
Производство профнастила — полный цикл от завода ТРМЕТ
Главная / Полезные статьи / Профнастил / Полный цикл производства профлиста или Технология изготовления профнастила
Полный цикл производства профлистаПрофнастил — это листовой материал, который при относительно небольшом весе имеет отличную продольную жесткость и несущие свойства. Достигается это за счет профилирования методом холодного проката. Как происходит этот процесс — в подробном разборе от ТРМЕТ.
Из чего производят профнастилСырьем для профилированных листов является низкоуглеродистая оцинкованная сталь. На металлургические комбинаты, занимающиеся производством полуфабриката для профнастила, она поступает в формате бухт.
Толщина металла в этих многотонных рулонах, как правило, составляет около 2,5 мм. Это слишком много для профлистов, поэтому задача металлокомбината заключается в том, чтобы прокатать заготовку и довести ее толщину до 0,25 1,4 мм (в зависимости от заказа, поступившего на завод). Прокатка проходит в несколько этапов, а усилие, передаваемое прокатным станом на металл, измеряется сотнями тонн. Далее сталь подвергают выравниванию, а затем для защиты от коррозии ее обязательно цинкуют, проводят пассивацию против «белой ржавчины».
Прокатка проходит в несколько этапов, а усилие, передаваемое прокатным станом на металл, измеряется сотнями тонн. Далее сталь подвергают выравниванию, а затем для защиты от коррозии ее обязательно цинкуют, проводят пассивацию против «белой ржавчины».
Неочевидный момент: полимерные покрытия наносят на рулонный металл для цветного профнастила до этапа профилирования, то есть в прокатный стан он попадает уже в окрашенном состоянии. Благодаря некоторой эластичности слой краски не облезает и не портится при проходе через вальцы.
Покраска — технологически сложный процесс. Для начала пассивационный слой, улучшающий адгезивные свойства материала, покрывают грунтующим слоем. После его высыхания в дело вступает окрасочная машина, которая равномерно распыляет полимерное покрытие на поверхности. Для ускоренной сушки свежеокрашенный материал отправляют в конвекторную печь. Потом остается только смотать его в рулоны.
Какое оборудование используют для холодного прокатаДля промышленного производства профнастила требуется оборудование всего 5-6 видов разного назначения. Материал на пути от рулона листовой стали к аккуратно сложенным и упакованным листам проходит через:
Материал на пути от рулона листовой стали к аккуратно сложенным и упакованным листам проходит через:
- Разматыватель. Это, как правило, гидравлическая консольная установка, функция которой заключается в постепенном разворачивании полуфабрикатного рулона с подачей его переднего края далее по производственной линии. Как правило, параметры работы контролируются автоматикой. В частности, автоматизированная система контроля может подстраивать темпы подачи стальной ленты под скорость прокатки металла.
- Устройство для резки. Промежуточное звено между разматывателем и прокатным столом.Назначение — отделение размотанного отрезка листа от рулона. Используется при необходимости выровнять край листа или снять установленный на разматывателе рулон для его замены (например, при переходе на заказ с профнастилом другого цвета).
- Прокатный стан. Главная часть всего производства, при прохождении через которую плоский полуфабрикат обретает необходимый профиль.
 За придание формы и глубины рельефа отвечают вальцы, сквозь которые прокатывают металл. В зависимости от конструкции стана волны могут формоваться одновременно или последовательно. По типу привода прокатные комплексы бывают пневматическими или гидравлическими. Последние, как правило, мощнее и позволяют производить профлисты любой длины, заданной заказчиком.
За придание формы и глубины рельефа отвечают вальцы, сквозь которые прокатывают металл. В зависимости от конструкции стана волны могут формоваться одновременно или последовательно. По типу привода прокатные комплексы бывают пневматическими или гидравлическими. Последние, как правило, мощнее и позволяют производить профлисты любой длины, заданной заказчиком. - Роликовый нож (гильотина). Электромеханическое устройство, которое после достижения необходимой длины проката обрезает лист в размер. Чтобы срез получался ровным и без заусенцев, нож по форме повторяет профиль волны для марки выпускаемого профнастила.
- Приемник. Уже готовые панели последовательно перемещаются и скапливаются на приемном столе. Опционально устройство оснащают автоштабелером, который упрощает выемку листов и их перемещение на тележку, упаковочный стол.
Как правило, все это оборудование объединено в общую линию, которая управляется с пульта автоматики.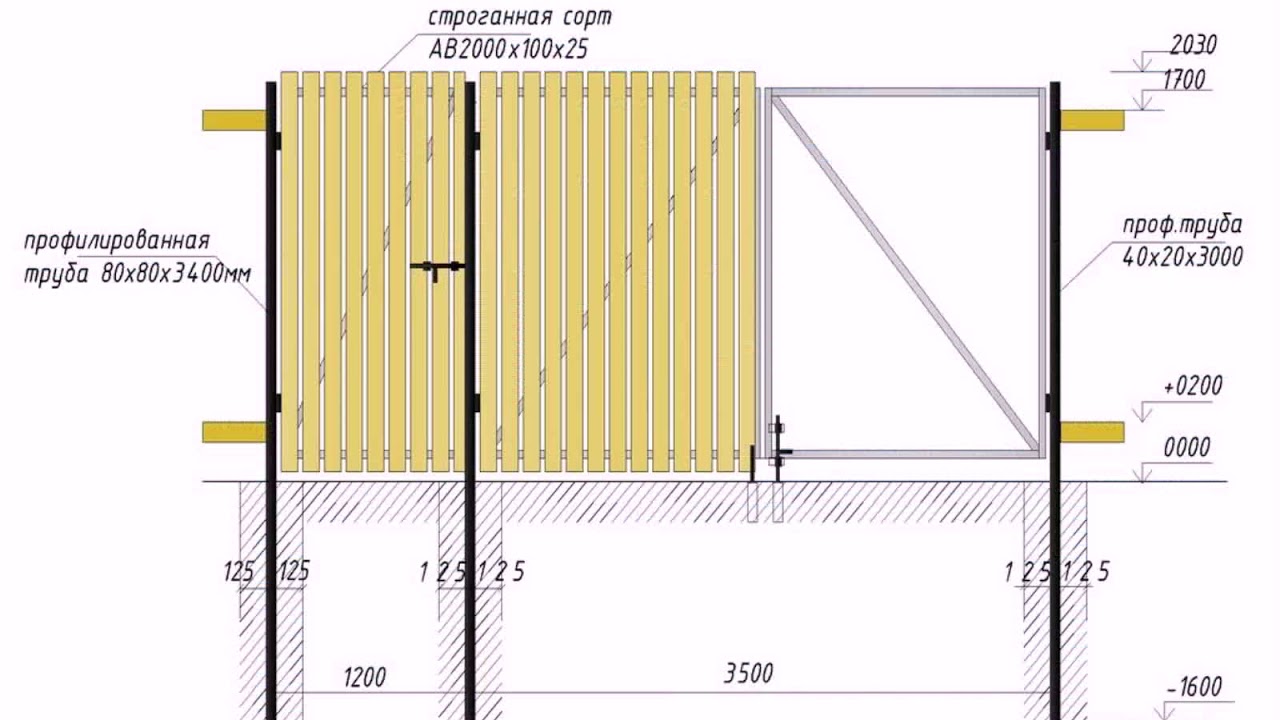 Также существуют ручные и мобильные комплексы.
Также существуют ручные и мобильные комплексы.
Производственная технология минимально привязана к типу используемого оборудования. От него больше зависит производительность, количество участвующих работников и качество результата. Последовательность действий в общем виде выглядит так:
- Рулон тонколистовой стали на гидравлической загрузочной тележке подводят к линии и устанавливают в разматыватель (размотчик), который должен обеспечить центрирование и равномерную подачу материала в прокатный стан.
- Конец рулона вытягивается и вставляется в формовочную машину стана. Предварительно проводится контрольный отрез, выравнивающий край.
- При работе на автоматической линии оператор выполняет требуемые настройки: скорость прокатки, длину и количество листов.
- Выполняется пуск линии.
- Рулон постепенно разматывается, при прохождении через станок на стали начинает проступать рельеф.

- Когда достигается требуемая длина проката, электромеханическая гильотина выполняет отрез. Свежеизготовленный лист отправляется в приемное устройство.
- Далее листы опционально по мере поступления в штабелер упаковываются в полиэтиленовую пленку, обзаводятся поддоном.
Чтобы избежать отпуска брака с завода, сотрудники ОТК завода проводят операционный и приемочный контроль. Проверенный металлопрокат перемещается на склад готовой продукции, где его по мере поступления заказов подготавливают к отгрузке.
Наши менеджеры всегда готовы помочь вам подобрать лучшее решение!
Оставьте заявку в форме справа и мы свяжемся с вами в ближайшее время!
Читайте также Белая ржавчина на оцинковке, причины и способы устранения
Что такое профнастил и как его производят?
В этой записи мы поговорим о том, что такое профнастил и поведаем, как его производят.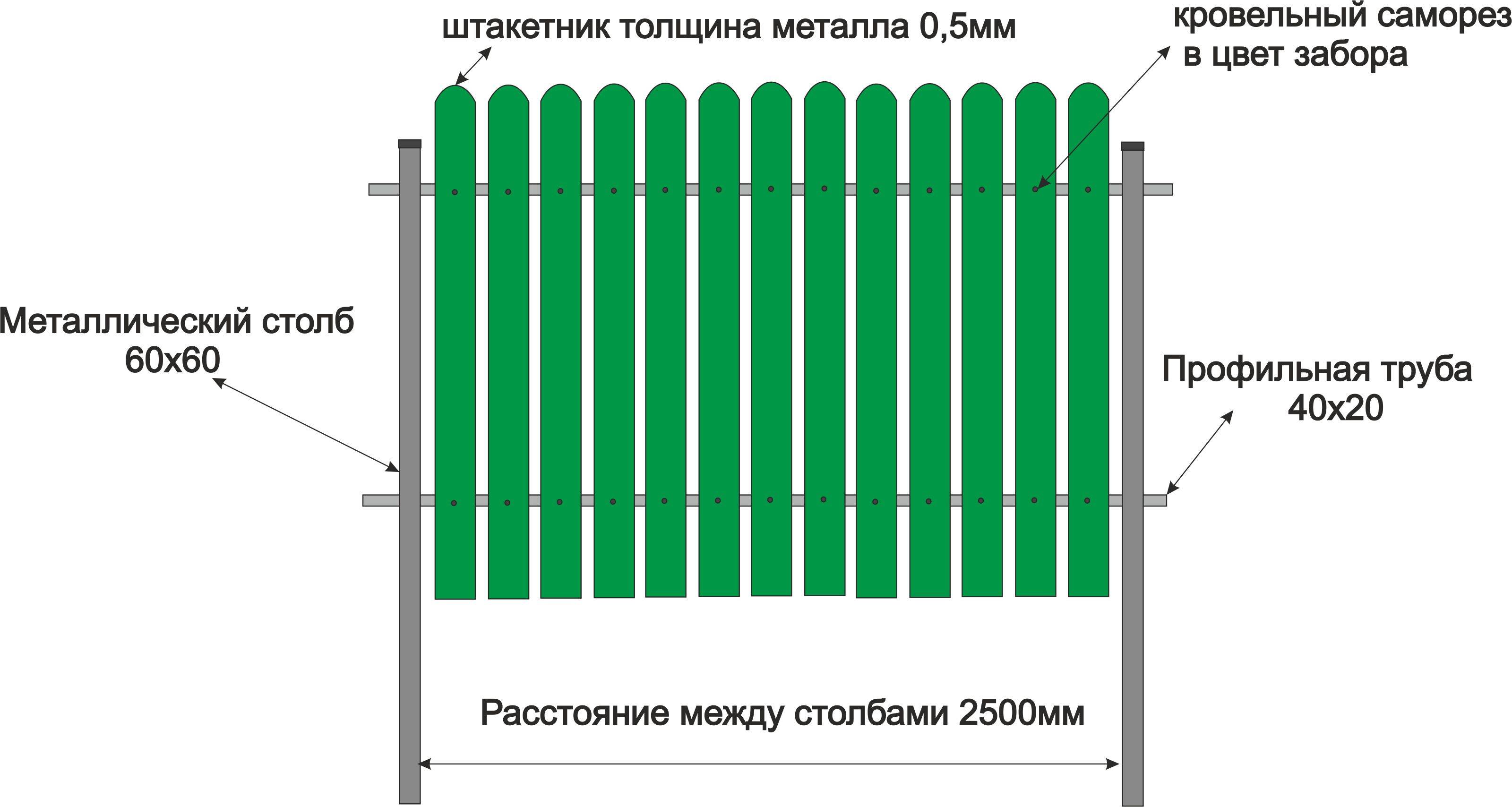
И так, профнастил – это строительный материал, изготовленный из высококачественной оцинкованной стали, прошедший профилирование на специальном оборудовании.
Производство профнастила
Как уже выше писалось, профнастил получают с помощью специального оборудования, через которое пропускают гладкий лист оцинкованной стали с полимерным покрытием, а так же в случае необходимости и без него.
Давайте наглядно посмотрим сам процесс производства:
Рулон стали (средний вес такого рулона составляет 5 тонн) размещают на так называемом «разматывателе».
Затем берется край рулона, и заправляется в следующую часть оборудования. Эта часть станка — самая габаритная. Она состоит из специально настроенных и правильно выставленных валов, каждый из которых придает металлу свою форму.
Если посмотреть на весь процесс формирования профиля, пройдясь от начала станка к месту, где уже выходит готовый профнастил, то можно увидеть, как интересно формируются ребра жесткости.
На начальных стадиях валы выдавливают еле заметные формы ребер. Но в процессе передвижения металла по остальному столу, эти ребра становятся все больше. Таким образом, в самом конце получается форма профнастила.
Для того что бы получить определенную длину листа, в конце станка стоит гильотина, которая обрезает лист в необходимом месте.
На современном оборудовании, которым пользуются производители, все параметры задаются в компьютер, а сам процесс производства профнастила становится автоматическим.
После того, как лист отрезается, он падает на приемный стол в стопку к остальным листам, упаковывается в полиэтиленовую пленку и отдается заказчику.
Липецкий завод профилегибочного оборудования предлагает автоматизированные линии для производства профнастила высокого качества.
Весь процесс производства полностью автоматизирован, для работы требуется 1-2 оператора — для контроля процесса производства и наблюдения за работой оборудования. Возможно изготовление двухъярусных линий для профнастила, для одновременной прокатки двух различных профилей.
Применение
В основном его используют для внутренних и наружных облицовочных работ. Самое популярное применение в частном домостроительстве – это изготовление заборов из профнастила и обшивка стен как снаружи, так и внутри.
Очень удобно изготавливать бытовку для дачи, как для временного проживания, так и для складского помещения. Так же очень часто изготавливают из него и кровли различных видов.
Так же хотелось бы рассказать немного о том — что такое стеновой и кровельный профнастил.
Стеновой профнастил
По названию легко определить, что такой профнастил применяется везде, где его расположение является вертикальным. Это может быть обшивка стен дома, забор и так далее. Особенностью этого вида является геометрия профиля. Если представить лист в разрезе, то у стенового вида широкие волны будут находиться сверху, а узкие снизу.
Важно! Саморезы или заклепки крепятся в нижнюю, а значит узкую волну, так как она плотно прилегает к материалу, к которому крепиться лист.
Кровельный профнастил
Кровельный профнастил применяется при возведении кровли любых конфигураций. Для кровли мы рекомендуем использовать металл не тоньше 0,5мм. Геометрия этого профиля отличается от геометрии стенового профнастила с диаметральной противоположностью. Широкие волны находятся внизу, а узкие сверху. Это предусмотрено для удобства. Ведь согласитесь, что находясь на высоте и испытывая ветровую нагрузку, кровельщику удобнее закрутить саморез в более широкую волну, чем в узкую. Да и площадь прилегания листа к стропильной части значительно увеличивается.
Ведь согласитесь, что находясь на высоте и испытывая ветровую нагрузку, кровельщику удобнее закрутить саморез в более широкую волну, чем в узкую. Да и площадь прилегания листа к стропильной части значительно увеличивается.
Выбор цвета
В связи с большой популярностью профнастила на строительном рынке стран СНГ, производители постоянно расширяют разнообразие цветовой гаммы металла. О том, какой цвет профнастила лучше выбрать мы рассматривали ранее.
Крепления для профнастила
Профнастил можно крепить двумя способами:
- Кровельными саморезами
- Заклепками
Кровельные саморезы бывают по металлу и по дереву. Различаются они между собой особенностью сверла. Вам необходимо будет только определиться с длиной и цветом саморезов.
Заклепки так же имеют разную длину и цвет. В зависимости от того, какую на себе будет нести нагрузку лист профнастила, выбирают и диаметр заклепок.
И так, мы немного рассказали вам, что такое профнастил и как его производят.
Как производят гофрированный картон? Полный процесс производства
Добро пожаловать в HIC Machinery CO. Гофрокартон, где мы производим и продаем автоматические установки для производства 3-х и 5-ти слойного гофрированного картона, а также широкий спектр специализированных упаковочных машин для производства гофрированного картона. Сегодня мы хотели бы продемонстрировать, как мы делаем нашу продукцию. Основным материалом гофрированного картона являются сорта тарного картона, бумажный вкладыш, который становится плоской облицовкой картона, в основном изготавливается из длинных волокон хвойных деревьев. волокна лиственных пород. В этой статье мы знаем полный обзор процесса производства гофрокартона от начала до конца КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
instagram.com/tv/CYYbu82FERc/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»14″>
Посмотреть эту публикацию в Instagram
Сообщение, опубликованное HIC Machinery Co. (@hic_machinery)
КАК ПРОИЗВОДИТСЯ ГОФРИРОВАННЫЙ КАРТОН? | Первый этап производства гофрированного картона
Первый этап производства гофрированного картона происходит на машине, известной как однофазная. Одинарный фазер сочетает в себе подкладку и среду для создания полотна с одной лицевой стороной. Для этого среда пропускается через набор валков для гофрирования при высокой температуре и давлении, чтобы сформировать канавки, которые дают гофрокартон.
Атрибуты производительности, необходимые для готовой упаковки.
Прочность на растяжение и амортизирующая способность Каждая пара валков для гофрирования изготавливается с заданными канавками и профилем, чтобы обеспечить эксплуатационные характеристики, необходимые для готового упаковочного изделия.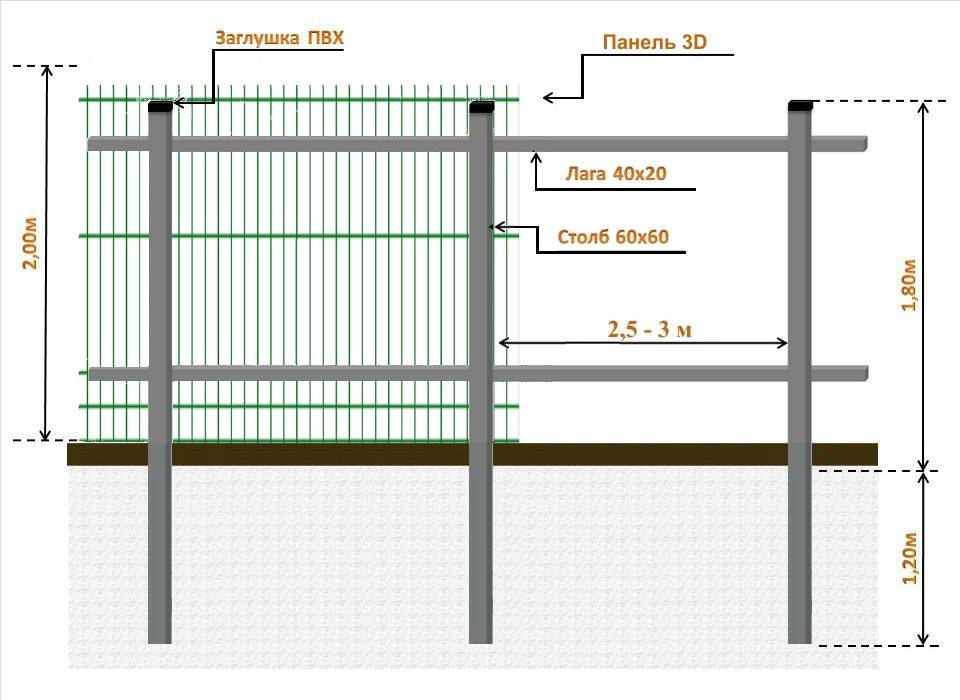 После нанесения клея на основе кукурузного крахмала на кончики канавок с помощью клеевого валика подкладка приводится в контакт с гофрированной средой с помощью прижимного валика, который вращается против дозирующего валика, чтобы контролировать надлежащее количество клея, подаваемого на валик. наконечники флейты.
После нанесения клея на основе кукурузного крахмала на кончики канавок с помощью клеевого валика подкладка приводится в контакт с гофрированной средой с помощью прижимного валика, который вращается против дозирующего валика, чтобы контролировать надлежащее количество клея, подаваемого на валик. наконечники флейты.
Крайне важно, чтобы к валкам для гофрирования применялось правильное давление, а также чтобы клей достиг идеальной температуры и надежности для образования прочной связи между вкладышем и гофрированным материалом; эта комбинация известна как односторонняя сеть. Затем полотно выходит из одинарного фазера и поднимается к мосту, по которому полотно транспортируется к блоку двойного клея.
Двойная подложка : Гофрированная подкладка и гофрированный наполнитель Подложка с обеих сторон Подкладка и гофрированный наполнитель подаются в одинарный фазер с противоположных сторон через пару роликовых клетей, соединенных устройством, известным как сплайсер.
Сварочный аппарат позволяет машине переключаться с одного рулона на другой без остановки, когда рулон израсходован или когда требуется изменить сорт бумаги или ширину, поскольку рулон разматывается и направляется к однофазному устройству.
Бумага наматывается на нагретые валы или подогреватели, которые нагревают бумагу до температуры, необходимой для процесса гофрирования. Оберточные рычаги регулируют количество времени, в течение которого бумага подвергается воздействию тепла, что позволяет в некоторой степени контролировать повышение или понижение температуры бумаги.
Single Facer Web : Экспортер и поставщик гофрированного листа | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?Одностороннее полотно пытаются поднять и отвести от одиночного фазера с помощью наклонных ремней. Полотно складывается фестонами по длине перемычки, пока не войдет в концевую часть перемычки, относящуюся к тройному штабелю.
Это необходимо для того, чтобы одностороннее полотно затвердевало с прочным соединением, чтобы целостность структуры гофра не нарушалась при изготовлении двойных стеновых панелей. Оба однофазных устройства для гофрирования работают, подавая два односторонних полотна к мосту. для сборки на двойном клеевом агрегате.
Оба однофазных устройства для гофрирования работают, подавая два односторонних полотна к мосту. для сборки на двойном клеевом агрегате.
Устройство двойного склеивания
Одностороннее полотно пропускается через нагретые валки в машину, известную как устройство двойного склеивания, которая наносит клей на основе кукурузного крахмала на кончики гофров. Подложка, которая станет внешней облицовкой гофрокартона, продевается через нагретые валки в нижней части тройного штабеля.
Наружная или двусторонняя обшивка для фасадов и крыш
Когда плита втягивается в двойную подложку, внешняя или двусторонняя обшивка приклеивается к односторонней стенке. Верхний и нижний ремни в двойной подложке протягивают плиту через машину, а двойная подложка имеет ряд нагретых пластин, которые продолжают передавать тепло плите для отверждения клеевого соединения. Ремни в двойной подложке протягивают доску через влажный конец гофроагрегата и подталкивают ее к сухому концу.
Роль Слиттера партитура | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
После прохождения через двойную подложку комбинированная плита надрезается, надрезается и разрезается в соответствии со спецификациями отделки. Затем он проходит через ножницы, которые разрезают доску пополам, чтобы можно было корректировать порядок, а затем в продольно-резательный станок, который разрезает доску до нужной ширины и, при необходимости, размещает насечки в доске до требуемых размеров. В этой современной оценке продольной резки показаны две независимые части оценки продольной резки. Пока одна часть готовится к следующему заказу, другая работает.
Затем он проходит через ножницы, которые разрезают доску пополам, чтобы можно было корректировать порядок, а затем в продольно-резательный станок, который разрезает доску до нужной ширины и, при необходимости, размещает насечки в доске до требуемых размеров. В этой современной оценке продольной резки показаны две независимые части оценки продольной резки. Пока одна часть готовится к следующему заказу, другая работает.
Когда приходит время менять заказы, ножницы разрезают доску пополам, оставляя небольшое пространство, которое позволяет секциям продольной резки опускаться или подниматься с траектории доски, позволяя доске выровняться между верхним и нижним валами, где биговальная и режущая головки прикрепляются к скорости после того, как доска проскальзывает и забивается.
Часть отрезного ножа
Продолжает движение, пока не достигнет отрезного ножа. Отрезной нож отрезает окончательный гофрированный лист точно по требуемому размеру. Верхний и нижний нож можно найти на большинстве машин для гофрирования. Таким образом, два разных заказа могут быть объединены для печати на бумаге одинаковой ширины и качества. Имеются выходные колеса, которые выбрасывают отрезанные листы на одноленточные конвейеры.
Таким образом, два разных заказа могут быть объединены для печати на бумаге одинаковой ширины и качества. Имеются выходные колеса, которые выбрасывают отрезанные листы на одноленточные конвейеры.
Платформы укладчика гофроагрегата накапливают листы в отсеках укладчика. Листы укладываются в штабели, а затем выгружаются на движущиеся ленты, чтобы операторы штабелеукладчиков проверяли качество и готовились к обвязке и отгрузке. Конверсионные машины превращают гофрированные листы в коробки.
Машины для печати и брендирования | Ротационные высекальные машины и флексо-склеивающие машины
Эти машины печатают рисунки и логотипы на коробках и обрезают их до нужного размера в соответствии с их назначением. Машины делятся на две категории. флексографские фальцевально-склеивающие машины и ротационные высекальные машины Когда коробка готова, флексографическая машина склеивает и складывает ее, а ротационная высекальная машина уходит.
Неклееные и плоские коробки с ротационным высечкой, такие как коробки для пиццы, часто формуют вручную или оборачивают вокруг продукта и прикрепляют к оборудованию клиента. Ротационная высекальная машина также может изготавливать множество коробок из каждого листа, в то время как флексографская машина уступает.
Ротационная высекальная машина также может изготавливать множество коробок из каждого листа, в то время как флексографская машина уступает.
Лазеры и оптические датчики | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Материал передается в каждый обрабатывающий центр на подающий конвейер с помощью серии лазеров и оптических датчиков, называемых фотоглазами, а также посредством связи между системой управления запасами и планированием производства в режиме реального времени. Автоматические передаточные тележки обеспечивают подачу гофрированного листа на каждую машину. Каждая стопка разбивается на более мелкие секции, называемые блоками, и по отдельности укладывается на стол подачи.
Листы подаются через серию подающих роликов, которые работают в тандеме с подающими роликами, чтобы вставить лист в машину. Подающие ролики изготовлены из мягкого материала по твердости, чтобы не сдавливать доску. Поддержание толщины или толщины доски имеет решающее значение для общей прочности доски в торцевой коробке, переносимой системой вакуумной транспортировки.
Дизайн и брендинг печатаются
Лист проходит через несколько печатных секций на ротационной высекальной машине дизайн и брендинг печатаются на нижней части гофрированного листа после того, как материал проходит через секцию печати достигает ротационных высекальных прессов, для каждого типа коробок, которые производит фабрика, существуют различные высекальные прессы.
Резаки Секция
Резаки состоят из двух полуцилиндров со встроенными в них металлическими лезвиями, а также секций из поролона для выброса обрезков отрезанной доски. Лом улавливается и перерабатывается обратно на бумажную фабрику для будущего производства рулонного проката. Скруббер — это следующая секция, которая удаляет все оставшиеся незакрепленные вырезы и шероховатые края на разрезанных листах.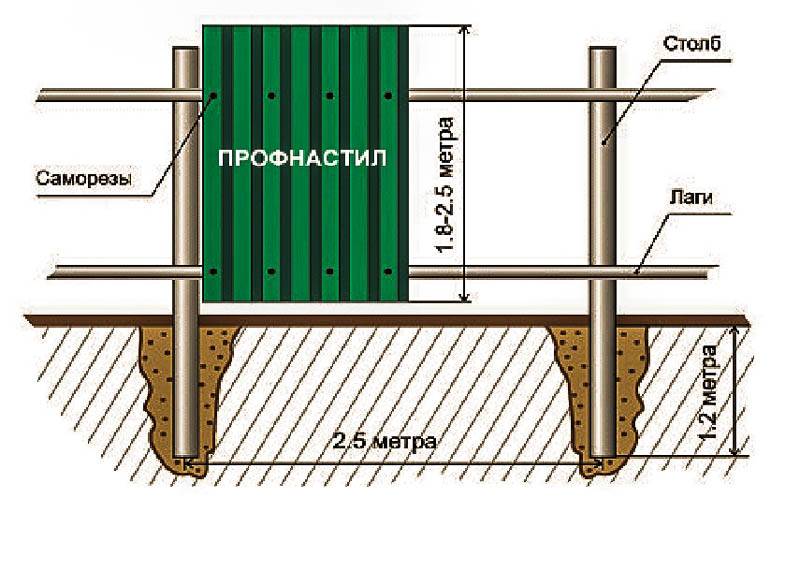 Затем листы снова укладываются гонтом, чтобы замедлить их движение по мере приближения к укладчику.
Затем листы снова укладываются гонтом, чтобы замедлить их движение по мере приближения к укладчику.
Если нарезанные листы слишком сильно ударяются о укладчик. Платформы укладчика собирают листы в стопки, которые затем выгружаются на движущиеся ленты, чтобы операторы укладчика проверяли качество и готовили листы к обвязке и отправке. Процесс флексографии начинается так же, как и в ротационной высекальной машине, с того, что материал помещается на конвейер с помощью тележки с автоматической системой перемещения. Каждая стопка разбивается на блоки в этой флексографической машине. Печать производится на верхней части листа.
Материал перемещается в устройство предварительной подачи
В результате материал должен быть перевернут и перемещен в устройство предварительной подачи. Эта автоматизация устраняет необходимость инверсии вручную, когда стеки перевернуты. Затем листы укладываются и подаются на подающую платформу, где подающие ролики подают лист в машину. Печатные формы располагаются на цилиндре, а краска наносится на печатную форму через красочную систему.
Эта машина также использует ротационную высечку для переноса чернил на картон, когда они проходят через машину. Однако, в отличие от только ротационного резака, который может изготавливать много коробок на листе, он производит только одну коробку на листе. Отходы улавливаются и перерабатываются для будущего рулонного материала на флексографской машине, а машинный клей наносится для подготовки к фальцеванию.
Высокоскоростная система обнаружения, называемая четким зрением
Каждая коробка контролируется на предмет нанесения клея и измерения зазоров с использованием высокоскоростного метода обнаружения, называемого четким зрением. Высокоскоростная камера размещается в месте нанесения клея для определения количества и толщины клеевых линий, а также размеров прорезей в передней и задней части каждой коробки. Эти измерения сравниваются с разработанным стандартом, чтобы предсказать, будет ли производиться бракованная коробка, когда она проходит через машину.
Любая коробка, не соответствующая техническим требованиям, будет покрыта УФ-покрытием, а дно пачки будет опрыскано по мере движения пачки вниз.
УФ-покрытие обнаруживается по черному свету на конвейерной системе, что приводит к его удалению. Весь пакет. Чтобы оператор мог найти и убрать некачественную коробку.
Скорость изготовления дублера | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
До поступления к покупателю для учета скорости производства удвоитель используется для помощи членам бригады в объединении каждой пачки при подготовке к загрузке. схема укладки для удовлетворения потребностей клиентов. В каждую единицу вставляются грузовые бирки, чтобы однозначно идентифицировать каждую загрузку, когда она отправляется на отгрузку, чтобы быть готовой к доставке клиенту в конце очередного рабочего дня. Вы можете быть спокойны, зная, что у вас самое лучшее. поставщиком гофрированного картона в промышленности, нужны ли вам гофрированные листы, стандартные контейнеры из гофрированного картона или специальные упаковочные продукты. и понять Полный процесс производства картонных коробок от HIC Machinery Co. (ведущий производитель 3/5-слойного гофрированного картона) как ваш поставщик выбора, безопасность, устойчивость, инновации, качество, ориентация на клиента и создание ценности, это заложено в нашей ДНК во всем, что мы делаем.
(ведущий производитель 3/5-слойного гофрированного картона) как ваш поставщик выбора, безопасность, устойчивость, инновации, качество, ориентация на клиента и создание ценности, это заложено в нашей ДНК во всем, что мы делаем.
Как производится картон: Производство гофрированного картона
Что такое картон?
А какое тебе дело?
Скорее всего, вы сегодня потрогали картон, даже не подумав об этом. А даже если и нет, то вы точно пользовались продуктом, который на каком-то этапе транспортировался с использованием этого материала.
Но задумывались ли вы когда-нибудь о том, что такое картон? Или как это сделано?
Это руководство призвано дать вам краткий обзор этого универсального материала, а также производственных процессов и преимуществ.
Краткий справочник / Содержание
01: Начальная разработка
02: Целлюлоза? Что это такое и как это делается?
03: Окружающая среда
04: От целлюлозы к бумаге
05: Губки для картона
06: Что такое гофроагрегат?
01: начальная разработка
Происхождение картона
Несмотря на путаницу по поводу национальности (швед или немец) Химик Карл. Ф. Даль разработал процесс варки древесины, который впоследствии был использован в производстве бумаги. Он назвал эту разработку «процессом Крафта», и этот термин сохранился и по сей день.
Ф. Даль разработал процесс варки древесины, который впоследствии был использован в производстве бумаги. Он назвал эту разработку «процессом Крафта», и этот термин сохранился и по сей день.
Так совпало, что немецкое слово «крепость» — «крафт». Усовершенствованный метод, получивший свое название за прочный и надежный характер готового продукта, превращает древесную стружку в бумагу, достаточно прочную, чтобы не расщепляться и не рваться.
Эта практика также считается расширением и модификацией содового процесса, но с сульфатом натрия, который является основным химическим веществом, используемым для приготовления щелока вместо гидроксида натрия.
Процесс, используемый в настоящее время на национальном уровне, создан на крафтовых или целлюлозных заводах. Даль произвел первую крафт-фабрику в 1885 году, расположенную в Швеции.
02: Целлюлоза
Что это такое и как это делается?
Прежде чем слишком углубляться в эти детали, если вы хотите лучше понять целлюлозу, первое требование — это узнать, где изначально начинается производство.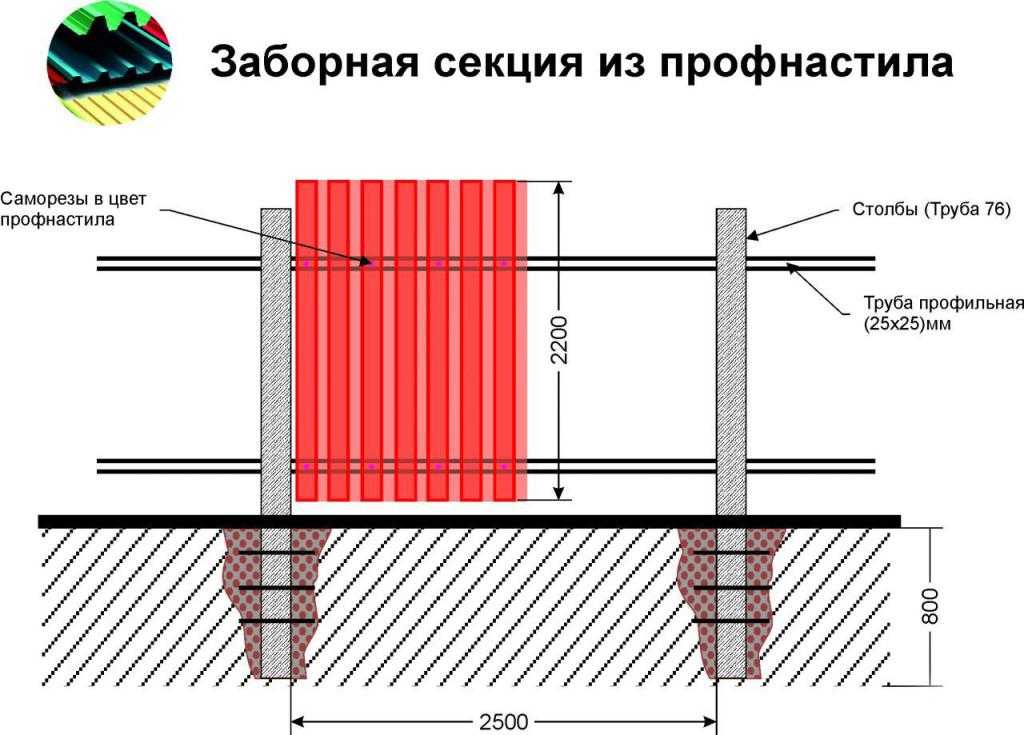
Заводы
Целлюлозный завод — промышленное предприятие, обычно большого размера, которое перерабатывает древесину, щепу и другие изделия из дерева в целлюлозу с использованием крафт-бумаги или других процессов.
Их не следует путать с бумажной фабрикой. Неинтегрированная бумажная фабрика будет закупать целлюлозу у целлюлозного завода, которая была высушена и транспортирована в виде тюков (товарная целлюлоза). Кипы будут повторно гидратироваться раствором на бумажной фабрике перед тем, как превратиться в картон.
Сырье
Волокна любого растения или дерева можно использовать для изготовления бумаги, однако прочность и качество этих волокон различаются в зависимости от породы дерева.
Деревья лиственных пород, как правило, имеют более короткие волокна, из-за которых получается менее прочная бумага, но при этом получается более гладкая и непрозрачная поверхность, обычно более подходящая для печати.
С другой стороны, хвойные породы деревьев, такие как сосны и ели, имеют более длинные и прочные волокна, которые обеспечивают прочность гофрированной упаковки.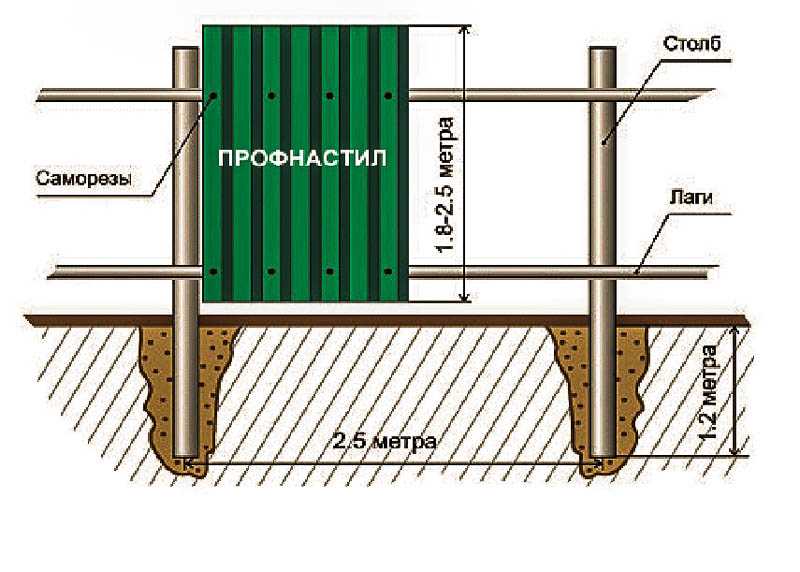
Целлюлоза не только производится из древесины, но также может быть получена экологически чистым способом путем переработки щепы и стружек, оставшихся от отходов лесопильного производства.
До переработки эти отходы вывозились на свалки или сжигались.
Процессы производства целлюлозы
Целью процесса производства целлюлозы является разделение структуры источника волокна на волокна, готовые для производства товарной целлюлозы.
Для этого волокна подвергаются одному из двух процессов, используемых для получения целлюлозы. Эти два процесса представляют собой механическую варку целлюлозы или химическую варку целлюлозы (также известную как крафт).
Химический процесс, как вы, возможно, уже читали ранее, включает варку древесной стружки в растворе сульфата для переваривания древесины. И сульфат, и сульфит можно использовать для отделения волокон от лигнина, который представляет собой природное клеящее вещество, связывающее волокна.
Химическая варка целлюлозы разлагает лигнин на небольшие водорастворимые молекулы, которые можно вымыть, не ослабляя волокна. Результатом химического процесса является либо темно-коричневый цвет, либо его можно отбелить во время процедуры, в результате чего получится белая крафт-бумага.
Результатом химического процесса является либо темно-коричневый цвет, либо его можно отбелить во время процедуры, в результате чего получится белая крафт-бумага.
Механическая варка целлюлозы, однако, включает измельчение окоренных бревен о вращающийся камень или дисковые шлифовальные машины для разрушения волокон и получения целлюлозы.
Камень обрызгивается водой для удаления волокон, однако это приводит к очень незначительному удалению лигнина, что означает снижение качества бумаги, что, следовательно, также указывает на то, что прочность волокон могла быть снижена в результате этого процесса.
Механическая варка целлюлозы, однако, является недорогим решением, обеспечивающим более высокую производительность.
03: Окружающая среда
Принимая во внимание воздействие гофрокартона на окружающую среду
Принимая во внимание воздействие на окружающую среду, большая часть продукции в настоящее время производится из переработанной бумаги. Бумага измельчается, а затем тот же химический процесс обрабатывается, чтобы снова расщепить бумагу на целлюлозу, ее прочность уменьшается с каждой переработкой.

Эти типы переработанных отходов можно найти в таблице ниже.
| Имя | Описание |
|---|---|
| (С) Чип | Вкладыши на основе отходов обычно имеют низкое качество, поэтому их использование в качестве центральных вкладышей в гофрированном картоне ограничено. |
| Полухимическая флейта | Частично лиственные и частично переработанные отходы. |
| Среды Flute на основе отходов | 100% переработанные отходы, химически усиленные крахмалом. |
Материал также может быть изготовлен из устойчивых источников, в том числе сертифицированных FSC.
04: Из целлюлозы в бумагу
Производство бумаги/картона
Итак, теперь мы знаем, как работает процесс производства целлюлозы. Следующим этапом является то, как целлюлоза затем превращается в бумагу/картон.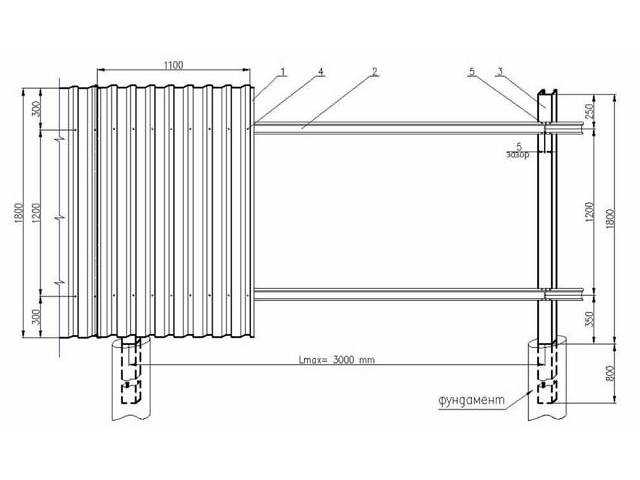 Как упоминалось ранее, бумажная фабрика будет передавать целлюлозу для следующей части процесса производства бумаги (если только фабрика не интегрирована).
Как упоминалось ранее, бумажная фабрика будет передавать целлюлозу для следующей части процесса производства бумаги (если только фабрика не интегрирована).
Бумажные фабрики могут иметь одну бумагоделательную машину или несколько машин, производящих один или несколько сортов бумаги. Процесс изготовления бумаги остается неизменным независимо от типа производимой бумаги или размера машины.
Прежде чем целлюлоза может быть превращена в готовую бумажную продукцию, она должна пройти процесс, называемый «взбиванием». По сути, мякоть отжимается и растирается машинными венчиками в большой ванне.
Могут быть добавлены наполнители, такие как мел и глина, которые влияют на непрозрачность конечного продукта. На этом этапе также могут быть добавлены проклеивающие вещества, такие как крахмал, канифоль и камедь, проклейка повлияет на то, как чернила реагируют с бумагой, выбор проклейки зависит от предполагаемого использования бумаги.
Для того, чтобы затем превратить целлюлозу в бумагу, целлюлоза подается в большую автоматическую машину, часто в Фурдринье. Машина имеет движущуюся ленту с мелкими ячейками, на которую целлюлоза выдавливается через ролики для слива воды, а расположенное под ним всасывающее устройство сливает лишнюю воду.
Машина имеет движущуюся ленту с мелкими ячейками, на которую целлюлоза выдавливается через ролики для слива воды, а расположенное под ним всасывающее устройство сливает лишнюю воду.
На следующем этапе почти готовая бумага должна быть сжата между валиками из шерстяного войлока, а затем пропущена через ряд цилиндров с паровым нагревом для удаления оставшейся воды.
Бумага с предполагаемым использованием гофрированного картона теперь наматывается на колесо, и процесс завершен.
Бумага, предназначенная для других целей, может пройти другие стадии до завершения, некоторые из этих стадий включают покрытие, намотку и каландрирование (выравнивание поверхности). Обычно они создаются в автономном режиме для Fourdrinier.
05: канавки
канавки для картона
Готовая бумага для использования с гофрированным картоном теперь обычно может использоваться в качестве вкладышей для внутреннего и внешнего вкладыша из картона, который поддерживается канавками.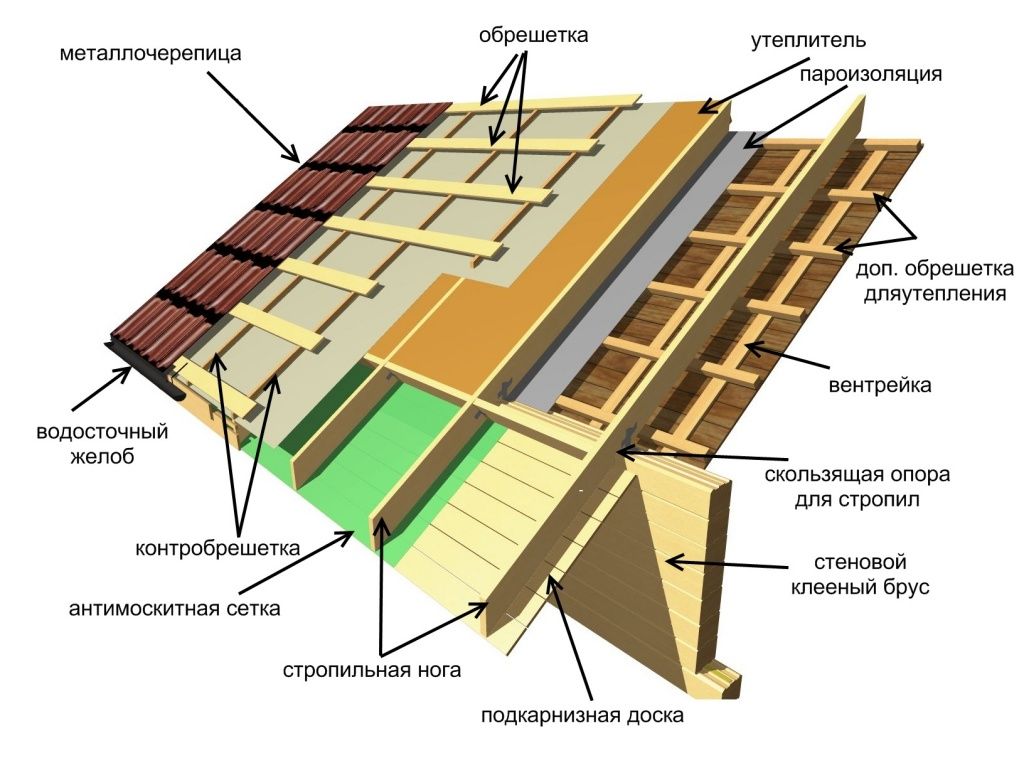
Обычно для внешней подкладки картона используется крафт-бумага (химически обработанная). Благодаря тому, что она изготовлена из древесины хвойных пород, бумага более гладкая для печати и обеспечивает некоторую устойчивость к проникновению воды по сравнению с тестовой бумагой.
Тестовая бумага, обычно изготовленная из твердой древесины или переработанной бумаги, имеет короткие волокна, придающие бумаге более абразивный вид. Шероховатая поверхность — вот почему она обычно используется для внутреннего вкладыша, печать на этой поверхности может оказаться сложной.
Итак, теперь у нас есть и внутренний, и внешний вкладыш, следующим дополнением к гофрированному картону является гофрокартон. Используемая канавка зависит от типа поддержки, которая требуется от гофрированного картона.
Ниже приведена таблица типов флейт, изготовленных из картона.
F Канавка
Очень тонкая канавка, используемая для гофрокартона.
Канавка E
Тонкая канавка, также используемая для гофрированного картона (менее жесткая, чем канавка F).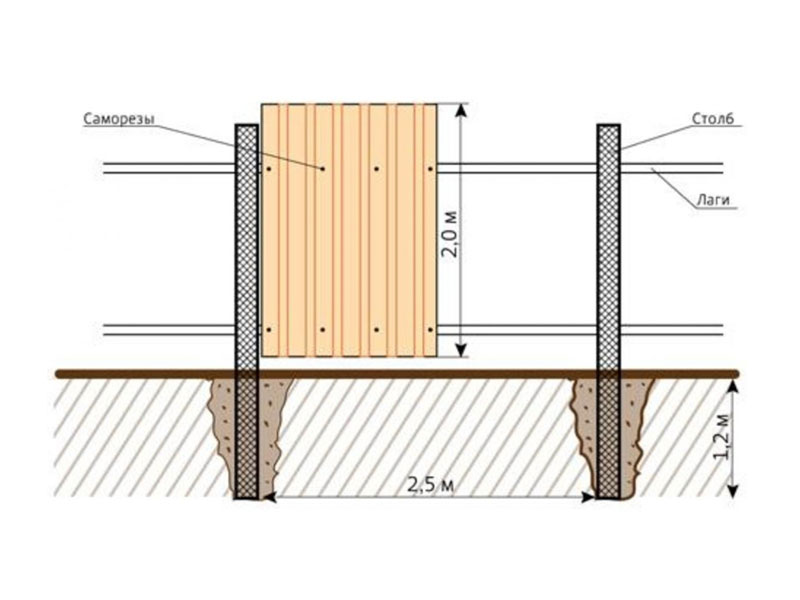
B Канавка
Чаще используется, ее прочность, прочность на сжатие и компактность делают ее хорошим выбором.
C Канавка
Больше, чем B, и имеет большую прочность на сжатие, но ее легче раздавить.
Двойная стенка
Комбинация двух размеров канавок. Часто B & C. Идеально подходит для прочности на сжатие.
Тройная стенка
Опять же, для изготовления этих коробок из гофрированного картона с тремя стенками обычно используется комбинация различных канавок. Они в большей степени используются для перевозки тяжелых грузов.
Как производятся эти флейты?
Мы подробно описали шаги, предпринятые для создания бумаги, готовой для производства картона, и если вы читали с самого начала, вы поняли, что стандартный гофрокартон состоит из трех частей; внешний вкладыш, внутренний вкладыш и флейта. Но прежде чем мы сможем обсудить завершение платы, производитель должен сделать еще один шаг.
Создание флейт.
Машины, называемые гофроагрегатом, будут выполнять следующие функции: А. создавать каннелюры и Б. склеивать компоненты для создания готового продукта.
создавать каннелюры и Б. склеивать компоненты для создания готового продукта.
06: Корругаторы
Что такое корругатор?
Проще говоря, набор машин в ряд, который предназначен для склеивания трех (стандартный картон), пяти или семи листов бумаги, формирующих одно-, двух- или трехслойные гофрокартоны. Гофроагрегат представляет собой непрерывную систему, которая производит оптом.
Система работает следующим образом. Во-первых, рулоны бумаги будут подаваться в гофроагрегат, где в этот момент бумага обрабатывается теплом и паром перед подачей в машину для одинарной облицовки.
Односторонняя машина представляет собой часть машины для гофрирования, которая превращает бумагу в гофру, создавая ряд арок. Эти арки создаются большими вращающимися цилиндрами с гофрированным профилем, которые создают канавки в гофрированной бумаге. Существуют различные профили для каждого из ранее перечисленных типов флейт.
Далее, как часть предыдущего этапа, крахмал наносится на кончики каннелюр с одной стороны, после чего к канавке прикрепляется внутренний вкладыш – это называется одиночным полотном.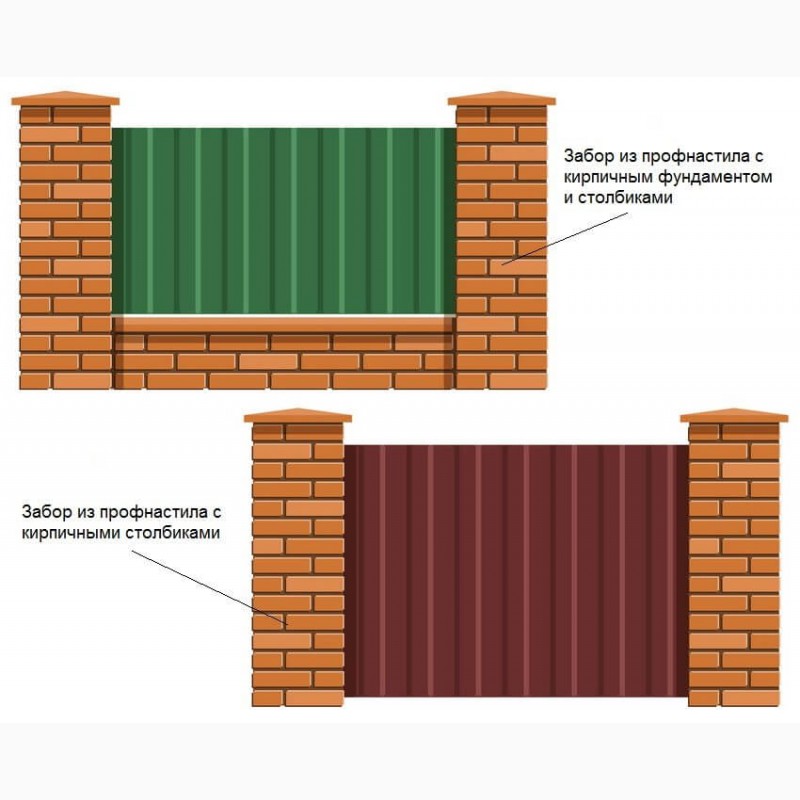
Второй частью производства является часть машины, называемая двойной подложкой. По сути, двойная подложка приклеивает одно полотно к внешней подкладке, следуя процессу, аналогичному шагу выше. Во время курса продукт нагревается, чтобы обеспечить прочность соединений, гелеобразование клея и удаление влаги.
Резюме
Все, что вам нужно знать о картоне и упаковке…
Для получения дополнительной информации о гофрированном картоне и продуктах, которые могут быть изготовлены из него, посетите разделы руководства или продукты на этом веб-сайте.
В качестве альтернативы, если у вас все еще есть какие-либо вопросы, пожалуйста, не стесняйтесь обращаться к нам, используя приведенную ниже информацию.
Дополнительная литература…
Об авторе
Джей Даггар
Менеджер по продажам | GWP Packaging Джей присоединился к GWP Packaging в середине 2008 года, прежде чем стать менеджером по продажам в 2011 году, что означает, что он проработал в GWP более 10 лет.