
Из чего делают профнастил — преимущества и недостатки материала
Содержание статьи:
1. Применение металлопрофиля
2. Преимущества и недостатки профнастила
3. Комплектующие и принадлежности для монтажа профнастила
4. Применение профнастила для обустройства кровли
5. Монтаж профлиста на кровлю
Профнастил – это популярный профилированный кровельный материал, который производят из оцинкованной стали и покрывают сверху полимерным покрытием – пуралом, пластизолом, полиэстером. Его также называют металлопрофилем или профлистом. Часто кровельный профнастил считают аналогом металлочерепицы, поскольку оба эти материала для кровли изготавливают методом холодного проката рулонной оцинкованной стали и наносят полимерное покрытие.
Подобная технология изготовления обеспечивает целостность покрытия на профлистах. Профнастил из алюминия с защитно-декоративным полимерным покрытием также имеет значительный срок службы, превышающий 50 лет.
Определяющее отличие между металлочерепицей и профнастилом заключается в рисунке волны и ее расположении на поверхности листа. Кроме этого металлическая черепица является отличной имитацией крыш, покрытых керамической черепицей, в то время как профнастил больше внешне напоминает шифер. Волны профлиста, как показано на фото, могут иметь разную форму и высоту, а гофры напоминать геометрические фигуры — прямоугольник, трапецию и т.д.
Нередко у владельца недвижимости возникает дилемма относительно того, что лучше шифер или профнастил для обустройства конкретной крыши на строящемся здании.
Применение металлопрофиля
В зависимости от особенностей применения различают несколько видов профлиста:
- Несущий – самый надежный и прочный, применяется для быстрого возведения таких нежилых объектов как киоски, ларьки, торговые павильоны и т.д. Его часто используют для несъемной опалубки на строительстве крупных объектов.
 Применяется сталь для профнастила несущего более толстая — 0,5–1,25 миллиметров.
Применяется сталь для профнастила несущего более толстая — 0,5–1,25 миллиметров. - Кровельный – его используют для перекрытия крыш.
- Стеновой – этот материал востребован при выполнении облицовки стен.
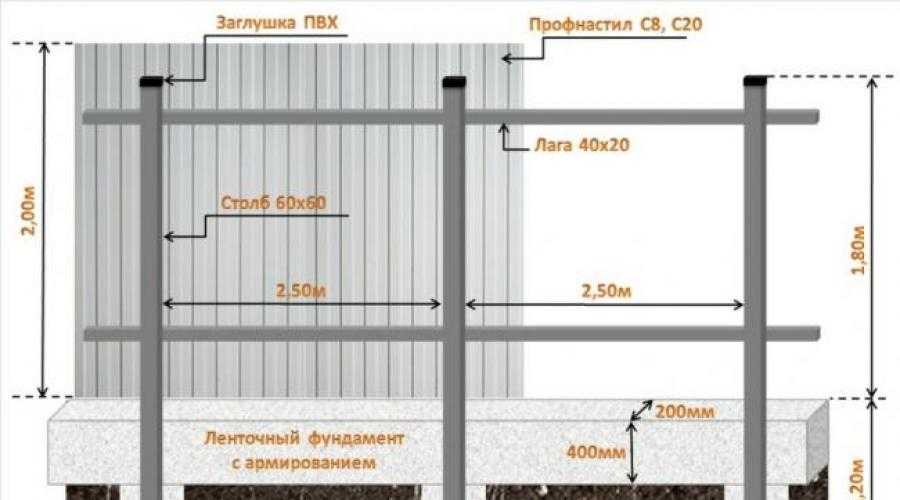
- Металлопрофиль для создания ограждений, калиток и заборов, а также используют профнастил для перекрытий.
Несущий профнастил применение получил достаточно широкое, поскольку постройка объектов выполняется по принципу использования сэндвич-панелей (читайте статью: «Монтаж кровельных сэндвич панелей — технология»). С одной стороны профлист является несущей конструкцией, а с другой — материалом для облицовки. Между двумя слоями металлопрофиля в таком случае укладывают теплоизоляционный слой.
Ранее в статье уже упоминалось, из чего делают профнастил — из рулонной стали или алюминия поэтому длина листов бывает разной в зависимости от маркировки производимой изготовителем продукции.
При расчете необходимой длины профлистов для укладки учитывают длину ската крыши и козырька.
Вне зависимости от используемого материала для создания кровли в обязательном порядке обеспечивается выступ за пределы кровельных скатов примерно на 40 сантиметров. То, какой ширины должны быть выпускаемые изделия, решают сами производители, но по минимуму данный параметр составляет от 980 миллиметров, а по максимуму – 1850 миллиметров. Полезная площадь листов кровельного материала меньше реальной величины на размер нахлеста, ширина которого обычно равна 40 – 80 миллиметров. Требования к технологии укладки профиля предусматривают, что перекрытие должно составлять длину одной волны.
У профнастила обычно стандартная толщина — 0,5; 0,55; 0,7; 0,8 или 1 миллиметр. При выборе материала учитывают климатические условия в регионе и площадь покрытия крыши. Например, в средней полосе России чаще всего покупатели останавливают свой выбор на профлисте толщиной 0,5 или 0,7 миллиметра.
Промежуток между крайними точками двух смежных гофр (высота профнастила) влияет на визуальный объем крыши здания, которая покрыта этим кровельным материалом и может составлять 15 – 130 миллиметров.
Преимущества и недостатки профнастила
Как и каждый стройматериал, имеет профнастил плюсы и минусы. К его достоинствам можно отнести:
- Легкость, благодаря которой его можно без проблем транспортировать, загружать-выгружать и перемещать, соответственно стоимость доставки снижается.
- Наличие двойной защиты, которая представляет собой оцинковку плюс полимерное покрытие. В результате потребители имеют возможность приобрести долговечный и прочный материал, не подверженный коррозийным процессам, выдерживающий значительные нагрузки на профнастил (атмосферные, ветровые, механические).
- Обычно производители продукции предоставляют длительный гарантийный срок, притом, что эксплуатируется такая кровля в среднем около 50 лет, что достигается использованием качественных станков для производства профнастила.

- Широкий выбор цветовых решений и оттенков, предлагаемых компаниями-производителями. Чтобы легче было определиться с выбором, существует специальная шкала RAL.
- Профлист по причине наличия полимерного покрытия не выгорает под воздействием ультрафиолета, и цвет профнастила на протяжении длительного периода будет оставаться неизменным, поэтому замена шифера на профнастил будет невыгодным решением;
- Особенности технологии монтажа металлопрофиля (листы должны перекрываться один с другим на одну волну или гофру) предотвращает протекание крыши даже при сильном ливне.
- Монтаж профнастила при создании кровли или несущих конструкций, или стен процесс несложный и удобный и это позволяет делать данную работу, не имея даже специальных навыков, самостоятельно, без привлечения профессионалов.
- Профнастил достаточно дешевый материал, его стоимость ниже, чем у других видов кровельной продукции, включая металлочерепицу, а выгодным его делает продолжительный срок эксплуатации (подробная статья по теме: «Профлист или металлочерепица: что лучше»).
Несущая способность профнастила получила высокую оценку профессионалов, она определяется допустимыми нагрузками, которые может выдержать материал без появления на нем необратимых деформаций или серьезных нарушений формы.
Комплектующие и принадлежности для монтажа профнастила
Совет: Используйте наши строительные калькуляторы, и вы выполните расчеты строительных материалов быстро и точно.
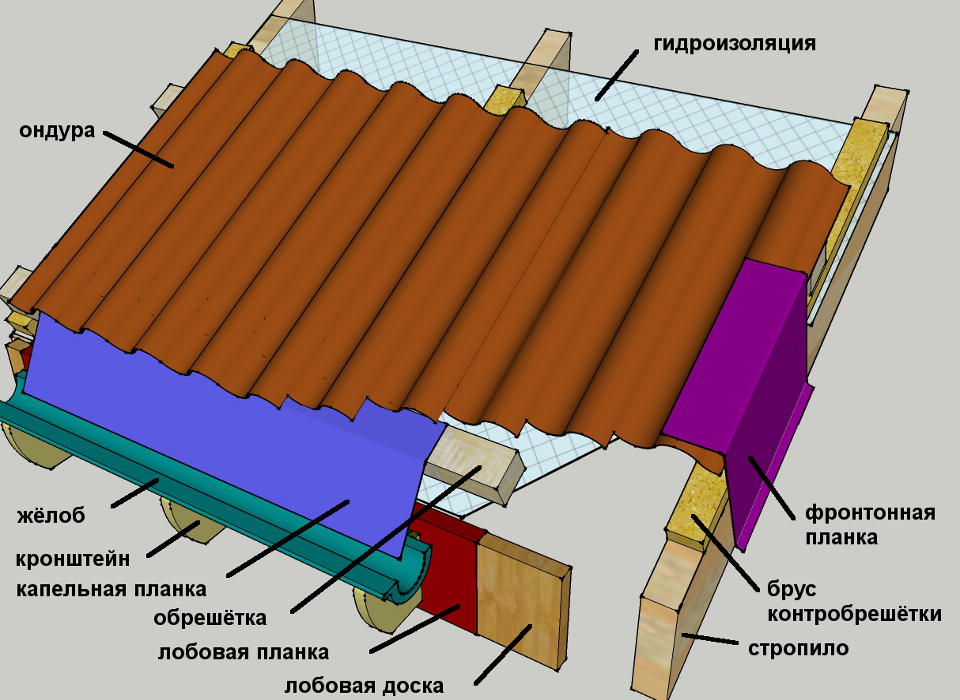
Одновременно с приобретением профлиста специалисты рекомендуют покупать необходимые для его укладки комплектующие, сделанные из того же материала, из чего делают профнастил – из оцинкованной высококачественной стали и покрытые аналогичным полимерным покрытием. Цветовая гамма металлопрофиля и комплектующих изделий должна совпадать и только тогда готовая конструкция крыши будет иметь завершенный внешний вид. Приобретать все необходимое для монтажа следует до начала работы в зависимости от проектного решения кровельной конструкции.
Основные комплектующие:
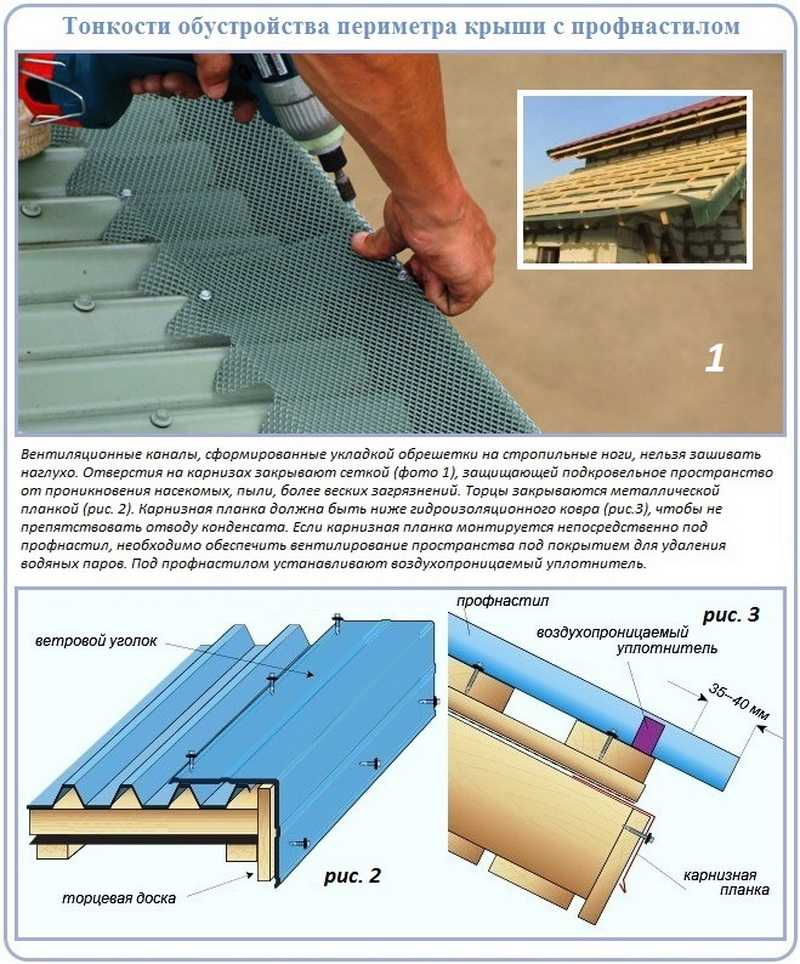
- планка коньковая, предназначенная для защиты верхнего горизонтального края ската крыши или места наклонного перелома ската;
- планка торцевая для кровли прикрывает торец кровли, ее монтируют внахлест, размер которого составляет по минимуму 50 миллиметров;
- ендовы устанавливают на внутренних стыках скатов, а зазоры между местами примыкания герметизируют уплотнением. Крепление стыка выполняют при помощи саморезов в нижних гофрах с шагом 30 сантиметров;
- планки декоративные для внутреннего угла, их крепят на угол саморезами без уплотнителей;
- планки для наружного угла нужны, чтобы защитить стыки от попадания воды, их монтируют с использованием саморезов, но без уплотнителей.
Кроме листов металлопрофиля и комплектующих элементов для выполнения работы по монтажу нужны шурупы-саморезы, гидроизоляционная пленка, пароизоляционный материал и утеплитель.

Производство профнастила, подробнее на видео:
Применение профнастила для обустройства кровли
До того как отправиться за покупкой профлиста, надо произвести подсчеты требуемого количества кровельного материала. Длину профлиста рассчитывают путем суммирования длин ребра ската и выступающей части карниза, которая, как правило, составляет от 20 до 40 сантиметров. Чтобы узнать количество листов, ширину кровли делят на ширину профлиста (учитывается только полезный размер листа кровельного профнастила). После этого результат округляют до целого числа в большую сторону.
Специалисты настойчиво рекомендуют: высота крыши, когда используется профнастил, должна быть меньше половины ширины в 7 раз. Также они советуют не забывать о системе вентиляции кровли, отверстия для которой желательно располагать как можно ближе к коньку.
Монтаж профлиста на кровлю
Пленку для гидроизоляции и пароизоляции крепят к стропилам. Гидроизоляция требуется, если наклон крыши небольшой и по этой причине имеется большая вероятность проникновения влаги в пространство под кровлей. Если углы наклона больше, тогда достаточно одной пароизоляции.
Крепление профнастила начинают с торца кровли, при этом обращают внимание на перпендикулярное расположение листов относительно конька крыши. При монтаже последующих листов соблюдают нахлест, минимальная величина которого должна составлять 50 миллиметров. При выполнении продольного нахлеста, он не может быть менее 20 сантиметров. В том месте, где листы перекрываются, они обязательно крепятся, а между ними укладывается уплотнитель.
Для крепления профлистов используют специальные саморезы, которые снабжены прессшайбами и уплотнителями, их монтируют в нижней гофре на профиле. Крепить профнастил гвоздями можно лишь в верхней гофре профиля. После завершения установки материала кровли выполняют утепление изнутри (до монтажа плиты утеплителя надо подержать в течение суток в открытой упаковке). Для российской средней полосы толщина материала утепления составляет 15 сантиметров.
Как появился профлист. Производство профнастила от «Металл Профиль».
5611 просмотров
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения. Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.

Рулоны также называют бухтами.Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.
Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами. Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 — 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК.
Современное оборудование позволяет исключить из производства «человеческий фактор».Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
Назад к списку
Как производится гофрокартон — Школа упаковки
Все используют гофроящики. Вам было бы трудно существовать в современном обществе и не иметь с ним какого-либо контакта. Но задумывались ли вы когда-нибудь о том, как они сделаны? Для изготовления коробок из гофрокартона вам понадобятся три основных материала: бумага, пар и клей. Процесс начинается с бумаги.
Бумага используется для изготовления двух основных компонентов гофрированного картона:
Вагонка — используется в качестве внешней облицовки
Рифленая бумага среднего размера, которая прикрепляется к облицовочному картону для производства комбинированного картона в виде непрерывного полотна
Существует несколько вариантов выбора типов и толщин бумаги для гофрированного картона. Убедитесь, что вы определили цели для своей упаковки и тесно сотрудничаете с заводом по производству коробок и/или поставщиком бумаги, чтобы определить характеристики бумаги, необходимые для достижения этих целей.
После того, как у вас есть бумага, фабрике по производству коробок потребуется еще два сырья, чтобы сформировать конструкционный материал, используемый для изготовления различных типов гофроупаковки: пар и клей. Пар жизненно важен для процесса изготовления коробок из гофрированного картона.
Генерация пара – бесценный процесс, начиная от изготовления клея, который кондиционирует слои бумаги, и заканчивая нагревом сосудов под давлением, скрепляющих гофрированную среду с вкладышами. Несмотря на то, что сконденсированный пар перерабатывается, стоимость котельного топлива является важным фактором при производстве упаковки. Помимо стоимости, еще одним важным фактором, который следует учитывать, является проблема безопасности в среде с высоким давлением пара.
У вас есть бумага и пар, теперь вам нужен клей — вкладыш должен быть прикреплен к рифленому материалу. Это достигается за счет использования крахмального клея. Как правило, этот клей представляет собой пищевой кукурузный крахмал на водной основе в сочетании с другими добавками. Клей наносится на кончики канавок — вершины рифленой структуры — гофрированного материала, а затем вкладыш соприкасается с кончиками, скрепляя все материалы вместе.
Поскольку мы узнали об ингредиентах, необходимых для изготовления гофрированного картона, давайте посмотрим на оборудование, которое их объединяет, — гофромашину. Эта машина выполняет ряд операций по соединению облицовочного картона и наполнителя в жесткую структуру. Современные гофроагрегаты могут производить комбинированный картон со скоростью 1000 футов в минуту.
Основная схема процесса выглядит следующим образом:
Рулоны бумаги устанавливаются на разматывающие стенды и втягиваются в машину на «мокром конце» гофроагрегата.
Среда обрабатывается теплом и паром, что делает ее более эластичной, поэтому на валках для гофрирования она может быть сформирована в виде гофрированного рисунка.
Валки для гофрирования (зубчатые цилиндры) придают среде волнистую структуру.
Клей наносится на кончики канавок, и первый вкладыш (который также может быть обработан паром и теплом) прижимается к клею на рифленой среде.
Тепло, давление и пар заставляют клей образовывать гель, который создает связь между двумя бумагами. Это называется односторонней паутиной.
Когда доски выходят из секции горячей плиты, они обычно раскатываются или разрезаются на листы подходящего размера, а затем надрезаются для фальцовки.
- Платы
разрезаются по ширине и обрезаются, создавая плоские листы, соответствующие требованиям заказчика к коробке.
Листы извлекаются из гофроагрегата и укладываются в стопку, чтобы дать время для высыхания волокон и отверждения клея.
В процессе производства к бумаге добавляется влага с применением крахмального клея и кондиционирования паром, а также она удаляется в процессе нагревания и отверждения. Чтобы избежать коробления, эти изменения влажности должны тщательно контролироваться и балансироваться.
Воск или другие химические вещества могут быть добавлены к одной или нескольким бумагам для придания картону уникальных улучшенных свойств.
В некоторых случаях, особенно при упаковке свежих продуктов, гофрокартон подвергается воздействию чрезмерного количества влаги из холодильных и морозильных камер, а также воды из-за клеточного дыхания продуктов.
Имея так много доступных вариантов, важно уделить достаточно времени заранее, чтобы выбрать лучший гофрокартон для вашего применения. Поговорите со своей командой дизайнеров, а также с командой дистрибьюторов, чтобы узнать, какие возможности гофрокартона принесут вам наибольшую пользу.
Хотите узнать ЕЩЕ БОЛЬШЕ о мире гофроупаковки? Зайдите в нашу библиотеку курсов, где вы найдете наш курс «Гофротара», разработанный для того, чтобы показать вам 360-градусный взгляд на гофропромышленность.
Понравилась статья?
Поделиться на Facebook
Поделиться на Twitter
Поделиться на Pinterest
Оставить комментарий
Подробный обзор того, как компания ASC, Inc. изготавливает коробки из гофрокартона
- От Кори Левинс
- 3 ноября 2018 г.
Если вы работаете в сфере упаковки или доставки, вы, вероятно, ежедневно работаете с картонными коробками. Коробки из гофрированного картона являются одним из основных продуктов, используемых для упаковки и доставки продуктов всех типов по всему миру, поэтому они являются неотъемлемым компонентом в ряде предприятий и отраслей.
Хотя вы можете использовать их на регулярной основе, вы, вероятно, никогда не задумывались о том, откуда берутся коробки из гофрокартона и как они производятся. Легко забыть, что ящики, от которых вы зависите, когда-то были деревьями, растущими в лесах, охватывающих весь земной шар. Процесс превращения дерева в гофрированный картон на самом деле довольно увлекательный и более высокотехнологичный, чем вы можете себе представить.
Как именно производится скромная коробка из гофрированного картона? Мы рады, что вы спросили!
Гофрированный картон — чрезвычайно универсальный материал, который используется для защиты, демонстрации и транспортировки практически всех видов продукции. Он сделан из трех слоев прочной бумаги, известной как крафт-бумага, что делает его прочным, жестким и легким.
Коробки из гофрированного картона бывают самых разных размеров, конструкций, прочности и форм. Однако все они имеют одни и те же основные функции. Они в основном состоят из бумажной канавки (подробнее об этом позже), зажатой между двумя слоями вкладышей из крафт-бумаги. Вкладыши часто содержат большой процент переработанного материала, что делает упаковку более экологичной.
Гофрированный картон производится в основном из быстрорастущих сосен. Некоторые крупные компании даже владеют собственными лесами площадью в тысячи акров, где деревья сажают, выращивают, собирают для упаковки и заменяют посевами. В производстве картона используются только стволы этих деревьев, поэтому после их сбора все ветки удаляются.
Стволы деревьев доставляются грузовиками на целлюлозные заводы. Некоторые из этих заводов находятся в независимой собственности, а другие принадлежат крупнейшим упаковочным компаниям. По прибытии на мельницу деревья проходят через машину, которая снимает с них кору и измельчает их.
Затем щепа проходит либо механическую, либо химическую обработку. В процессе механической обработки щепа измельчается, чтобы превратить древесину в отдельные волокна целлюлозы. Обычно это делается путем прижимания фишек к вращающемуся камню. Вода распыляется на камень для удаления волокон, но этот процесс мало помогает удалить неволокнистый компонент древесины, известный как лигнин. Поскольку лигнин связывает волокна вместе, он может ухудшить качество бумаги, если его не удалить в процессе производства целлюлозы. Однако механическая варка целлюлозы стоит меньше, чем химическая, и дает более высокую производительность, поэтому этот процесс по-прежнему широко используется, несмотря на более низкое качество результата.
В процессе химического производства целлюлозы стружку «приваривают», чтобы превратить ее в отдельные волокна целлюлозы. Существует два различных типа химической варки: сульфитная и сульфатная. Оба варианта работают хорошо и дают высококачественную целлюлозу, но более широко используется сульфатный процесс.
Щелочные растворы используются для вываривания древесины в процессе сульфатирования, а сульфат натрия добавляется для повышения прочности целлюлозы. Вот тут-то и появляется название «крафт», которое в переводе со шведского означает «сила».
В некоторых случаях вместо натуральной древесины используется переработанный материал. Однако вкладыши, изготовленные из переработанного волокна, обычно имеют более низкое качество, поэтому они используются только в качестве внутренних вкладышей или в качестве центральных вкладышей в картоне с двойными стенками.
Полученная суспензия древесной массы затем перекачивается в машину Фурдринье, известную также как бумагоделательная машина. Эта машина состоит из квадратных конструкций длиной до 600 футов с проволочной сеткой. Бумага сначала формируется на этих ситах, а затем подается на нагреваемые паром валы с войлочными одеялами, которые удаляют лишнюю воду. После высыхания готовый лайнер наматывается на массивные рулоны для отправки.
Флютинг относится к среднему слою гофрированного картона, который имеет волнообразную форму арок. Существует несколько различных типов флейтинга. Совсем недавно доска для флейты B была заменена флейтой R. Хотя производительность обоих типов одинакова, гофра R тоньше, что приводит к снижению затрат на цепочку поставок. Более тонкий размер также означает, что он занимает меньше места при хранении, что чрезвычайно выгодно для компаний с ограниченным пространством для хранения материалов. Также иногда называемая S-образной или M-образной канавкой, R-образная канавка улучшает качество печати на 30 %, позволяет разместить на поддоне на 30 % больше ящиков и снижает выброс углекислого газа из грузовиков на 30 % благодаря своей компактности. спасение природы.
В коробках с двойными стенками могут использоваться различные типы гофрирования. Если, например, вы видите поле с надписью «канавка AB», это означает, что верхний слой имеет канавку A, а нижний слой — канавку B. Первая буква всегда относится к верхнему слою, а вторая буква относится к нижнему слою.
Так как же производится картон? Как упоминалось ранее, гофрированный картон изготавливается путем прокладывания гофрокартона между двумя вкладышами. Рифление придает коробкам прочность и помогает защитить товары от повреждений во время транспортировки. Эффект гофрирования создается путем подачи рулонов крафт-бумаги в машину для производства гофрированных валиков для прохождения процесса, который был первоначально разработан в 18 веке для добавления оборок на такие предметы одежды, как юбки и рубашки. Процесс известен как гофрирование.
Один рулон загружается в машину для гофрирования, а затем подается рулон лайнера, который затем соединяется с гофрированным материалом. Второй рулон футеровки перемещается по мосту, который представляет собой плоскую конструкцию над валками для гофрирования. Вкладыши приклеиваются к гофрированному материалу на более позднем этапе процесса.
Валки для гофрирования покрыты горизонтальными параллельными гребнями, известными как каннелюры. После прохождения через ролики предварительного нагрева крафт-бумага проходит между валами для гофрирования, которые улавливают и изгибают ее, образуя волнистую гофрировку. Затем он проходит через другой набор роликов, известный как односторонняя клеевая станция. Здесь клей на основе крахмала аккуратно наносится на края гофрированной бумаги, чтобы приклеить ее к первому слою вкладыша. Затем он отправляется на клеевую станцию с двойной подложкой, где приклеивается другой слой. Наконец, картон перемещается по пластинам, которые нагреваются паром для отверждения клея.
Результатом этого процесса является то, с чем вы, вероятно, лучше всего знакомы: средний слой волнистого гофрокартона, зажатый между двумя слоями плоской крафт-бумаги.
Гофрокартон выходит из машины и обрезается продольно-резательным станком для формирования заготовок коробок. Заготовки выходят из машины и скользят на укладчик, который размещает их на подвижной платформе. Затем они доставляются к другим машинам, которые превращают плоские куски картона в пригодные для использования транспортные контейнеры.
Известные просто как флексографские машины, флексографские машины используют штампы и шаблоны высечки для обработки заготовок коробок. После загрузки штампов и шаблонов на валы флексографской машины заготовки коробок подаются в машину. Когда заготовка проходит через ролики, она обрезается, надрезается, вырезается и печатается. Затем он проходит в принтер-фальцовщик-склейщик, где складывается в коробку и склеивается. Готовые коробки автоматически укладываются друг на друга, а затем отправляются на другую машину, где они упаковываются для отправки.
На некоторых фабриках при изготовлении картонных коробок используется дополнительное оборудование. Такие вещи, как автономные высекальные машины и высекальные машины с печатными станциями, а также машины, наносящие восковые покрытия на мясную, фруктовую и овощную тару, широко используются в зависимости от потребностей конкретной компании или клиента.
По мере того, как предприятия подвергаются повышенному вниманию к их воздействию на окружающую среду, многие ищут способы реализации экологических инициатив и программ экологической упаковки. Коробки из гофрированного картона на бумажной основе этичны и экологичны, что делает их отличным выбором.
Поскольку упаковка из гофрированного картона пригодна для вторичной переработки и может быть изготовлена из переработанных материалов, она наносит гораздо меньший вред окружающей среде, чем упаковка на основе пластика. Поскольку он обычно изготавливается без использования отбеливателей или красителей, его утилизация также является устойчивой. Бумажная масса, используемая при создании гофрированного картона, поступает из быстрорастущих сосен или из древесной стружки и остатков материалов, оставшихся после других процессов. Поставщики создали управляемые, устойчивые леса, чтобы гарантировать, что материалы, используемые для производства картонной упаковки, являются возобновляемыми.
Когда гофрокартон производится с использованием большого количества переработанных материалов, для его производства требуется меньше энергии. Также часто используются материалы местного производства, что снижает воздействие чрезмерной транспортировки на окружающую среду.
Наконец, большинство коробок из гофрокартона повторно используются несколько раз, прежде чем они будут выброшены или переработаны. Они чрезвычайно прочны и легко складываются, что делает их полностью многоразовыми. Клиенты могут использовать их для хранения предметов домашнего обихода, доставки подарков друзьям или близким, перемещения или создания поделок. Варианты практически безграничны, и чем больше раз коробка используется повторно, тем более экологичной она становится.
Скромная коробка из гофрокартона — один из наиболее часто используемых видов упаковки, и на то есть веские причины. Это экологически чистый, этичный и возобновляемый выбор, а также чрезвычайно рентабельный для владельцев бизнеса. Процесс превращения деревьев в коробки из гофрированного картона требует нескольких шагов, но на самом деле он довольно прост. Производственные мощности могут ежедневно производить тысячи коробок из гофрокартона на заказ и доставлять их клиентам по всему миру.
Коробки из гофрированного картона обеспечивают исключительную защиту для всех видов товаров. От небольших предметов, таких как украшения и безделушки, до более крупных товаров, таких как принтеры, тренажеры и даже мебель, гофрированный картон обеспечивает эффективную защиту практически для всего.
Эти ящики также универсальны. Они бывают бесконечного множества размеров и стилей, чтобы удовлетворить любые потребности. Поскольку они обычно имеют прямоугольную форму, их можно легко складывать аккуратно, что позволяет грузоотправителям разместить больше упаковок на одном поддоне или в транспортном средстве. Это позволяет им использовать меньше транспортных средств для перевозки посылок, что приводит к меньшему расходу топлива и меньшему количеству выбросов углекислого газа.