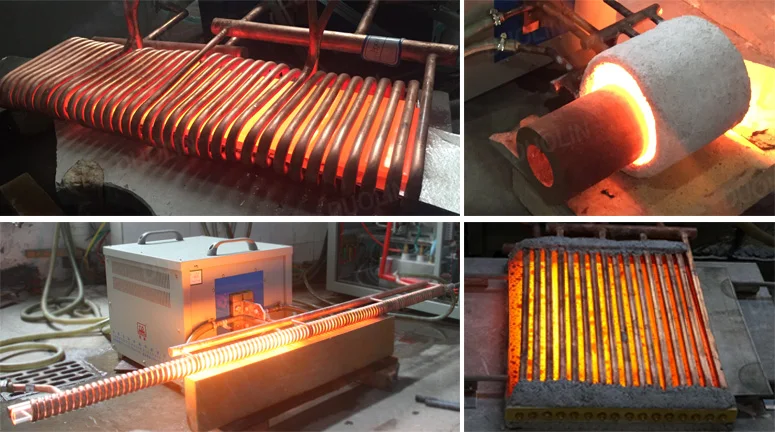
ТВЧ установки для нагрева труб и отпуска сварных швов
Лучшие профессиональные и практичные решения по индукционному нагреву трубопроводов.
Цифровой источник питания, DSP контроль, инвертор на IGBTмодулях и стратегия контроля: «анализ реактивности» поддерживают все характеристики индукционных нагревательных «Atec» в допустимых пределах.
Система охлаждения индукционного генератора – воздушная. Воздушное охлаждение индуктора. Система не требует воды, подходит для условий эксплуатации в полевых условиях. Исключает угрозу замерзания охлаждающей жидкости.
Компактная, надежная, пылезащищенная конструкция подходит для разнообразных условий окружающей среды. Размер индукционной установки мощностью 80 кВт: 560х770х700мм.
Простота установки, коммутации и эксплуатации обеспечивает быстрое начало работы. Подходит для проектов, связанных с работой в экстренной ситуации в полевых условиях.
|
|
|
Индуктор для нагрева после сварки |
Высокоэффективный и быстрый индукционный нагрев, малые потери на блоке питания и индукторе.
Высокая надежность индукционного нагревателя гарантирует продолжительную, непрерывную работу.
Разработано для работы в условиях колебания напряжения питания до 20%, что идеально подходит для работы от полевого дизельного генератора.
Высокий коэффициент мощности и слабые гармонические волны не создают большую нагрузку на сеть питания и генератор.
PID регулятор для поддержания температуры и цифровой контроль стабилизации температуры и температурной кривой.
Автоматически выполняет программу поддержания температуры в соответствии с заданной температурной кривой.
Возможность задать несколько графиков повышения и снижения температуры.
Предварительный нагрев от 50 до 350ºС, последующий нагрев от 300 до 1200ºС, заготовка из магнитного металла может быть нагрета выше точки Кюри 760 ºС.
|
|
|
|
|
Индуктор с переменным диаметром |
|
Возможность менять и использовать индукторы различных форм, сконструированные под потребности заказчика и различные задачи нагрева: индуктор с переменным диаметром, индуктор — хомут, индуктор в термозащитном чехле для подогрева сварных швов перед сваркой, индуктор на раме, индуктор на термозащитном одеяле для высокотемпературного нагрева при отпуске и нормализации сварных швов.
Устойчивый к износу подводящий высокочастотный кабель с воздушным охлаждением.
Индуктор, защищенный от механического воздействия и замыкания с деталью гарантирует безопасность работы.
Программа нагрева заданная по времени и другим параметрам для реализации различных задач.
Простота в использовании: Наладку осуществляет техник, от оператора не требуется профессиональных знаний.
| Воздухоохлаждаемый индуктор для предварительного нагрева |
Индукторы и аксессуары:
|
Индуктор зажим
Подходит для труб диаметром 150-1420мм (на фото показан индуктор 1220мм) Диапазон мощностей от 40кВт до 300кВт Высокоэффективен для нагрева унифицированных заготовок
Промышленный дизайн позволяет устанавливать и снимать индуктор практически неограниченное количество раз. Рама обработана полностью на ЧПУ станках, что обеспечивает высокую точность прилегания к заготовке Управляется одним оператором Оснащен пультом дистанционного управления и функцией защиты. |
|
|
Индуктор – электрический зажим Соединен одним кабелем питания, без водяного охлаждения. Подходит для труб диаметром 150-1420мм (на фото показан индуктор 1220мм) Диапазон мощностей от 40кВт до 300кВт Высокоэффективен для нагрева унифицированных заготовок Рама обработана полностью на ЧПУ станках, что обеспечивает высокую точность прилегания к заготовке
Промышленный дизайн позволит устанавливать и снимать индуктор практически неограниченное количество раз. Дистанционное управление Оборудован системой защиты от перегрузки и ошибок позиционирования. |
|
|
Воздухоохлаждаемый рамный индуктор
Воздушное охлаждение и устойчивость к высокой температуре для работы на высоких частотах и снижения потерь электроэнергии Подходит для любых типов труб, изменяемая ширина индуктора Диапазон мощностей от 1кВт до 300кВт Высокоэффективен для нагрева унифицированных заготовок Промышленный дизайн, жесткая конструкция. |
|
|
Воздухоохлаждаемый индуктор в термозащитном чехле
Воздушное охлаждение и устойчивость к высокой температуре для работы на высоких частотах и снижения потерь электроэнергии Длина от 1м до 20м, ширина от 100мм до 300мм, годится для всех типов продольных и круговых швов
Износостойкий, сменный, термозащитный чехол. Диапазон мощностей от 1кВ до 100кВ |



Кузнечный Индукционный нагреватель г. Екатеринбург
Оборудование для индукционного сквозного нагрева выпускается ООО «Завод преобразователей ТВЧ» в модификации -КИН. Данный Индукционный нагреватель металла выпускается разными мощностями и частотами. Мощности КИН от 50 кВт до нескольких Мегаватт. Частотный диапазон работы КИН от 500 Гц до 500 кГц. Данные Индукционные нагревательные установки могут быть оснащены разными Индукторами. Индуктора могут быть установлены на КИН Щелевого, на КИН Очкового типа и на КИН Проходного типа. Индукционный нагреватель металла — может быть, одноручьевого исполнения, когда на КИН установлен один проходной Индуктор. Так, Индукционный нагреватель металла может быть многоручьевого исполнения, когда на Индукционной нагревательной установке установлены два и более проходных Индуктора.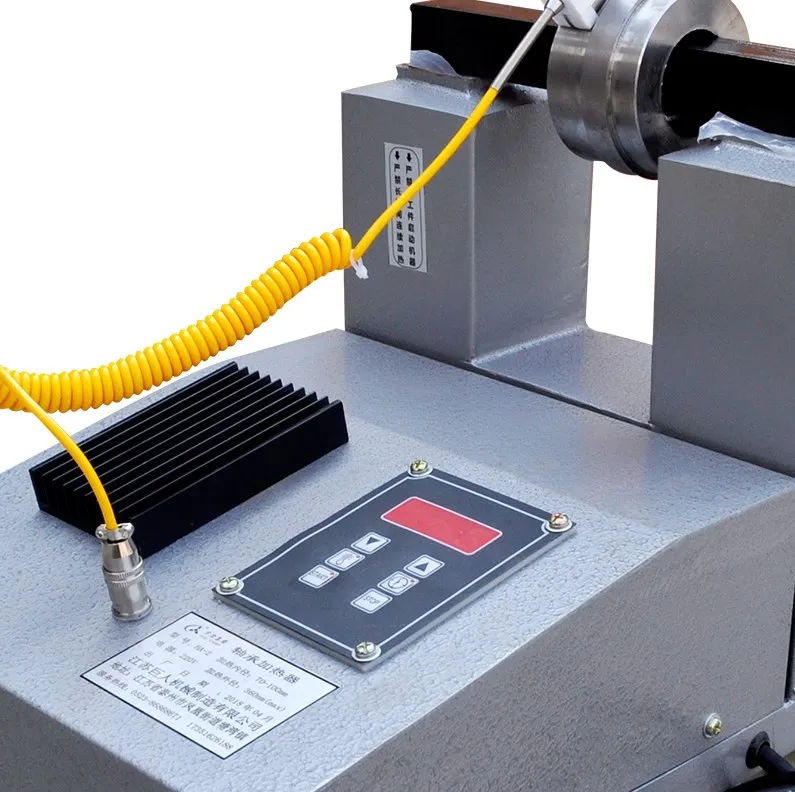 Все Индуктора в этом случае на установке КИН параллельны друг другу. Индуктора на Индукционных нагревателях металла помещаются в закрытые корпуса. Данные корпуса на КИН унифицированы в своих размерах так, чтобы соединяться с любым унифицированным корпусом с конденсаторами. Третья часть КИН является механизм подачи заготовок в Индуктор. Этот механизм так же унифицирована своими размерами, необходимо, чтобы соединяться с любой другой составной частью Индукционный нагреватель металла — КИН. Последняя составная часть Индукционной нагревательной установки, это механизм выгрузки и отбраковки. Этот механизм, выпускается так же для Индукционных нагревательных установок в трех модификациях. И как конструктор соединяется с другими составными частями КИН.
Все Индуктора в этом случае на установке КИН параллельны друг другу. Индуктора на Индукционных нагревателях металла помещаются в закрытые корпуса. Данные корпуса на КИН унифицированы в своих размерах так, чтобы соединяться с любым унифицированным корпусом с конденсаторами. Третья часть КИН является механизм подачи заготовок в Индуктор. Этот механизм так же унифицирована своими размерами, необходимо, чтобы соединяться с любой другой составной частью Индукционный нагреватель металла — КИН. Последняя составная часть Индукционной нагревательной установки, это механизм выгрузки и отбраковки. Этот механизм, выпускается так же для Индукционных нагревательных установок в трех модификациях. И как конструктор соединяется с другими составными частями КИН.
(Установка индукционного нагрева-УИН) предназначается для сквозного нагрева заготовок перед дальнейшей деформацией (штамповкой).
Основные номинальные частоты данных Кузнечных индукционных нагревателей — КИН (Установка индукционного нагрева-УИН): 1,0 кГц и 2,4 кГц с диапазоном частоты от 500 Гц до 3000 Гц.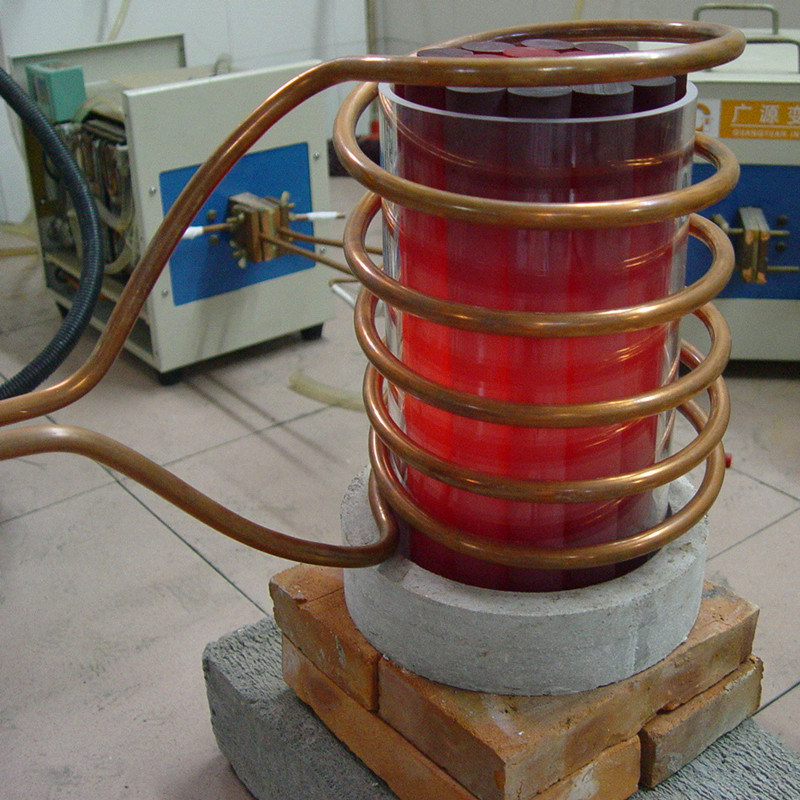 Мощность Кузнечных индукционных нагревателей — КИН (Установка индукционного нагрева-УИН) может быть любой от 50 кВт до 3000 кВт в зависимости от производительности, времени нагрева и размеров заготовки.
Мощность Кузнечных индукционных нагревателей — КИН (Установка индукционного нагрева-УИН) может быть любой от 50 кВт до 3000 кВт в зависимости от производительности, времени нагрева и размеров заготовки.
Кузнечные индукционные нагреватели — КИН (Установка индукционного нагрева-УИН) делятся на две г руппы по виду индуктора.
С проходным индуктором в том случае, когда нагреваемые заготовки мерной длины подаются пошагово одна за другой в индуктор. В процессе прохождения через проходной индуктор заготовки нагреваются. Движение заготовок через проходной индуктор задает пневматический толкатель. Заготовки двигаются через проходной индуктор как правило по водоохлаждаемым направляющим, реже используются не охлаждаемые направляющие в индукторе.
С очковым индуктором. Кузнечный индукционный нагреватель — КИН (Установка индукционного нагрева-УИН) может иметь от одного очкового индуктора до десяти очковых индукторов в зависимости от конструкции. Очковые индуктора располагаются параллельно друг другу в ряд и нагревают каждый по одной заготовке. Заготовки подаются и извлекаются в очковый индуктор в ручную или при помощи пневмоподачи.
Заготовки подаются и извлекаются в очковый индуктор в ручную или при помощи пневмоподачи.
Индуктора проходные и индуктора очковые, как правило, обеспечивают индукционный нагрев круглых заготовок и имеют соответственно круглую форму. Но в зависимости от технологической задачи проходные индуктора и индуктора очковые могут быть любой другой формы повторяющей контур детали.
На одном Кузнечном индукционном нагревателе — КИН (Установка индукционного нагрева-УИН) в зависимости от типоразмеров Деталей, индуктора могут быть сменные. В зависимости от диаметра (размера) Детали устанавливается индуктор соответствующего размера.
В качестве источника в Кузнечных индукционных нагревателях — КИН (Установка индукционного нагрева-УИН) используются тиристорные преобразователи частоты ТПЧ (ТПЧ-160-2,4; ТПЧ-250-2,4; ТПЧ-320-2,4; ТПЧ-400-2,4; ТПЧ-500-2,4; ТПЧ-630-2,4; ТПЧ-800-2,4; ТПЧ-1000-2,4; ТПЧ-320-1,0; ТПЧ-400-1,0; ТПЧ-500-1,0; ТПЧ-630-1,0; ТПЧ-800-1,0; ТПЧ-1000-1,0).
В качестве управляющего органа Кузнечного индукционного нагревателя — КИН (Установка индукционного нагрева-УИН) используется ПДУ (Пульт дистанционного управления). В ПДУ можно задавать:
В ПДУ можно задавать:
* Температуру нагрева заготовок путем задания мощности или функции отключения нагрева при получении сигнала с пирометра.
* Темп толкания заготовок в проходном индукторе Кузнечного индукционного нагревателя — КИН (Установка индукционного нагрева-УИН).
* Параметры – мощность и темп толкания на каждую заготовку можно внести в ПДУ и затем воспроизводить автоматически.
* При оснащении датчиками Кузнечный индукционный нагреватель — КИН (Установка индукционного нагрева-УИН) имеет возможность идентифицировать установленный проходной индуктор или очковый индуктор нагреваемой детали.
* При оснащении датчиками Кузнечный индукционный нагреватель — КИН (Установка индукционного нагрева-УИН) имеет возможность идентифицировать нагреваемую деталь воспроизводимым параметрам (темп толкания и мощность). Идентификация происходит по весу и геометрическим размерам заготовки.
Отличительные особенности Кузнечных индукционных нагревателей — КИН (Установка индукционного нагрева-УИН) являются: высокий КПД и высокая производительность.
Изучение основ индукторов
Основы конструирования индукторов
Успех процесса индукционного нагрева в значительной степени зависит от правильного проектирования индукторов. Индукторы для высокочастотного индукционного нагрева, обычно называемые нагревательными спиралями, могут изготавливаться самых разных типов и стилей в зависимости от формы нагреваемой металлической поверхности. Их конструкции должны следовать определенным принципам получения максимальной эффективности высокочастотного генератора.
Вообще говоря, локальный индукционный нагрев ограничен только возможностью изготовления катушки, подходящей для обрабатываемой поверхности, и мощностью или выходной мощностью генератора. Другими словами, генератор должен иметь достаточную мощность для быстрого нагрева поверхности. Затем, если форма детали подходит для окружающей катушки, работа является логичной для индукционного нагрева.
Индуктивные токи и вихревые токи
Вихревые токи, наведенные в изделии, имеют тенденцию быть отражением тока катушки. Это полезно иметь в виду при проектировании змеевиков для нагревания нестандартных форм. Магнитное поле, создаваемое током, перпендикулярно току. Напряжение, индуцированное этим полем, максимально в направлении, перпендикулярном полю, параллельному первоначальному току. В результате вихревые токи параллельны току катушки в пределах, определяемых формой заготовки.
Это полезно иметь в виду при проектировании змеевиков для нагревания нестандартных форм. Магнитное поле, создаваемое током, перпендикулярно току. Напряжение, индуцированное этим полем, максимально в направлении, перпендикулярном полю, параллельному первоначальному току. В результате вихревые токи параллельны току катушки в пределах, определяемых формой заготовки.
Вихревые токи и ток катушки также притягиваются друг к другу. Оба они сконцентрированы у поверхности из-за скин-эффекта. При низкой частоте токи меньше склонны притягиваться друг к другу, чем при высокой частоте. В общем, если частота достаточно высока для эффективного индукционного нагрева, ток катушки и вихревые токи будут стараться быть как можно ближе друг к другу.
Практически любую непрерывную форму можно нагревать на поверхности плоской заготовки. Токи, индуцируемые в заготовке, повторяют форму катушки. Воздушный зазор между змеевиком и заготовкой играет важную роль в этом виде нагрева. Количество потока, который связывается с заготовкой, быстро уменьшается по мере увеличения пространства между катушкой и заготовкой.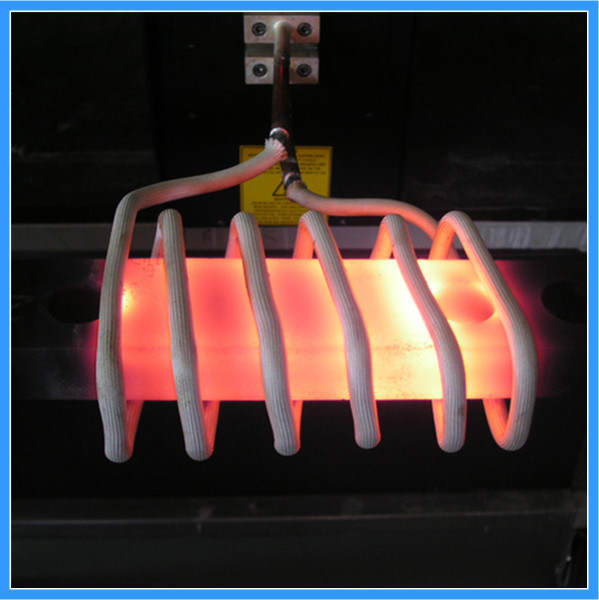 Резкость, с которой нагретый рисунок в заготовке отражает форму катушки, увеличивается с увеличением частоты и приближением катушки к поверхности детали.
Резкость, с которой нагретый рисунок в заготовке отражает форму катушки, увеличивается с увеличением частоты и приближением катушки к поверхности детали.
Муфта
Поскольку магнитные поля возникают в области, окружающей катушку, и сильнее вблизи нее, чем на любом расстоянии от нее, имеет смысл разместить заготовку близко к катушке, чтобы максимальное количество тепловой энергии могут быть переданы ему. Сила поля обратно пропорциональна квадрату расстояния между изделием и катушкой, а это означает, что это соображение будет иметь прямое отношение к количеству тепла, выделяемому в изделии за заданный отрезок времени.
Термин «муфта» применяется к относительному зазору между катушкой и заготовкой. Небольшой зазор дает «сильную связь», а большой зазор дает «слабую связь». Тесная связь более эффективна, чем слабая связь, поскольку уменьшение зазора между индуктором и изделием приводит к увеличению концентрации магнитного потока. Плотность потока на поверхности работы определяет скорость нагрева.
В многовитковых катушках, плотно соединенных с заготовкой, вихревые токи имеют тенденцию создавать тепловой рисунок, соответствующий спирали катушки. Чем шире шаг, то есть расстояние между витками катушки, тем более выраженным будет этот рисунок, поэтому существенными становятся плотно намотанная катушка и вращение заготовки. Когда катушка слабо связана, поток вихревых токов распространяется на более широкую площадь и вращение изделия может не понадобиться.
Чем ниже рабочая частота, тем более жесткая связь требуется для данного результата. Чем выше частота, тем менее критичны требования к соединению. Эта особенность имеет большое значение при использовании автоматического кормового оборудования.
Типы индукторов
Индукционные катушки могут быть как многовитковыми, так и одновитковыми, причем последнюю часто называют «сплошной» индуктором. В любом случае в их конструкции по-разному используется медь, и охлаждение с помощью воды абсолютно необходимо.
При изготовлении многовитковых катушек из медных труб возможны самые разнообразные формы.
Катушка соленоида
Катушка соленоида наиболее распространена и подходит для поверхностного нагрева валов и круглых деталей.
Квадратный змеевик
Квадратный змеевик подходит для нагрева внешних поверхностей стержней или валов и может быть легко сформирован и намотан на деревянный брусок.
Блинчатый змеевик
Блинчатый змеевик используется для нагрева плоских поверхностей.
Канальный змеевик
Растущая потребность в повышении производительности за счет механизации или автоматизации часто приводит к необходимости конструировать змеевики, через которые можно транспортировать работу, или только частично окружающие заготовки и обеспечивающие беспрепятственный проход по внешнему конвейеру. Такие змеевики обычно называют змеевиками канального или конвейерного типа.
Формованная бухта
Формованная бухта предназначена для деталей сложной формы или необходимых специальных режимов нагрева. Таким образом, их внешний вид сильно различается и, как правило, уникален для каждой детали.
Таким образом, их внешний вид сильно различается и, как правило, уникален для каждой детали.
Внутренний змеевик
Внутренний змеевик используется для нагрева внутренних поверхностей отверстий. Поскольку плотность магнитного потока снаружи катушки меньше, чем внутри, и поскольку наибольшая сила находится рядом с катушкой, существует несколько уникальных конструктивных соображений для внутренних катушек. Чтобы быть максимально эффективным, его необходимо сделать таким образом, чтобы общее расстояние от поверхности нагреваемого отверстия и внутренней поверхности катушки было сведено к абсолютному минимуму.
Индукционный нагрев: Проектирование индуктора
Главная > Индукционный нагрев > Проектирование индуктора
Именно внутри индуктора создается переменное магнитное поле, необходимое для индукционного нагрева, посредством протекания переменного тока.
Таким образом, конструкция индуктора является одним из наиболее важных аспектов всей машины индукционного нагрева. Хорошо спроектированный индуктор обеспечивает правильную схему нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, в то же время позволяя легко вставлять и снимать деталь.
Хорошо спроектированный индуктор обеспечивает правильную схему нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, в то же время позволяя легко вставлять и снимать деталь.
Катушка индуктивности не обязательно должна иметь форму спирали. При правильной конструкции можно нагревать проводящие материалы любого размера и формы, а также можно нагревать только необходимую часть материала. Можно даже нагревать разные зоны детали при одинаковой или разных температурах за счет правильной конструкции геометрии индуктора. Равномерность температуры внутри вашей детали достигается за счет правильной конструкции индуктора. Наиболее эффективной однородности можно добиться на круглых деталях. Из-за характера пути протекания электрического тока детали с острыми краями могут предпочтительно нагреваться в этих областях, если не используется надлежащая конструкция индуктора.
Эффективность соединения
Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между индуктором и деталью. Размещение детали близко к индуктору увеличивает протекание тока и количество тепла, индуцированного в детали. Это соотношение называется эффективностью связи индуктора.
Размещение детали близко к индуктору увеличивает протекание тока и количество тепла, индуцированного в детали. Это соотношение называется эффективностью связи индуктора.
Основная конструкция
Катушки индуктивности часто изготавливаются из медных трубок — очень хороший проводник тепла и электричества — диаметром от 1/8″ до 3/16″; более крупные медные змеевики изготавливаются для таких применений, как нагрев полосового металла и нагрев труб. Индукторы обычно охлаждаются циркулирующей водой и чаще всего изготавливаются на заказ в соответствии с формой и размером нагреваемой детали. Таким образом, катушки индуктивности могут иметь один или несколько витков; иметь винтовую, круглую или квадратную форму; или быть выполнены как внутренние (часть внутри индуктора) или внешние (часть рядом с индуктором).
Передовой дизайн и производство
Группа GH запатентовала новую революционную систему проектирования и производства индукторов с использованием эксклюзивной технологии микроплавления.