Гайка.
Вся эта система затягивается до тех пор, пока пружинная шайба не будет находиться в выпрямленном состоянии. В принципе, если оба провода сделаны из алюминия, то между ними можно не прокладывать стандартную шайбу.
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т.д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
Припой ПОС-61 0,8 мм
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Выбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.
Флюс ФДА для пайки алюминия
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.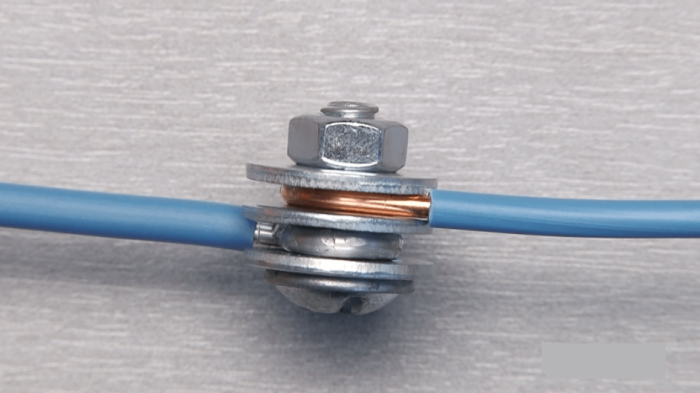
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
- Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
- Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
- Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
- Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
Как лучше соединить алюминиевые провода между собой
Когда требуется соединить между собой 2 разных участка провода, то необходимо кроме качественного контакта, получить достаточную прочность участка, где эти провода соединяются между собой.
Если принимать во внимание нормативные документы, которые действуют на территории нашей страны, то соединять алюминиевые провода между собой допустимо с помощью различных способов:
- Сварка.
- Опрессовка.
- Спаивание.
- Соединение при помощи клемм.
Несмотря на то, что все эти способы соединения, указанные в нормативных документах, представлены в качестве универсальных, далеко не каждый из них окажется подходящим при работе с алюминиевыми проводами.
Прежде всего, это связано с особенностями такого материала, как алюминий, в частности, с его техническими характеристиками. Как известно из школьного курса химии, на поверхности алюминия всегда находится оксидная пленка, образованная вследствие прямого контакта с кислородом воздуха.
Она не способна проводить через себя электрический ток. Помимо этого, у оксидной пленки довольно высокая температура плавления – в районе 2000 градусов. Этот показатель значительно выше по сравнению с температурой плавления самого алюминия.
Если же снимать эту пленку механическим способом, то она очень быстро снова возникнет. Стоит отметить, что наличие данной пленки при паянии алюминия очень сильно мешает процессу соединения алюминиевой жилы с припоем. Также, она способна вызвать затруднения при сварке проводов, потому что вследствие ее наличия возникают различные включения, из-за которых сильно снижается качество контакта.
К дополнительным характеристикам такого материала, как алюминий, относится повышенная хрупкость и текучесть. В связи с этим, при соединении проводов из алюминия следует заранее позаботиться, чтобы они были расположены так, чтобы полностью исключалась возможность механического воздействия на данный участок.
Скрутка
Алюминиевые провода зачастую соединяют между собой при помощи скрутки. Это наиболее простой, но и самый опасный метод соединения проводов между собой.
Последовательность действий при использовании данной технологии будет следующий:
- Сначала, с проводов снимают изоляцию приблизительно по 4-5 см с каждой стороны. Удобнее всего здесь применять специальный инструмент, предназначенный именно для этой цели.
- Теперь контакты следует обезжирить.
 Для этого их придется протереть тряпкой, предварительно смоченной в ацетоне.
Для этого их придется протереть тряпкой, предварительно смоченной в ацетоне. - Наждачной бумагой удаляют оксидную пленку с поверхности металла, то есть зачищают его до получения металлического блеска.
- Провода скрещивают друг с другом, после чего одна из жил максимально плотно накручивается на другую при помощи пассатижей.
- Второй провод таким же способом накручивается на первый.
- Скрутку теперь следует заизолировать при помощи изоляционной ленты. Профессиональные электрики также рекомендуют воспользоваться специальной термоусадочной трубкой или кембриком. С его помощью можно качественно предохранить оголенную область от негативного воздействия внешней среды.
В принципе, технология довольно-таки простая. Надо лишь помнить о том, что жилы требуется оголять минимум на 4-5 см, а скрутку производить не вручную, а только при помощи пассатижей, чтобы провода прилегали к другу максимально близко.
Если этого не сделать, то в результате получится неплотный контакт, из-за чего участок может сильно нагреваться. В свою очередь, такой эффект вызывает короткое замыкание, а в некоторых случаях даже пожар.
Резьбовое соединение
Данный тип соединения может быть весьма надежным, если его правильно выполнить. Стоит отметить, что алюминий обладает наибольшим линейным расширением, в связи с чем между соединенными проводами с течением времени возникает зазор, ухудшающий их контакт между собой. Чтобы не допустить короткого замыкания, нужно время от времени подкручивать эти винты.
Для избавления от этой необходимости, устанавливают специальные шайбы с разрезами или гроверами. Они выбирают образующиеся зазоры и в несколько раз увеличивают надежность соединения.
Как паять алюминий паяльником в домашних условиях?
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
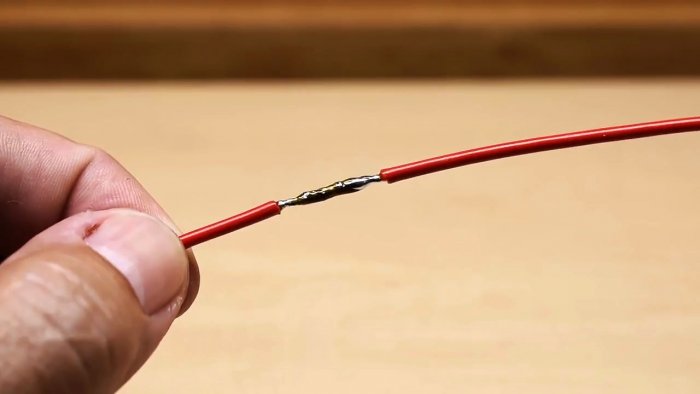
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.

Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами.
 В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650 0 С.
В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650 0 С. - Пайка при пониженных температурах, составляющих 250-300 0 С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.

- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
Можно ли припаять проволоку к стали?
Вещи, которые вам понадобятся
Хотя сталь обычно сваривают или спаивают вместе, ее также можно спаять . Пайка стальной проволоки мало чем отличается от пайки других типов проволоки, таких как серебряная или медная. Чтобы спаять стальную проволоку, следуйте процессу пайки серебряной проволоки.
Прилипает ли припой к металлу?
Важно, чтобы весь припаиваемый металл был тщательно чистым. Припой просто не будет прилипать к грязным или окисленным металлическим поверхностям . Плоские поверхности, подлежащие пайке, очистите стальной ватой, напильником, наждачной шкуркой и т. д.
Припой просто не будет прилипать к грязным или окисленным металлическим поверхностям . Плоские поверхности, подлежащие пайке, очистите стальной ватой, напильником, наждачной шкуркой и т. д.
Как припаять провод к металлу без паяльника?
Пайка без паяльника
Можно ли припаять медную проволоку к стали?
Как припаять медную проволоку к нержавеющей стали
Ответы на связанные вопросы:
Можно ли припаять металл к металлу?
ПАЯЯ веками использовалась для соединения металлов и до сих пор является одним из самых простых и распространенных способов крепления металлических стыков и швов.
Какой металл нельзя паять?
Of metals
| Solderability | Metal |
|---|---|
| Fair | Carbon steel Low alloy steel Zinc Nickel |
| Poor | Aluminium Aluminium bronze |
| Difficult | High alloy сталь Нержавеющая сталь |
| Очень сложно | Чугун Хром Титан Тантал Магний |
Вам нужен флюс для пайки?
Да, можно паять без флюса . Хотя это полезно в процессе пайки, поскольку флюс помогает разрушить оксиды на металле, в нем нет необходимости. Кроме того, в настоящее время большинство припоев содержат канифольную сердцевину, которая выполняет функцию флюса, помогая разрушать оксиды.
Как паять металл в домашних условиях?
Как припаять металл
Как добиться прилипания припоя к проводу?
Добавьте небольшое пятно припоя на наконечник. Подсоедините провод к разъему, обычно с помощью зажима. Кратковременно удерживайте кончик утюга на коннекторе. Нанесите немного припоя на проволоку на краю наконечника, чтобы припой расплавился на проволоке.
Можно ли использовать скрепку в качестве припоя?
Скрепки для припоя – ножка
Можно ли расплавить припой зажигалкой?
Вы можете использовать все, что может нагреть кусок металла до точки плавления вашего припоя (от 400°F/200°C до 700°F/370°C). Бутановые зажигалки работают лучше всего . Но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже костры.
Бутановые зажигалки работают лучше всего . Но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже костры.
Можно ли использовать изоленту вместо припоя?
Следовательно, нет, изолента не заменяет пайку .
Может ли паяльник расплавить медную проволоку?
Паяльник работает при 250-300С. Да, медь плавится при температуре около 1100C/2000F, так что… нет шансов . Мой очень хороший паяльник Hakko с керамическим сердечником мощностью 60 Вт, который я использую для витражей, может нагреваться только до 1100F, что уже слишком жарко, чтобы делать что-либо полезное.
Вам нужен флюс для пайки стали?
При пайке нержавеющей стали нельзя использовать обычный флюс для пайки . Флюсы No-clean и Rosin не будут работать на нержавеющей стали. Вам понадобится более мощный высокоактивный кислотный флюс из-за большего количества оксидов на поверхности нержавеющей стали.
Является ли припой таким же прочным, как сварка?
Не такой прочный, как сварка или пайка .
Пайка не такая прочная, как сварка или пайка, потому что это не механическое соединение. Если пайка не была выполнена должным образом, детали не будут должным образом проводить электричество.
Как соединить два куска металла без сварки?
Пайка: Пайка включает в себя нагрев присадочного металла выше 800 градусов по Фаренгейту, который соединяет два металла вместе. Техника пайки похожа на сварку, но дешевле… Вот список различных способов соединения металла без сварки:
- Монтаж оборудования.
- Точечная сварка.
- Клепка.
- Пайка.
- Пайка.
- Клей.
Почему мой припой не прилипает?
Флюс удаляет окисление с металлов, и это очень важно, поскольку припой не прилипает к окисленным металлам, а металлы очень быстро окисляются при температурах пайки. 3. Недостаточно тепла : Утюг мощностью 15 Вт подходит для небольших чипов, но любые разъемы большего размера или провода калибра больше 16 вызовут проблемы.
Какой флюс используется для пайки стали?
Белый флюс используется для пайки меди, латуни, стали, нержавеющей стали и никелевых сплавов. Он имеет активный температурный диапазон 1050–1600°F (565–870°C).
Как предотвратить прилипание припоя?
Одним из способов контроля температуры является использование радиаторов для отвода тепла от подвергающегося опасности соединения , что предотвратит попадание туда припоя. Чистую поверхность можно очень легко испортить, нанеся какой-нибудь антипирен припоя, который добавляет к поверхности жир или оксид.
Можно ли использовать вазелин вместо флюса?
Да, вазелин работает так же хорошо, как коммерческий флюс , и вы даже можете купить дженерик. Вазелин в основном изготавливается из восков и минеральных масел, поэтому он не вызывает коррозии компонентов. Кроме того, он очищает грязь и устраняет оксиды металлов, которые могут нарушить вашу связь.
Какие инструменты нужны для пайки?
Лучшее паяльное оборудование
- Паяльная станция. Паяльная станция представляет собой полный комплект, в который входят все необходимые инструменты для пайки.
- Паяльник. Паяльник — это самое простое паяльное оборудование, имеющее форму ручки.
- Паяльник.
- Демонтажная станция.
- Карандаш для пайки.
- Бутановый паяльник.
Что можно использовать вместо припоя?
Если у вас нет доступа к паяльнику или ручке с флюсом, вы также можете использовать электронный припой или быстродействующий клей вместо провода припоя для соединения двух электрических контактов. Если вы ищете более постоянное решение, вы можете использовать соединитель. Соединители представляют собой небольшие кусочки металла или пластика с двумя или более отверстиями.
Как паять без пистолета?
Пайка без электричества
Какой металл легче всего паять?
Некоторые металлы, такие как медь и олово , легко поддаются пайке. Другие металлы, такие как латунь и сталь, плохо поддаются пайке.
Какие 3 этапа пайки?
Какие этапы процесса пайки волной припоя?
- Шаг 1 – Расплавление припоя. Это самый первый шаг во всем процессе пайки волной припоя.
- Шаг 2. Очистка компонентов. Это очень важный шаг, который необходимо выполнить.
- Шаг 3 – Установка печатной платы.
- Этап 4 – Нанесение припоя.
- Этап 5 – Очистка.
Можно ли паять вверх ногами?
Капиллярное действие является основным принципом, позволяющим получить прочные и аккуратные паяные соединения медных трубок. Это действие вызвано теплом. Всасывает расплавленный припой в пространство между трубой и фитингом с любого направления, даже вверх ногами .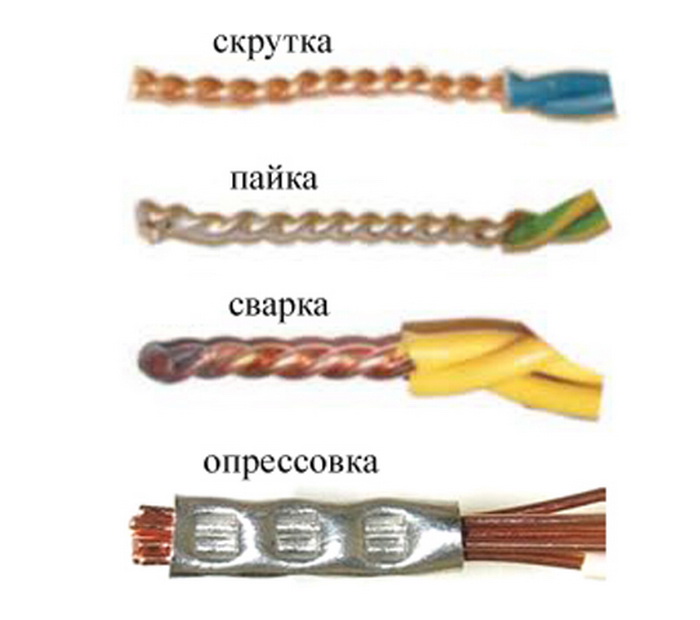
Почему припой не прилипает к металлу?
Деталь, которую вы хотите припаять, недостаточно горячая – металлическая поверхность должна быть доведена до температуры плавления припоя, в противном случае не будет достаточного контакта, и паяное соединение в конечном итоге выйдет из строя. Если это так: получить больше тепла.
Можно ли использовать клей вместо припоя?
Нет хорошей замены пайке . Никакой клей не будет проводить электричество или держаться так же хорошо, как припой.
Можно ли паять алюминиевой фольгой?
Как припаять медный провод к алюминиевой фольге
Как припаивать шаг за шагом?
Учебное пособие по пайке для начинающих: пять простых шагов
Есть ли клей для пайки?
Если вы когда-либо паяли или сваривали, то знаете, что все сильно нагревается. MesoGlue намерен это исправить. Это металлический клей комнатной температуры, который позволяет склеивать детали с безрассудной легкостью и электрическим управлением .
Можно ли использовать Feviquick вместо пайки?
Нет, нельзя . Провод должен быть из паяемого металла, такого как медь или латунь, или он должен быть покрыт паяемым металлом, таким как олово или никель. Припой не прилипает к алюминию, нержавеющей стали и некоторым другим металлам.
Как подключить очень тонкие провода?
Надежное соединение проводов без припоя
Как врезаться в провод, не разрезая его?
Как врезаться в провод без припоя и специальных соединителей | Кратчфилд
Можно ли использовать припой в качестве проволоки?
Лучшим припоем для лужения многожильных медных проводов является электрический припой со смоляным сердечником . Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, которая может повредить провод или его изоляцию. Кислотный припой предназначен для использования в сантехнике.
Как паять маленькие медные провода?
Как спаять провода вместе (лучшие советы и рекомендации)
Как сплавить медный провод?
При пайке меди необходимо следить за тем, чтобы кончик паяльника располагался в том месте, где смещенный провод и где он должен соприкасаться. Удерживайте утюг на месте несколько секунд (пока припой не начнет течь), затем удалите его, прежде чем слишком сильно нагреть медь.
Какие существуют типы припоя
Припой представляет собой металлический сплав, который плавится и соединяет два металла вместе. Не каждый припой подходит для соединения всех типов металлов.
Основным критерием является то, что температура плавления припоя должна быть ниже, чем температура плавления соединяемых металлов. Только тогда припой расплавится раньше металлов и соединит их вместе.
Только тогда припой расплавится раньше металлов и соединит их вместе.
Температура плавления припоя зависит от смеси сплавов. Припои классифицируются на различные типы в зависимости от их состава. Точно так же они также классифицируются на основе их формы, основного стиля и состава.
Кроме того, существуют определенные припои, специально предназначенные для соединения определенных металлов. Примерами таких припоев являются алюминиевый припой и чугунный припой.
Ниже приведен полный список различных типов припоев в зависимости от различных критериев.
1. Типы припоев по составуВ зависимости от состава припои делятся на четыре типа. Они следующие:
- Припои из свинцового сплава
В этом типе припоя свинец смешивается с другими сплавами для получения требуемой температуры плавления и прочности на растяжение. Они также известны как мягкие припои. Наиболее часто используемым сплавом наряду со свинцом в этой смеси является олово.
Температура плавления этой смеси составляет от 180 до 1900°С. Причина, по которой олово является предпочтительным, заключается в его низкой температуре плавления. Кроме того, олово также увеличивает прочность на растяжение и сдвиг.
Свинец, напротив, препятствует росту оловянных щетинок.
- Бессвинцовые припои
Как следует из названия, эти припои не содержат свинца. Бессвинцовые припои имеют более высокую температуру плавления, чем припои из свинцовых сплавов.
Вы можете получить налоговые льготы в США, если используете бессвинцовые припои. Свинец ядовит для вашего здоровья и окружающей среды. Следовательно, федеральное правительство поощряет производителей, использующих бессвинцовые припои.
Вместо никеля можно использовать такие добавки, как никель и конформные покрытия для предотвращения образования оловянных усов.
- Припои с флюсовым сердечником
Припой с флюсовым сердечником доступен в виде проволоки, намотанной на цилиндрическое устройство.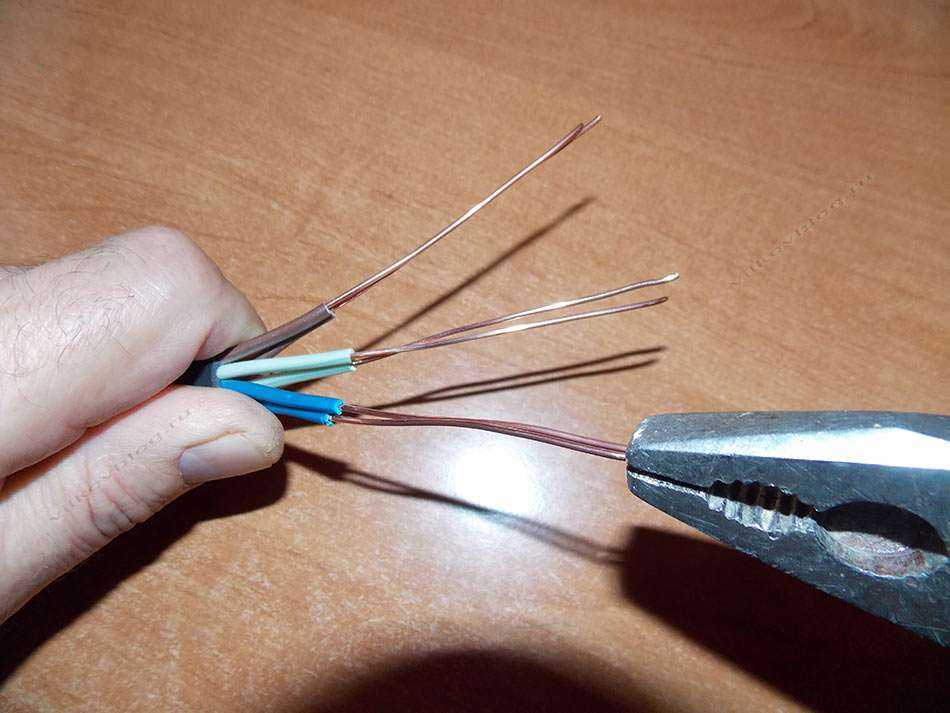 В его ядре присутствует восстановитель. Во время пайки выделяется флюс, который удаляет образовавшийся на поверхности металла окисленный слой. В результате поверхность металла становится чистой и готовой к пайке.
В его ядре присутствует восстановитель. Во время пайки выделяется флюс, который удаляет образовавшийся на поверхности металла окисленный слой. В результате поверхность металла становится чистой и готовой к пайке.
Помимо удаления оксидного слоя, улучшает смачиваемость припоя. Для пайки электронных компонентов в качестве флюса используется канифоль. Для соединения металлов и сантехники в качестве флюса используются кислотные стержни.
- Припои из серебряного сплава
Припой из серебряного сплава может быть бессвинцовым или на основе свинца. В первые годы серебро добавлялось только в припои на основе свинца. Это было сделано для предотвращения эффекта, называемого миграцией серебра.
Серебро, присутствующее в серебряном покрытии, попадает в припой. Если этот припой нанести на металлы перед пайкой, он делает соединения хрупкими и склонными к разрушению.
Припои из серебряных сплавов бывают с различным соотношением серебра, свинца и других сплавов. Стоимость этих припоев зависит от соотношения этих сплавов.
Стоимость этих припоев зависит от соотношения этих сплавов.
В зависимости от типа сердечника припои подразделяются на три различных типа. Они следующие:
- Кислотный припой
В этом кислотном припое припой представляет собой проволоку, намотанную на полый сердечник. Пустотелый сердечник состоит из флюса на кислотной основе, который является агрессивным и прочным.
Флюс на кислотной основе эффективен для удаления слоя оксида металла, образовавшегося на поверхности металла. Кроме того, он также предотвращает дальнейшее окисление металла. В результате соединения получаются прочными и не ломаются.
Эти припои используются для соединения стали и других металлов. Но вы должны очистить остатки флюса после пайки, чтобы предотвратить коррозию металлов.
Кислотные припои в основном используются для соединения медных труб и листового металла в сантехнике.
- Припой с канифолью
Подобно припою с кислотным сердечником, припой со смоляным сердечником также имеет полую сердцевину внутри проволоки припоя. Единственная разница в том, что в этом припое используется мягкий флюс, сделанный из канифоли.
Основное преимущество этого флюса в том, что его остатки не вызывают коррозии. Таким образом, он чаще всего используется при пайке электроприборов, потому что трудно удалить остатки в электрических соединениях.
- Твердый припой
Припой со сплошным сердечником использует сплошную проволоку, содержащую припойный сплав или материал, вместо полого сердечника. Они не содержат флюса. Вы должны применить флюс отдельно, если вы используете этот припой.
3. Типы припоя по форм-фактору Проволока припоя, намотанная на катушку, является наиболее распространенной формой припоя. Но, помимо этого, существует множество других форм припоя.
Другими распространенными формами припоя являются полоски припоя, гранулы припоя, стержни припоя, фольга припоя, кольца припоя и ленточные припои. Форма припоя выбирается в зависимости от области применения и типа припаиваемого металла.
Кроме того, существуют шайбы с предварительно нанесенным покрытием, которые могут автоматизировать процесс пайки сквозных компонентов в случае электроники.
4. Типы припоя по применениюПайка находит свое применение чаще всего в области сантехники и приложений.
Кроме того, пайка применяется в авиационном, радиационном, автомобильном и бытовом ремонте. Но припои должны соответствовать определенным условиям, чтобы их можно было использовать для пайки в этих областях.
Например, авиационные припои должны выдерживать вибрацию и термоциклирование. При радиационном ремонте автомобильные припои используются для герметизации течи в теплообменниках охлаждающей жидкости автомобилей.
Существуют также специальные припои, разработанные для пайки определенных металлов. Обычные припои не так эффективны при пайке этих металлов. Примерами таких припоев являются алюминиевый припой и чугунный припой.
Обычные припои не так эффективны при пайке этих металлов. Примерами таких припоев являются алюминиевый припой и чугунный припой.
1. Какие существуют три основных типа припоя?
Ответ: Существует три основных типа припоя: бессвинцовый припой, припой на основе свинца и припой с флюсовым сердечником. Существует еще один тип, известный как припой из серебряного сплава. Эти типы изготавливаются на основе сплавов. Помимо этого, существуют другие типы припоя в зависимости от формы, типа сердечника и области применения.
2. Какой припой самый прочный?
Ответ: Припой со смесью сплавов 60% олова и 40% свинца создает наиболее прочное соединение при пайке металлов. Кроме того, с ним легко работать из-за его низкой температуры плавления. Однако недостатком является то, что это дорого.
3. Чем отличается серебряный припой от обычного?
Ответ: Серебряный припой содержит более 45% серебра. Он может быть свинцовым или бессвинцовым. Серебряные припои используются для предотвращения эффекта, называемого ослаблением серебра. Он прочнее обычного припоя и используется в механических соединениях. Серебряный припой имеет высокую температуру плавления, поэтому его нельзя использовать для соединения металлов с низкой температурой плавления.
4. Какой припой лучше всего подходит для электроники?
Ответ: Лучшим припоем для электроники является бессвинцовый припой с канифольным сердечником. Припой состоит из сплавов олова и меди в соотношении 60:40. Вы также можете использовать свинец вместо меди. Но мы не рекомендуем это делать, так как свинец опасен для здоровья.
Заключение : Подводя итог, можно выделить три основных типа припоя: бессвинцовый припой, припой на основе свинца и флюсовый холодный припой. Эти типы изготавливаются на основе композиций сплавов.
Эти типы изготавливаются на основе композиций сплавов.
Помимо этих, существуют и другие типы припоя в зависимости от типа сердцевины, формы и области применения.
Если у вас есть другие сомнения, сообщите нам об этом в разделе комментариев. Моя команда поможет вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.
Топ-15 лучших припоев для алюминия, обзоры 2022 г. – BNB
Покупка любого предмета в Интернете может стать одной из самых сложных задач, которые вы когда-либо решали. Это требует глубокого изучения, а также страха перед покупкой продукта, который не соответствует вашим потребностям. Есть множество факторов, о которых следует подумать, прежде чем совершить покупку.
Если вы ищете самый популярный припой для алюминия, который вы нашли, вы находитесь в правильном месте. Мы здесь, чтобы провести вас через каждый шаг процесса, который вам необходимо понять, чтобы принять решение, которое оставит вам надежный предмет.
В этой статье мы написали подробные обзоры лучших припоев для алюминия и прилагаем подробное руководство по покупке, чтобы вы могли получить всю необходимую информацию одним щелчком мыши. Поскольку каждый из них уникален по своим преимуществам, приложениям и функциям, это руководство поможет вам понять различия. Кроме того, выберите, какой из них наиболее важен для вас.
Тем не менее, приступим.
Эта таблица будет очень полезна для выбора лучшего продукта
Как партнер Amazon, мы зарабатываем на соответствующих покупках. Подробнее читайте здесь.
| 1 | Алюминиевый припой Sn Ag Flux Core по Алюминий | 8,9 | ||
| 2 | Набор для пайки алюминия Harris K Al-Solder по Харрис | 9,8 | ||
| 3 | Алюминиевые сварочные стержни — Pack Universal Low Temperature по Алюминий | 9,4 | ||
| 4 | Мягкий алюминиевый припой Uniweld P KD S по Юнивелд | 8,9 | ||
| 5 | Стержни из алюминиевого сплава — сделано в США, как видно по алюмалой | 9,4 | ||
| 6 | Кусочки Алюминиевые стержни с флюсовым сердечником Низкотемпературные по Частей | 9,8 | ||
| 7 | BLUEFIRE J A lb Низкотемпературный алюминий по СИНЕЕ ПЛАМЯ | 9 | ||
| 8 | KappAloy Алюминий Средний диаметр припоя по КаппАлой | 8,9 | ||
| 9 | KappAloy Алюминий Диаметр припоя малый по КаппАлой | 9,6 | ||
| 10 | ПАКЕТЫ Lucas Milhaupt AL Алюминий с порошковым покрытием по ПАКЕТЫ | 9 |
15 Лучший припой для алюминия Отзывы и руководство по покупке
Рейтинг популярности 9. 3
3
Показатель качества 9,8
Показатель тональности 9,7
Оценка редакции
9,6
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Содержит алюминиевый флюсовый сердечник
- Бессвинцовый
- Плавится при 430 F.
- Катушка 1/4 фунта
| Торговая марка | Алюминий |
| Цвет | Серый |
| Артикул Размеры | |
| Высота | 14 |
| Ширина | 45 |
| Длина | 41 |
| Вес | 76,4 |
Показатель популярности 9.3
Показатель качества 9.5
Показатель тональности 9.4
Оценка редакции
9. 4
4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Ликвидус — 482°F
- Прочность на растяжение — до 20 000 PSI
- Солидус — 391°F
- Хорошее совпадение цвета на литом алюминии и цинке
Дополнительная информация:
| Торговая марка | Харрис |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 8 |
| Ширина | 21 |
| Длина | 45 |
| Вес | 43,3 |
Показатель популярности 9
Показатель качества 8.9
Показатель тональности 9.4
Оценка редакции
9.1
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ПОРОШОК ДЛЯ ПРИПОЯ НЕ ТРЕБУЕТСЯ: нет необходимости использовать другой флюс с алюминиевым сплавом в качестве сварочного стержня и покрытия в качестве солевой основы.

- ИДЕАЛЬНЫЙ ЭФФЕКТ СВАРКИ: разработан с полным и гладким эффектом сварки, поскольку изделие имеет внутренний порошок, отличную свариваемость и коррозионную стойкость, высокую теплопроводность, высокую электропроводность и отличные рабочие характеристики.
- ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ: изготовлен из алюминиевого материала, нетоксичен, не имеет запаха и долговечен.
- ПРИМЕНЕНИЕ: включает сварочную присадочную проволоку и проволоку для металлизации распылением и пламенем. Он также используется для аргонно-дуговой сварки и наполнения чистого алюминия, соединения с алюминиевой шиной и направляющим стержнем электролитического алюминиевого завода и электроэнергетики, химии, продуктов питания и т. Д.
- ШИРОКОЕ ПРИМЕНЕНИЕ: подходит для сварки или наплавки сплавов с высокой прочностью, хорошей ковкостью и хорошей коррозионной стойкостью.
Дополнительная информация:
| Торговая марка | Алюминий |
| Цвет | Белый |
| Артикул Размеры | |
| Высота | 8 |
| Ширина | 37 |
| Длина | 33 |
| Вес | 46. 03 03 |
Показатель популярности 9.6
Показатель качества 9
Показатель тональности 9.4
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Прочность на растяжение 20 000 фунтов на кв. дюйм
- Аппликатор флюса с металлическим наконечником облегчает нанесение флюса в труднодоступных местах и позволяет добавлять больше флюса, не расплавляя аппликатор
- Набор мягких припоев для соединения алюминия с алюминием и алюминия с медью или латунью
- Температура плавления 500°F
- В комплект входит бутылка 2 унций флюса, 10-футовая катушка алюминиевого припоя и аппликатор флюса с металлическим наконечником
Дополнительная информация:
| Торговая марка | Юнивелд |
| Цвет | Многоцветный |
| Артикул Размеры | |
| Высота | 6 |
| Ширина | 21 |
| Длина | 25 |
| Вес | 78,31 |
Показатель популярности 9.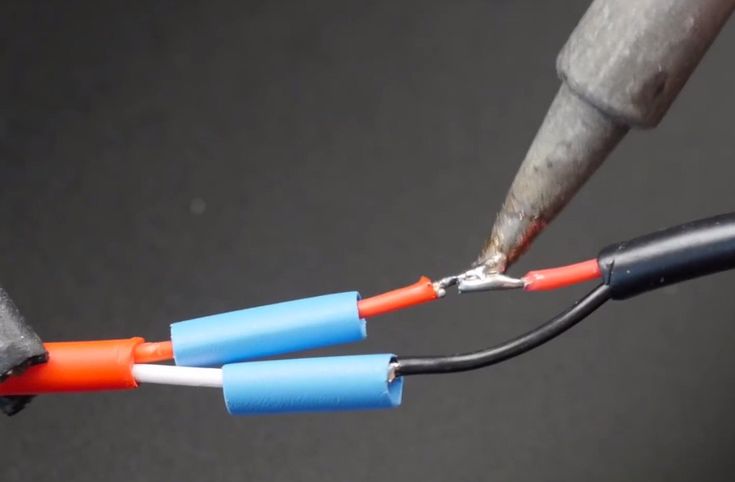 2
2
Показатель качества 9.3
Показатель тональности 9.2
Оценка редакции
9.2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ПОСТОЯННОЕ: Alumaloy специально разработан для прочного постоянного ремонта, который может длиться всю жизнь. Спецификации включают в себя: Прочность на растяжение, фунты на квадратный дюйм 39,000, сжатие стр.фунт/кв.дюйм 60,000, срок годности неограничен. Алюмалой — это долгожданное дополнение к любому ящику для инструментов, и он со 100% гарантией подойдет вам. Каждый стержень имеет длину примерно 1/8 x 18 дюймов.
- ЛЕГКО ИСПОЛЬЗОВАТЬ: Alumaloy прост, как 1-2-3. Просто очистите основной металл, нагрейте основной металл, а НЕ СТЕРЖЕНЬ из алюминиевого сплава, отремонтируйте и сэкономьте сотни долларов. Пожалуйста, обратитесь к обучающему видео.
- РЕМОНТ: С стержнями в два раза длиннее, чем у конкурентов, Alumaloy ремонтирует или изготавливает практически все, что сделано из алюминия, чугуна или оцинкованной стали.
 Используйте что-то простое, например, пропановую горелку. Флюс не нужен! Вы можете ремонтировать лодки, опоры, штормовые двери, желоба, антиквариат, инструменты, конденсаторы, пресс-формы, ободья, линии кондиционирования воздуха, охлаждающие змеевики, корпус колокола, понтоны, коробки передач и многое другое.
Используйте что-то простое, например, пропановую горелку. Флюс не нужен! Вы можете ремонтировать лодки, опоры, штормовые двери, желоба, антиквариат, инструменты, конденсаторы, пресс-формы, ободья, линии кондиционирования воздуха, охлаждающие змеевики, корпус колокола, понтоны, коробки передач и многое другое. - НЕ БЕСПОКОИТЬСЯ: алюмалой плавится при температуре 728 градусов по Фаренгейту, что дает вам возможность восстанавливать самые тонкие и самые толстые металлы, не беспокоясь о короблении или деформации. Alumaloy даже ремонтирует металл горшка; один из самых сложных в ремонте цветных металлов в мире!
- СДЕЛАНО В США: Алюмалой — экологически чистый продукт. Это дает вам возможность больше ремонтировать и меньше выбрасывать. Экономия денег и планеты одновременно. В отличие от других специальных ремонтных стержней, Alumaloy не содержит свинца, олова и кадмия. Alumaloy с гордостью производится в Соединенных Штатах Америки!
Дополнительная информация:
| Торговая марка | Алюмалой |
| Цвет | Черный |
| Артикул Размеры | |
| Высота | 14 |
| Ширина | 23 |
| Длина | 32 |
| Вес | 39,45 |
Показатель популярности 9,6
Показатель качества 9
Оценка настроения 9,8
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ПРИПОй НЕ ТРЕБУЕТСЯ: Эти алюминиевые стержни представляют собой сварочные стержни с флюсовой сердцевиной, не требуют припоя, других материалов и просты в использовании.

- ПОСЛЕПРОДАЖНОЕ ОБСЛУЖИВАНИЕ: По какой-либо причине, если вы не удовлетворены своей покупкой, свяжитесь с нами напрямую, и мы немедленно решим эту проблему для вас.
- ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ: Низкотемпературные алюминиевые стержни для пайки с флюсом изготовлены из алюминиевого материала, нетоксичного, без запаха и прочного материала.
- ШИРОКОЕ ИСПОЛЬЗОВАНИЕ: Легкоплавкие алюминиевые сварочные палочки подходят для сварки или наплавки алюминия, алюминиевых сплавов, алюминиево-магниевых сплавов и других белых металлов.
- ИДЕАЛЬНЫЙ ЭФФЕКТ СВАРКИ: Эти алюминиевые сварочные стержни обладают отличным сварочным эффектом, с низкой температурой плавления, отличной свариваемостью и коррозионной стойкостью, высокой теплопроводностью, высокой электропроводностью.
Дополнительная информация:
| Торговая марка | штук |
| Цвет | Кремовый |
| Артикул Размеры | |
| Высота | 18 |
| Ширина | 21 |
| Длина | 25 |
| Вес | 68,25 |
Показатель популярности 8,9
Показатель качества 8,9
Оценка настроения 9,6
Оценка редакции
9. 1
1
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- 【Отличная цена продажи】 Всего 1/4 фунта порошковой проволоки для пайки по выгодной цене! Продукция высшего качества по цене ниже рыночной. Бюджетный и разумный выбор как для профессионалов, так и для домашних мастеров!
- 【Универсальный и надежный】J4047 идеально подходит для соединения алюминия с алюминием или сплавов с высоким содержанием алюминия. Благодаря своим стабильным характеристикам и превосходной стойкости к истиранию, J4047 особенно хорошо подходит для ремонта автомобильных деталей и блоков цилиндров, поршней и других термостойких деталей. Он широко используется в проектах по обустройству дома, таких как оконные рамы и другие декоративные конструкции, системы отопления, вентиляции и кондиционирования воздуха, холодильники и т. д. J4047 не рекомендуется для пайки алюминия с неалюминиевыми сплавами, такими как сплавы с высоким содержанием магния, поскольку соединение может быть хрупким.

- 【Превосходный материал】BLUEFIRE J4047 содержит 11-13% кремния, 0,3% меди, 0,2% цинка, 0,1% магния, 0,8% железа и остальное алюминий. Отличная коррозионная стойкость и лучшая текучесть, чем у ER4043. Свободнотекучий с непревзойденным капиллярным притяжением, пластичностью и проникающей способностью. Температура Солидуса: 1070°F / 577°C. Температура ликвидуса: 1080°F / 582°C. Удельный вес: 2,66.
- 【Прочное и яркое соединение】 С прочностью на растяжение до 35 000 фунтов на квадратный дюйм припой BLUEFIRE J4047 обеспечивает сверхпрочное соединение между сварочными деталями. Благодаря относительно высокому содержанию кремния, J4047 обеспечивает блестящую и красивую поверхность стыка, что сделало его популярным выбором для проектов по меблировке. Независимо от того, используется ли соединительный фитинг или наполнитель, J4047 обеспечивает идеальные характеристики.
- 【Флюс не нужен】В катушку проволоки для пайки был добавлен флюс специального состава. Сварочная проволока с флюсовой сердцевиной упростит и улучшит вашу пайку!
Дополнительная информация:
| Торговая марка | СИНИЙ ОГОНЬ |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 9 |
| Ширина | 40 |
| Длина | 23 |
| Вес | 45,97 |
Показатель популярности 9,5
Показатель качества 9. 4
4
Показатель тональности 9.7
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Эвтектика (плавится и затвердевает) при 390°F (199°C), что позволяет избежать теплового повреждения и деформации подложки
- Твердый — диаметр 0,062 дюйма (1,6 мм) x катушка 1/2 фунта.
- Обеспечивает хорошую коррозионную стойкость и прочность на растяжение
- 91% олова / 9% цинка припой для низкотемпературной пайки алюминия с алюминием и алюминия с медью
Дополнительная информация:
| Торговая марка | КапАлой |
| Цвет | Кремовый |
| Артикул Размеры | |
| Высота | 2 |
| Ширина | 21 |
| Длина | 35 |
| Вес | 69,62 |
Показатель популярности 9. 7
7
Показатель качества 9
Показатель тональности 9
Оценка редакции
9.2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Сплошной — диаметр 0,062 дюйма (1,6 мм) x труба 10 футов
- Обеспечивает хорошую коррозионную стойкость и прочность на растяжение.
- Эвтектика (плавится и затвердевает) при 390°F (199°C), что позволяет избежать тепловых повреждений и деформации подложки.
- 91 % олова / 9 % цинка для низкотемпературной пайки алюминия с алюминием и алюминия с медью
Дополнительная информация:
| Торговая марка | КапАлой |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 4 |
| Ширина | 27 |
| Длина | 45 |
| Вес | 44,23 |
Показатель популярности 9. 7
7
Показатель качества 8.9
Показатель тональности 9.6
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- 800°F Солидус. 900°F Ликвидус
- С флюсовым шнуром. 0,090 x 20 дюймов
- 22 % алюминия. 78% цинк.
- 2 УПАКОВКИ
- Включает 8 стержней ВСЕГО
Дополнительная информация:
| Торговая марка | ПАКЕТЫ |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 15 |
| Ширина | 29 |
| Длина | 37 |
| Вес | 12,83 |
Показатель популярности 9.7
Показатель качества 9.6
Показатель настроения 9.8
Оценка редакции
9,7
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ПРЕИМУЩЕСТВА: Диапазон температур пайки: 1193°F-1472°F.
 Солидус: 1193°F, Ликвидус: 1472°F. Прочность на растяжение (РМ): 838 МПа. По сравнению с медными припоями, припои с содержанием серебра 15% имеют более низкую температуру сварки и лучшую смачиваемость при сварке.
Солидус: 1193°F, Ликвидус: 1472°F. Прочность на растяжение (РМ): 838 МПа. По сравнению с медными припоями, припои с содержанием серебра 15% имеют более низкую температуру сварки и лучшую смачиваемость при сварке. - ПРИМЕНЕНИЕ: Серебряный припой используется для сварки медных труб холодильников, медных труб кондиционеров и медных водопроводных труб, а также для фитингов холодильных труб. Серебряные припои обладают хорошей текучестью во время сварки, сильным уплотнением и могут затекать в небольшие пространства.
- УПАКОВКА: Упаковка сварочного электрода Cloud Fire была оптимизирована и упакована в герметичную алюминиевую трубку, что может эффективно снизить вероятность возникновения влаги и других явлений по сравнению с другой упаковкой. Крышки на обоих концах также можно открывать для удобства хранения и использования.
- ОБСЛУЖИВАНИЕ: Если у вас возникнут проблемы в процессе использования сварочной проволоки, пожалуйста, не стесняйтесь обращаться к нам немедленно, мы решим все проблемы за вас.
 И мы с нетерпением ждем ваших предложений по сварочному электроду, мы будем продолжать улучшать продукты и обслуживать вас лучше.
И мы с нетерпением ждем ваших предложений по сварочному электроду, мы будем продолжать улучшать продукты и обслуживать вас лучше. - МАТЕРИАЛ: 25 круглых стержней для серебряного припоя 9,84” x 0,04” входят в комплект. Химический состав припоя: серебро (Ag): 14,86%, фосфор (P): 5,23%, медь (Cu): остальное.
Дополнительная информация:
| Торговая марка | Палочки |
| Цвет | Многоцветный |
| Артикул Размеры | |
| Высота | 11 |
| Ширина | 27 |
| Длина | 44 |
| Вес | 56,56 |
Показатель популярности 9
Показатель качества 9.5
Оценка тональности 9,3
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Паяльная паста
Дополнительная информация:
| Торговая марка | Чип |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 16 |
| Ширина | 42 |
| Длина | 25 |
| Вес | 40,17 |
Показатель популярности 9. 5
5
Показатель качества 9
Показатель тональности 9.6
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Отличные характеристики: медно-алюминиевые сварочные стержни с порошковым сердечником обладают хорошей ковкостью, электропроводностью и коррозионной стойкостью, что обеспечивает плавный сварочный эффект, подходит для домашнего и профессионального обслуживания
- Достаточное количество: всего вы получите 30 штук универсальных медно-алюминиевых сварочных прутков, достаточное количество может удовлетворить ваши различные потребности в повседневной жизни и работе. , они поставляются с внутренним порошком и температурой плавления 380–400 ℃, низкой температурой и отсутствием необходимости использования другого порошкового флюса в качестве сварочного сердечника и покрытия в качестве солевой основы 2 мм/0,08 дюйма в диаметре и 25 см/10 дюймов в длину, правильный размер для вашего рабочего использования и может уменьшить количество отходов
- Многоцелевое использование: порошковая проволока для низкотемпературной сварки может широко применяться в электроэнергетике, химии, пищевой промышленности и т.
 д., практические ремонтные стержни для аргонно-дуговой сварки и наполнитель для алюминия, нержавеющей стали, оцинкованной стали, оцинкованного чугуна, меди. с высокой прочностью
д., практические ремонтные стержни для аргонно-дуговой сварки и наполнитель для алюминия, нержавеющей стали, оцинкованной стали, оцинкованного чугуна, меди. с высокой прочностью
Дополнительная информация:
| Торговая марка | штук |
| Цвет | Черный |
| Артикул Размеры | |
| Высота | 6 |
| Ширина | 33 |
| Длина | 34 |
| Вес | 70,53 |
Показатель популярности 9.4
Показатель качества 9.8
Показатель тональности 9.5
Оценка редакции
9,6
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- 【НЕКОРРОЗИОННЫЕ ОСТАТКИ СВАРКИ】 — Остаток флюса на алюминиевой порошковой проволоке не вызывает коррозии, не впитывает влагу и прочно прилипает.

- 【ПОДХОДИТ ДЛЯ】 — Этот сварочный пруток широко используется для сварки медной и алюминиевой проволоки радиаторов, двигателей, аккумуляторов, бытовой техники и других изделий.
- 【ПРОСТОЙ В ИСПОЛЬЗОВАНИИ】 — Алюминиевая порошковая проволока может использоваться напрямую без необходимости использования других порошковых флюсов.
- 【ОТЛИЧНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ】 — Температура плавления этой проволоки с алюминиевым сердечником низкая. После сварки герметизация сварной детали очень хорошая.
- 【ПРЕВОСХОДНЫЕ СВАРОЧНЫЕ ПРОИЗВОДИТЕЛЬНОСТИ】 — Алюминиевая порошковая проволока имеет отличные сварочные характеристики при использовании, а сварочный эффект полный и гладкий.
Дополнительная информация:
| Торговая марка | Сварка |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 12 |
| Ширина | 40 |
| Длина | 28 |
| Вес | 53,32 |
Показатель популярности 9. 1
1
Показатель качества 9.4
Показатель настроения 9.8
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Не содержит свинца / соответствует требованиям RoHS
Дополнительная информация:
| Торговая марка | Чип |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 12 |
| Ширина | 42 |
| Длина | 30 |
| Вес | 74 |
На что обратить внимание перед покупкой лучшего припоя для алюминия
Припой для алюминия
Цена
Цена имеет значение. Хороший продукт должен быть доступен среднему покупателю. Если цена превышает общую наценку, то это становится проблемой.
Иногда бизнес склонен устанавливать необычно высокую цену на свой продукт, думая, что может обмануть покупателей. Что неправильно. Продукт может быть дорогим только в том случае, если он превосходит по качеству и ценности, которые он обеспечивает, по сравнению с аналогами.
Даже в этом случае цена должна быть доступна обычному человеку. Поэтому, когда вы покупаете припой для алюминия, обязательно сравните цену с другими продуктами, чтобы выбрать то, что подходит именно вам.
Материал
Материал, из которого изготовлен продукт, так же важен, как и цена. Вы хотите купить продукт по низкой цене, но не хотите жертвовать качеством материала, верно?
Поэтому необходимо найти баланс между разумной ценой и качеством материала. Материал, который используется для изготовления изделия, должен соответствовать определенному стандарту. Низкокачественный или дешевый материал приведет к плохому продукту.
Пользовательский опыт
Неважно, продукт это или услуга; Вы же не хотите быть неудовлетворенным этим, верно?
Как пользователь, вы хотите получить максимальное удовольствие от использования Solder For Aluminium. Вот почему пользовательский опыт является решающим фактором, который следует учитывать. Даже если цена продукта разумна и сделана из качественного материала, если он неудобен в использовании, то какой смысл его использовать?
Вот почему пользовательский опыт является решающим фактором, который следует учитывать. Даже если цена продукта разумна и сделана из качественного материала, если он неудобен в использовании, то какой смысл его использовать?
Долговечность
Не может быть компромисса, когда речь идет о долговечности продукта. Если ваш продукт приходит в негодность уже через несколько дней после покупки, то он того не стоит.
Хороший продукт должен хотя бы некоторое время оставаться в рабочем состоянии. В противном случае его покупка – пустая трата денег. Поэтому обязательно узнайте, насколько прочен продукт и как долго он прослужит.
Упаковка
Продукт должен иметь надлежащую упаковку. Если вы получаете свой продукт по доставке, вы не хотите, чтобы он был поврежден каким-либо образом. Надлежащая упаковка обеспечивает сохранность продукта, обеспечивая дополнительную безопасность.
Дизайн
Дизайн продукта должен быть удобным для пользователя. Хороший продукт должен быть разработан таким образом, чтобы сделать его более удобным для пользователей.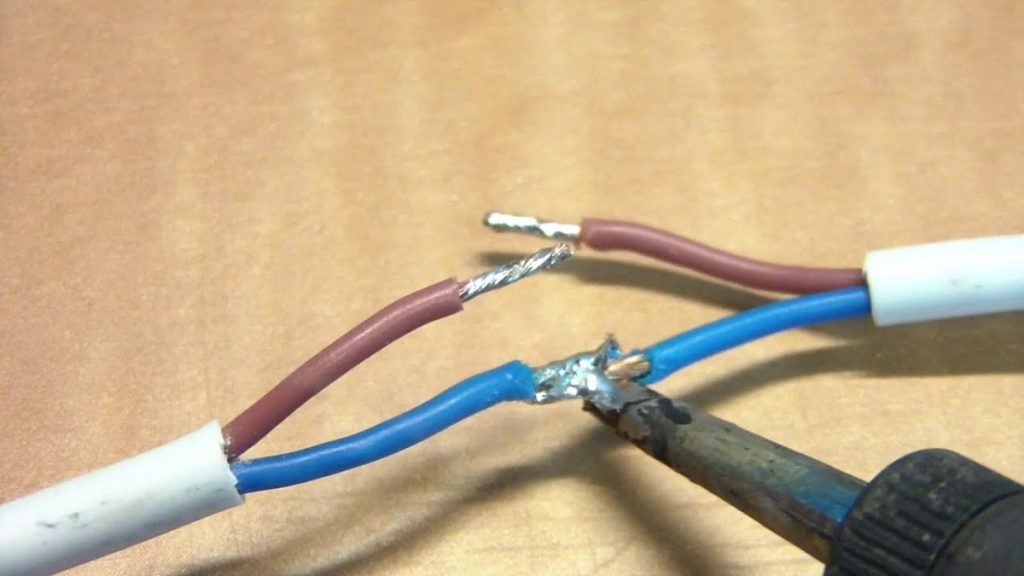 Производители проводят тщательные исследования, прежде чем принять решение о дизайне своего продукта.
Производители проводят тщательные исследования, прежде чем принять решение о дизайне своего продукта.
Хороший продукт никогда не будет иметь сложный или трудный в использовании дизайн.
Политика возврата
Вы можете обнаружить непредвиденную проблему с вашим продуктом после его получения и захотеть заменить его. Или вы можете потребовать возмещение по личным причинам. Вы не знаете, какая причина может появиться, поэтому перед покупкой рекомендуется проверить, есть ли у продукта политика возврата / возврата или нет.
Иногда продукты могут быть повреждены или могут быть повреждены в течение очень короткого времени, что не является нормальным. Следовательно, вы можете запросить замену или получить возмещение, если это соответствует их политике. Почти у каждой известной компании есть достойная политика возврата, которая благоприятствует покупателю.
Часто задаваемые вопросы
У вас все еще может быть несколько вопросов относительно лучшего припоя для алюминия. Как и было обещано ранее, вот несколько часто задаваемых вопросов о припое для алюминия и ответы на них.
Как и было обещано ранее, вот несколько часто задаваемых вопросов о припое для алюминия и ответы на них.
Как проверить материал припоя для алюминия?
Вы можете просто проверить официальный веб-сайт, этикетку на упаковке или позвонить в их службу поддержки, чтобы узнать все материалы, используемые для изготовления продукта.
Как узнать пользовательский опыт перед покупкой припоя для алюминия?
Вы можете проверить блоги и сайты электронной коммерции, чтобы узнать отзывы клиентов. И, прочитав много отзывов клиентов, вы можете получить четкое представление о том, насколько продукт удобен в использовании.
Как узнать детали производителя припоя для алюминия?
Информацию о производителе можно найти на официальном сайте.
ЗАКЛЮЧЕНИЕ
Пусть вас не пугает обилие похожих товаров в продаже. Если вы знаете конкретное руководство по покупке, вы не сможете совершить дорогостоящую ошибку.