
ВЫ ЛЕГКО ПОДБЕРЕТЕ УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА, КОТОРОЕ ОТВЕЧАЕТ КОНКРЕТНЫМ ТРЕБОВАНИЯМ И УСТРАИВАЕТ ПО ЦЕНЕ. Сделай своими руками
Содержание статьи
- Устройство индуктора
- Немного истории индукционных ламп
- Принцип работы индукторов
- Устройство и принцип работы индукционных ламп
- Основные разновидности индукторов
- Коэффициент ослабления
- Преимущества индукционного нагрева
- Индукционный нагреватель своими руками
- Недостатки технологии
- Условия получения индуцированного излучения
- Как индукционный нагрев применяется в сварке
- Каково основное условие получения индуцированного излучения?
- Индукционные литейные печи
- Индукционные печи на редукторе
- Индукционная печь для алюминия
- Какие индукционные плиты самые безопасные
- Применение
- Индукционные печи на гидравлике
- Индукционная печь для чугуна
Индукционный нагреватель: схема нагрева, плюсы и минусы, варианты устройств. ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ИНДУКЦИОННЫЙ НАГРЕВ.
ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ИНДУКЦИОННЫЙ НАГРЕВ.
При выполнении ремонтных, монтажных и производственных работ, когда необходимо обеспечить максимальную точность и чистоту сварки, используются индукторы. Эти устройства необходимы для индукционного нагрева металлических заготовок. Применение такого оборудования позволяет буквально за несколько секунд нагреть детали до нужной температуры, при которой металл становится мягким и легко поддается сварке. Чтобы приобрести индукторы по доступной цене, обратитесь в ООО «ТСК». В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Первый безэлектродный разряд был получен немецким ученым И. В. Хитторфом в 1884 году. Несколько десятилетий другие ученые пытались повторить эксперимент Хитторфа, не у всех это получалось. В начале 20 века американский изобретатель П.С. Хьюитт получил патент на безэлектродный источник света, но выпускать такие световые приборы начали только в 30-х годах. В 1938 году третий ученый К. Ле Бел придумал заполнять колбу безэлектродного светильника парами ртути.
В 60-х годах 20 века индукционные источники света уже разделились на три типа: лампа с «внутренней полостью», трансформаторная лампа и компактная люминесцентная лампа со встроенным пускорегулирующим устройством (ЭПРА).
В 80-х годов разрабатываются безэлектродные источники света, в которых свечение основано на плазме индукционного разряда, возбуждаемого высокочастотным индуктором. Такие ИЛ довольно просты в конструкции, хорошо светят, долго служат и экономят электроэнергию.
Устройства для индукционного нагрева металлов работают по простому принципу, базирующемуся на явлении электромагнитной индукции. Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Поскольку деталь, как правило, имеет крайне малое электрическое сопротивление, она быстро нагревается под воздействием вихревых токов. В итоге ее температура увеличивается до такой степени, что металл становится более мягким и начинает плавиться. Именно в этот момент выполняется сваривание концов обрабатываемых заготовок.
Конструкция ИЛ с внутренним и внешним индуктором
Индукционная лампа состоит из газоразрядной трубки, индукционной катушки и генератора высокочастотного тока. В некоторых моделях добавляется сердечник или ферромагнитный экран для снижения рассеивания магнитного поля.
Колба ИЛ покрыта изнутри люминофором и обычно заполнена смесью аргона с парами ртути. В особых случаях применяется другая смесь: ксенон-аргон-криптон-неон.
Индукционная катушка является первичной обмоткой трансформатора, а полость колбы с ионизированным газом – вторичный виток.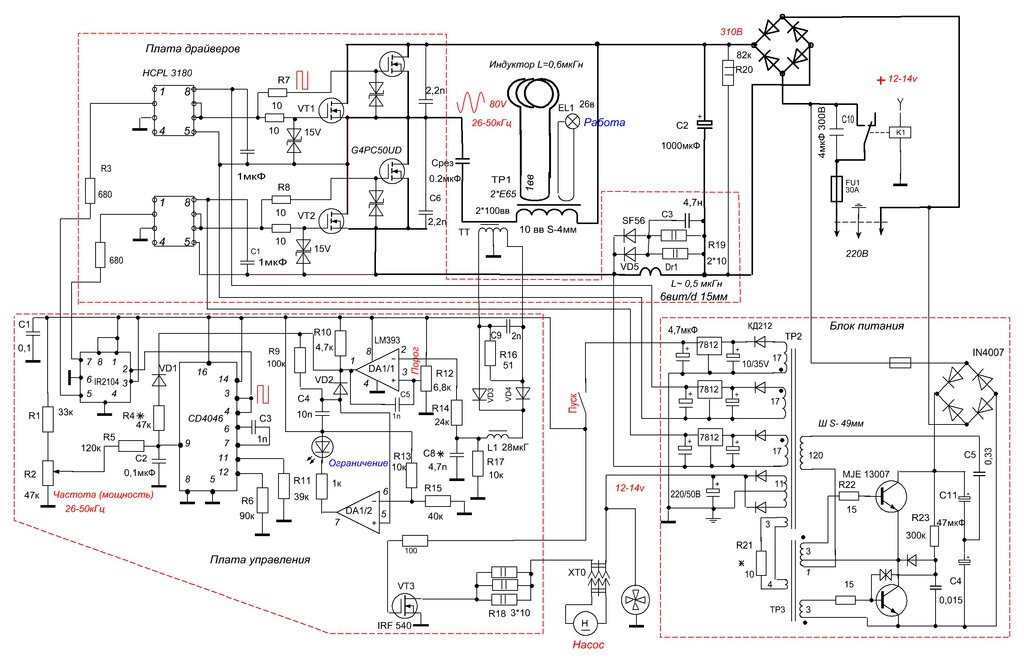
Подключение ИЛ к сети происходит через балласт:
Электрическая схема подключения ИЛ
Балласт подключается к источникам напряжения: постоянного или переменного. Балласты работают при разных значениях напряжения.
Генератор нужен для запитывания катушки индуктивности высокочастотным током (от 190 кГц до 2,65 МГц). При этом напряженность электрического поля повышается до степени возникновения электрического пробоя – газовая смесь переходит в низкотемпературную плазму. Плазма – хороший проводник тока. Внутри колбы начинает протекать ток, и от этого выделяется энергия. Выделенная энергия возбуждает атомы газовой смеси, которые начинают излучать фононы. Причем длина волны излучения атомов ртути лежит в ультрафиолетовом спектре, то есть не видимом человеческому глазу. Для перевода излучения в видимое световое применяют люминофор, который наносится на внутреннюю поверхность колбы.
Отсутствие в конструкции ИЛ электродов предотвращает их постепенное разрушение и осаждение материала электродов на стенках колбы.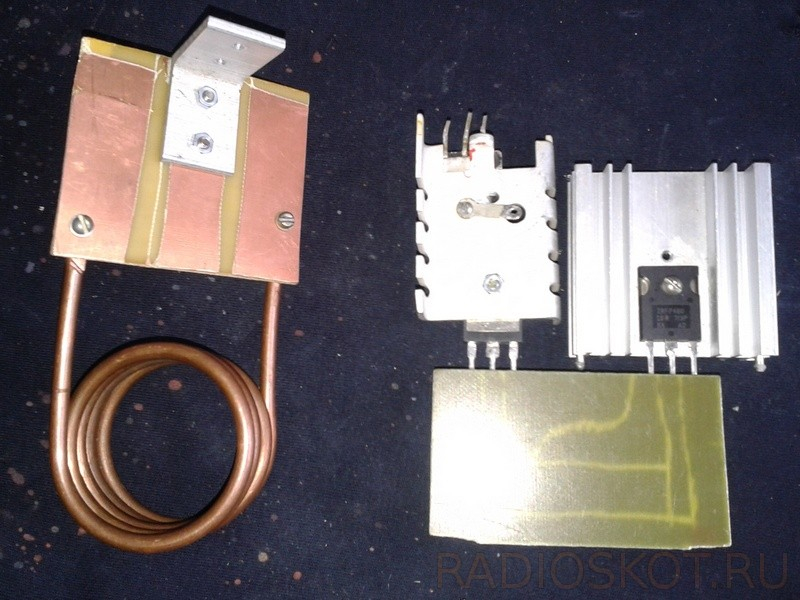
В современной промышленности получили широкое распространение три типа агрегатов для индукционного нагрева металлических деталей:
- трубчатые. Внешне такие устройства напоминают бытовые кипятильники. Индукторы состоят из 2, 3 или 4 витков медного проводника, поверхность которого обработана специальным защитным покрытием. Эти агрегаты применяются для индукционного нагрева небольших деталей. Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм;
- ленточные. Отличительной особенностью оборудования этого типа является увеличенный внутренний диаметр. Данный параметр может варьироваться в пределах от 28 до 250 мм. Большинство моделей ленточных индукторов состоит из 1 или 2 витков. Витки помещены в защитную ленточную оболочку;
- сборные. Оборудование данного вида применяется для индукционного нагрева больших металлических заготовок.
 Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Несколько особенностей коэффициента ослабления:
- Коэффициент ослабления, который иногда, но не всегда, синонимичен с коэффициентом поглощения.
- Молярная абсорбционная способность называется молярным коэффициентом экстинкции. Она представляет собой коэффициент поглощения, деленный на молярность.
- Коэффициент ослабления массы представляет собой коэффициент поглощения, деленный на плотность.
- Сечение поглощения и рассеяния тесно связаны с коэффициентами (поглощения и затухания соответственно).
- Вымирание в астрономии эквивалентно коэффициенту затухания.
Технология индукционного нагрева обладает рядом преимуществ.
- Индукционное оборудование позволяет быстро разогревать и плавить любые металлические детали. Термическая обработка заготовок при этом может проводиться в десятки раз быстрее, чем при применении газовых горелок.
 Индукционный агрегат позволяет получить нужную температуру детали буквально за несколько секунд.
Индукционный агрегат позволяет получить нужную температуру детали буквально за несколько секунд. - Нагрев можно проводить в различной среде. К примеру, индукционный агрегат вместе с заготовкой могут помещаться в атмосферу защитного газа, окислительную или восстановительную среду, жидкость и даже вакуум. Стандартные устройства газового разогрева не могут использоваться в подобных условиях.
- Процесс индукционного нагрева происходит исключительно за счет тепловой энергии, которая выделяется при прохождении вихревых токов через заготовку. Поэтому поверхность детали не загрязняется продуктами горения факела (как при газопламенном нагреве) или веществом электрода (как при дуговой сварке).
- Агрегаты индукционного нагрева можно использовать в любых условиях, даже в плохо проветриваемых и закрытых помещениях. Это обусловлено тем, что в процессе работы такое оборудование не загрязняет окружающий воздух продуктами сгорания.
- Индукторы можно использовать для местного и избирательного нагрева заготовок, при котором нужно повысить температуру не всей детали, а отдельных ее частей.
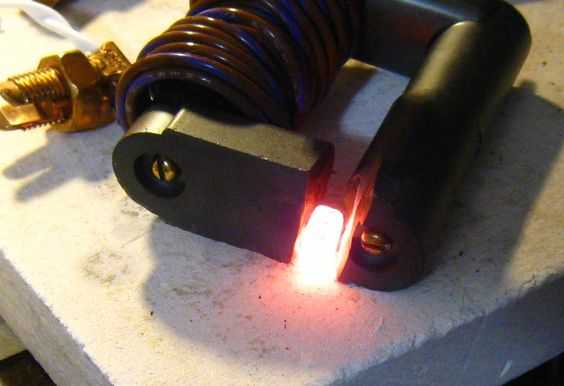
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.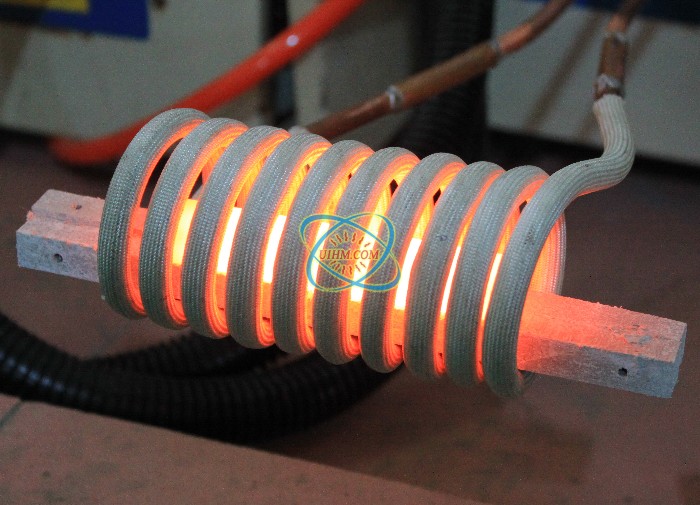
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.

Процесс идентичен по форме атомному поглощению, в котором энергия поглощенного фотона вызывает идентичный, но противоположный атомный переход: от более низкого к более высокому уровню энергии. В нормальных средах в тепловом равновесии поглощение превышает стимулированное излучение, потому что в состояниях с более низкой энергией больше электронов, чем в состояниях с более высокой энергией.
Однако когда присутствует инверсия населенности, скорость стимулированного излучения превышает скорость поглощения и может быть достигнуто чистое оптическое усиление. Такая среда усиления, наряду с оптическим резонатором, лежит в основе лазера или мазера. Не имея механизма обратной связи, лазерные усилители и суперлюминесцентные источники также функционируют на основе вынужденного излучения.
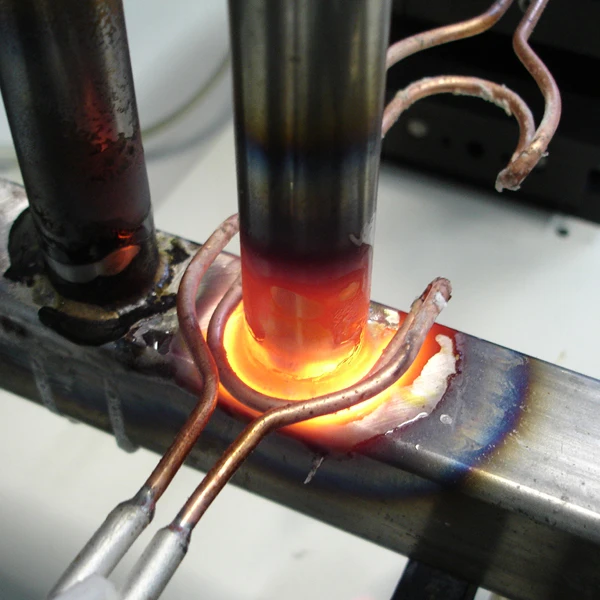
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Вы можете приобрести оборудование для индукционной сварки в нашей компании. Чтобы сделать заказ, обсудить условия доставки и оплаты товара, позвоните по телефону, который указан на сайте.
Электроны и их взаимодействия с электромагнитными полями важны в нашем понимании химии и физики. В классическом представлении энергия электрона, вращающегося вокруг атомного ядра, больше для орбит, удаленных от ядра атома.
В классическом представлении энергия электрона, вращающегося вокруг атомного ядра, больше для орбит, удаленных от ядра атома.
Когда электрон поглощает энергию света (фотоны) или тепла (фононы), он получает этот падающий квант энергии. Но переходы разрешены только между дискретными уровнями энергии, такими как два, показанных далее. Это приводит к появлению эмиссионных и абсорбционных линий.
Каждая индукционная литейная печь, может оснащаться двумя видами преобразователей, как правило тиристорный преобразователь более дешевый и комплектуется печами высокой мощности, а транзисторный более экономичный по расходу электроэнергии:
Тиристорные преобразователи частоты применяются для питания индукционных литейных печей, они работают по обычному двухэтапному принципу:
- — выпрямитель преобразовывает переменный ток сети в постоянный;
- — инвертор преобразовывает этот постоянный ток опять в переменный, но уже нужной частоты.
Тиристорные преобразователи могут работать с большим током и напряжением и при этом выдерживают продолжительную нагрузку.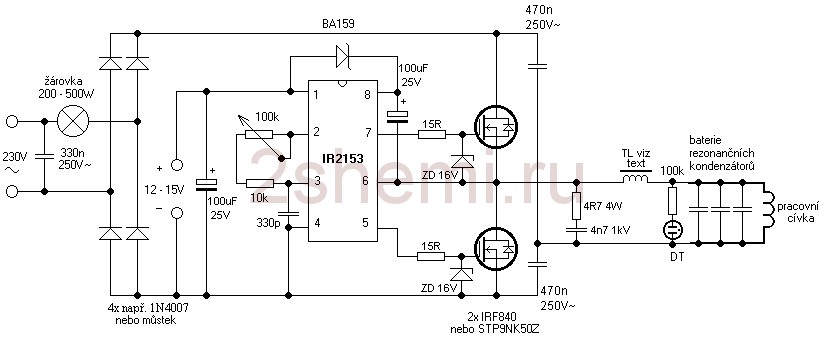 Их КПД выше, чем у преобразователей на IGBT-транзисторах.
Их КПД выше, чем у преобразователей на IGBT-транзисторах.
Транзисторные преобразователи частоты. Транзисторые преобразователи частоты используются для питания индукционных печей, в которых можно расплавить до 200 кг цветных металлов и до 100 кг черных металлов, в печах типа ИПП. Такие печи чаще всего используют в лабораторных условиях для опытных плавок, когда есть необходимость быстрой смены сплава.
Среди несомненных достоинств транзисторных преобразователей — компактность, легкость в управлении и бесшумность работы.
В базовый комплект поставки входят два плавильных узла на редукторе, тиристорный преобразователь и сопутствующее оборудование как редуктора, гибкие токопроводящие медные кабеля. Плавильные узлы располагаются на заранее подготовленный фундамент, перед запуском требует футеровки. Под каждую шихту используется своя футеровочная масса. Для охлаждения индукторов плавильных узлов рекомендуем использовать градирню.
Индукционная печь пользуется спросом у малых промышленных предприятий с производительность от 2000 тонн/год.
подробнее
- Индукционная печь 5 кг Оренбург
- Индукционная печь 15 кг Оренбург
- Индукционная печь 20 кг Челябинск
- Индукционная печь 50 кг Пермь
- Индукционная печь 60 кг Казань
- Индукционная печь 100 кг Челябинск
- Индукционная печь 100 кг Луганск
Серия индукционных печей, предназначенных для алюминия и его сплавов — ИАТ бывает двух типов: на промышленной частоте и на средних частотах. Второй тип используется, ля получения чистых металлов, что достигается сохранением поверхностной окисной пленки во время процесса расплавления. Тиристорный преобразователь частоты. Мощность регулируется с помощью переключения ступеней трансформатора вручную.
Как следует из вышесказанного, лучшими будут плиты, которые помогут избежать вам ошибок в эксплуатации.
На это работают следующие технологии:
- защитное отключение – конфорки отключатся в автоматическом режиме, если плита не получит никаких команд;
- определение диаметра посуды – конфорка с несколькими зонами нагрева включит столько контуров, сколько занимает поставленная на нее посуда;
- автоматическое распознавание посуды.
 Если на конфорке нет кастрюли или она выполнена из неподходящего материала, панель не включится;
Если на конфорке нет кастрюли или она выполнена из неподходящего материала, панель не включится; - большое количество зон нагрева. Так легче подобрать посуду подходящего диаметра под любой случай.
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов. Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
- Индукционная печь 350 кг Ульяновск
- Индукционная печь 500 кг Челябинск
- Индукционная печь 1 тонна Архангельск
- Индукционная печь 1 тонна Минск
В базовый комплект поставки включены два плавильных узла на гидравлике, тиристорный преобразователь и гидравлическая станция. Плавильные узлы располагаются на заранее подготовленный фундамент, перед запуском требует футеровки. Под каждую шихту используется своя футеровочная масса. В качестве системы охлаждения рекомендуем использовать градирню.
Индукционная печь пользуется спросом у средних промышленных предприятий с производительность от 2000 тонн/год.
подробнее
- Индукционная печь 250 кг Екатеринбург
- Индукционная печь 250 кг Челябинск
- Индукционная печь ёмкостью 250 кг Красноярск
- Индукционный сталеплавильный комплекс 250 кг Челябинск
- Индукционная печь 250 кг Москва
- Индукционная печь 250 кг Екатеринбург
- Индукционная печь 1 тонна Курган
- Индукционная печь 2 тонны Ульяновск
Для плавления и перегрева (применяется для повышения прочности) чугуна больше всего подходит серия ИЧТ. Эти печи с отходами металлообработки и позволяют получить качественный синтетический чугун. Индукционная печь для чугуна экономична, так как работает при токе промышленной частоты. Благодаря многоступенчатой системе защиты от внешних воздействий и простоте обслуживания, данный вид печей занимает лидирующие позиции на рынке России.
Эти печи с отходами металлообработки и позволяют получить качественный синтетический чугун. Индукционная печь для чугуна экономична, так как работает при токе промышленной частоты. Благодаря многоступенчатой системе защиты от внешних воздействий и простоте обслуживания, данный вид печей занимает лидирующие позиции на рынке России.
Содержание статьи
- Устройство индуктора
- Немного истории индукционных ламп
- Принцип работы индукторов
- Устройство и принцип работы индукционных ламп
- Основные разновидности индукторов
- Коэффициент ослабления
- Преимущества индукционного нагрева
- Индукционный нагреватель своими руками
- Недостатки технологии
- Условия получения индуцированного излучения
- Как индукционный нагрев применяется в сварке
- Каково основное условие получения индуцированного излучения?
- Индукционные литейные печи
- Индукционные печи на редукторе
- Индукционная печь для алюминия
- Какие индукционные плиты самые безопасные
- Применение
- Индукционные печи на гидравлике
- Индукционная печь для чугуна
Установка для нагрева перед штамповкой г.
 Екатеринбург
ЕкатеринбургУстановка для нагрева перед штамповкой еще называют Установкой для нагрева перед деформацией. А попросту штамповкой в производственных цехах называют – КИН. КИН – Кузнечный Индукционный нагреватель или Индукционный нагреватель металла. Оборудование для индукционного сквозного нагрева Применяется для получения пластичного металла путем нагрева его Индукционным способом. Нагрев осуществляется Токами Высокой Частоты – ТВЧ, при помощи Индуктора. Индукционная установки для сквозного нагрева выпускается как правило с Индукторами проходного или очкового типа, реже щелевого типа.
КИН нагреватель металла производит нагрев металла Индуктором до температуры 1200С-1250С в зависимости от марки нагреваемого материала. Индукционный нагреватель металла купить можно в ООО «Завод преобразователей ТВЧ» в любое удобное для покупателя время. Как правило Индукционная нагревательная установка разрабатывается индивидуально под требования заказчика.
Под обозначенную Заказчиком задачу – размеры заготовки заготовки и производительность проектируются и изготавливаются Индуктора
Перед покупкой Индукционной нагревательной установки согласуется Техническое задание на разработку и изготовление. Оборудование для индукционного сквозного нагрева применяется в кузнечных цехах, на машиностроительных предприятиях.
КИН нагреватель металла как правило укомплектован следующими агрегатами:
- Преобразователь ТВЧ, с подобранной частотой и мощностью
- Система контроля температуры,
- Блок компенсации,
- Система охлаждения,
- Индуктора
- Станок для обеспечения перемещения нагреваемой детали.
- Пульт дистанционного управления.
Индукционный нагреватель металла – КИН работает как правило на частотах : 2400 Гц и 1000 Гц, в зависимости от размеров нагреваемой Индуктором заготовки.
Индукционный нагреватель металла – КИН выпускаться может в следующих модификациях в зависимости размеров и производительности: КН-100-2,4; КН-100-1,0; КН-250-2,4; КН-250-1,0; КН-320-2,4; КН-320-1,0; КН-400-2,4; КН-400-1,0; КН-500-1,0; КН-500-2,4; КН-630-1,0; КН-630-2,4; КН-800-1,0; КН-800-2,4; КН-1000-1,0; КН-1000-2,4; КН-1200-1,0 и т.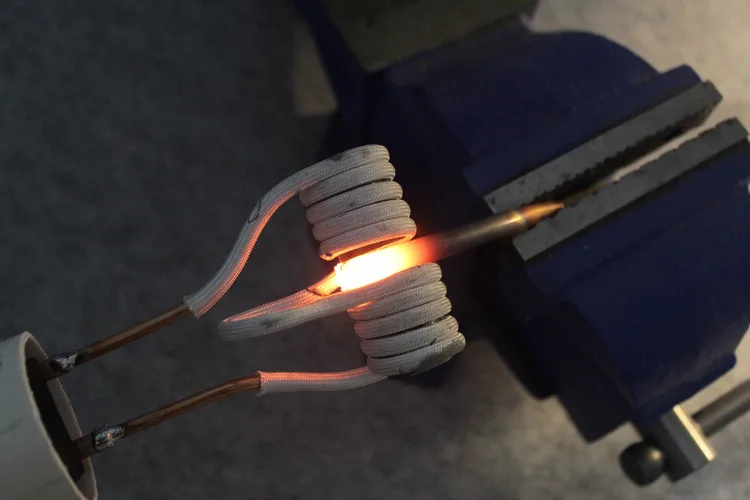 д.
д.
Индукционный нагреватель металла для ковки – КИН, может комплектоваться как Транзисторными так и тиристорными преобразователями частоты ТПЧ. ТПЧ-100-2,4; ТПЧ-100-1,0; ТПЧ-250-2,4; ТПЧ-250-1,0; ТПЧ-320-2,4; ТПЧ-320-1,0; ТПЧ-400-2,4; ТПЧ-400-1,0; ТПЧ-500-1,0; ТПЧ-500-2,4; ТПЧ-630-1,0; ТПЧ-630-2,4; ТПЧ-800-1,0; ТПЧ-800-2,4; ТПЧ-1000-1,0; ТПЧ-1000-2,4; ТПЧ-1200-1,0 и т.д.
Оборудование для индукционного сквозного нагрева комплектуется системой охлаждения.
В качестве Станции охлаждения может быть использован Промышленный холодильная машина – Чиллер, Станция охлаждения по принципу вода/вода или вода/воздух.
Индукционный нагреватель металла поставляется ООО «Завод преобразователей ТВЧ» комплексно и под «ключ». Включает в себя в том числе механизм подачи, накопительный лоток и механизм перемещения.
Индукционная нагревательная установка проходит комплексное испытание на заводе изготовителе в Екатеринбурге и только после этого отгружается Заказчику. Индукционная установки для сквозного нагрева сертифицированное Оборудование.
Индукционная установки для сквозного нагрева сертифицированное Оборудование.
Патент США на катушку для индукционного нагрева полосы или другой удлиненной металлической заготовки. Патент (Патент № 6,677,561, выдан 13 января 2004 г.)
Настоящее изобретение относится к катушке для использования при индукционном нагреве объекта в виде металла. полоса или другая продолговатая металлическая заготовка.
Наиболее распространенными катушками для индукционного нагрева являются соленоидные катушки, однако соленоидные катушки не подходят для индукционного нагрева тонкой полосы. Вместо этого катушки расположены так, что магнитный поток проходит по полосе перпендикулярно плоскости полосы. Такое устройство обычно называют индукционным нагревом с поперечным потоком (TFX). Основной проблемой катушек с поперечным магнитным потоком является температурный профиль; края склонны к перегреву. Это становится очевидным при рассмотрении контура индукционного тока, наведенного на полосу, и накопленной энергии в полосе, когда она проходит через индуктор. Для исключения перегрева кромок индукционная катушка может иметь такую форму, чтобы катушка была относительно короткой в направлении полосы.
Для исключения перегрева кромок индукционная катушка может иметь такую форму, чтобы катушка была относительно короткой в направлении полосы.
Также можно использовать модификаторы потока в краевой области, чтобы расширить продольный путь токовой петли. Плотность тока в пределах пути индуцированного тока варьируется, но для простоты мы можем предположить, что путь тока имеет четко определенную ширину, а в пределах этого пути индуцированного тока плотность тока постоянна. Мощность нагрева на единицу длины пути тока составляет
P=I2×R, (1)
, где I — индукционный ток, а R — сопротивление. Путем распределения пути тока модификаторами флюса сопротивление R уменьшается, и, таким образом, снижается мощность нагрева в полосе. Недостатки этой системы: а) даже с регулируемыми модификаторами потока один индуктор может охватывать только небольшой диапазон ширины, б) во время нагрева разница температур между краем и центром во время нагрева высока и может вызвать коробление полосы и в) этот метод не может быть использован для узкой полосы, что становится очевидным, если рассматривать фактическое изготовление индуктора, например, полосы шириной 20 мм.
Одним из возможных методов для узкой полосы является использование двух различных типов катушек индуктивности; индуктор с одинарным контуром, нагревающий область между краем и центром, и индуктор с двойным контуром, нагревающий центр и края. Недостатками этой технологии являются: а) рулоны довольно дороги, так как рулоны являются изнашиваемыми деталями и составляют значительную часть стоимости отжига, б) большая разница температур между различными частями полосы, вызывающая риск коробления, в) a один комплект рулонов может охватывать только небольшой диапазон ширины, что дополнительно увеличивает стоимость рулона, а также требует времени на настройку при изменении ширины полосы и d) этот метод нельзя использовать для очень узких полос. Также с этими катушками используются концентраторы потока, но они существенно не устраняют упомянутые выше недостатки.
Эти и другие способы решения проблемы температурного профиля раскрыты во многих патентах: в патенте США No. № 4,054,770 поперечный нагрев потока материала полосы осуществляется с распределением потока, имеющим низкое значение вблизи краев полосы и практически равномерно возрастающим внутрь от краев до центрального пикового значения для узкой полосы или двух пиков с центральной нижней областью. для более широкой полосы. Это требует конструкции полюсных наконечников для достижения требуемого потока. Патент США. В US-A-4185183 описано индукционное нагревательное устройство для индукционного нагрева полосового металлического листового материала, в котором используются регулируемые концентраторы потока для того, чтобы адаптировать распределение нагрева к равномерному по всей ширине материала. Патент США. US 4751360 относится к нагреву металлических полос поперечным потоком, в котором используется змеевик регулируемой ширины, состоящий из J-образных частей, для равномерного нагрева полос переменной ширины и толщины. Подобные J-образные проводники описаны в патенте США No. № 5403,994.
для более широкой полосы. Это требует конструкции полюсных наконечников для достижения требуемого потока. Патент США. В US-A-4185183 описано индукционное нагревательное устройство для индукционного нагрева полосового металлического листового материала, в котором используются регулируемые концентраторы потока для того, чтобы адаптировать распределение нагрева к равномерному по всей ширине материала. Патент США. US 4751360 относится к нагреву металлических полос поперечным потоком, в котором используется змеевик регулируемой ширины, состоящий из J-образных частей, для равномерного нагрева полос переменной ширины и толщины. Подобные J-образные проводники описаны в патенте США No. № 5403,994.
Патент США. В US 4778971 описано устройство индукционного нагрева, в котором используется одна или несколько основных катушек, а в дополнение к этим основным катушкам используются вспомогательные корректирующие катушки для обеспечения хорошей однородности температуры по всей ширине заготовки. Патент США. US 5308946 относится к устройству и способу электрического индукционного нагрева металлических полос и пластин. Этот способ основан на множестве пар отдельных электрических катушек, выставленных на противоположных сторонах траектории движения металлической полосы или пластины, при этом катушки вытянуты в продольном направлении траектории движения металлической полосы или пластины. Патент США. № 5,397877 относится к устройству для индукционного нагрева плоских металлических изделий в движении с помощью электрических катушек. В этом устройстве генерируемые магнитные поля находятся в противофазе, что приводит к кольцеобразному распределению токов, индуцируемых в нагреваемом продукте. Патент США. В US-A-5510600 описано устройство индукционного нагрева для нагрева продолговатой металлической заготовки, в котором генерируются изменяющиеся во времени магнитные поля, которые создают продольные распределения вихревых токов по ширине заготовки, имеющие косинусоидальные и синусоидальные профили.
Патент США. US 5308946 относится к устройству и способу электрического индукционного нагрева металлических полос и пластин. Этот способ основан на множестве пар отдельных электрических катушек, выставленных на противоположных сторонах траектории движения металлической полосы или пластины, при этом катушки вытянуты в продольном направлении траектории движения металлической полосы или пластины. Патент США. № 5,397877 относится к устройству для индукционного нагрева плоских металлических изделий в движении с помощью электрических катушек. В этом устройстве генерируемые магнитные поля находятся в противофазе, что приводит к кольцеобразному распределению токов, индуцируемых в нагреваемом продукте. Патент США. В US-A-5510600 описано устройство индукционного нагрева для нагрева продолговатой металлической заготовки, в котором генерируются изменяющиеся во времени магнитные поля, которые создают продольные распределения вихревых токов по ширине заготовки, имеющие косинусоидальные и синусоидальные профили.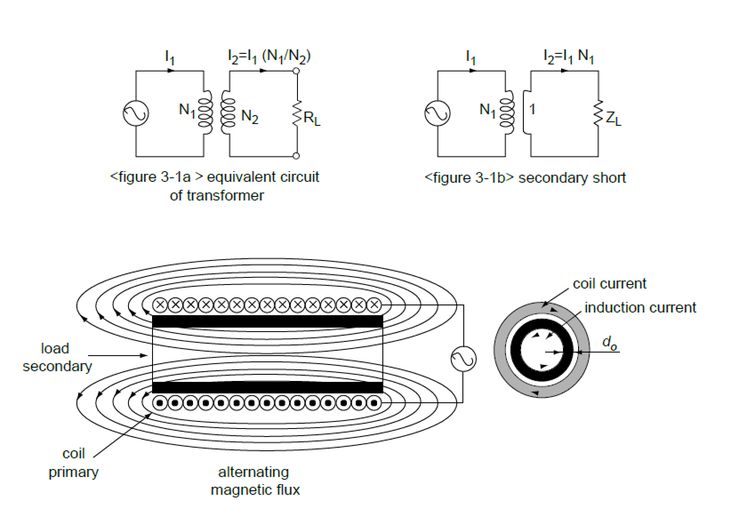 Это устройство комплексно контролирует пространственный профиль магнитных полей. Патент США. US 6255634 относится к нагревательному змеевику с поперечным потоком для проволоки. Катушка включает в себя первый проводник, имеющий ширину, обращенную к внутренней зоне нагрева, значительно превышающую толщину, и изготовлен из плоского медного стержня. Второй проводник, конструкция которого практически идентична первому проводнику, расположен параллельно первому проводнику, образуя пару удлиненных сторон внутренней зоны нагрева, формирующих потоки. Третий проводник предусмотрен на одном конце нагревательной катушки с поперечным потоком для проведения тока от одного из первого и второго проводников к другому.
Это устройство комплексно контролирует пространственный профиль магнитных полей. Патент США. US 6255634 относится к нагревательному змеевику с поперечным потоком для проволоки. Катушка включает в себя первый проводник, имеющий ширину, обращенную к внутренней зоне нагрева, значительно превышающую толщину, и изготовлен из плоского медного стержня. Второй проводник, конструкция которого практически идентична первому проводнику, расположен параллельно первому проводнику, образуя пару удлиненных сторон внутренней зоны нагрева, формирующих потоки. Третий проводник предусмотрен на одном конце нагревательной катушки с поперечным потоком для проведения тока от одного из первого и второго проводников к другому.
Все описанные выше устройства имеют два набора симметричных индукционных катушек, по одному набору на каждой стороне полосы. Другими словами, эти устройства также будут работать, если убрать катушки с одной стороны ленты. Единственная причина наличия этих двух наборов катушек — лучшая эффективность.
Задачей настоящего изобретения является устранение некоторых недостатков предшествующего уровня техники и создание усовершенствованной катушки для использования в индукционном нагреве объекта в виде металлической полосы или другой удлиненной металлической заготовки. Существенные признаки изобретения перечислены в прилагаемой формуле изобретения.
Согласно изобретению катушка для индукционного нагрева поперечным потоком объекта в виде металлической полосы или другой вытянутой металлической заготовки содержит не менее одной пары витков проводников. Таким образом, катушка разделена на две части, которые предпочтительно имеют по существу одинаковую форму. Части змеевика расположены несимметрично с каждой стороны и так, что сами по себе эти части змеевика также не оказывали бы эффекта нагрева, что означает, что эффект нагрева предотвращается только в этих частях. Таким образом, путь индуцированного тока делится на две равные ветви, каждая из которых имеет ту же ширину, что и первоначальный путь, и совокупный эффект нагрева в ветвях составляет только половину эффекта нагрева до разветвления.
В основе изобретения лежит применение вышеупомянутой формулы (1) для мощности:
P=I2×R. (1)
Когда путь индуцированного тока I делится на равные ½ ветви, мощность в обеих ветвях составляет
P=I2/4×R. (2)
Таким образом, комбинированный эффект нагрева составляет только половину эффекта нагрева до разветвления. Если теперь подумать о полосе и распределении температуры на ней, то можно добиться полного эффекта нагрева для большей части полосы и эффекта четверти на краях с помощью многоконтурного индуктора за счет того, что петли индуцированного тока частично перекрывают друг друга. Этот эффект можно усилить, используя две или более пар петель индуцированного тока, которые перекрывают друг друга соответственно. Эти петли перекрывают друг друга, так что индуктор имеет двойные проводники поперек полосы, но только одиночные проводники, параллельные полосе по краям. Таким образом, поперечный ток имеет полный эффект нагрева, а краевые токи — только четверть эффекта нагрева на основе формулы (2).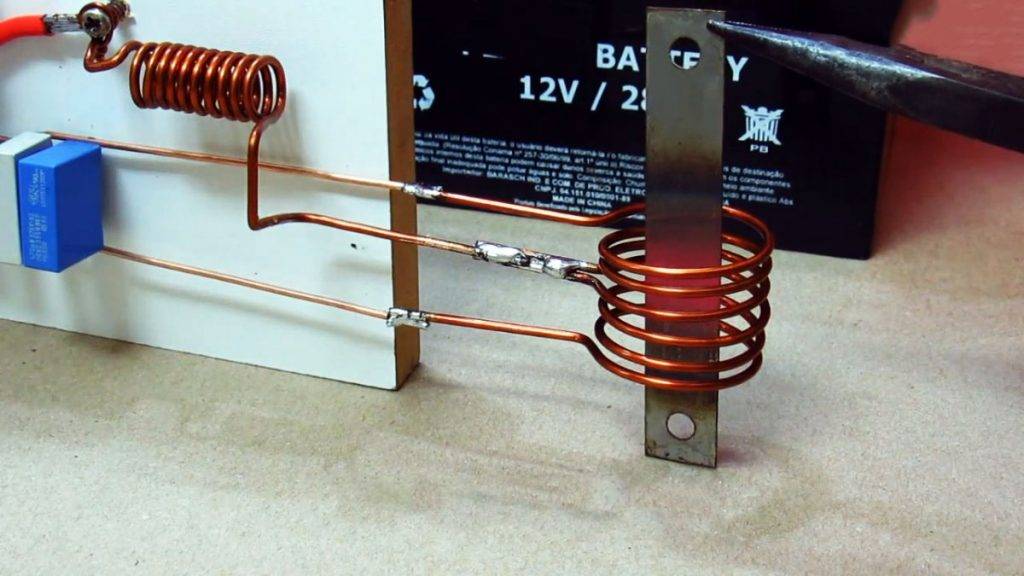 Это помогает избежать перегрева краев. При практическом изготовлении катушки также необходимо учитывать концы катушек и подключение катушки к источнику питания. В одном предпочтительном варианте осуществления изобретения перекрывающиеся контуры выполнены с использованием двух зигзагообразных проводников, и проводники наложены друг на друга для образования многоконтурного индуктора.
Это помогает избежать перегрева краев. При практическом изготовлении катушки также необходимо учитывать концы катушек и подключение катушки к источнику питания. В одном предпочтительном варианте осуществления изобретения перекрывающиеся контуры выполнены с использованием двух зигзагообразных проводников, и проводники наложены друг на друга для образования многоконтурного индуктора.
В одном предпочтительном варианте осуществления изобретения с использованием перекрывающихся контуров две стороны индуктора сохраняются как отдельные части, а проводники удерживаются параллельно и близко друг к другу, чтобы нейтрализовать магнитные поля. Концы зигзагообразных проводников имеют такую форму, что на обоих концах имеются эффективные петли. Сохранение двух половин петель отдельными отрезками позволяет смещать половины катушки относительно друг друга, а также при необходимости ставить половины катушки под некоторым углом друг к другу. Двойные зигзагообразные витки изобретения могут располагаться на одной стороне полосы, на обеих сторонах полосы или преимущественно так, чтобы полоса проходила между сторонами.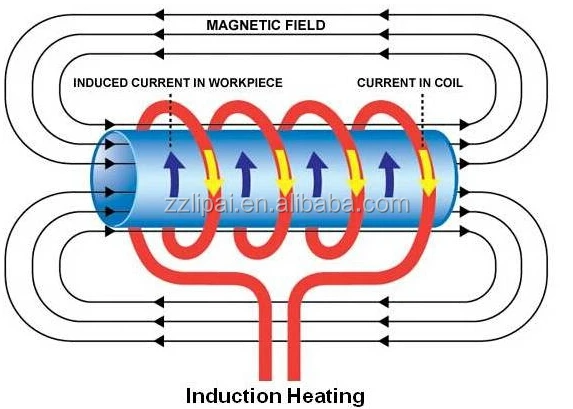
Двойные зигзагообразные катушки изобретения были испытаны с использованием полосовых образцов меди или медных сплавов, таких как С510, С7026 и OF-Cu (бескислородная медь) при источнике питания 10 кВт с частотой 30 кГц. По результатам испытаний можно сказать, что
индуктор нагревался эффективно,
в одном испытании смещение было удалено, и обе стороны находились непосредственно друг над другом. В данном случае нагрева не было, что подтверждало наличие петель,
профиль температуры оказался достаточно ровным,
температурный профиль оказался нечувствительным к точному положению или ширине полосы,
даже если катушка была существенно шире полосы, нагрев был хорошим и равномерным. Перегрева краев не наблюдалось,
не наблюдалась тенденция к короблению,
на характер нагрева можно было повлиять, удерживая кусок концентратора потока рядом с катушкой.
На основании полученных результатов линия отжига полосы была оснащена индукционными катушками, как описано. Все наблюдения в предварительном тесте были подтверждены, и в качестве дополнительного преимущества скорость линии отжига была удвоена.
Все наблюдения в предварительном тесте были подтверждены, и в качестве дополнительного преимущества скорость линии отжига была удвоена.
Изобретение описано более подробно со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 показан один из предпочтительных вариантов осуществления изобретения в виде схематического вида сверху,
. На фиг. 2 показан вариант осуществления по фиг. 1, если смотреть с направления А-А,
РИС. 3 показан вариант осуществления по фиг. 1, если смотреть с направления В-В,
РИС. 4 показан другой предпочтительный вариант осуществления изобретения в виде схематического вида сбоку,
. На фиг. 5 показан еще один предпочтительный вариант осуществления петель согласно изобретению в виде схематического вида сбоку.
На фиг. 1-3 поперечный индукционный нагреватель 9 расположен так, что нагреваемая полоса 1 перемещается между двумя отдельными одинаковыми контурами 2 и 3 нагревателя 9. Контуры 2 и 3 соединены с источником питания 10 так, что наведенный путь тока, идущий к нагревателю 9, делится поровну на оба контура 2 и 3. Контуры 2 и 3 выполнены так, что части 4 и 5 петли 2 и соответственно 6 и 7 петли 3 параллельны (части 4 и 6) к направлению движения (показано стрелкой 8) полосы 1 или перпендикулярно (части 5 и 7) к направлению движения 8 полосы 1. Петли 2 и 3 нагревателя перекрываются так, что части 5 и 7 расположены по существу в одной и той же точке по отношению к полосе 1. Таким образом, части 5 и 7 создают для полосы 1 практически полный нагревательный эффект. Напротив, части 4 и 6, находящиеся вблизи края полосы 1, создают только четверть эффекта нагрева для краев полосы 1. Таким образом, для полосы 1 создается по существу равномерное распределение температуры.
Контуры 2 и 3 выполнены так, что части 4 и 5 петли 2 и соответственно 6 и 7 петли 3 параллельны (части 4 и 6) к направлению движения (показано стрелкой 8) полосы 1 или перпендикулярно (части 5 и 7) к направлению движения 8 полосы 1. Петли 2 и 3 нагревателя перекрываются так, что части 5 и 7 расположены по существу в одной и той же точке по отношению к полосе 1. Таким образом, части 5 и 7 создают для полосы 1 практически полный нагревательный эффект. Напротив, части 4 и 6, находящиеся вблизи края полосы 1, создают только четверть эффекта нагрева для краев полосы 1. Таким образом, для полосы 1 создается по существу равномерное распределение температуры.
Вариант осуществления, показанный на фиг. 4 аналогичен варианту осуществления, показанному на фиг. 1-3, но отличается от этого варианта тем, что петли 11 и 12 нагревателя расположены на одной стороне нагреваемой полосы 13.
На РИС. 5 петли 21 и 22 содержат два синусоидальных проводника, находящихся внахлест друг на друга. На основе синусоидальных проводников петли 21 и 22 наложены со сдвигом по фазе на 90 градусов.
На основе синусоидальных проводников петли 21 и 22 наложены со сдвигом по фазе на 90 градусов.
Изучите основы катушек индуктивности
Основы проектирования индукторов
Успех процесса индукционного нагрева в значительной степени зависит от правильного проектирования индукторов. Индукторы для высокочастотного индукционного нагрева, обычно называемые нагревательными спиралями, могут изготавливаться самых разных типов и стилей в зависимости от формы нагреваемой металлической поверхности. Их конструкции должны следовать определенным принципам получения максимальной эффективности высокочастотного генератора.
Вообще говоря, локальный индукционный нагрев ограничен только возможностью сконструировать змеевик в соответствии с обрабатываемой поверхностью и мощностью или выходной мощностью генератора. Другими словами, генератор должен иметь достаточную мощность для быстрого нагрева поверхности. Затем, если форма детали подходит для окружающей катушки, работа является логичной для индукционного нагрева.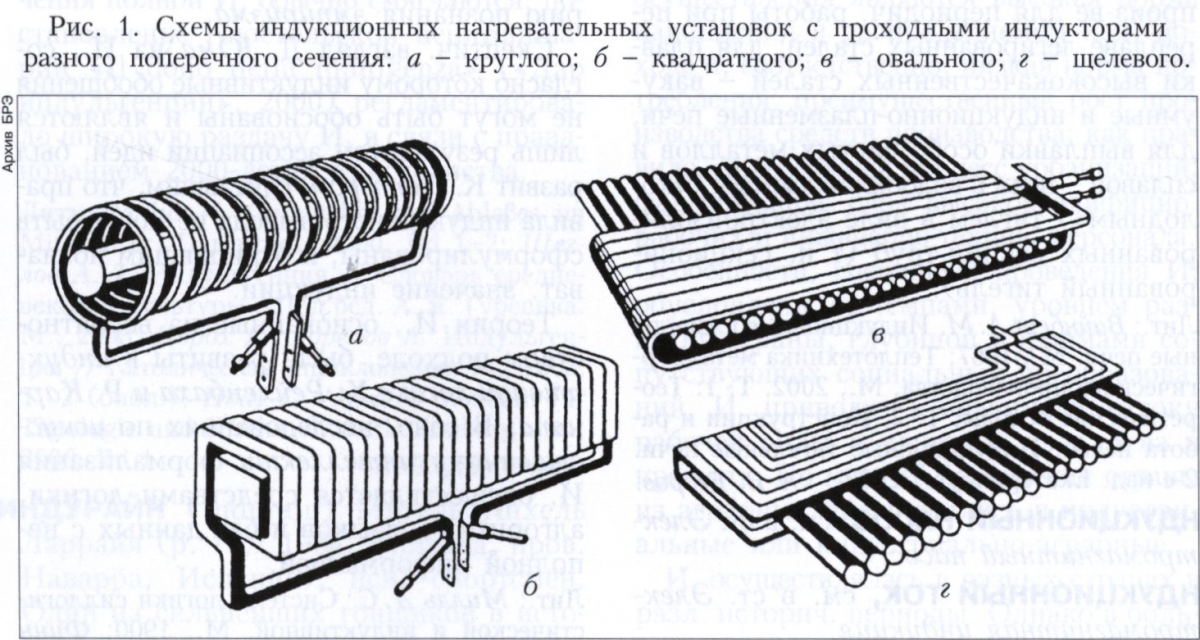
Индуктивные токи и вихревые токи
Вихревые токи, индуцируемые в изделии, имеют тенденцию быть отражением тока катушки. Это полезно иметь в виду при проектировании змеевиков для нагревания нестандартных форм. Магнитное поле, создаваемое током, перпендикулярно току. Напряжение, индуцированное этим полем, максимально в направлении, перпендикулярном полю, параллельному первоначальному току. В результате вихревые токи параллельны току катушки в пределах, определяемых формой заготовки.
Вихревые токи и ток катушки также притягиваются друг к другу. Оба они сконцентрированы у поверхности из-за скин-эффекта. При низкой частоте токи меньше склонны притягиваться друг к другу, чем при высокой частоте. В общем, если частота достаточно высока для эффективного индукционного нагрева, ток катушки и вихревые токи будут стараться быть как можно ближе друг к другу.
Практически любую непрерывную форму можно нагревать на поверхности плоской заготовки. Токи, индуцируемые в заготовке, повторяют форму катушки. Воздушный зазор между змеевиком и заготовкой играет важную роль в этом виде нагрева. Количество потока, который связывается с заготовкой, быстро уменьшается по мере увеличения пространства между катушкой и заготовкой. Резкость, с которой нагретый рисунок в заготовке отражает форму катушки, увеличивается с увеличением частоты и приближением катушки к поверхности детали.
Воздушный зазор между змеевиком и заготовкой играет важную роль в этом виде нагрева. Количество потока, который связывается с заготовкой, быстро уменьшается по мере увеличения пространства между катушкой и заготовкой. Резкость, с которой нагретый рисунок в заготовке отражает форму катушки, увеличивается с увеличением частоты и приближением катушки к поверхности детали.
Муфта
Поскольку магнитные поля возникают в области, окружающей катушку, и сильнее вблизи нее, чем на любом расстоянии от нее, имеет смысл разместить заготовку близко к катушке, чтобы максимальное количество тепловой энергии могут быть переданы ему. Сила поля обратно пропорциональна квадрату расстояния между изделием и катушкой, а это означает, что это соображение будет иметь прямое отношение к количеству тепла, выделяемому в изделии за заданный отрезок времени.
Термин «муфта» применяется к относительному зазору между катушкой и заготовкой. Небольшой зазор дает «сильную связь», а большой зазор дает «слабую связь». Тесная связь более эффективна, чем слабая связь, поскольку уменьшение зазора между индуктором и изделием приводит к увеличению концентрации магнитного потока. Плотность потока на поверхности работы определяет скорость нагрева.
Тесная связь более эффективна, чем слабая связь, поскольку уменьшение зазора между индуктором и изделием приводит к увеличению концентрации магнитного потока. Плотность потока на поверхности работы определяет скорость нагрева.
В многовитковых катушках, плотно соединенных с заготовкой, вихревые токи имеют тенденцию создавать тепловой рисунок, соответствующий спирали катушки. Чем шире шаг, то есть расстояние между витками катушки, тем более выраженным будет этот рисунок, поэтому существенными становятся плотно намотанная катушка и вращение заготовки. Когда катушка слабо связана, поток вихревых токов распространяется на более широкую площадь и вращение изделия может не понадобиться.
Чем ниже рабочая частота, тем более жесткая связь требуется для данного результата. Чем выше частота, тем менее критичны требования к соединению. Эта особенность имеет большое значение при использовании автоматического кормового оборудования.
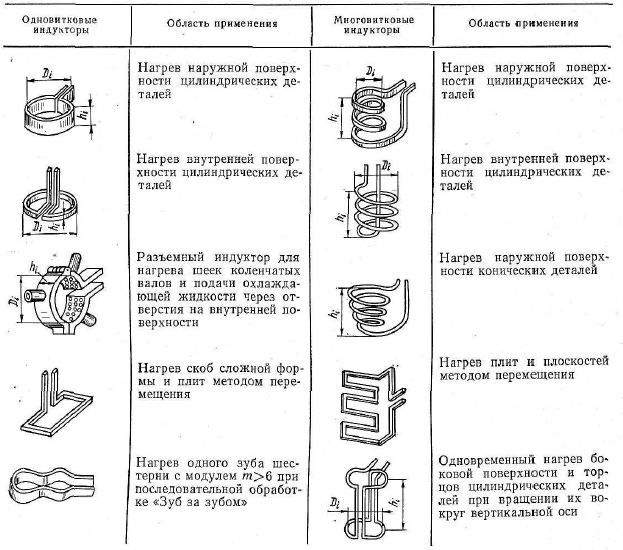
Типы индукторов
Индукционные катушки могут быть либо многовитковыми, либо иметь форму одновитковой катушки, причем последнюю часто называют «твердотельной» катушкой индуктивности. В любом случае в их конструкции по-разному используется медь, и охлаждение с помощью воды абсолютно необходимо.
В любом случае в их конструкции по-разному используется медь, и охлаждение с помощью воды абсолютно необходимо.
При изготовлении многовитковых катушек из медных труб возможны самые разнообразные формы.
Катушка соленоида
Наиболее распространенным типом катушки является катушка соленоида, подходящая для поверхностного нагрева валов и круглых деталей.
Квадратный змеевик
Квадратный змеевик подходит для нагрева внешних поверхностей стержней или валов и может быть легко сформирован и намотан на деревянный брусок.
Блинчатый змеевик
Блинчатый змеевик используется для нагрева плоских поверхностей.
Канальный змеевик
Растущая потребность в повышении производительности за счет механизации или автоматизации часто приводит к необходимости конструировать змеевики, по которым можно транспортировать работу, или только частично окружающие заготовки и обеспечивающие беспрепятственный проход по внешнему конвейеру.