
как сделать своими руками, схемы и процесс установки
На чтение 10 мин. Опубликовано
Индукционный нагреватель из сварочного инвертора представляет собой эффективный прибор с высоким КПД и несложным внутренним устройством. Устройства промышленного производства обойдутся достаточно дорого, поэтому самостоятельная сборка является неплохой альтернативой.
Описание самодельного индукционного нагревателя
Нагревательное оборудование, которое работает по принципу индукции, стремительно набирает популярность. Это обусловлено практически бесшумной работой, эффективным обогревом окружающего пространства и повышенной безопасностью в сравнении с топливными системами.
Индукционные нагреватели из сварочного инвертора отличаютсявысоким КПД и несложным внутренним устройством.
Устройство самоделки
Самодельный прибор состоит из таких частей:
- Нагревательного элемента. В его качестве используется трубка из металла или полимерных материалов, которая спрятана в индукторном компоненте и содержит теплоноситель.
- Альтернатора (генератора переменного ТВЧ). Устройство требуется для повышения частот бытовой сети. Оно делает их выше стандарта в 50 Гц.
- Индуктора. Представляет собой цилиндрическую катушку из проволоки, которая генерирует электромагнитное поле.
Сфера применения
Принцип индукции широко применяется в таких сферах человеческой деятельности:
- Металлургия. С помощью технологии производится плавка металлических заготовок.
- В бытовой сфере. С помощью нагревателей выполняется готовка пищи, нагрев воды или обогрев частных сооружений.
- В отдельных направлениях промышленности. Метод используется в работе индукционных печей быстрого разогрева.
Принцип работы индукционного нагревателя для металла
Под индуктором подразумевается катушка, изготовленная из медной проволоки, которая провоцирует магнитное поле. С помощью генератора переменного тока формируется высокочастотный поток из базового потока бытовой электросети с частотой 50 Гц. Роль нагревателя играет металлический элемент, поглощающий тепло. При правильном соединении таких составляющих получается эффективный прибор, который может использоваться для нагрева жидкого вещества и обогрева помещения.
Роль нагревателя играет металлический элемент, поглощающий тепло. При правильном соединении таких составляющих получается эффективный прибор, который может использоваться для нагрева жидкого вещества и обогрева помещения.
Генератор направляет электрический ток с соответствующими параметрами на катушку (индуктор). Когда сквозь деталь проходит поток заряженных частиц, это вызывает формирование магнитного поля.
Индукционные нагреватели работают по принципу образования электропотоков в проводниках. Магнитное поле может менять направление электромагнитных волн. В случае взаимодействия с металлическими изделиями, оно моментально нагревает их без контакта с индуктором. Этому способствуют вихревые токи.
Действительно ли можно сэкономить на индукционном нагреве
Популярность использования оборудования в быту обусловлена неплохой экономией электроэнергии. При установке на кухне плит, работающих по методу индукции, у владельца исчезает необходимость включения вентиляции, т. к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
Из-за увеличенной скорости нагрева продолжительность работы системы сокращается, что тоже позволяет сэкономить на электричестве.
Преимущества самодельного устройства
Нагреватели имеют несколько важных достоинств. К ним относят следующие пункты:
- На поверхности агрегата не появляется накипь, поскольку при образовании вихревых токов происходит вибрация. Подобная особенность исключает дополнительные траты на очистку котлов.
- Теплогенератор отличается максимальной герметичностью, даже если он изготовлен своими руками. Вероятность протечек в котлах исключается, поскольку теплоноситель прогревается внутри трубы, а тепловая энергия передается посредством электромагнитного поля. В устройстве системы не предусмотрены разъемные соединения.
- Нагревательный прибор не нуждается в ремонте или обслуживании, поскольку он представляет собой трубку из меди.
 Для сравнения, спираль ТЭНа часто перегорает и требует замены.
Для сравнения, спираль ТЭНа часто перегорает и требует замены. - Во время работы инверторного оборудования отсутствует избыточный шум. При этом агрегат создает вибрации, но их частота настолько низкая, что они практически не ощущаются.
- Сборка и обслуживание системы не сопровождаются большими затратами. Это позволяет без особых сложностей и финансовых вложений соорудить обогревательный прибор в домашних условиях.
Недостатки нагревателя
Помимо положительных качеств, нагреватели индукционного типа имеют и недостатки. При размещении на небольшом расстоянии от оборудования можно получить ожоги, поскольку оно нагревает не только теплоноситель, но и окружающее пространство. В сравнении с газовыми котлами индукционные системы дороже в эксплуатации.
В число недостатков относится риск детонации из-за перегрева теплоносителя.
Проблема исключается путем монтажа датчика давления.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата.
 Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву. - Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.
Схемы для изготовления нагревателя
Существуют готовые чертежи для сборки нагревательного оборудования. В зависимости от технических параметров и назначения устройства они различаются.
Классическая схема нагревателя функционирует по принципу «двойного полумоста», который оснащен 4 силовыми транзисторами и изолированным затвором. Для управления транзисторами используют микросхему IR2153.
Схема индукционного нагревателя.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты. Также важно подготовить чертежи и придерживаться инструкции по сборке.
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
Чтобы система работала корректно, останется подключить медную проволоку к плюсовому значению сварки и оценить работоспособность конструкции.

В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Длина отрезков регулируется индивидуально без особых ограничений. При этом, чем выше показатель магнитного сопротивления стали, тем быстрее будет осуществляться нагрев.

Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.
Последующая сборка производится по такой инструкции:
- На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
- Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК.
 Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке. - Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
- Изготавливается обмотка. Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Если планируется частая и интенсивная эксплуатация оборудования, лучше подготовить блок питания повышенной мощности.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Специалисты применяют для таких целей терморегуляторы с реле и датчиками. Такие элементы умеют отключать цепь при нагреве теплоносителя до требуемой температуры.
Безопасность устройства
Для повышения безопасности самодельного нагревателя необходимо выполнить такие требования:
- Организовать качественную изоляцию. Все проводники и соединения нужно тщательно заизолировать, чтобы исключить риск получения удара током.

- Правильно выбрать отопительную систему. Индукционные системы не подходят для совместного использования с оборудованием, которое применяет принцип естественной циркуляции воды. Для этих систем нужен водяной насос.
- Выбрать подходящее размещение устройства. Прибор должен находиться на расстоянии от 40 см от стен и предметов интерьера, и на расстоянии от 80 см от потолка или напольного покрытия.
- Установить регулировочные клапаны и манометры. Такие средства безопасности защитят оборудование от скачков давления. Кроме того, нужно предусмотреть систему стравливания воздуха.
Полезное видео по созданию нагревателя индукционного типа
В предложенных видео подробно описан принцип работы устройств индукционного типа. Также в ролике можно посмотреть особенности самостоятельной сборки агрегата.
Дополнительные советы по изготовлению
При изготовлении системы необходимо изолировать открытые элементы для повышения безопасности. Рекомендуется предусмотреть автоматическую систему управления системой и подключать прибор к электрической сети с помощью подходящих переходников. Такие действия повысят безопасность нагревателя и продлят срок его службы.
Рекомендуется предусмотреть автоматическую систему управления системой и подключать прибор к электрической сети с помощью подходящих переходников. Такие действия повысят безопасность нагревателя и продлят срок его службы.
как сделать индукционный нагреватель своими руками из сварочного инвертора – Profile – Teknophiles Forum
Для просмотра нажмите на картинку
Читать далее
Смотреть видео
Как сделать индукционную печь и котел отопления из инвертора
Как сделать индукционный нагреватель своими руками из сварочного инвертора
Как из инвертора для сварки сделать нагреватель
Делаем сварочные аппараты своими руками
Как самому сделать индукционный нагреватель из сварочного инвертора
Индукционный нагреватель своими руками из сварочного инвертора
Как из инвертора для сварки сделать нагреватель
Чехол для удочек 130 см купить в москве
Однако сделать индукционный нагреватель своими руками сможет любой домашний мастер, владеющий нехитрым набором инструментов. Ему в помощь мы предлагаем подробное описание принципа действия и сборки эффективного обогревателя. Принцип работы индукционного нагревателя. Индукционный нагрев невозможен без использования трех основных элементов: индуктора; генератора В качестве корпуса для индукционного нагревателя из сварочного инвертора используют отрезок пластиковой трубы. Он должен быть немного больше в диаметре, чем трубы отопления. Длина трубы для нагревателя может составлять примерно один метр, внутренний диаметр можно варьировать в пределах мм.
Ему в помощь мы предлагаем подробное описание принципа действия и сборки эффективного обогревателя. Принцип работы индукционного нагревателя. Индукционный нагрев невозможен без использования трех основных элементов: индуктора; генератора В качестве корпуса для индукционного нагревателя из сварочного инвертора используют отрезок пластиковой трубы. Он должен быть немного больше в диаметре, чем трубы отопления. Длина трубы для нагревателя может составлять примерно один метр, внутренний диаметр можно варьировать в пределах мм.
Переделка сварочного инвертора в индукционный нагреватель (видео). Как собрать индукционную печь и котел отопления своими руками.
 Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора. 1 Преимущества индукционного нагревателя. 2 Схема работы индукционного нагревателя. Индукционная печь для металла. Индукционный нагреватель для воды. Преимущества индукционного нагревателя. Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам.
Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора. 1 Преимущества индукционного нагревателя. 2 Схема работы индукционного нагревателя. Индукционная печь для металла. Индукционный нагреватель для воды. Преимущества индукционного нагревателя. Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам.Универсальный инструмент для мастерской. Индукционный нагреватель своими руками.
Индукционный нагреватель металла из сварочного инвертора. Электромеханические нагреватели собственными руками: подробная инструкция. Многих влечет электроотопление тем, что оно не прекращает работу независимо и не нужно за ним регулярно присматривать.
Как из инвертора для сварки сделать нагреватель. Принцип нагрева металла вихревыми токами, индуцируемыми внешним электромагнитным полем, известен достаточно давно. Плавильные индукционные тигельные печи используются в металлургии с начала прошлого века. Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор. Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
Как сделать своими руками? Допустим, вы решили сделать лично индукционный нагреватель, для этого подготавливаем трубу, в неё насыпаем небольшие куски стальной проволоки (9 см в длину).
Как сделать индукционный нагреватель и печь из сварочного инвертора. Отопительная система – важная составляющая любого дома. Её можно назвать «сердцем» жилища, ведь именно тепло формирует уют и атмосферу. Достоинством этого типа обогрева является то, что индукционная печь из сварочного инвертора без проблем изготавливается своими руками. На основе вихревых током можно сконструировать также индукционный нагреватель для металла, взяв за источник тока сварочный инвертор. Нагревательный элемент представлен набором трёх элементов.
Сварочный аппарат своими руками, самодельный сварочный трансформатор.
 Мини сварочный аппарат своими руками. Самодельный сварочник постоянного тока. Отличный выход — собрать индукционный нагреватель своими руками. Это и экономия средств, и вклад в бюджет семьи. Существует много простых схем, по которым индуктор можно собрать самостоятельно. высокочастотный инвертор. Этого будет достаточно для сборки индукционной катушки своими руками, а ведь именно она находится в основе проточного водонагревателя. После подготовки необходимых элементов можно подходить непосредственно к процессу изготовления аппарата: нарезать проволоку на отрезки в 6?7 см.
Мини сварочный аппарат своими руками. Самодельный сварочник постоянного тока. Отличный выход — собрать индукционный нагреватель своими руками. Это и экономия средств, и вклад в бюджет семьи. Существует много простых схем, по которым индуктор можно собрать самостоятельно. высокочастотный инвертор. Этого будет достаточно для сборки индукционной катушки своими руками, а ведь именно она находится в основе проточного водонагревателя. После подготовки необходимых элементов можно подходить непосредственно к процессу изготовления аппарата: нарезать проволоку на отрезки в 6?7 см.Отопление из сварочного инвертора
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.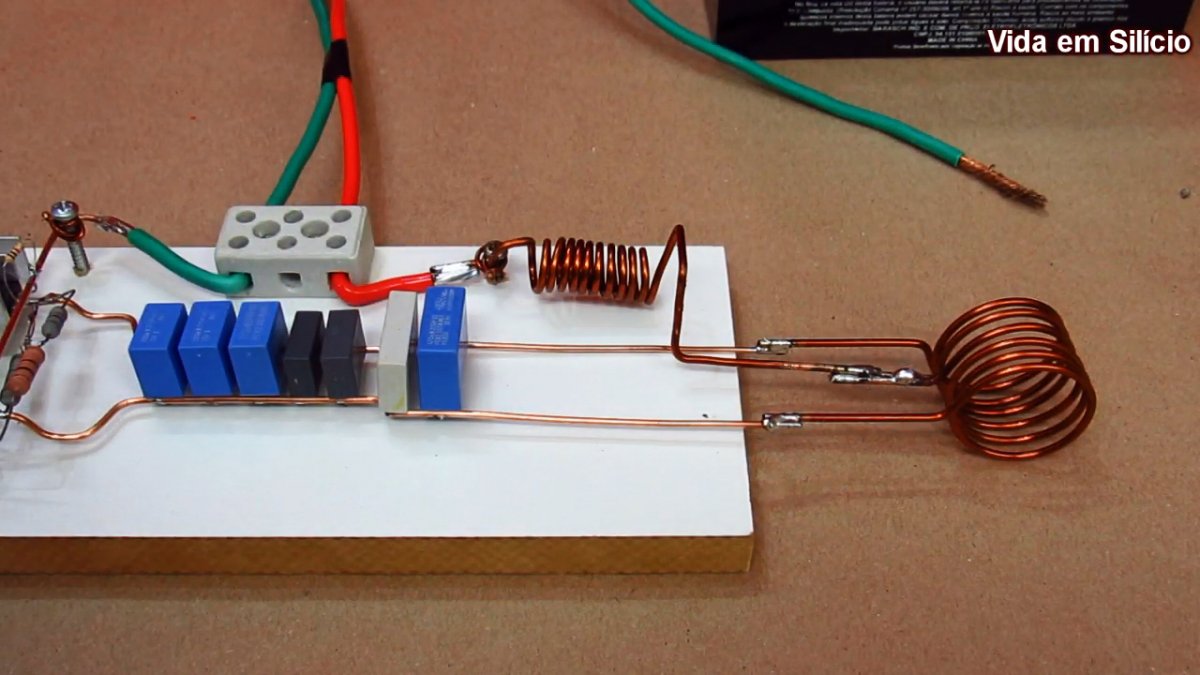
Преимущества индукционного нагревателя
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
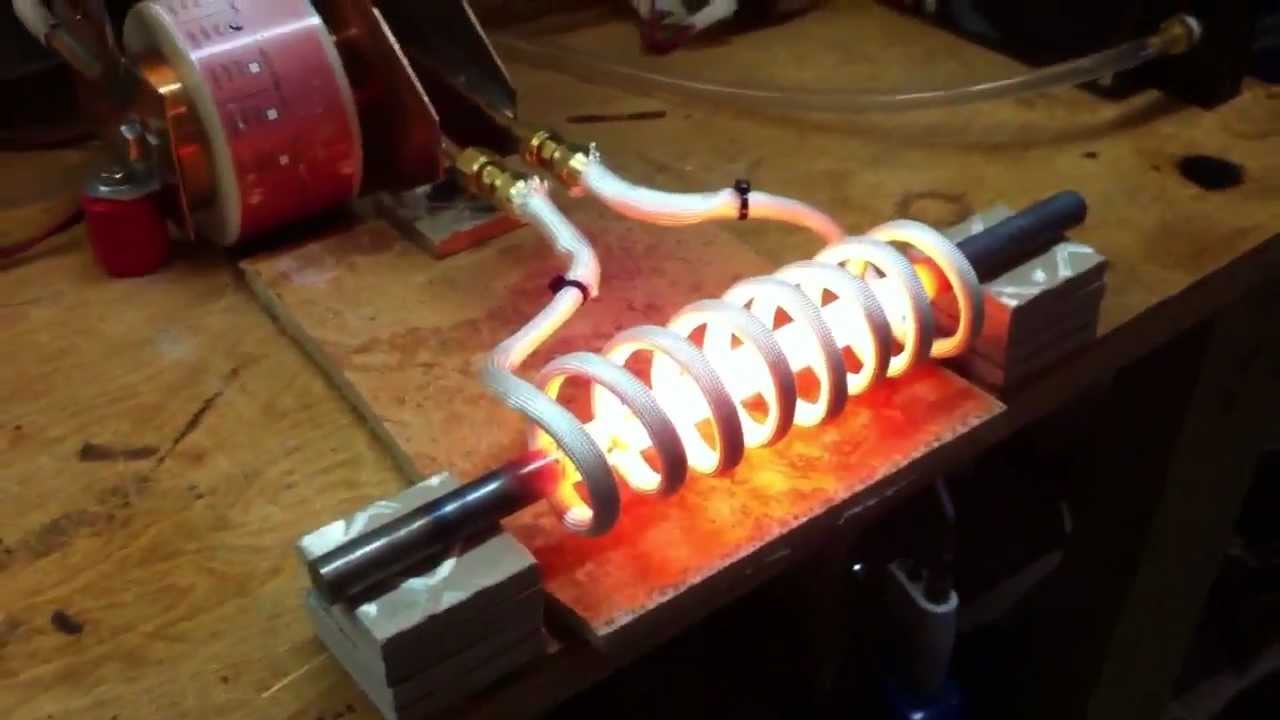
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат. Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока. Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.
Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.
На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.
Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Далее, котел врезается в систему отопления по схеме, приведенной ниже.
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока. В данном случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы безопасности. В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны. Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления. Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.
Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Принцип нагрева металла вихревыми токами, индуцируемыми внешним электромагнитным полем, известен достаточно давно. Плавильные индукционные тигельные печи используются в металлургии с начала прошлого века. Индукционный нагрев применяется при закалке инструмента и пайке массивных деталей.
Идея использовать индукционный нагрев в системах отопления начала реализовываться в конце прошлого века. Наряду с промышленными установками, стали появляться самодельные устройства, в том числе такие, как индукционный нагреватель из сварочного инвертора.
Принцип работы в системе водяного отопления
Источником рабочего электромагнитного поля индукционного нагревателя служит индуктор, представляющий собой катушку из проводникового материала. Индуктор индукционного нагревателя подключен к источнику переменного тока высокой частоты. Внутрь катушки, где поле наиболее интенсивно, помещается металлический предмет, служащий магнитным сердечником.
Под воздействием поля индуктора в толще стального сердечника происходит намагничивание зерен структуры металла (доменов). Вектор магнитной индукции каждого домена изменяет своё направление с частотой внешнего поля. В результате индуцируются так называемые вихревые токи, быстро разогревающие металл сердечника.
Теперь представим, что роль сердечника играет стальная труба отопления, по которой движется теплоноситель. Получая энергию в результате индукционного нагрева, труба отдает тепло циркулирующей жидкости. Так происходит разогрев системы водяного отопления.
Источник напряжения высокой частоты
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
Подключение к индуктору
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями. Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Преимущества
Реальными преимуществами индукционных нагревателей являются:
- надежная гальваническая развязка цепей нагревателя с системой отопления;
- более мягкий режим работы индуктора по сравнению с обычными электрическими нагревателями.
Описывая нагреватели такого типа, сторонники этого вида отопления обычно приводят большой список других преимуществ, однако, некоторые из них явны вымышленные.
Так, ожидать экономию электроэнергии, применяя эти нагреватели, не стоит. Коэффициент полезного действия обычных электрических котлов близок к 100%, более эффективно использовать электроэнергию, потребляемую нагревателем, просто невозможно.
Заботясь об уюте и комфорте своего жилища, каждый владелец загородного дома или коттеджа задумывается о том, как правильно подойти к выбору оптимальной отопительной системы.
Современный рынок отопительного оборудования весьма насыщен всевозможными видами котлоагрегатов. Многие эксперты сегодня советуют выполнять монтаж газового котла, так как он является эффективным способом обогрева жилища.
В таком утверждении, конечно, никто не сомневается, но что делать в том случае, когда строение расположено далеко от газовых магистралей? В таком случае, оптимальным выходом будет установка электрического оборудования для обогрева дома.
Чтобы опередить скептиков, которые читая эти строки, задумываются о постоянном подорожании электроэнергии, мы предлагаем рассмотреть такой вид электрического обогрева помещения, как индукционное отопление. Поэтому, в нашей статье мы подробно остановимся на описании вихревого индукционного нагревателя, который без особых усилий можно выполнить своими руками, применяя при этом сварочный инвертор.
Из чего состоит и как работает
Нагреватель этого вида состоит из следующих конструктивных узлов:
- индуктор изготовлен из определенного количества витков медной проволоки, которые, по сути, и образуют электромагнитное поле;
- нагревательный компонент представлен в виде металлической трубы, которая расположена внутри индукторного элемента;
- генератор, который преобразует обычную бытовую энергию в высокочастотный ток.
Взаимодействие этих конструктивных элементов и представляет собой принцип действия индукционного нагревателя, который заключается в следующих важных моментах:
- генератор вырабатывает высокочастотный ток и передает его на катушку из медной проволоки;
- индуктор, приняв высокочастотный ток, преобразует его в электромагнитное поле;
- нагревательный элемент, находящийся внутри индуктора, разогревается под воздействием вихревых потоков, которые возникают от перемены вектора электромагнитного поля;
- теплоноситель, находящийся внутри нагревательного элемента, разогревается одновременно с ним, и передается непосредственно в отопительную систему.
Такой принцип действия индукционного нагревателя, соответственно, несет в себе и преимущества использования агрегата этого вида.
Преимущества
К основным достоинствам нагревателя этого вида смело можно отнести следующие важные моменты:
- высокий коэффициент полезного действия;
- не требует частого технического ухода;
- благодаря вибрациям электромагнитного поля, не образуется накипь;
- бесшумность работы;
- высокий уровень безопасности;
- герметичность агрегата препятствует появлению протечек;
- функционирование нагревателя полностью автоматизировано.
Основным недостатком нагревателя этого вида по праву считают его высокую стоимость. Но этот недостаток вполне можно исправить, если его конструкцию выполнить самому.
Стоит также отметить, что сборка индукционного нагревателя своими руками осуществляется из весьма доступных деталей, при этом, их стоимость не слишком высокая.
Необходимые материалы и инструменты
Чтобы смонтировать индукционный котел из сварочного инвертора самому, прежде всего, нужно приготовить все необходимые инструменты и материалы, к которым можно отнести следующее:
- инвертор от агрегата для сварки, который значительно облегчит монтаж нагревателя;
- пластиковая труба с толстыми стенками, которая будет корпусом собираемого устройства;
- нержавеющая проволока из металла, которая станет нагреваемым элементом в электромагнитном поле;
- металлическая сетка, роль которой будет заключаться в удержании внутри прибора кусков нержавеющей проволоки;
- медная проволока для создания индуктора;
- циркуляционный насос для беспрерывной подачи воды;
- терморегулятор;
- переходники и шаровые краны для подсоединения нагревателя к отоплению;
- кусачки для обработки проволоки.
Основные этапы монтажных работ
Когда приготовлены все необходимые материалы для индукционного котла, то можно непосредственно переходить к его сборке.
При этом необходимо четко соблюдать всю последовательность работ, которая заключается в следующих этапах:
- В один из концов пластиковой трубы крепится металлическая сетка для предотвращения проваливания нагревательных кусочков проволоки.
- В этом же торце трубы крепится переходник для подсоединения к отопительной системе.
- Кусачками нарезается нержавеющая проволока длиной от 1 до 6 см.
- Нарезанные куски проволоки плотно укладываются в пластиковую трубу.
После того, когда включен инвертор, индуктор начинает образовывать магнитное поле, которое провоцирует появление вихревых потоков. Эти токи хорошо разогревают нарезанные куски проволоки, которые, в свою очередь, нагревают теплоноситель.
Таким образом, мы подробно рассказали о том, как сделать индукционный нагреватель из сварочного инвертора своими руками. Надеемся, что наша информация окажется вам полезной при сборке нагревателя своими руками.
Смотрите видео, в котором специалист подробно объясняет, как сделать индукционный нагреватель на базе сварочного инвертора своими руками:
Монтажная схема индукционного нагревателя. Простой индукционный нагреватель
Умельцы придумали много способов для отопления дома. Один из них — индукционный нагреватель. Как и любой другой, он имеет свои преимущества и недостатки.
Принцип действия
В основе работы лежит закон Джоуля-Ленца, который отражает прямую зависимость тепловой отдачи проводника от напряженности электрического поля. Всем известна взаимосвязь магнетизма и электричества, которые просто не могут существовать одно без другого. Если на катушку подать ток высокой частоты, вокруг нее образуется магнитное поле. Его поток будет пронизывать токопроводящий сердечник, вставленный в катушку. Возникшая магнитная индукция будет постоянно меняться по направлению и времени, что вызовет появление вихревых токов, движущихся по замкнутому кругу. А это преобразовывает электромагнитную энергию в тепловую. Такова в общих чертах схема индукционного нагревателя.
Индукционные нагреватели блестяще зарекомендовали себя в самых разных областях применения. С их помощью можно проводить поверхностную закалку металлических изделий, сверхчистую, бесконтактную сварку, точечный прогрев и даже плавку токопроводящих материалов. Производственные индукторы оборудованы мощным трансформатором, способным подавать на них большие токи.
Индуктор в быту
Поскольку схема подобного нагревателя не отличается сложностью, а КПД такого устройства очень высок (до 98%), вихревой индукционный нагреватель не мог не заинтересовать народных умельцев.
Очень часто у многих возникает идея об использовании принципа индукции для отопления дома. Ведь индукционный обогреватель способен нагревать воду чуть ли не мгновенно. Поэтому существует целый ряд конструкций, представляющих собой самодельный индукционный нагреватель.
В физике много законов, обойти которые не получится никогда. Энергия не берется из ниоткуда, а потому количество потребляемого электричества не может быть меньше, чем требуется тепловой энергии.
Другими словами, если для прогрева помещения требуется 5 кВт/ч, то не получится сделать это, потребляя всего 2 кВт/ч электроэнергии, какой бы замечательной ни была конструкция нагревателя. Если планируется отапливаться с помощью индуктора, нужно быть готовым к повышению выплат за электричество.
Самым популярным вариантом среди мастеров-умельцев является индукционный нагреватель из сварочного инвертора. Этому есть ряд причин:
- Инвертор выдает ток повышенных частот, что значительно повышает напряженность электрического поля, а это благотворно сказывается на теплоотдаче.
- Сварочный инвертор способен на подачу больших токов. Из всех приборов, доступных для бытового применения, инвертор лучше всего подходит для использования в качестве блока питания индукционного нагревателя.
Элементы конструкции
Индукционный нагреватель своими руками делается следующим образом:
- Кусок пластиковой трубы с толщиной стенок не менее 3 мм заполняется кусками металлической проволоки. Длина их примерно около 5 см.
- Оба края этого отрезка трубы закрываются металлической сеткой, чтобы она удерживала эти куски на месте. Труба должна быть заполнена проволокой полностью.
- После этого она должна быть аккуратно обмотана толстым медным проводом — порядка 90 витков. Желательно выбирать провод с диаметром не ниже 3 мм.
- С помощью переходников и фитингов труба присоединяется к отопительной системе, которая после этого заполняется водой.
- Концы провода присоединяются к клеммам сварочного инвертора.
- Необходимо обеспечить выполнение всех мер пожарной и электробезопасности.
После включения устройства металлические куски проволоки мгновенно нагреются и начнут отдавать тепло проходящей свозь них воде.
Особо стоит заострить внимание на том, что вода обязательно должна непрерывно циркулировать.
В противном случае температура трубы поднимется настолько, что появится угроза ее расплавления
Это является 1 из самых серьезных недостатков подобных нагревателей. В случае частого отсутствия хозяев необходима система автоматического компьютерного контроля за работой нагревателя.
Индукционный нагреватель вполне пригоден для отопления, но при этом имеет свои недостатки. Они вполне исправимы и при грамотной проработке деталей данная конструкция способна конкурировать с другими.
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока . Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор . Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- . Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу . Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео .
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат . Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Совет! Если предполагается, что индукционная печь будет работать длительное время на большой мощности, то к трубке рекомендуется подвести водяное охлаждение.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока . Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита , на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.
Совет! Вместо стальной проволоки допускается использовать металлическую губку из нержавейки. Но перед покупкой их проверяют магнитом: если мочалка притягивается магнитом, то ее можно использовать в качестве нагревателя.
Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки . Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.
На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски , на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.
Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока . В данном случае – это видоизмененный инвертор.
- Элементы безопасности . В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны . Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос . Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления . Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.
Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
А) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
Сегодня при организации нагрева воды большое распространение получил индукционный водонагреватель. Эта востребованность обеспечена тем, что прибор является полностью экологически безопасным, не сушит и не пережигает воздух. Использование такого прибора может быть реализовано для проточного нагревания воды или в качестве нагревательного котла. Купить индукционный водонагреватель можно как в магазине, так и изготовить своими руками. Стоит отметить, что по техническим характеристикам он не уступит покупаемой модели, правда, будет выглядеть не так привлекательно, но стоит при этом намного меньше.
Применение такого прибора в домашних условиях позволяет получить максимальную производительность и надежность в эксплуатации. При этом агрегат не нужно сопровождать особой документацией и разрешением для установки, например, как газовый бойлер. Применяя индукционный нагреватель в роли традиционного отопительного котла, в некоторых случаях не потребуется использование насоса. Движение теплоносителя достигается путем процессов конвекции : вода при большом нагревании превращается в пар.
Стоит отметить, что у индукционного водонагревателя есть масса преимуществ, которые выделяют его среди конкурентов.
- Стоимость такого устройство незначительная.
- Есть возможность собрать нагреватель самостоятельно.
- Не издает постороннего шума. Катушка в процессе работы достаточно сильно вибрирует, но она практически не ощутима.
- Из-за постоянной вибрации грязь и накипь не успевает прикрепляться к функциональным элементам, поэтому прибор не нуждается в регулярной чистке.
- В своем составе имеет тепловой генератор, который очень легко делается герметичным. Вода, выступающая теплоносителем, помещена в нагревательный элемент, благодаря чему энергия передается через магнитное поле. Здесь не требуется использование контактов, а соответственно сальников и различных уплотнительных резинок, которые имеют особенность быстро выходить из строя.
- Редко ломается, так как за нагрев воды отвечает простая трубка, в которой просто нечему сломаться или перегореть.
Выбирая индукционный водонагреватель, хозяин получает прибор с минимальным эксплуатационным обслуживанием, так как он состоит из небольшого числа составляющих. А они, в свою очередь, очень редко выходят из строя.
Принцип работы индукционного котла
Но и без недостатков нельзя обойтись. Как и в любом виде техники, они есть.
- Высокое потребление электроэнергии , которое выльется большими счетами за свет;
- Устройство очень сильно нагревается, причем горячим становится все вокруг, поэтому не стоит прикасаться к прибору во время его работы.
- Индукционный водонагреватель имеет сильную теплоотдачу, поэтому необходима установка датчика температуры , чтобы предотвратить перегрев прибора, и, соответственно, взрыв.
Виды индукционных водонагревателей
Все приборы подобного типа, которые могут быть изготовлены своими руками, можно разделить на две группы:
- Вихревые нагреватели индукторного типа , которые чаще всего используются в домах для выполнения функций отопления. Именно их процесс изготовления будет рассмотрен ниже.
- Обогреватели, конструкция которых подразумевает применение разных видов электронных узлов и деталей.
При создании вихревого индукционного нагревателя (или сокращенно ВИН) своими руками, следует предусмотреть следующие конструкционные узлы:
- элемент, отвечающий за преобразование электроэнергии в ток высокочастотного типа;
- индуктор (чаще всего выполняется в виде цилиндрическом элементе из медной проволоки), что при использовании выполняет функцию трансформатора, отвечающего за образование поля магнитного характера;
- элемент, который будет играть роль нагревательного, располагается внутри самого индуктора.
Работа ВИН выглядит следующим образом.
- Высокочастотный ток из преобразователя передается на индуктор.
- В индукторе образуется магнитное поле , что в свою очередь создает потоки вихревого характера.
- Теплообменник под действием вихревых потоков достаточно быстро достигает высокой температуры и, соответственно, нагревает теплоноситель, который распространяет тепло дальше.
Схема современного водонагревателя
Одним из самых главных компонентов является индукционная катушка, к изготовлению которой стоит отнестись с особой внимательностью. Медная проволока очень аккуратно наматывается на трубу из пластика, причем число мотков не должно быть меньше 100.
Из представленного описания можно сделать вывод, что изготовить индукционный водонагреватель самостоятельно не сложно.
Особенности изготовления
Индукционный нагреватель своими руками можно изготовить двумя способами. Вкратце стоит рассмотреть каждый из них.
Вариант 1
Наиболее простой прибор (при этом он будет иметь высокую мощность) можно изготовить на основе печатной схемы . Среди особенностей схемы, которая будет использоваться в приборе, следует выделить следующие моменты:
- вся конструкция, по сути, представлена мультивибратором с организацией высокой мощности;
- особое внимание стоит уделить сопротивлению, так как именно оно будет предотвращать перегрев транзисторов;
- индуктор в таком приборе должен быть выполнен в виде спирали из 6-8 витков медной проволоки;
- в качестве регулятора можно использовать соответствующий элемент из блока питания компьютера и не задумываться над его контракцией.
Вихревой индукционный нагреватель
Вариант 2
В основу изготовления такого прибора своими руками положено использование электронного трансформатора.
Суть такого способа изготовления индукционного водонагревателя состоит в следующем.
- Две трубы с использованием сварки стоит соединить так, чтобы визуально они походили на бублик. Этот элемент впоследствии будет играть роль как элемента для нагревания, так и проводника.
- На корпус потребуется намотать проволоку из меди.
- Чтобы обеспечить качественное и быстрое движение воды, в основной корпус приваривают 2 патрубка. В один из них вода будет поступать, а со второго выходить уже в саму систему.
Вот и все советы по тому, как собрать такой нагревательный прибор своими руками и обеспечить в доме качественное отопление и постоянное присутствие горячей воды.
Обновлено:
2016-09-12Создать индукционный нагреватель своими руками просто. Это устройство, которое способно нагревать металл методом воздействия вихревым током Фуко. К достоинствам можно отнести следующее:
- он герметичный и обеспечивает бесконтактную передачу данных;
- бесшумный;
- небольшая стоимость деталей;
- экологически безопасный;
- очень быстро нагревается;
- на нем не появляется накипь вследствие вибрации индукционных действий;
- долговечный.
Среди недостатков выделяют:
- высокую стоимость потребляемого электричества;
- электромагнитные поля отрицательно влияют на человека;
- есть риск детонации отопительной системы по причине избытка давления.
Обратите внимание на схему нагревателя. Чтобы изготовить нагреватель, потребуется отрезок толстостенной трубы из пластика. Она послужит корпусом данного устройства. Затем нужно подготовить проволоку из стали, диаметр которой не составляет более 7 мм. Еще, если нужно будет подключить нагреватель к отопительной системе, то рекомендуется запастись переходниками. Также потребуется металлическая сетка. Она будет удерживать проволоку внутри корпуса. Обязательно потребуется проволока из стали для создания катушки индуктивности. Еще нужно найти высокочастотный инвертор, который имеется почти в любом гараже.
Теперь о самом процессе изготовления. Вначале проводятся предварительные действия для проволоки. Проволоку нужно нарезать отрезками, длина которых 5-6 см. Затем дно отрезка трубы накрывается сеткой, а внутрь насыпаются отрезки нарезанной проволоки. В верхней части трубу тоже потребуется накрыть сеткой. Проволоки требуется насыпать такое количество, чтобы до самого верха заполнилась вся труба.
Теперь, как показывает схема, делается катушка. Основа — это пластиковый корпус. На него следует намотать 90 медных витков.
Когда элемент будет сделан, потребуется его монтировать в отопительную систему. Потом можно подсоединить катушку к сети через инвертор. Считают, что такой нагреватель является достаточно простым и максимально бюджетным.
Не следует испытывать агрегат, если отсутствует подача жидкости либо антифриза. В ином случае труба расплавится. Перед запуском системы рекомендуется выполнить заземление для инвертора.
Сборка вихревого индукционного нагревателя
Итак, теперь разберем, как собрать самодельный индукционный нагреватель. Для выполнения сборки агрегата нужен дроссель. Данный элемент можно отыскать, если открыть блок питания компьютера. Затем наматывается провод из ферромагнитной стали, проволока 1,5 мм из меди. В зависимости от требуемых параметров может быть необходимо 10-30 витков. Потом подбираются полевые транзисторы. Они выбираются исходя из самого большого сопротивления открытого перехода. Диоды подбираются под обратное напряжение не менее 500 В, ток должен быть около 3-4 А. Еще потребуются стабилитроны, которые рассчитаны на 15-18 А. Их мощность должна составлять около 2-3 Вт. Резисторы — не более 0,5 Вт.
Затем схема собирается, и делается катушка. Это будет основой, на которой будет базироваться нагреватель. Катушка должна иметь 6-7 витков провода 1,5 мм из меди. Потом элемент включается в схему и подключается к сети. Агрегат может осуществлять нагрев болтов до желтого цвета.
Хоть схема и является простой, но в работе системой будет выделяться большое количество тепла, по этой причине желательно сделать установку радиаторов на транзисторы.
Теперь ясно, как собрать агрегат, осуществляющий индукционный нагрев металла.
Ознакомьтесь с видео о том, как самостоятельно сделать индукционный нагреватель (см. видео).
Нормы безопасности
При использовании и сборке своими руками нагревателя нужно соблюдать следующее:
- необходима обязательная установка предохранительного клапана в целях уменьшения давления при выходе из строя насоса;
- нужно заземлить индукционную обмотку: вывести провод на металлический контур, который находится в грунте;
- не нужно включать систему без теплоносителя, иначе полимерные детали расплавятся;
- открытые части из меди нужно изолировать в целях исключения ожогов либо удара током.
Вот теперь вам стало известно о том, как сделать индукционный нагреватель своими руками. Надеемся, инструкция и схема вам очень помогли. Еще очень полезным для выполнения самодельного нагревателя может стать для вас приложенное видео. Желаем успехов в выполнении работ.
Рекомендуем также
Как сделать индукционный нагреватель своими руками из сварочного инвертора. Индукционный нагрев, основные принципы и технологии Бюджетный модуль индукционного нагрева
Схема индукционного нагревателя на 500 Ватт, который можно сделать своими руками! В интернете множество подобных схем, но интерес к ним пропадает, так как в основном они или не работают или работают но не так как хотелось бы. Данная схема индукционного нагревателя полностью рабочая, проверенная, а главное, не сложная, думаю вы оцените!
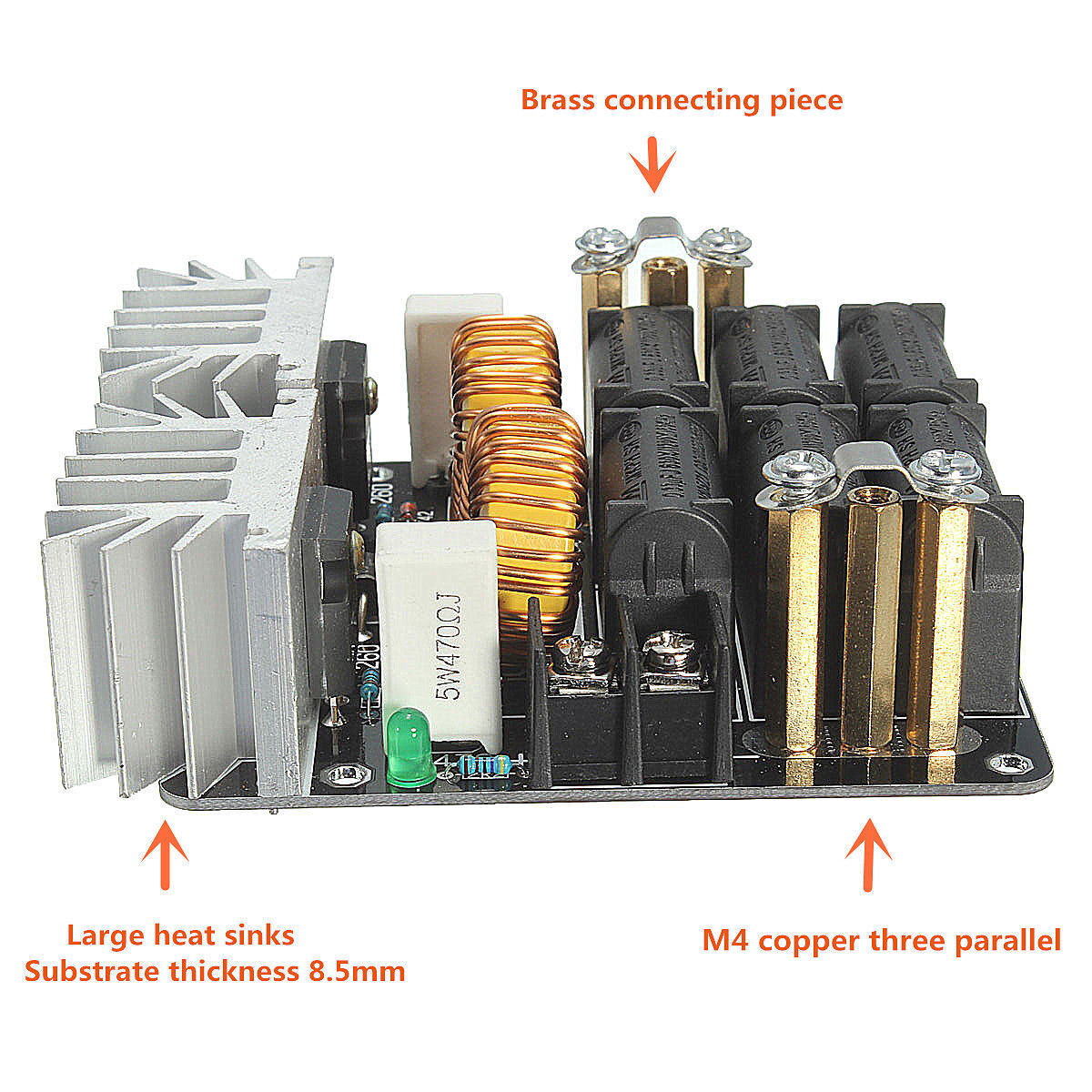
Компоненты и катушка:
Рабочая катушка содержит 5 витков, для намотки была использована медная трубка диаметром около 1 см, но можно и меньше. Такой диаметр был выбран не случайно, через трубку подаётся вода для охлаждения катушки и транзисторов.
Транзисторы ставил IRFP150 так как IRFP250 под рукой не оказалось. Конденсаторы плёночные 0,27 мкФ 160 вольт, но можно поставить 0,33 мкФ и выше, если первые найти не получится. Обратите внимание, что схему можно питать напряжением до 60 вольт, но в этом случае, рекомендуется ставить конденсаторы на напряжение 250 вольт. Если схема будет питаться напряжением до 30 вольт, то на 150 вполне хватит!
Стабилитроны можно ставить любые на 12-15 вольт от 1 Ватт, например 1N5349 и им подобные. Диоды можно использовать UF4007 и ему подобные. Резисторы 470 Ом от 2-х Ватт.
Немного фотографий:
За место радиаторов, были использованы медные пластины, которые припаиваются прямо к трубке, так как в данной конструкции используется водное охлаждение. На мой взгляд это самое эффективное охлаждение, потому что транзисторы греются хорошо и ни какие вентиляторы и супер радиаторы не спасут их от перегрева!
Охлаждающие пластины на плате расположены таким образом, что бы трубка катушки проходила через них. Пластины и трубку нужно припаять между собой, для этого я использовал газовую горелку и большой паяльник для пайки автомобильных радиаторов.
Конденсаторы расположены на двух стороннем текстолите, плата припаивается так же к трубке катушки на прямую, для лучшего охлаждения.
Дроссели намотаны на ферритовых кольцах, лично я достал их из компьютерного блока питания, провод использовался медных в изоляции.
Индукционный нагреватель получился достаточно мощным, латунь и алюминий плавит очень легко, железные детали тоже плавит, но немного медленнее. Так как я использовал транзисторы IRFP150 то по параметрам, схему можно питать напряжением до 30 вольт, поэтому мощность ограничивается только этим фактором. Так что всё таки советую использовать IRFP250.
На этом всё! Ниже оставлю видео работы индукционного нагревателя и список деталей, которые можно купить на AliExpress по очень низкой цене!
Купить детали на Алиэкспресс:
|
Чтоб нагреть до красна или даже расплавить небольшой металлический предмет в домашних условиях, совсем не обязательно раскочегаривать печку и переводить топливо — современные технологии позволяют для этого задействовать токи высокой частоты (ТВЧ). И простейшей (и самый распространённой) схемой индукционного нагревателя металлов будет мультивибратор на полевых транзисторах. По крайней мере эти модули с китайских сайтов собирают как раз . Далее смотрите 2 модели, отличающиеся мощностью и, конечно, ценой.
ZVS50 — модуль индукционного нагрева начального уровня, питание модуля допустимо даже от батарей с напряжением до 12 вольт, то есть как от автономного питания, так и от сетевого БП. Цена на www.banggood.com примерно $8.
- Входное напряжение: 5-12 В
- Размеры платы: 5,5 х 4 х 2 см
- Размер катушки: длина 2.8, диаметр 2 см
ZVS1000 — модуль индукционного нагрева металлов токами высокой частоты, с мощностью до 1000w. Средняя цена $35.
Данный блок индукционного нагрева использует источник питания постоянного тока 12-48 В, максимальный ток 20 А, максимальная мощность 1000 Ватт. Может быть использован для обработки мелких деталей: закалка, отжиг и другая термической обработка. Также может быть использован с тиглем, чтоб плавить золото, серебро, медь, алюминий и другие металлы. Быстрый и равномерный нагрев, что очень удобно для ювелиров.
- Внутренний диаметр катушки: 40 мм
- Высота катушки: 50 мм
- При 48 В без нагрузки ток 5 А
Чем выше напряжение, тем больше ток нагрева, а значит и мощность передаваемая в металл. Катушка может принять внутрь 40 мм тигель. Использовать устройство надо с блоками питания соответствующей мощности и поставить на радиатор кулер охлаждения.
Размер объекта, что нагревается внутри индукционной катушки не может превышать 1/4 объема, иначе может произойти перегрузка и сгорание схемы. Хотя эта схема может временно выдержать 30 А — для долгосрочной работы ток не должен превышать 20 А для безопасной работы.
Из товаров предоставленных на обзор, выбор пал на этот индукционный нагреватель. Зачем он мне..?
Вихревой индукционный нагреватель. Пару слов теории.
«В работе индукционного нагревателя используется энергия электромагнитного поля, которую нагреваемый объект поглощает и преобразует в тепловую. Для генерирования магнитного поля используется индуктор, т. е. многовитковая цилиндрическая катушка. Проходя через этот индуктор, переменный электрический ток создает вокруг катушки переменное магнитное поле.
Если внутрь индуктора поместить нагреваемый объект, его будет пронизывать поток вектора магнитной индукции, который постоянно меняется во времени. При этом возникает электрическое поле, линии которого располагаются перпендикулярно направлению магнитного потока и движутся по замкнутому кругу. Благодаря этим вихревым потокам электрическая энергия трансформируется в тепловую и объект нагревается.
Таким образом, электрическая энергия индуктора передается объекту без использования контактов, как это происходит в печах сопротивления. В результате тепловая энергия расходуется более эффективно, а скорость нагрева заметно повышается.»
«Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является как бы вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки (скин-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое плотность тока увеличивается в несколько раз относительно плотности тока в заготовке, при этом в скин-слое выделяется 86,4 % тепла от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости материала заготовки.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.»
В нашем случае индуктором является не медная трубка, а кусок медного провода скрученный в спираль.
Для себя, я лично наметил только одно полезное применение такому мисиписечному нагревателю. Разогрев, а потом по возможности закалка переточенных кончиков всяких разных отверточек, шильцев и ковырялок…
Заявленные ТТХ:
— Питание модуля: 5-12V
— Размеры: 5,5 х 4 х 2 см (L * W * H)
— Размер катушки: длина: 7.5cм, диаметр: 2,8 см
— Диаметр провода индуктора:
Комплект:
— модуль: 1 шт.
— катушка: 1шт.
Больше нам о нем пока ничего не известно. Ну что ж, проверим на что он способен и соответствует ли моим ожиданиям…
Приехал модуль в таком виде.
Размеры, чуть больше спичечного коробка, не считая дросселей.
Ширина платки — 37 мм.
Длина платки 55 мм.
Высота от низа кондеров до верха дросселей — 45 мм.
Размеры и диаметр катушки.
Длина катушки — 35 мм.
Диаметр — 22 мм.
Диаметр провода — 2 мм.
Длина катушки с выводами -70 мм.
Вес конструкции в сборе 114 грамм.
На платке есть надписи с рекомендуемым напряжением питания, его полярностью на разъеме.
С обратной стороны платки имеется разъем для подключения катушки.
Снизу кондеры.
Распаиваем модуль.
Сама платка сделана очень неплохо. Снизу шелкография, изображение скорпионов. Наверное какой-то фирменный знак производителя печатных плат. Надписи на транзисторах сточены напильником. :0)
Рисуем схему.
Схема оказалась самой распространенной в интернете. Хотя на данной плате стерта маркировка транзисторов и не удалось расшифровать маркировку стабилитронов, погуглив подобную схему легко найти в интернете. Хотя вполне возможно, что детали стоят несколько другие, но не суть важно. Легко найти аналог на замену при неисправности.
Используемые конденсаторы.
Теперь все собираем, прикручиваем катушку и подаем питание. Загорается синий светодиодик.
Токи на холостом ходу.
Токи под нагрузкой. В качестве «нагрузки» использовал трехгранный надфиль.
Частота генератора на холостом ходу 214 кГц, под нагрузкой падает до 210 кГц.
Маленькое видео нагрева кончика трехгранного надфиля.
Индукционный нагреватель работает, но очень много кушает на холостом ходу.
Транзисторы распаянные на плате довольно прилично греются, плата плоховато рассеивает тепло. Если платку доработать, поставить транзисторы по мощнее да вынести их на радиаторы, может получиться вполне себе нагреватель. Чем я и займусь в ближайшем будущем.
Посоветовал бы я купить? Наверное да, но не как рабочее законченное изделие, а скорее как ознакомительную версию с возможностью небольшого допила. Ну и если деньги лишние. :0)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить +37 Добавить в избранное Обзор понравился +55 +103Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
А) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
У вас возникли проблемы с поиском определенного видеоролика? Тогда эта страничка поможет вам отыскать так необходимый вам ролик. Мы с легкостью обработаем ваши запросы и выдадим вам все результаты. Неважно чем вы интересуетесь и что вы ищете, мы запросто отыщем необходимый ролик, какой бы направленности он не был бы.
Если же у вас интересует современные новости, то мы готовы предложить вам самые актуальные на данный момент новостные сводки во всех направлениях. Результаты футбольных матчей, политические события или же мировые, глобальные проблемы. Вы всегда будете в курсе всех событий, если будете пользоваться нашим замечательным поиском. Информированность предоставляемых нами видеороликов и их качество зависит не от нас, а от тех, кто их залил в интернет просторы. Мы всего лишь снабжаем вас тем, что вы ищете и требуете. В любом случае, пользуясь нашим поиском, вы будете знать все новости в мире.
Впрочем, мировая экономика это тоже довольно интересная тема, которая волнует очень многих. От экономического состояния различных стран зависит довольно многое. Например, импорт и экспорт, каких либо продуктов питания или же техники. Тот же уровень жизни напрямую зависит от состояния страны, как и зарплаты и прочее. Чем же может быть полезна такая информация? Она поможет вам не только адаптироваться к последствиям, но и может предостеречь от поездки в ту или же иную страну. Если вы отъявленный путешественник, то обязательно воспользуйтесь нашим поиском.
Нынче очень сложно разобраться в политических интригах и для понимания ситуации нужно найти и сравнить очень много различной информации. А потому мы запросто найдем для вас различные выступления депутатов ГОСДУМЫ и их заявления за все прошедшие года. Вы сможете с легкостью разобраться в политике и в ситуации на политической арене. Политика различных стран станет вам ясна и вы запросто сможете подготовить себя к грядущим переменам или же адаптироваться уже в наших реалиях.
Впрочем вы можете найти тут не только различные новости всего мира. Вы также запросто сможете подыскать себе киноленту, которую будет приятно посмотреть вечером с бутылкой пива или же попкорна. В нашей поисковой базе существуют фильмы на любой вкус и цвет, вы без особых проблем сможете найти для себя интересную картину. Мы запросто найдем для вас даже самые старые и трудно находимые произведения, как и известную всем классику — например Звездные войны: Империя наносит ответный удар.
Если же вы просто хотите немного отдохнуть и находитесь в поиске смешных роликов, то мы можем утолить и тут вашу жажду. Мы найдем для вас миллион различных развлекательных видеороликов со всей планеты. Короткие приколы запросто поднимут вам настроение и еще целый день будут вас веселить. Пользуясь удобной системой поиска, вы сможете найти именно то, что рассмешит вас.
Как вы уже поняли, мы трудимся не покладая рук, что бы вы всегда получали именно то, что вам необходимо. Мы создали этот замечательный поиск специально для вас, что бы вам удалось найти необходимую информацию в виде видеоролика и посмотреть её на удобном плеере.
Простой лабораторный инвертор для индукционного нагрева. Часть 1.
Кухтецкий С.В., [email protected]
В статье подробно описана схема, конструкция и приведены советы по изготовлению лабораторного инвертора, предназначенного для индукционного нагрева и плавки. Инвертор может быть легко интегрирован в существующее оборудование лабораторных установок (трубчатые печи, прогреваемые трубопроводы, нагрев электропроводных тиглей и т.п.). Он может также использоваться автономно для закалки и плавки (в том числе — во взвешенном состоянии) небольших образцов металлов и сплавов (несколько грамм). Мощность инвертора регулируется от 0 до 2 кВт, диапазон рабочих частот – от 60 кГц до 300 кГц, питание – от сети 220В.
Введение
Инверторами называют устройства, обратные выпрямителям, т.е. — преобразователи постоянного напряжения в переменное. Обычно термин «инвертор» используется более узко: генератор переменного напряжения, используемый в качестве источника питания. Выходное напряжение инвертора может быть как промышленной частоты (50 Гц), так и повышенной (десятки, сотни кГц и выше). Одно из важнейших преимуществ источников питания повышенной частоты это резкое уменьшение массогабаритных параметров трансформаторов. Другой положительный момент связан с тем, что переключающие силовые элементы инверторов работают в ключевом режиме, т.е. основная часть потерь энергии происходит лишь в моменты переключения. Таким образом, современные быстродействующие полупроводниковые ключи позволяют существенно увеличить кпд преобразователей, приближая его для некоторых конструкций к 100%.
Быстрое развитие и удешевление элементной базы силовой электроники привело к тому, что некоторые классы инверторов прочно заняли свои ниши уже даже в быту. Это мощные импульсные блоки питания современных персональных компьютеров, электронные балласты для люминесцентных ламп, сварочные инверторы и бытовые индукционные электроплитки. Доступность и умеренная цена транзисторных инверторов также могли бы способствовать более широкому их внедрению и в практику физико-химического эксперимента. Вот далеко не полный список возможных приложений инверторов в экспериментальной лаборатории.
- 1. Источники питания для печей с низкоомными трубчатыми нагревателями.
2. Источники питания дуговых разрядов (плазмохимические реакторы с дуговым разрядом, электродуговая плавка).
3. Источники питания высоковольтных неравновесных разрядов (импульсные разряды, высокочастотные коронные и дуговые разряды, барьерные разряды (озонаторы)).
4. Индукционный нагрев (индукционные печи, закалка, плавка).
К сожалению, приобрести за разумную цену универсальный инвертор мощностью несколько киловатт с регулируемой частотой преобразования до двух-трех сотен килогерц – задача практически неразрешимая. Таких просто нет в продаже по вполне понятным причинам. Во-первых, очень непроста разработка такого универсального инвертора, пригодного к серийному производству. Во-вторых, у таких унифицированных инверторов нет непосредственного применения в быту. Поэтому производителям бытовой техники проще и дешевле использовать специализированные решения для каждого класса задач (сварка, электропитание, балласты и т.д.).
С другой стороны, для исследовательской лаборатории универсальность и гибкость оборудования – обычно один из самых важнейших критериев, часто перевешивающий остальные. Это несколько смещает акценты в сторону универсальных решений. Конечно, в ряде случаев можно попытаться приспособить некоторые бытовые решения для исследовательских задач. Например, можно приобрести и модифицировать готовый сварочный инвертор для питания низковольтной дуги. Это может оказаться дешевле, чем изготавливать инвертор в непрофильной лаборатории. Или можно переоборудовать компьютерный блок питания для получения среднечастотного инвертора на пару сотен ватт. Но грамотное выполнение таких задач потребует от экспериментатора квалификации не меньше, чем изготовление собственного инвертора, а гибкость и универсальность полученного решения будет весьма невелика.
Приведем еще несколько соображений, почему изготовление самодельного лабораторного инвертора может оказаться неплохим решением.
- 1. Во-первых, «нагрузка» на лабораторный инвертор обычно существенно меньше, чем на бытовые или промышленные образцы. Поэтому лабораторный инвертор может представлять собой скорее макет (прототип), чем промышленный образец, готовый к серийному производству.
2. Во-вторых, в условиях обычной исследовательской экспериментальной лаборатории нет таких жестких требований к надежности и экономичности устройства, как в промышленности или в быту. Это существенно «облегчает обвязку», связанную с автоматическим контролем функционирования устройства, защитой от внештатных ситуаций и перегрузок. Этот фактор становится еще более весомым, если учесть, что работа с этим оборудованием будет вестись достаточно квалифицированным персоналом.
3. В-третьих, поскольку речь не идет о серийном выпуске отработанного прототипа, то силовые комплектующие можно взять с большим избыточным «запасом прочности». Одновременно можно упростить и схемотехнические решения, повышающие надежность устройства.
4. Ну и, наконец, универсальный лабораторный инвертор может (как «конструктор») представлять собой набор отдельных модулей, часть из которых может быть выполнена в виде макетов с навесным монтажом, упрощающих их модификацию, анализ и ремонт. Модернизация и развитие этих модулей («обвязка» защитными и диагностическими цепями, автоматизация защиты и контроля) в условиях ограниченного бюджета может проводиться постепенно, лишь по мере необходимости.
С учетом этих соображений в лаборатории плазмохимии ИХХТ СО РАН был разработан и изготовлен прототип лабораторного инвертора, описанию которого посвящена данная статья. Инвертор может работать в диапазоне частот 60-300 кГц, мощность (для полумоста) – до 2 кВт. Все модули и основные технические детали рассмотрены с детализацией, достаточной для воспроизводства устройства любым квалифицированным экспериментатором, не имеющим специальной подготовки в области силовой электроники. В конце статьи приводятся примеры практического использования макета для нагрева и плавки.
Принцип работы полумостового инвертора
Различные варианты инверторов подробно описаны литературе [1, 2]. В данной статье речь пойдет о так называемом двухтактном «полумостовом» инверторе. Блок-схема полумостового инвертора представлена на рис.1.
Рис.1. Блок-схема полумостового инвертора.
Принцип его работы очень прост. Сетевое напряжение выпрямляется и подается на конденсатор C, к которому подключен силовой модуль. Силовой модуль содержит два полупроводниковых ключа (K1 и K2) и конденсаторный делитель (C1 и C2). Нагрузка подключается к общим точкам ключей и конденсаторов делителя. При помощи модуля управления ключи K1 и K2 включаются/выключаются попеременно с заданной частотой, подключая связанный с ними конец нагрузки то к верхней (по схеме), то к нижней шине питания. В результате на нагрузке получается переменное напряжение с амплитудой, равной половине напряжения питания.
Работа такого идеального инвертора, состоящего из идеальных ключей, действительно выглядит довольно просто. Проблемы начинаются тогда, когда мы приступаем к изготовлению реального инвертора из реальных компонентов. Эти проблемы приводят не только к усложнению схемотехнических решений, но и формируют вполне определенные требования к типу используемых компонентов, качеству монтажа, правилам компоновки, запуска и отладки. Без учета большинства этих требований сделать работоспособный инвертор не удается. Дорогие силовые транзисторы будут сгорать либо сразу при включении питания, либо в первые секунды работы.
Рассмотрим вкратце некоторые из этих требований. Более подробно они будут обсуждаться при описании конкретных модулей.
Первое требование — к модулю управления. Оно заключается в том, что работа ключей K1 и K2 должна быть согласованной, т.е. они должны открываться/закрываться попеременно и никогда не должны быть полностью открыты одновременно. Это необходимо для устранения так называемых «сквозных токов», текущих через оба открытых ключа, минуя нагрузку. Обычно это приводит к разрушению ключей. Кроме этого, поскольку реальные ключи имеют конечное (ненулевое) время открытия/закрытия, то открывающие сигналы модуля управления должны подаваться с некоторой задержкой после сигнала закрытия другого ключа. Эти задержки называются «мертвым временем» (dead-time) и должны быть предусмотрены в любом варианте модуля управления.
Другая проблема связана с тем, что все реальные элементы и соединения имеют конечную индуктивность. Поэтому даже при работе на чисто активную нагрузку при закрытии ключей возникают «выбросы» напряжения. Естественно, эти эффекты существенно возрастают при работе на индуктивную нагрузку, которая и нужна для данной задачи. Для решения этой проблемы обычно используют так называемые «возвратные диоды», включенные параллельно ключам. Кроме этого, необходимо выбирать ключи с некоторым запасом по рабочему напряжению (как минимум, вольт на 200).
Еще одна группа проблем связана с паразитными индуктивностями монтажа. Дело в том, что при очень быстром коммутировании больших токов заметные «наводки» появляются даже на очень небольших индуктивностях. С первого взгляда – просто «на пустом месте». Для того, чтобы «почувствовать» эти эффекты, сделаем простую оценку. Пусть мы коммутируем ток ΔJ ~ 10A за время Δt ~ 10нс (10-8 с). Напряжение U, возникающее на индуктивности L, можно оценить как U ~ L ΔJ/Δt. Индуктивность одного дюйма (2.54 см (!)) провода диаметром 1 мм порядка 10 нГн (10-8 Гн). В результате получаем наводку на этом дюйме провода U ~ 10-8*10/10-8 = 10 В (!). Это напряжение сравнимо с напряжением питания микросхем драйверов для управления ключами! Такая наводка вполне может открыть ключ в самый неподходящий момент (например, когда уже открыт второй ключ) со всеми вытекающими печальными последствиями. Поэтому правильная компоновка и монтаж играют особую роль в быстродействующей силовой электронике.
Единого рецепта здесь нет, но нужно придерживаться нескольких простых правил, уменьшающих паразитные индуктивности (либо эффекты от их наличия). Суть этих правил в следующем.
- 1. Силовые проводники, по которым текут коммутируемые токи, нужно делать как можно короче, прямее и толще. Стараться избегать петель таких проводников.
2. По-возможности, необходимо разделять силовые и управляющие цепи, а сами силовые элементы располагать как можно ближе друг к другу.
3. При разводке земляных цепей придерживаться правила «одной точки». Всегда нужно помнить о том, что на любом проводнике, по которому течет большой ток, есть разность потенциалов, которая сопоставима с уровнем управляющих сигналов. Поэтому не стоит, например, заземлять различные элементы управляющих цепей в разных точках земляной шины, по которой течет большой импульсный ток. Это чревато непредсказуемой работой управляющего модуля.
На самом деле все не так уж страшно. Более того, многие разработчики указывают правила монтажа для критических узлов в документации к ним. Главное – не делать грубых ошибок. Тогда можно изготовить, пусть не идеальный, но вполне работающий прибор.
Предупреждение об опасности
Цепи выпрямителя и силового модуля находятся под высоким напряжением без гальванической развязки от питающей сети. Поэтому при работе с инвертором нужно соблюдать предельную осторожность. ВСЕ МАНИПУЛЯЦИИ с этими модулями можно проводить ТОЛЬКО ПОСЛЕ ВЫКЛЮЧЕНИЯ ПИТАНИЯ И ПОЛНОГО ОТКЛЮЧЕНИЯ ПРИБОРА ОТ СЕТИ!
Описание макета лабораторного инвертора
Перейдем теперь к описанию отдельных узлов лабораторного инвертора. Начнем с выпрямителя.
Выпрямитель
В данной реализации инвертора это самый простой, но и самый громоздкий узел. Он содержит большой и тяжелый ЛАТР (лабораторный автотрансформатор) для регулирования выходного напряжения выпрямителя и один громоздкий низкочастотный развязывающий трансформатор. Выбор такого решения обусловлен следующими причинами.
- 1. На стадии первоначального знакомства с силовой электроникой и отладки желательно иметь возможность плавно регулировать постоянное напряжение, подаваемое на ключи. Самый простой способ, доступный практически в любой экспериментальной лаборатории – это ЛАТР.
2. Если взять за правило начинать и заканчивать работу инвертора при «нулевом» положении ЛАТРа, то можно избежать необходимости создания специальных цепей для первоначальной зарядки больших электролитических конденсаторов фильтра.
3. ЛАТР обладает большой индуктивностью, поэтому на первых порах можно убрать высокочастотные фильтры по цепи питания.
4. На стадии знакомства с силовой электроникой возникает много вопросов, ответы на которые проще найти экспериментально, путем осциллографирования сигналов в различных точках схемы. Поскольку силовые узлы инвертора не имеют гальванической развязки с питающей сетью, то на первых порах ее лучше сделать. Хотя бы для процесса отладки, при работе на малых мощностях. Самый эффективный способ – запитать весь инвертор через развязывающий трансформатор подходящей мощности. Естественно, коэффициент трансформации его должен быть близок к единице. Такая развязка желательна также и для дополнительной безопасности самого экспериментатора при отладке инвертора.
С учетом этих соображений первый вариант регулируемого выпрямителя для лабораторного инвертора получается простым. Его схема представлена на рис.2. Выпрямитель не содержит каких-нибудь дефицитных деталей и узлов, надежен и весьма удобен в работе.
Рис.2. Схема выпрямителя.
Рассмотрим некоторые детали реализации выпрямителя. В качестве выключателя и предохранителей можно взять обычный бытовой сдвоенный автомат на 10-16 ампер. Подходящий 8-амперный ЛАТР можно найти в любой экспериментальной лаборатории «со стажем». При отсутствии ЛАТРа на стадии отладки (при работе на малых мощностях – 200-300 Вт) можно использовать электронный аналог ЛАТРа на биполярных транзисторах (см., например, [3]). При больших мощностях придется делать импульсный регулятор, естественно, со всеми вытекающими последствиями. Поэтому на начальных стадиях лучше все-таки приобрести ЛАТР, хотя стоят они сейчас недешево. Как, впрочем, и другие низкочастотные трансформаторы. Это, кстати, еще один аргумент в пользу перевода лабораторного хозяйства на импульсные преобразователи.
Развязывающий трансформатор TR можно заказать отдельно или же сделать из старого ЛАТРа подходящей мощности. В последнем случае, если использовать уже существующую обмотку ЛАТРа в качестве первичной, нужно обратить особое внимание на межвитковую изоляцию. Желательно хорошенько очистить обмотку от угольной пыли и залить лаком дорожку, где изоляция обмотки снята. В качестве развязывающего трансформатора можно также взять пару силовых (или небольших сварочных) трансформаторов, подходящей мощности и включить их встречно. Например, у трансформаторов 220 на 36 вольт соединить 36-вольтовые обмотки, и использовать 220-вольтовые обмотки как обмотки развязывающего трансформатора. После отладки инвертора развязывающий трансформатор желательно убрать (особенно, если он маломощный).
Диодный мост VD1 лучше выбрать с запасом, ампер на 20-30 и рабочим напряжением 1000 В. Например, KBPC3510, KBU25M и т.п.. Их лучше установить на небольшую металлическую пластину в качестве радиатора, хотя при мощности инвертора 1-2 кВт они практически не греются.
Кнопка S3 и резистор R2 предназначены для разряда конденсатора C1 в случае аварии. Например, при выгорании силовых ключей, на этом конденсаторе может остаться высокое напряжение опасное для жизни. В начале работы с силовой электроникой вероятности аварий достаточно велики, поэтому желательно предусмотреть такой разрядник.
Сам конденсатор C1 – электролитический, с рабочим напряжением не менее 400 В. Он может быть составным. В случае последовательного соединения конденсаторов обязательно нужно поставить выравнивающие резисторы на 150-200 кОм, подключенные параллельно каждому конденсатору. Конденсатор C2 – пленочный, с рабочим напряжением не менее 400 В.
И, наконец, 10-амперный измеритель переменного тока на входе инвертора и вольтметр постоянного напряжения на выходе выпрямителя предназначены для контроля полного тока, потребляемого инвертором из сети, и напряжения, подаваемого на полумост силового модуля. Этот контроль особенно актуален при ручной регулировке мощности инвертора. В качестве вольтметра очень удобно использовать недорогой китайский цифровой мультиметр. К сожалению, такие мультиметры не рассчитаны на длительное измерение больших токов (например, 10-амперный режим – не дольше 10 сек с перерывами 15 мин), поэтому в качестве амперметра проще использовать обычный стрелочный амперметр переменного тока.
Никаких особых требований к компоновке выпрямителя нет. Поскольку по цепям выпрямителя текут довольно большие токи (до 10 А в данном инверторе), то монтаж необходимо выполнять короткими и толстыми проводами сечением не менее 1.5 – 2 мм2. Общий вид одного из вариантов выпрямителя представлен на рис.3 (без развязывающего трансформатора).
Рис.3. Общий вид выпрямителя.
Конечно же, в перспективе желательно заменить такой регулятор с громоздким ЛАТРом на подходящий импульсный регулятор. Во-первых, он гораздо компактнее и, во-вторых, он мог бы обеспечить некоторый запас по мощности (до 6-10 кВт). Однако в данном проекте главная цель – получить реально работающий инвертор для физико-химических экспериментов максимально простым способом. Поэтому остановимся на этом варианте, а импульсный регулятор оставим на будущее.
Перейдем теперь к модулю управления.
Модуль управления
Естественно, схемотехника модуля управления определяется тем, какими ключами он будет управлять. В данном инверторе в качестве ключей используются мощные полевые транзисторы с изолированным затвором, известные под аббревиатурой MOSFET (Metal Oxide Semiconductor Field Effect Transistor) или по-русски — полевые МОП-транзисторы (Метал-Оксид-Полупроводник). Популярно о таких транзисторах можно почитать, например, в [1]. Однако, для данного раздела достаточно просто представлять MOSFET как некий электронный выключатель, который управляется напряжением на затворе (относительно истока). В открытом состоянии сопротивление между истоком и стоком мало (в зависимости от типа транзистора — от нескольких Ом до сотых долей Ома), а в закрытом – велико (десятки МОм и выше). Для большинства транзисторов напряжение на затворе может изменяться в пределах от -20 до + 20 Вольт. Если напряжение на затворе выше порогового (порог обычно от +2 до +4 В) транзистор открывается, если ниже – закрывается.
Таким образом, для управления ключами мы должны подавать на затворы транзистора положительные импульсы с напряжением 12-18 В. Это должны быть две последовательности импульсов, передаваемые по двум отдельным управляющим шинам, сдвинутые по времени относительно друг друга (рис.4). Как уже отмечалось выше, для устранения сквозных токов должны быть предусмотрены паузы (dead-time).
Рис.4. Диаграммы управляющих импульсов.
Существует множество вариантов таких генераторов управляющих импульсов. В данном проекте применено одно из простейших решений на основе распространенной и недорогой микросхемы IR2153. Эта микросхема представляет собой законченный автоколебательный драйвер полумоста для электронных балластов люминесцентных ламп. Драйвер имеет фиксированную длительность dead-time (1.2 мкс). Максимальное время нарастания и спада импульсов 150 и 100 нс, соответственно. Поэтому максимальная частота управляющих импульсов ограничена значением 300-350 кГц.
К сожалению, мощность выходных каскадов этого драйвера (Io+- = 200 мА/400 мА) не позволяет его использовать непосредственно в качестве драйвера затворов полевых транзисторов нашего инвертора. Причина в том, что затворы мощных MOSFET-ов имеют довольно большую емкость (доходящую до нескольких тысяч пикофарад), т.е. драйверы вынуждены работать на большую емкостную нагрузку. Поэтому драйверы должны выдавать большие токи. Иначе время переключения (и, следовательно, тепловые потери) транзисторов будут велики. Оценим эти токи.
В данном проекте в качестве ключей используются транзисторы IXFh40N50. Производитель декларирует суммарную емкость затвор-исток и затвор-сток Ciss = 5200-5700 пФ. Однако, в действительности реальная (эффективная) емкость затвора гораздо больше. Здесь для оценки нужно брать полный заряд, который необходимо передать затвору для того, чтобы транзистор полностью открылся. Обычно эта величина тоже приводится в datasheet. Для IXFh40N50 Qg(on) ~ 200-300 нКл. Таким образом, для напряжения затвор-исток 10 В получаем Cэфф ~ 20-30 нФ. Это в 4-6 раз больше, чем Ciss! Для того, чтобы время включения транзистора было порядка 100 нс, драйвер должен заряжать емкость затвора током порядка (2-3)*10-7 Кл / 10-7 сек ~ 2-3 A. Такой ток драйвер IR2153 выдать не может. Поэтому в данном проекте IR2153 используется только как задающий генератор, сигналы которого затем будут усиливаться. Схема генератора представлена на рис.5.
Рис.5. Генератор управляющих импульсов на IR2153.
С выводов 5 (LO) и 7 (HO) мы получим сигналы, точно совпадающие с сигналами, представленными на рис.4. Резисторы R3 и R4 и конденсатор C3 определяют частоту генерирования импульсов. Для указанных номиналов при помощи резистора R3 эту частоту можно изменять в пределах приблизительно от 60 до 300 кГц.
Для усиления сигналов генератора управляющих импульсов существует множество схемотехнических решений, как на дискретных элементах, так и специализированные интегральные микросхемы (см., например, [4, 5]). В данном инверторе был применен не самый дешевый, но зато очень простой вариант. Были использованы 6-амперные быстрые драйверы MAX4420. Естественно, вместо этих драйверов можно поставить продукты других производителей или собрать их на комплементарных парах транзисторов (полевых или биполярных). Главное условие – они должны быть быстродействующими (фронты и спады – до сотни наносекунд) и обеспечивать токи несколько ампер. Однако проще и экономичнее – готовые интегральные драйверы. Схема включения драйверов MAX4420 показана на рис.6.
Рис.6. Фрагмент модуля управления.
С выходов L и H мы получим усиленные управляющие импульсы, по форме совпадающие с сигналами на рис.4.
Теперь осталось рассмотреть очень важный и непростой вопрос — согласование уровней управляющих сигналов. Поскольку в основу силового модуля у нас положен полумост, то возникает известная проблема управления верхним плечом полумоста. Нам необходимо, чтобы драйвер верхнего плеча выдавал управляющие импульсы не относительно земли (как на рис.6), а относительно уровня истока верхнего транзистора (т.е. US1, рис.7). Это уровень может изменяться в течение рабочего цикла приблизительно от 0 (нижний ключ открыт, верхний закрыт) до напряжения питания (нижний ключ закрыт, верхний открыт).
Рис.7. К согласованию уровней управляющих импульсов полумоста.
Существуют несколько схемотехнических решений для сдвига уровня сигнала верхнего плеча. Они делятся на два класса: с гальванической развязкой и без. К первому классу относятся системы с оптической развязкой и на импульсных трансформаторах. Ко второму классу относятся, в частности, бутстрепные (bootstrap) схемы. Не вдаваясь в детали, отметим, что бутстрепные схемы удобны при реализации хорошо отлаженных решений. Однако на стадии освоения силовой электроники они доставляют немало огорчений. Из-за отсутствия гальванической развязки при тепловом пробое силовых транзисторов часто выгорает также и весь модуль управления (вплоть до задающего генератора). Поэтому в данной работе использован вариант с гальванической развязкой в виде импульсного трансформатора. На частотах десятки-сотни килогерц изготовление импульсных трансформаторов на ферритовом кольце не представляет никаких трудностей. При наличии осциллографа нет проблем ни с корректировкой количества витков, ни с подгонкой параметров снабберов, гасящих паразитные выбросы и осцилляции. Полная схема модуля управления с трансформаторной развязкой представлена на рис.8.
Рис.8. Полная схема модуля управления с трансформаторной развязкой.
Поскольку драйверы MAX4420 работают на индуктивную нагрузку, на их выходы нужно поставить диоды VD6-VD9. Можно использовать любые быстрые диоды SF, HER, UF и т.п. Снаббер C7-R5 предназначен для подавления выбросов напряжения при работе на индуктивную нагрузку. Кроме этого, C7 удаляет постоянную составляющую.
Импульсный трансформатор можно рассчитать, а можно просто подобрать экспериментально по качеству сигналов на нагрузке, моделирующей затворы MOSFET. При подборе количества витков можно руководствоваться простым правилом: количество витков должно быть максимально возможным, но при этом сердечник трансформатора не должен уходить в насыщение. При слишком малом количестве витков импульсы на вторичных обмотках имеют спадающий характер (т.е. у прямоугольных импульсов нет «полочки»), при слишком большом – наоборот. Сердечник насыщается, магнитная проницаемость падает и всплески получаются в конце импульсов. Во всем рабочем диапазоне импульсы должны иметь плоские вершины. Параметры трансформатора, использованного в данном инверторе, указаны на схеме. Размеры сердечника несколько избыточны, но для данной конструкции это не важно. Мотать обмотки лучше сразу в три провода, параллельно или перевив их, равномерно распределяя витки по сердечнику. На рис.9 представлен вид модуля управления, собранного на макетной плате.
Рис.9. Общий вид макета модуля управления.
Особых требований к монтажу здесь нет, кроме обычных правил для импульсных схем. Нужно стараться располагать компоненты поближе к друг другу, соединительные провода должны быть покороче и попрямее. Конденсаторы C4, C5 и C6 необходимо располагать непосредственно у корпусов соответствующих микросхем у ножек питания. В данном инверторе модуль управления неплохо работает и просто на макетной плате (как на рис.9).
Питание модуля управления осуществляется от единого нестабилизированного источника постоянного напряжения (20В, 8А), представляющего собой накальный трансформатор, выпрямительный мост и электролитический конденсатор на 1000 мкф в качестве фильтра. Для получения стабилизированных напряжений 12В и 15В используются микросхемы стабилизаторов LM7812 и LM7815, включенных согласно datasheet. В принципе, драйвер IR2153 содержит внутри стабилитрон, поэтому его можно просто запитать через резистор от тех же стабилизированных 15В. Но для повышения помехоустойчивости лучше его запитать через отдельный стабилизатор. От этого же общего нестабилизированного источника питается и вентилятор силового модуля (через еще одну LM7812 с небольшим радиатором). На рис.9 эти стабилизаторы находятся в левой части платы.
На рис.10 представлена осциллограмма сигнала на выходе блока управления (на конденсаторах Cэфф = 3300 пФ, на щупе осциллографа – делитель 1:10).
Рис.10. Осциллограммы управляющих сигналов на эквивалентах затворов (нижнее плечо слева и верхнее — справа).
Фронты и спады на емкостную нагрузку порядка 130-160 нс, «полочки» хорошо выражены, выбросы не превышают 0.5В. Необходимо учесть, что эффективная емкость реальных транзисторов гораздо больше (как правило, в 4 и более раз), поэтому при работе на реальные затворы фронты будут положе.
Подобная форма импульсов и длительности переходов сохраняются во всем рабочем диапазоне 60-300 кГц (см. рис.11). На этом рисунке представлены осциллограммы на границах диапазона. Видно, что спад вершины импульса при низких частотах (правая осциллограмма) несущественный.
Рис.11. Форма сигналов на высоких (306 кГц) и низких (62 кГц) частотах.
В заключение этого раздела отметим еще один положительный момент, связанный с применением трансформаторной развязки. Такое включение трансформатора, как на рис.8, превращает наш однополярный драйвер в двухполярный. Т.е. в полупериод, когда транзистор силового модуля должен быть закрыт, на его затвор подается отрицательный импульс (а не ноль, как в однополярном). Для приборов с изолированным затвором это допускается. Подача отрицательного сигнала на затвор позволяет существенно повысить помехоустойчивость силового модуля от наводок, избежать ложных срабатываний (открытий) транзисторов без дополнительных «обвязок» их затворов.
Силовой модуль
Как уже отмечалось выше, в данном инверторе силовой модуль представляет собой полумост. Его полная схема представлена на рис.12.
Рис.12. Схема силового модуля.
В качестве ключей использованы транзисторы IXFh40N50 фирмы IXYS. Они почему-то гораздо дешевле аналогичных приборов других производителей. Эти транзисторы рассчитаны на ток до 30 А и рабочее напряжение до 500 В. Сопротивление «исток-сток» в открытом состоянии – 0.16 Ом. Можно было бы поставить и менее мощные транзисторы, но экономия будет несущественной, а запас мощности никогда не помешает. Единственной веской причиной для использования транзисторов попроще было бы уменьшение емкости затвора и заряда, необходимого для открытия транзистора. Но в данной разработке мы используем драйверы достаточно мощные и для этих транзисторов.
В цепях затворов мы используем только резисторы R7 и R8, которые ограничивают токи зарядки емкостей затворов и гасят высокочастотный «звон». В данном варианте силового модуля никаких дополнительных элементов в цепях затворов нет.
Силовые транзисторы шунтированы возвратными диодами VD10 и VD11. В принципе, их можно не ставить, так как используемые транзисторы (IXFh40N50) сами содержат не такие уж плохие внутренние диоды (trr <250 нс). Однако, если работать на повышенных частотах (сотни килогерц), лучше поставить сверхбыстрые диоды. Под рукой оказались MUR860 с trr <60 нс, ток 8 А и напряжение 600 В. Вместо них можно использовать другие сверхбыстрые диоды (например, HER или SF), сопоставимые по параметрам. Можно взять и менее мощные (по току) диоды, но тогда их желательно разместить в зоне обдува радиаторов транзисторов.
Снабберы R9-C8 и R10-C9 также шунтируют ключи. Они служат для подавления выбросов и особенно желательны при работе на индуктивную нагрузку. Резисторы R9 и R10 заметно греются, поэтому их лучше разместить в зоне обдува, либо использовать более мощные резисторы (5 – 10 Вт). Конденсаторы C8 и C9 должны быть рассчитаны на напряжение не менее 600-800 В.
Конденсаторы C10 и C11 тоже должны быть высоковольтными (не менее 400 В) и пленочными. Если они будут монтироваться вне зоны обдува, то лучше их собрать из нескольких (3-4) конденсаторов меньшей емкости, включенных параллельно. В данной работе каждый конденсатор собран из трех по 0.47 мкФ. Их нагрев был незначительным даже без обдува.
Теперь немного о конструкции силового модуля.
Несмотря на то, что мы взяли довольно мощные транзисторы, нагрев их в процессе работы будет все-таки ощутимым. Высоковольтные MOSFET имеют, к сожалению, все-таки достаточно высокое сопротивление открытого канала. Действительно, даже в полностью открытом состоянии на транзисторе будет выделяться порядка 10-16 Вт тепла (0.16 Ом * (10 А)2 = 16 Вт). Плюс еще потери при переключении и еще при повышенных частотах. Поэтому ключи обязательно необходимо размещать на радиаторах. Разумные размеры радиаторов получаются при условии их принудительного обдува. Очень удобно использовать для этой цели кулеры (теплосъемники) мощных компьютерных процессоров. Они содержат радиатор и вентилятор, объединенные в одну конструкцию. В последние годы ассортимент кулеров сильно расширился, и они заметно упали в цене. Цена бывшего в употреблении кулера, даже с медным радиатором и сносно работающим вентилятором, гораздо ниже стоимости большого дюралюминиевого радиатора. Такой кулер и был положен в основу конструкции силового модуля, представленного на рис.13.
Рис.13. Силовой модуль.
Транзисторы VT1 и VT2 размещены на изолирующих прокладках из слюды непосредственно на подошве радиатора. Остальные компоненты припаяны к выводам этих транзисторов и, по сути дела, на них и держатся. Термопара для контроля температуры транзисторов размещена сверху и прижата к медному основанию радиатора тоже через изолирующую прокладку. Прокладка необходима для устранения наводок на термопару, так как радиатор не заземлен и находится под плавающим потенциалом.
Ну вот, по сути дела, и весь инвертор. Осталось соединить все модули вместе и приступить к испытаниям.
Первое включение инвертора
Для первого включения необходимо подключить развязывающий трансформатор и небольшую активную нагрузку. В качестве нагрузки возьмем лампу накаливания на 100 Вт. Вид собранного для испытаний инвертора представлен на рис.14.
Рис.14. Готовый к испытаниям инвертор.
Первое испытание инвертора проводим по шагам.
Шаг 1. Еще раз проверяем правильность монтажа и сборки инвертора. Полезно убрать все лишнее со стола.
Шаг 2. Включаем питание блока управления. Только блока управления! Высокое напряжение пока не включаем. Смотрим на экране осциллографа сигналы на затворах ключей. Земляной разъем щупа осциллографа подключаем к истоку соответствующего транзистора. Сигналы должны быть похожи на сигналы, представленные на рис.10. В зависимости от используемых транзисторов и драйверов фронты могут быть более пологие. Обязательно проверяем фазировку сигналов. Для этой цели, конечно, лучше двухлучевой осциллограф, но можно и однолучевым. В последнем случае запуск развертки осциллографа необходимо выполнять от отдельного сигнала синхронизации. В качестве такого сигнала удобно использовать один из выходов IR2153 (см. рис.8). Осторожнее с земляными разъемами щупов! В данном случае мы используем трансформаторную развязку, поэтому земляной разъем щупа в силовом блоке можно спокойно подключать к истокам обоих транзисторов полумоста. В противном случае для сигнала синхронизации нужно сделать развязку. Иначе могут быть большие искры.
Шаг 3. Если шаг 2 пройден успешно, подключаем щупы осциллографа параллельно нагрузке. Проверяем положение ручки ЛАТРа. Она должна быть на нуле! После этого включаем высокое напряжение. ЛАТРом плавно поднимаем напряжение до 15-20 В. Контролируем это напряжение по вольтметру выпрямителя. На экране осциллографа мы должны увидеть импульсы напряжения на нагрузке, симметричные относительно нуля (как на рис.15 слева).
Рис.15. Осциллограммы сигналов на активных нагрузках. Высокоомная (лампочка 100 Вт, 40 Ом) слева, низкоомная (лампочка 500 Вт, 8 Ом) справа. Щуп с делителем 1:10.
На самом деле это осциллограммы с шага 5. Но на этом шаге сигналы должны быть точно такие же, только меньшей амплитуды. Я их привел здесь для того, чтобы обсудить их форму. Мы видим медленно спадающие в течение dead-time «хвосты» на высокоомной нагрузке (рис.15 слева). Это связано с тем, что в течении dead-time оба транзистора закрыты. Поэтому чисто активная нагрузка вместе со щупом осциллографа просто, как говорят, «висит в воздухе». При отсутствии нагрузки (бесконечное сопротивление) потенциал средней точки (между ключами) вообще не изменяется в течение dead-time. Поэтому не нужно обращать внимание на эти хвосты. При уменьшении сопротивления нагрузки форма сигнала будет приближаться к классической (с «плечиками» dead-time). Чтобы убедиться в этом можно взять более мощную лампочку с меньшим сопротивлением нити накала или вообще другую нагрузку с сопротивлением 10-20 Ом. Осциллограммы для лампочки на 500 Вт приведены на рис.15 справа. Мы видим, что все работает правильно.
Продолжим работу с лампочкой на 100 Вт.
Шаг 4. Изменяем частоту инвертора от минимума да максимума. Форма импульсов не должна радикально меняться. По крайней мере они должны оставаться симметричными относительно нуля.
Шаг 5. Если на шаге 3-4 все нормально, постепенно увеличиваем напряжение до 100-120 вольт. Спираль лампочки начнет светиться. Первая мощность от инвертора получена! «Погоняем» его так минут 30-40. Температура радиатора не должна заметно уходить от комнатной.
Шаг 6. Если осциллограф не позволяет работать при высоких напряжения, то отключим щуп и плавно выведем напряжение на уровень 300-310 В. Лампочка ярко светится. Следим за температурой радиаторов. Если нагрев существенный – придется все-таки возиться с разрядкой затворов MOSFET. В моих экспериментах в течение часа температура радиаторов превысила комнатную лишь на 2-3 градуса. Не таким уж страшным оказалось наше «недозакрывание» транзисторов. Спокойно работаем дальше. Общий вид инвертора во время этого шага представлен на рис.16.
Рис.16. Общий вид инвертора в процессе испытаний (через час работы на шаге 6).
Шаг 7. Быстро выводим ЛАТР в 0 и быстро выключаем все питание (сначала высокое, затем — питание модуля управления с вентилятором). Внешней стороной пальца проверим температуру резисторов снабберов и конденсаторов делителя (R9, R10 и C10, C11). Они не должны быть горячими. Заодно проверим и радиатор. Так, на всякий случай. Вдруг у термопары – плохой тепловой контакт.
Все. Первые испытания инвертора закончены. Теперь можно переходить к индукционному нагреву.
Индукционный нагрев
Индукционный нагрев это технология, связанная с возбуждением вихревых токов в проводящих образцах для их нагрева. В настоящее время индукционный нагрев широко используется в различных отраслях промышленности и даже в быту (например, бытовые индукционные плитки). Однако, в исследовательской лаборатории индукционный нагрев – пока еще экзотика. Может быть лабораторный инвертор, о котором идет речь в данной статье, облегчит внедрение технологий индукционного нагрева в практику физико-химического эксперимента. Мы продемонстрируем замечательные возможности высокочастотных инверторов на одном красивом примере. Это – плавка металла (алюминия) во взвешенном состоянии. Иногда этот процесс называют плавкой в электромагнитном тигле или просто «левитационной плавкой» (с англоязычного термина «levitation melting»). Здесь высокочастотное электромагнитное поле не только греет и плавит металл, но и удерживает его в пространстве без каких-нибудь тиглей или ограничивающих стенок. Для того, чтобы осуществить такую плавку, нам необходимо изготовить водоохлаждаемую нагрузку с индуктором специальной формы и предусмотреть в системе некоторую дополнительную диагностику. Начнем с нагрузки.
Нагрузка
Эквивалентная схема нагрузки для индукционного нагрева и плавки представлена на рис.17.
Рис.17. Эквивалентная схема нагрузки для индукционного нагрева.
Трансформатор TR2 изготовлен из двух колец К 45х28х12. Марка феррита М 2000 НМ. Первичная обмотка – 26 витков провода МГТФ 0.75. Эта обмотка подсоединяется непосредственно к выходу инвертора. Роль вторичной обмотки, состоящей из одного витка, выполняет одна из отводных трубок индуктора (медь, диаметр 6 мм), проходящая через центр кольца трансформатора. Индуктор представляет собой катушку, содержащую несколько витков (медная трубка диаметром 4 мм). Индуктор вместе с конденсатором C образует последовательный колебательный контур, на резонансную частоту которого должен быть настроен инвертор. Нагреваемый образец, помещенный в индуктор на эквивалентной схеме можно представить как активное сопротивление, индуктивно связанное с индуктором.
Конструкция собранной нагрузки со специальным индуктором для плавки во взвешенном состоянии показана на рис.18 слева.
Рис.18. Общий вид нагрузки и дополнительной диагностики.
Поскольку данная статья посвящена, в основном, инвертору, а не тонкостям индукционного нагрева, отметим только самые важные моменты, касающиеся конструкции нагрузки.
Во-первых, в нашем колебательном контуре проходят весьма большие токи (сотни ампер). Поэтому медные трубки, образующие индуктор и подводы к нему, при больших мощностях довольно сильно нагреваются. Их нужно обязательно охлаждать. Проще всего использовать водяное охлаждение непосредственно из водопровода. Поскольку в контуре имеется высокое напряжение, необходимо предусмотреть электрическую развязку индуктора от водопровода. Для этого подвод воды делаем тонкими длинными диэлектрическими трубами. Длина этих труб зависит от проводимости водопроводной воды. Проводимость воды в лаборатории автора составляет величину порядка 100 мкСм/см, поэтому развязка в виде трубок диаметром около 6 мм и длиной 5-6 м имеет достаточное для электрической развязки сопротивление (около 50 Мом). Желательно также контролировать и температуру охлаждающей воды. Это легко сделать при помощи металлической вставки в сливной тракт. К ней можно прикрепить термопару, подключенную к недорогому китайскому тестеру, в котором есть режим измерения температуры (рис. 18 в левом верхнем углу). Очень удобно — сразу видно, если забыл включить воду для охлаждения.
Во-вторых, конденсатор C колебательного контура должен быть рассчитан на довольно большую реактивную мощность. Необходимо использовать либо специальные конденсаторы для индукционного нагрева, либо набирать батарею из достаточно большого количества пленочных конденсатором меньшей емкости, включенных параллельно. В данном контуре конденсаторная батарея содержит 40 полипропиленовых высоковольтных конденсаторов CBB81. Емкость каждого конденсатора — 0.033 мкФ, рабочее напряжение 2 кВ. Общая емкость батареи – 1.32 мкФ. Тангенс угла потерь их составляет 0.0008. Поэтому на каждом конденсаторе выделяются в виде тепла лишь десятые доли ватта. Конденсаторы смонтированы свободно и хорошо охлаждаются конвективными потоками воздуха. Поэтому, даже после получаса работы на максимальной мощности они нагреваются незначительно (на 10-20 градусов).
И, в-третьих. Для устойчивой левитационной плавки, конструкция катушки индуктора должна иметь специальную форму. В данном случае индуктор выполнен из медной трубки диаметром 4 мм в виде конуса. Угол между образующей и горизонталью равен 65°. Индуктор содержит четыре витка в прямом направлении и один – в обратном (противовиток). Это нужно для того, чтобы внутри индуктора была область, в которой поле меньше, чем вокруг нее. Проводник, помещенный в переменное электромагнитное поле, выталкивается в область меньших полей. Поэтому без области с минимальным полем положение образца внутри индуктора будет неустойчивым. Для левитационной плавки небольших образцов коническая конструкция индуктора с противовитком – одна из самых простых, но эффективных. Подробнее о плавке во взвешенном состоянии и сравнительный анализ различных конструкций индукторов см. в [5, 6].
Дополнительная диагностика
Для «ручной» настройки инвертора на резонанс при работе с резонансной нагрузкой и оптимизации процесса нагрева полезно добавить к установке еще пару измерителей, связанных с током, потребляемым нагрузкой.
Первый измеритель предназначен для контроля среднеквадратичного тока. Это трансформатор тока с двухполупериодным выпрямителем. Первичная обмотка представлена проводом, идущим от инвертора к нагрузке и проходящим через центр небольшого ферритового кольца. На этом кольце намотана вторичная обмотка (20 – 30 витков провода с выводом от середины обмотки). Далее при помощи двух диодов сигнал выпрямляется, фильтруется и измеряется при помощи обычного китайского мультиметра.
Второй измеритель также представляет собой трансформатор тока, идущего в нагрузку, но служит для контроля осциллограммы сигнала. Он устроен практически так же, как и в предыдущем случае, но вторичная обмотка не содержит вывода из центра и нагружена на резистор в несколько сотен Ом. С этого резистора сигнал подается на осциллограф. Очень удобно при настройке на резонанс и контроле нештатных ситуаций.
Проверка работоспособности установки индукционного нагрева
Включаем воду охлаждения и все измерители, необходимые для контроля процесса. Далее, сначала включается питание модуля управления и вентилятора, а затем – источник высокого напряжения (выпрямитель). Плавно при помощи ЛАТРа увеличиваем напряжение до 30-50 В. Затем, медленно изменяя частоту инвертора (резистор R3 на рис. 8), пытаемся настроить инвертор на резонанс. Резонанс настраиваем по максимуму тока, потребляемого нагрузкой, контролируя его амплитуду по осциллографу. После настройки на резонанс увеличиваем при помощи ЛАТРа напряжения на силовом модуле до нужного уровня. Установка для индукционного нагрева готова к работе.
Выключение производится в обратном порядке. Сбрасываем высокое напряжение (выводим ЛАТР в 0), затем выключаем его. После этого выключается источник питания модуля управления. Дальше – в произвольном порядке.
Настройку на резонанс приходится выполнять не так уж часто. Опыт показал, что при внесении в индуктор небольших ферромагнитных образцов, расстройка контура не приводит к фатальному уменьшению поглощаемой образцом мощности и он греется достаточно хорошо даже без дополнительной подстройки частоты. При работе с немагнитными материалами резонансная частота вообще практически не «уходит».
На рис. 19 и рис. 20 представлены два примера, иллюстрирующие работу инвертора в качестве индукционного нагревателя. Первый вариант – ферромагнетик (просто — ручка надфиля), второй – немагнитный (кусок нержавеющей трубки). По ссылкам ниже можно загрузить видео, показывающие весь процесс. Ни в том, ни в другом случае никакой дополнительной подстройки частоты не производилось.
Рис.19. Нагрев ферромагнитного материала.
Рис.20. Нагрев немагнитного материала.
При помощи пирометра ПД-4-02 была оценена температура графитового образца, помещенного в индуктор, на воздухе, без теплоизоляции. При максимальной мощности она была около 1300-1350°С. Так что для небольших трубчатых печей с графитовым нагревателем наш инвертор вполне подходит. Перейдем теперь к плавке.
Левитационная плавка
Плавка во взвешенном состоянии – довольно увлекательное занятие. В качестве образца для плавки выбран кусочек алюминия весом 2.6 гр. Отдельные кадры, иллюстрирующие процесс плавки, приведены на рис.21. Полное видео плавки можно загрузить по ссылке ниже.
Рис.21. Процесс плавки во взвешенном состоянии.
Во взвешенном состоянии образец может находиться неограниченно долго. Положение его довольно устойчивое. Оценка температуры верхушки образца (в расплавленном состоянии при максимальной мощности) была сделана тем же пирометром ПД-4-02 без поправки на излучательную способность перегретого алюминия. Она равна 1150-1200°С.
Заключение и выводы
Двухнедельная работа с описанным в данной статье лабораторным инвертором показала, что эта конструкция вполне может «трудиться» в исследовательской лаборатории в качестве устройства для индукционного нагрева и плавки. За это время было расплавлено более полусотни образцов алюминия, около десятка образцов стали и несколько образцов меди. Большинство плавок алюминия были выполнены во взвешенном состоянии. Масса образцов 2-3 гр. Масса стальных и медных образцов тоже составляла несколько грамм. Плавки проводились как в графитовых тиглях, так и без них.
Инвертор работал стабильно. Во всех этих экспериментах не случилось никаких нештатных или аварийных ситуаций. Никаких перегревов или взрывов транзисторов и других компонентов также не произошло. По сути дела, работа с инвертором ничем не отличалась от работы с любым другим несложным лабораторным прибором.
Так что можно считать, что цель создания простого лабораторного инвертора для индукционного нагрева и плавки небольших образцов металлов достигнута.
Естественно, в процессе разработки и практической работы с инвертором накопился список необходимых модернизаций и улучшений, которые желательно провести в ближайшем будущем. Первые в очереди из них перечислены ниже.
- 1. Выпрямитель. Хотелось бы убрать громоздкий регулятор напряжения на ЛАТРе и поставить что-нибудь более современное, компактное и главное – с запасом по мощности.
2. Модуль управления. Желательно удешевить «оконечники» (усилители) и выбрать более доступные компоненты. В принципе, здесь ничего сложного нет. Нужно просто проанализировать существующие в большом количестве решения и выбрать наилучшее.
3. Трансформаторные развязки. В данной конструкции мы использовали самые простые решения. Мы «заплатили» за эту простоту качеством сигналов и сравнительно пологими фронтами импульсов. В принципе, работать можно, транзисторы греются приемлемо. Однако, лучше поработать в этом направлении дополнительно.
4. Силовой модуль. Желательно увеличить мощность инвертора до 4-5 кВт. В принципе, можно увеличить мощность в два раза, практически ничего не меняя в схемотехнике. Для этого достаточно перейти с полумоста на полный мост. Добавится еще один кулер с парой транзисторов с «обвязкой» и пара дополнительных обмоток на импульсном трансформаторе блока управления.
Поскольку лабораторный инвертор имеет модульную структуру, то все эти модификации легко делать параллельно, не выводя инвертор надолго из работы. Возможно, в результате этих модификаций удастся создать действительно «бюджетный» вариант лабораторного инвертора. Это способствовало бы более широкому внедрению технологий индукционного нагрева в лабораторную практику.
Литература
- Семенов Б.Ю. Силовая электроника: от простого к сложному. – М.: СОЛОН-Пресс, 2005. – 416 с.
- Мелешин В.И. Транзисторная преобразовательная техника. М. Техносфера, 2005. – 632 с.
- Шандренко Д.А. Транзисторный регулятор напряжения.
http://electroscheme.org/2007/08/13/tranzistornyjj_reguljator_naprjazhenija.html
или
http://www.radiolub.orsk.info/Shems/Shems2/tr_reg.htm - Design Tips DT92-2A: High Current Buffer for Control IC’s.
http://www.irf.com/technical-info/designtp/dt92-2.pdf
См. русский перевод: Мощный буфер тока для управления затворами МОП-транзисторов
http://vcoder.flyback.org.ru/electronics/power_buffer/Power%20buffer.pdf - Фогель А.А. Индукционный метод удержания жидких металлов во взвешенном состоянии. Л. Машиностроение, 1979. – 104 с.
- Глебовский В.Г., Бурцев В.Т. Плавка металлов и сплавов во взвешенном состоянии. М. Металлургия, 1974. – 176 с.
Благодарности
Работа выполнена при частичной финансовой поддержке ОХНМ РАН (проект №5.5.3) и ГК № 02.740.11.0269.
Приложение
Рис.22. Общая схема инвертора.
Самодельный индукционный нагреватель в системе водяного отопления, схема инвертора напряжения
Идея создания системы электрического отопления жилого помещения у меня возникла вместе с закладкой фундамента для небольшого индивидуального дома.
Используя систему водяного отопления с газовым котлом, мы получаем экономическую выгоду по сравнению с электрическим отоплением, и это всем понятно. Но что делать, если вблизи пока нет газовой магистрали, а пользоваться газовыми баллонами небезопасно?
Вот и появилась идея сконструировать под каждым окном в доме индивидуальный водяной котел (или батарею отопления, как угодно!), вода в котором нагревается электричеством, но без применения ТЭНов и электролизных нагревателей.
Было принято решение в качестве нагревательного элемента для воды использовать вихревой индукционный нагреватель (ВИН). Принцип работы и описание различных вариантов индукционных нагревателей подробно описан в сети Интернет и других источниках информации.
Принцип действия и устройство
В вихревом ультразвуковом нагревателе используется принцип электромагнитной индукции. При прохождении электрического переменного тока высокой частоты в индукционной катушке возникает магнитное поле.
В качестве сердечника катушки используется металлический сердечник из ферромагнитного материала (в простейшем случае — стальная труба), внутри которой находится нагреваемая жидкость (вода). Вихревыми токами Фуко нагревается металлическая труба, по которой протекает вода.
В данном случае, в качестве “оконечного устройства”использована замкнутая система, состоящая из двух или трех отрезков толстостенных стальных труб, в которых циркулирует вода.
Нагревательным элементом (если можно его так назвать!) служит катушка медного провода в изоляции, которая содержит около 60 витков на стальной трубе, диаметром около 50 миллиметров.
На трубу сначала наматывается теплостойкая изоляция (в данном случае, лента ФУМ или стеклоткань), а затем — однослойная катушка.
Меня больше всего интересовал сам источник электроэнергии, от которого будет питаться вихревой нагреватель, т.к. различных конструктивных вариантов “вихревых нагревателей” в Интернете описано большое количество!
Правда, заниматься экспериментами с изготовлением тороидальных и других видов нагревателей не было времени, и за основу было взято описание небольшой автономной самодельной батареи отопления, где в качестве нагревателя использован ТЭН. Вместо ТЭНа был вмонтирован индукционный нагреватель, и вопрос был решен!
Оставалось самое главное: “Чем нагреть воду в трубе?”. “Порывшись в Интернете”, было выбрано несколько принципиальных схем преобразователей напряжения инверторного типа.
Сначала выбор остановили на инверторе Кухтецкого [1], но отсутствие в наличии высоковольтных “мосфетов” в нашем творческом объединении и в моих “личных запасах” приостановило изготовление данного аппарата.
Идея изготовить инвертор Кухтецкого, обладающий очень неплохими техническими характеристиками при его относительно не сложной схеме, будет обязательно осуществлена на занятиях нашего творческого объединения! (Думаем, изготовив его, подарить автомодельной лаборатории, которая очень нуждается в аппарате для плавки металла при изготовлении самодельных деталей для автомоделей!).
Принципиальная схема преобразователя напряжения
В качестве преобразователя был изготовлен инвертор, который работает на низковольтных полевых транзисторах от мощного источника постоянного тока 12 В. Во время работ по регулировке аппарата применялся кислотный аккумулятор от легкового автомобиля.
Первые включения прибора производились от напряжения 6 В (использовались не все“банки” аккумулятора). Задающий генератор на микросхеме TL494 был подключен к маломощному регулируемому источнику питания от 0 до 15 В. Затем для его питания использовали компьютерный блок питания.
На первом этапе необходимо было обеспечить устойчивую генерацию выходного сигнала генератора. Вопрос о том, что при пониженном питании инвертора не обеспечивается оптимальное согласование выходного трансформатора и т.д., рассчитанного на питание от 12 В, не стоял!
О форме выходных импульсов во время предварительных испытаний инвертора мы просто не думали! Важно было получить одинаковую форму и амплитуду на выходах TL494 и транзисторах драйверов.
Большого опыта работы с силовой электроникой ни у меня, ни у моих воспитанников не было, поэтому мы “осторожничали, чтобы не наделать проблем” с выходными транзисторами и трансформаторами. За основу преобразователя была выбрана принципиальная схема инвертора [2], см. рис. 1. В качестве транзисторов драйверов применялись отечественные кремниевые транзисторы КТ816 и другие, аналогичные по параметрам.
Рис. 1. Принципиальная схема инвертора.
Усиленные прямоугольные импульсы формы “меандр” через ограничивающие резисторы поступают на затворы мощных (MOSFET) полевых транзисторов IRF.
Мощный двухтактный выходной каскад на полевых транзисторах усиливает прямоугольные импульсы до необходимого уровня. Нагрузкой выходного каскада является импульсный выходной трансформатор на ферритовом сердечнике.
В каждом плече выходного каскада в нашем случае использовалось не более двух транзисторов. Когда добавляли транзисторы, напряжение (входное) на затворах мосфетов уменьшалось, соответственно выходная мощность оставалась на уровне примерно 200…300 Вт.
Возможностей подбирать идентичные пары транзисторов драйверов, как и выходных полевых транзисторов, в наших условиях (ввиду отсутствия финансовой поддержки и т.д.) не представляется возможным, поэтому мы остановились на “достигнутых результатах!”.
Выходной трансформатор был использован самодельный. Сердечники — от компьютерных блоков питания. Трансформаторы из БП предварительно были хорошо “прокипячены в воде” (чтобы аккуратно разобрать трансформаторы!). Каркасы использованы от тех же трансформаторов.
Для экспериментов изготовили несколько трансформаторов с различным числом витков первичной и вторичной обмоток. Первичная обмотка состояла из двух половинок по 5…10 витков ленты, изготовленной из одножильного медного провода диаметром каждой жилы около 0,5 мм, а вторичная — “до полного заполнения” каркаса одножильным проводом.
В результате получился трансформатор, на выходе которого присутствовало напряжение около 170… 190 В! Под нагрузкой напряжение понижалось до 150.. .160 В.
Этого напряжения и мощности оказалось достаточно, чтобы вихревой индукционный нагреватель выполнял свою основную функцию — нагревал воду в трубе до 80…90 градусов. Ввиду небольшой протяженности нагревателя (системы труб), дополнительный насос для перемещения воды в трубе не понадобился.
После изготовления и настройки инвертора был изготовлен мощный блок питания от сети переменного тока, представляющий обычный, мостовой двухполупериодный выпрямитель с выходным напряжением около 12 В постоянного тока. Определенной проблемой для нас было приобретение мощного, понижающего трансформатора.
Ведутся работы по усовершенствованию инвертора. Рабочий образец инвертора вихревого индукционного нагревателя (см. рис. 2-3) экспонировался на региональной выставке “Дети. Техника. Творчество” в городе Белгород и занял второе место среди экспонатов в своем разделе.
Творческое объединение “Основы современной любительской радиосвязи и радиоконструирования” ЦТТ и ПО Старый Оскол.
Ю. Белобородов, г. Старый Оскол. РМ-11-17.
DHI-15 PKW Инверторный индукционный нагреватель
Описание индукционного нагревателя DHI-15 PKW:
- Равномерное и стабильное отопление. Объект нагревается равномерно, без локальных горячих точек, вызванных методами пламенного нагрева. Датчики гарантируют, что деталь не будет перегреваться после достижения заданной температуры.
- Более безопасная и комфортная рабочая среда для оператора. Оператор не подвергается воздействию открытого пламени, горячих газов и риска возгорания и взрыва, как при нагревании пламенем.
- Снижение затрат на обучение операторов, снижение затрат на заработную плату. Операторы не нуждаются в частом регулярном обучении и сертификации, как в случае с системами на основе автогенного газа и сжиженного нефтяного газа.
- Низкая стоимость расходных материалов. Отсутствие операционных затрат, связанных с покупкой и арендой газовых баллонов.
- Детали можно нагревать до 800 ° C и выше.
- Высокоэффективная система отопления.
Использование индукционного нагревателя DHI-15 PKW:
Система DHI-15 PKW нагревает болт или гайку M12 до температуры выше 800 ° C всего за 15 секунд.Время подготовки и настройки для системы индукционного нагрева намного быстрее по сравнению с системой автономной горелки. Просто подключите DHI-15 PKW к розетке 230 В, установите катушку соответствующего типа на деталь, которую вы хотите нагреть, затем нажмите кнопку ВКЛ / ВЫКЛ, чтобы начать процесс индукции. Процесс нагрева выполняется за секунды, даже для деталей, требующих высокой температуры. Индукционные катушки можно легко заменить на большие или меньшие. То же самое относится и к нагревательной спирали, которая должна быть намотана вокруг детали.Комплект катушек различного диаметра можно заказать в качестве опции вместе с индукционным нагревателем.
- Автомобильная, железнодорожная и судостроительная промышленность, машиностроение, автомастерские, сборочные цеха, сантехники и теплотехники, комнаты для домашних хобби и т. Д.
- Производство, ремонт, ремонт, обслуживание.
- Детали, требующие нагрева, такие как болты, стержни и профильная сталь, металлические листы, подшипники, корпуса, приводные валы, подвески, гайки, трубы, шестерни, пружинные основания, валы, лямбда-зонды, детали и компоненты машин и транспортных средств, выхлопные трубы, шкивы коробки, втулки и т. д.
- Нагрев инструментов и деталей перед закалкой, склейкой, пайкой.
- Размораживание.
- Те же области применения, что и газовые горелки и газовые горелки.
Технические данные:
- Напряжение сети U1 / I1max 230 В, 50/60 Гц
- Потребляемая мощность P1max 1,5 кВА
- Рабочая частота 25-60 кГц, автомат. Наставени
- PF (коэффициент мощности) 0,99 (PFC)
- Непрерывный нагрев / коэффициент нагрузки 100% *
- Катушки постоянной индуктивности Ano
- Гибкие индукторы Ano
- Проверка индуктора Ano
- Защита от короткого замыкания Ano
- Защита от обрыва цепи Ano
- Управление вентилятором Ano
- Вес 4,5 кг
- Размер (ДхШхВ) 200x140x75 мм
Преимущества индукционного нагревателя DHI-15:
- Мобильность — весит всего 4 штуки.5 кг при компактных размерах, сопоставимых с небольшим сварочным аппаратом.
- Мощность 1,5 кВт, высокий коэффициент загрузки.
- Простота обращения и доступа — соединительный кабель катушки длиной 70 см с небольшой ручкой для переноски.
- Гибкость и простота эксплуатации — его можно подключить к электросети в любом месте с помощью одного подключения 230 В, простой и быстрой подготовки.
- Универсальные нагревательные элементы для любого применения — для фасонных, плоских, круглых, позиционируемых или стандартных деталей.
- Современный и доступный способ обогрева цеха.
Аппарат DHI-15 PKW:
- Технология надежных транзисторов IGBT
- Защита от короткого замыкания и обрыва
- Автоматическая настройка на резонансную частоту
- Частота: 25 кГц — 60 кГц
- Очень удобный и экономичный
- Процессорная система управления
- Аварийный сигнал перегрузки
- Соединительный кабель 70 см
- Управляемое вентиляторное охлаждение
Аренда оборудования для индукционного нагрева | Red-D-Arc.com
Miller ProHeat 35 Системы индукционного нагрева
Предназначен для предварительного нагрева до 400 ° F (204 ° C), дополнительный цифровой регистратор
Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью.Одеяла с воздушным охлаждением доступны для труб диаметром от 8 до 56 дюймов или, в случае пластин, длиной от 40 до 185 дюймов.
Типичные области применения для систем индукционного нагрева с воздушным охлаждением:
- Береговые магистральные трубопроводы
- Морские транспортные трубопроводы (баржа)
- Судостроение
- Горное дело
- Монтаж стальных конструкций
- Предварительный нагрев при сварке
Предназначен для предварительного нагрева при высоких температурах, снятия напряжения и отжига водородом до 1450 ° F (788 ° C), дополнительный цифровой регистратор
Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью.Нагревательные кабели с жидкостным охлаждением представляют собой универсальный инструмент для предварительного нагрева труб различного диаметра и даже плоских пластин. Как правило, для труб меньшего диаметра используются более короткие кабели, которые проще в обращении и настройке. Более длинные кабели используются для труб большего диаметра или небольших сосудов и резервуаров высокого давления. Отлично подходит для предварительного нагрева с геометрическими формами, которые не позволяют использовать одеяла с воздушным охлаждением.
Типичные области применения для систем индукционного нагрева с жидкостным охлаждением:
- Производство труб
- Строительство силовых и технологических трубопроводов на месте
- Термоусадочная посадка
- Судостроение — гребные валы, системы трубопроводов, пластинчатые (высокий рабочий цикл / высокая температура)
- Горное дело
- Предварительный нагрев сварного шва
Индукционный нагреватель Miller ArcReach с воздушным охлаждением был разработан для предварительного нагрева и отжига водорода при температурах до 600 градусов по Фаренгейту (315 ° C) без использования охладителя и охлаждающей жидкости.Настройки контроля температуры можно запрограммировать вручную или загрузить через USB-накопитель. Все параметры отопления записываются в цифровом виде и могут быть экспортированы в документацию по контролю качества.
Нагрейте трубы, пластины и сосуды под давлением до температуры быстро и безопасно с помощью индукционной системы прокатки Proheat 35.Выходная мощность автоматически регулируется в зависимости от скорости вращения трубы, чтобы избежать перегрева и обеспечить постоянство температуры по всей трубе. Сварщики могут тратить больше времени на сварку и получать более надежные результаты.
Применения включают изготовление труб для:
- Нефть и трубопроводы
- Нефтехимическая промышленность
- Электростанции
- ОВК
Видео: Катковый индуктор Miller ProHeat 35
Огненный щит
Аксессуары для индукционного нагрева, разработанные и изготовленные по индивидуальному заказу, созданы в соответствии с вашими требованиями.
Принадлежности для индукционного нагрева Pyro Shield:
- Переносные индукционные печи
- Моллюски
- Индукционные внутренние свечи
- Индукционные одеяла
Бывшее в употреблении оборудование для индукционного нагрева
Хотя аренда оборудования для индукционного предварительного нагрева может быть рентабельной для трубосварочных цехов и монтажников стали, некоторые сварщики предпочитают иметь собственные устройства.Red-D-Arc предлагает широкий выбор бывшего в употреблении оборудования для сварки и предварительного нагрева, которое было квалифицированно откалибровано и обслуживалось в течение всего срока службы. Посетите нашу страницу подержанного оборудования, чтобы увидеть индукционные нагреватели и другое сварочное оборудование, которое у нас есть в настоящее время.
Close Landing NavЗамечательно звездный индукционный нагреватель для сварочного аппарата В продаже
Просмотрите Alibaba.com и исследуйте широкий спектр чудесного. Индукционный нагреватель для сварочного аппарата . Когда у тебя есть право. Индукционный нагреватель для сварочного аппарата , ваши процессы нагрева будут высокопроизводительными. Это поможет вам достичь ваших целей дома или в бизнесе. С разнообразной коллекцией. Индукционный нагреватель для сварочного аппарата , вы гарантированно найдете наиболее подходящий в соответствии с вашими требованиями.
The. Индукционный нагреватель для сварочного аппарата на Alibaba.com состоит из великолепных и прочных материалов и конструкций, которые способствуют повышению производительности и долговечности. Файл. Индукционный нагреватель для сварочного аппарата отличается исключительной устойчивостью к высоким температурам, чтобы гарантировать, что на них не оказывает неблагоприятное воздействие выделяемое ими тепло. Они также отличаются удивительным механизмом контроля температуры, который позволяет вам достигать и поддерживать желаемое количество тепла. Соответственно, вы всегда получаете то, чего ожидаете от этой премиальной линейки. Индукционный нагреватель для сварочного аппарата .
Большой плюс, который вы увидите в них. Индукционный нагреватель для сварочного аппарата — это сверхэффективный, поскольку они потребляют мало энергии, но при этом обладают отличной производительностью. Таким образом, они способствуют устойчивости и позволяют вам экономить на счетах за электроэнергию. Расход этих. Индукционный нагреватель для сварочного аппарата record невероятно эффективен, гарантирует вам лучшую производительность и рентабельность. Их обслуживание несложно, потому что они.Индукционный нагреватель для сварочного аппарата легко чистить, чтобы защитить его от загрязнений, которые могут нарушить их работу.
Примите правильное решение сегодня и улучшите свои процессы отопления. Просмотрите широкий спектр великолепных. Индукционный нагреватель для сварочного аппарата на Alibaba.com. Независимо от ваших требований, вы подберете для себя лучший вариант. Сравните разные. Индукционный нагреватель для сварочного аппарата оптовиков и поставщиков и их предложения, чтобы вы могли получить максимальную отдачу от каждого потраченного доллара.
Низкочастотный двухпозиционный индукционный нагреватель мощностью 45 кВт, 1–20 кГц
Примечание. Эта модель доступна только с трехфазным напряжением 460–480 Вольт.
Низкочастотные индукционные нагреватели серии Across International от 1 кГц до 20 кГц подходят для широкого спектра применений, включая глубокое проникновение тепла для процессов полной закалки, ковку стальных стержней, отпуск штамповок, предварительный нагрев для сварки и плавление. металлических партий более 4 фунтов. Они не ограничиваются ферромагнитными материалами, поэтому цветные металлы также могут быть эффективно использованы.
Система состоит из трех основных компонентов: источника питания, компенсирующего конденсатора / трансформатора и индукционной катушки / плавильного тигля. Наши нагреватели автоматически настраиваются на оптимальную резонансную частоту для достижения наиболее эффективных общих результатов нагрева в соответствии с требованиями наших клиентов, которые включают проникновение тепла, эффективность нагрева, рабочий шум и электромагнитную однородность. Две из наших самых популярных низкочастотных машин — это плавильные печи с плиточным плавильным аппаратом и печи с автоматической загрузкой стержня для ковки.
Индукционный нагрев включает не внешнее приложение тепла, а внутреннее тепловыделение в самой заготовке. Этот процесс не требует длительных периодов нагрева и позволяет ограниченное подведение тепла локально и точно по времени, таким образом достигая высокой степени эффективности и максимального использования энергии. По сравнению с традиционными методами нагрева, индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не вступает в прямой контакт с пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева твердотельный высокочастотный источник питания передает переменный ток через медную катушку, а нагреваемая часть помещается внутри катушки.Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ УЧИТАТЬ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени нагрева. изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса.Во время процесса индукционного нагрева магнитные элементы, естественно, оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩАЯ ИЛИ ТОЛЩАЯ
В случае проводящих материалов около 80% эффекта нагрева происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Поэтому маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если более крупные детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше.Удельное сопротивление увеличивается с увеличением температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Именно внутри индукционной катушки создается переменное магнитное поле, необходимое для индукционного нагрева, через поток переменного тока. Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Индукционные катушки обычно изготавливаются из медных трубок — очень хороших проводников тепла и электричества — диаметром от 1/8 дюйма до 3/16 дюйма; медные змеевики большего размера предназначены для таких применений, как нагрев полосы металла и нагрев труб. Индукционные змеевики обычно охлаждаются циркулирующей водой и чаще всего изготавливаются по индивидуальному заказу, чтобы соответствовать форме и размеру нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
(PDF) Индукционный нагрев высокой мощности
> ЗАМЕНИТЕ ЭТУ СТРОКУ ИДЕНТИФИКАЦИОННЫМ НОМЕРОМ ВАШЕГО БУМАГИ (ДВОЙНОЙ ЩЕЛКНИТЕ ЗДЕСЬ ДЛЯ РЕДАКТИРОВАНИЯ) <
ССЫЛКИ
[1] E.R.Лейтвейт, «Влияние Майкла Фарадея на энергетику
», Power Engineering Journal, vol. 5, вып. 5, pp. 209 {219,
1991.
[2] Т. П. КИНН, «Характеристики лампового радиочастотного генератора
и приложение к проблеме индукционного нагрева», AIEE Trans. т. 63, pp.
1290–1303, 1944.
[3] W. C. Moreland, «Индукционный диапазон: его характеристики и проблемы разработки
», IEEE Trans.Ind. Appl., Vol. 9, вып. 1, pp. 81–
85, январь 1973 г.
[4] В. Эстев, Э. Санчис-Килдерс, Дж. Джордан, Э. Дж. Деде, К. Кейзс, Э. Мазет,
JB Ejea, and А. Ферререс, «Повышение эффективности резонансных инверторов IGBT серии
с использованием модуляции плотности импульсов», IEEE Trans. Инд.
Электрон., Т. 58, нет. 3, pp. 979–987, март 2011 г.
[5] JM Espi Huerta, EJ Dede Garcia Santamaria, R. Garcia Gil, J.
Castello Moreno, «Конструкция резонансного инвертора L-LC для индукции.
нагрев на основе эквивалентного SRI, IEEE Trans.Ind. Electron., Vol.
54, нет. 6, pp. 3178–3187, декабрь 2007 г.
[6] Х. Фудзита, Н. Учида и К. Одзаки, «Новая индукционная система нагрева
с зональным контролем, использующая несколько инверторных блоков, применимых в соответствии с взаимными
условия магнитной связи », IEEE Trans. Power Electron., Т. 26,
нет. 7, стр. 2009–2017, июль 2010.
[7] И. Йилмаз, М. Эрмис, И. Кадирчи, «Среднечастотная индукционная плавильная печь
как нагрузка на энергосистему», IEEE Trans .Ind. Appl.,
vol. 48, вып. 4. С. 1203–1214, июл. / Авг. 2012.
[8] С. Чуджуарджин, А. Сангсванг и К. Коомпай, «Усовершенствованный резонансный инвертор LLC
для приложений индукционного нагрева с асимметричным управлением
», IEEE Trans. Ind. Electron., Vol. 58, нет. 7, pp. 2915–2925, Jul.
2011.
[9] NA Ahmed, «Высокочастотная схема преобразования переменного тока с мягким переключением
с двухрежимной стратегией управления PWM / PDM для мощных IH
приложений », IEEE Trans.Ind. Electron., Vol. 58, нет. 4, стр. 1440–
1448, апрель 2011 г.
[10] Дж. И. Родригес и С. Б. Либ, «Нерезонансная и резонансная частота —
выбираемых мишеней для индукционного нагрева», IEEE Trans. Ind. Electron., Vol.
57, вып. 9, pp. 3095–3108, сентябрь 2010 г.
[11] Дж. И. Родригес и С. Б. Лееб, «Многоуровневая топология инвертора для передачи энергии с индуктивной связью
», IEEE Trans. Power Electron., Т.
21, корп.6, pp. 1607–1617, Nov. 2006.
[12] Ф. П. Доусон и П. Джайн, «Сравнение систем инвертора с коммутацией нагрузки
для приложений индукционного нагрева и плавления», IEEE Trans.
Power Electron., Т. 6, вып. 3, стр. 430–441, июль 1991 г.
[13] М. Камли, С. Ямамото и М. Абэ, «Полумостовой инвертор
50–150 кГц для приложений индукционного нагрева», IEEE Trans. Инд.
Электрон., Т. 43, № 1, стр. 163–172, фев.1996.
[14] Э. Дж. Деде, Дж. В. Гонсалес, Дж. А. Линарес, Дж. Джордан, Д. Рамирес и П.
Руэда, «Генератор 25 кВт / 50 кГц для индукционного нагрева», IEEE Trans.
Ind. Electron., Vol. 38, № 3, стр. 203–209, июнь 1991 г.
[15] Р. Л. Стейгервальд, «Сравнение топологий полумостового резонансного преобразователя
», IEEE Trans. Power Electron., Т. 3, вып. 2, pp. 174–182,
Apr 1988.
[16] Х. Фам, Х. Фудзита, К. Одзаки и Н.Учида, «Контроль фазового угла высокочастотных резонансных токов
в системе с несколькими инверторами для управления индукционным нагревом зоны
», IEEE Trans. Power Electron., Т. 26, вып.
11, стр. 3357–3366, ноябрь 2011 г.
[17] Х. Н. Фам, Х. Фуджита, К. Одзаки и Н. Учида, «Метод оценки
Распределение тепла с использованием трехмерной матрицы сопротивления для зонно-регулируемые индукционные
системы отопления », IEEE Trans. Power Electron., Т.27, нет. 7, pp.
3374-3382, июль 2012 г.
[18] Х. Н. Фам, Х. Фуджита, К. Одзаки и Н. Учида, «Динамический анализ и
контроль резонансных токов в зоне управления. система индукционного нагрева
», IEEE Trans. Power Electron., Т. 28, вып. 3, стр. 1297–1307,
март 2013 г.
[19] Х. Фудзита и Х. Акаги, «Управление и характеристики последовательно-резонансного инвертора с модуляцией плотности импульсов
для процессов коронного разряда»,
IEEE Trans.Ind. Appl., Vol. 35, нет. 3, стр. 621–627, май / июн. 1999.
[20] Дж. Эгалон, С. Ко, П. Маусион, М. Сулей и О. Пато, «Многофазная система
для индукционного нагрева металлических дисков: моделирование и управление током RMS
», IEEE Trans. Ind. Appl., Vol. 48, вып. 5, pp. 1692–1699,
сентября / октября 2012 г.
[21] Н. Парк, Д. Ли и Д. Хён, «Схема управления мощностью с постоянной частотой переключения
в инверторе класса D для применения с индукционным нагревом
», IEEETrans.Ind. Electron., Vol. 54, нет. 3, pp. 1252–1260,
Jun. 2007.
[22] Д. Наварро, О. Люсия, Л.А. Барраган, И. Урриса и О. Хименес, «Синтез высокого уровня
для ускорения FPGA. реализация
требовательных к вычислениям алгоритмов управления для преобразователей мощности »,
IEEE Trans. Инд. Информатика, т. 9, № 3, стр. 1371–1379, август 2013 г.
[23] Ф. Дугьеро, М. Форзан, К. Поцца и Э. Сиени, «Трансляционно-сопряженная
Инновационная электромагнитная и тепловая инновационная модель для индукционная сварка
труб », IEEE Trans.Магн., Т. 48, вып. 2, стр. 483–486, февраль 2012 г.
[24] Ф. Карикки, Ф. Марадеи, Г. ДеДонато и Ф. Г. Каппони, «Генератор постоянного магнита Axial-flux
для генераторных установок индукционного нагрева», IEEE
Пер. Ind. Electron., Vol. 57, № 1, стр. 128–137, январь 2010 г.
[25] Р. Бенато, Ф. Дугьеро, М. Форзан и А. Паолуччи, «Эффект близости
и расчет магнитного поля в GIL и изолированные фазные шинопроводы »
IEEE Trans. Magn., т. 38, № 2, pp.781–784, март 2002 г.
[26] А. Кандео, К. Дукасси, П. Боше и Ф. Дугьеро, «Мультифизическое моделирование
индукционного упрочнения зубчатых колес. для аэрокосмической промышленности
», IEEE Trans. Магн., Т. 47, № 5, стр. 918–921, май 2011 г.
[27] А. Алиферов, Ф. Дугьеро, М. Форзан, «Связанная магнитотермическая
FEM-модель прямого нагрева ферромагнитных гнутых трубок». IEEE
Пер.Магн., Т. 46, No. 8, pp.3217–3220, Aug. 2010.
[28] F. Forest, S. Faucher, J.-Y. Гаспар, Д. Монтлу, Ж.-Ж. Huselstein,
и C. Жубер, «Частотно-синхронизированные резонансные преобразователи для питания
многообмоточных катушек в индукционных кухонных приборах», IEEE
Trans. Ind. Electron., Vol. 54, нет. 1, pp. 441–452, Feb. 2007.
[29] Ф. Форест, Э. Лабуре, Ф. Коста и Ж.-Й. Гаспар, «Принцип системы
с несколькими нагрузками / одним преобразователем для маломощного индукционного нагрева»,
IEEE Trans.Ind. Electron., Vol. 15, вып. 2, pp. 223–230, Mar. 2000.
[30] О. Люсия, Л. А. Барраган, Дж. М. Бурдио, О. Хименес, Д. Наварро и И.
Урриса, «Универсальный испытательный стенд для силовой электроники. архитектура применима к домашнему индукционному нагреву
», IEEE Trans. Ind. Electron., Vol. 58, нет.
3, стр. 998–1007, март 2011 г.
[31] Дж. М. Бурдио, Ф. Монтерде, Дж. Р. Гарсия, Л. А. Барраган и А.
Мартинес, «Последовательно-резонансный инвертор с двумя выходами для индукционного нагрева
кухонных приборов , ”IEEE Trans.Power Electron., Т. 20, нет. 4, pp.
815–822, июль 2005 г.
[32] О. Люсия, Дж. М. Бурдио, Л. А. Барраган, Дж. Асеро и И. Миллан, «Резонансный мультиинвертор серии
для нескольких индукционных нагревателей», IEEE Trans.
Power Electron., Т. 25, нет. 11, pp. 2860–2868, ноябрь 2010 г.
[33] О. Люсия, К. Карретеро, Дж. М. Бурдио, Дж. Асеро и Ф.
Алмазан, «Резонансный матричный преобразователь с несколькими выходами для кратных
индукционные нагреватели », IEEE Trans.Ind. Appl., Vol. 48, вып. 4. С. 1387–
1396, июл. / Авг. 2012.
[34] О. Люсия, Дж. М. Бурдио, И. Миллан, Дж. Асеро и Л. А. Барраган,
«Ориентированная на эффективность конструкция полумостового резонансного преобразователя серии ZVS
с регулируемым рабочим циклом частоты» IEEE Trans. Мощность
Электрон., Т. 25, нет. 7, pp. 1671–1674, Jul. 2010.
[35] Х. Сарнаго, О. Люсия, А. Медиано и Дж. М. Бурдио, «Двухрежимный резонансный преобразователь класса D / DE
для повышения эффективности.
Бытовая система индукционного нагрева », IEEE Trans.Power Electron., Т.
28, корп. 3, стр. 1274–1285, март 2013 г.
[36] Х. Сарнаго, А. Медиано и О. Люсия, «Высокоэффективный электронный преобразователь переменного тока в переменный ток
, применяемый для домашнего индукционного нагрева», IEEE
Пер. Power Electron., Т. 27, нет. 8, pp. 3676–3684, август 2012 г.
[37] А. Фудзита, Х. Садаката, И. Хирота, Х. Омори и М. Накаока, «Последние разработки
высокочастотных серийных резонансных нагрузок. инверторный тип
встроенные варочные панели для индукционного нагрева всех металлических приборов », в Proc.
IEEE Power Electron. Конференция по управлению движением, 2009, стр. 2537–2544.
[38] Н. А. Ахмед и М. Накаока, «Полумост с усилением краевого резонансного мягкого
импульсный высокочастотный ШИМ-инвертор для индукционного нагрева потребителей
приборов», Proc. Inst. Избрать. Eng .–– Избран. Power Appl., Vol. 153, нет.
6, стр. 932–938, ноябрь 2006 г.
[39] Х. Кифунэ, Ю. Хатанака и М. Накаока, «Квазипоследовательно-резонансный тип
Инвертор с модуляцией фазового сдвигас мягким переключением», Proc. .Inst. Избрать. Eng .––
Элект. Power Appl., Vol. 150, нет. 6, pp. 725–732, Nov. 2003.
[40] К. Огура, Л. Гамаге, Т. Ахмед, М. Накаока, И. Хирота, Х. Ямасита,
и Х. Омори, «Перформанс» оценка высокочастотного инвертора ZVS-PWM
с резонансным краем с использованием транзисторных транзисторов IGBT для индукционного варочного нагревателя
», Тр. Inst. Избрать. Eng .–– Избран. Power Appl.,
об. 151, нет. 5, pp. 563–568, Sep. 2004.
[41] H.Сугимура, С.-П. Мун, С.-К. Квон, Т. Мисима и М. Накаока,
«Высокочастотный резонансный матричный преобразователь с использованием однокристальных обратных переключателей
, блокирующих двунаправленные переключатели на базе IGBT для индукционного нагрева», в
Proc. IEEE PESC, 2008, стр. 3960–3966.
[42] С. Ван, К. Идзаки, И. Хирота, Х. Ямасита, Х. Омори и М. Накаока,
«Устройство для приготовления пищи с индукционным нагревом, использующее новый квазирезонансный преобразователь
ZVSPWM с коэффициентом мощности исправление », IEEE Trans.Инд.
Заявление, т. 34, нет. 4. С. 705–712, июл. / Авг. 1998.
СП-25А Индукционный нагреватель высокочастотный
Серии SP-15 и SP-25 подходят для нагрева небольших металлических деталей, например,
(1) пайка обрабатывающих инструментов
(2) Пайка алмазных инструментов
(3) Термическая обработка мелких деталей
(4) Плавка золота, серебра, меди, латуни в небольшом количестве.
(5) Плавка стали и небольших количеств нержавеющей стали.Аппараты серий
SP-15 и SP-25 отличаются простой конструкцией, высокой надежностью и низкой ценой, являются одними из самых популярных моделей и широко используются во всех областях нагрева металла.
Теория и структура работы
В машинах серий SP-15 и SP-25 применяется последовательный колебательный контур, как показано ниже, через высокочастотный трансформатор, низкое напряжение и большая сила тока выводятся через индукционную катушку. Машины серий SP-15 и SP-25 являются первыми моделями, разработанными нашей компанией, SP-15 использует компоненты MOSFET, а SP-25 использует компоненты IGBT, оба используют нашу технологию инвертирующего управления первого поколения, машины имеют простую конструкцию, высокую надежность и невысокая цена, они просты в использовании и ремонте, и в настоящее время являются наиболее широко используемыми машинами как в Китае, так и за рубежом.
Преимущества функции таймера SP-15A и SP-25A:
1. Мощность нагрева, удерживающая мощность, время нагрева, время удержания и время охлаждения могут быть предварительно установлены и отрегулированы, что позволяет контролировать кривую нагрева и нагрев время.
2. Подходит для многократного или высокоскоростного нагрева мелких деталей;
3. При использовании в пайке, при правильных временных параметрах, можно добиться быстрого нагрева и удержания, чтобы поддерживать температуру во время плавления припоя, а затем позволить припою плавно растекаться для образования хорошего соединения.
Преимущества разделенного трансформатора SP-15B и SP-25B:
1. В машинах SP-15B и SP-25B высокочастотный трансформатор отделен от генератора с помощью соединительного кабеля длиной не менее 2 метров.
2. Подходит для использования в грязных или агрессивных средах, генератор можно разместить в чистом помещении для повышения надежности.
3. Благодаря небольшим размерам и небольшому весу отдельного трансформатора его удобно использовать на производственной линии и легко монтировать внутри оборудования или перемещаемого механизма.
6000w zvs индукционный нагреватель с тиглями 3 кг машина индукционного нагрева печь для плавки металла высокочастотная сварка оборудование для закалки металла Продажа
Способы доставки
Общее примерное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (Время обработки)
- Отправляем заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам.Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки вашего товара (ов) к отправке с нашего склада. Это включает в себя подготовку ваших товаров, выполнение проверки качества и упаковку для отправки.
Время доставки: Время, в течение которого ваш товар (-ы) дойдет с нашего склада до места назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны / региона:
Отправить по адресу: Корабль изЭтот склад не может быть доставлен к вам.
| Способ (-ы) доставки | Время доставки | Информация для отслеживания |
|---|
Примечание:
(1) Вышеупомянутое время доставки относится к расчетному времени в рабочих днях, которое займет отгрузка после отправки заказа.
(2) Рабочие дни не включают субботу / воскресенье и праздничные дни.
(3) Эти оценки основаны на нормальных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате любых форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего прямого контроля.
(5) Ускоренная доставка не может быть использована для почтовых ящиков
Расчетные налоги: Может взиматься налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите, чтобы получить дополнительную информацию, если вы не знаете, как платить.* В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы проверить правильность ваших контактных данных.