
Установки индукционного нагрева, ТВЧ установки, кузнечные и закалочные комплексы :: Индуктор для ТВЧ :: Заказ по телефону +7-499-6413840
Индуктор – это обязательная часть каждой установки ТВЧ. Он представляет собой один или несколько витков проводника, в котором создаются высокочастотные электрические колебания – до 5 МГц. Это становится возможным за счет мощного генератора переменного тока. В витки помещают заготовки, выполненные из электропроводящего материала.
Разогревает заготовку электромагнитное излучение, появляющееся после приведения в действие ТВЧ генератора. Система, включающая индуктор и заготовку, – это трансформатор. Индуктор в нем является первичной обмоткой, а заготовка – вторичной. Она замыкается накоротко. Появляющийся между обмотками магнитный поток может замыкаться по воздуху, защитному газу, вакууму, жидкости и пр.
Плоские заготовки можно разместить у торца, а трубчатые – одеть снаружи на спираль индуктора.
Индуктор нагрева заготовок (www. coilfab.com)
coilfab.com)
Индуктор выполняется и в других формах. Змееобразный используется при нагреве плоских поверхностей, имеющий вид трехлистного клевера – при нагреве уголков, в форме восьмерки – при нагреве зубьев зубчатых колес.
Обычно индуктор ТВЧ для мощных установок делают из медных трубок, которые регулярно охлаждают с помощью воды. Ведь работающие индукторы, через которые протекает большой ток (от сотен до тысяч ампер), сильно нагреваются. Кроме того, они поглощают тепловое излучение от разогретой заготовки. Для того чтобы вода брызгала на заготовку и в одно время с нагревом происходила поверхностная закалка, в медных трубках просверливают отверстия.
Индуктор нагрева внутренней части детали
Индукторы недолго работающих или маломощных установок индукционного нагрева делают из массивного медного провода. Можно для этих целей применять даже обычный изолированный. Ведь такие индукторы ТВЧ не успевают сильно нагреться.
Проектирование индуктора – это одна из самых сложных задач нагрева ТВЧ.
Вариан сложного индуктора (www.coilfab.com)
Для проведения простых операций, которые не подразумевают высокой точности нагрева, допускается использование простых методик, которые разрабатывают сотрудники ВНИИТВЧ.
Чтобы увеличить КПД индуктора ТВЧ, нужно поместить его максимально близко к заготовке – от 2 до нескольких см.
Индуктор для закалки совмещенный со спрейером
Снаружи индуктор обклеивают высокочастотными магнитопроводами (магнитодиэлектриками), то есть небольшими панелями из материалов Fluxtrol или Ferrotron. Так удается уменьшить рассеяние магнитного потока. Fluxtrol и Ferrotron – это мелкодисперсный порошок из магнитного материала, который связан эпоксидной смолой. Эти панельки концентрируют электромагнитное излучение на частотах до 3 МГц и выдерживают температуру до 250 °С. С помощью магнитопровода удается более точно выделить зону ТВЧ нагрева.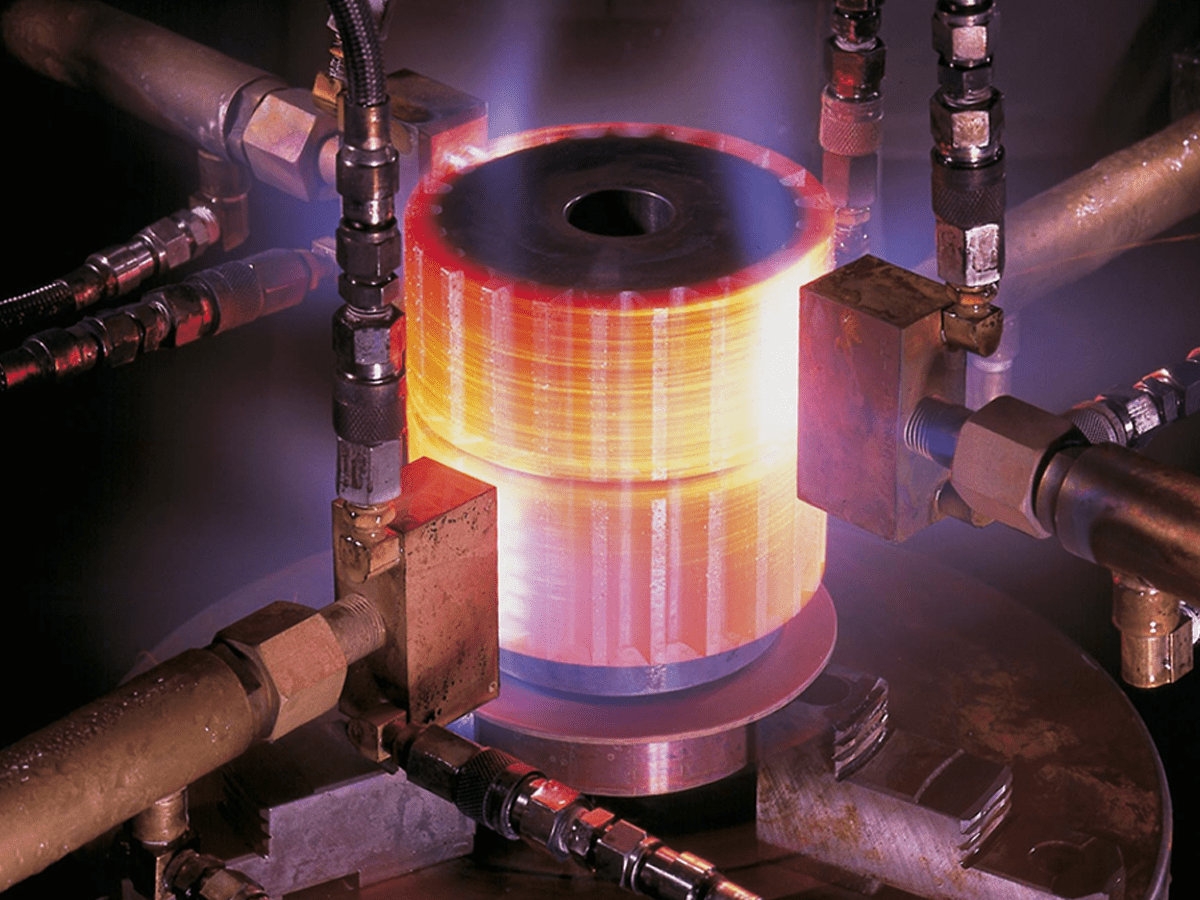
Индуктор с Fluxtrol концентраторами (fluxtrol.com)
ТВЧ установки для нагрева труб и отпуска сварных швов
Лучшие профессиональные и практичные решения по индукционному нагреву трубопроводов.
Цифровой источник питания, DSP контроль, инвертор на IGBTмодулях и стратегия контроля: «анализ реактивности» поддерживают все характеристики индукционных нагревательных «Atec» в допустимых пределах.
Система охлаждения индукционного генератора – воздушная. Воздушное охлаждение индуктора. Система не требует воды, подходит для условий эксплуатации в полевых условиях. Исключает угрозу замерзания охлаждающей жидкости.
Компактная, надежная, пылезащищенная конструкция подходит для разнообразных условий окружающей среды. Размер индукционной установки мощностью 80 кВт: 560х770х700мм.
Простота установки, коммутации и эксплуатации обеспечивает быстрое начало работы. Подходит для проектов, связанных с работой в экстренной ситуации в полевых условиях.
|
|
|
Индуктор для нагрева после сварки |
Высокоэффективный и быстрый индукционный нагрев, малые потери на блоке питания и индукторе.
Высокая надежность индукционного нагревателя гарантирует продолжительную, непрерывную работу.
Разработано для работы в условиях колебания напряжения питания до 20%, что идеально подходит для работы от полевого дизельного генератора.
Высокий коэффициент мощности и слабые гармонические волны не создают большую нагрузку на сеть питания и генератор.
PID регулятор для поддержания температуры и цифровой контроль стабилизации температуры и температурной кривой.
Автоматически выполняет программу поддержания температуры в соответствии с заданной температурной кривой.
Возможность задать несколько графиков повышения и снижения температуры.
Предварительный нагрев от 50 до 350ºС, последующий нагрев от 300 до 1200ºС, заготовка из магнитного металла может быть нагрета выше точки Кюри 760 ºС.
|
|
|
|
|
Индуктор с переменным диаметром |
|
Возможность менять и использовать индукторы различных форм, сконструированные под потребности заказчика и различные задачи нагрева: индуктор с переменным диаметром, индуктор — хомут, индуктор в термозащитном чехле для подогрева сварных швов перед сваркой, индуктор на раме, индуктор на термозащитном одеяле для высокотемпературного нагрева при отпуске и нормализации сварных швов.
Устойчивый к износу подводящий высокочастотный кабель с воздушным охлаждением.
Индуктор, защищенный от механического воздействия и замыкания с деталью гарантирует безопасность работы.
Программа нагрева заданная по времени и другим параметрам для реализации различных задач.
Простота в использовании: Наладку осуществляет техник, от оператора не требуется профессиональных знаний.
| Воздухоохлаждаемый индуктор для предварительного нагрева |
Индукторы и аксессуары:
|
Индуктор зажим
Подходит для труб диаметром 150-1420мм (на фото показан индуктор 1220мм) Диапазон мощностей от 40кВт до 300кВт Высокоэффективен для нагрева унифицированных заготовок
Промышленный дизайн позволяет устанавливать и снимать индуктор практически неограниченное количество раз. Рама обработана полностью на ЧПУ станках, что обеспечивает высокую точность прилегания к заготовке Управляется одним оператором Оснащен пультом дистанционного управления и функцией защиты. |
|
|
Индуктор – электрический зажим Соединен одним кабелем питания, без водяного охлаждения. Подходит для труб диаметром 150-1420мм (на фото показан индуктор 1220мм) Диапазон мощностей от 40кВт до 300кВт Высокоэффективен для нагрева унифицированных заготовок Рама обработана полностью на ЧПУ станках, что обеспечивает высокую точность прилегания к заготовке
Промышленный дизайн позволит устанавливать и снимать индуктор практически неограниченное количество раз. Дистанционное управление Оборудован системой защиты от перегрузки и ошибок позиционирования. |
|
|
Воздухоохлаждаемый рамный индуктор
Воздушное охлаждение и устойчивость к высокой температуре для работы на высоких частотах и снижения потерь электроэнергии Подходит для любых типов труб, изменяемая ширина индуктора Диапазон мощностей от 1кВт до 300кВт Высокоэффективен для нагрева унифицированных заготовок Промышленный дизайн, жесткая конструкция. |
|
|
Воздухоохлаждаемый индуктор в термозащитном чехле
Воздушное охлаждение и устойчивость к высокой температуре для работы на высоких частотах и снижения потерь электроэнергии Длина от 1м до 20м, ширина от 100мм до 300мм, годится для всех типов продольных и круговых швов
Износостойкий, сменный, термозащитный чехол. Диапазон мощностей от 1кВ до 100кВ |

 Материал чехла — кевлар или глиноземная ткань.
Материал чехла — кевлар или глиноземная ткань.
Индуктор — ЭЛСИТ
Что такое индуктор в термообработке
Индуктором называют специальное устройство, служащее для концентрирования переменного электромагнитного поля в определенной области металлической заготовки. Область заготовки, попавшая в концентрированное переменное электромагнитное поле создаваемое индуктором, называют зоной нагрева.
Существует множество конфигураций зон нагрева, которые напрямую зависят от конфигурации сечения заготовки, и могут представлять собой как простейшие фигуры (окружность, квадрат и т.д.), так и достаточно сложные профили (шестерни, рельсы и т.п.).
В свою очередь, конфигурация и конструкция индуктора должны учитывать, помимо конфигурации зоны нагрева, такие параметры как:
- время нагрева
- температура нагрева
- глубина нагретого слоя
- силовые и частотные характеристики индукционной установи (источника энергии)
- технологию дальнейшей обработки зоны нагрева (закалка, пайка, штамповка, ковка, гибка, наплавка или плавка)
Множество конфигураций и видов индукторов для удобства обозначения и распределения классифицируют по ЕСКД следующим образом:
- индукторы одновитковые
- индукторы многовитковые
- индукторы стержневые
- индукторы петлевые и зигзагообразные
- блоки индукторов
В свою очередь, каждый из этих видов индукторов включает несколько типов, специфических для того или иного варианта исполнения.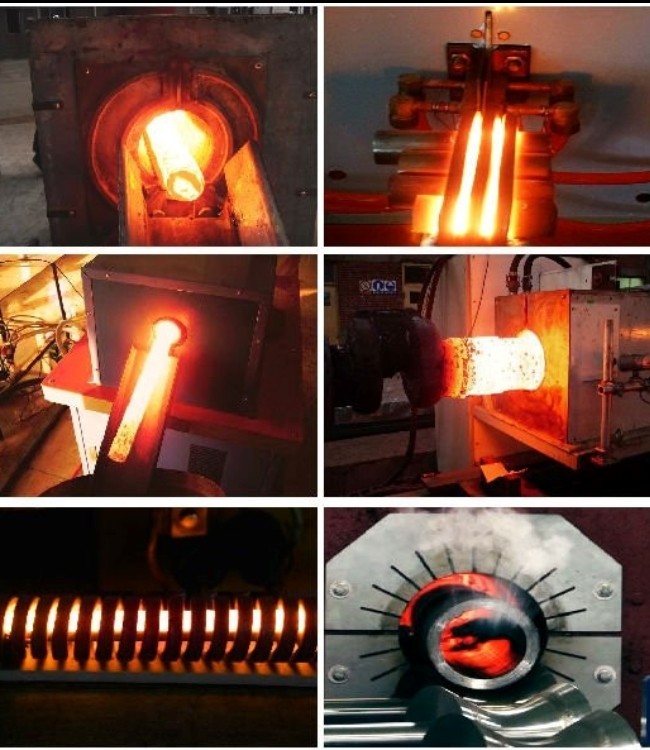
Нужно понимать, что любой сложный индуктор, есть ничто иное как совокупность простейших индукторов соединенных между собой определенным образом, а дополнительное оборудование в виде спрейеров, магнитопроводов, термостойких бетонов и покрытий, просто дополняют рабочие характеристики индуктора, делают его более функциональным, надежным в работе и удобным в эксплуатации.
Проектирование индуктора
Большой перечень параметров, влияющих на рабочие характеристики, делает разработку и производство индуктора сложной технологической задачей. Правильное решение данной задачи, в конечном счёте, позволяет оптимизировать затраты производственных ресурсов как на этапе изготовления индуктора, так и на этапе эксплуатации индукционной установки.
Процесс разработки индуктора включает в себя две взаимосвязанные задачи:
- расчет электрических параметров индуктора
- проектирование конструкции индуктора
Взаимосвязь этих задач настолько сильна, что приводит к необходимости вести работы по их решению параллельно, до получения результата удовлетворяющего всем требованиям, возникшим на любом из этапов разработки индуктора.
Требования к техническому заданию
Разработка индуктора начинается с изучения данных технического задания, составленного заказчиком. Техническое задание должно включать:
- чертеж детали с указанием зон нагрева
- вид и параметры термообработки
- описание температурных режимов нагрева и способов охлаждения
- вид или, если известно, модель индукционной установки, с которой планируется использовать индуктор, параметры данной ТВЧ-установки
- степень автоматизации и механизации процесса подачи, позиционирования или вращения детали
Недостаточный объем данных в техническом задании, может затруднить разработку индуктора. В таком случае, специалисты нашей компании делают запрос для уточнения и дополнения недостающими сведениями технического задания.
После сбора всех необходимых данных, начинается расчет электрических и геометрических параметров индуктора, выполняется эскизная проработка конструкции индуктора и выбор необходимых материалов для его изготовления. Как правило, все токоведущие части индуктора изготавливаются из меди, а остальные части из немагнитных и диэлектрических материалов.
Как правило, все токоведущие части индуктора изготавливаются из меди, а остальные части из немагнитных и диэлектрических материалов.
После согласования всех расчетных параметров с эскизной проработкой и устранения возможных технических противоречий, полученный результат прорабатывается более детально, и оформляется в виде комплекта технической документации для изготовления индуктора.
Изготовление индуктора
Процесс изготовления индуктора — это достаточно трудоемкий и ответственный этап производства. Данный процесс заключается в изготовлении отдельных деталей индуктора, в их подгонке и сборке на шаблоне с последующей пайкой и заключительной сборкой с навесными компонентами (спрейера, стяжки, изоляторы, магнитопроводы, нанесение термостойких и изоляционных покрытий и т.д.).
Большое разнообразие по конфигурации, типу использования и способу проведения термической обработки, делает индукторы весьма специализированными устройствами, как правило, предназначенными для решения конкретных задач.
Специфичность индукторов делает их серийное производство практически невозможным, а изготовление трудоемким и достаточно дорогим. Однако, использование индуктора в паре с современной индукционной установкой для термической обработки металлов имеет ряд преимуществ по сравнению с другими видами оборудования. Это:
- высокий коэффициент полезного действия (до 95%)
- отсутствие режимов предварительного прогрева агрегатов
- возможность частичного использования мощности и дозированного включения
- по времени нагрева – использование почти всей электроэнергии затрачиваемой индукционной установкой, только для нагрева заготовки
Экологический аспект использования такого оборудования также немаловажен. Индукционное оборудование является самым безопасным и экологически безвредным среди оборудования, предназначенного для решения задач термообработки.
Очевидный экономический эффект делает индукционное оборудование очень востребованным, и зачастую, незаменимым в современной тяжелой и легкой машиностроительной промышленности.
Наша компания на протяжении многих лет разрабатывает и производит индукционные ТВЧ-установки и индукторы. Полный цикл производства и специалисты, имеющие большой опыт разработки индукционного оборудования, позволяют нашей компании максимально быстро и качественно выполнять работы по проектированию и изготовлению индукторов любой сложности, предназначенных для выполнения различных задач термической обработки по нагреву под закалку, ковку, штамповку, пайку, наплавку, сварку и плавку металлов.
Смотрите дополнительно раздел Услуги.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Индукторы
ГЛАВНАЯ ДЕТАЛЬ В ИНДУКЦИОННОМ НАГРЕВЕ
Разработка индукторов
Индуктор – это неотъемлемая часть технологии индукционного нагрева, поскольку в нем протекает ток высокой частоты, создающий переменное магнитное поле в нагреваемом изделии. Его разработка является одним из самых значимых моментов в индукционной системе.
Его разработка является одним из самых значимых моментов в индукционной системе.
Правильно спроектированный индуктор обеспечивает точность и равномерность распределение тепла в детали, устойчивую работу источника питания. Это повышает эффективность оборудования и помогает в экономии энергоресурсов предприятия.
Вот почему так важно использовать индукторы, разработанные и изготовленные профессионально, желательно тем же производителем, что и индукционная установка.
Готовность к решениям
Сотрудники компании «Индукционные Машины» готовы решить ваши задачи по подбору и проектированию индукторов.
Наши собственные ресурсы и средства, используемые для разработки индукторов, позволяют нам изготавливать их практически для всех специальных применений.
Грамотный расчет, качественное изготовление с применением аргоннодуговой сварки и технологической оснастки, а также комплексные испытания на экспериментальном участке позволяют поддерживать высокое качество изготовленных нами индукторов, созданных с учетом потребностей и условий эксплуатации заказчика.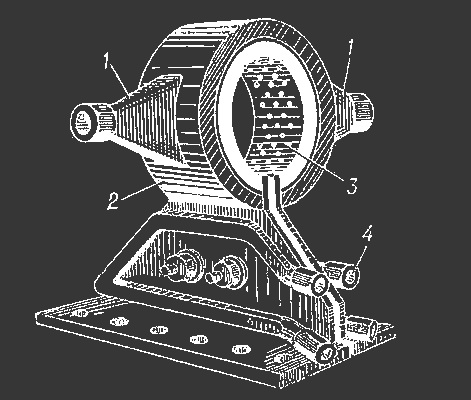
Также у нас имеется богатый опыт в изготовлении индукторов нестандартных размеров, что подтверждают изображения справа.
ПРИМЕРЫ ПРИМЕНЕНИЯ ИНДУКТОРОВ
Общество с ограниченной ответственностью
«Индукционные Машины»
ИНН 0278194207 КПП 027801001
ОГРН 1120280048030
ОКАТО 80401390000 ОКПО 12702813
ОКОГУ 4210014 ОКФС 16 ОКОПФ 12165
Тел: +7(347)285-75-13
e-mail: [email protected]
www: imltd.ru
Юридический адрес
450078, РБ, г.Уфа, ул. Владивостокская, 1а
Физический адрес
450071, г.Уфа, ул. 50 лет СССР, 39, корп.6
Почтовый адрес
450064, а/я 75
Индукционные Машины, 2017
Закалочные станки * Индукционные установки * Электротермическое оборудование * Индукционные вихревые нагреватели
Индуктор.
 Индуктор нагревательный. | мтомд.инфо
Индуктор нагревательный. | мтомд.инфоИндуктор нагревательный (лат. inductor, от induce — ввожу, нахожу, побуждаю) — электромагнитное устройство, предназначенное для индукционного нагрева. Индуктор нагревательный состоит из двух основных частей — индуктирующего провода, с помощью которого создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электрической энергии. Проводящее электрический ток тело, помещенное в магнитное переменное поле, нагревается вследствие теплового действия вихревых токов, наводимых в участках изделия, непосредственно охватываемых индуктирующим проводом.
Индукционная нагревательная установка
Индукционная печь. Схема индукционной печи.
В основном все типы нагревательных индукторов могут быть разделены на два вида: одновременного и непрерывно-последовательного нагрева. В первом случае площадь индуктирующего провода примерно равна площади нагреваемой поверхности, что позволяет одновременно нагревать все её участки.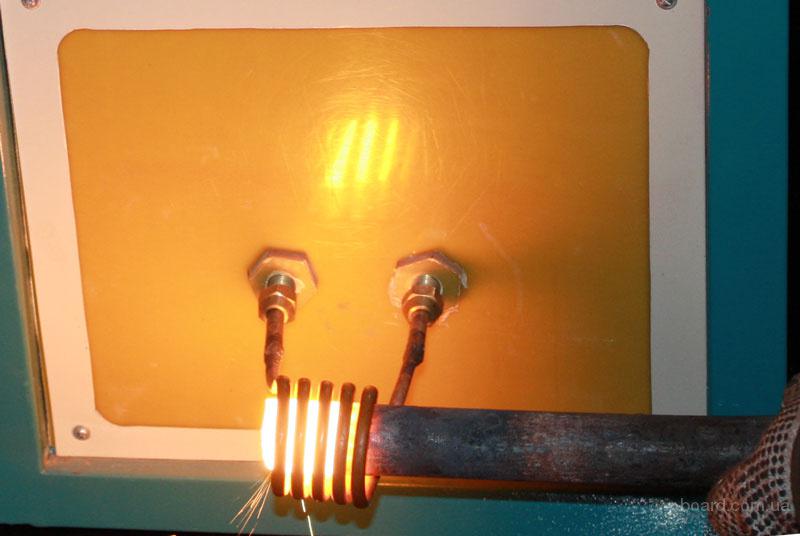 При втором способе нагреваемое изделие перемещают относительно индуктирующего провода, последовательно нагревая участки поверхности изделия.
При втором способе нагреваемое изделие перемещают относительно индуктирующего провода, последовательно нагревая участки поверхности изделия.
Существуют нагревательные индукторы для поверхностного нагрева и закалки различных изделий (деталей), для сквозного нагрева кузнечных заготовок, нагрева листового материала, для плавки металлов и др., различающиеся конструктивным выполнением, частотой питающего электрического тока, материалом магнитопровода индуктирующей системы и пр.
Поверхностная закалка стали. Закалка ТВЧ. Закалка стали ТВЧ. Установка для закалки ТВЧ. Закалка токами высокой частоты.
На рис. 1 показан индуктор нагревательный для нагрева под закалку простых цилиндрических деталей способом одновременного нагрева. Чтобы избежать перегрева и расплавления индуктирующего провода, его выполняют массивным. Такие нагревательные индукторы питают током с частотой 10 кгц. На поверхности индуктирующего провода расположены отверстия для подачи на нагретую деталь закалочной воды после выключения электрического тока. Таким образом одновременно охлаждается и сам индуктор нагревательный.
Таким образом одновременно охлаждается и сам индуктор нагревательный.
Рисунок 1 — Индуктор для закалки цилиндрических деталей способом одновременного нагрева
1 — воронки для выравнивания давления закалочной воды в камере 2; 3 — индуктирующий провод с отверстиями для выхода закалочной воды; 4 — трубопровод водяного охлаждения
Простейшим многовитковым нагревательным индуктором, предназначенным для закалки внутренних поверхностей деталей, является соленоид. Соленоидными нагревательными индукторами нагревают внутренние цилиндрические поверхности диаметром 50 мм и более. При диаметрах отверстий меньше 30 мм используют петлевые нагревательные индукторы с магнитопроводом (рис. 2), а для нагрева внутренних цилиндрических поверхностей диаметром меньше 15 мм — стержневые нагревательные индукторы в виде трубки, диаметр которой на несколько мм меньше диаметра обрабатываемого отверстия. Трубка по отношению к отверстию располагается коаксиально. Для сквозного нагрева кузнечных заготовок применяют нагревательные индукторы, изготавливаемые из трубки, которая при большой длине разделяется на несколько секций с отдельным охлаждением.
Рисунок 2 — Петлевой индуктор для закалки внутренних цилиндрических поверхностей способом одновременного нагрева при вращении закаливаемой детали
а — конструкция с отдельными камерами для охлаждения индуктора и выхода закалочной воды; б — конструкция без постоянного охлаждения
1 — магнитопровод; 2 — индуктирующий провод; 3 — трубопровод водяного охлаждения
Плоские поверхности изделий нагревают для закалки индуктором нагревательным с индуктирующим проводом в виде плоских спиралей или зигзагов (для малых нагреваемых площадей) либо непрерывно-последовательным способом нагрева с перемещением нагреваемой детали над индуктирующим проводом (рис. 3). Существуют секционированные нагревательные индукторы с отдельными подводами электрического тока к каждой секции; включая или выключая в определённом порядке секции, можно закаливать (нагревать) поверхности переменной ширины и требуемой формы. Нагрев торцевых поверхностей производится индуктором нагревательным зигзагообразной формы; для равномерного нагрева поверхности деталь вращают.
Рисунок 3 — Индуктор для закалки плоской поверхности непрерывно-последовательным способом
1 — индуктирующий провод; 2 — магнитопровод; 3 — душевое устройство для подачи закалочной воды; 4 — трубопровод водяного охлаждения
Листовой материал и ленты наиболее эффективно нагреваются в поперечном магнитном поле (рис. 4), при этом толщина листа должна быть меньше глубины проникновения тока (обычно на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни производят в петлевом индукторе нагревательном, охватывающем зуб с двух сторон. Чтобы закалить (см. Закалка стали) впадину между зубьями, индуктирующий провод располагают вдоль окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении внутрь впадин.
Индукционная нагревательная установка
Индукционная печь. Схема индукционной печи.
Рисунок 4 — Схема индукторов для нагрева листового материала в поперечном магнитном поле
а — при размещении индуктирующего провода с одной стороны нагреваемого листа; б — при размещении индуктирующего провода с обеих сторон нагреваемого листа
1 — индуктирующий провод; 2 — магнитопровод; 3 — ярмо магнитопровода
ТД Индуктор-Москва
АО Новозыбковский машиностроительный завод (прежнее наименование ОАО Новозыбковский завод «Индуктор») специализируется на выпуске широкой номенклатуры электротермического, сварочного и литейного оборудования. Изготовленное заводом оборудование эффективно используется на сотнях предприятий России, а так же странах СНГ, Европы и Азии.
Изготовленное заводом оборудование эффективно используется на сотнях предприятий России, а так же странах СНГ, Европы и Азии.
Уникальным электротермическим оборудованием от «Индуктора» оснащались производственные цеха КАМАЗа. Специальным электросварочным оборудованием производилось техническое перевооружение ПО Россельмаш под выпуск комбайнов серии Дон. Конвейерными отжиговыми печами оснащались отечественные заводы, выпускающие кинескопы к цветным телевизорам. Были освоены технологические газовые лазеры 2,5 кВт.
Завод располагает полным комплексом технологического оборудования, характерным для машиностроительного завода. Производственная структура завода включает в себя: заготовительный, механический, сборочно-сварочный, инструментальный цехи.
Станочный парк предприятия позволяет изготавливать детали различного типо-размера по требованиям заказчика в максимально короткие сроки (токарные, фрезерные, расточные, шлифовальные, зубообрабатывающие и другие работы).

На площадях сборочно-сварочного цеха (которые составляют 16 000 м2) имеется возможность изготавливать любые сварные металлоконструкции, производить сварочные работы в среде защитных газов (углекислого газа, аргона, гелия).
Сегодня предприятие выпускает тигельные индукционные плавильные печи для переплава как черных, так и цветных металлов, индукционные нагреватели различных модификаций и технологических назначений, широкий диапазон низкотемпературных сушильных печей с температурой нагрева до 300°С, высокотемпературные камерны печи сопротивления с температурой нагрева до 1300°С, высокочастотные генераторы мощностью от 40 кВт до 350 кВт и рабочей частотой 66 кГц, тиристорные преобразователи частоты ТПЧ мощностью до 800 кВт, высокочастотные установки для сварки пластмасс, многоэллектродные машины контактной сварки МТМ-160 для сварки арматурных сеток, применяемых в стройиндустрии, сварочные трансформаторы ТВК-75 и многое другое. ..
..
Опросные листы не требуются, мы работаем с техническими заданиями предварительно согласованными с заказчиками.
На всю продукцию имеются сертификаты соответствия стандартам РФ и разрешения Федеральной службы по экологическому, технологическому и атомному надзору!
10 факторов, обуславливающих использование метода обработки изделий на установках ТВЧ
Индуктивный метод термической обработки изделий, так называемая обработка на установках токов высокой частоты (ТВЧ), известен ещё со времён Советского Союза и был широко распространён на предприятиях машиностроения. Основными преимуществами установок ТВЧ являлись простота, надёжность и высокая скорость обработки изделий. Как правило, такой метод использовался в ремонтной службе предприятий или в инструментальных цехах.
Метод обработки (рис. 1) заключается в том, что нагреваемая деталь 1 помещается в электромагнитное высокочастотное поле индуктора 2. Энергия переменного тока индуктора передается в нагреваемую деталь пронизывающим её магнитным потоком, где индуктируются вихревые переменные токи высокой частоты. Плотность этих токов неравномерна по сечению, они вытесняются магнитным полем к поверхности нагреваемой детали: проявляется «поверхностный эффект». В связи с высокой плотностью индуктированных токов и происходит быстрый нагрев ее поверхностного слоя. Медный индуктор в процессе работы охлаждается водой, благодаря чему он не перегревается. Форма индуктора соответствует внешней форме обрабатываемого изделия, что обусловлено необходимостью учитывать постоянный зазор между индуктором и поверхностью обрабатываемого изделия.
1) заключается в том, что нагреваемая деталь 1 помещается в электромагнитное высокочастотное поле индуктора 2. Энергия переменного тока индуктора передается в нагреваемую деталь пронизывающим её магнитным потоком, где индуктируются вихревые переменные токи высокой частоты. Плотность этих токов неравномерна по сечению, они вытесняются магнитным полем к поверхности нагреваемой детали: проявляется «поверхностный эффект». В связи с высокой плотностью индуктированных токов и происходит быстрый нагрев ее поверхностного слоя. Медный индуктор в процессе работы охлаждается водой, благодаря чему он не перегревается. Форма индуктора соответствует внешней форме обрабатываемого изделия, что обусловлено необходимостью учитывать постоянный зазор между индуктором и поверхностью обрабатываемого изделия.
Рис. 1 Примеры расположения детали и индуктора на установке ТВЧ
Использование оборудования было ограничено активным распространением технологии термической обработки изделий в защитных атмосферах и вакууме, последовавшим за этим изменением требований к изделиям и высокая эффективность внедряемого режущего инструмента со сменными твердосплавными пластинами. Это заставило большую часть предприятий машиностроительного сектора отказаться от использования данного метода обработки.
Это заставило большую часть предприятий машиностроительного сектора отказаться от использования данного метода обработки.
Помимо внешних факторов причинами отказа предприятий от использования данного типа оборудования послужило отсутствие системы управления, отвечающей современным требованиям, сложность автоматизации существующих мощностей, необходимость наличия персонала с большим опытом его обслуживания и эксплуатации привлечение которого повышало экономическую эффективность из-за низкой степени защиты от ошибки в работе оборудования.
Развитие технологий в машиностроении и предъявление более жёстких требований к качеству обработки изделий стимулировало развитие оборудования для закалки ТВЧ.
Использование новейших разработок в области термообрабатывающего оборудования позволяет решать указанные выше вопросы.
Проектирование, изготовление, ввод в строй установок ТВЧ и внедрение технологий, обеспечивающих высокое качество обработки и соответствие результатов закалки изделий требованиям заказчика обязывают компанию производителя иметь богатый инженерный опыт и быть в курсе новых разработок в станкостроении, термической обработке изделий и материаловедении. Поэтому перечень компаний, предлагающих качественное и надёжное оборудование данного типа, не столь велик. Одной из них является компания TECNO Induzione (Италия).
Поэтому перечень компаний, предлагающих качественное и надёжное оборудование данного типа, не столь велик. Одной из них является компания TECNO Induzione (Италия).
Во время семинара «Современное европейское оборудование и технологии для термообработки», проводившегося на базе ЦТМ компании ФИНВАЛ в марте этого года, специалистам предприятий было представлено современное оборудование для термической обработки изделий методом индукции токами высокой частоты.
Данное оборудование (рис.2) имеет в своём составе систему управления, выполненную на базе промышленного компьютера, приспособления для осуществления автоматической подачи, загрузки и выгрузки изделий, приводы для перемещения индуктора и обрабатываемой детали, системы контроля соответствия детали геометрическим размерам, положению и качеству обработки изделия.
Рис. 2 Примеры установок ТВЧ производства компании TECNO Induzione
Сотрудники технического центра компании ФИНВАЛ, руководствуясь требованиями и пожеланиями специалистов предприятий готовы оказать содействие и подобрать оборудование, наиболее полно отвечающее требованиям конечного потребителя.
Технологические возможности компании TECNO Induzione, а также богатый инженерный и конструкторский опыт её специалистов позволяют производить оборудование с учётом широкого перечня требований и пожеланий конечных потребителей. Гамма выпускаемого компанией оборудования достаточно широка: начиная от несложной установки, позволяющей производить не более одной операции термической обработки, до высокотехнологичного многопозиционного комплекса, осуществляющего одновременно несколько операций: загрузку и выгрузку, закалку, отпуск, мойку и сушку.
-
Особенности и преимущества использования современного оборудования с индуктивным методом нагрева:
- проведение обработки изделий, изготовленных из материалов, требующих охлаждения на воду, масло или водный раствор полимера, например из низколегированных и углеродистых сталей с содержанием углерода более 0,8%;
- обеспечение высокой поверхностной твёрдости при условии сохранения мягкой, вязкой сердцевины материала изделия, что позволяет повторять результаты химико-термической обработки сплавов, в частности – азотирования;
- короткая длительность цикла обработки изделия;
- возможность обработки изделий с переменной толщиной стенки;
- возможность проведения местной термообработки;
- универсальность оборудования за счёт быстрой перенастройки, смены инструмента (индуктора), осуществление на установке одновременно несколько технологических операций или обработки нескольких изделий;
- возможность сохранения технологической программы обработки изделий и построение графиков параметров технологического цикла, составление программы обработки изделий и их сохранение на независимом носителе заказчика;
- практически полное отсутствие окисления поверхности за счёт очень короткого времени обработки;
- возможность проведения обработки изделий в атмосфере защитного газа;
- разработка, изготовление и внедрение оборудования в существующее на предприятии заказчика производство.

Входящая в состав оборудования система поверки результатов обработки изделий позволяет производить в автоматическом режиме отслеживание состояние деталей на предмет наличия трещин или изменения их геометрии вследствие оплавления, а также тестирует изделия на поверхностную твёрдость.
Наличие в составе оборудования современных систем управления позволяет обеспечивать высокий уровень повторяемости обработки изделий и в полной мере исключить влияние человеческого фактора.
ГК ФИНВАЛ открывает перед специалистами российских предприятий новые перспективы использования индуктивного метода термической обработки на оборудовании компании TECNO Induzione, что обеспечит высокое качество изделий с сохранением высокой производительности.
Начальник отдела
термического оборудования
ГК ФИНВАЛ
Тимошенко В.В.
(PDF) Разработка индукторов для объемной и поверхностной термообработки сварных стыковых соединений железнодорожных рельсов
48 ISSN 0957-798X ЖУРНАЛ «ПАТОН СВАРОЧНЫЙ ЖУРНАЛ», № 5, 2020
ПРОМЫШЛЕННЫЙ
Дальнейшие исследования должны быть сосредоточены на производстве раскола
индуктор без магнитных цепей для поверхности HT
зон неполной рекристаллизации, образующихся после выполнения
объемной HT.
Выводы
1. Современное развитие железнодорожного транспорта
идет по пути строительства непрерывного пути
с применением новых высокопрочных рельсов из
легированных сталейповышенной прочности и износостойкости.
Жесткие требования предъявляются также к сварным стыковым стыкам
рельсов как составной части непрерывного пути
. Достижение нормализации металла, снижение неустойчивых остаточных напряжений в зоне сварного соединения
за счет выполнения ТО и повышение его качества
является актуальной задачей.
2. Реализация предложенной концепции объемной
и поверхностной индукционной термообработки ЗТВ сварных стыковых соединений
рельсов позволит изготавливать
нормированных металлоконструкций, что будет способствовать улучшению характеристик металла
.
3. Исходя из проведенных расчетов и экспериментов, анализ особенностей геометрических
форм и веса рельса на различных участках составил
основу для разработки раздельных индукторов без
магнитных цепей. за возможность проведения
за возможность проведения
объемной и поверхностной индукционной термообработки.
4. Проведены эксперименты по выполнению плавки
сварного стыкового соединения рельсов типа Р65 на опытном образце
разработанного разъемного индуктора сложной формы
без магнитопроводов на частоте тока
. 2.4 кГц показали приемлемые для объемной термообработки
рельсов значения равномерности нагрева, предельные температуры —
температуры и скорости нагрева основных рабочих зон
рельса, как на поверхности, так и в глубине узких мест.
рядная зона нагрева 40 мм.
5. Разработка опытного образца комбинированного индуктора комбинированного типа
без магнитопровода
по проведенным расчетам и проведенным экспериментам по разогреву стыкового стыка рельса типа
R65. , подтвердили правильность расчета модели
индукционной системы «индуктор – заготовка».
1. Губатюк Р.С. (2019) Термическая обработка сварных соединений высокопрочных рельсов
(Обзор). The Paton Welding J.,
The Paton Welding J.,
2, 41–48.
2. Тарас П., Фиретяну В. (2010) Индукторы для непрерывного индукционного нагрева рельсов. Индукционный Нагрев, 14 (4), 21–26 [на
русск.].
3. Скобло Т.С., Сапожков В.Е., Александрова Н.М., Си-
дашенко А.И. (2014) Качество термически упрочненных рельсов
и оснований рельсов.Исследования. Теория. Оборудование. Технол-
огы. Операция. Эд. Автор: Т.С. Скобло. Харьков, ООО «Щедра»
Садыба Плюс.
4. Пантелеймонов Е.А., Письменный А.А. (2015) Индуктор для непрерывного нагрева
при закалке головки рельсов. Pa-
тонн Сварка J., 3–4, 74–76.
5. Панов В.И. (2018) Оценка технологической наследственности металла
монолитных конструкций перед их ремонтной сваркой.Сварш-
чик, 1, 9–11.
6. (2005) ДСТУ 4344: 2004 — Рельсы нормальные для железных дорог с полной колеей.
Общие характеристики. Киев, Госпотребстандарт Украины [на
укр.].
7. (2013) http://magnit-m.ru/catalog/ustanovki-induktsionnogo-
нагрева-твч / термообработка-сварных-рельсовых-стыков /
uin-001-100-rt-p
8. (2013) http://magnit-m.ru/catalog/ustanovki-induktsionnogo-
нагрева-твч / термообработка-сварных-рельсовых-стыков /
уин-001-100-р-цм
9.Чжань Синьвэй, Ван Шуцин, Шао Яндао, у. al. (2015)
Бесконтактное размыкающее / закрывающее устройство индукционного нагрева
Тиски для сварных швов рельсов. China Pat. CN 201510540567.
10. Дин Вэй, Сун Хунту, Ли Ли, at. al (2012) Устройство термообработки —
сварочного шва стального рельса. China Pat. CN
201120285569.
11. Письменный О.С., Письменный П.О., Проколев О.С., Юхи-
Менко Р.В., Губатюк Р.С. (2012) Индукционная установка для термообработки
сварных соединений рельсов. Украина Пат. на полезность
модель UA 75027 [на украинском языке].
12. Пантелеймонов, Э.О. (2017) Комплекс термической обработки
сварных соединений рельсов на месте. Украина Пат. по моде утилиты —
Украина Пат. по моде утилиты —
эл 114593 [на украинском языке].
13. Письменный О.С., Пантелеймонов Е.О., Рымарь С.В., Гу-
батюк Р.С. (2017) Индукционная установка для термообработки
сварных соединений рельсов.Украина Пат. на полезную модель
116086 [на украинском языке].
14. Пантелеймонов Е.О., Губатюк Р.С. (2016) Индукционное устройство
для термообработки сварных соединений рельсов. Украина Пат.
На полезную модель 109123 [на украинском языке].
15. Чжан, X., Ван, С. (2005) Исследования по улучшению упрочнения
головок рельсов. Техника на железной дороге. Proc. Общества восточноазиатских исследований транспорта,
, 5, 263–271.
16.Слухоцкий А.А., Рыскин С.Г. Индукторы для индукционного нагрева
. Ленинград, Энергия.
17. Резанов В.М., Федин А.В., Башлыков А.В. ((2013) Дифференциальное упрочнение сварных соединений рельсов
. Вестник ВНИИЖТ, 2,
28–34.
18. Шамов А.Н., Бодажков В.А. (1963) Устройство и работа
Шамов А.Н., Бодажков В.А. (1963) Устройство и работа
высокочастотные установки.Москва, Ленинград, Машгиз
.
19. Бар, И.Г., Полевой С.В. (1989 г.) Ремонт ЛЭП
линии. Москва, Энергоатомиздат.
Поступила 22.03.2020
(PDF) Индукционное борирование сталей
НЕОРГАНИЧЕСКИЕ МАТЕРИАЛЫ: ПРИКЛАДНЫЕ ИССЛЕДОВАНИЯ Vol. 6 № 4 2015
ИНДУКЦИОННАЯ РАССТОЯНИЕ СТАЛИ 387
были скорректированы для получения адекватных результатов.
Относительная погрешность расчета не превышала 10
–4
.
Расчеты температурных полей в диапазоне скоростей
В
x
= 0.1–1 см / с и удельной мощности
Вт
= 1,5–
2,0 кВт / см
2
продемонстрировали, что при выбранной конфигурации
индуктора (индуктора петлевого типа) поверхность
температура в области максимального нагрева
поддерживается на уровне 1200–1300 К не менее
несколько секунд. Распределения концентрации бора
Распределения концентрации бора
по глубине, установленные в конце следующего цикла
, полученные при варьировании таких параметров, как
V
x
,
T
init
, и
q
B
, показаны на фиг.6 и 7. Наивысшее приближение
экспериментально определенных распределений добытого бора
, рассчитанных по модели
, было получено именно в случае пасты
на основе аморфного бора (см. Рис. 6). Однако расчет
был основан как на более широком диапазоне температур
борирования, так и на увеличенном значении потока
атомов бора на поверхности: для вариантов с карбидом бора
,
T
init
= 1230 К, а для аморфного бора
T
init
= 1000 K; с карбидом бора,
q
B
= 2
×
10
14
ат / м
2
с,
и для аморфного бора
q
q 9000 = 3
×
10
14
ат / м
2
с. Это
Это
следует ожидать из-за более простого механизма термического разложения пасты
.
Расхождение расчетных результатов
с экспериментальными не превышало 15%. Таким образом,
позволяет предположить правильность разработанной комбинированной математической модели
легирования стали бором
при высококонцентрированном индукционном нагреве
(HCIH).
ВЫВОДЫ
Проведенные промышленные испытания режущего инструмента
с борированным поверхностным слоем показали, что разработанный метод
по сравнению с ранее известным методом лазерной закалки
равен 2.Производительность в 5 раз выше
и более чем в 10 раз экономичнее. Разработана модель электромагнитного, теплового и диффузионного процессов
и получено удовлетворительное согласие
расчетных глубин диффузионного борирования
и экспериментальных данных.
СПИСОК ЛИТЕРАТУРЫ
1. Поляк М.С.,
Технологии упрочнения
. М .: Машиностроение, 1995,
М .: Машиностроение, 1995,
т.1.
2. Гурьев А.М., Власова О.А., Лыгденов Б.Д., Гар
маева И.А., Кириенко А.М., Иванов С.Г., Ther
Моциклическое борирование как метод повышения прочности
инструментальных сталей,
Ползуновский Альманах
, 2007 г., вып. 1,
с. 85–88.
3. Мишустин Н.М., Иванайский В.В., Ишков А.В.,
Состав, структура и свойства износостойких покрытий
, полученных на сталях 65Г и 50ХГА на рапид
ТВЧборатинг,
Изв.Томск. Политехн. Univ.
, 2012,
т. 320, нет. 2. С. 68–72.
4. Дашеев Д.Е., Семенов А.П., Смирнягина Н.Н.,
Математическое моделирование и особенности электронного пучка
борирование низкоуглеродистых сталей в вакууме,
Хим. Физ.
Мезоск.
, 2012, т. 14. С. 417–421.
5. Кеддам М. и Чегрун Р. Модель для изучения
кинетики образования боридных слоев Fe
2
B на поверхности
серого чугуна,
Прил. Серфинг. Sci.
Серфинг. Sci.
, 2010, т. 256,
с. 5025–5030.
6. Кеддам М. Моделирование кинетики роста бислоя
(FeB / Fe
2
B), полученного на борированной нержавеющей стали
,
Прил. Серфинг. Sci.
, 2011, т. 257. С. 2004–2010.
7. Щукин, В.Г. , Марусин В.В. Моделирование поглощения энергии
в стали при ее обработке мощными высокочастотными импульсами
переменной частоты,
Дж.Appl.
мех. Техн. Phys.
, 2004, т. 45, нет. 6. С. 902–914.
8. Флетчер, А.Дж.,
Создание термического напряжения и деформации при
Термическая обработка
, Лондон: Elsevier Science, 1989.
9. Демердаш, Н.А., Гилотт, Д.Х., Новый подход
для определения вихревые токи и проникновение потока
в нелинейных ферромагнетиках,
Ж. Тех. Физ.,
1974, т. 10. С. 682–685.
10. Корицкий Ю.В.,
Электротехнические материалы
(Электротехнические материалы
), М . : Энергия, 1976.
: Энергия, 1976.
11. Готье, Б., Дюпюи, Ю. и Prudon, G.,
Коррекция профиля глубиныSIMS для исследования первой стадии
диффузии бора в кремнии,
Nucl. Instrum.
Методы Физ. Res., Sec. В
1998, т. 142, стр. 361–376.
12. Ляхович, Л.С. и Ворошнин, Л.Г.,
Борирование стали
(Борирование стали), М .: Металлургия, 1978.
Перевод И. Мошкина
PHILIPS 46INCH LCD TVCHASSIS PL13.14 РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Pdf Скачать
Service Manual
ТИП A
46PFL3608 / F7
46PFL3908 / F7
46PFL3908 / F8
46PFL3608 / F7 A PHILIPS
ТИП B
46PFL3708 / F7
46PFL3708 / F8
В данном сервисном руководстве содержится информация о различных типах моделей.
Обязательно обратитесь к разделу с описанием вашей модели.
В данном сервисном руководстве содержится информация о различных типах моделей.
Обязательно обратитесь к разделу с описанием вашей модели.
© 2014 Funai Electric Co., Ltd.
Все права защищены. Запрещается воспроизводить, копировать, передавать, распространять, переписывать никакую часть этого руководства.
загружены или сохранены на любом носителе данных, в любой форме и для любых целей без явного предварительного письменного
согласие Фунаи.Кроме того, любое несанкционированное коммерческое распространение данного руководства или любой его версии
строго запрещено.
Информация в этом документе может быть изменена без предварительного уведомления. Funai оставляет за собой право изменять содержание
без обязательства уведомлять какое-либо лицо или организацию о таких изменениях.
с
без явного письменного согласия Funai. Все другие товарные знаки, упомянутые здесь, остаются исключительной собственностью
.их владельцев.Ничто, содержащееся в этом руководстве, не должно толковаться как подразумевающее предоставление
в противном случае, любая лицензия или право на использование любого из товарных знаков, представленных здесь. Неправильное использование любых товарных знаков или любых
Неправильное использование любых товарных знаков или любых
другое содержимое данного руководства строго запрещено. Funai будет активно обеспечивать соблюдение своих прав интеллектуальной собственности
по всей строгости закона.
ФИЛИПС
(серийный номер: DS1, DS2)
ФИЛИПС
(серийный номер: DS1, DS2)
ФИЛИПС
(серийный номер: XA1, XA2)
(серийный номер: DS3)
ФИЛИПС
(серийный номер: DS1)
ФИЛИПС
(серийный номер: XA1)
design является зарегистрированным товарным знаком Funai Electric Co., Ltd и не может быть использован каким-либо образом
шасси PL13.14
Содержание
46-дюймовый ЖК-телевизор
140224
Закалочный агрегат твч. Поверхностное упрочнение (HFC)
Закалка сталей токами высокой частоты (ТВЧ) — один из распространенных методов поверхностной термообработки, позволяющий повысить твердость поверхности заготовок. Подходит для деталей из углеродистой, конструкционной стали или чугуна. Индукционная закалка HFC — один из самых экономичных и технологичных методов закалки. Он дает возможность упрочнить всю поверхность детали или отдельные ее элементы или зоны, испытывающие основную нагрузку.
Подходит для деталей из углеродистой, конструкционной стали или чугуна. Индукционная закалка HFC — один из самых экономичных и технологичных методов закалки. Он дает возможность упрочнить всю поверхность детали или отдельные ее элементы или зоны, испытывающие основную нагрузку.
В этом случае незакаленные вязкие слои металла остаются под закаленной твердой внешней поверхностью заготовки. Такая конструкция снижает хрупкость, увеличивает долговечность и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Технология высокочастотной закалки
Поверхностная закалка HFC — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основными этапами поверхностного упрочнения ТВЧ являются индукционный нагрев до высокой температуры, выдержка при ней и быстрое охлаждение. Нагрев при закалке ТВЧ осуществляется с помощью специальной индукционной установки. Охлаждение осуществляется в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) или путем разбрызгивания ее на деталь из специальных душевых установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важно выбрать правильную температуру, которая зависит от используемого материала.
По содержанию углерода стали подразделяются на доэвтектоидные — менее 0,8% и заэвтектоидные — более 0,8%. Сталь с содержанием углерода менее 0,4% не закаляется из-за низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит.Это происходит в диапазоне 800-850 ° С. Затем заготовка быстро охлаждается. При резком охлаждении аустенит превращается в мартенсит, имеющий высокую твердость и прочность. Короткое время выдержки дает возможность получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают разрастаться и остаются мелкими. Такая стальная конструкция имеет высокую твердость и в то же время низкую хрупкость.
Заэвтектоидные стали нагреваются несколько ниже, чем заэвтектоидные, до температуры 750-800 ° С, т. Е. Частично закалены.Это связано с тем, что при нагревании до этой температуры, помимо образования аустенита в металлическом расплаве, остается нерастворенным небольшое количество цементита, твердость которого выше, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне углерод, не успевший полностью раствориться, образует твердые карбиды.
Частично закалены.Это связано с тем, что при нагревании до этой температуры, помимо образования аустенита в металлическом расплаве, остается нерастворенным небольшое количество цементита, твердость которого выше, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне углерод, не успевший полностью раствориться, образует твердые карбиды.
В переходной зоне при закалке HFC температура близка к температуре перехода, и с остатками феррита образуется аустенит.Но, поскольку переходная зона остывает не так быстро, как поверхность, а остывает медленно, как при нормализации. При этом улучшается структура в этой зоне, она становится мелкозернистой и однородной.
Перегрев поверхности заготовки способствует росту кристаллов аустенита, что отрицательно сказывается на хрупкости. Недогрев предотвращает превращение полностью ферритно-перритной структуры в аустенит, и могут образовываться незатвердевшие пятна.

После охлаждения на поверхности металла остаются высокие сжимающие напряжения, повышающие эксплуатационные свойства детали.Необходимо устранить внутренние напряжения между поверхностным слоем и серединой. Это делается с помощью низкотемпературного отпуска — выдержки в печи при температуре около 200 ° C. Чтобы избежать появления микротрещин на поверхности, необходимо минимизировать время между закалкой и отпуском.
Также можно провести так называемый самоотпуск — деталь охлаждается не полностью, а до температуры 200 ° C, при этом тепло остается в ее сердцевине. Затем деталь должна медленно остыть.Это уравновесит внутренние напряжения.
Индукционная установка
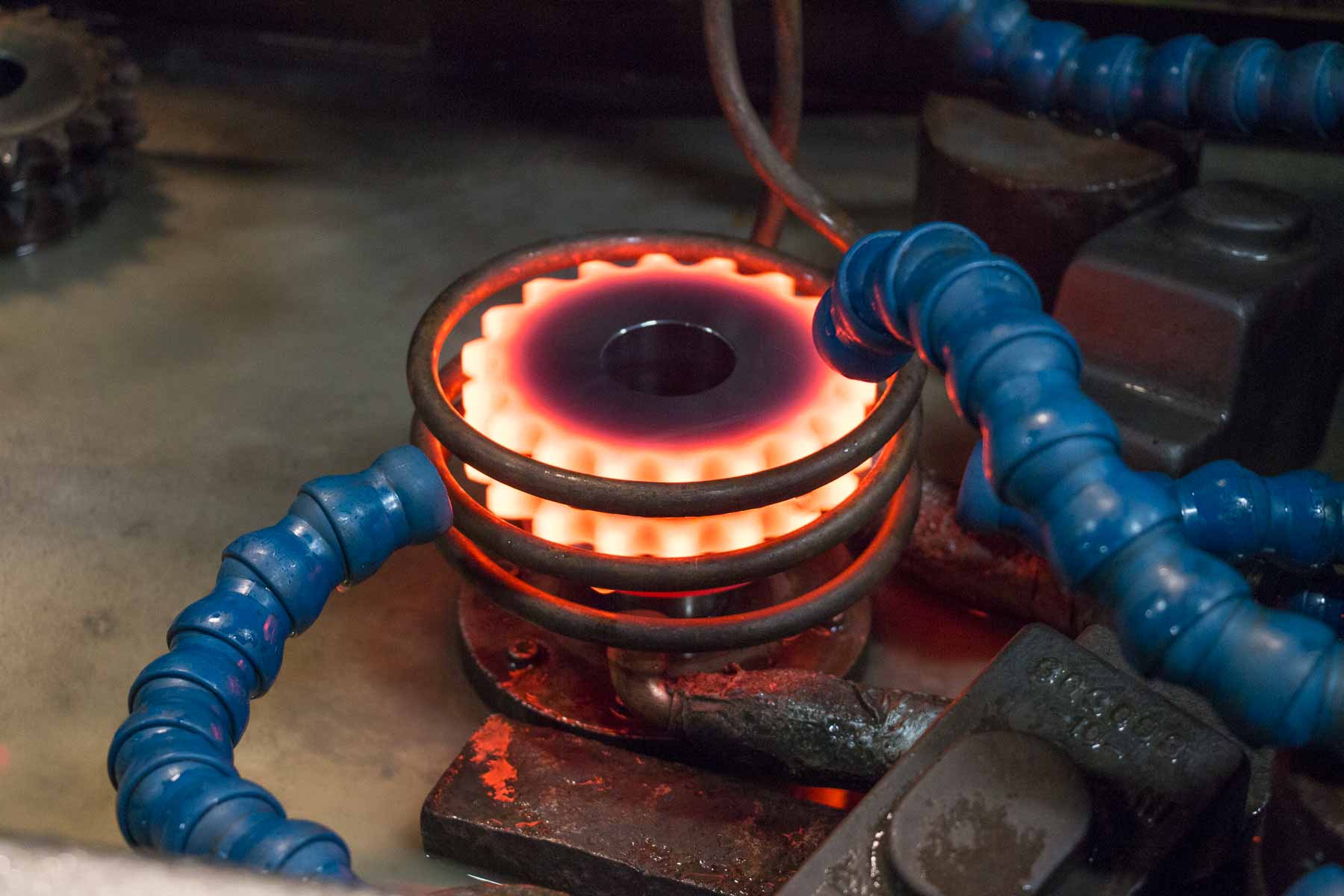
Индукционная установка для термообработки высокочастотного тока представляет собой высокочастотный генератор и индуктор для закалки высокочастотного тока. Закалываемая деталь может располагаться внутри индуктора или рядом с ним. Индуктор выполнен в виде катушки с намотанной на нее медной трубкой. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь.Это электромагнитное поле индуцирует в заготовке вихревые токи, известные как токи Фуко. Такие вихревые токи, проходя сквозь слои металла, нагревают его до высокой температуры.
Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь.Это электромагнитное поле индуцирует в заготовке вихревые токи, известные как токи Фуко. Такие вихревые токи, проходя сквозь слои металла, нагревают его до высокой температуры.
Отличительной особенностью индукционного нагрева с применением ТВЧ является прохождение вихревых токов по поверхности нагреваемой детали. Таким образом нагревается только внешний слой металла, и чем выше частота тока, тем меньше глубина нагрева и, соответственно, глубина закалки ТВЧ. Это позволяет упрочнить только поверхность заготовки, оставляя внутренний слой мягким и жестким, чтобы избежать чрезмерной хрупкости.Более того, глубину упрочненного слоя можно регулировать, изменяя текущие параметры.
Повышенная частота тока позволяет сконцентрировать большое количество тепла на небольшой площади, что увеличивает скорость нагрева до нескольких сотен градусов в секунду. Эта высокая скорость нагрева перемещает фазовый переход в зону с более высокой температурой. В этом случае твердость увеличивается на 2-4 единицы, до 58-62 HRC, чего нельзя добиться при объемной закалке.
Эта высокая скорость нагрева перемещает фазовый переход в зону с более высокой температурой. В этом случае твердость увеличивается на 2-4 единицы, до 58-62 HRC, чего нельзя добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо обеспечить одинаковый зазор между индуктором и заготовкой по всей поверхности закалки, необходимо исключить взаимные контакты.По возможности это обеспечивается вращением заготовки в центрах, что обеспечивает равномерный нагрев и, как следствие, такую же структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько исполнений:
- одно- или многооборотный кольцевой — для нагрева внешней или внутренней поверхности деталей в виде тел вращения — валов, колес или отверстий в них; петля
- — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонные — для нагрева деталей сложной или неправильной формы, например, зубьев шестерен.

В зависимости от формы, размера и глубины упрочняющего слоя используются следующие режимы закалки ТВЧ:
- одновременный — сразу нагревается вся поверхность заготовки или определенная зона, затем одновременно охлаждается ;
- непрерывно-последовательный — нагревается одна зона детали, затем при перемещении индуктора или детали нагревается другая зона, а предыдущая охлаждается.
Одновременный HFC-нагрев всей поверхности требует больших энергозатрат, поэтому его выгоднее использовать для упрочнения мелких деталей — валков, втулок, штифтов, а также элементов деталей — отверстий, шейки и т. Д.После нагрева деталь полностью опускается в емкость с охлаждающей жидкостью или заливается струей воды.
Непрерывная последовательная закалка HFC позволяет упрочнять крупные детали, например, зубчатые венцы, так как в этом процессе нагревается небольшая площадь детали, что требует меньшей мощности генератора HFC.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки; качество и твердость всей поверхности зависит от ее скорости и однородности. Охлаждение происходит в баках с охлаждающей жидкостью или распылителем. Для качественного застывания необходимо поддерживать стабильную температуру охлаждающей жидкости и не допускать ее перегрева. Отверстия в распылителе должны быть одинакового диаметра и равномерно расположенными, чтобы обеспечить одинаковую металлическую структуру на поверхности.
Охлаждение происходит в баках с охлаждающей жидкостью или распылителем. Для качественного застывания необходимо поддерживать стабильную температуру охлаждающей жидкости и не допускать ее перегрева. Отверстия в распылителе должны быть одинакового диаметра и равномерно расположенными, чтобы обеспечить одинаковую металлическую структуру на поверхности.
Чтобы предотвратить перегрев индуктора во время работы, вода постоянно циркулирует по медной трубке. Некоторые индукторы выполнены совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаются отверстия, через которые холодная вода поступает в горячую часть и охлаждает ее.
Преимущества и недостатки
Закалка деталей HDTV имеет как достоинства, так и недостатки. К преимуществам можно отнести следующие:
- После закалки HFC деталь сохраняет мягкую середину, что значительно увеличивает ее сопротивление пластической деформации.
- Эффективность процесса закалки деталей HFC обусловлена тем, что нагревается только поверхность или область, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо наладить процесс, и тогда он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точного расчета и регулировки глубины закаленного слоя.
- Метод непрерывной последовательной закалки позволяет использовать оборудование малой мощности.
- Короткое время нагрева и выдержки при высоких температурах способствует отсутствию окисления, обезуглероживанию верхнего слоя и образованию накипи на поверхности детали.
- Быстрый нагрев и охлаждение приводит к меньшему короблению и уменьшению свинца, что снижает припуск на чистовую обработку.
Но индукционные установки экономически целесообразно использовать только в серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодна.Для некоторых деталей сложной формы при производстве индукционной машины очень сложно или невозможно получить однородный упрочненный слой. В таких случаях используются другие виды поверхностной закалки, например, закалка пламенем или закалка в объеме.
Закалка стали делается для придания металлу большей прочности. Не все изделия затвердевают, а только те, которые часто изнашиваются и повреждаются снаружи. После затвердевания верхний слой изделия становится очень прочным и защищенным от появления коррозии и механических повреждений.Закалка токами высокой частоты дает возможность добиться именно того результата, который нужен производителю.
Почему закалка HFC
Когда есть выбор, вопрос «почему?» Часто возникает. Почему стоит выбрать закалку HFC, если есть другие методы закалки металла, например, использование горячего масла. Закалка
HFC имеет множество преимуществ, благодаря которым в последнее время стала активно применяться.
- Под действием токов высокой частоты достигается равномерный нагрев по всей поверхности изделия.
- Программное обеспечение индукционной машины может полностью контролировать процесс закалки для получения более точных результатов. Закалка
- HFC дает возможность нагреть изделие на необходимую глубину.

- Индукционная установка позволяет снизить количество брака при производстве. Если при использовании горячих масел на изделии очень часто образуются накипи, то нагрев ГФУ полностью это устраняет. Закалка HFC снижает количество бракованной продукции.
- Индукционная закалка надежно защищает продукт и позволяет повысить производительность на предприятии.
Индукционный нагрев имеет много преимуществ. Есть один недостаток — в индукционном оборудовании очень сложно закалить изделие сложной формы (многогранники).
Закалочное оборудование HFC
Для закалки ТВЧ, современное индукционное оборудование … Индукционная установка компактна и позволяет обрабатывать значительное количество изделий в короткие сроки. Если предприятию необходимо постоянно закаливать изделия, то лучше всего приобрести закалочный комплекс.
В закалочный комплекс входят: закалочная машина, индукционная установка, манипулятор, модуль охлаждения, а при необходимости может быть добавлен комплект индукторов для закалки изделий различной формы и размеров.
Закалочное оборудование HFC Отличное решение для качественной закалки металлических изделий и получения точных результатов в процессе трансформации металла.
Впервые закалка деталей индукционным нагревом была предложена В.П. Володин.Это было почти столетие назад — в 1923 году. А в 1935 году этот вид термической обработки начали применять для закалки стали. Популярность закалки сегодня сложно переоценить — она активно применяется практически во всех отраслях машиностроения, также большим спросом пользуются установки для закалки на ТВЧ.
Для увеличения твердости упрочненного слоя и увеличения ударной вязкости в центре стальной детали необходимо использовать высокочастотную поверхностную закалку. В этом случае верхний слой детали нагревается до температуры застывания и резко охлаждается.Важно, чтобы свойства сердечника детали оставались неизменными. Поскольку центр детали сохраняет свою прочность, сама деталь становится прочнее.
Закалкой HFC можно упрочнить внутренний слой легированной детали; применяется для среднеуглеродистых сталей (0,4-0,45% C).
Преимущества закалки HDTV:
- При индукционном нагреве меняется только необходимая часть детали, этот метод более экономичен, чем обычный нагрев.Кроме того, закалка HDTV занимает меньше времени;
- Закалка стали HFC позволяет избежать появления трещин, а также снизить риск брака из-за коробления.
- При нагреве HFC не происходит выгорания углерода и образования накипи;
- При необходимости возможно изменение глубины упрочненного слоя;
- Упрочнение HFC позволяет улучшить механические свойства стали
- При использовании индукционного нагрева можно избежать появления деформаций;
- Автоматизация и механизация всего процесса отопления на высоком уровне.
Однако упрочнение HDTV также имеет недостатки. Так, некоторые сложные детали очень проблематично обрабатывать, а в некоторых случаях индукционный нагрев совершенно недопустим.
Закалка сталиHFC — разновидностей:
Стационарная закалка HDTV. Применяется для упрочнения мелких плоских деталей (поверхностей). При этом положение детали и ТЭН сохраняется постоянно.
Применяется для упрочнения мелких плоских деталей (поверхностей). При этом положение детали и ТЭН сохраняется постоянно.
Непрерывная последовательная закалка HDTV … При закалке этого типа деталь либо перемещается под нагреватель, либо остается на месте.В последнем случае сам утеплитель перемещается в сторону детали. Эта закалка HFC подходит для обработки плоских и цилиндрических деталей, поверхностей.
Тангенциальная непрерывно-последовательная закалка HDTV … Используется для однократного нагрева очень маленьких цилиндрических деталей, которые прокручиваются один раз.
Ищете качественное закалочное оборудование? Тогда обращайтесь в научно-производственную компанию «Амбит». Мы гарантируем, что каждая производимая нами закалочная установка HDTV является надежной и высокотехнологичной.
Индукционный нагрев различных резцов перед пайкой, закалкой,
Блок индукционного нагрева IHM 15-8-50
Индукционная пайка, закалка (ремонт) дисковых пил,
установка индукционного нагрева ИХМ 15-8-50
Индукционный нагрев различных резцов перед пайкой, закалка
Многие ответственные детали подвержены истиранию и одновременно ударным нагрузкам. Такие детали должны иметь высокую твердость поверхности, хорошую износостойкость и в то же время не быть хрупкими, то есть не разрушаться при ударах.
Такие детали должны иметь высокую твердость поверхности, хорошую износостойкость и в то же время не быть хрупкими, то есть не разрушаться при ударах.
Высокая твердость поверхности деталей при сохранении твердости и прочности сердечника достигается за счет поверхностного упрочнения.
Из современных методов поверхностной закалки, наиболее распространенными в машиностроении являются следующие: закалка при нагреве токами высокой частоты (ВЧВ) ; гашение пламени и тушение в электролите.
Выбор того или иного метода поверхностного упрочнения определяется технологической и экономической целесообразностью.
Тушение при нагреве токами высокой частоты. Этот метод является одним из наиболее эффективных методов поверхностного упрочнения металлов. Открытие этого метода и разработка его технологических основ принадлежит талантливому русскому ученому В.П. Вологдин.
Высокочастотный нагрев основан на следующем явлении. Когда переменный электрический ток высокой частоты проходит через медный индуктор, вокруг него образуется магнитное поле, которое проникает в стальную деталь, расположенную в индукторе, и наводит в ней вихревые токи Фуко. Эти токи вызывают нагрев металла.
Эти токи вызывают нагрев металла.
Нагревательная особенность HDTV заключается в том, что вихревые токи, наводимые в стали, не распределяются равномерно по сечению детали, а отводятся обратно к поверхности. Неравномерное распределение вихревых токов приводит к неравномерному нагреву: поверхностные слои очень быстро нагреваются до высоких температур, а сердечник либо совсем не нагревается, либо нагревается незначительно из-за теплопроводности стали. Толщина слоя, через который протекает ток, называется глубиной проникновения и обозначается буквой δ.
Толщина слоя в основном зависит от частоты переменного тока, удельного сопротивления металла и магнитной проницаемости. Эта зависимость определяется по формуле
δ = 5,03-10 4 корня из (ρ / μν) мм,
где ρ — удельное электрическое сопротивление, Ом · мм 2 / м;
мкм, — магнитная проницаемость, гс / э;
v — частота, Гц.
Формула показывает, что с увеличением частоты глубина проникновения индукционных токов уменьшается.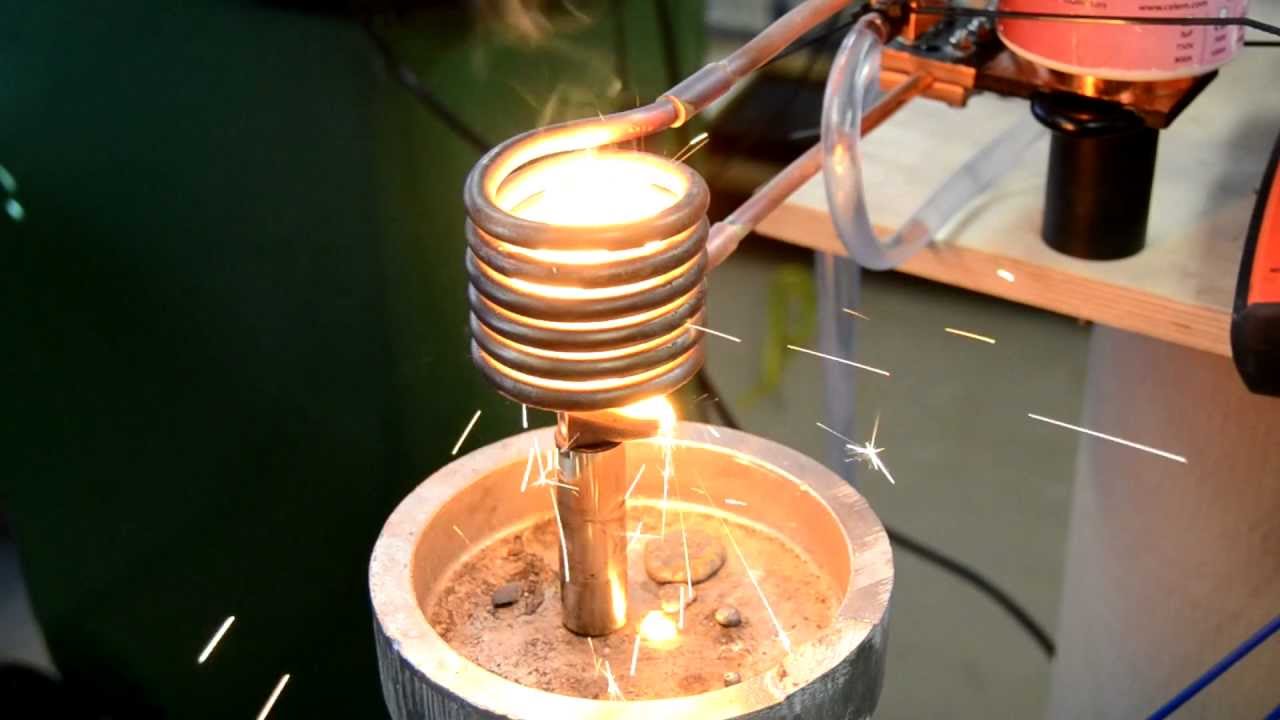 Ток высокой частоты для индукционного нагрева деталей получают от генераторов.
Ток высокой частоты для индукционного нагрева деталей получают от генераторов.
При выборе частоты тока, помимо нагреваемого слоя, необходимо учитывать форму и размер детали, чтобы получить качественное упрочнение поверхности и экономно использовать электроэнергию в высокочастотных установках.
Медные индукторы имеют большое значение для качественного нагрева деталей.
Наиболее распространенные индукторы имеют систему небольших отверстий внутри, через которые подается охлаждающая вода.Такой индуктор является одновременно нагревательным и охлаждающим устройством. Как только деталь, помещенная в индуктор, нагреется до заданной температуры, ток автоматически отключится, и вода потечет из отверстий индуктора и с помощью спрея (водяного душа) охладит поверхность детали.
Детали также можно нагревать в индукторах, не имеющих дроссельного устройства. В таких индукторах детали после нагрева сбрасываются в закалочную емкость.
Закалка HFC в основном проводится одновременным и непрерывно-последовательным методами. При одновременном способе закаливаемая деталь вращается внутри неподвижного индуктора, ширина которого равна ширине закаленной детали. По истечении заданного времени нагрева реле времени отключает ток от генератора, а другое реле, связанное с первым, включает подачу воды, которая небольшими, но сильными струями вырывается из отверстий индуктора и охлаждает деталь.
При одновременном способе закаливаемая деталь вращается внутри неподвижного индуктора, ширина которого равна ширине закаленной детали. По истечении заданного времени нагрева реле времени отключает ток от генератора, а другое реле, связанное с первым, включает подачу воды, которая небольшими, но сильными струями вырывается из отверстий индуктора и охлаждает деталь.
При непрерывно-последовательном методе деталь неподвижна, а индуктор движется по ней.В этом случае осуществляется последовательный нагрев закаленного участка детали, после чего участок попадает под струю воды спринклерного устройства, расположенного на определенном расстоянии от индуктора.
Плоские детали упрочняются в индукторах петли и зигзага, а шестерни с малым модулем — в кольцевых индукторах одновременно. Макроструктура упрочненного слоя зубчатой передачи мелкомодульного вагона из стали ППЗ-55 (сталь низкой закаливаемости). Микроструктура закаленного слоя — мартенсит мелкоигольчатый.
Твердость поверхностного слоя деталей, упрочненных нагревом ТВЧ, получается на 3-4 единицы HRC выше, чем твердость обычного объемного твердения.
Для увеличения прочности сердечника детали перед закалкой HFC подвергают доработке или нормализации.
Применение нагрева ТВЧ для поверхностного упрочнения деталей машин и инструмента позволяет резко сократить продолжительность технологического процесса термообработки. Кроме того, этот способ позволяет изготавливать механизированные и автоматизированные агрегаты для закалки деталей, которые устанавливаются в общем потоке механообрабатывающих цехов.В результате отпадает необходимость в транспортировке деталей в специальные термические цеха, и обеспечивается ритмичная работа. производственные линии и сборочные линии.
Закалка поверхности пламенем. Этот метод заключается в нагреве поверхности стальных деталей ацетилено-кислородным пламенем до температуры, превышающей верхнюю критическую точку на 50-60 ° C A C 3 , г. с последующим быстрым охлаждением водяным душем.
Суть процесса закалки в пламени заключается в том, что тепло, подводимое газовым пламенем от горелки к закаленной детали, концентрируется на ее поверхности и значительно превышает количество тепла, распространяющегося вглубь металла.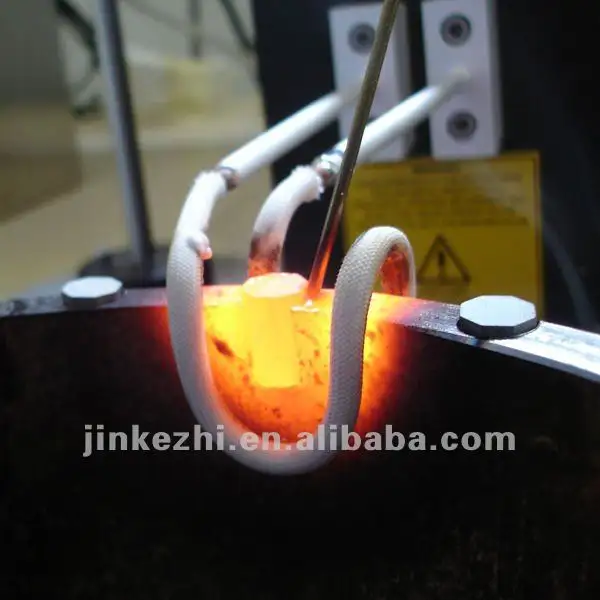 В результате такого температурного поля поверхность детали сначала быстро нагревается до температуры закалки, затем остывает, а сердцевина детали практически не затвердевает и после охлаждения не меняет своей структуры и твердости.
В результате такого температурного поля поверхность детали сначала быстро нагревается до температуры закалки, затем остывает, а сердцевина детали практически не затвердевает и после охлаждения не меняет своей структуры и твердости.
Закалка пламенем применяется для упрочнения и повышения износостойкости таких крупных и тяжелых стальных деталей, как коленчатые валы механических прессов, грубые шестерни, зубья ковшей экскаваторов и т. Д. Помимо стальных деталей, детали из серого и перлитного чугуна, например станины металлорежущих станков.
Пламенная закалка подразделяется на четыре типа:
а) последовательная, когда закалочная горелка с охлаждающей жидкостью движется по поверхности обрабатываемой неподвижной заготовки;
б) закалка с вращением, при которой горелка с охлаждающей жидкостью остается неподвижной, а закалываемая деталь вращается;
в) в соответствии с вращением детали, когда деталь непрерывно вращается и по ней движется закалочная горелка с охлаждающей жидкостью;
г) местный, при котором неподвижная часть нагревается до заданной температуры закалки с помощью стационарной горелки, после чего охлаждается струей воды.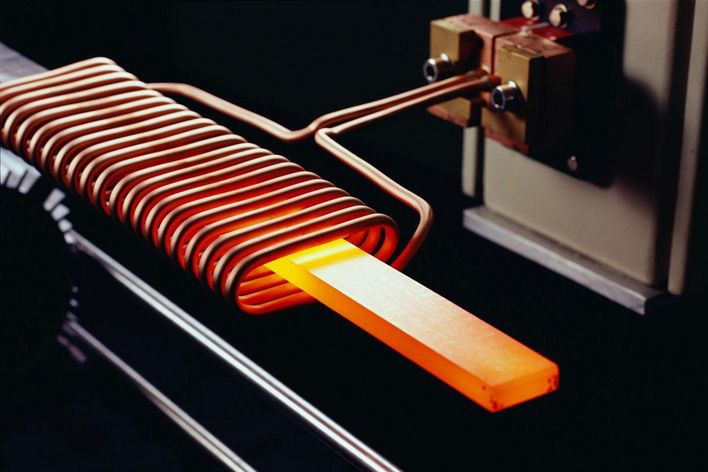
Метод гашения пламени с роликом, который вращается с определенной скоростью, в то время как горелка остается неподвижной. Температура нагрева контролируется миллископом.
В зависимости от назначения детали глубина упрочненного слоя обычно принимается равной 2,5-4,5 мм.
Основными факторами, влияющими на глубину закалки и структуру закаленной стали, являются: скорость движения закалочной горелки относительно закаленной детали или детали относительно резака; скорость выхода газа и температура пламени.
Выбор закалочных машин зависит от формы деталей, метода закалки и указанного количества деталей. Если вам нужно закалить детали различной формы и размеров и в небольших количествах, то целесообразнее использовать универсальные закалочные станки. На заводах обычно используются специальные установки и токарные станки.
Для закалки используются два типа горелок: модульные с модулем от M10 до MZ0 и многопламенные со сменными наконечниками с шириной пламени от 25 до 85 мм . Конструктивно горелки расположены таким образом, что отверстия для газового пламени и охлаждающей воды расположены в один ряд, параллельно. Вода к горелкам подается из водопроводной сети и служит одновременно для закалки деталей и охлаждения мундштука.
Конструктивно горелки расположены таким образом, что отверстия для газового пламени и охлаждающей воды расположены в один ряд, параллельно. Вода к горелкам подается из водопроводной сети и служит одновременно для закалки деталей и охлаждения мундштука.
Ацетилен и кислород используются в качестве горючих газов.
После закалки в пламени микроструктура в разных зонах детали разная. Закаленный слой приобретает высокую твердость и остается чистым, не подверженным окислению и обезуглероживанию.
Переход конструкции от поверхности детали к сердцевине происходит плавно, что имеет большое значение для повышения эксплуатационной прочности деталей и полностью исключает вредные явления — растрескивание и отслоение закаленных слоев металла.
Твердость изменяется в зависимости от структуры упрочненного слоя. На поверхности детали это 56-57 HRC , , а затем уменьшили до твердости, которая была у детали до упрочнения поверхности.Для обеспечения качественной закалки, получения однородной твердости и повышенной прочности сердечника литые и кованые детали перед закалкой пламенем отжигаются или нормализуются в соответствии с обычными условиями.
Поверхность за закалка в электролите. Суть этого явления заключается в том, что если через электролит пропускают постоянный электрический ток, то у катода образуется тонкий слой, состоящий из мельчайших пузырьков водорода.Из-за плохой электропроводности водорода сопротивление прохождению электрического тока сильно возрастает, и катод (деталь) нагревается до высокой температуры, после чего закаливается. В качестве электролита обычно используется водный 5-10% раствор кальцинированной соды.
Процесс закалки прост и заключается в следующем. Закалываемую деталь погружают в электролит и подключают к отрицательному полюсу генератора постоянного тока с напряжением 200-220 в и плотностью 3-4 А / см 2, в результате чего она становится катод.В зависимости от того, какая часть детали подвергается поверхностному упрочнению, деталь погружается на определенную глубину. Деталь нагревается за несколько секунд и отключается ток. Охлаждающая среда — тот же электролит. Таким образом, ванна с электролитом служит одновременно нагревательной печью и закалочной емкостью.
Таким образом, ванна с электролитом служит одновременно нагревательной печью и закалочной емкостью.
ntărirea suprafeței cu tvch. Echipament pentru întărirea HFC
ntărirea oțelului se face pentru a conferi metalului o durabilitate mai mare. Nu toate produsele sunt întărite, ci doar cele care sunt adesea uzate și ухудшает внешний вид.După întărire, stratul superior al produsului devine foarte puternic și protejat de apariția coroziunii și detheriorărilor mecanice. Ntărirea cu curenți de înaltă frecvență face posibilă obținerea excă, a rezultatului de care are nevoie producătorul.
De ce întărirea HFC
Când există o alegere, apare adesea întrebarea «de ce?». De ce merită să alegeți întărirea HFC dacă existsă alte metode de întărire metalică, de exemplu, utilizarea uleiului fierbinte.
ntărirea HFC — это многоразовые продукты, которые используются недавно.
- Sub influența curenților de înaltă frecvență, încălzirea se obține uniform pe întreaga suprafață a produsului.

- Программное обеспечение для индукционного контроля за процессом обработки результатов, которое может быть точным.
- ntărirea HFC face posibilă încălzirea produsului la adâncimea necesară.
- Instalația de inducție vă permite să reduceți numărul defect in producție. Dacă, atunci când se utilizează uleiuri fierbinți, se formează foarte des cântare pe produs, atunci încălzirea HFC устраняет полностью acest lucru.Ntărirea HFC уменьшает количество дефектов продукции.
- ntărirea prin inducție protejează în mod fiabil produsul și permite creșterea productivității în întreprindere.
ncălzirea prin inducție are multe avantaje. Există un dezavantaj — в echipamentele de inducție este foarte dificil să se întărească un produs care are o formă complex (полиэдре).
Echipament de întărire HFC
Pentru întărirea HFC, se utilizează echipamente moderne de inducție.Instalația de inducție este compactă i permite processingarea unui număr semnificativ de produse într-o perioadă scurtă de timp. Dacă întreprinderea trebuie în mod constant să întărească produsele, atunci cel mai bine este să achiziționați un complex de întărire.
Dacă întreprinderea trebuie în mod constant să întărească produsele, atunci cel mai bine este să achiziționați un complex de întărire.
Complexul de întărire включает в себя: o mașină de întărire, o unitate de inducție, un манипулятор, un modul de răcire și, dacă este necesar, se poate adăuga un set de Indctoare pentru produse de întărire de differite forme și.
Echipament de întărire HFC Este o soluie excelentă pentru întărirea de înaltă calitate a produselor metalice i obținerea de rezultate exacte în processul de transformare metal.
ncălzirea prin inducție este o metodă de încălzire fără contact prin curenți de înaltă frecvență (RFH — încălzire prin radiofrecvență) и электрические материалы для проводки.
Descrierea metodei.
ncălzirea prininducție este încălzirea materialelor prin curenți electrici care sunt Indui de un câmp Magnetic alternativ. Prin urmare, aceasta este încălzirea produselor реализует материальную проводку (проводников) de către câmpul Magnetic al Inductoarelor (surse ale unui câmp Magnetic alternativ). Încălzirea prin inducție se implementationază după cum urmează. O piesă de prelucrat conductivă electric (металл, графит), este Plasată într-un așa-numit, индуктор, забота este una sau mai multe spire de sârmă (cel mai adesea cupru). Curenții puternici de diferite frecvențe (de la zece Hz la mai mulți MHz) загорает индуктор в специальном генераторе индуктивности, в котором используется специальный индуктор, который является электромагнитным. Câmpul электромагнитный индукционный турбонаддув на пьезе прелюкрат. Curenții turbionari încălzesc piesa sub influența căldurii Joule (vezi legea Joule-Lenz).
Încălzirea prin inducție se implementationază după cum urmează. O piesă de prelucrat conductivă electric (металл, графит), este Plasată într-un așa-numit, индуктор, забота este una sau mai multe spire de sârmă (cel mai adesea cupru). Curenții puternici de diferite frecvențe (de la zece Hz la mai mulți MHz) загорает индуктор в специальном генераторе индуктивности, в котором используется специальный индуктор, который является электромагнитным. Câmpul электромагнитный индукционный турбонаддув на пьезе прелюкрат. Curenții turbionari încălzesc piesa sub influența căldurii Joule (vezi legea Joule-Lenz).
Sistemul индуктор-piesă de prelucrat este un transformator fără miez în care индуктор-înfășurarea primară. Piesa de prelucrat este o înfășurare secundară scurtcircuitată. Fluxul Magnetic dintre înfășurări este închis în aer.
La o frecvență ridicată, curenții turbionari sunt deplasați de câmpul Magnetic format de aceștia în straturile de suprafață subțiri ale piesei de prelucrat effect (efect de suprafață), ca urmarecă pălúcăStraturile metalice subiacente sunt încălzite datorită conductivității termice. Nu curentul este important, ci densitatea mare curentului. В слоях воды Δ, densitatea curentului scade cu un factor de e față de densitatea de curent de pe suprafața piesei de prelucrat, на 86,4% в день căldură este eliberată în stratul de piele (din eliberareulă total. piele depinde de frecvența radiației: cu cât frecvența este mai mare, cu atât stratul de piele este mai subțire.
Nu curentul este important, ci densitatea mare curentului. В слоях воды Δ, densitatea curentului scade cu un factor de e față de densitatea de curent de pe suprafața piesei de prelucrat, на 86,4% в день căldură este eliberată în stratul de piele (din eliberareulă total. piele depinde de frecvența radiației: cu cât frecvența este mai mare, cu atât stratul de piele este mai subțire.
Pentru fier, cobalt, nichel și aliaje magnetice la temperaturi sub punctul Curie μ are oâeva de la sute de la sute la de la de la temperaturi .Pentru alte materiale (topituri, metale neferoase, eutectică lichidă cu temperatură scăzută de topire, grafit, electroliți, ceramică, electroconductivă и т. Д.) Μ este aproximativ egal cu unitatea.
De exemplu, la o frecvență de 2 MHz, adâncimea pielii pentru cupru este de aproximativ 0,25 мм, iar pentru fier este de ≈ 0,001 мм.
Inductorul se încălzește foarte tare în timpul funcționării, deoarece își absoarbe propria radiație. N plus, absoarbe radiația de căldură dintr-o piesă fierbinte. Inductoarele sunt изготовить din tuburi de cupru răcite de apă. Apa este alimentată prin aspirație — aceasta asigură siguranța în caz de arsură sau de altă depresurizare индуктор.
Inductoarele sunt изготовить din tuburi de cupru răcite de apă. Apa este alimentată prin aspirație — aceasta asigură siguranța în caz de arsură sau de altă depresurizare индуктор.
Cerere:
Topirea, lipirea și sudarea metalelor fără contact ultrapure.
Obținerea prototipurilor aliajelor.
Îndoirea și tratamentul termic al pieselor mașinii.
Bijuterii.
Prelucrarea pieselor mici care pot fi de încălzirea cu flacără sau arc.
Întărirea suprafeței.
Stingerea și tratamentul termic al pieselor complexe.
Dezinfectarea instrumentmentelor medicale.
Beneficii.
ncălzire sau topire de mare viteză a oricărui material electric.
ncălzirea este posibilă într-o atmosferă de gaz de protecție, într-un mediu окислитель (sau reducător), într-un lichid neconductiv, în vid.
ncălzirea prin pereții unei camere de protecție din sticlă, ciment, materiale plastice, lemn — aceste materiale поглощают электромагнитное излучение на входе плиты i ramân reci în timpul funcționării instalației. Se încălzește numai materialul conductiv electric — металл (в том числе топит), углерод, керамика, проводимость, электролит, металлический лихид и т. Д. — Astfel se obțin aliaje ultrapure în cantități mici (topirea levitației, topirea într-un creuzet электромагнитный).
Se încălzește numai materialul conductiv electric — металл (в том числе топит), углерод, керамика, проводимость, электролит, металлический лихид и т. Д. — Astfel se obțin aliaje ultrapure în cantități mici (topirea levitației, topirea într-un creuzet электромагнитный).
Deoarece încălzirea, которое реализует промежуточную радиацию электромагнита, но существует, загрязняет пьезоэлемент, производящий продукт и торс, который может быть использован в качестве источника энергии для газа, который может быть использован в качестве материала дуги.Plasarea probelor într-o atmosferă de gaz inert și o rată de încălzire ridicată vor elimina formarea scării.
Ușurința de utilizare datorită sizesiunii reducerului.
Inductorul poate fi realizat dintr-o formă specială — acest lucru va permite încălzirea uniformă a părților dintr-o configuraie complexă pe ntreaga suprafață, fără a duce la deformareañă lor sau la ne la neo.
ncălzirea locală și selectivă este ușoară.
Deoarece cea mai Intensă încălzire are loc în straturile superioare subțiri ale piesei de prelucrat, iar straturile subiacente sunt încălzite mai ușor datorită conductivității termice, metoda
Automatizare ușoară echipamentelor — cicluri de încălzire i răcire, controlul și păstrarea temperaturii, Furnizarea i îndepărtarea pieselor de prelucrat.
Инверторное устройство, установленное на принтере:
, при установке частотной функции на частоте 300 кГц, инверторное устройство может использовать IGBT-транзисторы с использованием MOSFET-транзисторов. Astfel de instalații sunt proiectate pentru încălzirea pieselor mari. Pentru încălzirea pieselor mici, se utilizează frecvențe înalte (până la 5 MHz, gama de unde medii și scurte), instalațiile de înaltă frecvență, sunt construite pe tuburi electronicice.
De asemenea, pentru încălzirea pieselor mici, se construiesc instalaii cu frecvență crescută pe tranzistoare MOSFET pentru frecvențe de operare de până la 1,7 MHz. Controlul tranzistoarelor și protecția acestora la frecvențe mai mari prezintă anumite dificultăți, prin urmare, setările de frecvență mai ridicate sunt încă destul de scumpe.
Inductorul pentru încălzirea pieselor mici are o sizesiune mică i o Индуктанцэ scăzută, ceea ce duce la o scădere a factorului de calitate al circuitului oscilator de funcționare la frecvențe ezación, prescicolor, unacicolor, prescicolor, prescicolor, prescicolor, prescicolor, péseme Принципиальная (фактор, определяющий схему осциллятора, является пропорциональным с L / C, осциллирующий сигнал цепи, и фактор, снижающий нагрузку, это преа бункер «Помпат» с энергией, формируется схема осцилляции в индуктивности, которая дезактивирует осциллятор по принципу). Pentru a crește factorul de calitate al circuitului oscilator, sunt utilizate două moduri:
Pentru a crește factorul de calitate al circuitului oscilator, sunt utilizate două moduri:
— creterea frecvenței de funcționare, ceea ce duce la осложнитель și creșterea costului instalației;
— утилизатор вставки или ферромагнетика в индукторе; lipirea Inductorului Cu Panouri din feromagnetic.
Deoarece индуктор фунціонэзэ чл мэй эффективный ла фрецвенц іналт, инкэлзірэа принуждает примитивное применение промышленной дупэ дезвольтареа и пэпутул продуцціэй де lămpi generatoare puternice.Înainte de Primul Război Mondial, încălzirea prin inducție era limitată. Generatoarele de mașini cu frecvență crescută (lucrări de V.P. Vologdin) sau instalațiile cu descărcare prin scânteie au fost apoi utilizate ca generatoare.
Circuitul generator poate fi, în Principiu, orice (мультивибратор, RC-генератор, генератор с независимым возбуждением, генератор de relaxare differiți), функция ухода за сарцином под формой бобина-индуктор, который может быть достаточно свободным. De asemenea, este necesar ca frecvența vibrațiilor să fie suficient de mare.
De exemplu, pentru a «tăia» un cu un dia c.
Schema este aleasă după următoarele критерии: fiabilitate; stabilitatea флуктуациилор; stabilitatea puterii eliberate în piesa de prelucrat; ușurința de fabricare; ușurința personalizării; numărul minim de piese pentru a reduce costurile; utilizarea unor piese care împreună dau o reducere a greutății și sizesiunilor и т. д.
Timp de mai multi decenii, uninductiv в trei puncte a fost folosit c Генератор частотного осциллятора (генератор Hartley, генератор с автотрансформатором с обратной связью, схема с делителем напряженности buclă индуктивная). Эта схема, автоматически возбуждающая питание, параллельна анодулированной схеме, которая селективно частотно реализует генератор схемы. A fost folosit cu Successces i Continue să fie utilizat în labratoare, ateliere de bijuterii, întreprinderi Industriale și, de asemenea, în Practica amatorilor.De exemplu, în timpul celui de-al doilea război mondial, întărirea suprafeței rolelor tancului T-34 и fost efectuată pe astfel de instalații.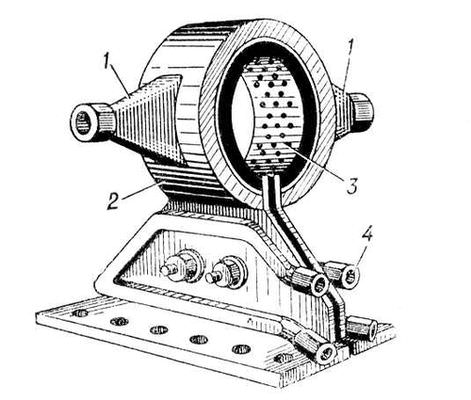
Dezavantajele celor trei puncte:
Eficiență redusă (mai puțin de 40% atunci când utilizați o lampă).
O puternică abatere de frecvență în momentul încălzirii pieselor din materiale magnetice deasupra punctului Curie (≈700C) (modificări μ), уход за изменяющейся стратификационной структурой для элемента с изменением срока модифицирующего модуля.La tratarea termică — это критика пьесы, acest lucru poate fi inacceptabil. De asemenea, televizoarele puternice ar trebui să funcționeze într-o gamă restrânsă de frecvențe permise de Rossvyazokhrankultura, deoarece, cu oprotecție slabă, acestea sunt de fapt emițătoarei de la caréi de la caréi de la carée de la carée de la de la cartere.
La schimbarea pieselor de prelucrat (de exemplu, una mai mică pentru una mai mare), индукционная система индуктора-piesă se schimbă, ceea ce duce, de asemenea, la o schimbare a frecvențele deiméra i adi.
La trecerea де ла индуктоаре cu o singură tură la cele cu mai multe rânduri, la altele mai mari sau mai mici, se schimbă și frecvența.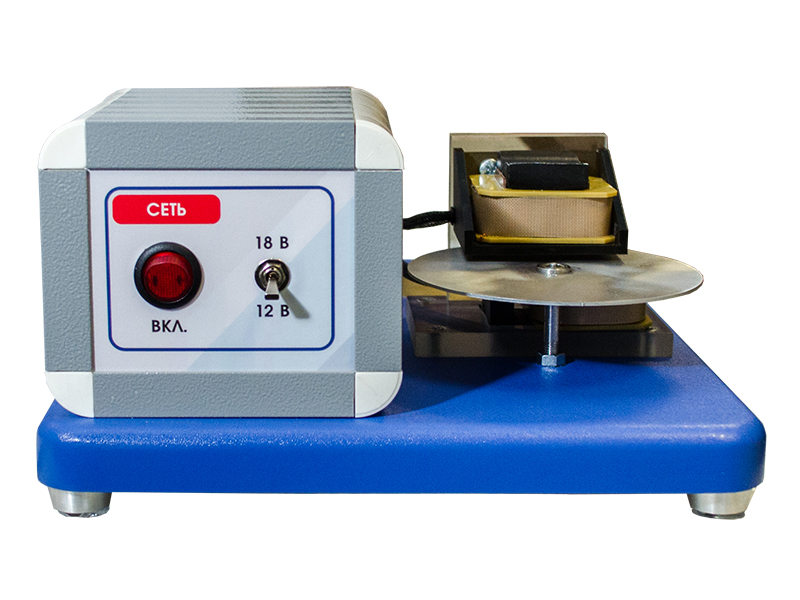
Sub wirecerea lui Babat, Lozinsky i a altor oameni de știință, au fost dezvoltate circuit generatoare cu două i trei circuitite care au o eficiență mai mare (până la 70%), excum și fun mencvenți mare. Principiul funcționării lor este după cum urmează. Datorită utilizării circuitelor cuplate i a slăbirii conexiunii dintre ele, или модифицирует индуктивную цепь de lucru nu implă o schimbare puternică frecvenței circuitului de setare frecvenței.Transmițătoarele radio sunt proiectate după același Principiu.
Generatoarele TVF moderne sunt intoare bazate pe ansambluri IGBT sau tranzistoare MOSFET puternice, изготовить из всех элементов и схемы по пунктам, чтобы получить точные результаты. Работает с частотой 500 кГц. Иногда используется система управления микроконтроллерами. Sistemul de control, în funcție de sarcina la îndemână, vă permite să ineți automat
A) frecvență constantă
b) putere constantă eliberată în piesa de prelucrat
c) ceaț mai posilficienă.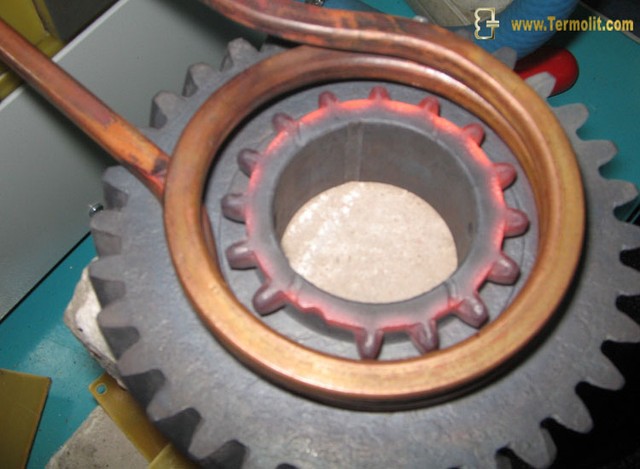
De exemplu, atunci când un material Magnetic este încălzit deasupra punctului Curie, grosimea stratului de piele crește brusc, densitatea curentului scade i piesa de prelucrat începe să maiălzeascu. De asemenea, proprietățile magnetice ale materialului dispar și processul de inversare a magnetizării se oprește — piesa de prelucrat începe să se încălzească mai rău, rezistența la sarcină scade bruscan districan dissea de lucare de lucare de lucare de l’acre de laucrui de l’acest de lucare de l’acest de lucare de l’acre de laucrui de l’acre de l’acrui de l’acest de l’acrui de laucare du de l’are de l’acre de l’acre de l’acest.Sistemul de control monitorizează tranziția prin punctul Curie i crește automat frecvența atunci când sarcina este redusă brusc (sau scade puterea).
Observaii.
Inductorul trebuie poziționat cât mai aproape de piesa de prelucrat. Acest lucru nu numai că mărește densitatea câmpului электромагнитное в apropierea piesei de prelucrat (пропорциональное cu pătratul distanței), dar crește și factorul de putere Cos (φ).
Creșterea frecvenței scade dramatic factorul de putere (пропорциональный кубул frecvenței).
Când materialele magnetice sunt încălzite, se eliberează i căldură suplimentară datorită inversării magnetizării; încălzirea lor până la punctul Curie este mult mai eficientă.
La Calcarea Inductorului, Este Necesar Să Se ín Thinkrare Индукторная функция Autobuzelor Уход за Индуктором, Уход за Мультиплатой Mare Decât Индукторы Индукторы в синусе вирадж — ун арка).
Există două cazuri de rezonanță în circuititele oscilatorii: rezonanță de tensiune și rezonanță de curent.
Параллельный контур осциллятора — резонанцэ в реальном времени.
n acest caz, tensiunea pe bobină i pe конденсатор este aceeași cu cea a generatorului. La rezonanță, rezistența buclei dintre punctele de ramificare devine maximă, iar curentul (I total) prin rezistența la sarcină Rн va fi minim (curentul din bucla I-1l și I-2c este mai mare decât curentul generatorului).
În mod perfect, impedanța buclei este infinită — circuitul nu extrage curent de la sursă. Când frecvența generatorului se schimbă în orice direcție de la frecvența de rezonanță, rezistența total a circuitului scade și curentul de line (I total) crește.
Când frecvența generatorului se schimbă în orice direcție de la frecvența de rezonanță, rezistența total a circuitului scade și curentul de line (I total) crește.
Серийный контур осциллятора — резонанцă де тензион.
Principala caracteristică unui circuit rezonant de serie este că impedanța sa este minimă la rezonanță. (ZL + ZC — минимум). Când frecvența este reglată la o valoare mai mare sau mai mică decât frecvența de rezonanță, impedanța crește.
Ieșire:
ntr-un circuit paralel la rezonanță, curentul prinbornele circuitului este 0, iar tensiunea este maximă.
ntr-un circuit de serie, dimpotrivă, tensiunea tinde la zero, iar curentul este maxim.
Articolul a fost preluat de pe site-ul http://dic.academic.ru/ i refăcut într-un text mai ușor de înțeles pentru cititor de către compania Prominductor LLC.
ntărirea este o parte Integrantă a processului de producie a tratamentului termic al produselor metalice. Călirea HFC se efectuează pentru a crește rezistența produsului și pentru a-i crește durata de viață. Anterior, întărirea metalelor se desfășura în ulei fierbinte, pe foc deschis sau în cuptoare electrice, dar acum au apărut echipamente de inducție care allow prelucrarea metalelor Rapid i eficient, sporindu-la rezistenaffective, sporindu-la rezistenaffected.
Антенна телевизора HDTV
Producătorii de echipamente de inducție au dezvoltat linii de instalații adecvate unui process, specific de tratare termică a metalului. Cuptorul de stingere de înaltă frecvență este o mașină de stingere sau un complex de stingere. Dacă o întreprindere produce un volum mare de produse care necesită tratament termic întărire, atunci cel mai bine este să achiziționați un complex de întărire, весь набор включает в себя все ceea ce esteabilă.
Complexul de întărire включает в себя: o unitate de inducție, o mașină de întărire, un modul de răcire, un манипулятор, un panou de comandă și, dacă clientul are nevoie, un set de Inductoare pentru prelucrarea produselor de differi Dimensite forme.
Mașina de întărire poate fi de două typeuri: orizontală și verticală. Maina de întărire orizontală este cea mai potrivită pentru prelucrarea produselor de peste 3000 мм, если вертикальное расстояние составляет 3000 мм.
ntărirea HFC — avantaje ale cuptoarelor cu inducție
Unitatea de ntărire HDTV face o treabă excelentă cu funcțiile sale, в зависимости от мотивации и быстрого вывода на экран, или для печати высокого качества, для того, чтобы иметь типовой уход за существующими объектами.
Cuptoarele cu inducție pentru întărirea HFC au multe avantaje. Principalele avantaje ale întăririi HFC:
- Calirea HFC — это качественный материал, который генерирует прямое попадание в металл, распространяет униформу для более высокого качества.
- Echipamentul pentru stingerea cu curenți de înaltă frecvență — это компактный размер, Deci nu ocupă mult spațiu в ателье, чтобы установить его в întreprinderi cu o suprafață mică.
- ntărirea HFC — это локальная периоада для тимпа, ceea ce face posibilă creșterea nivelului de producție.

- ncălzirea prin inducție este recunoscută pe bună dreptate ca fiind ecologică. Nu dăunează și nu creează disconfort angajaților întreprinderii care se află в магазине.
- Комплексное программное обеспечение ELSIT este echipat cu автоматическое программное обеспечение по уходу permite întărirea cu o Precizie ridicată.
Temperarea HFC devine din ce în ce mai populară, deci dacă nu ați achiziționat încă echipamente de inducție, atunci gândiți-vă la asta.
Stingerea oțelurilor cu curenți de înaltă frecvență (HFC) este una dintre metodele răspândite de tratament termic de suprafață, уход за лицом может быть Creșterea durității suprafeței pieselor de prelucrat.Получить пентру пьезе из углеродного волокна, структурные элементы из углеродного волокна. Ntărirea prin inducție HFC este una dintre cele maiconomice și mai avansate tehnologii de întărire. Face posibilă întărirea întregii suprafețe a piesei sau a elementelor sau zonelor sale Individual Care Experimentează sarcina maină.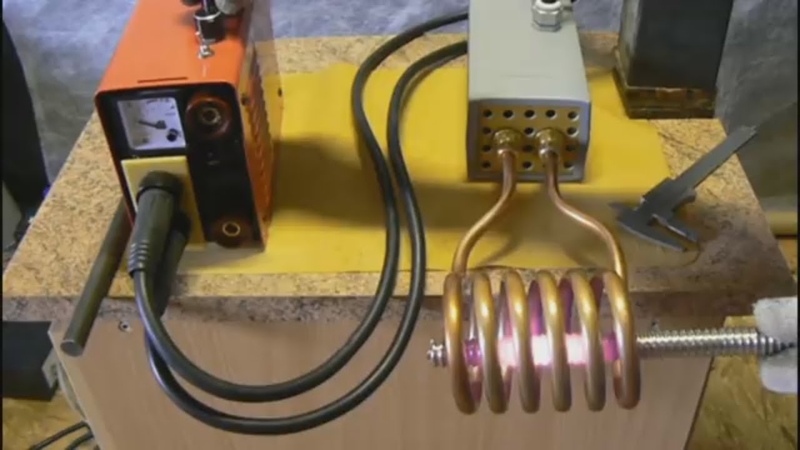
n acest caz, straturile vâscoase de metal neîntărite ramân sub suprafața exterioară dură piesei de prelucrat. O astfel de structură уменьшить fragilitatea, crerabte durabilitatea i fiabilitatea întregului produs și, de asemenea, уменьшить потребление энергии pentru încălzirea întregii piese.
Tehnologie de întărire de înaltă frecvență
ntărirea suprafeței HFC — это процесс термической обработки, имеющий полную характеристику резистенции, которая необходима для твердого тела.
Principalele etape ale întăririi suprafeței HFC sunt încălzirea prininducție la o temperatură ridicată, menținerea la aceasta și apoi răcirea rapidă. Ncălzirea în timpul stingerii HFC, чтобы реализовать folosind o unitate de inducție specială. Răcirea se efectuează într-o baie cu un lichid de răcire (apă, ulei sau emulsie) sau prin pulverizare pe o parte din instalații speciale de duș.
Selectarea temperaturii
Pentru trecerea corectă a processului de ntărire, este foarte să selectați temperatura corectă, уход зависит от использования материала.
Prin conținutul de carbon, oțelurile sunt împărțite în hipereutectoid — mai puțin de 0,8% i hipereutectoid — mai mult de 0,8%. Oțelul cu carbon mai mic de 0,4% nu este întărit din cauza durității reduse rezultate. Oțelurile hipoeutectoide sunt încălzite puțin peste temperatura transformării de fază a perlitei și feritei în austenită.Acest lucru se întâmplă în intervalul 800-850 ° C. Apoi piesa de prelucrat este răcită quick. Cu o răcire ascuțită, austenita se transformă în martensită, забота o duritate și o rezistență насмешка. Un timp scurt de păstrare face posibilă obținerea austenitei cu granulație fină i a martensitei aciculare fine, boabele nu au timp să crească și ramân mici. O astfel de structură din oțel являются o duritate ridicată și, în acelai timp, fragilitate redusă.
Oțelurile hipereutectoide sunt încălzite puțin mai jos decât cele hipoeutectoide, с температурой 750-800 ° C, adică sunt parțial întărite.Acest lucru se datorează faptului că, atunci când este încălzit la această temperatură, pe lângă formarea de austenită în topitura metalică, ramâne nedizolvată o cantitate mică de цементитата, а также уход за собой может.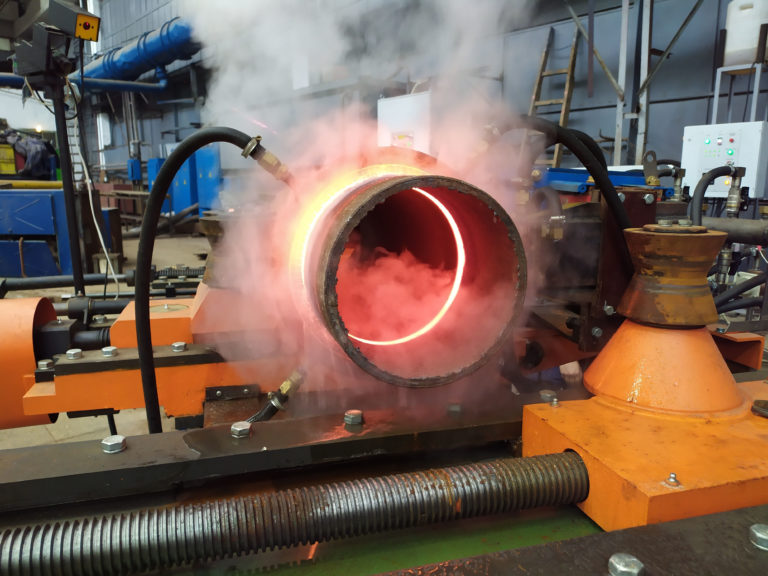 După răcirea rapidă, austenita se transformă în martensită, în timp ce цементита ramâne sub formă de mici includeziuni. Tot în această zonă, Carbonul Care Nu a avut timp să se dizolve Complete formează carburi solide.
După răcirea rapidă, austenita se transformă în martensită, în timp ce цементита ramâne sub formă de mici includeziuni. Tot în această zonă, Carbonul Care Nu a avut timp să se dizolve Complete formează carburi solide.
n zona de tranziție în timpul stingerii HFC, temperatura este apropiată de temperatura de tranziție, austenita se formează cu reziduuri de ferită.Дар, deoarece zona de tranziție nu se răcorește la fel de Redede ca suprafața, ci se răcește încet, ca în timpul normalizării. În același timp, structura este îmbunătățită în această zonă, devine cu granulație fină și uniformă.
Supraîncălzirea suprafeței piesei de prelucrat Favorizează Creșterea cristalelor de austenită, ceea ce are un efect dăunător asupra fragilității. Supraîncălzirea împiedică transformarea structurii Complete ferit-perritice în austenită i se pot forma pete neîntărite.
După răcire, pe suprafața metalică rămân tensiuni de compresiune ridicate, уход cresc proprietățile operaționale ale piesei. Trebuie устраняет teniunile interne dintre stratul de suprafață și mijloc. Acest lucru se face folosind temperare la temperatură scăzută — menținerea la o temperatură de aproximativ 200 ° C într-un cuptor. Pentru a evita apariția microfisurilor la suprafață, este necesar să se minimze timpul dintre stingere și călire.
Trebuie устраняет teniunile interne dintre stratul de suprafață și mijloc. Acest lucru se face folosind temperare la temperatură scăzută — menținerea la o temperatură de aproximativ 200 ° C într-un cuptor. Pentru a evita apariția microfisurilor la suprafață, este necesar să se minimze timpul dintre stingere și călire.
De asemenea, puteți efectua așa-numita auto-temperare — piesa nu este complete răcită, ci la o temperatură de 200 ° C, în timp ce căldura va ramâne în miezul său.Apoi piesa trebuie să se răcească încet. Acest lucru va egaliza tensiunile interne.
Установите индуктивность
Instalatie de inductie pentru HDTV pentru tratamentul termic este un генератор с индуктивностью, которая часто используется для подключения HFC. Piesa care требует, чтобы он был локализован в соответствии с принципом индукции. Inductorul este realizat sub forma unei bobine cu un tub de cupru înfășurat pe el. Poate avea orice formă în funcție de forma șiimensiunile piesei. Может быть использован альтернативный индуктор, обеспечивающий альтернативный уход за электромагнитным излучением. Acest câmp электромагнитный индукционный турбонаддув в piesa de prelucrat, cunoscuți sub numele de curenți Foucault. Astfel de curenți turbionari, care trec prin straturile de metal, îl încălzesc la o temperatură ridicată.
Acest câmp электромагнитный индукционный турбонаддув в piesa de prelucrat, cunoscuți sub numele de curenți Foucault. Astfel de curenți turbionari, care trec prin straturile de metal, îl încălzesc la o temperatură ridicată.
O caracteristică distinctivă a ncălzirii prin inducție folosind HFC este trecerea curenților turbionari pe suprafața părții încălzite. În acest fel, numai stratulterior al metalului este încălzit și cu cât frecvența curentului este mai mare, cu atât este mai mică adâncimea de încălzire și, în conscință, adâncimea.Acest lucru face posibilă întărirea numai a suprafeței piesei de prelucrat, lăsând stratul internal moale și dur pentru a evita fragilitatea excesivă. Mai mult, adâncimea stratului întărit poate fi ajustată prin modificarea parameterilor curenți.
Frecvența crescută a curentului permite focusrea unei cantități mari de căldură într-o zonă mică, ceea ce mărește viteza de încălzire până la câteva sute de grade pe secundă. Această rată ridicată de încălzire mută tranziția de fază într-o zonă de temperatură mai mare. În acelai timp, duritatea crește cu 2-4 unități, până la 58-62 HRC, ceea ce nu poate fi atins cu stingerea volumului.
În acelai timp, duritatea crește cu 2-4 unități, până la 58-62 HRC, ceea ce nu poate fi atins cu stingerea volumului.
Pentru fluxul corect al processului de întărire HFC, este necesar să se asigure că același spațiu dintre индуктор i piesa de prelucrat este menținut pe ntreaga suprafață de întărireă, este necesar sétedão sarse. Acest lucru este asigurat, dacă este posibil, prin rotirea piesei de prelucrat in center, ceea ce permite încălzirea uniformă și, ca urmare, aceeași structură și duritate de suprafață a piesei de prelucrat.
Inductorul pentru întărirea HFC are mai multe versiuni:
- inelar unic sau multiplu — pentru încălzirea suprafeței exterioare sau interiobor a pieselor sub formă de ropuri de revolu;
- buclă — pentru încălzirea planului de lucru al produsului, de exemplu, suprafața patului sau marginea de lucru a sculei;
- în formă — pentru încălzirea păr deilor de forme complexe sau neregulate, de exemplu, dinții roților dințate.

n funcție de forma, sizesiunea i adâncimea stratului de întărire, sunt utilizate următoarele moduri de întărire HFC:
- simultan — ntreaga suprafață
- continuous-secvenial — o zonă a piesei este încălzită, apoi când индукторul sau partea este deplasată, o altă zonă este încălzită, în timp ce zona anterioară este răcită.
ncălzirea simultană HFC a întregii suprafețe necesită multă putere, deci este mai profitabil să o folosiți pentru întărirea pieselor mici — role, bucșe, tifturi, pieselor mici — role, bucșe, tifturi, pieselor, găse elemente и т. Д.După încălzire, piesa este Complete coborâtă într-un rezervor cu un lichid de răcire sau turnată cu un curent de apă.
Călirea HFC непрерывно секвенциал пермит întărirea pieselor de sizesiuni mari, de exemplu, a jantelor de angrenaje, deoarece in timpul acestui process este încălzită o mică parte a pieseiăuiă, ceea cea, a cee, a cee, a cee, a ce, a ce nevia.
Răcirea pieselor
Răcirea este a doua etapă importantă a processului de întărire; calitatea și duritatea întregii suprafețe depind de viteza și uniformitatea acesteia. Răcirea находятся в резервуаре личного состава. Pentru întărirea de înaltă calitate, este necesar să se mențină o temperatură стабильное, lichidului de răcire și să se prevină supraîncălzirea acestuia. Găurile din pulverizator trebuie să fie de același diametru și distanțate uniform pentru a obține aceeași structură metalică la suprafață.
Răcirea находятся в резервуаре личного состава. Pentru întărirea de înaltă calitate, este necesar să se mențină o temperatură стабильное, lichidului de răcire și să se prevină supraîncălzirea acestuia. Găurile din pulverizator trebuie să fie de același diametru și distanțate uniform pentru a obține aceeași structură metalică la suprafață.
Pentru a previ supraîncălzirea Inductorului în Timpul Funcționării, APA CIRCING constant prin tubul de cupru. Солнцезащитные очки для загара изготавливаются в комбинации с системой прелюдии.Găurile sunt tăiate în tubul индуктор prin care apa Rece pătrunde în partea fierbinte i o răcește.
Avantaje și dezavantaje
ntărirea HFC и пьезоэлектрические устройства находятся в авантаже, cât i dezavantaje. Avantajele includes următoarele:
- După întărirea HFC, piesa își păstrează mijlocul moale, ceea ce crește semnificativ rezistența sa la deformarea plastică.
- Eficiența processing de întărire a pieselor HFC se datorează faptului că numai suprafața sau zona care trebuie întărită este încălzită i nu întreaga piesă.

- n producția in serie a pieselor, este necesar să reglați processul și apoi acesta va fi repetat automat, oferind calitatea necesară de întărire.
- Capacitatea de Calcula i regla cu Precizie Adâncimea stratului întărit.
- Metoda de întărire secvențială Continuă permite utilizarea echipamentelor de mică putere.
- Un timp scurt de încălzire i menținere la temperaturi ridicate contribuie la absența Oxidării, decarburarea stratului superior și la formarea scării pe suprafața piesei.
- ncălzirea i răcirea rapidă au ca rezultat mai puține deformări și plumb, ceea ce reduce cantitatea de finisare.
nsă instalațiile cu inducție sunt fezabile din punct de vedere Economic să fie utilizate numai in producția discontinuă, iar pentru o single producție, achiziționarea sau fabricarea unui индуктор nu este rentabilă. Pentru unele părți de formă complex, producția unui dispozitiv de inducție este foarte dificilă sau imposibil de obținut uniformitatea stratului întărit. Astn astfel de cazuri, se utilizează alte tipuri de întărire a suprafeței, de exemplu, întărirea cu flacără sau întărirea în vrac.
Astn astfel de cazuri, se utilizează alte tipuri de întărire a suprafeței, de exemplu, întărirea cu flacără sau întărirea în vrac.
Prin acord, este posibilă tratarea termică i întărirea pieselor metalice i din o cuel cu sizesiuni mai mari decât înacest tabel.
Tratarea termică (tratarea termică a oțelului) a metalelor și aliajelor din Moscova este un serviciu pe care fabrica noastră îl oferă clienților săi. Avem toate echipamentul necesar, pentru care lucrează specialiști calificați.Executăm toate comenzile la înaltă calitate și la timp. De asemenea, acceptăm și executăm comenzi pentru tratamentul termic al oțelurilor și HFC-urilor care vin la noi și din alte regiuni ale Rusiei.
Principalele tipuri de tratament termic al oțelului
Recoacere de tip I:
Recuocare prin diffuzie de primul tip (omogenizare) — ncălzire rapidă până la t 1423 K, menținere Lungă și răcire lentă ulterioară. Alinierea eterogenității chimice a materialului în piesele turnate din oțel aliat de formă mare
Recuiere de recristalizare de primul fel — ncălzire până la o temperatură de 873-973 K, expunere îndelungată și răcire lentă ulterioară. Există o scădere a durității și o Creștere a plasticității după deformarea la Rece (prelucrarea este interoperativă)
Există o scădere a durității și o Creștere a plasticității după deformarea la Rece (prelucrarea este interoperativă)
Recuocare de primul fel, reducând stresul — Încălzirea la o temperatură из 473-673 K și răcirea lentă ulterioară. Există o ameliorare atensiunilor reziduale după turnare, sudare, deformare plastică sau prelucrare.
Наконечник Recoacere II:
Recipire complete de tip II — ncălzire la o temperatură peste punctul Ac3 cu 20-30 K, menținere i răcire ulterioară.Există o scădere a durității, o îmbunătățire a prelucrabilității, o устранение teniunilor interne, oțelurile hipoeutectoid, eutectoid înainte de stingere (a se vedea nota la tabel)
Recuocarea de al doilea tip este incpletă — ncălzirea la o temperatură între punctele Ac1 și Ac3, menținerea și răcirea ulterioară. Scăderea durității, îmbunătățirea prelucrării, eliberarea tensiunilor interne din oțelul hipereutectoid înainte de întărire
Recuocare izotermă de tip II — ncălzire la o temperatură de 30-50 K peste punctul Ac3 (pentru oțelul hipereutectoid) sau peste punctul Ac1 (pentru oțelul hipereutectoid), Menținerea i riopirecirea.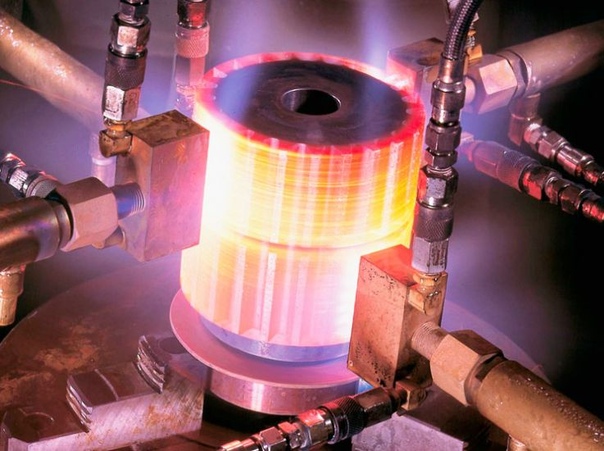 Prelucrarea accelerată a produselor luminate mici sau a pieselor forjate din oțeluri aliate și cu conținut ridicat de carbon pentru a reduce duritatea, îmbunătăți prelucrarea, ameliorează stresul intern
Prelucrarea accelerată a produselor luminate mici sau a pieselor forjate din oțeluri aliate și cu conținut ridicat de carbon pentru a reduce duritatea, îmbunătăți prelucrarea, ameliorează stresul intern
Recuocare sferoidizantă de tip II — ncălzirea la o temperatură peste punctul Ac1 cu 10-25 K, menținerea i răcirea ulterioară treptată. Există o scădere a durității, o îmbunătățire a prelucrabilității, o устранение teniunilor interne ale oțelului sculei înainte de întărire, или создано ductilității oțelurilor, cu aliate la de la carte de la carte de la carte de la caréra de la caréte de la caréte de la caréte de la caréte de la caréte de la caréné.
Recuplare tip lumină II — ncălzirea într-un mediu controlat la o temperatură peste punctul Ac3 cu 20-30 K, menținerea i răcirea ulterioară într-un mediu controlat. Apare Protecția suprafeței oțelului deoxare și decarburare
Recuocare de tip II Normalizare (recușire de normalizare) — ncălzire la o temperatură peste punctul Ac3 cu 30-50 K, menținere și răcire ulterioară în a air quiet. Există o corectare a structurii oțelului încălzit, îndepărtarea tensiunilor interne din piesele structurale din oțel și îmbunătățirea prelucrării acestora, o Creștere a adâncimii de întuleărire a.oțel înainte de întărire
Există o corectare a structurii oțelului încălzit, îndepărtarea tensiunilor interne din piesele structurale din oțel și îmbunătățirea prelucrării acestora, o Creștere a adâncimii de întuleărire a.oțel înainte de întărire
Центр:
Stingere completăcontină — ncălzire la o temperatură peste punctul Ac3 cu 30-50 K, menținere și răcire bruscă ulterioară. Obținerea (în combinație cu călirea) durității ridicate i rezistenței la uzură a pieselor din oțeluri hipoeutectoid și eutectoid
Stingere incompletă — Încălzirea la o temperatură între punctele Ac1 și Ac3, menținerea și răcirea bruscă ulterioară. Obținerea (în combinație cu călirea) durității ridicate și rezistenței la uzură a pieselor din oțel hipereutectoid
Intermitentă — ncălzire până la t deasupra punctului Ac3 cu 30-50 K (pentru oțelurile hipoeutectoide și eutectoide) sau ntre punctele Ac1 i Ac3 (pentru oțelurile).Reduce solicitările și deformările reziduale ale pieselor din oțel pentru scule cu conținut ridicat de carbon
Stingerea izotermă — ncălzirea la o temperatură peste punctul Ac3 cu 30-50 K, menținerea i răcirea ulterioară în săruri topite și apoi în aer. Эти продукты производят Obținerea unei deformări minime (деформацию), creșterea ductilității, a limitei de rezistență i a rezistenței la îndoire a pieselor din oțel de scule aliat
Эти продукты производят Obținerea unei deformări minime (деформацию), creșterea ductilității, a limitei de rezistență i a rezistenței la îndoire a pieselor din oțel de scule aliat
ntărire în trepte — La fel (differă de întărirea izotermă printr-un timp de edere mai scurt al piesei din mediul de răcire).Уменьшает растяжение, деформирует i previne crăparea sculelor mici din oțel pentru scule din carbon, Precum și a sculelor din oțel aliate mai mari și a sculelor HSS
Întărirea suprafeței — ncălzirea prin curent electric sau flacără de gaz a stratului de suprafață al produsului până la stingerea t, urmată de răcirea rapidă a stratului încălzit. Există o creștere a durității suprafeței la o anumită adâncime, rezistență la uzură și rezistență sporită a pieselor i sculelor mașinii
ntărire cu auto-temperare — ncălzire la o temperatură peste punctul Ac3 cu 30-50 K, menținere și răcire incpletă ulterioară.Căldura reținută în interiorul piesei asigură temperarea stratului external întărit Consolidarea locală a sculei de percuție dintr-o configurație simpleă din oțel pentru scule carbon, precum i în timpul încălzirii princălzirii
Stingere cu tratament la Rece — Răcire profundă după stingere la o temperatură от 253-193 K.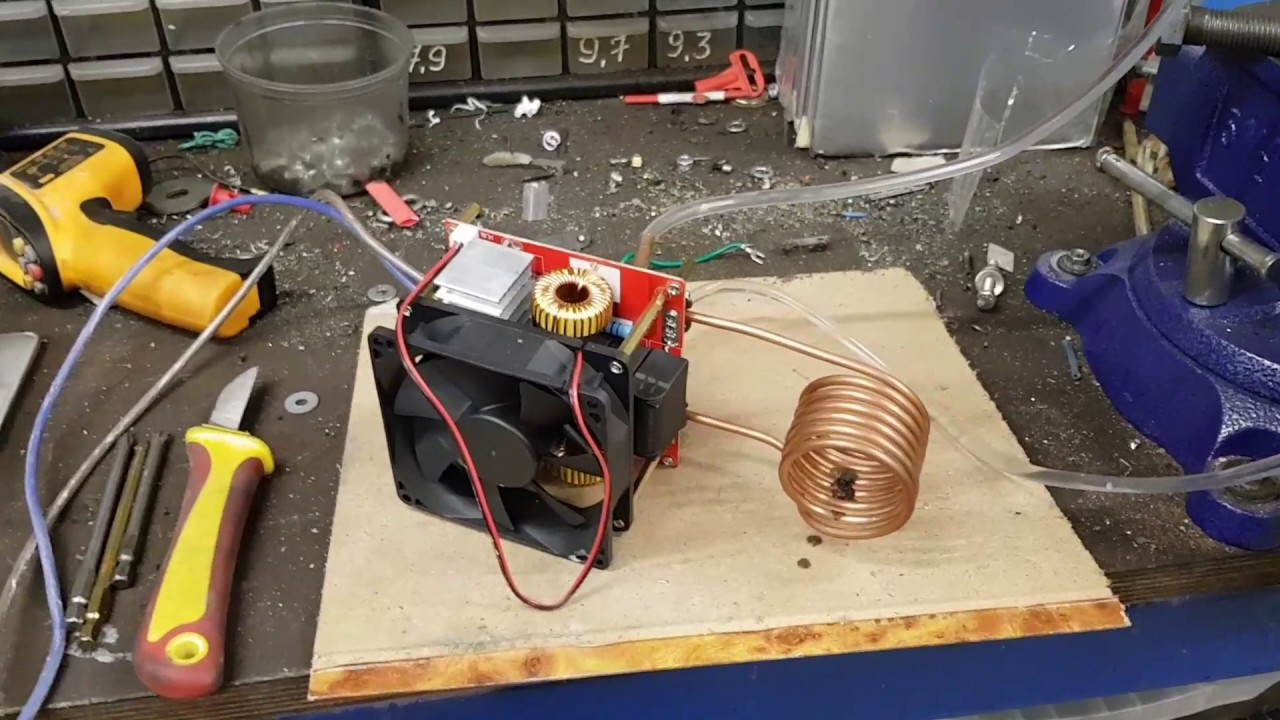 Существование или создание в течение длительного времени, чтобы обеспечить измерение стабильного напитка на выходе из помещения
Существование или создание в течение длительного времени, чтобы обеспечить измерение стабильного напитка на выходе из помещения
Stingere cu răcire — nainte de a fi imersate într-un mediu de răcire, piesele încălzite sunt răcite în aer pentru o perioadă de timp sau păstrate într-un termostat cu t redus.Există o reducere a ciclului de tratament termic al oțelului (utilizat de obicei după carburare).
ntărire ușoară — ncălzirea într-un mediu controlat la o temperatură peste punctul Ac3 cu 20-30 K, menținerea și răcirea ulterioară într-un mediu controlat. Apare Protecție împotriva Oxidării și decarburării părților complexe ale matrițelor, matrițelor și dispozitivelor care nu sunt supuse măcinării
Vacanță scăzută — încălzire în intervalul de temperatură 423-523 K i răcirea accelerată ulterioară.Îndepărtarea tensiunilor interne și reducerea fragilității Instrumentelor de tăiat și de măsurare după întărirea suprafeței; pentru piese întărite după carcasă
Vacanță medie — ncălzire în intervalul t = 623-773 K i răcire ulterioară lentă sau accelerată. Există o cretere a limit elastice a arcurilor, arcurilor și a altor elemente elastice
Există o cretere a limit elastice a arcurilor, arcurilor și a altor elemente elastice
Vacanță ridicată — încălzire în intervalul de temperatură 773-953 K i răcire ulterioară lentă sau rapidă. Вы производите Asigurarea unei ductilități, чтобы избавиться от пьезоэлектрической структуры в oel, de Regă, în timpul îmbunătățirii termice
Îmbunătățirea termică — Stingerea și revenirea ulterioară.Являются loc îndepărtarea completetă teniunilor reziduale. Furnizarea unei combinații de rezistență ridicată și ductilitate în timpul tratamentului termic final al pieselor structurale din oțel care funcționează sub sarcini de șoc și vibrații
Termecanic Tratament — ncălzire, răcire rapidă până la 673-773 K, deformare plastică multiplă, stingere și călire. Ламинат Prevedere pentru produse i părți de formă simplecare nu sunt sudate, rezistență crescută în compare cu rezistența obținută prin tratamentul termic условный
mbătrânire — încălzire și expunere îndelungată la temperaturi ridicate. Существуют или стабилизируют размер пьезоэлектрического преобразователя și sculelor
Существуют или стабилизируют размер пьезоэлектрического преобразователя și sculelor
Carburare — Saturația stratului de suprafață al oțelului ușor cu carbon (карбюратор). Însoțit de stingerea ulterioară a temperării scăzute. Adâncimea stratului cimentat este de 0,5-2 мм. Oferă o duritate ridicată a suprafeței produsului, menținând în același timp un miez vâscos. Oțelurile cu carbon sau aliaje cu conținut de carbon supuse cimentării: pentru produsele mici și mijlocii 0,08-0,15%, pentru cele mai mari 0,15-0,5%.Roțile dințate, știfturile histonului и др. Sunt supuse cimentării.
Cianurarea — Tratarea termochimică a produselor din oțel într-o soluție de săruri de cianură la o temperatură de 820. Stratul de suprafață al oțelului este saturat cu carbon și azot (stratul cuutin schileur). de carbon supuse cianurării, ca urmare a, împreună cu o suprafață solidă, produsul are un miez vâscos. Astfel de produse se caracterizează prin rezistență ridicată la uzură și rezistență la sarcini de oc.
Nitrare (нитрурар) — Saturația cu azot a stratului de suprafață al produselor din oțel la o adâncime толщиной 0,2-0,3 мм. Oferă o duritate ridicată a suprafeței, rezistență crescută la abraziune și coroziune. Калибр, roți dințate, jante de arbore и т. Д. Sunt supuse nitrurării.
Tratament la Rece — Răcit după stingere la temperatura sub zero. Există o schimbare în structura internă a oțelurilor întărite. Se folosește pentru oțeluri pentru scule, produse întărite la carcasă, unele oțeluri cu aliaj înalt.
TRATAMENTUL DE CALOR AL METALELOR (TRATAMENTUL DE CALOR), un anumit ciclu de timp de încălzire și răcire, la care sunt supuse metalele pentru a-i schimba proprietățile fizice. Tratamentul termic în sensul obișnuit al termenului se efectuează la temperaturi sub punctul de topire. Procesele de topire și turnare care au un efect semnificativ asupra proprietăților metalului nu sunt include in acest concept. Modificările proprietăților fizice cauzate de tratamentul termic se datorează modificărilor structurii interne și ale relațiilor chimice care apar în materialul solid.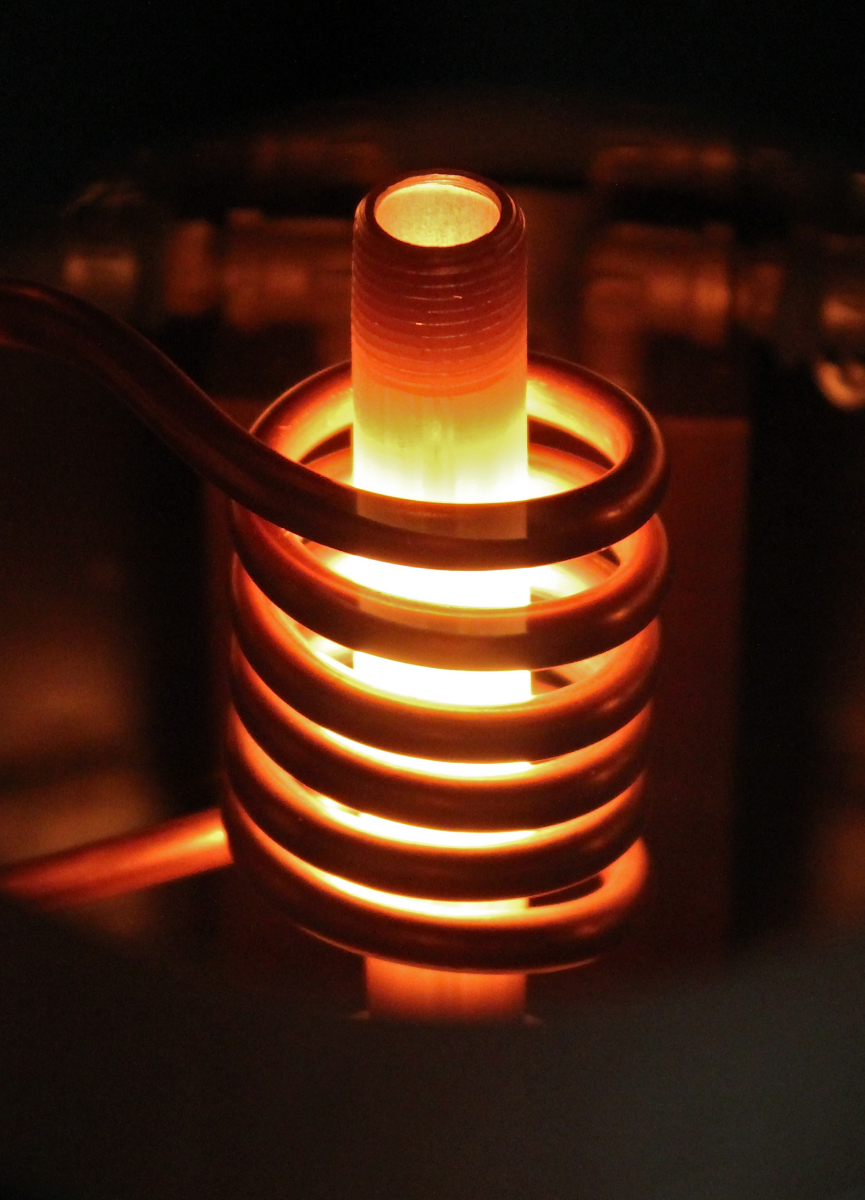 Ciclurile de tratament termic sunt разнообразная комбинация încălzire, menținere la o anumită temperatură i răcire rapidă sau lentă, corespunzătoare schimbărilor structurale i chimice care trebuie provocate.
Ciclurile de tratament termic sunt разнообразная комбинация încălzire, menținere la o anumită temperatură i răcire rapidă sau lentă, corespunzătoare schimbărilor structurale i chimice care trebuie provocate.
Structura granulară металл. Orice metal constă de obicei din multe cristale în contact unul cu celălalt (numite boabe), de obicei de sizesiuni microscopice, dar uneori vizibile cu ochiul liber. N interiorul fiecărui bob, atomii sunt dispuși astfel încât să formeze o rețea геометрическое трёхмерное регулирование.Tipul de rețea, numit structură cristalină, este o caracteristică a materialului și poate fi определение принц анализа дифракции и разума X. Vacante. Toate boabele au aceeași structură cristalină, дар, де регула, загар ориентировать диферит в спа. Prin urmare, la limita a două boabe, atomii sunt întotdeauna mai puțin ordonați decât interiorul lor.Acest lucru explică, în special, că limitele granulelor sunt mai ușor de gravat cu reactivi chimici. O suprafață metalică plană lustruită tratată cu o subject de lefuire adecvată prezintă de obicei un model de graniță limpede. Proprietăile fizice ale unui material sunt определяет de proprietățile boabelor Individual, de efectul lor взаимно i de proprietățile limitelor boabelor. Собственный унаследованный материал металлический депинд в модном критическом измерении, форме și orientarea boabelor, iar scopul tratamentului termic este de a controla acești factori.
Proprietăile fizice ale unui material sunt определяет de proprietățile boabelor Individual, de efectul lor взаимно i de proprietățile limitelor boabelor. Собственный унаследованный материал металлический депинд в модном критическом измерении, форме și orientarea boabelor, iar scopul tratamentului termic este de a controla acești factori.
Procese atomice în timpul tratamentului termic. Pe măsură ce temperatura unui material cristalin solid crește, devine mai ușor pentru atomii săi să se deplaseze dintr-un loc al rețelei de cristal în altul. Tratamentul termic se bazează pe această difuzie a atomilor. Cel mai eficient mecanism pentru mișcarea atomilor într-o rețea de cristal poate fi imaginat ca mișcarea siturilor de rețea vacante, уход за солнцем întotdeauna prezente în orice cristal. La temperaturi ridicate, datorită creșterii vitezei de diffuzie, processul de tranziție a structurii de neechilibru a unei subjectțe la una de echilibru este accelerat.Temperatura la care viteza de difuzie crește считает, что ню este aceeași pentru diferite metale. De obicei, este mai mare pentru metalele cu un punct de topire ridicat. В вольфраме, Cu punctul său de topire egal cu 3387 C, recristalizarea nu are loc chiar și cu căldură roșie, în timp ce tratamentul termic al aliajelor de aluminiu care se topesc la temperaturi scăzute, înă unepera lafect. Camerei.
De obicei, este mai mare pentru metalele cu un punct de topire ridicat. В вольфраме, Cu punctul său de topire egal cu 3387 C, recristalizarea nu are loc chiar și cu căldură roșie, în timp ce tratamentul termic al aliajelor de aluminiu care se topesc la temperaturi scăzute, înă unepera lafect. Camerei.
n multe cazuri, tratamentul termic implă или răcire foarte rapidă, numită stingere, pentru a păstra struct formată la temperatura ridicată.Deși, строгий vorbind, o astfel de structură nu poate fi considerată стабильная термодинамическая температура камеры, на практике este destul de стабильный datorită ratei reduse de diffuzie. Multe aliaje utile au această structură «метастабила».
Modificările cauzate de tratamentul termic pot fi de două tipuri Principale. В первом случае, atât în \ u200bmetalele pure cât i în aliajele, sunt posibile modificări care afectează doar structura fizică. Acestea pot fi modificări ale stării de stres a materialului, modificări ale sizes, formei, structurii cristaline și orientării boabelor sale cristaline. În al doilea rând, structura chimică a metalului se poate schimba, de asemenea. Acest lucru poate fi exprimat prin netezirea neomogenităților în compoziție i formarea excitatelor unei alte faze, in interacțiune cu atmosfera înconjurătoare, creată pentru a purifica metalul sau a-i conferile deprieta deprieta deprietă. Modificările ambelor tipuri pot apărea simultan.
În al doilea rând, structura chimică a metalului se poate schimba, de asemenea. Acest lucru poate fi exprimat prin netezirea neomogenităților în compoziție i formarea excitatelor unei alte faze, in interacțiune cu atmosfera înconjurătoare, creată pentru a purifica metalul sau a-i conferile deprieta deprieta deprietă. Modificările ambelor tipuri pot apărea simultan.
Ameliorarea stresului. Deformarea la Rece Crește duritatea i fragilitatea majorității metalelor. Uneori, această „întărire a muncii” este de dorit.Metalelor neferoase și aliajelor lor li se oferă de obicei un anumit grad de duritate Prin Luminare la Rece. Oțelurile cu conținut scăzut de carbon sunt, de asemenea, adesea întărite prin prelucrarea la Rece. Oțelurile cu conținut ridicat de carbon, care au fost luminate la Rece sau atrase la recé la rezistența crescută necesară, de exemplu, pentru fabricarea arcurilor, sunt de obicei supuse recușirii de stres i încălzite la oativa la temperatură материал de dur ca înainte, dar dispare în ea. neomogenitatea distribuției tensiunilor interne. Acest lucru Reduce Tenința de Fisurare, в специальном средстве коррозии. O astfel de ameliorare a stresului apare, de regă, datorită fluxului local de plastic in material, care nu duce la modificări ale structurii generale.
neomogenitatea distribuției tensiunilor interne. Acest lucru Reduce Tenința de Fisurare, в специальном средстве коррозии. O astfel de ameliorare a stresului apare, de regă, datorită fluxului local de plastic in material, care nu duce la modificări ale structurii generale.
Recristalizare. Меди-диферитовый метод образования металлической принцессы, este adesea necesar să se schimbe foarte mult forma piesei de prelucrat. Dacă modelarea trebuie efectuată într-o stare Rece (забота este adesea dictată де рассмотрение практики), atunci processul trebuie împărțit în mai multe etape, cu recristalizarea între ele.După prima etapă deformare, când materialul este întărit într-o asemenea măsură, не может деформироваться, suplimentară poate duce la фрактури, piesa de prelucrat este încălzită la o temperaturăte mai de la de la temperatură, mare de la de la temperatură, mare de este de la de la temperatură, mare de la de la temperatură, de la temperatură, mare de la de la de la temperatură, mare de la de la temperatură, mare de la de la de la temperatură. Datorită difuziei rapide la această temperatură, apare o structură complete nouă datorită rearanjării atomice. Cerealele noi încep să crească în interiorul structurii de cereale deformat materialului deformat, уход за поверхностью îl înlocuiesc complete.Primn primul rând, se formează mici boabe noi în locurile în care vechea structură este cel mai perturbată, i anume la vechile limite ale boabelor. La recoacere ulterioară, atomii structurii deformate sunt rearanjate astfel încât să devină i ele parte din cereale noi, care cresc și în cele din urmă поглощает întreaga structură veche. Piesa de prelucrat își păstrează forma anterioară, dar este acum fabricată dintr-un material moale, fără stres, care poate fi supus unui nou ciclu deformare. Обработка асцеста фи повторяет де маи мульте ори дакэ есть необходимость в анумит град деформация.
Lucrul la Rece este o deformare la o temperatură prea scăzută pentru recristalizare. Pentru majoritatea metalelor, temperatura camerei îndeplinește această Definiție. Dacă deformarea se efectuează la o temperatură suficient de ridicată, astfel încât recristalizarea să aibă timp să urmeze deformarea materialului, atunci acest tratament se numește fierbinte. Atâta timp cât temperatura ramâne достаточный de ridicată, poate fi deformată atât cât se dorește. Starea fierbinte a unui metal esteterminată, în primul rând, de cât de aproape este temperatura sa de punctul de topire.Maleabilitatea ridicată a plumbului înseamnă că se recristalizează ușor, adică poate fi Africată «la cald» la temperatura Camerei.
Controlul texturii. Proprietățile fizice ale unui bob, în general vorbind, nu sunt aceleași în direcții diferite, deoarece fiecare bob este un singur cristal cu propria structură cristalină. Proprietățile unei probe de metal sunt вычислить в medie asupra tuturor boabelor. În cazul unei orientări aleatorii a bobului, proprietățile fizice generale sunt aceleași în toate direcțiile.Dacă unele planuri cristaline sau rânduri atomice ale majorității boabelor sunt paralele, atunci proprietățile probei devin «анизотроп», adică, în funcție de direcție. Acen acest caz, cupa, obținută prin extrudare profundă dintr-o placă круговая, va avea «limbi» sau «scoici» la marginea superioară, datorită faptului că în unlele direcții materialul se deformează mai ușor \ uz200 \ u200b \ 200. Modeln modelarea mecanică, anizotropia proprietăților fizice este în general nedorită. Dar în foile de materiale magnetice pentru transformatoare i alte dispozitive, este foarte de dorit ca direcția magnetizării ușoare, забота о кристалле единства, это детерминированная структура cristalină, в которой содержится информация, которая совпадает с потоком магнитных данных.Astfel, «orientarea preferată» (textura) poate fi dorită sau nedorită în funcție de scopul materialului. В целом, la recristalizarea unui material, orientarea sa preferată se schimbă. Natura acestei orientări depinde de compoziția i puritatea materialului, de tipul și gradul de deformare la Rece, Precum și de durata și temperatura de recoacere.
Controlul mărimii cerealelor. Proprietățile fizice ale unei probe de metal sunt în mare măsură defineate de mărimea medie a bobului. O structură cu granulație fină corespunde aproape întotdeauna celor mai bune proprietăți mecanice.Reducerea mărimii cerealelor este adesea unul dintre obiectivele tratamentului termic (Precum i topirea și turnarea). Pe măsură ce temperatura crește, difuzia se Accelerează și, prin urmare, mărimea medie a bobului crește. Limitele boabelor sunt mutate astfel încât boabele mai mari cresc în detrimentul celor mai mici, care în cele din urmă dispar. Prin urmare, processsele finalale de lucru la cald sunt de obicei efectuate la cea mai scăzută temperatură posibilă, astfel încât mărimile bobului să fie meninute la un nivel minim.Lucrarea la cald la temperaturi scăzute este deseori asigurată в mod deliberat, в основном pentru a reduce sizesiunea boabelor, deși acelai rezultat poate fi obținut prin lucrarea la Rece urmată de recristalizare.
Omogenizare. Procesele menționate mai sus au loc atât în Metal pure, cât și în aliaje. Дар существует о серии других процедур по уходу, которые могут быть использованы в материальных средствах по уходу за металлом, содержащимися в различных компонентах. De exemplu, la turnarea aliajului, aproape sigur va exista neomogenități în compoziția chimică, заботиться о том, что это детерминировано де процесул де солидифа, инегала.Într-un aliaj de solidificare, compoziția fazei solide formate la un moment dat nu este aceeași ca în faza lichidă, care este în echilibru cu acesta. В результате, compoziia solidului care a apărut în momentul inițial al solidificării va fi diferită decât la sfârșitul solidificării, iar acest lucru duce la eterogenitatea spaială a compoziiei la o scă microscopică. Această neomogenitate este ellelationată prin încălzirea simpleă, mai ales în combinație cu deformarea mecanică.
Curățare.Deși puritatea metalului esteterminată în primul rând de condițiile de topire și turnare, purificarea metalului este adesea realizată prin tratament termic în stare solidă. Impuritățile conținute de metal reacționează la suprafața acestuia cu atmosfera în care este încălzit; Astfel, o атмосферный водород, восстанавливающий агент, восстанавливающий поате, трансформирующий o porțiune semnificativă оксизилор в металлической чистоте. Adâncimea unei astfel de curățări depinde de Capacitatea impurităților de a diffuza de la volum la suprafață și, prin urmare, esteterminată de durata și temperatura tratamentului termic.
Izolarea fazelor secundare. Un efect important stă la baza majorității modurilor de tratament termic al aliajelor. Este asociat cu faptul că solubilitatea în stare solidă, а также компонент, который зависит от температуры. Spre deosebire de metalul pur, în care toți atomii sunt aceiași, într-o soluție solidă de două component, de exemplu, există atomi de două tipuri diferite, distribuiți aleator peste siturile rețelei de cristal. Dacă creșteți numărul de atomi de al doilea fel, atunci puteți ajunge la o stare în care aceștia nu pot înlocui pur și simplu atomii de primul fel.Компонент Dacă cantitatea celui de-al doilea depășește această limită de solubilitate in stare solidă, включая единое целевое средство для тела, содержащееся в воде, а также уход за другим составом из вещества, используемого в качестве субстрата. де частичный отдельный. Astfel de Partule din a doua fază pot avea un efect profund asupra proprietăților fizice ale materialului, care depinde de mărimea, forma și distribuția lor. Acești factori pot fi modificai prin tratament termic (термин tratament).
Tratamentul termic este processing de prelucrare a produselor din metal i aliaj prin acțiune termică pentru a le schimba structura și proprietățile într-o direcție data. Acest efect poate fi combinat și cu субстанциальная химия, деформация, магнетизм и т. Д.
Информационная история с терминологией.
Omul folosește tratamentul termic al Metalelor din cele mai vechi timpuri. Chiar și în epoca eneolitică, folosind forjarea la Rece a aurului și cuprului nativ, omul primitiv sa confruntat cu fenomenul de întărire a muncii, ceea ce a făcut difficilă fabricarea produselor cu lame vârului iri să încălzească cupru forjat la Rece în vatră.Cele mai vechi dovezi ale utilizării recoacerii de dedurizare a metalului întărit datează de la sfârșitul mileniului 5 часов. е. Această восстановил первую прима-операцию в терминальной тратаментальной обработке металлов в ceea ce privește timpul de apariție. La fabricarea armelor i uneltelor din fier obținute princesses de suflare a brânzei, fierarul a încălzit martorul de fier pentru forjare la cald într-un cuptor cu cărbune. Acen acelai timp, fierul a fost carburat, adică avut loc cimentarea, una dintre varietățile de tratament chimico-termic.Răcind un produs forjat din fier carburat în apă, fierarul a descoperit o creștere bruscă a durității sale i o îmbunătățire a altor proprietăți. Stingerea apei din fierul carburat a fost utilizată de la sfârșitul celui de-al doilea mileniu I începutul I î. е. Odiseea lui Homer (secolele VIII-VII î.Hr.) conrmine următoarele rânduri: «Cum un fierar aruncă un topor roșu sau un topor în apă Rece și fierul șuieră cu un gurgul, mai puternic decât se întâmplă апа. «În secolul al V-lea.Î.Hr. е. Etruscii au stins oglinzile din bronz de înaltă staniu în apă (cel mai probabil să îmbunătățească strălucirea în timpul lustruirii). Cimentarea fierului în cărbune sau materie organică, stingerea i călirea oțelului au fost utilizate pe scară largă în Evul Mediu în producția de cuțite, săbii, file și alte Instrumente. Necunoscând esența transformărilor interne în metal, meșterii средневековые au atribuit adesea obținerea unor proprietăți în timpul tratamentului termic al metalelor manifestării forțelor supranaturale.Până la mijlocul secolului al XIX-lea. cunoașterea umană despre tratamentul termic al metalelor a fost un set de rețete dezvoltate pe baza secolelor de experienceă. Cerințele pentru dezvoltarea tehnologiei și, în primul rând, pentru dezvoltarea producției de tun din oțel, au dus la transformarea tratamentului termic al metalelor din artă în tiință. La mijlocul secolului al XIX-lea, când armata a încercat să înlocuiască tunurile din bronz i fontă cu altele mai puternice din oțel, проблема fabricării butoaielor de arme cu o rezistență ridicată și extata de acută a fosta.În ciuda faptului că metalurgiștii știau rețetele de topire și turnare a oțelului, butoaiele de arme spărgeau foarte des fără niciun motiv aparent. DKChernov de la combinatul siderurgic Obukhovsky din Sankt Petersburg, studiind secțiunile subțiri gravate preparate din botul tunurilor la microscop i observând structura фрактурило-ло локул де рупере sub o lupă, заключительный путь că oțternul este mai. В 1868 году Чернов «descoperit transformări structurale interne» в oțelul de răcire care au loc la anumite temperaturi.pe care le-a numit punctele critice a și b. Dacă oțelul este încălzit la temperaturi sub punctul a, atunci acesta nu poate fi întărit, iar pentru a obține o structură cu granulație fină, oțelul trebuie încălzit la temperaturi peste punctul b. Descoperirea de către Chernov — точечная критика, трансформирующая структуру в oel a făcut posibilă selectarea științifică, модуль термической обработки, имеющий постоянную собственность, необходимый для производства пива на выбор.
в 1906 г., А. Вильм (Германия), folosind duraluminia Inventată de el, a descoperit îmbătrânirea după întărire (vezi Îmbătrânirea metalelor) cea mai importantă metodă de întăelu,,). Ann anii 30. Secolului 20 a apărut tratamentul termomecanic al aliajelor de cupru îmbătrânite, iar în anii 50 tratamentul termomecanic al oțelurilor, care a făcut posibilă creșterea semnificativă a produselorei. Типурильный комбинированный терминатор включает в себя термомагнитный термомагнит, уход за ним, может быть произведен на магнитном носителе, может быть использован для магнитного поля.
Результат числовых исследований по изменению свойств в структуре i proprietățile metalelor i aliajelor sub acțiune termică a fost o teorie armonioasă и tratamentului termic al metalelor.
Clasificarea tipurilor de tratament termic se bazează pe ce tip de modificări structurale din metal au loc atunci când sunt expuse la căldură. Tratamentul termic al metalelor se subdivizează în tratament termic în sine, care constă doar în acțiune termică asupra metalului, tratament chimico-termic, care combină efectele termice și chimice, i termomecanic, care combinăefecă efecă. Tratamentul termic propriu-zis включают următoarele typeuri: recoacere de primul fel, recoacere de al doilea fel, stingere fără transformare polimorfă și cu transformare polimorfă, îmbătrânire și călire.
Nitrarea — saturația suprafeței pieselor metalice cu azot pentru a crește duritatea, rezistența la uzură, limita de oboseală i rezistența la coroziune. Oțelul, titanul, unele aliaje, cel mai adesea oțelurile aliate, în special crom-aluminiu, Precum și oțelul care conține vanadiu și molibden, supuse nitrurii.
Nitrificarea oțelului находится на уровне 500 650 C в амониаке. Peste 400 C, disocierea amoniacului încie de reacția Nh4 ‘3H + N. Azotul atomic format se diffuzează в металле, образует и фазу азотата.Температура нитруса ниже 591 ° C, слой нитрурата в формате дин-трефаза (рис.): Азотура-нитра-де-Fe2N, ³ азотура-де-Fe4N, ± азотата с концентрацией приблизительно 0,01% азотной камеры. La o temperatură de nitrurare de 600 650 C, mai mult și faza ³, care, ca rezultat al răcirii lente, se descompune la 591 C într-un eutectoid ± + ³ 1. Duritatea stratului nitrurat crete la HV = 1200 (corespunzând 12 H / m2) i ramâne în repetate rânduri încălzirea până la 500 600 C, ceea ce asigură o rezistență ridicată la uzură a pieselor la temperaturi ridicate.Oțelurile нитрурат sunt semnificativ superioare в ceea ce privește rezistența la uzură a oțelurilor întărite la carcasă i întărite. cu o grosime de 0,2 0,4 мм. Ocreate a temperaturii Accelerează Processul, dar reduce duritatea stratului. supuse nitrurării, cositoririi (pentru oțelurile structurale) i placarea cu nichel (pentru oțelurile inoxidabile și rezistente la căldură). Duritatea stratului de nitrurare a oțelurilor rezistente la căldură, что реализовано унеори într-un amestec de amoniac și azot.
Nitrirea aliajelor de titan se efectuează la 850-950 C in azot de înaltă puritate (nitrurarea in amoniac nu este utilizată din cauza fragilității crescute a metalului).
n timpul nitrurării, se formează un strat de nitrură subțire superior și o soluție solidă de azot în ± titan. Adâncimea stratului timp de 30 de ore este de 0,08 мм cu o duritate a suprafeței de HV = 800 850 (corespunde la 8 8,5 H / m2). Introducerea unor elemente de aliere în aliaj (până la 3% Al, 3 5% Zr и т. Д.) mărește viteza de difuzie a azotului, crescând adâncimea stratului nitrurat, iar cromul reduce viteza de diffuzie. Nitrurarea aliajelor de titan în azotul разреженная грань posibilă obținerea unui strat mai adânc fără o zonă fragilă de nitrură.
Nitrarea este utilizată pe scară largă in industry, inclusiv pentru piese care funcționează la temperaturi de până la 500-600 C (garnituri de cilindri, arbori cotiți, angrenaje, perechi de supape, piese piese de echipamentech и т. Д.): Минкевич А.Н., Tratamentul termic chimic al metalelor și aliajelor, ediția a II-a, M., 1965: Гуляев А.П. Металловедение, ediția a IV-a, M., 1966.
Integrated Concepts Какая емкость необходима последовательно с катушкой индуктивности 800 мкГн для формирования цепи, излучающей длину волны 196 м?
Приведите два урока, которые можно извлечь из неудачного случая с N-лучами и других недавних инцидентов неисправности …
Исследования физики
Вектор имеет x-компоненту 25.0 единиц и y-компонент 40,0 единиц. Найдите величину и направление …
Колледж физики
Какая связь между шагом горизонтальных линий и крутизной уклона?
Основы физической географии
Монотомный ион имеет заряд +3. Ядро иона имеет массовое число 27. Число нейтронов в …
Общая химия — отдельная книга (Список курсов MindTap)
Недостаточное количество диетического белка может иметь серьезные последствия, но избыток пищевого белка не может причинить вреда .T F
Nutrition
Баллон со сжатым газом содержит 1,00 103 г газообразного аргона. Давление внутри цилиндра составляет 2050 фунтов на квадратный дюйм (фунтов …
Химия: первый подход к атомам
Какая гибридизация требуется для центральных атомов с тригонально-бипирамидальной геометрией? Октаэдрическая геометрия? …
Химия
Какие характеристики различают нематоды от плоских червей?
Биология (Список курсов MindTap)
Верно или неверно? Если теория опровергается, то все наблюдения, подтверждающие эту теорию, также опровергаются…
Введение в химию: Фонд
В соответствии со схемами питания Министерства сельского хозяйства США, какие из следующих овощей следует ограничивать? а. морковь б. avoca …
Питание: концепции и противоречия — Отдельная книга (список курсов MindTap)
Сопоставьте молекулы с наилучшим описанием. ____ воск а. первичная структура белка ____ крахмал b. энергия …
Биология: единство и разнообразие жизни (список курсов MindTap)
Каковы сильные и слабые стороны вегетарианской диеты?
Понимание питания (Список курсов MindTap)
Молекулярные расстояния обычно указываются в нанометрах (1 нм = 1 109 м) или в пикометрах (1 pm = 1 1012 м).Howev …
Химия и химическая реактивность
Уравновешивание химических уравнений 49. Сбалансируйте каждое химическое уравнение:
Chemistry In Focus
Какие характеристики должен иметь стандартный блок?
Введение в физику
Как модель Бобкока объясняет цикл солнечных пятен?
Горизонты: исследование Вселенной (Список курсов MindTap)
ВОСПОМИНАНИЕ Чем репликация ДНК у эукариот отличается от процесса у прокариот?
Биохимия
6-16 Ответ верный или неверный.(а) Растворимость — это физическое свойство, такое как точка плавления и температура кипения. (b) Все …
Введение в общую, органическую и биохимию
Ответы на все проблемы находятся в конце этой книги. Подробные решения доступны в разделе «Решения для студентов» …
Биохимия
Перечислите различия между митозом и мейозом в следующей таблице:
Человеческая наследственность: принципы и проблемы (список курсов MindTap)
Газообмен происходит в _______.а. два бронха b. плевральные мешки c. альвеолы d. и b, и c
Биология человека (список курсов MindTap)
Значение в qelect при 298 K для h3, если De используется в качестве энергии диссоциации вместо D0, должно быть предсказано …
Physical Chemistry
11 . Пример: жертва автомобильного столкновения 37-летняя женщина находится на аппарате искусственной вентиляции легких с циклическим изменением объема на …
Сердечно-легочная анатомия и физиология
2,83 Почему существуют разные правила для обозначения ковалентных и ионных бинарных соединений?
Химия для студентов инженерных специальностей
Сколько значащих цифр содержится в каждом из следующих пунктов? (а) 0.136 м (б) 0,0001050 г (в) 2,700103 нм (г) …
Химия: принципы и реакции
Эрика — бывшая 2-недельная девочка, вес при рождении 1,14 кг, рост при рождении 3 8,0 см. ; ее вес, длина и он …
Питание на протяжении жизненного цикла
Предположим, 200 рыб помечены и выпущены в пруд. На следующей неделе вылавливается 200 рыб, и 100 из них имеют …
БИОЛОГИЯ: КОНЦЕПЦИИ + ПРИМЕНЕНИЕ (СВОБОДНЫЙ)
В живых системах: a. белки редко сочетаются с другими макромолекулами.б. ферменты всегда являются белками. c. pro …
Биология: динамическая наука (список курсов MindTap)
Масса молекулы брома составляет 160 у.е., а масса молекулы аргона — 40 у.е. Сравните скорости, с которыми …
Химия сегодня: общие, органические и биохимические
Обратитесь к задаче 48. Предположим, что высота горы равна y, исходное расстояние женщины от горы равно x, и …
College Physics
Широкий луч лазерного света с длиной волны 632.8 нм направляется через несколько узких параллельных щелей, сеп …
Физика для ученых и инженеров
Посмотрите на возможные промежуточные соединения карбокатиона, образующиеся при добавлении HCl к 1,3-пентадиену (Задача 14-2) …
Органическая химия
Объясните, почему вы согласны или не согласны с каждым из следующих утверждений: (а) люди превосходят другие формы …
Наука об окружающей среде (список курсов MindTap)
Следует ли правительствам уделять первоочередное внимание рассмотрению нетто отдача энергии при принятии решения о том, какие энергетические ресурсы использовать…
Наука об окружающей среде (Список курсов MindTap)
41. Когда вода закипает, в жидкости образуются маленькие пузырьки. Придумайте гипотезу, чтобы объяснить, что происходит …
Chemistry In Focus
Антибиотик тиарубин-А был открыт при изучении пищевых привычек диких шимпанзе в Танзании. С …
Химия
Роберто родился на 30 неделе беременности и сейчас ему 25 месяцев. Главное беспокойство его родителей и расширенных семей …
Питание на протяжении жизненного цикла (список курса MindTap)
Химику нужно ровно 2 моля KNO3 для приготовления раствора.Какую массу твердого KNO3 необходимо использовать?
Химия для студентов инженерных специальностей
Что означает каждая буква в NAD +?
Общая, органическая и биологическая химия
Карбоновая кислота по классификации IUPAC называется a. метилбутановая кислота b. 2-метилбутановая кислота c. 3-метилбутановая кислота …
Органическая и биологическая химия
Белые карлики имеют примерно 1/100 диаметра Солнца. Если вы изображаете Солнце с мячом для гольфа (диаметр 1.68 …
Основы астрономии (Список курсов MindTap))
Вы работаете в компании, производящей принадлежности для вечеринок.Вы разрабатываете наполненные гелием воздушные шары для продажи …
Физика для ученых и инженеров с современной физикой
Для чего нужны веревки, прикрепленные к пушке на рис. 10.10? ВТОРОЙ ЗАКОН НЬЮТОНСА, ПРИМЕНЯЕМЫЙ К СИСТЕМЕ …
Физика для ученых и инженеров: основы и связи
Обзор. Чтобы измерить, насколько глубоко под поверхностью океана птица ныряет, чтобы поймать рыбу, ученый использует метод оригинала.
Физика для ученых и инженеров, Обновление технологий (коды доступа не включены)
Теперь мы продолжаем внедрение органических дорожные карты химических реакций.Из-за множества новых функциональных …
Органическая химия
В каждом поле, когда дана формула, напишите имя; учитывая имя, напишите формулу. Не называйте ничего, кроме pe …
Введение в химию: подход активного обучения
Какая из следующих распространенных пищевых добавок дает основной раствор при растворении в воде? (a) NaNO3 (используется как …
Химия и химическая реактивность
Слизень — это наземный _______. a. членистоногие b.брюхоногие моллюски c. головоногие d. ракообразный
Биология: единство и разнообразие жизни (список курсов MindTap)
Как считается, что экстремофилы производят энергию?
Океанография: приглашение в морскую науку, отрывная версия
Сравните и сопоставьте сегментацию, наблюдаемую в типе Annelida, с сегментацией, наблюдаемой в типе Arthropoda.
Biology 2e
☑ Транзистор Fp1016 Лист данных
Fn1a3q резистор переключения средней скорости, встроенный в тип транзистора pnp mini mold Fn1a4m резистор переключения средней скорости, встроенный в тип транзистора pnp мини-пресс-форма fn1a4p, резистор переключения средней скорости, встроенный в транзистор типа pnp мини-пресс-форма fn1a4z, резистор переключения средней скорости, встроенный в транзистор pnp.Мы хотели бы показать вам описание здесь, но сайт не позволяет нам.
Pdf Fp101 Datasheet Pdf Applications Datasheetspdf Com
2sb1587 Datasheet Эквивалентная перекрестная ссылка Поиск
Pdf Fp101 Datasheet Pdf Applications Datasheetspdf Com
Вы научитесь определять транзистор, разберитесь с символами, используемыми для идентификации транзистора тип тра.
Транзистор fp1016 лист данных . Транзисторы типа smd Pnp транзисторы 2sb1589 170 01 имеют низкое напряжение насыщения от коллектора к эмиттеру vcesat. Перекрестная ссылка на схему Fn1016 и примечания по применению в формате pdf. Даташит транзисторов fn1016, перекрестная ссылка на схему и указания по применению в формате pdf.
195 090 049 cxa1465as cxa1465as cxa1477as cxa1594l cxa2025as fn1016 fn1016 fp1016 fp1016. Fn1016 datasheet 160v 8a 70w transistor sanken fn1016 pdf fn1016 pinout data circuit ic manual Заменить детали схематический эквивалент.Большая рассеиваемая мощность коллектора шт.
Pdf fn1016 таблицы данных контекстного поиска. Транзистор для усилителя мощности. Транзисторы fn1016 fp1016 подобранная пара транзисторов pnpnpn darlington audio транзисторов для aiwa sony jvc другие цена указана за одну пару 2 транзисторов.
Fp1016 распиновка 160v 8a 700w 65mhz транзистор sanken fp1016datasheet fp1016pdf распиновка fp1016data выход схемы ic fp1016 схематическое руководство. Распиновка fp1016 транзистор 160v 8a 700w 65mhz sanken статьи по теме в Интернете.
Схема гибридного аудиоусилителя 200 Вт
Схемы усилителя Com
Электроэнергия транзистора ЭКГ
Https Sparedparts Com Daily Https Sparedparts Com Products
Fp1016 Распиновка 160 В 8a 700 Вт 65 МГц Транзистор 9000 Sankdf2000 Sankscion
Sankscion Sonido Aiwa Modelo Sx Ns503yl YoreparoКак сделать мощный басовый усилитель с использованием транзистора B688 D718 с английскими субтитрами
Аналоговый Fp 1016 V Minigeneratore Tvch Pesochnica QA
Tallit Dan Hand made in Israel 9000 Transistor Transistor Shawl
000 Transistor Shawl100 Вт Сабвуфер A Схема усилителя рабочей и
.