Индукционный нагрев слитков в прокатном стане
- Ключевые характеристики
- Технология
- Загрузки
- Контакты
Возможность экономичного использования со всеми типами прокатных станов
Установка для индукционного нагрева плоских изделий ELO-FLAT отличается экономичностью благодаря модульному исполнению и может использоваться во всех прокатных станах. За счет целенаправленного использования функции нагрева в продольном и поперечном поле с оптимальной частотой и мощностью можно регулировать температуру по ширине и толщине полосы.
Индукционная установка регистрирует температуру материала на входе и при необходимости выравнивает температуру поверхности и температуру в толще продукта для ее оптимального распределения при прокатке. Этот процесс обеспечивает значительную экономию затрат и энергии вне зависимости от того, используется ли в качестве топлива газ или нефть, и снижает выбросы CO2.
Индукционная установка для нагрева, идеально подходящая для реализации ваших целей
При нагреве слитков в продольном поле заготовка в зависимости от процесса полностью закрывается катушкой или нагревается с помощью открытого индуктора. Возникающие при этом вихревые токи проходят параллельно поверхности слитка в пределах глубины проникновения тока. Функция нагрева в продольном поле используется как перед и за печью с роликовым подом, так и после черновой клети для полос и слитков для обеспечения широкого диапазона толщины полос.
Возникающие при этом вихревые токи проходят параллельно поверхности слитка в пределах глубины проникновения тока. Функция нагрева в продольном поле используется как перед и за печью с роликовым подом, так и после черновой клети для полос и слитков для обеспечения широкого диапазона толщины полос.
Благодаря особой конструкции эти индукторы продольного поля очень прочные, подходят для прокатных станов и могут быть интегрированы в технологический процесс. Для более легкого технического обслуживания индукторы можно также по отдельности снимать с прокатной линии.
Нагрев в поперечном поле используется, напротив, для тонких полос с целью создания определенного температурного профиля по ширине материала. Этот процесс и специальная конструкция катушки гарантируют отсутствие взаимного подавления индуцированного тока на верхней и нижней части тонкой полосы. В соответствии с принципом их работы, данные индукторы имеют открытое исполнение, чтобы их можно было снимать с линии прокатки.
Вам требуется индивидуальная консультация?
Мы с радостью вам поможем!
Контакты
Оптимальная регулировка температуры
В современных прокатных линиях существует потребность в интеллектуальной функции повышения или выравнивания температуры в различных положениях для оптимизации параметров процесса. Для этого используется индукционный нагрев, который создает дополнительные преимущества для конечного заказчика. За печью с роликовым подом индукционный нагрев может целенаправленно повышать температуру слитка и в процессе прокатки регулировать температуру на входе до оптимального уровня, позволяя выполнять специальные операции, например прокатку тонких полос.
Для этого используется индукционный нагрев, который создает дополнительные преимущества для конечного заказчика. За печью с роликовым подом индукционный нагрев может целенаправленно повышать температуру слитка и в процессе прокатки регулировать температуру на входе до оптимального уровня, позволяя выполнять специальные операции, например прокатку тонких полос.
Еще одним преимуществом индукционного нагрева за печью с роликовым подом является возможность снижения температуры печи. Использование сухих роликов для печи может существенно снизить потребление ископаемых видов топлива. Кроме того, снижение температуры в печи приводит к увеличению срока службы огнеупорного материала и транспортерных роликов. Также уменьшается образование окалины и увеличивается выход металла.
Индукционный нагрев на прокатных станах Vario
На прокатных станах Vario индукционный нагрев используется после первых прокатных клетей. Это инновационная технология производства микролегированных сталей качества API и выше.
Индукционный нагрев обеспечивает одинаковый уровень температуры между первыми прокатными клетями, что позволяет добиться более высокого относительного обжатия по толщине. За счет высокой температуры можно достичь более высокой степени деформации. Кроме того, полностью исчезает литая структура, а в результате рекристаллизации создается однородная структура — даже в слитках толщиной до 20 мм.
Преимущества индукционного промежуточного нагрева также проявляются в задней части компактных станов горячей прокатки. В процессе непрерывной прокатки очень тонких полос или кремнистых сталей компактные интегрированные индукционные блоки между чистовыми клетями компенсируют потерю температуры и обеспечивают нужный уровень температуры до конца чистового прокатного стана.
Индуктивный нагрев в станах холодной прокатки
При холодной прокатке тонких полос их геометрия, а также свойства материала должны находиться в пределах жестких допусков. Из-за точности регулировки индукционный нагрев при обработке тонких полос имеет особое значение. На стане холодной прокатки выполняется как полный нагрев с помощью бустерных компрессоров, так и частичный нагрев.
На стане холодной прокатки выполняется как полный нагрев с помощью бустерных компрессоров, так и частичный нагрев.
Частичный нагрев используется, в частности, для кромок полос. Еще одна область применения — это предварительный нагрев обрезных кромок перед использованием ножниц для продольной резки или кромкообрезных ножниц. Нагретые обрезные кромки демонстрируют лучшие свойства поверхностей реза и одновременно увеличивают срок службы ножей.
Брошюра. MetalLine
Загрузка
Статья на специализированную тему. Установки для гибридного нагрева в технологии термических процессов
Индукционный нагрев: использование индукторов при сварке
При выполнении ремонтных, монтажных и производственных работ, когда необходимо обеспечить максимальную точность и чистоту сварки, используются индукторы. Эти устройства необходимы для индукционного нагрева металлических заготовок.
Применение такого оборудования позволяет буквально за несколько секунд нагреть детали до нужной температуры, при которой металл становится мягким и легко поддается сварке. В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
Устройство индуктора
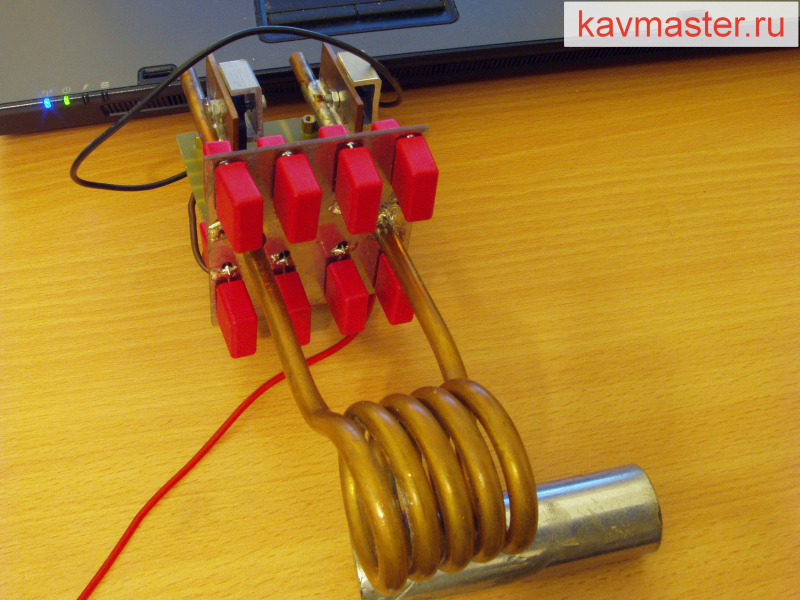
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Принцип работы индукторов
Устройства для индукционного нагрева металлов работают по простому принципу, базирующемуся на явлении электромагнитной индукции. Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Поскольку деталь, как правило, имеет крайне малое электрическое сопротивление, она быстро нагревается под воздействием вихревых токов. В итоге ее температура увеличивается до такой степени, что металл становится более мягким и начинает плавиться. Именно в этот момент выполняется сваривание концов обрабатываемых заготовок.
Основные разновидности индукторов
В современной промышленности получили широкое распространение три типа агрегатов для индукционного нагрева металлических деталей:
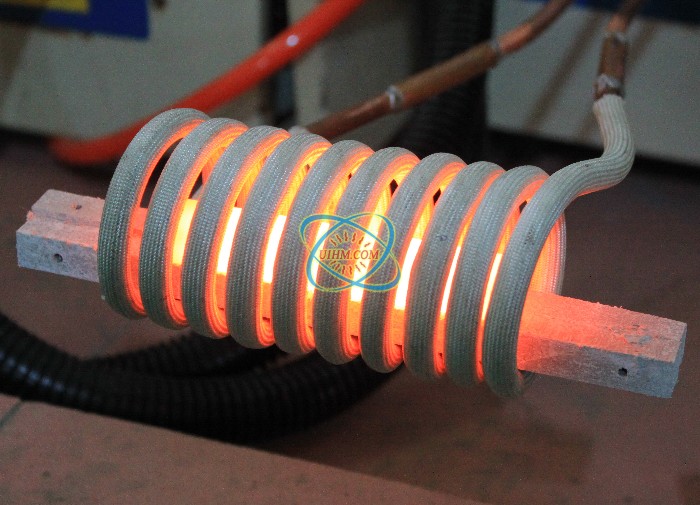
- трубчатые. Внешне такие устройства напоминают бытовые кипятильники. Индукторы состоят из 2, 3 или 4 витков медного проводника, поверхность которого обработана специальным защитным покрытием. Эти агрегаты применяются для индукционного нагрева небольших деталей.
 Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм;
Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм; - ленточные. Отличительной особенностью оборудования этого типа является увеличенный внутренний диаметр. Данный параметр может варьироваться в пределах от 28 до 250 мм. Большинство моделей ленточных индукторов состоит из 1 или 2 витков. Витки помещены в защитную ленточную оболочку;
- сборные. Оборудование данного вида применяется для индукционного нагрева больших металлических заготовок. Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Преимущества индукционного нагрева
Технология индукционного нагрева обладает рядом преимуществ.
- Индукционное оборудование позволяет быстро разогревать и плавить любые металлические детали. Термическая обработка заготовок при этом может проводиться в десятки раз быстрее, чем при применении газовых горелок.

- Нагрев можно проводить в различной среде. К примеру, индукционный агрегат вместе с заготовкой могут помещаться в атмосферу защитного газа, окислительную или восстановительную среду, жидкость и даже вакуум. Стандартные устройства газового разогрева не могут использоваться в подобных условиях.
- Процесс индукционного нагрева происходит исключительно за счет тепловой энергии, которая выделяется при прохождении вихревых токов через заготовку. Поэтому поверхность детали не загрязняется продуктами горения факела (как при газопламенном нагреве) или веществом электрода (как при дуговой сварке).
- Агрегаты индукционного нагрева можно использовать в любых условиях, даже в плохо проветриваемых и закрытых помещениях. Это обусловлено тем, что в процессе работы такое оборудование не загрязняет окружающий воздух продуктами сгорания.
- Индукторы можно использовать для местного и избирательного нагрева заготовок, при котором нужно повысить температуру не всей детали, а отдельных ее частей.
Недостатки технологии
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.

Как индукционный нагрев применяется в сварке
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Индуктивный нагрев и проточная химия – идеальная синергия новых передовых технологий
1. Киршнинг А., Купрач Л., Хартвиг Дж. Хим. Летт. 2012; 41: 562–570. doi: 10.1246/cl.2012.562. [CrossRef] [Google Scholar]
2. Wang W, Tuci G, Duong-Viet C, Liu Y, Rossin A, Luconi L, Nhut J-M, Nguyen-Dinh L, Pham-Huu C, Giambastiani G. ACS Catal. 2019;9(9):7921–7935. doi: 10.1021/acscatal.9b02471. [PubMed] [CrossRef] [Google Scholar]
3. Reddy LH, Arias JL, Nicolas J, Couvreur P. Chem Rev. 2012;112:5818–5878. doi: 10.1021/cr300068p. [PubMed] [CrossRef] [Академия Google]
4. Norris MD, Seidel K, Kirschning A. Adv Ther. 2019;2:1800092. doi: 10.1002/adtp.201800092. [CrossRef] [Google Scholar]
5. Chen G, Roy I, Yang C, Prasad PN. Chem Rev. 2016;116:2826–2885. doi: 10.1021/acs.chemrev.5b00148. [PubMed] [CrossRef] [Google Scholar]
6.
Wadajkar A S, Menon J U, Kadapure T, Tran R T, Yang J, Nguyen K T. Recent Pat Biomed Eng. 2013; 6: 47–57. doi: 10. 2174/1874764711306010007. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
2174/1874764711306010007. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
7. Lee N, Yoo D, Ling D, Cho MH, Hyeon T, Cheon J. Chem Rev. 2015;115:10637–10689. doi: 10.1021/acs.chemrev.5b00112. [PubMed] [CrossRef] [Google Scholar]
8. Kappe CO. Angew Chem, Int Ed. 2004;43:6250–6284. doi: 10.1002/anie.200400655. [PubMed] [CrossRef] [Google Scholar]
9. Лидстрем П., Тирни Дж., Уоти Б., Вестман Дж. Тетраэдр. 2001; 57: 9225–9283. doi: 10.1016/s0040-4020(01)00906-1. [CrossRef] [Google Scholar]
10. Бенковский Г. Induktionserwärmung. Хартен, Глюхен, Шмельцен, Лётен, Швайссен; Grundlagen und praktische Anleitungen für Induktionserwärmungsverfahren, insbesondere auf dem Gebiet der Hochfrequenzerwärmung. 5-е изд. Берлин, Германия: Verlag Technik; п. 12. [Google Академия]
11. Liedtke D. Wärmebehandlung von Eisenwerkstoffen I. Renningen, Германия: Expert Verlag; 2014. [Google Scholar]
12.
Томпсон К., Джанчандани Ю. Б., Буске Дж., Купер Р. Ф. J Microelectromech Syst. 2002; 11: 285–292. doi: 10.1109/jmems.2002.800929. [CrossRef] [Google Scholar]
Ф. J Microelectromech Syst. 2002; 11: 285–292. doi: 10.1109/jmems.2002.800929. [CrossRef] [Google Scholar]
13. Ламмель С., Дилгер К. Адхаес-Клебен Дихтен. 2000;44:11. [Google Scholar]
14. Влах С., Вахингер Г., Меер Т., Ламмель С., изобретатели. Verfahren zum Verbinden eines ersten Materials mit einem zweiten Material im Flugzeugbau. WO2009/047010. Патент WO. 2009 г., 16 апреля;
15. Петерсон Т.Р., Уокер М.А., изобретатели. Многопроходный индукционный нагрев для сварки термопластов. США5486684. Патент США. 1996 г., 23 января;
16. Рута С., Чантрелл Р., Ховорка О. Научный представитель 2015; 5:9090. doi: 10.1038/srep09090. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
17. Hergt R, Dutz S, Müller R, Zeisberger M. J Phys: Condens Matter. 2006;18(38):S2919–S2934. doi: 10.1088/0953-8984/18/38/s26. [Перекрестная ссылка] [Академия Google]
18. Нил Л. Дж. Phys Radium. 1950; 11: 49–61. doi: 10.1051/jphysrad:0195000110204900. [CrossRef] [Google Scholar]
19. Dutz S, Hergt R. Int J Hyperthermia. 2013; 29: 790–800. doi: 10.3109/02656736.2013.822993. [PubMed] [CrossRef] [Google Scholar]
Dutz S, Hergt R. Int J Hyperthermia. 2013; 29: 790–800. doi: 10.3109/02656736.2013.822993. [PubMed] [CrossRef] [Google Scholar]
20. Kneller E F, Luborsky F E. J Appl Phys. 1963; 34: 656–658. дои: 10.1063/1.1729324. [CrossRef] [Google Scholar]
21. Appino C, de la Barrière O, Fiorillo F, LoBue M, Mazaleyrat F, Ragusa C. J Appl Phys. 2013;113(17):17А322. дои: 10.1063/1.4795744. [CrossRef] [Google Scholar]
22. Мозес А. Дж. Уайли Энциклопедия электротехники и электроники. Нью-Йорк, штат Нью-Йорк, США: John Wiley & Sons; 2016. Потери на вихревые токи в магнитомягких материалах; стр. 1–22. [CrossRef] [Google Scholar]
23. Turner RC, Fuierer PA, Newnham RE, Shrout TR. Appl Acoust. 1994; 41: 299–324. doi: 10.1016/0003-682x(94)
-4. [CrossRef] [Google Scholar]24. Холдинг Т.К., Ребров Е.В. Green Process Synth. 2012; 1:19–31. doi: 10.1515/greenps-2011-0502. [Перекрестная ссылка] [Академия Google]
25.
Гарсия-Агилар Х., Фернандес-Гарсия Х., Ребров Э. В., Лис М.Р., Гао П., Касорла-Аморос Д., Беренгер-Мурсия А. хим. коммун. 2017;53(30):4262–4265. doi: 10.1039/c7cc01138e. [PubMed] [CrossRef] [Google Scholar]
В., Лис М.Р., Гао П., Касорла-Аморос Д., Беренгер-Мурсия А. хим. коммун. 2017;53(30):4262–4265. doi: 10.1039/c7cc01138e. [PubMed] [CrossRef] [Google Scholar]
26. Fuentes M, Magraner J, De Las Pozas C, Roque-Malherbe R, Pariente JP, Corma A. Appl Catal. 1989; 47: 367–374. doi: 10.1016/s0166-9834(00)83242-x. [CrossRef] [Google Scholar]
27. Лавуа Ж-М. Front Chem (Лозанна, Швейцария) 2014; 2:81. doi: 10.3389/fchem.2014.00081. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
28. Абдулла Б., Абд Гани Н. А., Во Д-В Н. Дж. Cleaner Prod. 2017; 162:170–185. doi: 10.1016/j.jclepro.2017.05.176. [CrossRef] [Google Scholar]
29. Jang WJ, Shim JO, Kim HM, Yoo SY, Roh HS. Катал сегодня. 2019; 324:15–26. doi: 10.1016/j.cattod.2018.07.032. [CrossRef] [Google Scholar]
30. Юлианелли А., Лигуори С., Уилкокс Дж., Базиле А. Катал Ред.: науч. инж. 2016; 58:1–35. doi: 10.1080/01614940.2015.1099882. [CrossRef] [Google Scholar]
31.
Абиев Р.С., Сладковский Д. А., Семикин К.В., Мурзин Д.Ю., Ребров Е.В. Катализаторы. 2020;10:1358. дои: 10.3390/катал10111358. [CrossRef] [Google Scholar]
А., Семикин К.В., Мурзин Д.Ю., Ребров Е.В. Катализаторы. 2020;10:1358. дои: 10.3390/катал10111358. [CrossRef] [Google Scholar]
32. Лозинский М. Г. Промышленное применение индукционного нагрева. Нью-Йорк, штат Нью-Йорк, США: Pergamon Press; 1969. с. 690. [Google Scholar]
33. Мортенсен П. М., Энгбек Дж. С., Вендельбо С. Б., Хансен М. Ф., Остберг М. Ind Eng Chem Res. 2017;56(47):14006–14013. doi: 10.1021/acs.iecr.7b02331. [CrossRef] [Google Scholar]
34. Vinum MG, Almind MR, Engbæk JS, Vendelbo SB, Hansen MF, Frandsen C, Bendix J, Mortensen PM. Angew Chem, Int Ed. 2018;57:10569–10573. doi: 10.1002/anie.201804832. [PubMed] [CrossRef] [Google Scholar]
35. Сотенко М., Фернандес Дж., Ху Г., Деревщиков В., Лысиков А., Пархомчук Е., Семейкина В., Окунев А., Ребров Е. В. Хим. инж. 2017; 122: 487–492. doi: 10.1016/j.cep.2017.05.009. [CrossRef] [Google Scholar]
36.
Меффре А., Мехдауи Б., Коннорд В., Кэрри Дж., Фаццини П.Ф., Лашез С., Респауд М., Шодре Б. Нано Летт. 2015;15:3241–3248. doi: 10.1021/acs.nanolett.5b00446. [PubMed] [CrossRef] [Академия Google]
2015;15:3241–3248. doi: 10.1021/acs.nanolett.5b00446. [PubMed] [CrossRef] [Академия Google]
37. Gahleitner G. Int J Hydrogen Energy. 2013;38:2039–2061. doi: 10.1016/j.ijhydene.2012.12.010. [CrossRef] [Google Scholar]
38. Гётц М., Лефевр Дж., Мёрс Ф., Макдэниел Кох А., Граф Ф., Баджор С., Реймерт Р., Колб Т. Возобновляемая энергия. 2016; 85: 1371–1390. doi: 10.1016/j.renene.2015.07.066. [CrossRef] [Google Scholar]
39. Bordet A, Lacroix LM, Fazzini PF, Carrey J, Soulantica K, Chaudret B. Angew Chem, Int Ed. 2016;55:15894–15898. doi: 10.1002/anie.201609477. [PubMed] [CrossRef] [Академия Google]
40. Wang W, Duong-Viet C, Xu Z, Ba H, Tuci G, Giambastiani G, Liu Y, Truong-Huu T, Nhut JM, Pham-Huu C. Catal Today. 2020; 357: 214–220. doi: 10.1016/j.cattod.2019.02.050. [CrossRef] [Google Scholar]
41. Курниати С., Сопарман С., Ювоно С. С., Хаким Л., Сиам С. Энерджис (Базель, Швейцария) 2019; 12:383. doi: 10.3390/en12030383. [CrossRef] [Google Scholar]
42. Ли М.К., Цай В.Т., Цай Ю.Л., Лин Ш.Х. J Anal Appl Пиролиз. 2010;88(2):110–116. doi: 10.1016/j.jaap.2010.03.003. [Перекрестная ссылка] [Академия Google]
Ли М.К., Цай В.Т., Цай Ю.Л., Лин Ш.Х. J Anal Appl Пиролиз. 2010;88(2):110–116. doi: 10.1016/j.jaap.2010.03.003. [Перекрестная ссылка] [Академия Google]
43. Нитер С., Фор С., Борде А., Десер Дж., Шатене М., Кэрри Дж., Шодре Б., Руэ А. Nat Energy. 2018;3:476–483. doi: 10.1038/s41560-018-0132-1. [CrossRef] [Google Scholar]
44. Strauss C R. Chem Aust. 1990;57:186. [Google Scholar]
45. Cablewski T., Faux A.F., Strauss C.R. J Org Chem. 1994;59:3408–3412. doi: 10.1021/jo00091a033. [CrossRef] [Google Scholar]
46. Чен С-Т, Чиу С-Х, Ван К-Т. J Chem Soc, Chem Commun. 1990:807. дои: 10.1039/c39
0807. [CrossRef] [Google Scholar]
47. Yan C, Fraga-Dubreuil J, Garcia-Verdugo E, Hamley P A, Poliakoff M, Pearson I, Coote A S. Green Chem. 2008;10(1):98–103. doi: 10.1039/b710041h. [CrossRef] [Google Scholar]
48.
Гласнов Т. Н., Вугтс Д. Дж., Конингштейн М. М., Десаи Б., Фабиан В. М. Ф., Орру Р. В. А., Каппе К. О. QSAR Comb Sci. 2006;25(5-6):509–518. doi: 10. 1002/qsar.200540210. [CrossRef] [Google Scholar]
1002/qsar.200540210. [CrossRef] [Google Scholar]
49. Shore G, Yoo WJ, Li CJ, Organ M G. Chem – Eur J. 2010;16(1):126–133. doi: 10.1002/chem.200
6. [PubMed] [CrossRef] [Google Scholar]50. Ceylan S, Friese C, Lammel C, Mazac K, Kirschning A. Angew Chem, Int Ed. 2008; 47: 8950–8953. doi: 10.1002/anie.200801474. [PubMed] [CrossRef] [Google Scholar]
51. Олтманнс М., Киршнинг А. Синлетт. 2020; 31:1942–1946. doi: 10.1055/s-0040-1705945. [CrossRef] [Google Scholar]
52. Мингос Д.М.П., Багхерст Д.Р. Chem Soc Rev. 1991;20:1–47. doi: 10.1039/cs9912000001. [CrossRef] [Google Scholar]
53. Ceylan S, Coutable L, Wegner J, Kirschning A. Chem – Eur J. 2011;17:1884–1893. doi: 10.1002/chem.201002291. [PubMed] [CrossRef] [Google Scholar]
54. Купрач Л., Киршнинг А. Adv Synth Catal. 2013; 355:3375–3380. doi: 10.1002/adsc.201300614. [CrossRef] [Google Scholar]
55.
Saengchantara S T, Wallace TW J Chem Soc, Perkin Trans 1. 1986: 789–794. doi: 10.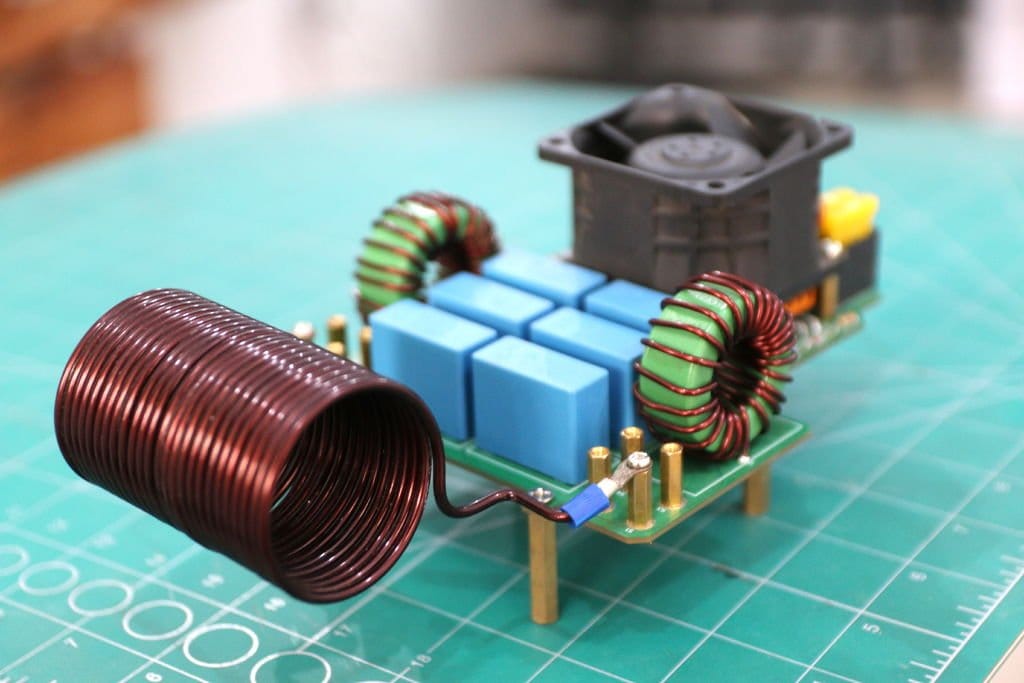 1039/p19860000789. [CrossRef] [Google Scholar]
1039/p19860000789. [CrossRef] [Google Scholar]
56. Galliford CV, Scheidt K A. Angew Chem, Int Ed. 2007; 46: 8748–8758. doi: 10.1002/anie.200701342. [PubMed] [CrossRef] [Академия Google]
57. Дондони А., Масси А. Acc Chem Res. 2006; 39: 451–463. doi: 10.1021/ar068023r. [PubMed] [CrossRef] [Google Scholar]
58. Каппе К. О. Тетраэдр. 1993; 49: 6937–6963. doi: 10.1016/s0040-4020(01)87971-0. [CrossRef] [Google Scholar]
59. Mukherjee S, Yang JW, Hoffmann S, List B. Chem Rev. 2007;107:5471–5569. doi: 10.1021/cr0684016. [PubMed] [CrossRef] [Google Scholar]
60. Odedra A, Seeberger PH. Angew Chem. 2009;121(15):2737–2740. doi: 10.1002/ange.200804407. [Перекрестная ссылка] [Академия Google]
61. Альза Э., Родригес-Эскрич С., Саялеро С., Бастеро А., Перикас М. А. Chem – Eur J. 2009;15(39):10167–10172. doi: 10.1002/chem.200
0. [PubMed] [CrossRef] [Google Scholar] 62.
Phutdhawong W, Buddhasukh D, Pyne SG, Rujiwatra A, Pakawatchai C. Synth Commun. 2006;36(7):881–883. doi: 10.1080/00397910500466025. [CrossRef] [Google Scholar]
2006;36(7):881–883. doi: 10.1080/00397910500466025. [CrossRef] [Google Scholar]
63. Дженнер Г., Бен Салем Р., Эльянов Б., Гоникберг Э. М. J Chem Soc, Perkin Trans 2. 1989: 1671–1675. doi: 10.1039/p298671. [Перекрестная ссылка] [Академия Google]
64. Исраэл М., Петтит Л. Д. Дж. Хим. Соц., Далтон Транс. 1975: 414–417. doi: 10.1039/dt9750000414. [CrossRef] [Google Scholar]
65. Негиси Э-и., редактор. Справочник по химии палладия для органического синтеза. Нью-Йорк, штат Нью-Йорк, США: John Wiley & Sons; 2003. [CrossRef] [Google Scholar]
66. Дидерих Ф., Станг П.Дж., редакторы. Катализируемые металлом реакции кросс-сочетания. Вайнхайм, Германия: Wiley-VCH; 1998. [CrossRef] [Google Scholar]
67. Меннеке К., Киршнинг А. Синтез. 2008: 3267–3272. doi: 10.1055/s-2008-1067274. [Перекрестная ссылка] [Академия Google]
68. Никбин Н., Ладлоу М., Лей С. В. Разработчик организационного процесса. 2007; 11: 458–462. doi: 10.1021/op7000436. [CrossRef] [Google Scholar]
69. Фан Н.Т.С., Хан Дж., Стайринг П. Тетраэдр. 2005;61:12065–12073. doi: 10.1016/j.tet.2005.07.109. [CrossRef] [Google Scholar]
Фан Н.Т.С., Хан Дж., Стайринг П. Тетраэдр. 2005;61:12065–12073. doi: 10.1016/j.tet.2005.07.109. [CrossRef] [Google Scholar]
70. Лю С., Фукуяма Т., Сато М., Рю И. Разработчик организационного процесса. 2004;8(3):477–481. doi: 10.1021/op034200h. [CrossRef] [Google Scholar]
71. Odell L R, Lindh J, Gustafsson T, Larhed M. Eur J Org Chem. 2010: 2270–2274. doi: 10.1002/ejoc.201000063. [Перекрестная ссылка] [Академия Google]
72. Лю Ю., Ребров Е. В. Катализаторы. 2021;11(2):146. doi: 10.3390/catal11020146. [CrossRef] [Google Scholar]
73. Nagarajan S, Ran P, Shanmugavelan P, Sathishkumar M, Ponnuswamy A, Suk Nahm K, Gnana kumar G. New J Chem. 2012;36:1312–1319. doi: 10.1039/c2nj40119c. [CrossRef] [Google Scholar]
74. Окампо Р., Дольбье В. Р., младший Тетраэдр. 2004;60(42):9325–9374. doi: 10.1016/j.tet.2004.07.018. [CrossRef] [Google Scholar]
75. Фюрстнер А. Синтез. 1989 г.: 571–590. doi: 10.1055/s-1989-27326. [CrossRef] [Google Scholar]
76. Wegner J, Ceylan S, Friese C, Kirschning A. Eur J Org Chem. 2010: 4372–4375. doi: 10.1002/ejoc.201000628. [CrossRef] [Google Scholar]
Wegner J, Ceylan S, Friese C, Kirschning A. Eur J Org Chem. 2010: 4372–4375. doi: 10.1002/ejoc.201000628. [CrossRef] [Google Scholar]
77. Kupracz L, Hartwig J, Wegner J, Ceylan S, Kirschning A. Beilstein J Org Chem. 2011;7:1441–1448. doi: 10.3762/bjoc.7.168. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
78. Мозес Дж. Э., Мурхаус А. Д. Chem Soc Rev. 2007; 36: 1249–1262. doi: 10.1039/b613014n. [PubMed] [CrossRef] [Академия Google]
79. Вэнь Дж., Ву К., Ян Д., Тянь Дж., Хуан З., Филатов А.С., Лэй А., Линь Х-М. Интерфейсы приложений ACS. 2018;10:25930–25935. doi: 10.1021/acsami.8b06927. [PubMed] [CrossRef] [Google Scholar]
80. Ötvös S B, Fülöp F. Catal Sci Technol. 2015;5(11):4926–4941. doi: 10.1039/c5cy00523j. [CrossRef] [Google Scholar]
81. Bao J, Tranmer G K. Chem Commun. 2015;51:3037–3044. doi: 10.1039/c4cc09221j. [PubMed] [CrossRef] [Google Scholar]
82.
Чаудхури С. Р., Хартвиг Дж., Купрач Л., Коданек Т., Вегнер Дж., Киршнинг А. Adv Synth Catal. 2014; 356:3530–3538. doi: 10.1002/adsc.201400261. [Перекрестная ссылка] [Академия Google]
Adv Synth Catal. 2014; 356:3530–3538. doi: 10.1002/adsc.201400261. [Перекрестная ссылка] [Академия Google]
83. Киршнинг А., Джас Г. Иммобилизованные катализаторы. Том. 242. Берлин, Гейдельберг: Springer; 2004. Применение иммобилизованных катализаторов в процессах с непрерывным потоком; стр. 209–239. ((Темы современной химии)). [PubMed] [CrossRef] [Google Scholar]
84. Солоденко В., Вен Х., Леуэ С., Штульманн Ф., Суркуни-Аргируси Г., Яс Г., Шёнфельд Х., Кунц У., Киршнинг А. Eur J Org Chem. 2004;(17):3601–3610. doi: 10.1002/ejoc.200400194. [CrossRef] [Google Scholar]
85. Mennecke K, Cecilia R, Glasnov T N, Gruhl S, Vogt C, Feldhoff A, Vargas M A L, Kappe CO, Kunz U, Kirschning A. Adv Synth Catal. 2008; 350:717–730. doi: 10.1002/adsc.200700510. [Перекрестная ссылка] [Академия Google]
86. Barluenga J, Tomás-Gamasa M, Aznar F, Valdés C. Nat Chem. 2009; 1: 494–499. doi: 10.1038/nchem.328. [PubMed] [CrossRef] [Google Scholar]
87.
Kupracz L, Kirschning A. J Flow Chem. 2013; 3:11–16. doi: 10.1556/jfc-d-12-00021. [CrossRef] [Google Scholar]
J Flow Chem. 2013; 3:11–16. doi: 10.1556/jfc-d-12-00021. [CrossRef] [Google Scholar]
88. Hartwig J, Kirschning A. Chem – Eur J. 2016;22:3044–3052. doi: 10.1002/chem.201504409. [PubMed] [CrossRef] [Google Scholar]
89. Холл Дж. Б., Сандерс Дж. М., изобретатели. Парфюмерные композиции и парфюмерные изделия, содержащие один изомер октагидротетраметилацетонафтона. США3929677А. патент США. заявл. 1975 г., 30 декабря;
90. Степанюк А., Киршнинг А. Бейльштейн J Org Chem. 2019;15:2590–2602. doi: 10.3762/bjoc.15.252. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
91.
Степанюк, А. Магистерская диссертация; Ганноверский университет Лейбница, Ганновер, Германия, 2019.
92.
ван дер Линде, М.; магистерская диссертация; Ганноверский университет Лейбница, Ганновер, Германия, 2020
93. Seemann A., Panten J, Kirschning A. J Org Chem. 2021;86:13924–13933. doi: 10.1021/acs.joc.1c00663. [PubMed] [CrossRef] [Google Scholar]
Индуктивный нагрев | Ron-Son’s Torch Repairs & Sales Ltd.

Ron-Son’s Torch
Есть некоторые изобретения, которые мы никогда не видели, только слышали о них, но мы сразу же знаем, как они могут очень помочь нас. Я был молод, когда впервые услышал об этом новом изобретении под названием микроволновая печь.
Нам сказали, что он может приготовить сосиски для хот-догов за 45 секунд. Для маленького ребенка это звучало как что-то из «Звездного пути». И ваш разум начинает метаться, задаваясь вопросом, что еще вы можете сделать.
Но, несмотря на очевидную привлекательность, мы не были первыми владельцами микроволновки — слишком дорого.
Как ни странно, есть некоторое сходство с тем давним событием и индукционным нагревом. Если вы выполняете какую-либо сварку, требующую предварительного или последующего нагрева, и используете нагревательную горелку или керамическую плитку, вам может быть интересен индуктивный нагрев…
Что такое индуктивный нагрев?Слава богу прикладной науки…
Мы знаем, что всякий раз, когда течет электрический ток, создается магнитный круг. Если используется переменный ток, магнитное поле будет постоянно реверсивным. Затем поместите проводящий материал (например, металл) в магнитное поле. Магнитное поле посылает вихревые токи через металл. Металл будет сопротивляться вихревым токам.
Если используется переменный ток, магнитное поле будет постоянно реверсивным. Затем поместите проводящий материал (например, металл) в магнитное поле. Магнитное поле посылает вихревые токи через металл. Металл будет сопротивляться вихревым токам.
Здесь вы начнете свои прикладные науки. Мы можем ускорить процесс нагрева, увеличив частоту переменного тока. Самое приятное то, что тепло происходит внутри металла: небольшая потеря тепла.
Лучшие характеристики индукционного нагрева заключаются в том, куда уходит тепло, а куда нет. Это как микроволновка: тепло не в микроволновке, а в сосисках. Индукционный нагрев помещает тепло в материал, а не в инструмент.
Почему индуктивный нагрев лучше других методов?Два наиболее распространенных способа нагрева металла: резистивный нагрев (керамическая плитка) или нагревательная горелка.
(резистивный нагрев, с керамикой)
нагревательная горелка
Для обоих методов инструмент должен быть сначала нагрет. Затем инструмент передает тепло на поверхность металла. Направление тепла снаружи, внутрь. Но поскольку вы начинаете с внешней стороны металла, часть тепла будет потеряна в атмосфере. Индуктивный нагрев работает наоборот: тепло находится внутри металла и движется к поверхности.
Затем инструмент передает тепло на поверхность металла. Направление тепла снаружи, внутрь. Но поскольку вы начинаете с внешней стороны металла, часть тепла будет потеряна в атмосфере. Индуктивный нагрев работает наоборот: тепло находится внутри металла и движется к поверхности.
Керамическая плитка и нагревательная горелка требуют безопасного обращения. Керамическая плитка требует времени, чтобы остыть. Если вы хотите переместить их до того, как они остынут, необходимо разработать какой-то план, чтобы справиться с жарой (например, термостойкие перчатки).
Нагревательная горелка сопряжена с большим риском: пламя, вырывающееся из конца, смешивание кислорода и горючих газов, шланги, лежащие у ног, газовые баллоны для навигации, нагрев атмосферы и т. д.
Нагрев металла факелом становится довольно сложным. Сначала кто-то должен держать факел. Затем ему нужно знать, когда материал имеет правильную температуру. Как только он уберет факел, должен быть готов план борьбы с потерей тепла. Нет утепления, чтобы сохранить тепло внутри. Это усложняется, если деталь нужно вращать.
Нет утепления, чтобы сохранить тепло внутри. Это усложняется, если деталь нужно вращать.
Индукционный нагрев позволяет нагревать до желаемой температуры, поддерживать температуру в течение желаемого периода времени и охлаждать ее в заданное время.
Принимая во внимание, что в индукционном нагреве используются кабели, которые охлаждаются воздухом или водой, что позволяет манипулировать ими в любое время в процессе.
Это можно сделать не только контролируемым образом, но и без чьего-либо контроля за его работой.
Где можно использовать индукционный нагрев? Для индукционного нагрева используются кабели. Кабели обвивают материал, который необходимо нагреть. Вы можете использовать пластик или веревку, чтобы удерживать кабели на месте — помните, что кабели не нагреваются; металл нагревается. Вероятно, наибольших усилий требует изучение того, как должны удерживаться кабели и насколько далеко они должны быть отведены, чтобы максимизировать тепло.