
Нагреватель индукционный: назначение, преимущества, характеристики
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников
Содержание
- 1.Нагреватель индукционный: состав, принцип работы
- 2.Нагреватели индукционные для металла
- 2.1Высокочастотные нагреватели индукционные
- 2.2Среднечастотные нагреватели индукционные
- 3.Нагреватели индукционные производства РФ
Отправить запрос
Узнать цену!
You must have JavaScript enabled to use this form.
E-mail *
Высокочастотные нагреватели
Среднечастотные нагреватели
Сверхчастотные нагреватели
Кузнечные нагреватели
Нагреватели валов, шестерен
Нагреватели подшипников
С воздушным охлаждением
Изготовление индукторов
Индукционные водонагреватели
Нагреватель индукционный – состав, принцип действия
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Нагреватели индукционные состоят из двух блоков:
- 1.блок управления и контроля с платами и с IGBT-модулями;
- 2.блок с конденсаторными батареями (СЧ-нагреватели) или с мини-трансформатором (ВЧ-нагреватели).
 К этому блоку подключается водоохлаждаемый индуктор.
К этому блоку подключается водоохлаждаемый индуктор.
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓Индукционный нагрев очень быстрый, он может занимать всего несколько секунд.
- ✓Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.
Нагреватели индукционные металла
Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
В индукторе при помощи высокочастотного генератора образуются мощные токи различной частоты (от нескольких Гц до десятков кГц), в результате чего нагрев металла происходит практический моментально.
Нагреватели индукционные для металла позволяют существенно повысить производительность любого металлообрабатывающего предприятия, уменьшив время нагрева и прохода металлической заготовки через индуктор.
Стоит так же отметить, что нагреватель металла потребляет мало электроэнергии, позволяя снизить затраты. Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.
- ✓экологичные и высокоэффективные;
- ✓при индукционном нагреве металл равномерно разогревается изнутри;
- ✓одна средняя металлическая деталь нагревается от 10 секунд до 1 минуты;
- ✓нагреватель металла позволяет производить быструю смену индуктора.
Высокочастотные нагреватели индукционные, 15-160 кВт
Высокочастотный нагреватель (ВЧ) позволяет проникать вглубь металла всего на несколько миллиметров. Высокочастотный индукционный нагреватель (ТВЧ) имеет мощность 15-160 кВт, и работает на высокой частоте (30-100 кГц).
Существуют разные виды высокочастотных нагревателей для закалки, пайки, плавки, ковки и другой термообработки. Они различаются киловаттами, чем выше мощность, тем быстрее происходит высокочастотный индукционный нагрев.
- ✓Современные ВЧ-нагреватели могут работать круглосуточно без перерывов, при этом КПД достигает 100 %.
Среднечастотные нагреватели индукционные, 20-200 кВт
Среднечастотный индукционный нагреватель работает на средней частоте от 1
до 20 кГц и имеет мощность от 20 до 200 кВт. Среднечастотный индукционный
нагрев способен проникать в глубь металла. Поэтому транзисторные индукционный
печи для плавки металла работают в паре именно с этим нагревателем.
Среднечастотный индукционный
нагрев способен проникать в глубь металла. Поэтому транзисторные индукционный
печи для плавки металла работают в паре именно с этим нагревателем.
Нагреватели индукционные российского производства
На сегодняшний день китайские индукционные нагреватели составляют достойную конкуренцию российским производителям. Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
- a)Китайские нагреватели чинятся только
блоками (блочная замена плат), производители охраняют свои технологии и
производят заливку плат. Российские нагреватели чинятся более легкими
способами, путем замены элемента на самой плате.

- b)По скорости индукционного нагрева Китайские и Российские индукционные нагреватели примерно одинаковые. Отличается только технология и элементы сборки.
- c)Гарантия Китайских нагревателей составляет 1 год. Некоторые Российские производители дают 2 года гарантии. При средних сроках эксплуатации оборудования 7-8 лет.
Кузнечный Индукционный нагреватель г. Екатеринбург
Оборудование для индукционного сквозного нагрева выпускается ООО «Завод преобразователей ТВЧ» в модификации -КИН. Данный Индукционный нагреватель металла выпускается разными мощностями и частотами. Мощности КИН от 50 кВт до нескольких Мегаватт. Частотный диапазон работы КИН от 500 Гц до 500 кГц. Данные Индукционные нагревательные установки могут быть оснащены разными Индукторами. Индуктора могут быть установлены на КИН Щелевого, на КИН Очкового типа и на КИН Проходного типа. Индукционный нагреватель металла — может быть, одноручьевого исполнения, когда на КИН установлен один проходной Индуктор. Так, Индукционный нагреватель металла может быть многоручьевого исполнения, когда на Индукционной нагревательной установке установлены два и более проходных Индуктора. Все Индуктора в этом случае на установке КИН параллельны друг другу. Индуктора на Индукционных нагревателях металла помещаются в закрытые корпуса. Данные корпуса на КИН унифицированы в своих размерах так, чтобы соединяться с любым унифицированным корпусом с конденсаторами. Третья часть КИН является механизм подачи заготовок в Индуктор. Этот механизм так же унифицирована своими размерами, необходимо, чтобы соединяться с любой другой составной частью Индукционный нагреватель металла — КИН. Последняя составная часть Индукционной нагревательной установки, это механизм выгрузки и отбраковки. Этот механизм, выпускается так же для Индукционных нагревательных установок в трех модификациях. И как конструктор соединяется с другими составными частями КИН.
Так, Индукционный нагреватель металла может быть многоручьевого исполнения, когда на Индукционной нагревательной установке установлены два и более проходных Индуктора. Все Индуктора в этом случае на установке КИН параллельны друг другу. Индуктора на Индукционных нагревателях металла помещаются в закрытые корпуса. Данные корпуса на КИН унифицированы в своих размерах так, чтобы соединяться с любым унифицированным корпусом с конденсаторами. Третья часть КИН является механизм подачи заготовок в Индуктор. Этот механизм так же унифицирована своими размерами, необходимо, чтобы соединяться с любой другой составной частью Индукционный нагреватель металла — КИН. Последняя составная часть Индукционной нагревательной установки, это механизм выгрузки и отбраковки. Этот механизм, выпускается так же для Индукционных нагревательных установок в трех модификациях. И как конструктор соединяется с другими составными частями КИН.
(Установка индукционного нагрева-УИН) предназначается для сквозного нагрева заготовок перед дальнейшей деформацией (штамповкой).
Основные номинальные частоты данных Кузнечных индукционных нагревателей — КИН (Установка индукционного нагрева-УИН): 1,0 кГц и 2,4 кГц с диапазоном частоты от 500 Гц до 3000 Гц. Мощность Кузнечных индукционных нагревателей — КИН (Установка индукционного нагрева-УИН) может быть любой от 50 кВт до 3000 кВт в зависимости от производительности, времени нагрева и размеров заготовки.
Кузнечные индукционные нагреватели — КИН (Установка индукционного нагрева-УИН) делятся на две г руппы по виду индуктора.
С проходным индуктором в том случае, когда нагреваемые заготовки мерной длины подаются пошагово одна за другой в индуктор. В процессе прохождения через проходной индуктор заготовки нагреваются. Движение заготовок через проходной индуктор задает пневматический толкатель. Заготовки двигаются через проходной индуктор как правило по водоохлаждаемым направляющим, реже используются не охлаждаемые направляющие в индукторе.
С очковым индуктором. Кузнечный индукционный нагреватель — КИН (Установка индукционного нагрева-УИН) может иметь от одного очкового индуктора до десяти очковых индукторов в зависимости от конструкции. Очковые индуктора располагаются параллельно друг другу в ряд и нагревают каждый по одной заготовке. Заготовки подаются и извлекаются в очковый индуктор в ручную или при помощи пневмоподачи.
Очковые индуктора располагаются параллельно друг другу в ряд и нагревают каждый по одной заготовке. Заготовки подаются и извлекаются в очковый индуктор в ручную или при помощи пневмоподачи.
Индуктора проходные и индуктора очковые, как правило, обеспечивают индукционный нагрев круглых заготовок и имеют соответственно круглую форму. Но в зависимости от технологической задачи проходные индуктора и индуктора очковые могут быть любой другой формы повторяющей контур детали.
На одном Кузнечном индукционном нагревателе — КИН (Установка индукционного нагрева-УИН) в зависимости от типоразмеров Деталей, индуктора могут быть сменные. В зависимости от диаметра (размера) Детали устанавливается индуктор соответствующего размера.
В качестве источника в Кузнечных индукционных нагревателях — КИН (Установка индукционного нагрева-УИН) используются тиристорные преобразователи частоты ТПЧ (ТПЧ-160-2,4; ТПЧ-250-2,4; ТПЧ-320-2,4; ТПЧ-400-2,4; ТПЧ-500-2,4; ТПЧ-630-2,4; ТПЧ-800-2,4; ТПЧ-1000-2,4; ТПЧ-320-1,0; ТПЧ-400-1,0; ТПЧ-500-1,0; ТПЧ-630-1,0; ТПЧ-800-1,0; ТПЧ-1000-1,0).
В качестве управляющего органа Кузнечного индукционного нагревателя — КИН (Установка индукционного нагрева-УИН) используется ПДУ (Пульт дистанционного управления). В ПДУ можно задавать:
* Температуру нагрева заготовок путем задания мощности или функции отключения нагрева при получении сигнала с пирометра.
* Темп толкания заготовок в проходном индукторе Кузнечного индукционного нагревателя — КИН (Установка индукционного нагрева-УИН).
* Параметры – мощность и темп толкания на каждую заготовку можно внести в ПДУ и затем воспроизводить автоматически.
* При оснащении датчиками Кузнечный индукционный нагреватель — КИН (Установка индукционного нагрева-УИН) имеет возможность идентифицировать установленный проходной индуктор или очковый индуктор нагреваемой детали.
* При оснащении датчиками Кузнечный индукционный нагреватель — КИН (Установка индукционного нагрева-УИН) имеет возможность идентифицировать нагреваемую деталь воспроизводимым параметрам (темп толкания и мощность). Идентификация происходит по весу и геометрическим размерам заготовки.
Идентификация происходит по весу и геометрическим размерам заготовки.
Отличительные особенности Кузнечных индукционных нагревателей — КИН (Установка индукционного нагрева-УИН) являются: высокий КПД и высокая производительность.
Основы индукционного нагрева | Radyne Corporation
Индукционный нагрев
Проще говоря, индукционный нагрев — это самый чистый, эффективный, экономичный, точный и воспроизводимый метод нагрева материалов, доступный сегодня в промышленности.
Точно спроектированные индукционные катушки в сочетании с мощным и гибким индукционным источником питания обеспечивают воспроизводимые результаты нагрева, характерные для желаемого применения. Индукционные источники питания, предназначенные для точного количественного измерения нагрева материала и реагирования на изменения свойств материала во время цикла нагрева, делают реальностью получение разнообразных профилей нагрева в рамках одной программы нагрева.
Целью индукционного нагрева может быть закалка детали для предотвращения износа; сделать металл ковким для ковки или горячей штамповки в желаемую форму; спаять или спаять две детали вместе; плавить и смешивать ингредиенты, которые входят в состав высокотемпературных сплавов, делая возможными реактивные двигатели; или для любого количества других приложений.
Основы
Индукционный нагрев происходит в электропроводящем объекте (не обязательно из магнитной стали), когда объект помещается в переменное магнитное поле. Индукционный нагрев происходит за счет гистерезиса и потерь на вихревые токи.
Гистерезисные потери возникают только в магнитных материалах, таких как сталь, никель и некоторых других. Гистерезисные потери утверждают, что это вызвано трением между молекулами, когда материал намагничивается сначала в одном направлении, а затем в другом. Молекулы можно рассматривать как маленькие магниты, которые поворачиваются при каждом изменении направления магнитного поля. Работа (энергия) требуется, чтобы повернуть их. Энергия превращается в тепло. Скорость расходования энергии (мощности) увеличивается с увеличением скорости реверсирования (частоты).
Потери на вихревые токи происходят в любом проводящем материале в переменном магнитном поле. Это вызывает нагрев, даже если материалы не обладают какими-либо магнитными свойствами, обычно присущими железу и стали.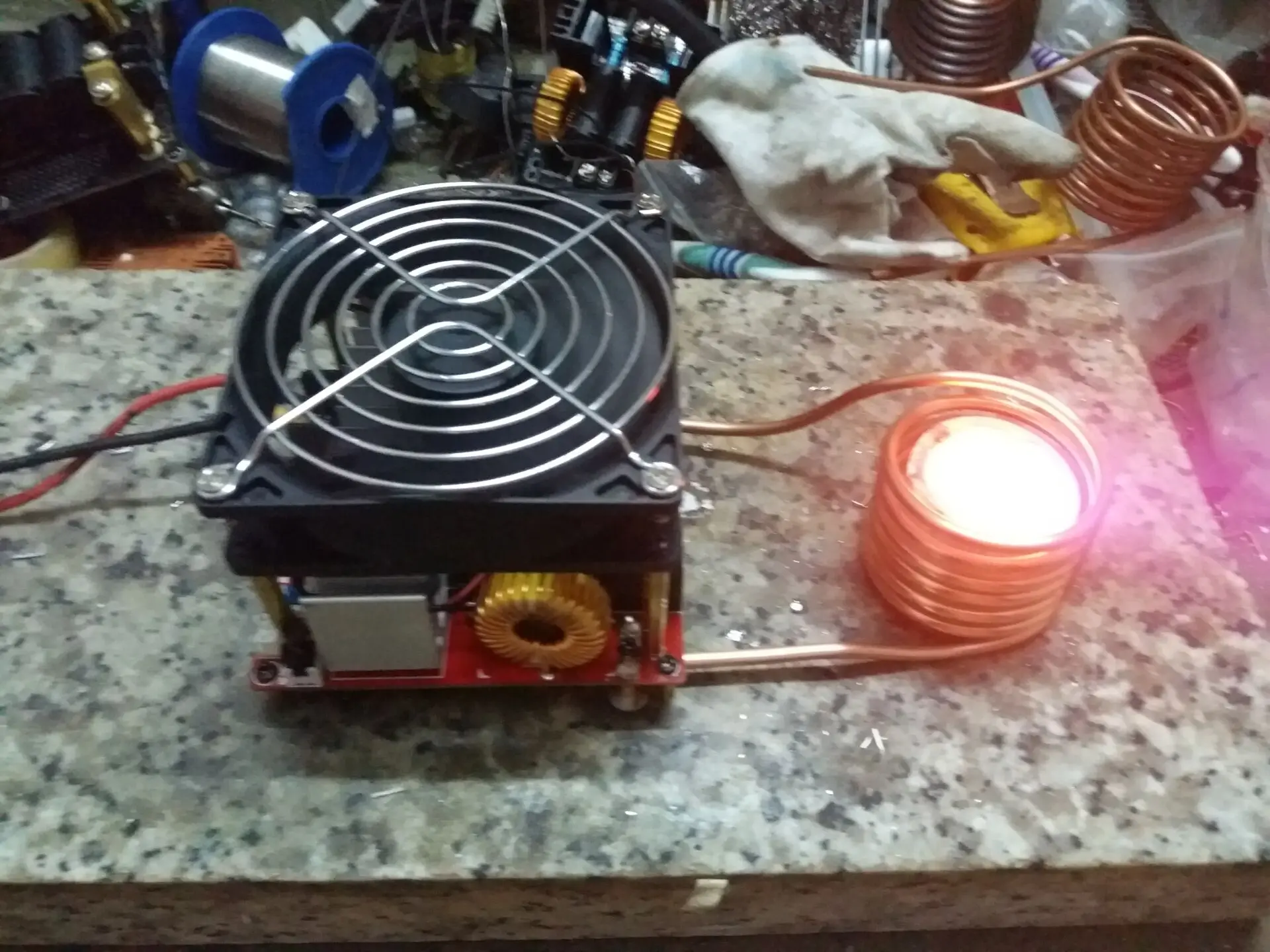 Примерами являются медь, латунь, алюминий, цирконий, немагнитная нержавеющая сталь и уран. Вихревые токи представляют собой электрические токи, индуцируемые действием трансформатора в материале. Как следует из их названия, кажется, что они кружатся в завихрениях внутри сплошной массы материала. Потери на вихревые токи гораздо важнее потерь на гистерезис при индукционном нагреве. Обратите внимание, что индукционный нагрев применяется к немагнитным материалам, где потери на гистерезис отсутствуют.
Примерами являются медь, латунь, алюминий, цирконий, немагнитная нержавеющая сталь и уран. Вихревые токи представляют собой электрические токи, индуцируемые действием трансформатора в материале. Как следует из их названия, кажется, что они кружатся в завихрениях внутри сплошной массы материала. Потери на вихревые токи гораздо важнее потерь на гистерезис при индукционном нагреве. Обратите внимание, что индукционный нагрев применяется к немагнитным материалам, где потери на гистерезис отсутствуют.
При нагреве стали для закалки, ковки, плавки или любых других целей, требующих температуры выше температуры Кюри, мы не можем полагаться на гистерезис. Выше этой температуры сталь теряет свои магнитные свойства. При нагреве стали ниже точки Кюри вклад гистерезиса обычно настолько мал, что им можно пренебречь. Для всех практических целей I 2 R вихревых токов является единственным способом превращения электрической энергии в тепло для целей индукционного нагрева.
Две основные вещи для индукционного нагрева:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Преимущества индукционного нагрева .
 После того, как индукционная нагревательная машина правильно отрегулирована, деталь за деталью нагревается с одинаковыми результатами. Способность индукционного нагрева одинаково нагревать последовательные детали означает, что процесс можно адаптировать к полностью автоматической работе, при которой заготовки загружаются и выгружаются механически.
После того, как индукционная нагревательная машина правильно отрегулирована, деталь за деталью нагревается с одинаковыми результатами. Способность индукционного нагрева одинаково нагревать последовательные детали означает, что процесс можно адаптировать к полностью автоматической работе, при которой заготовки загружаются и выгружаются механически.Индукционный нагрев позволил разместить такие операции, как закалка, на производственных линиях вместе с другими станками, а не в удаленных, отдельных цехах. Это экономит время на транспортировку деталей из одной части завода в другую. Индукционный нагрев чистый. Он не отбрасывает неприятное тепло. Условия работы вокруг индукционных нагревательных машин хорошие. Они не выделяют дыма и грязи, которые иногда связаны с термическими цехами и кузнечными цехами.
Еще одной желательной характеристикой индукционного нагрева является его способность нагревать только небольшую часть заготовки, что дает преимущества, когда нет необходимости нагревать всю деталь. Это преимущество имеет решающее значение для основных деталей с несколькими локализованными зонами повышенного износа при нормальной эксплуатации. Раньше требовался более качественный и дорогой материал, чтобы выдерживать износ при эксплуатации. С помощью индукции менее дорогие материалы могут быть обработаны на месте для достижения требуемой долговечности.
Это преимущество имеет решающее значение для основных деталей с несколькими локализованными зонами повышенного износа при нормальной эксплуатации. Раньше требовался более качественный и дорогой материал, чтобы выдерживать износ при эксплуатации. С помощью индукции менее дорогие материалы могут быть обработаны на месте для достижения требуемой долговечности.
Индукционный нагрев быстрый. Правильно настроенный индукционный нагреватель может обрабатывать большие объемы деталей в минуту за счет использования эффективной конструкции катушки и обработки деталей. Поскольку машины индукционного нагрева хорошо подходят для автоматизации, их можно легко интегрировать в существующие линии производства деталей. В отличие от решений для лучистого отопления, индукционный нагрев нагревает только часть внутри змеевика, не тратя энергию на ненужный нагрев.
Индукционный нагрев чистый. Без операций с пламенем, которые оставляют сажу или иным образом требуют очистки после нагрева, индукция является выбором для деталей, требующих чистого нагрева, например, при пайке.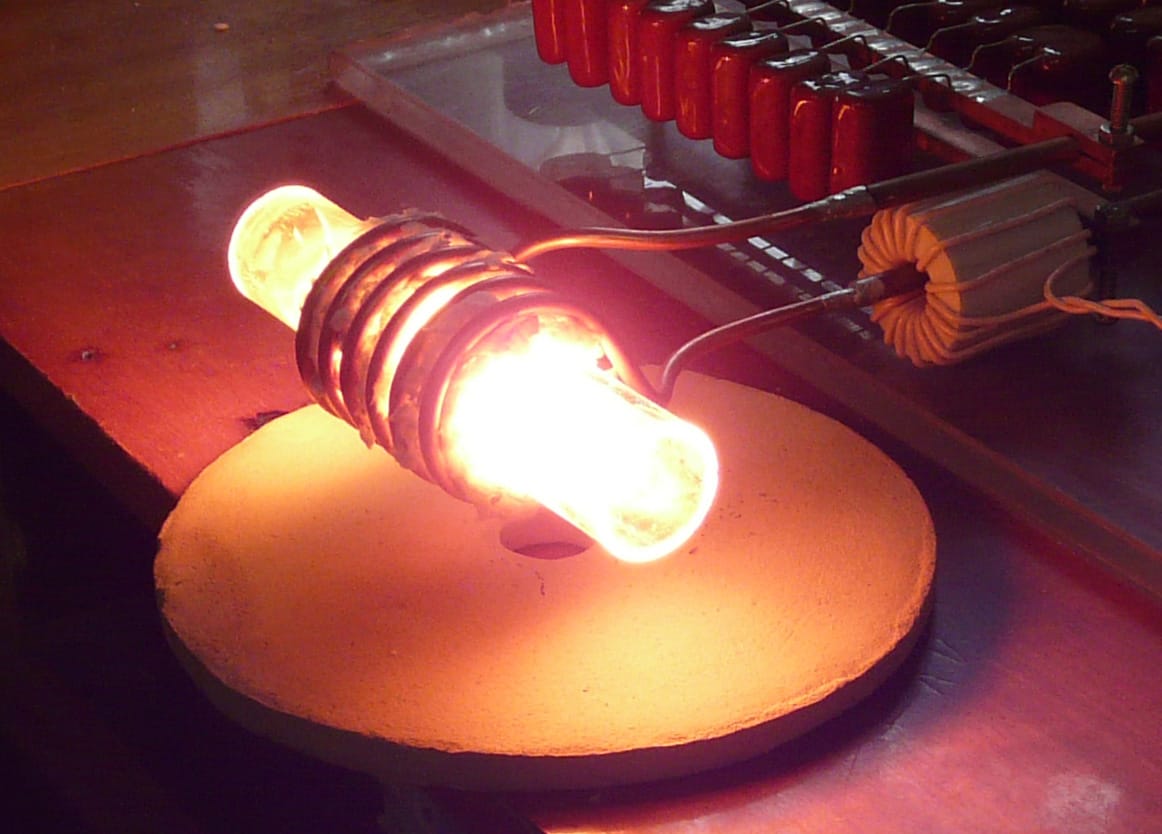 Поскольку в индукционном нагреве используются магнитные поля, проницаемые через стекло или другие материалы, возможен индукционный нагрев контролируемой атмосферы.
Поскольку в индукционном нагреве используются магнитные поля, проницаемые через стекло или другие материалы, возможен индукционный нагрев контролируемой атмосферы.
История индукционного нагрева
Фарадей (1791-1867) был знаком с фундаментальными принципами индукции. Акцент сначала делался на нежелательных последствиях явления. Большое внимание было уделено поиску методов уменьшения влияния индукции, чтобы такие устройства, как трансформаторы, двигатели и генераторы, могли стать более эффективными.
Майклу Фарадею (1791-1867) обычно приписывают открытие фундаментальных принципов, лежащих в основе индукционного нагрева, в 1831 году. и генераторы могут сначала стать более эффективными.
Интерес к возможности плавки металлов индукцией возник в 1916 году. Одним из первых коммерческих применений была плавка небольших зарядов с использованием генераторов с искровым разрядником. Еще одним ранним применением был нагрев металлических элементов вакуумных трубок для удаления поглощенных газов перед герметизацией.
За несколько лет до Второй мировой войны ряд компаний, более или менее независимо друг от друга, начали понимать, что индукция является решением для широкого круга специализированных приложений нагрева. Хотя индукция не стала промышленным процессом в течение долгого времени после ее теоретического открытия, ее развитие было быстрым во время Второй мировой войны, когда возникла немедленная потребность в производстве большого количества деталей с минимальными трудозатратами.
Сегодня индукция заняла свое место в нашей промышленной экономике как средство ускорения производства деталей, снижения производственных затрат и достижения качественных результатов.
Нажмите, чтобы узнать об истории компании Radyne
Будущее индукции
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и потребности в расширении возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и проектировщикам будущего быстрое , эффективный и точный метод нагрева.
В качестве предпочтительной технологии быстрого, чистого нагрева, воспроизводимой, точной и эффективной, индукция прочно зарекомендовала себя в будущем производства как краеугольный камень отрасли. Быстрое развитие индукции с момента ее открытия принесло ей репутацию передовой технологии, имеющей решающее значение для открытия новых более эффективных процессов. Сегодня индукция является синонимом новаторских решений, прокладывающих путь к новой парадигме производственных технологий.
Технология Radyne находится в авангарде индукционного нагрева, предлагая новые способы дальнейшего развития методов и процессов индукционного нагрева в новых, ранее заброшенных областях. Мы являемся ведущим мировым производителем и пионером в разработке передового оборудования для индукционного нагрева и нагрева с контролируемой атмосферой. Нажмите здесь, чтобы узнать больше о блоке питания TFD.
Дополнительная литература
Дальнейшее обсуждение темы основ индукционного нагрева можно найти, продолжив нашу статью о передовых концепциях индукционного нагрева, охватывающую темы, основанные на фундаменте теории индукционного нагрева, изложенной здесь. Для еще большего количества ресурсов по индукционному нагреву Radyne предоставляет несколько ресурсов для вашего удобства, позволяющих использовать теорию индукции для информированной работы: в том числе плакаты для справки, общие лабораторные и производственные схемы и справочники по основам индукции.
Для еще большего количества ресурсов по индукционному нагреву Radyne предоставляет несколько ресурсов для вашего удобства, позволяющих использовать теорию индукции для информированной работы: в том числе плакаты для справки, общие лабораторные и производственные схемы и справочники по основам индукции.
Что такое индукционный нагрев и как он работает
Индукционный нагрев — это процесс, при котором электропроводный материал нагревается, когда он помещается в динамическое магнитное поле, не касаясь индуктора. Это простой и экономичный процесс нагрева, обеспечивающий быстрый и равномерный нагрев по сравнению с другими традиционными процессами нагрева, используемыми для предварительного нагрева и снятия напряжения сварных швов. Тепло генерируется циркулирующим электрическим током, когда он помещается в магнитное поле (электромагнитная индукция). Для выделения тепла сопротивление материала должно быть низким (металлы), а напряжение должно быть высоким. Например, металлы с высоким сопротивлением, такие как железо, нагреваются намного быстрее, чем металлы с низким сопротивлением, такие как медь.
Например, металлы с высоким сопротивлением, такие как железо, нагреваются намного быстрее, чем металлы с низким сопротивлением, такие как медь.
Тепло выделяется за счет потерь на сопротивление и гистерезисных потерь при протекании индуцированного электрического тока. Гистерезисные потери в основном возникают в ферромагнитных материалах, когда они намагничиваются и размагничиваются.
Индукционный нагрев в основном используется в промышленных процессах, когда производители хотят изменить физические свойства металлов (склеивание, закалка и размягчение). В процессе индукционного нагрева отсутствуют выбросы остаточного горения, поскольку металлы не нагреваются огнём и дымом. Также скорость теплопередачи регулируется и стабилизируется в процессе с минимальными потерями тепла. В отличие от традиционных процессов нагрева (пламя, резистивный нагрев…), индукционный нагрев прост в настройке, ускоряет достижение температуры, безопаснее, а также более эффективен, точен и равномерен.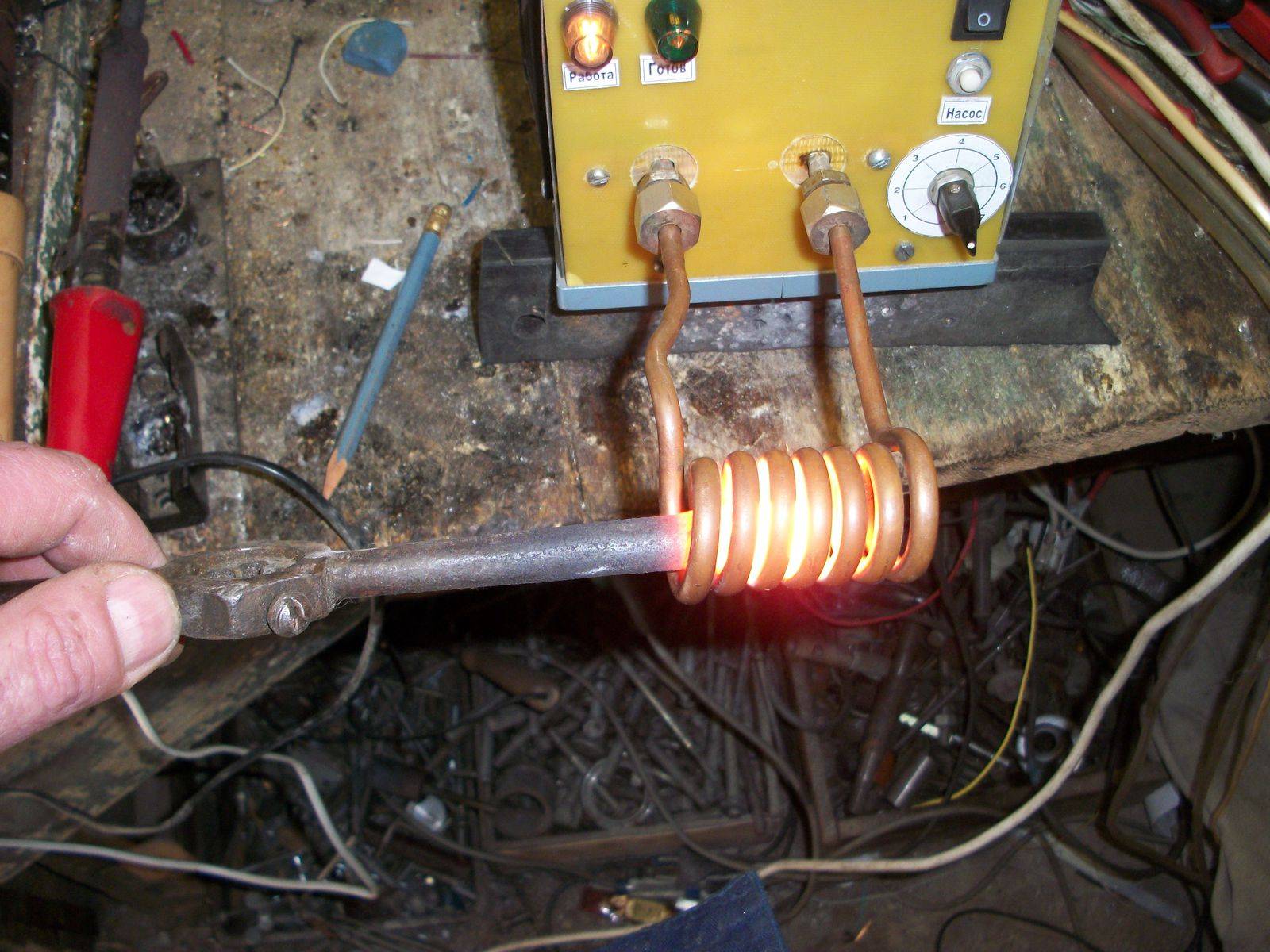
Как работает индукционный нагрев
В предыдущем абзаце мы обсуждали, что такое индукционный нагрев, теперь давайте поговорим о том, как работает индукционный нагрев. Когда электрический ток течет по медному проводнику, он создает магнитное поле вокруг проводника. Направление электрического поля зависит от направления электрического тока по правилу большого пальца правой руки.
Чем больше ток проходит через проводник, тем больше и сильнее магнитное поле вокруг проводника. При изменении направления электрического тока в проводнике на противоположное направление изменяется и магнитное поле. Прохождение переменного магнитного поля через проводящий материал генерирует локальные электрические токи внутри металла. Генерируемые электрические токи называются вихревыми токами. Чем сильнее магнитное поле, тем больше генерируются вихревые токи.
Металлы имеют определенное электрическое сопротивление, и вихревые токи циркулируют против сопротивления металла, что вызывает его нагрев. Этот процесс называется джоулевым нагревом, и он отвечает за выделение большей части тепла.
Этот процесс называется джоулевым нагревом, и он отвечает за выделение большей части тепла.
Электрическое сопротивление нагреваемого проводящего материала играет важную роль в генерируемом тепле. Например, металлы с низким значением сопротивления требуют больше вихревых токов для нагрева, чем металлы с высоким значением сопротивления. При нагреве черных металлов следует учитывать потери на гистерезис. Это происходит из-за сопротивления материала изменяющемуся магнитному полю. Гистерезисные потери выделяют меньше тепла, чем Джоулев нагрев, но все же вносят значительный вклад в общее тепло внутри материала.
Кроме того, магнитные свойства нагреваемого проводящего материала играют большую роль в количестве выделяемого тепла. Например, магнитные материалы, такие как железо, выделяют больше тепла из-за гистерезисных потерь, в то время как немагнитные материалы, такие как медь или алюминий, не выделяют тепла из-за гистерезиса.
Вихревые токи производят тепло на поверхности детали, которая находится непосредственно рядом с нагревательной спиралью. Глубина нагрева определяется тем, насколько быстро переменное поле переключается взад и вперед через материал. Остальная часть толщины детали нагревается за счет теплопроводности детали.
Глубина нагрева определяется тем, насколько быстро переменное поле переключается взад и вперед через материал. Остальная часть толщины детали нагревается за счет теплопроводности детали.
Компоненты индукционных нагревателей
Индукционный нагреватель состоит из 4 основных частей:
- 900 27 Катушка индукционного нагрева
- Заготовка
- Блок питания
- Компонентная цепь
Различные индукционные нагреватели доступны на нашем веб-сайте:
- Портативные индукционные нагреватели
- Нагреватели с ярмом
- Прецизионные ручные нагреватели
- Генераторы индукционного нагрева
- Конусные нагреватели Betex
Кроме того, вы можете посетить наш канал Youtube
, чтобы узнать, как работают и применимы различные индукционные нагреватели.
ИСТОРИЯ ИНДУКЦИОННЫХ НАГРЕВАТЕЛЕЙ
Майкл Фарадей был первым, кто открыл индукционный нагрев в 1831 году с помощью батареи и двух медных проводов, намотанных на железный сердечник. Тем не менее, впервые она была успешно реализована около 100 лет спустя, в 1927 году в Англии, где компания EFCO установила первую систему индукционной плавки. В связи с потребностью в надежном и быстром процессе производства металлов для деталей двигателей во время Второй мировой войны технология индукционного нагрева быстро развивалась. Поскольку акцент сместился в сторону бережливого производства и усиленного контроля качества, технология индукционного нагрева была заново открыта с разработкой управляемых индукционных источников питания.
Прочтите нашу публикацию Каковы преимущества индукционных нагревателей подшипников?
Звоните по номеру Свяжитесь с нами по телефону , если у вас есть какие-либо вопросы, вам нужна дополнительная информация или вы заинтересованы в приобретении индукционного нагревателя.