
сварка своими руками, печь для металла, переделка
Индукционный нагреватель из сварочного инвертора доступен каждому, ведь создать его можно своими рукамиКаждый человек заботится о комфорте и уюте в своем жилом помещении. Особенно это касается загородных домов, коттеджей, когда встает вопрос о правильном выборе системы отопления. Современный торговые представители предлагают большое количество оборудования, вы можете выбрать любой из котловых агрегатов. Но как поступить, если, ни один из печных типов вам не подходит, а от газовой магистрали вы находитесь очень далеко? Мы рекомендуем вам в этой ситуации, ознакомиться с одним из видов электрического оборудования.
Индукционная сварка: принцип работы
Нагреватель такого типа можно создать, имея определенные детали.
Чаще всего в его конструктивные узлы входят:
- Индуктор, который изготавливается из необходимого количества медной проволоки. Именно она будет обеспечивать своего рода магнитное поле.

- Элемент да нагрева. Чаще всего он изготавливается из медной трубы, которая находится внутри каждого индуктора.
- Генератора. Он будет преобразовывать энергию бытового типа в качественный ток.
Все эти компоненты взаимодействуют между собой и работают по принципу нагревателя индукционного типа.
Индукционный нагреватель состоит из генератора и индуктора
Индукционный нагреватель в свою очередь представляет 4 важных момента:
- Генератор, который будет вырабатывать ток, и передавать его на медную кадушку;
- Индуктор, принимающий ток, будет создавать электромагнитное поле;
- Элемент для нагрева будет разогреваться под воздействием потока, и создавать векторные перемены;
- Теплоноситель в процессе разогрева будет передавать свою энергию прямо в отопительную систему.
Такое действие индукционного агрегата дает ряд преимуществ.
Подбираем материалы на индукционный нагреватель своими руками из сварочного инвертора
Инверторный высоковольтный водонагреватель в последнее время пользуется популярностью, так как его можно попробовать сделать своими собственными руками. Для этого вам потребуется схема сборки и инструменты, и при этом совершенно не нужно сварки.
Для этого вам потребуется схема сборки и инструменты, и при этом совершенно не нужно сварки.
Инверторный высоковольтный водонагреватель на сегодняшний день пользуется большой популярностью
Вам потребуются:
- Инвертор, который находится в агрегате для сварки. Он сделает процесс монтажа более легким.
- Пластиковую трубу с толстыми стенками. Эта деталь станет своеобразным корпусом готового устройства.
- Нержавеющую проволоку. Она будет исполнять роль нагревательного элемента в электромагнитной части.
- Сетка из металла. Ее задача будет заключаться в удержании кусков проволоки внутри конструкции.
- Насос для регулярной циркуляции воды.
- Регулятор температуры.
- Краны шарового типа, чтобы создать подсоединение к отоплению;
- Кусачки для работы с проволокой.
- Регрувер и плазморез.
Все эти приборы необходимы. Каждый из них действует взаимосвязано с другим компонентом и при отсутствии одного из них предстоящая работа будет невыполнима.
Каждый из них действует взаимосвязано с другим компонентом и при отсутствии одного из них предстоящая работа будет невыполнима.
Как делается индукционная печь из сварочного инвертора своими руками: поэтапность работ
Переделка доступна каждому. Ее можно сделать самому и в результате получить отличную печь. После того как все нужные компоненты и инструменты для индукционного агрегата будут готовы, можно приступать к сборке. Все этапы должны быть выполнены в четкой последовательности.
Индукционную печь из сварочного инвертора несложно сделать самостоятельно
Они заключаются в следующем:
- Конец пластиковой трубы нужно прикрепить к металлической сетке, чтобы не допустить проваливания проволоки. Здесь же нужно прикрепить переходник для системы отопления.
- С помощью кусачек нужно нарезать нержавеющую проволоку. Длина каждого куска должна составлять от 1 до 6 см. Все нарезанные куски укладываются в трубу, их расположение должно быть плотным.

- Другая сторона трубы так же должна быть зафиксирована сеткой. Здесь тоже требуется прикрепить отопительный переходник.
- Индуктор изготавливается из медной намотки на трубе. Количество витков должно быть примерно 90. Концы медной обработки должны подключиться к сварочному аппарату.
- Теперь можно провести подключение к отоплению. Для этого подключите циркуляционный насос и терморегулятор для автоматического функционирования.
Сборка окончена. Попробуйте включить инвертор. В рабочем состоянии индуктор должен начать создавать вихревые потоки и ТВЧ. Эти потоки должны нагреть проволоку внутри трубы, которые в свою очередь нагреют носитель тепла.
Переделка сварочного инвертора в индукционный нагреватель: важные моменты
Так как нагреватели индукционного типа, созданные своими руками не способны на самостоятельный контроль над температурой воды, то в первую очередь они могут стать источником опасности. Именно по этой причине такой агрегат сразу нуждается в дополнительных доработках. Если быть точнее, то здесь необходимо добавить устройство над контролем за автоматикой. Сперва потребуется установить определенные приборы, так называемую группу безопасности. Сюда можно включить воздухоотводчики, предохранительные клапаны и манометр.
Если быть точнее, то здесь необходимо добавить устройство над контролем за автоматикой. Сперва потребуется установить определенные приборы, так называемую группу безопасности. Сюда можно включить воздухоотводчики, предохранительные клапаны и манометр.
Нагреватели индукционного типа, созданные своими руками, не способны автоматически контролировать температуру воды
Установка может выдавать оптимальную работу только в системе принудительной циркуляции носителя тепла. В случае самотечной схемы, элемент начнет быстро перегреваться и пластиковая труба разрушится.
Для того чтобы не было перегрева, нагреватель должен быть снабжен устройством аварийного отключения, управление которым будет осуществляться от термостата.
Индукционный нагреватель из сварочного инвертора (видео)
Подводя итоги по данной установке нужно отметить, что создание не сложное, однако в любом случае требует соблюдения многих факторов.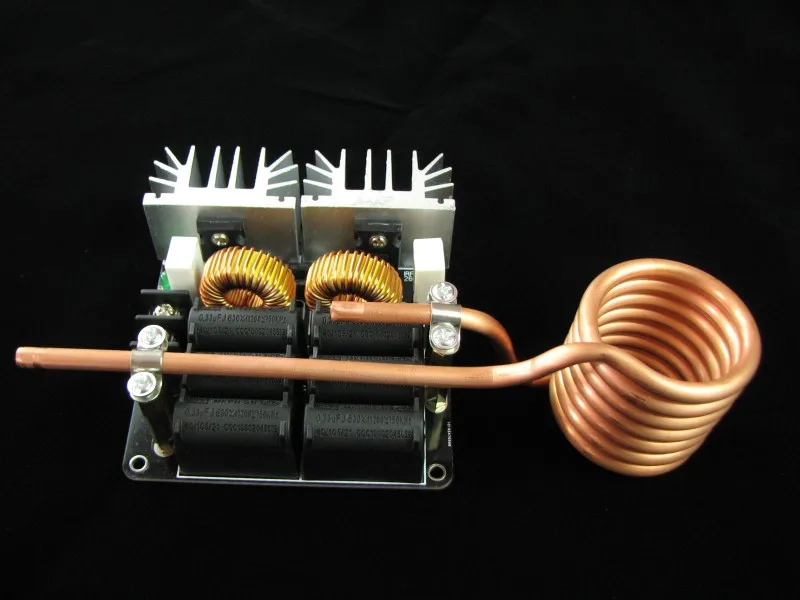 Самым большим минусом такой конструкции можно считать то, что он малоэффективна. Кроме того надежность установки находится по сей момент под большим вопросом. Так же следует учесть и то, что возможно создание аварийной ситуации, которая в свою очередь приведет к разрыву пластика и короткому замыканию из-за подачи воды. Поэтому заранее задумайтесь, сможете ли вы создать надежную и эффективную конструкцию.
Самым большим минусом такой конструкции можно считать то, что он малоэффективна. Кроме того надежность установки находится по сей момент под большим вопросом. Так же следует учесть и то, что возможно создание аварийной ситуации, которая в свою очередь приведет к разрыву пластика и короткому замыканию из-за подачи воды. Поэтому заранее задумайтесь, сможете ли вы создать надежную и эффективную конструкцию.
Добавить комментарий
Инвертор для индукционного нагрева: переделка из инвертоного аппарата своими руками,
Индукционный нагрев – это высокотехнологичный процесс обработки электропроводящих материалов, в основе которого лежит воздействие высокотемпературное воздействие переменным электромагнитным полем проводника. Инвертор для индукционного нагрева может быть полезен во многих сферах металлообрабатывающей промышленности.
Сварочные работы, пайка металла, кузнечное дело, закалка, печи ТВЧ, термообработка – далеко не весь список работ, использующих индукционный нагрев. Технология отличается высокой скоростью работы и отличным показателем КПД. В случае необходимости всю технологическую цепочку можно автоматизировать.
Технология отличается высокой скоростью работы и отличным показателем КПД. В случае необходимости всю технологическую цепочку можно автоматизировать.
Методы индукционного развития начали применяться в промышленности с начала ХХ века, однако толчком к развитию технологии послужила Вторая мировая война, которая вынудила ученых начать поиск дешевых и надежных способов обработки металла.
Принцип работы
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем. Конструкция простейшего индуктора включает в себя всего три элемента:
- генератор переменного тока,
- катушка-индуктор,
- нагревательный элемент.
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию.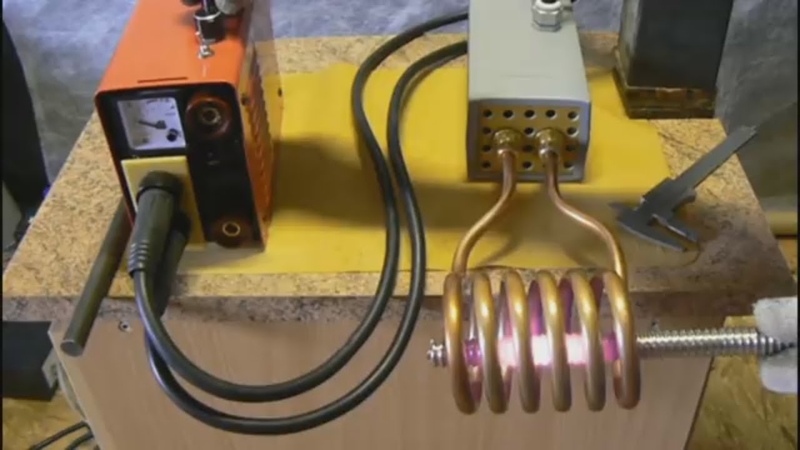 В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
Поскольку количественная мера теплового действия электрического тока рассчитывается по закону Джоуля-Ленца, эффект индуктивного нагрева получил название «Закон Джоуля».
Преимущества
Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:
- Производительность. Подготовку к запуску аппарата и нагрев детали можно выполнить за короткий промежуток времени. Данное обстоятельство повышает производительность выполняемых работ, по сравнению с прочими методами нагрева, которые требуют длительного времени на достижение рабочей температуры.

- Качество. Промышленное применение характеризуется минимальным количеством брака. Эффект достигается благодаря направленному действию тепловой энергии. Для повышения качества готового изделия применяют специальные вакуумные камеры, которые исключают агрессивное воздействие атмосферного воздуха.
- Энергетическая эффективность. Высокая скорость работы позволяет экономить электроэнергию – нагрев поверхности происходит практически мгновенно, что отражается на себестоимости продукции.
- Автоматизация. Современное оборудование оснащают программно-вычислительными комплексами, которые позволяют добиться точных результатов работы.
- Экологичность. Технологический процесс не несет угрозы окружающей среде – отсутствуют токсичные выбросы в атмосферу либо другие вредные факторы.
Сборка и монтаж системы
В первую очередь следует определиться с сферой использования будущего устройства.
Печь для металла
Среди прочих положительных качеств метода следует отметить высокий уровень пожарной безопасности, а также простоту конструкции – сборку индукционного нагревателя своими руками из сварочного инвертора может выполнить специалист средней квалификации, разумеется, при условии наличия рабочей схемы.
Конструкция индукционной печи не отличается особой сложностью. Для сборки устройства понадобятся:
- аккумулятор на 12 В,
- обмоточный медный провод,
- конденсаторы пленочного типа,
- диоды,
- полевые транзисторы,
- радиаторы,
- кольца блока питания ПК.
Данный список указывает, что изготовление устройства не потребует значительных финансовых растрат. Алгоритм сборки выглядит следующим образом:
- Установка транзисторов на радиаторы охлаждения.
 В процессе эксплуатации устройство подвергается температурному воздействию, а потому следует использовать радиаторы большого размера.
В процессе эксплуатации устройство подвергается температурному воздействию, а потому следует использовать радиаторы большого размера. - Изготовление дросселей. Для этого понадобится медная проволока и кольца от блока питания ПК. Следите за межвитковым расстоянием – оно должно быть одинаковым.
Важно. Кольца можно заменить любым изделием, в состав которого входит ферромагнитное железо.
- Сборка конденсаторной батареи. Общая емкость батареи, при последовательном соединении, должна составлять 4,7 мкФ.
- Изготовление обмотки. Оптимальная толщина медной проволоки – 2 мм. Необходимо создать 8 витков таким образом, чтобы внутреннее пространство могло вместить в себя обрабатываемые элементы. Не забудьте про концы для подключения к источнику питания.
- Подключаем аккумулятор.
Регулировку тока проводят на этапе сборки печи – путем изменения количества витков. Для серьезных работ потребуется источник питания большой мощности.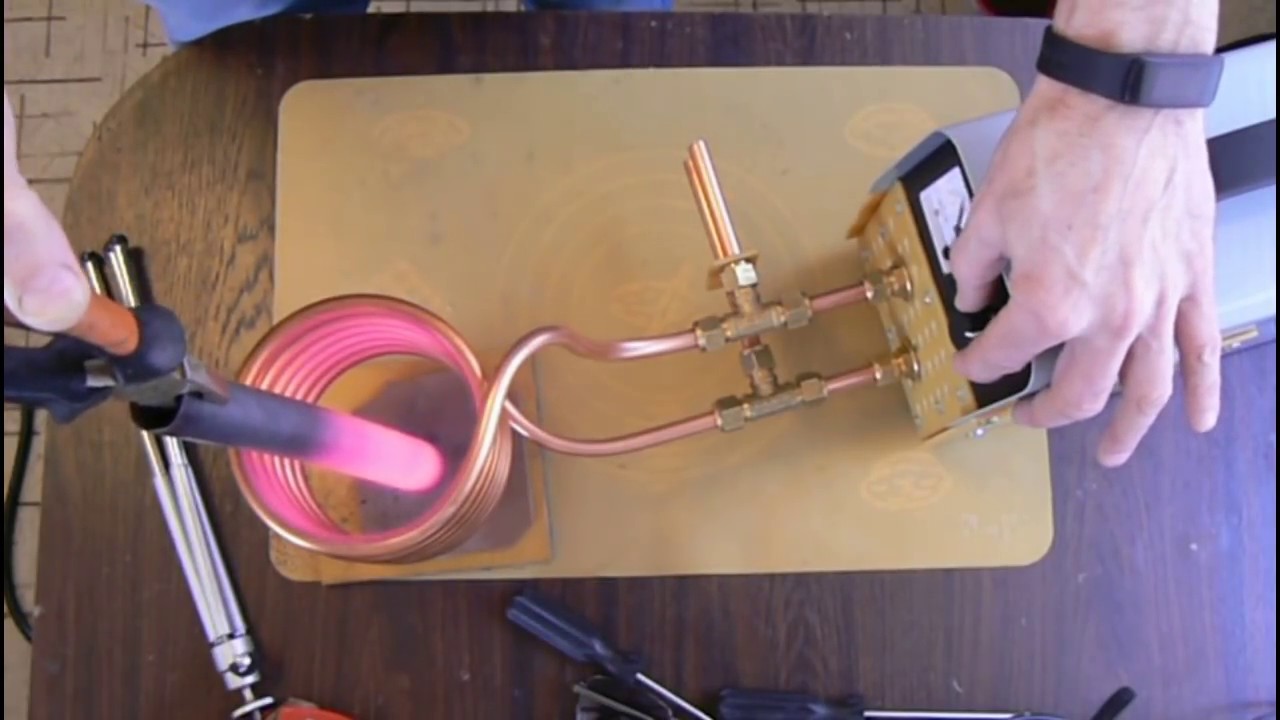 Не забывайте про систему вентиляции и отвода тепла, поскольку в процессе эксплуатации печь разогревается достаточно сильно. Точное следование инструкции защитит от возможных переделок или доработок устройства
Не забывайте про систему вентиляции и отвода тепла, поскольку в процессе эксплуатации печь разогревается достаточно сильно. Точное следование инструкции защитит от возможных переделок или доработок устройства
Нагреватель для воды
Установка такого оборудования в частном доме поможет решить проблему с обогревом помещения или обеспечением горячей водой. Не смотря на высокий расход электроэнергии, подобные аппараты пользуются популярностью, ввиду своей простоты и отсутствием хлопот с согласованием проекта.
Для сборки эффективного нагревателя необходимо приготовить следующие материалы:
- сварочный инвертор,
- керамзит или другой теплоизоляционный материал,
- медная проволока,
- стальная проволока,
- толстостенная пластиковая труба,
- трубки разного диаметра.
В основе действия устройства положен принцип индукционного нагрева теплоносителя.
Последовательность сборки котла следующая:
- Изготовления котла.
 Для этого подбирают две трубки с разным диаметром, которые вставляются друг в друга, с зазором 20-25 мм. Размер трубок подбирается индивидуально, в зависимости от требуемой мощности нагревателя. Увеличение длины ведет к повышению мощности. Затем вырезаются два кольца, с соблюдением величины зазора между трубами. Полученный резервуар имеет тороидальную форму
Для этого подбирают две трубки с разным диаметром, которые вставляются друг в друга, с зазором 20-25 мм. Размер трубок подбирается индивидуально, в зависимости от требуемой мощности нагревателя. Увеличение длины ведет к повышению мощности. Затем вырезаются два кольца, с соблюдением величины зазора между трубами. Полученный резервуар имеет тороидальную форму - Привариваем концы колец. Обращайте внимание на герметичность соединения.
- Делаем подключение к системе отопления. В наружную стенку вваривают входную и выходную трубы. Обратите внимание, что вход должен располагаться сверху, а выход снизу. Трубы должны идти по касательной к корпусу. Их диаметр должен соответствовать используемой системе отопления.
- Изготавливаем обмотку. Она должна повторять форму котла. Необходимо сделать 35-40 витков, с соблюдением равного межвиткового расстояния. Такое количество обеспечит достаточную производительность.
- Делаем защитный корпус. Он должен быть выполнен из диэлектрического материала, например, пластика.
 Диаметр защитного корпуса должен обеспечивать боковой вывод патрубков. Пространство между котлом и защитным корпусом необходимо заполнить теплоизоляционным материалом, во избежание потерь тепла.
Диаметр защитного корпуса должен обеспечивать боковой вывод патрубков. Пространство между котлом и защитным корпусом необходимо заполнить теплоизоляционным материалом, во избежание потерь тепла. - Подключаем инверторный аппарат и теплоноситель. Котел готов к эксплуатации.
Данная конструкция отличается автономностью. Она способная проработать 20-25 лет без постороннего вмешательства. Отсутствие подшипников и прочих подвижных элементов обеспечивают надежность устройства.
Несколько слов о безопасности
Индукционный нагреватель из сварочного инвертора, как и любое другое самодельное устройство, может представлять опасность для окружающих. Для обеспечения защиты необходимо соблюдать некоторые правила:
- Тщательная изоляция. Все токопроводящие элементы и соединения должны быть заизолированы, во избежание поражения током.
- Выбор системы отопления. Индукционный нагреватель запрещено использовать в отопительных системах с естественной циркуляцией воды.
 Применение допустимо только при наличии водяного насоса.
Применение допустимо только при наличии водяного насоса. - Грамотное расположение. Рекомендуемое расстояние до деталей интерьера и стен – не менее 40 см, а до пола или потолка – не менее 80 см.
- Приборы безопасности. Регулировочный клапан и манометр защитят систему от перепадов давления. Также следует предусмотреть механизм стравливания воздуха из системы.
Заключение
Котлы и нагреватели индукционного типа отличаются высоким КПД, поскольку вся используемая электроэнергия преобразуется в тепло. Перед самостоятельным изготовлением какого-либо устройства настоятельно рекомендуем внимательно изучить схему и проанализировать условия работ. Это позволит избежать ошибок на стадии подготовки.
Электромонтер 6-го разряда Пантелеев Сергей Борисович, опыт работы – 17 лет: «Для обогрева своего дома я выбрал совсем простую схему индукционного обогрева. Сначала выбрал участок трубы и зачистил его. Сделал изоляцию из электротехнической ткани и индукционную катушку из медной проволоки. После изоляции системы подключил инвертор. Единственный недостаток этой схемы – электромагнитное поле, которое неблагоприятно действует на организм. Поэтому аппарат пришлось ставить в котельной, где люди появляются редко».
После изоляции системы подключил инвертор. Единственный недостаток этой схемы – электромагнитное поле, которое неблагоприятно действует на организм. Поэтому аппарат пришлось ставить в котельной, где люди появляются редко».
Вихревой индукционный нагреватель своими руками: делаем самодельный агрегат
Электрические нагревательные приборы исключительно удобны в эксплуатации. Они гораздо безопаснее, чем любое газовое оборудование, не производят копоти и сажи, в отличие от агрегатов, работающих на жидком или твердом топливе, наконец, для них не нужно заготавливать дрова и т. п. Главный недостаток электрических нагревателей — высокая стоимость электроэнергии. В поисках экономии некоторые умельцы решили изготовить индукционный нагреватель своими руками. Они получили отличное оборудование, для работы которого требуется гораздо меньше расходов.
Принцип работы индукционного нагрева
В работе индукционного нагревателя используется энергия электромагнитного поля, которую нагреваемый объект поглощает и преобразует в тепловую. Для генерирования магнитного поля используется индуктор, т. е. многовитковая цилиндрическая катушка. Проходя через этот индуктор, переменный электрический ток создает вокруг катушки переменное магнитное поле.
Для генерирования магнитного поля используется индуктор, т. е. многовитковая цилиндрическая катушка. Проходя через этот индуктор, переменный электрический ток создает вокруг катушки переменное магнитное поле.
Самодельный инверторный нагреватель позволяет производить нагрев быстро и до очень высоких температур. С помощью таких устройств можно не только нагревать воду, но даже плавить различные металлы
Если внутрь индуктора или близ него разместить нагреваемый объект, его будет пронизывать поток вектора магнитной индукции, который постоянно меняется во времени. При этом возникает электрическое поле, линии которого располагаются перпендикулярно направлению магнитного потока и движутся по замкнутому кругу. Благодаря этим вихревым потокам электрическая энергия трансформируется в тепловую и объект нагревается.
Таким образом, электрическая энергия индуктора передается объекту без использования контактов, как это происходит в печах сопротивления. В результате тепловая энергия расходуется более эффективно, а скорость нагрева заметно повышается. Широко применяется этот принцип в области обработки металла: его плавки, ковки, пайки наплавки и т. п. С не меньшим успехом вихревой индукционный нагреватель можно использовать для подогрева воды.
Широко применяется этот принцип в области обработки металла: его плавки, ковки, пайки наплавки и т. п. С не меньшим успехом вихревой индукционный нагреватель можно использовать для подогрева воды.
Индукционный генератор тепла в системе отопления
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки. Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет.
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Индукционный отопительный котел оснащают двумя патрубками. Нижний патрубок, по которому будет поступать холодный теплоноситель, необходимо устанавливать на вводном участке магистрали, а вверху устанавливают патрубок, передающий горячий теплоноситель к подающему участку трубопровода. Когда теплоноситель, находящийся в котле, нагревается, возникает гидростатический напор, и теплоноситель поступает в отопительную сеть.
Нижний патрубок, по которому будет поступать холодный теплоноситель, необходимо устанавливать на вводном участке магистрали, а вверху устанавливают патрубок, передающий горячий теплоноситель к подающему участку трубопровода. Когда теплоноситель, находящийся в котле, нагревается, возникает гидростатический напор, и теплоноситель поступает в отопительную сеть.
В работе индукционного нагревателя есть ряд преимуществ, о которых следует упомянуть:
- теплоноситель в системе постоянно циркулирует, что предотвращает вероятность ее перегрева;
- индукционная система вибрирует, в результате накипь и другие осадки не откладываются на стенках оборудования;
- отсутствие традиционных нагревательных элементов позволяет эксплуатировать котел с высокой интенсивностью, не опасаясь частых поломок;
- отсутствие разъемных соединений исключает протечки;
- работа индукционного котла не сопровождается шумом, поэтому его можно установить практически в любом подходящем помещении;
- при индукционном нагреве не выделяются какие-либо опасные продукты разложения топлива.

Безопасность, бесшумная работа, возможность использовать подходящий теплоноситель и долговечность оборудования привлекли немало домовладельцев. Некоторые из них задумываются о возможности изготовить самодельный индукционный нагреватель.
Как сделать индукционный нагреватель самому?
Самостоятельное изготовление такого нагревателя — не слишком сложная задача, с которой может справиться даже начинающий мастер. Для начала следует запастись:
- куском пластиковой трубы с толстыми стенками, которая станет корпусом нагревателя;
- стальной проволокой диаметром не более 7 мм;
- переходниками для присоединения корпуса нагревателя к отопительной системе дома;
- металлической сеткой, которая будет удерживать внутри корпуса кусочки стальной проволоки;
- медной проволокой для создания индукционной катушки;
- высокочастотным инвертором.
Для начала следует подготовить стальную проволоку. Для этого ее просто нарезают кусочками примерно 5 см длиной. Дно отрезка пластиковой трубы закрывают металлической сеткой, внутрь засыпают кусочки проволоки, сверху корпус также закрывают металлической сеткой. Корпус должен быть заполнен кусочками проволоки полностью. При этом приемлемой может быть проволока не только из «нержавейки», но также из других металлов.
Дно отрезка пластиковой трубы закрывают металлической сеткой, внутрь засыпают кусочки проволоки, сверху корпус также закрывают металлической сеткой. Корпус должен быть заполнен кусочками проволоки полностью. При этом приемлемой может быть проволока не только из «нержавейки», но также из других металлов.
Затем следует изготовить индукционную катушку. В качестве основы используется подготовленный пластиковый корпус, на который аккуратно наматывают 90 витков медной проволоки.
После того, как катушка готова, корпус с помощью переходников присоединяют к отопительной системе дома. После этого катушку подключают к сети через высокочастотный инвертор. Считается вполне целесообразным сделать индукционный нагреватель из сварочного инвертора, поскольку это самый простой и бюджетный вариант.
Чаще всего при изготовлении самодельных вихревых индукционных нагревателей используют недорогие модели сварочных инверторов, поскольку они удобны и полностью соответствуют требованиям
Необходимо отметить, что не стоит испытывать устройство, если в него не подается теплоноситель, иначе пластиковый корпус может очень быстро расплавиться.
Интересный вариант индукционного нагревателя, сделанного из варочной панели, представлен в видеоматериале:
Несколько полезных советов по безопасности
Чтобы повысить безопасность конструкции, советуется выполнить изоляцию открытых участков медной катушки.
Индукционный нагреватель рекомендован только для закрытых систем отопления, в которых осуществляется принудительная циркуляция теплоносителя с помощью насоса.
Следует размещать систему индукционного нагрева на расстоянии не менее 30 см от стен и мебели и не менее 80 см — от потолка или пола.
Чтобы сделать работу устройства более безопасной, рекомендуется оснастить его манометром, а также системой автоматического управления и приспособлениями для отвода попавшего в систему воздуха.
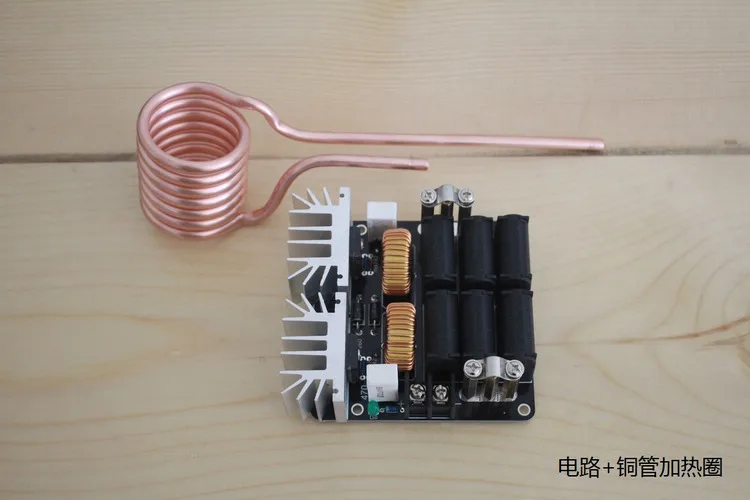
Индукционный нагреватель из сварочного инвертора своими руками
Можно ли самостоятельно сделать индукционный нагреватель своими руками из сварочного инвертора, причём никаких противозаконных действий вы не делаете, и контролирующие или надзорные органы не могут вам наказать за такой способ подключения к электросети. Многие считают, что рациональным решением создания отопительной системы в доме будет подключение газового котла. В принципе, все это верно, но как быть собственнику недвижимости, если нет прямого выхода на централизованную систему газоснабжения. В данном случае поможет один из распространённых вариантов, это монтаж индукционный нагреватель из сварочного инвертора.
Внешний вид индукционного нагревателя из сварочного инвертора
Конструктивные элементы индукционной системы
Состав основных компонентов изготовления нагревателя включает в себя такие компоненты, детали и узлы:
- Генераторные установки преобразования переменного типа тока. В качестве варианта, используют специальный вариант прибора, который преобразует стандартную частоту в 50 Гц в более высокие параметры бытовой электросети с высокими частотными характеристиками.
- Конструкция индуктора. Специальное устройство в виде цилиндрической катушки, в основе которой используется медная проволока, принцип работы которой зависит от имеющего электромагнитного поля.
Медная катушка для нагревателя
- Нагревательный компонент или узел, элемент. В качестве детали используют специальную металлическую трубу стандартного диаметра и размера или пруток, который вводится в магнитное поле.
В дальнейшем собирая индукционный нагреватель из сварочного инвертора своими руками, все взаимосвязанные компоненты взаимодействуют следующим образом:
- Генератор соответствующим естественным путём повышает частоту используемого тока и в трансграничном варианте модифицированного состояния транслирует получаемую энергию на основную катушку.
- Индуктор, по своим параметрам, осуществляет приём высоко частного имеющегося тока, далее происходит преобразование в электромагнитное поле соответствующего переменного вида. В этом случае происходит комплексное изменение направления вектора электромагнитных характеристик волновых значений, причём, обязательно с высокой частотой принципа воздействия.
В конечном итоге происходит передача нужного уровня электроэнергии, без видимых условных потерь. КПД показателей данных индуктивности хватает на обогрев необходимой площади здания.
«Обратите внимание!
Примечательно, что данный эффект пользуется повышенным спросом во многих отраслях промышленности и индукционный нагреватель из сварочного инвертора для кузнечного дела и в металлургии является обыденным явлением в сегодняшних экономических реалиях.»
В дальнейшем общий принцип распределения получаемой энергии может иметь тривиальный характер. Так, вы можете передать энергию для разогрева жидкости в теплоносителе, или использовать для иных целей, где необходимо использовать повышенные температурные режимы эксплуатации. Расход энергии осуществляется в трубчатом теплоносителе, где происходит естественная циркуляция. Примечательно, что если индукционный нагреватель из сварочного инвертора не греет, то его можно использовать в качестве охладителя того же варианта отопительной системы.
Расход энергии осуществляется в трубчатом теплоносителе, где происходит естественная циркуляция. Примечательно, что если индукционный нагреватель из сварочного инвертора не греет, то его можно использовать в качестве охладителя того же варианта отопительной системы.
Преимущественные характеристики индукционного нагревателя
Как видно, режим жёсткой экономии электроэнергии позволяет реализовать на практике интересные идеи как сделать индукционный нагреватель из сварочного инвертора, не прибегая к дорогостоящим вариантам. Основные технические и конструкционные достоинства системы:
Достоинства |
| Очень высокий КПД, который может достигать до 100 % |
| Нет необходимости прибегать к частому техническому уходу |
| Электромагнитное поле образует вибрационный режим воздействия, что предотвращает образованию накипи на стенках металлического корпуса. |
Полностью бесшумный принцип работы установки. |
| Высокие критерии уровня полной безопасности, как по противопожарным мерам, так и в электробезопасности. |
| Полностью герметичная конструкция, которая исключает появление неприятных моментов в виде протечек устройства. |
| Режим работы установки, полностью автоматизированный. |
Есть один существенный недостаток, для того, что собрать схему индукционного нагревателя из сварочного инвертора, потребуется вложиться в немаленькую сумму. Промышленные варианты стоят действительно дорого, но сэкономить вы можете только в том случае, если произведёте сборку конструкции согласно общим рекомендациям ведущих специалистов.
Электрическая схема индукционного нагревателя
Материалы, необходимые для самостоятельной сборки индукционного нагревателя
Теперь перейдём к самому главному, какие материалы необходимы для устройства индукционного нагревателя. В данном случае вам понадобятся:
- Инверторный комплекс, который мы используем в сварочном агрегате инверторного типа.

- Пластиковая основа корпуса, где будет собрана основная часть устройства с металлическими частями.
- Проволока стандартная из нержавейки, которая станет нагревательным элементом в действующем электромагнитном поле.
- Сетка металлическая с мелким ячеистым зерном, которая будет в процессе эксплуатации, удерживать внутри действующего прибора, куски из нержавеющей проволоки.
- Медный компонент проволоки, для удерживания индуктора.
- Для полдачи воды, подбираем эффективный циркуляционный насос общего принципа действия.
- Терморегулятор общего вида
- Переходные варианты кранов, или шаровые соединения, для подключения к основной системе отопления.
- Инструмент для обработки проволоки – кусачки.
Сборка и монтажные работы
После того, как вы подготовили необходимый минимум инструментов и оборудования для изготовления индукционного нагревателя, приступаем к непосредственному монтажу, который включает в себя следующие характеристики:
- В одном из доступном концах пластиковой трубы крепим металлическую сетку, которая предотвратить проваливание проволоки, в процессе режима нагрева.

- В этой же части торцевого соединения крепим переходник, который подсоединяется к отопительной системе общего принципа действия.
- При помощи слесарных стандартных кусачек нарезаем нержавеющую проволоку длиной от 1 до 6 см.
- Готовые части нарезанных кусков проволоки плотно и тщательно укладываем в трубу. Обратите внимание, не должно быть никакого свободного пространства внутри пластиковой трубы.
- На втором конце трубы также фиксируем сетку, и точно также устанавливаем второй переходник, который будет подключён к отопительному комплексу здания.
- Индуктор изготавливаем путём наматывания (накручивания обычным метолом) на металлическую трубу медной проволоки, причём общее количество витковых соединений на трубе должно быть в пределах 80-90 единиц.
- Используя общую схему подключения, подсоединяем медные обмотки к требуемым полюсам инвертора, встроенного в сварочное оборудование.
- Все компоненты электрической части индуктора и нагревателя тщательно изолируем специальными доступными средствами.

- Монтируем в отопительную систему циркуляционный насос, если такового варианта не было изначально.
- К инверторной части нагревателя подсоединяем терморегулятор, который будет служить принципом автоматизированного управления всей системы в целом.
Далее, мы осуществляем подключение инвертора, который будет на индукторе образовывать магнитное поле, провоцируемое появлением специальных вихревых потоков.
В данном случае потоки будут разгонять конструкцию индуктора до требуемого режима разогрева всей системы теплоносителя. Обязательно соблюдаем меры безопасности и аккуратно подсоединяем все задействованные узлы и компоненты для индукционного нагревателя общего и специального принципа действия.
Вихревой индукционный нагреватель ВИН | Полезное своими руками
Оказывается этот загадочный обогреватель ВИН устроен очень просто и его легко можно собрать прямо у себя дома. Рассмотрим вкратце принцип действия.
Рассмотрим вкратце принцип действия.
В основу работы таких нагревателей положен разогрев токопроводящих материалов токами Фуко, которые индуцируются высокочастотным магнитным полем. Полученная тепловая энергия забирается теплоносителем (вода, масло и т.п.) и используется, например, для обогрева помещения.
Как видите, ничего сложного. А теперь давайте посмотрим, как мне удалось реализовать все это на практике.
Чтобы не создавать ненужных сложностей, я решил использовать готовый высокочастотный сварочный инвертор с величиной сварочного тока 15А (у меня был образец с возможностью плавной регулировки тока). Можно взять, конечно, и помощнее. Все зависит от требуемой мощности обогревателя. Так как я всего лишь проводил эксперимент, то взял тот высокочастотный инвертор, который был в наличии.
В качестве материала, который будет нагреваться в высокочастотном поле, я решил использовать куски толстой стальной проволоки. Смог достать катанку диаметром 7 мм и покусал ее на отрезки примерно по 5 см.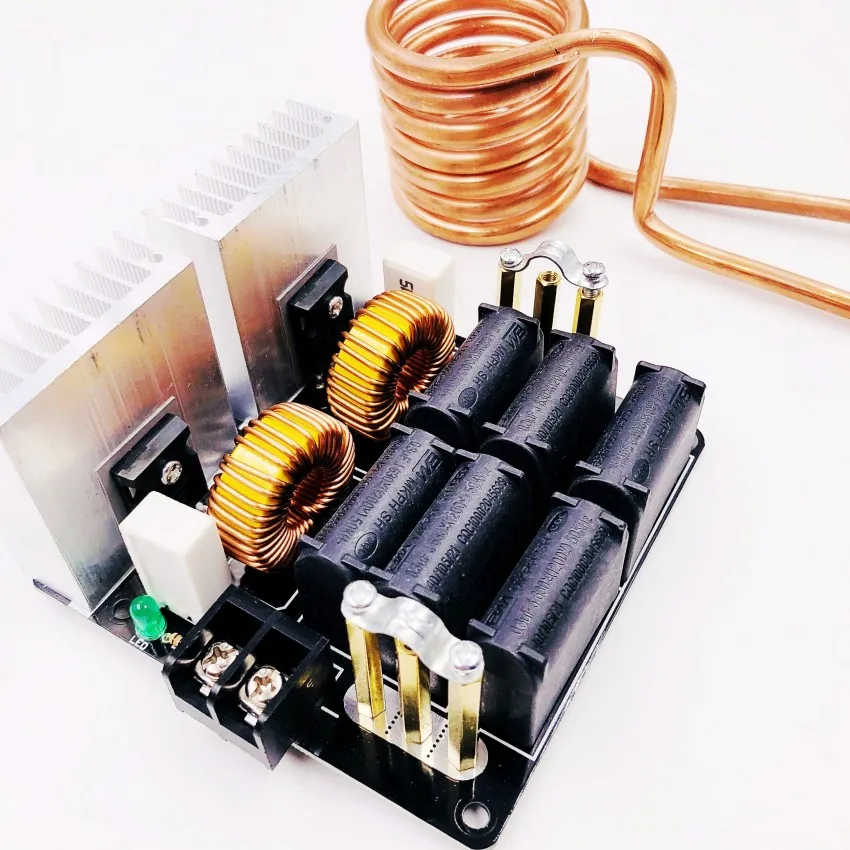 Если все делать на века и для себя, то можно раздобыть обрезки нержавейки, хотя если контур отопления будет всегда заполнен, то это необязательно. Даже обычное железо не будет ржаветь.
Если все делать на века и для себя, то можно раздобыть обрезки нержавейки, хотя если контур отопления будет всегда заполнен, то это необязательно. Даже обычное железо не будет ржаветь.
В качестве участка трубопровода, где вода будет разогреваться, я решил использовать толстую трубу из пластика. Внутренний диаметр надо выбрать чуть меньше, чем длина обрезков нашей проволоки. Крепим с одной стороны трубы переходник для соединения с остальной частью системы отопления, закладываем на дно металлическую сетку (чтобы куски катанки не проваливались дальше) и засыпаем внутрь нашу проволоку. Затем точно также закрываем свободный конец трубы вторым переходником. Насыпать надо столько проволочных обрезков, чтобы они там заняли все свободное пространство.
Теперь изготовим саму индукционную катушку: для этого просто обматываем середину нашей пластиковой трубы с обрезками катанки медным эмалированным проводом виток к витку (ПЭВ или подобным). Для моего инвертора достаточно будет 80-90 витков провода диаметром 1.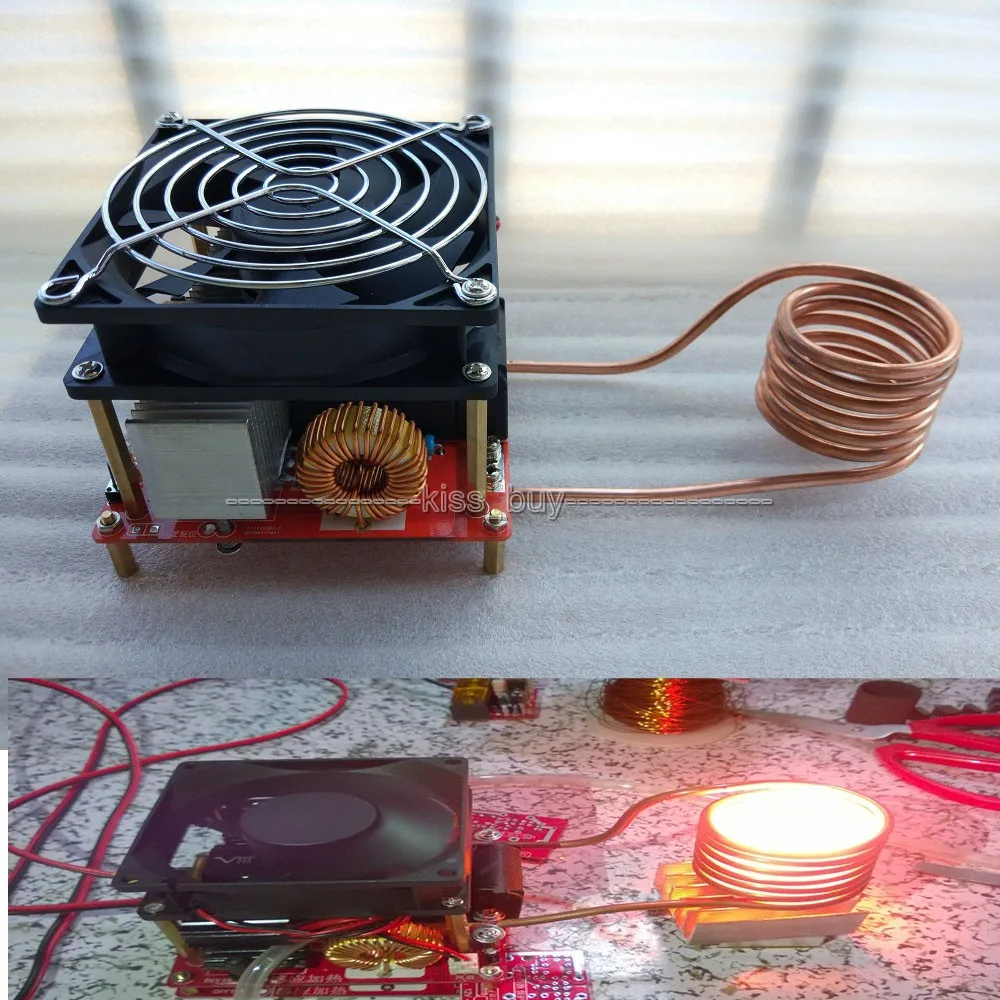 5 мм.
5 мм.
Вот в общем-то и все. Осталось только включить наш девайс в разрыв контура отопления, залить все это дело водой, подключить к обмотке сварочный инвертор и включить насос (для обеспечения принудительной циркуляции воды в системе). Разумеется, крайне не рекомендуется включать инвертор без воды, так как в этом случае наша пластиковая труба гарантированно расплавится от разогретых кусочков проволоки внутри.
Таким образом я за считанные часы из подручных материалов смог собрать действующий вихре-индукционный нагреватель. Он, кстати, весьма экономичен — если верить тому, что говорят, его КПД достигает аж 98-99%!
На этом можно не останавливаться и, в целях дополнительного повышения КПД, организовать охлаждение нашего инвертора тем же теплоносителем из контура отопления. Правда, это имеет смысл лишь в том случае, если сама схема инвертора расположена вне отапливаемого помещения.
Можно также организовать автоматическую регулировку температуры. Для этого необходимо лишь раздобыть терморегулятор и включить его в разрыв линии питание инвертора, а датчик терморегулятора разместить в контролируемой зоне.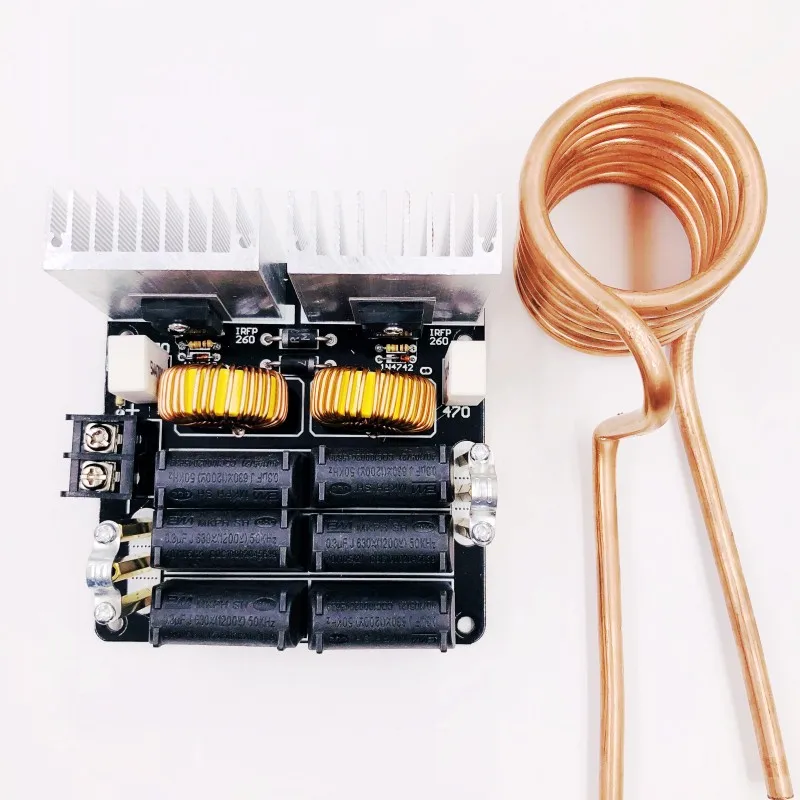
Делал все это давно, но пишу об этом только сейчас (по настоятельной просьбе одного товарища), поэтому никакого фотоотчета не будет. Скажу честно, что собрал я только сам нагреватель, никуда его не включал, ничего с помощью него не пытался отапливать. Да у меня и насоса-то не было. Я просто залил внутрь воды и включил устройство. Вода довольно быстро нагрелась до температуры кипения. Так что, как видите, описанная методика изготовления ВИН реально рабочая и в ней нет ничего сложного.
Как сделать индукционный нагреватель своими руками по схеме. Схема индукционного нагревателя
Не рекомендуется использовать установку людям с вживлёнными кардиостимуляторами!Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.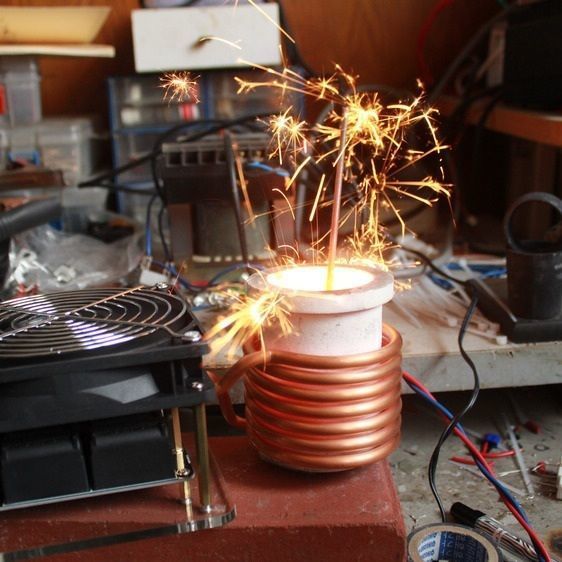
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.

Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока . Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор . Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- . Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу . Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
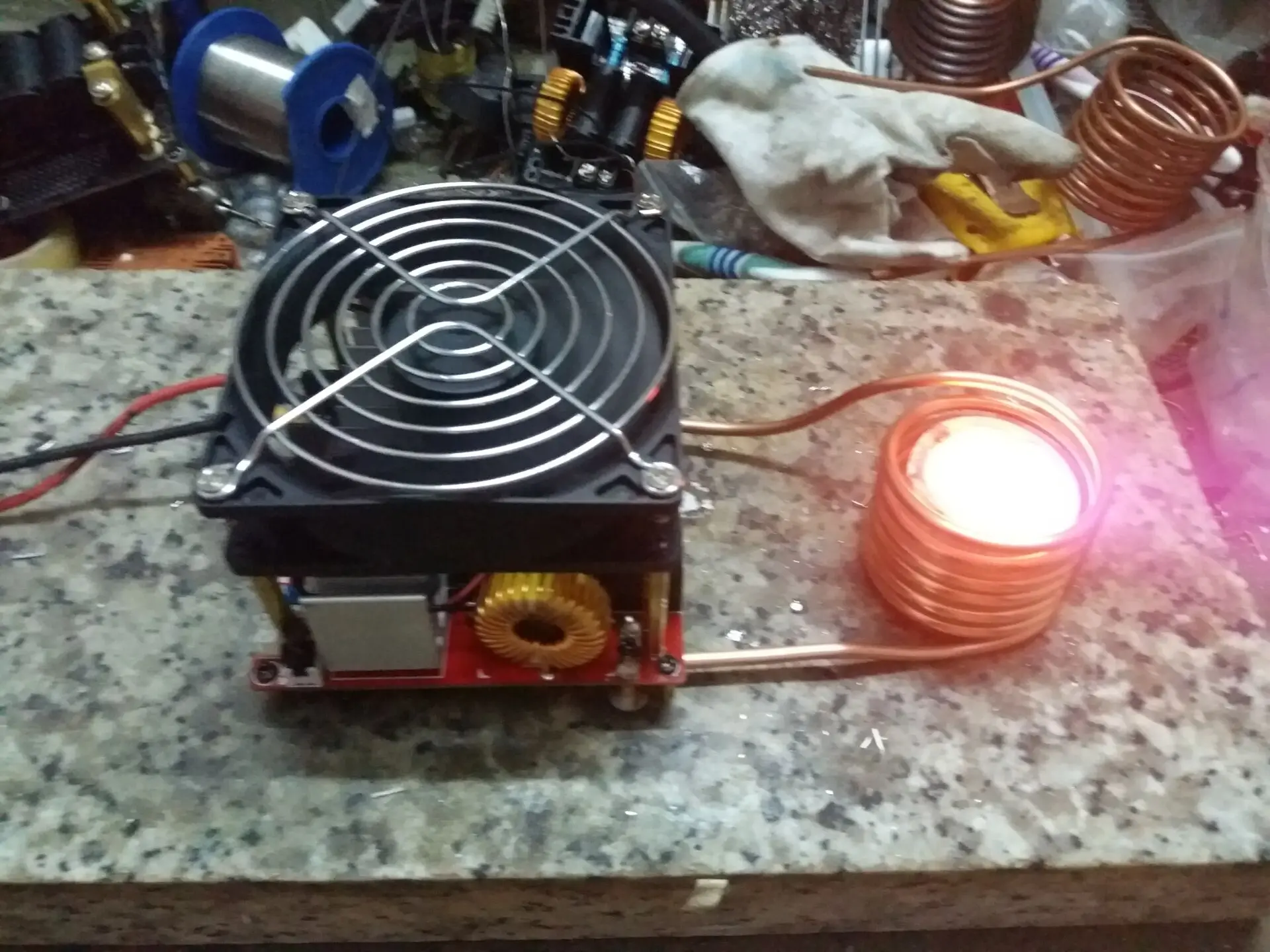
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео .
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат . Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Совет! Если предполагается, что индукционная печь будет работать длительное время на большой мощности, то к трубке рекомендуется подвести водяное охлаждение.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока . Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита , на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.
Совет! Вместо стальной проволоки допускается использовать металлическую губку из нержавейки. Но перед покупкой их проверяют магнитом: если мочалка притягивается магнитом, то ее можно использовать в качестве нагревателя.
Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки . Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.
На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски , на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.
Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции.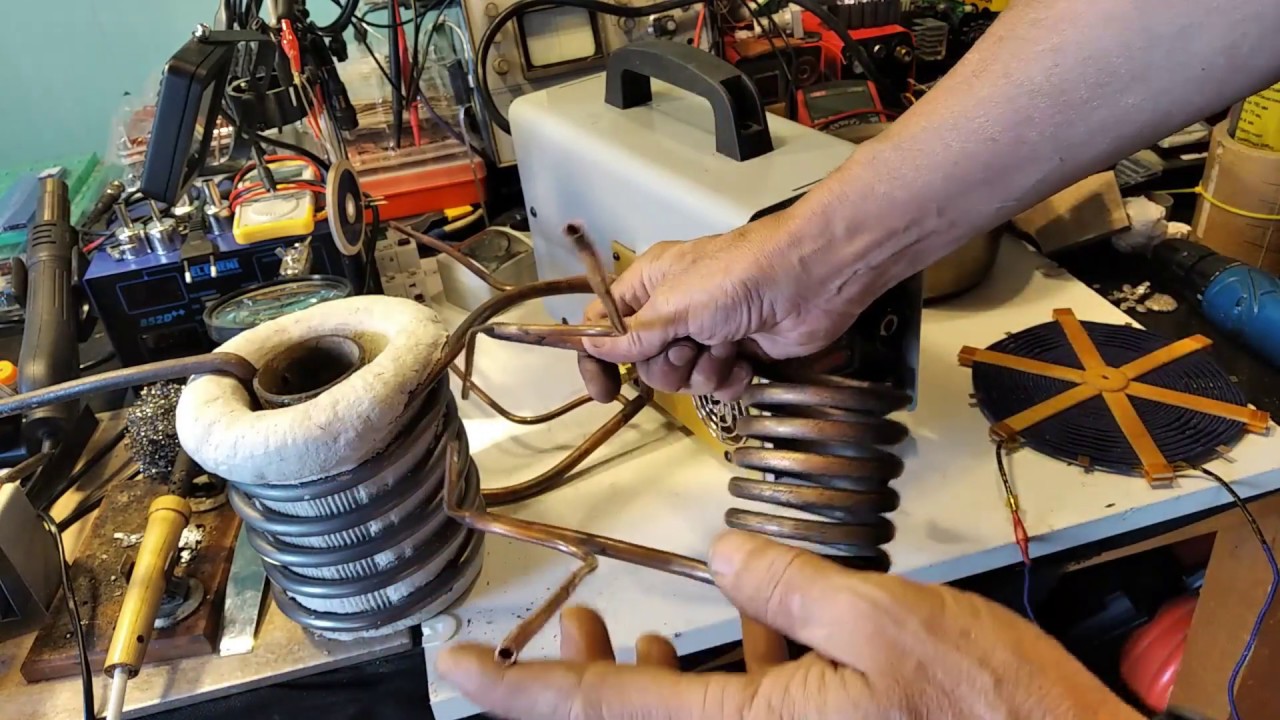 Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока . В данном случае – это видоизмененный инвертор.
- Элементы безопасности . В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны . Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос .
 Благодаря ему вода сможет двигаться по отопительной системе.
Благодаря ему вода сможет двигаться по отопительной системе. - Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления . Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.
Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля.
Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Принцип индукционного нагрева пришел в наш быт относительно недавно и сразу завоевал большую популярность. Причина – бесконечный поиск человеком недорогих и экономичных источников тепла для обогрева своего жилища. Многие даже решились попробовать сделать индукционный нагреватель своими руками с целью присоединить его к системе отопления частного дома. Попытаемся разобраться, что из этого получилось и оправдывают ли себя затраченные усилия и время.
Схема индукционного нагревателя
Благодаря открытию М. Фарадеем в 1831 году явления электромагнитной индукции в нашей современной жизни появилось множество устройств, нагревающих воду и другие среды. Мы каждый день пользуемся электрочайником с дисковым нагревателем, мультиваркой, индукционной варочной панелью, поскольку реализовать это открытие для быта удалось только в наше время. Ранее оно использовалось в металлургической и других отраслях металлообрабатывающей промышленности.
Заводской индукционный котел использует в своей работе принцип воздействия вихревых токов на металлический сердечник, помещенный внутрь катушки. Вихревые токи Фуко имеют поверхностную природу, поэтому есть смысл задействовать в качестве сердечника полую металлическую трубу, сквозь которую протекает нагреваемый теплоноситель.
Вихревые токи Фуко имеют поверхностную природу, поэтому есть смысл задействовать в качестве сердечника полую металлическую трубу, сквозь которую протекает нагреваемый теплоноситель.
Принцип действия индукционного нагревателя
Возникновение токов обусловлено подачей на обмотку переменного электрического напряжения, вызывающего появление переменного электромагнитного поля, меняющего потенциалы 50 раз в секунду при обычной промышленной частоте 50 Гц. При этом индукционная катушка выполнена таким образом, чтобы ее можно было подключить к сети переменного тока напрямую. В промышленности для такого нагрева используют токи высокой частоты – до 1 МГц, поэтому добиться работы устройства при частоте 50 Гц достаточно непросто.
Толщина медной проволоки и количество витков обмотки, которую используют индукционные нагреватели воды, рассчитано отдельно для каждого агрегата по специальной методике под требуемую тепловую мощность. Изделие должно работать эффективно, быстро нагревать протекающую по трубе воду и при этом не перегреваться.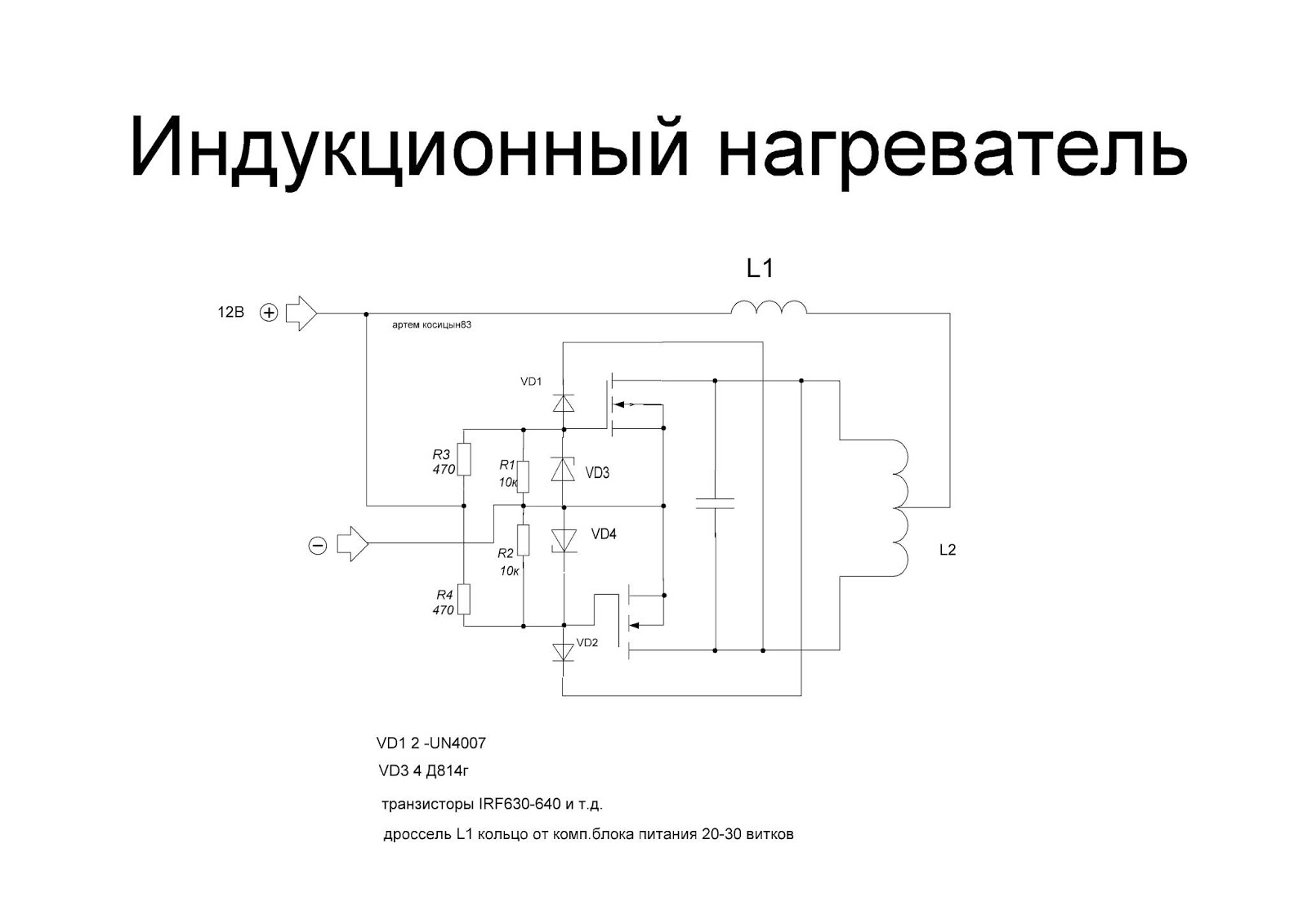 Предприятия вкладывают немалые средства в разработку и внедрение подобных продуктов, поэтому все задачи решены успешно, а показатель КПД нагревателя составляет 98%.
Предприятия вкладывают немалые средства в разработку и внедрение подобных продуктов, поэтому все задачи решены успешно, а показатель КПД нагревателя составляет 98%.
Помимо высокой эффективности особо привлекает скорость, с которой происходит нагрев протекающей через сердечник среды. На рисунке представлена схема работы индукционного нагревателя, сделанного в заводских условиях. Такая схема применена в агрегатах известной торговой марки «ВИН», выпускаемых Ижевским заводом.
Схема работы нагревателя
Долговечность работы теплогенератора зависит только от герметичности корпуса и целостности изоляции витков провода, а это получается достаточно большой период, производители декларируют – до 30 лет. За все эти достоинства, которыми в действительности обладают данные аппараты, надо выложить немалые деньги, индукционный нагреватель воды – самый дорогой из всех видов отопительных электроустановок. По этой причине некоторые умельцы взялись за изготовление самодельного прибора с целью задействовать его в отоплении дома.
Самодельные индукционные котлы
Самая простая схема устройства, которую собирают, состоит из отрезка пластиковой трубы, в полость которую закладываются различные металлические элементы с целью создать сердечник. Это может быть тонкая нержавеющая проволока, скатанная шариками, нарубленная мелкими кусочками проволока – катанка диаметром 6-8 мм или даже сверло диаметром, соответствующим внутреннему размеру трубы. Снаружи к ней приклеиваются палочки из стеклотекстолита, а на них наматывается провод толщиной 1.5-1.7 мм в стеклоизоляции. Длина провода – порядка 11 м. Технологию изготовления можно изучить, просмотрев видео:
Затем самодельный индукционный нагреватель испытали, заполнив его водой и подключив к индукционной варочной панели заводского изготовления ORION мощностью 2 кВт вместо штатного индуктора. Результаты испытаний показаны на следующем видео:
Другие мастера рекомендуют в качестве источника принять сварочный инвертор небольшой мощности, подключив клеммы вторичной обмотки к выводам катушки. Если внимательно изучить проделанную автором работу, то напрашиваются выводы:
Если внимательно изучить проделанную автором работу, то напрашиваются выводы:
- Автор хорошо потрудился и его изделие, несомненно, работает.
- Никаких расчетов по толщине провода, числу и диаметру витков катушки не производилось. Параметры обмотки были приняты по аналогии с варочной панелью, соответственно, индукционный водонагреватель получится мощностью не выше 2 кВт.
- В лучшем случае самодельный агрегат сможет нагревать воду для двух радиаторов отопления по 1 кВт каждый, этого хватит на обогрев одной комнаты. В худшем случае нагрев будет слабым или вообще пропадет, ведь испытания проводились без протока теплоносителя.
Более точные выводы сделать трудно из-за недостатка информации о дальнейших испытаниях прибора. Другой способ, как самостоятельно организовать индукционный нагрев воды для отопления, показан на следующем видео:
Сваренный из нескольких металлических труб радиатор выполняет роль внешнего сердечника для вихревых токов, создаваемых катушкой той же индукционной варочной панели. Выводы следующие:
Выводы следующие:
- Тепловая мощность получившегося отопителя не превышает электрической мощности панели.
- Количество и размер труб были выбраны случайно, но обеспечили достаточную поверхность для передачи тепла, возникающего от вихревых токов.
- Данная схема индукционного нагревателя оказалась успешной для конкретного случая, когда квартира окружена помещениями других отапливаемых квартир. Кроме того, автор не показывал работу установки в холодное время года с фиксацией температуры воздуха в комнатах.
В подтверждение сделанных выводов предлагается просмотреть видео, где автор пытался применить подобный нагреватель в условиях отдельно стоящего утепленного здания:
Заключение
Конструирование и изготовление индукционных котлов – процесс непростой и требующий серьезного подхода. Представленные примеры показывают, что на данный момент пока не удалось создать надежный и работоспособный в каждой системе отопления самодельный агрегат. Экспериментальные модели нельзя предложить домовладельцам, которые хотели бы своими руками изготовить подобный индукционный нагреватель в домашних условиях.
Сегодня при организации нагрева воды большое распространение получил индукционный водонагреватель. Эта востребованность обеспечена тем, что прибор является полностью экологически безопасным, не сушит и не пережигает воздух. Использование такого прибора может быть реализовано для проточного нагревания воды или в качестве нагревательного котла. Купить индукционный водонагреватель можно как в магазине, так и изготовить своими руками. Стоит отметить, что по техническим характеристикам он не уступит покупаемой модели, правда, будет выглядеть не так привлекательно, но стоит при этом намного меньше.
Применение такого прибора в домашних условиях позволяет получить максимальную производительность и надежность в эксплуатации. При этом агрегат не нужно сопровождать особой документацией и разрешением для установки, например, как газовый бойлер. Применяя индукционный нагреватель в роли традиционного отопительного котла, в некоторых случаях не потребуется использование насоса. Движение теплоносителя достигается путем процессов конвекции : вода при большом нагревании превращается в пар.
Стоит отметить, что у индукционного водонагревателя есть масса преимуществ, которые выделяют его среди конкурентов.
- Стоимость такого устройство незначительная.
- Есть возможность собрать нагреватель самостоятельно.
- Не издает постороннего шума. Катушка в процессе работы достаточно сильно вибрирует, но она практически не ощутима.
- Из-за постоянной вибрации грязь и накипь не успевает прикрепляться к функциональным элементам, поэтому прибор не нуждается в регулярной чистке.
- В своем составе имеет тепловой генератор, который очень легко делается герметичным. Вода, выступающая теплоносителем, помещена в нагревательный элемент, благодаря чему энергия передается через магнитное поле. Здесь не требуется использование контактов, а соответственно сальников и различных уплотнительных резинок, которые имеют особенность быстро выходить из строя.
- Редко ломается, так как за нагрев воды отвечает простая трубка, в которой просто нечему сломаться или перегореть.
Выбирая индукционный водонагреватель, хозяин получает прибор с минимальным эксплуатационным обслуживанием, так как он состоит из небольшого числа составляющих. А они, в свою очередь, очень редко выходят из строя.
Принцип работы индукционного котла
Но и без недостатков нельзя обойтись. Как и в любом виде техники, они есть.
- Высокое потребление электроэнергии , которое выльется большими счетами за свет;
- Устройство очень сильно нагревается, причем горячим становится все вокруг, поэтому не стоит прикасаться к прибору во время его работы.
- Индукционный водонагреватель имеет сильную теплоотдачу, поэтому необходима установка датчика температуры , чтобы предотвратить перегрев прибора, и, соответственно, взрыв.
Виды индукционных водонагревателей
Все приборы подобного типа, которые могут быть изготовлены своими руками, можно разделить на две группы:
- Вихревые нагреватели индукторного типа , которые чаще всего используются в домах для выполнения функций отопления.
 Именно их процесс изготовления будет рассмотрен ниже.
Именно их процесс изготовления будет рассмотрен ниже. - Обогреватели, конструкция которых подразумевает применение разных видов электронных узлов и деталей.
При создании вихревого индукционного нагревателя (или сокращенно ВИН) своими руками, следует предусмотреть следующие конструкционные узлы:
- элемент, отвечающий за преобразование электроэнергии в ток высокочастотного типа;
- индуктор (чаще всего выполняется в виде цилиндрическом элементе из медной проволоки), что при использовании выполняет функцию трансформатора, отвечающего за образование поля магнитного характера;
- элемент, который будет играть роль нагревательного, располагается внутри самого индуктора.
Работа ВИН выглядит следующим образом.
- Высокочастотный ток из преобразователя передается на индуктор.
- В индукторе образуется магнитное поле , что в свою очередь создает потоки вихревого характера.
- Теплообменник под действием вихревых потоков достаточно быстро достигает высокой температуры и, соответственно, нагревает теплоноситель, который распространяет тепло дальше.
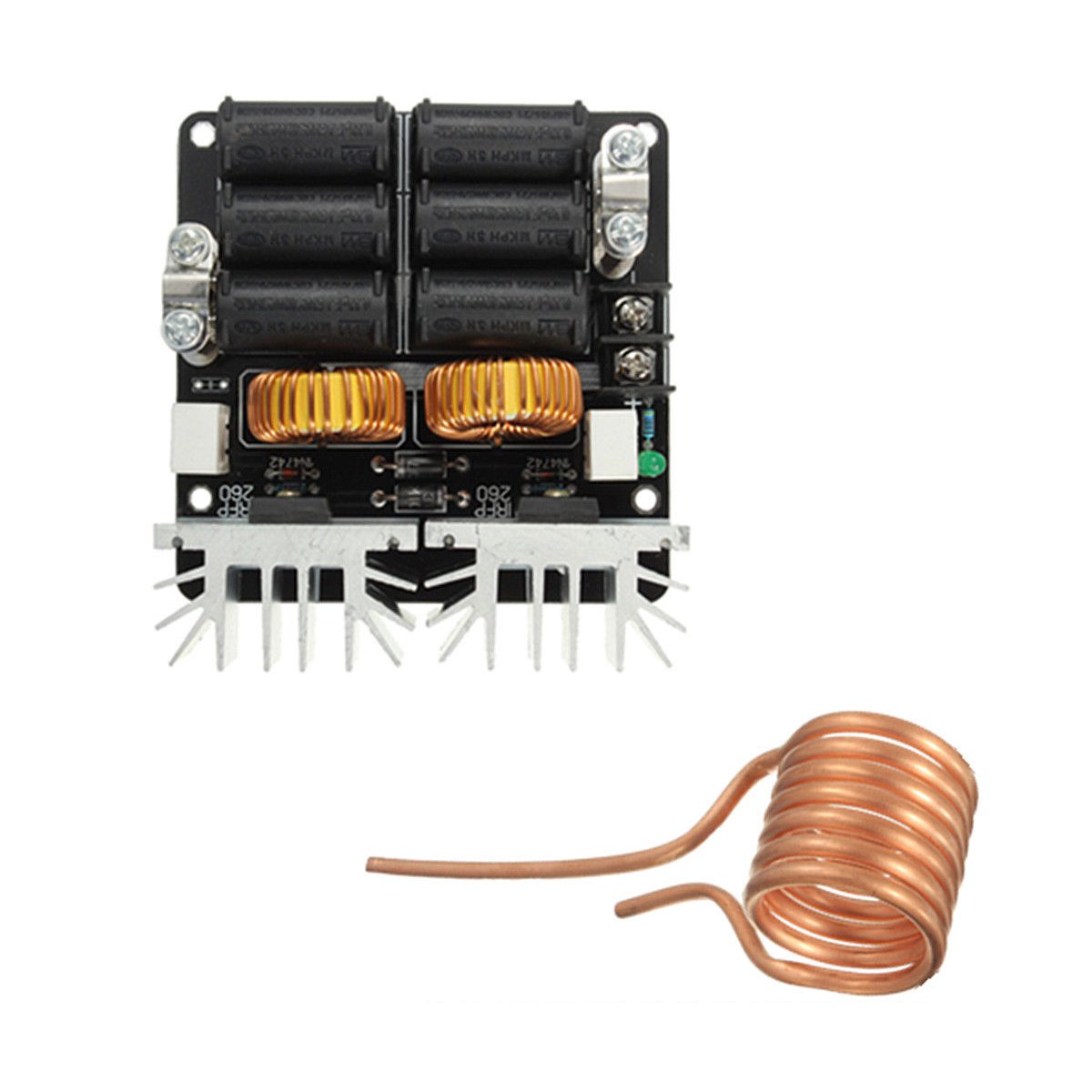
Схема современного водонагревателя
Одним из самых главных компонентов является индукционная катушка, к изготовлению которой стоит отнестись с особой внимательностью. Медная проволока очень аккуратно наматывается на трубу из пластика, причем число мотков не должно быть меньше 100.
Из представленного описания можно сделать вывод, что изготовить индукционный водонагреватель самостоятельно не сложно.
Особенности изготовления
Индукционный нагреватель своими руками можно изготовить двумя способами. Вкратце стоит рассмотреть каждый из них.
Вариант 1
Наиболее простой прибор (при этом он будет иметь высокую мощность) можно изготовить на основе печатной схемы . Среди особенностей схемы, которая будет использоваться в приборе, следует выделить следующие моменты:
- вся конструкция, по сути, представлена мультивибратором с организацией высокой мощности;
- особое внимание стоит уделить сопротивлению, так как именно оно будет предотвращать перегрев транзисторов;
- индуктор в таком приборе должен быть выполнен в виде спирали из 6-8 витков медной проволоки;
- в качестве регулятора можно использовать соответствующий элемент из блока питания компьютера и не задумываться над его контракцией.
Вихревой индукционный нагреватель
Вариант 2
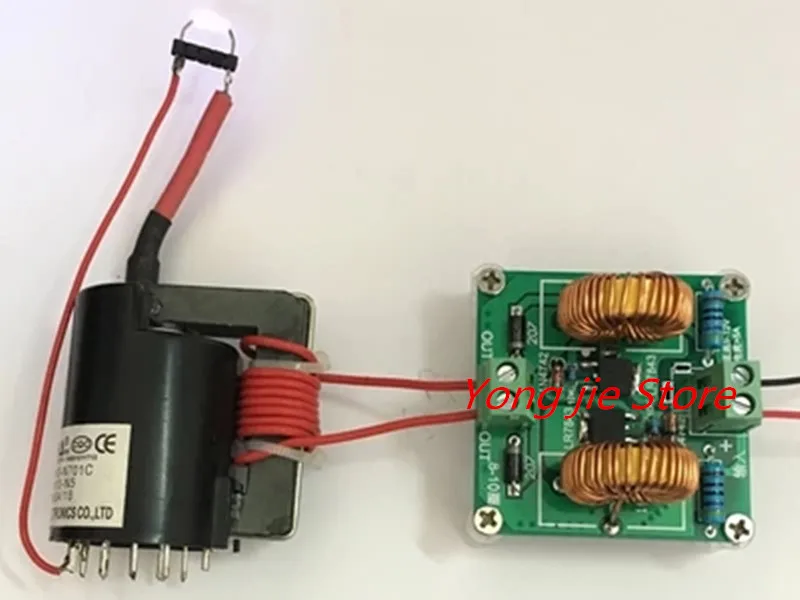
В основу изготовления такого прибора своими руками положено использование электронного трансформатора.
Суть такого способа изготовления индукционного водонагревателя состоит в следующем.
- Две трубы с использованием сварки стоит соединить так, чтобы визуально они походили на бублик. Этот элемент впоследствии будет играть роль как элемента для нагревания, так и проводника.
- На корпус потребуется намотать проволоку из меди.
- Чтобы обеспечить качественное и быстрое движение воды, в основной корпус приваривают 2 патрубка. В один из них вода будет поступать, а со второго выходить уже в саму систему.
Вот и все советы по тому, как собрать такой нагревательный прибор своими руками и обеспечить в доме качественное отопление и постоянное присутствие горячей воды.
особенности конструкции и пример рабочей схемы устройства
Сегодня для нагрева воды чаще всего используются нагреватели индукционного типа. Популярность этих устройств во многом вызвана их экологической безопасностью и невысокой стоимостью.
Популярность этих устройств во многом вызвана их экологической безопасностью и невысокой стоимостью.
Собрав индукционный нагреватель своими руками, можно изготовить прибор для проточного нагрева воды и при этом сэкономить на покупке готового.
Преимущества и недостатки
Благодаря использованию этого устройства в быту можно добиться максимальной производительности и высокой надежности при эксплуатации. Для установки агрегата не нужно брать разрешение, в отличие от газового бойлера. Если устройство используется в отопительных котлах, то в определенных ситуациях вполне можно обойтись без насосной установки, так как движение теплоносителя будет осуществляться путем конвекции. Нагреватель индуктивного типа имеет ряд преимуществ:
- Невысокая стоимость.
- Индуктивный нагреватель своими руками собрать достаточно просто.
- Во время работы устройство не производит шум.
- Наличие постоянной вибрации делает необязательным регулярный уход.

- Выходы из строя наблюдаются крайне редко.
Все это и сделало устройство весьма популярным. Однако сегодня не существует приборов, которые были бы полностью лишены недостатков. Среди минусов индукционных нагревателей стоит отметить несколько:
- Потребляется много электрической энергии.
- Во время работы выделяется большое количество тепла.
- Для предотвращения перегрева и последующей поломки агрегата, необходимо устанавливать датчик температуры.
Однако плюсы этого устройства полностью нивелируют его недостатки. В домашних условия чаще всего собирают индукционный нагреватель из сварочного инвертора.
Особенности конструкции
Именно благодаря своей простоте, эти приборы и пользуются большой популярностью. В корпусе находится катушка, внутрь которого вставлен отрезок трубы, с помощью двух патрубков соединенный с системой отопления. Катушку можно присоединить непосредственно к сети электропитания или сделать это через преобразователь. Во втором случае увеличится частота колебаний тока в инверторе. В состав преобразователя входит три элемента:
Катушку можно присоединить непосредственно к сети электропитания или сделать это через преобразователь. Во втором случае увеличится частота колебаний тока в инверторе. В состав преобразователя входит три элемента:
- Выпрямитель тока.
- Двухтранзисторный инвертор.
- Схема управления полупроводниковыми приборами.
Принцип работы такого устройства во многом напоминает трансформатор. Главным же отличием является вторичная обмотка — она короткозамкнута и находится внутри первичной.
Рекомендации по изготовлению
Изготовить индукционный нагреватель своими руками, рабочая схема которого приведена ниже, будет очень просто. Работы по его изготовлению не займут много времени, как и не потребуется больших финансовых вложений. Приступая к изготовлению прибора, стоит уделить внимание нескольким моментам:
- По своей конструкции прибор является мультивибратором высокой мощности.

- Сопротивление позволяет избежать перегрева полупроводниковых приборов и его подбору следует уделить повышенное внимание.
- Индуктор представляет собой спираль, состоящую из медной проволоки с требуемым количеством витков.
Так как транзисторы быстро выходят из строя от перегрева, устанавливать их необходимо на радиаторы особой конструкции. Использование сварочного инвертора позволит снизить стоимость самодельного устройства, но также можно применять и трехфазный трансформатор. Ниже приведена простейшая схема индукционного нагревателя металла. Своими руками такой прибор собрать можно достаточно быстро.
Он представляет собой трансформатор с двумя обмотками:
- Первый контур необходим для преобразования электроэнергии в вихревые токи.
- Вторая обмотка позволяет передавать преобразованную энергию теплоносителю.
В качестве корпуса можно использовать кусок пластиковой трубы, толщина стенок которой составляет не менее трех миллиметров.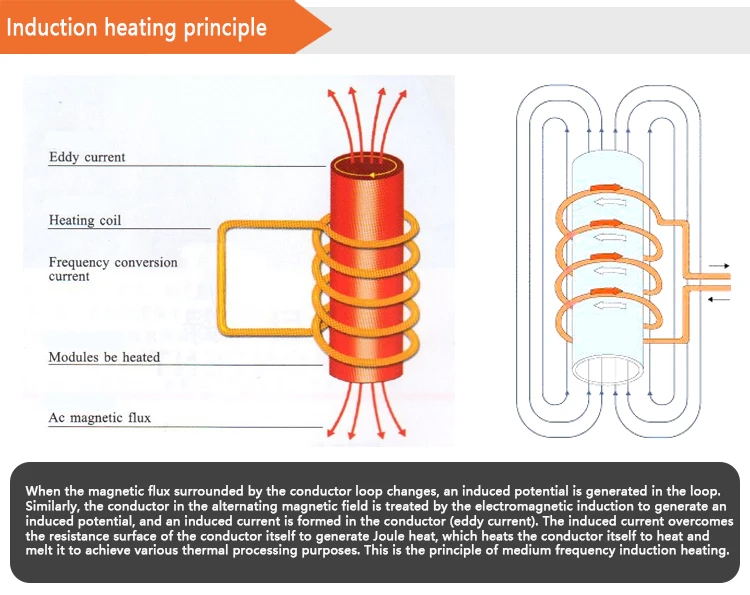 При этом его диаметр должен быть больше в сравнении с трубами отопления. Длина корпуса определяется в каждом конкретном случае индивидуально, но чаще всего достаточно около одного метра. Внутренний диаметр трубы находится в диапазоне от 50 до 80 мм. После этого трубу необходимо обмотать медной проволокой, а количество витков должно составлять около 90.
При этом его диаметр должен быть больше в сравнении с трубами отопления. Длина корпуса определяется в каждом конкретном случае индивидуально, но чаще всего достаточно около одного метра. Внутренний диаметр трубы находится в диапазоне от 50 до 80 мм. После этого трубу необходимо обмотать медной проволокой, а количество витков должно составлять около 90.
Для установки индукционного нагрева предстоит выполнить следующие действия:
- Полимерная труба фиксируется.
- Торцы сердечника необходимо обрезать, оставив при этом около 10 см в запасе для изготовления отводов.
- К нижнему отводу крепится уголок для подключения обратки, если прибор будет монтироваться в отопительный котел.
- Предварительно нарубленная на отрезки длиной в 50 мм медная проволока засыпается в трубу, которая затем с двух сторон закрывается сеткой.
- Устанавливается защитный контур прибора.
- Нагреватель подключается к источнику питания, после чего сердечник необходимо заполнить водой.

Заключительным шагом после сборки приора, станет проверка его работоспособности. Для простоты замены водонагревающего устройства, на всех входах стоит установить шаровые краны.
Портативный индукционный нагреватель I 10+ лет
FAQ
Что такое индукционный нагрев?Метод нагрева, известный как индукционный нагрев, происходит, когда мы помещаем электропроводящий материал в изменяющееся магнитное поле. Таким образом, индукционный нагрев — это быстрый способ нагрева. Его ток индуцируется непосредственно в нагреваемом пар. Также индукционный нагрев — это бесконтактная форма нагрева.
Индукционная нагревательная машина также может использоваться для плавки платины, серебряного тигля и т. Д.Это просто и удобно, вместе с работой с плавильным тиглем, особенно с графитовым тиглем и кварцевым тиглем.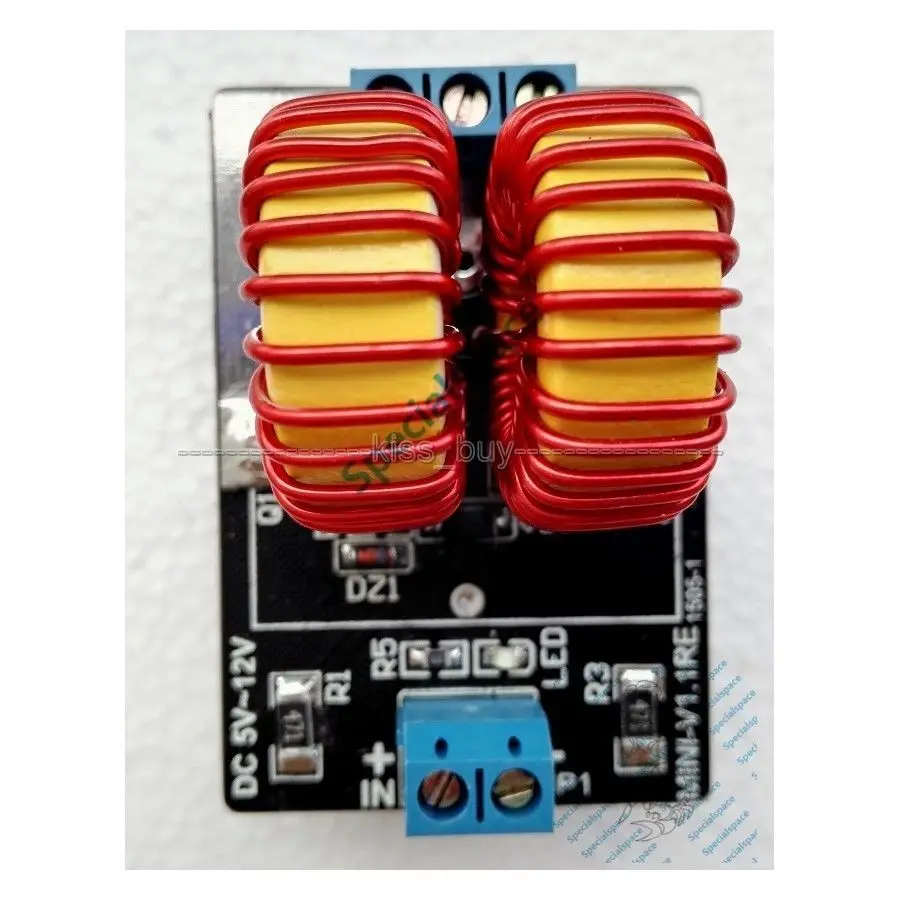
Если вы работаете со стеклом или керамикой, компактная вакуумная печь — отличное решение для пайки. Вы получите быстрое и чистое тепло с очень точным контролем температуры.
Что составляет типичную систему индукционного нагрева?Типичная система индукционного нагрева состоит из источника питания индукционного нагрева, змеевика индукционного нагрева, источника питания водяного охлаждения и нескольких компонентов внутри источника питания.Источник питания индукционного нагрева передает переменный ток через индукционную катушку, которая создает магнитное поле. Таким образом, заготовка помещается в катушку и попадает в магнитное поле. В заготовке возникает вихревой ток. Кроме того, нет физического контакта между индукционной катушкой и заготовкой, что приводит к точному и локальному нагреву.
Увеличит ли индукционный нагрев мои счета за коммунальные услуги? Вряд ли. Индукционный нагрев — очень эффективное средство обогрева.Большинство наших клиентов, которые впервые переходят на индукционный режим, видят, что их счета за коммунальные услуги снижаются.
Индукционный нагрев — очень эффективное средство обогрева.Большинство наших клиентов, которые впервые переходят на индукционный режим, видят, что их счета за коммунальные услуги снижаются.
Конечно, это зависит от системы, но типичная система требует 380, 3-фазного переменного тока при 50 Гц и 30 ампер. Кроме того, рассчитайте для сжатого воздуха 80 фунтов на квадратный дюйм и воды 40 фунтов на квадратный дюйм при 4 галлонах в минуту для охлаждения.
Подходит ли этот стык для индукционной пайки?Наша команда инженеров-металлургов и инженеров-механиков будет рада осмотреть ваши детали и процесс и дать вам лучший совет — никаких обязательств!
Какую пользу может принести индукционный нагрев в моем технологическом процессе? Это может принести пользу вашему процессу несколькими способами.После первоначальной настройки источника питания индукционный нагрев очень часто повторяется. После этого этапа он будет нагревать деталь за частью с одинаковыми результатами, если вводить детали в змеевик аналогично каждому циклу. Это также может привести к лучшему использованию материала и выходу продукта. Индукционный нагрев может уменьшить или исключить необходимость в квалифицированных операторах в таких областях, как пайка и пайка. Возможность индукционного нагрева одинаково нагревать все детали позволяет автоматизировать процесс.Индукционный нагрев также может нагревать деталь очень локализованно. Это может быть чрезвычайно выгодно, когда желательно или необходимо ограничить нагрев только определенной областью детали.
После этого этапа он будет нагревать деталь за частью с одинаковыми результатами, если вводить детали в змеевик аналогично каждому циклу. Это также может привести к лучшему использованию материала и выходу продукта. Индукционный нагрев может уменьшить или исключить необходимость в квалифицированных операторах в таких областях, как пайка и пайка. Возможность индукционного нагрева одинаково нагревать все детали позволяет автоматизировать процесс.Индукционный нагрев также может нагревать деталь очень локализованно. Это может быть чрезвычайно выгодно, когда желательно или необходимо ограничить нагрев только определенной областью детали.
Змеевики индукционного нагрева — компоненты индукционного нагрева
Элементы индукционного нагрева
Типичная система индукционного нагревателя включает в себя источник питания, цепь согласования импеданса, цепь резервуара и аппликатор. Аппликатор, представляющий собой индукционную катушку, может быть частью цепи резервуара. Цепь резервуара обычно представляет собой параллельный набор конденсаторов и индукторов. Конденсатор и индуктор в контуре резервуара являются резервуарами электростатической энергии и электромагнитной энергии соответственно. На резонансной частоте конденсатор и катушка индуктивности начинают передавать накопленную энергию друг другу. В параллельной конфигурации это преобразование энергии происходит при большом токе. Сильный ток через катушку способствует хорошей передаче энергии от индукционной катушки к заготовке.
Цепь резервуара обычно представляет собой параллельный набор конденсаторов и индукторов. Конденсатор и индуктор в контуре резервуара являются резервуарами электростатической энергии и электромагнитной энергии соответственно. На резонансной частоте конденсатор и катушка индуктивности начинают передавать накопленную энергию друг другу. В параллельной конфигурации это преобразование энергии происходит при большом токе. Сильный ток через катушку способствует хорошей передаче энергии от индукционной катушки к заготовке.
Щелкните здесь, чтобы узнать , что такое индукционные катушки и как они работают, а также различные типы катушек .
а) Источник питания
Источники питания — одна из самых важных частей системы индукционного нагревателя. Обычно они оцениваются по диапазону рабочих частот и мощности. Существуют различные типы индукционных источников питания, в том числе источники сетевой частоты, умножители частоты, мотор-генераторы, преобразователи искрового разрядника и твердотельные инверторы. Твердотельные инверторы имеют наибольшую эффективность среди источников питания.
Твердотельные инверторы имеют наибольшую эффективность среди источников питания.
Типичный твердотельный инверторный источник питания состоит из двух основных частей; Выпрямитель и инвертор.Линейные переменные токи преобразуются в постоянный в выпрямительной секции с помощью диодов или тиристоров. Постоянный ток поступает в инвертор, где твердотельные переключатели, такие как IGBT или MOSFET, преобразуют его в ток, на этот раз с высокой частотой (обычно в диапазоне от 10 до 600 кГц). Согласно диаграмме ниже, IGBT могут работать на более высоком уровне мощности и более низкой частоте по сравнению с MOSFET, работающими на более низком уровне мощности и более высоких частотах.
b) Согласование импеданса
Источники питания для индукционного нагрева, как и любое другое электронное устройство, имеют максимальные значения напряжения и тока, которые нельзя превышать.Чтобы передать максимальную мощность от источника питания к нагрузке (заготовке), полное сопротивление источника питания и нагрузки должно быть как можно ближе.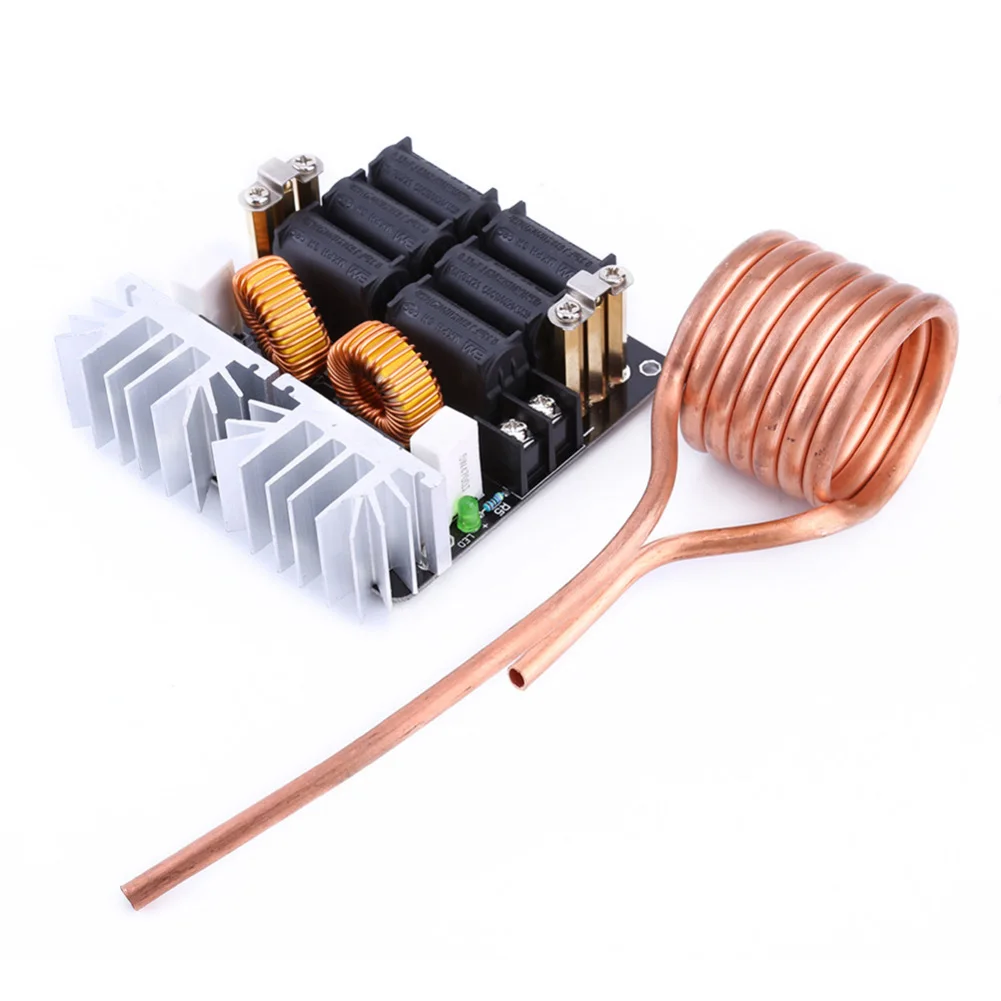 Таким образом, значения мощности, напряжения и тока могут одновременно достигать своих максимально допустимых пределов. Для этого в индукционных нагревателях используются схемы согласования импеданса. В зависимости от применения могут использоваться различные комбинации электрических элементов (например, трансформаторы, регулируемые катушки индуктивности, конденсаторы и т. Д.).
Таким образом, значения мощности, напряжения и тока могут одновременно достигать своих максимально допустимых пределов. Для этого в индукционных нагревателях используются схемы согласования импеданса. В зависимости от применения могут использоваться различные комбинации электрических элементов (например, трансформаторы, регулируемые катушки индуктивности, конденсаторы и т. Д.).
c) Резонансный резервуар
Резонансный резервуар в системе индукционного нагрева обычно представляет собой параллельный набор конденсатора и индуктора, который резонирует на определенной частоте.Частота получается по следующей формуле:
, где L — индуктивность индукционной катушки, а C — емкость. Согласно анимации ниже, явление резонанса очень похоже на то, что происходит в качающемся маятнике. В маятнике кинетическая и потенциальная энергии преобразуются друг в друга, пока он колеблется от одного конца к другому. Движение затухает из-за трения и других механических потерь. В резонансном резервуаре энергия, обеспечиваемая источником питания, колеблется между индуктором (в форме электромагнитной энергии) и конденсатором (в форме электростатической энергии).Энергия затухает из-за потерь в конденсаторе, катушке индуктивности и детали. Потери в заготовке в виде тепла желательны и предназначены для индукционного нагрева.
В резонансном резервуаре энергия, обеспечиваемая источником питания, колеблется между индуктором (в форме электромагнитной энергии) и конденсатором (в форме электростатической энергии).Энергия затухает из-за потерь в конденсаторе, катушке индуктивности и детали. Потери в заготовке в виде тепла желательны и предназначены для индукционного нагрева.
Сам резонансный бак состоит из конденсатора и индуктора. Блок конденсаторов используется для обеспечения необходимой емкости для достижения резонансной частоты, близкой к мощности источника питания. На низких частотах (ниже 10 кГц) используются масляные конденсаторы, а на более высоких частотах (более 10 кГц) используются керамические или твердые диэлектрические конденсаторы.
г) Индукторы индукционного нагревателя
Что такое индукционные катушки и как они работают? Катушка индукционного нагрева представляет собой медную трубку специальной формы или другой проводящий материал, через который пропускается переменный электрический ток, создавая переменное магнитное поле. Металлические части или другие проводящие материалы помещаются внутри, через катушку индукционного нагрева или рядом с ней, не касаясь катушки, и создаваемое переменное магнитное поле вызывает трение внутри металла, вызывая его нагрев.
Металлические части или другие проводящие материалы помещаются внутри, через катушку индукционного нагрева или рядом с ней, не касаясь катушки, и создаваемое переменное магнитное поле вызывает трение внутри металла, вызывая его нагрев.
При проектировании катушки необходимо учитывать некоторые условия:
1. Для увеличения эффективности индукционных нагревателей расстояние между катушкой и заготовкой должно быть минимизировано. Эффективность связи между катушкой и заготовкой обратно пропорциональна квадратному корню из расстояния между ними.
2. Если деталь расположена в центре спиральной катушки, она будет лучше всего связана с магнитным полем.Если он смещен по центру, область заготовки ближе к виткам получит больше тепла. Этот эффект показан на рисунке ниже.
3. Кроме того, позиция рядом с соединением выводов и катушки имеет более слабую плотность магнитного потока, поэтому даже центр внутреннего диаметра спиральной катушки не является центром индукционного нагрева.
4. Следует избегать эффекта отмены (рисунок слева). Это происходит, когда раскрытие катушки очень мало. Добавление петли в катушку поможет обеспечить необходимую индуктивность (рисунок справа).Индуктивность катушки индуктивности определяет ее способность сохранять магнитную энергию. Индуктивность можно рассчитать по следующей формуле:
.где ε — электродвижущая сила, а dI / dt — скорость изменения тока в катушке. Сам по себе ε равен скорости изменения магнитного потока в катушке (- dφ / dt), где магнитный поток φ может быть рассчитан из NBA, где N — количество витков, B — магнитное поле и A — площадь индуктор. Следовательно, индуктивность будет равна:
Очевидно, что величина индуктивности линейно пропорциональна площади индуктора.Следовательно, необходимо учитывать минимальное значение для контура индуктора, чтобы он мог накапливать магнитную энергию и передавать ее индукционной заготовке.
Эффективность катушки
КПД змеевика определяется следующим образом:
В таблице ниже показаны типичные значения КПД различных катушек:
Модификация катушки по заявке
В некоторых случаях нагревательный объект не имеет однородного профиля, но требует равномерного нагрева. В этих случаях необходимо изменить поле магнитного потока. Для этого есть два типичных метода. Один из способов — разделить витки там, где деталь имеет большее поперечное сечение (при использовании спиральной катушки). Более распространенный метод — увеличить расстояние между обмотками в тех областях, где поперечное сечение детали больше. Оба метода показаны на рисунке ниже.
В этих случаях необходимо изменить поле магнитного потока. Для этого есть два типичных метода. Один из способов — разделить витки там, где деталь имеет большее поперечное сечение (при использовании спиральной катушки). Более распространенный метод — увеличить расстояние между обмотками в тех областях, где поперечное сечение детали больше. Оба метода показаны на рисунке ниже.
Такая же ситуация случается при нагреве плоских поверхностей большими змеевиками. Центральная зона получит излишнее тепло.Чтобы избежать этого, зазор между поверхностью катушки и плоским предметом будет увеличен за счет придания катушке блина конической формы.
Змеевик с футеровкой используется в приложениях, где требуется широкая и однородная зона нагрева, но мы не хотим использовать большие медные трубки. Лайнер представляет собой широкий лист, который прихваткой припаян к гибкой трубе как минимум в двух точках. Остальная часть стыка будет припаяна только для обеспечения максимальной теплопередачи. Также синусоидальный профиль поможет увеличить охлаждающую способность змеевика.Такая катушка изображена на рисунке ниже.
Также синусоидальный профиль поможет увеличить охлаждающую способность змеевика.Такая катушка изображена на рисунке ниже.
По мере увеличения длины нагрева необходимо увеличивать количество витков, чтобы сохранить равномерность нагрева.
Схема нагрева меняется в зависимости от изменения формы заготовки. Магнитный поток имеет тенденцию накапливаться на краях, порезах или вмятинах на поверхности нагреваемого объекта, вызывая тем самым более высокую скорость нагрева в этих областях. На рисунке ниже показан «краевой эффект», когда змеевик находится выше края нагревательного элемента и в этой области происходит чрезмерный нагрев.Чтобы избежать этого, катушку можно опустить ниже, ровно или немного ниже края.
Индукционный нагрев дисков также может вызвать чрезмерный нагрев кромок, как показано на рисунке ниже. Края нагреваются сильнее. Высота катушки может быть уменьшена, или концы катушки могут быть сделаны с большим радиусом для отделения от края заготовки.
Острые углы прямоугольных катушек могут вызвать более глубокий нагрев детали.Разделение углов катушки, с одной стороны, снизит скорость нагрева угла, но, с другой стороны, снизит общую эффективность индукционного процесса.
Одним из важных моментов, которые необходимо учитывать при разработке многопозиционных катушек, является влияние соседних катушек друг на друга. Чтобы обеспечить максимальную мощность нагрева каждой катушки, расстояние между центрами соседних катушек должно быть не менее 1,5 диаметра катушки.
Разделенные индукторы используются в приложениях, где требуется тесная связь, а также невозможно извлечь деталь из катушки после процесса нагрева.Важным моментом здесь является обеспечение очень хорошего электрического контакта в месте соединения шарнирных поверхностей. Обычно для обеспечения наилучшего электрического контакта с поверхностью используется тонкий слой серебра. Разделенные части змеевиков будут охлаждаться с помощью гибкой водяной трубки.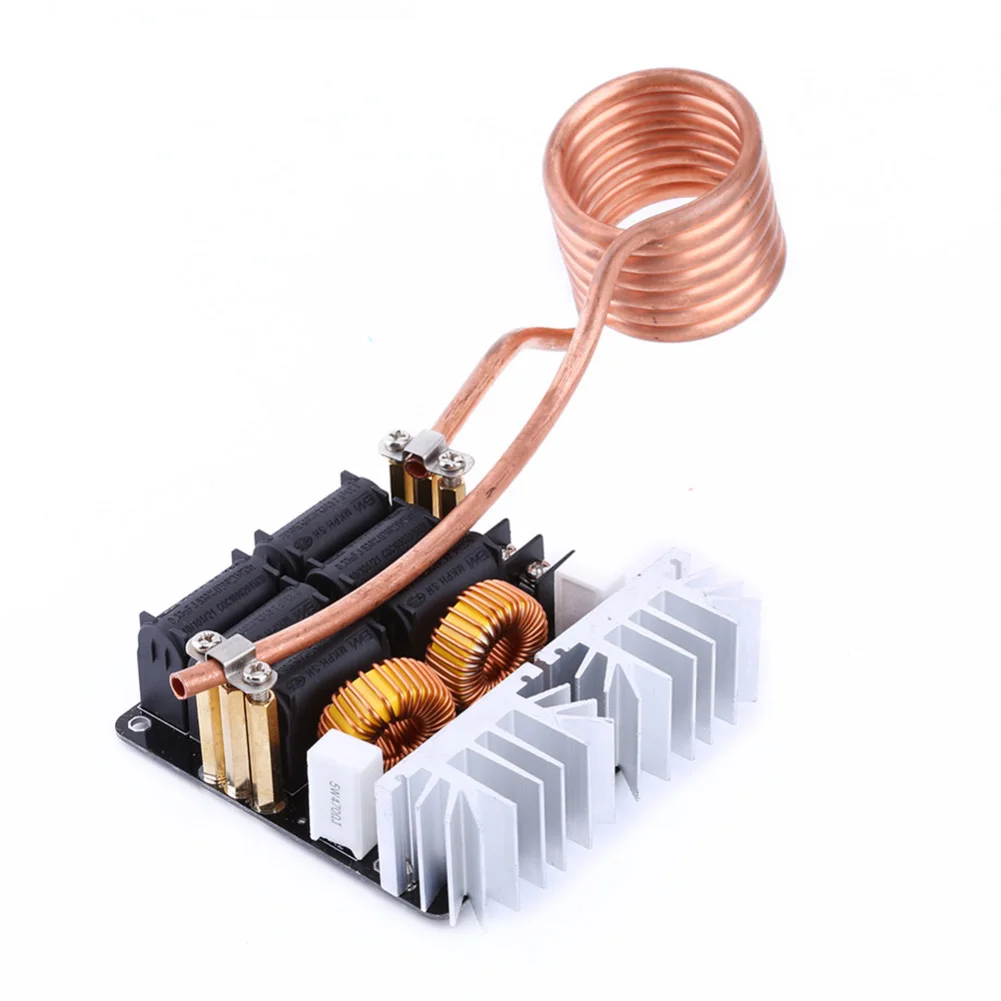 Автоматическое пневматическое сжатие часто используется для закрытия / открытия змеевика, а также для создания необходимого давления на шарнирной области.
Автоматическое пневматическое сжатие часто используется для закрытия / открытия змеевика, а также для создания необходимого давления на шарнирной области.
Типы нагревательных змеевиков
Катушка для блинов с двойной деформациейВ таких применениях, как нагрев наконечника вала, достижение однородности температуры может быть затруднено из-за эффекта компенсации в центре поверхности наконечника.Двойной деформированный змеевик для блинов с обработанными сторонами, подобный схеме ниже, можно использовать для достижения равномерного профиля нагрева. Следует обратить внимание на направление двух блинов, в которых центральные обмотки намотаны в одном направлении и имеют дополнительный магнитный эффект.
Катушка с разделением и возвратом В таких случаях, как сварка узкой ленты на одной стороне длинного цилиндра, где относительно большая длина должна нагреваться значительно выше, чем другие области объекта, обратный ток будет иметь значение. Используя катушку типа Split-Return, большой ток, наведенный на сварочном пути, будет разделен на две части, которые будут еще шире. Таким образом, скорость нагрева на сварочном пути как минимум в четыре раза выше, чем у остальных частей объекта.
Используя катушку типа Split-Return, большой ток, наведенный на сварочном пути, будет разделен на две части, которые будут еще шире. Таким образом, скорость нагрева на сварочном пути как минимум в четыре раза выше, чем у остальных частей объекта.
канального типа используются, если время нагрева невелико, а также требуются довольно низкие удельные мощности. Несколько нагревательных частей проходят через змеевик с постоянной скоростью и достигают максимальной температуры при выходе из машины.Концы катушки обычно согнуты, чтобы обеспечить путь для входа и выхода деталей из катушки. Там, где требуется обогрев профиля, можно использовать пластинчатые концентраторы с многооборотными канальными змеевиками.
Квадратная медная трубка имеет два основных преимущества по сравнению с круглой трубкой: а) поскольку она имеет более плоскую поверхность, «смотрящую» на заготовку, она обеспечивает лучшую электромагнитную связь с нагревательной нагрузкой и б) конструктивно легче выполнять повороты.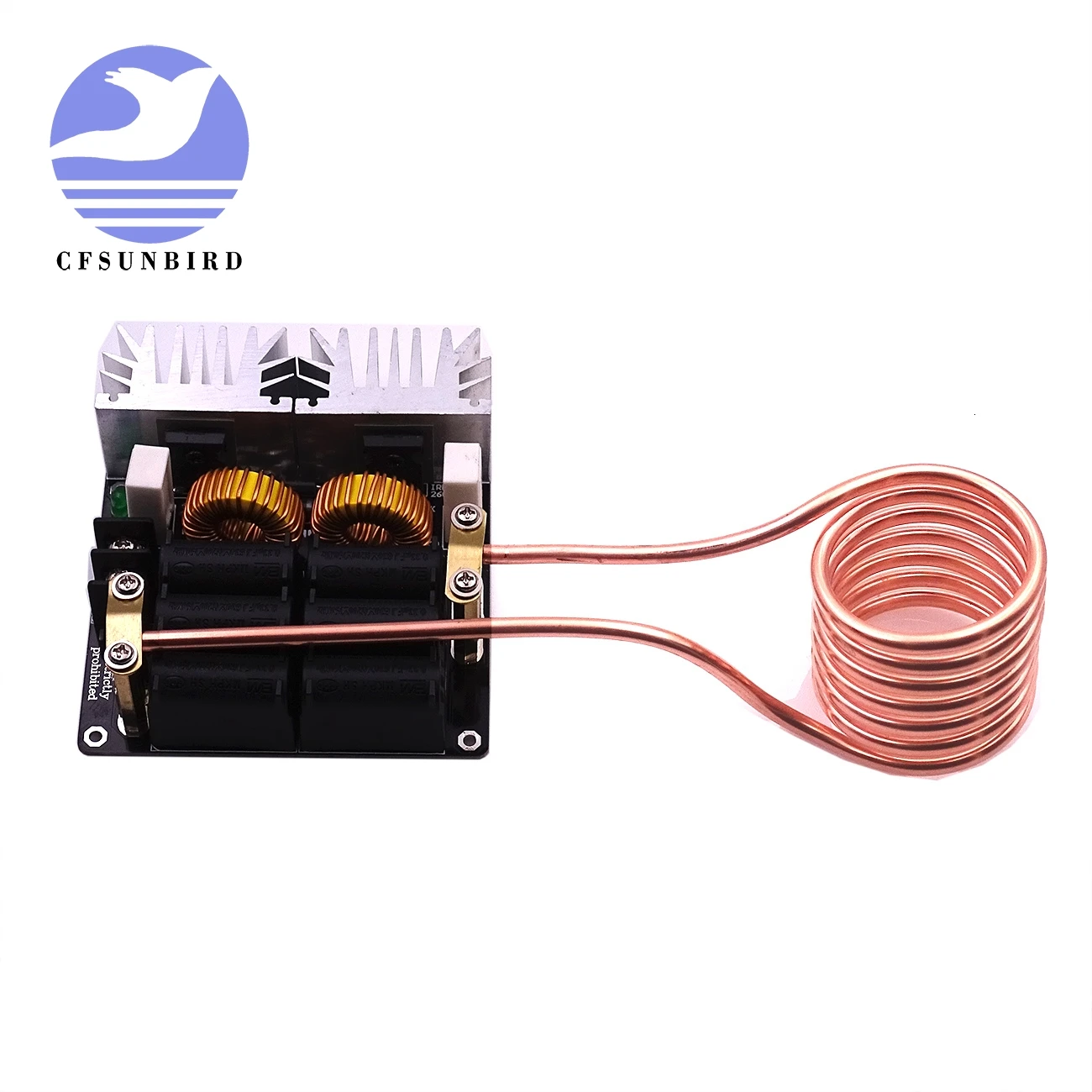 с квадратными трубками, а не с круглыми.
с квадратными трубками, а не с круглыми.
Конструкция выводов для индукционных катушек
Конструкция выводов: выводы являются частью индукционной катушки, и хотя они очень короткие, они имеют конечную индуктивность. В общем, на приведенной ниже схеме показана принципиальная электрическая схема тепловой станции системы индукционных блоков. C — резонансный конденсатор, установленный на тепловой станции, L_lead — это общая индуктивность выводов катушки, а L_coil — индуктивность индукционной катушки, связанной с нагревательной нагрузкой. V_total — это напряжение, подаваемое от индукционного источника питания на тепловую станцию, V_lead — это падение напряжения на индуктивности вывода, а V_coil — это напряжение, которое будет приложено к индукционной катушке.Общее напряжение складывается из напряжения на выводах и индукционной катушке:
V_lead представляет собой величину общего напряжения, занятого выводами, и не оказывает никакого полезного индукционного воздействия. Задача дизайнера — минимизировать это значение. V_lead можно рассчитать как:
Задача дизайнера — минимизировать это значение. V_lead можно рассчитать как:
Из приведенных выше формул очевидно, что для минимизации значения V_lead индуктивность выводов должна быть в несколько раз меньше индуктивности индукционной катушки (L_lead≪L_coil).
Уменьшение индуктивности свинца: На низких частотах, обычно из-за использования катушек с высокой индуктивностью (многооборотные и / или с большим внутренним диаметром), L_lead намного меньше, чем L_coil. Однако, поскольку количество витков и общий размер катушки уменьшается для высокочастотных индукторов, становится важным применять специальные методы для минимизации индуктивности выводов. Ниже приведены два примера для этого.
Концентраторы потока: Когда магнитный материал помещается в окружающую среду, включая магнитные поля, из-за низкого магнитного сопротивления (сопротивления) они имеют тенденцию поглощать линии магнитного потока.Способность поглощать магнитное поле количественно оценивается относительной магнитной проницаемостью. Это значение для воздуха, меди и нержавеющей стали равно единице, но для мягкой стали может доходить до 400, а для железа — до 2000. Магнитные материалы могут сохранять свою магнитную способность до температуры Кюри, после чего их магнитная проницаемость падает до единицы и они больше не будут магнитными.
Это значение для воздуха, меди и нержавеющей стали равно единице, но для мягкой стали может доходить до 400, а для железа — до 2000. Магнитные материалы могут сохранять свою магнитную способность до температуры Кюри, после чего их магнитная проницаемость падает до единицы и они больше не будут магнитными.
Концентратор потока — это материал с высокой проницаемостью и низкой электропроводностью, который предназначен для использования в конструкции катушек индукционного нагревателя для увеличения магнитного поля, приложенного к нагревающей нагрузке.На рисунке ниже показано, как размещение концентратора потока в центре катушки-блинчика будет концентрировать силовые линии магнитного поля на поверхности катушки. Таким образом, материалы, размещенные поверх змеевика для блинов, лучше соединятся и получат максимальный нагрев.
Влияние концентратора потока на плотность тока в индукционной катушке показано на рисунке ниже. Большая часть тока будет сосредоточена на поверхности, не покрытой концентратором флюса. Следовательно, змеевик может быть спроектирован таким образом, что только сторона змеевика, обращенная к нагревательной нагрузке, останется без материалов концентратора. В электромагнетизме это называется щелевым эффектом. Щелевой эффект значительно увеличит эффективность змеевика, и для нагрева потребуется более низкий уровень мощности.
Следовательно, змеевик может быть спроектирован таким образом, что только сторона змеевика, обращенная к нагревательной нагрузке, останется без материалов концентратора. В электромагнетизме это называется щелевым эффектом. Щелевой эффект значительно увеличит эффективность змеевика, и для нагрева потребуется более низкий уровень мощности.
Артикул:
- С. Зинн и С. Л. Семятин, «Элементы индукционного нагрева, проектирования, управления и приложений», A S M International, ISBN-13: 9780871703088, 1988
Подумайте, что индукционный нагрев предназначен только для сварки труб? Подумайте еще раз
Home / Подумайте, что индукционный нагрев предназначен только для сварки труб? Подумай еще раз Широко используемый для сварки труб, индукционный нагрев также является гибким вариантом для сварки плоских листов и других применений, требующих широкого диапазона размеров и геометрии деталей, а также требований к нагреву.
Хотя индукция является широко используемым методом термообработки при изготовлении и сварке труб, многие люди могут не осознавать, что этот метод также предлагает большую гибкость и преимущества при сварке деталей с другой геометрией, включая плоские пластины.
Приложения, для нагрева которых обычно требуются часы, могут быть выполнены за считанные минуты за счет использования индукционного нагрева и различных вариантов с жидкостным, прокатным или воздушным охлаждением.В зависимости от размера и геометрии детали индукционные системы могут использовать различные компоненты для нагрева. (первый вид)
Приложения, для нагрева которых обычно требуются часы, могут быть выполнены за считанные минуты за счет использования индукционного нагрева и различных вариантов с жидкостным, прокатным или воздушным охлаждением. В зависимости от размера и геометрии детали индукционные системы могут использовать различные компоненты для нагрева. (второй вид)
Правильная обмотка катушки и размещение термопары имеют решающее значение для обеспечения наилучших результатов при индукции. Эта фотография демонстрирует неправильную намотку катушки, из-за которой может не хватить мощности для отопления. Для достижения наилучших результатов все витки катушки должны быть в одном направлении — например, все по часовой стрелке или все против часовой стрелки. Избегайте витков катушки под углом 180 градусов или зигзагообразной конфигурации.
Эта фотография демонстрирует неправильную намотку катушки, из-за которой может не хватить мощности для отопления. Для достижения наилучших результатов все витки катушки должны быть в одном направлении — например, все по часовой стрелке или все против часовой стрелки. Избегайте витков катушки под углом 180 градусов или зигзагообразной конфигурации.
Индукционная технология предлагает множество преимуществ во многих сварочных операциях, требующих предварительного нагрева и снятия напряжений с деталей. Индукция обеспечивает равномерное нагревание, более быстрое нагревание детали, простоту использования и безопасность в эксплуатации.Хотя индукция является широко используемым методом термообработки при изготовлении и сварке труб, многие люди могут не осознавать, что этот метод также предлагает большую гибкость и преимущества при сварке деталей с другой геометрией, включая плоские пластины. Чтобы помочь развеять представление о том, что индукционный нагрев может использоваться только для сварки труб, в этой статье обсуждаются некоторые ключевые передовые методы, которые помогут добиться успеха при использовании индукционного нагрева в плоских пластинах.
ЭФФЕКТИВНОСТЬ ИНДУКЦИИ
Индукционный нагрев — это процесс нагрева с использованием источника энергии, который быстро доводит деталь до температуры и удерживает ее на этом уровне.Он предлагает преимущества в отношении безопасности, качества и эффективности, которых нет в других методах нагрева, таких как открытый огонь и резистивный нагрев. Системы индукционного нагрева быстро нагревают токопроводящие металлы, подавая ток в деталь. Индукция не полагается на нагревательный элемент или пламя для передачи тепла. Вместо этого через нагревательное устройство проходит переменный ток, создавая вокруг него магнитное поле. Когда магнитное поле проходит через заготовку, оно создает в ней вихревые токи.Сопротивление металла борется с потоком вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.
Приложения, для нагрева которых обычно требуются часы, могут быть выполнены за считанные минуты за счет использования индукционного нагрева и различных вариантов с жидкостным, воздушным охлаждением и прокатки. Поскольку в системах индукционного нагрева могут использоваться различные компоненты для нагрева, в зависимости от размера и геометрии детали, это делает их очень гибким вариантом.
Поскольку в системах индукционного нагрева могут использоваться различные компоненты для нагрева, в зависимости от размера и геометрии детали, это делает их очень гибким вариантом.
ГИБКИЙ ВАРИАНТ ДЛЯ ПЛОСКОЙ ПЛИТЫ
Необходимость сваривать плоские пластины или плоские компоненты является обычным явлением во многих отраслях промышленности, включая ремонт оборудования в горнодобывающей промышленности, сварку балок конструкционной стали, мостовые работы, судостроительные верфи и баржи. В случае плоских пластин, требующих предварительного нагрева или снятия напряжения после сварки, операции могут включать использование горелки или нагрева открытым пламенем для доведения детали до температуры. Пламенный метод может вызвать проблемы с устойчивостью нагрева — особенно на больших или очень толстых заготовках — а также в сложных погодных условиях на открытых площадках, таких как ветер или дождь.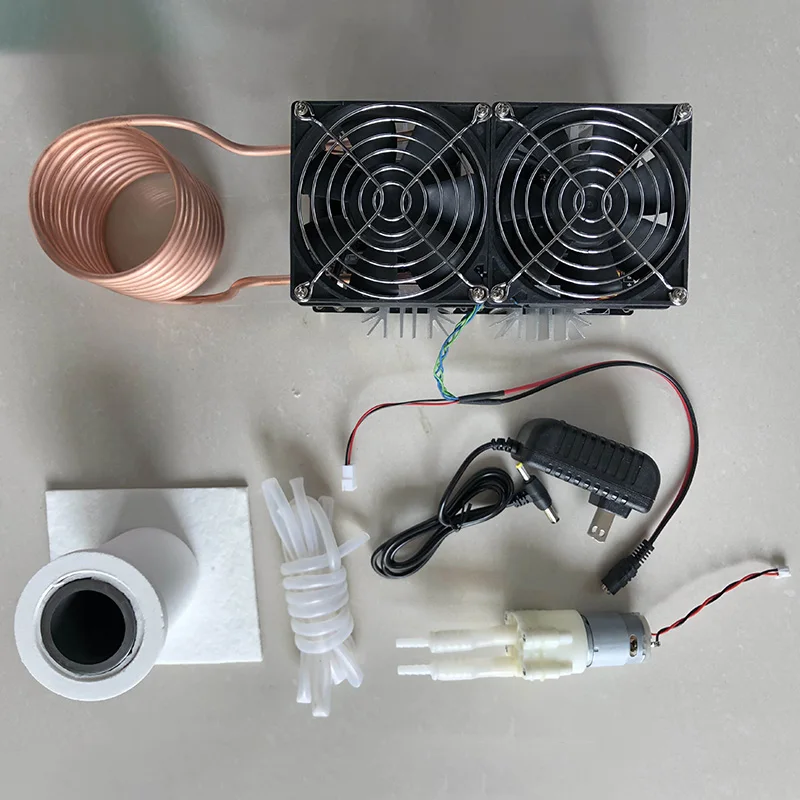 Напротив, индукция — это вариант, который обеспечивает постоянство нагрева во многих условиях, гибкость для различных размеров и форм деталей, быстрое нагревание до температуры и простоту использования. Его можно использовать на очень толстых стальных балках, на больших заготовках и в небольших замкнутых пространствах. Он также предлагает простоту использования независимо от погодных условий — ветер и дождь не мешают индукции, как они могут с пламенем, — а также преимущества безопасности по сравнению с нагревом пламенем.
Напротив, индукция — это вариант, который обеспечивает постоянство нагрева во многих условиях, гибкость для различных размеров и форм деталей, быстрое нагревание до температуры и простоту использования. Его можно использовать на очень толстых стальных балках, на больших заготовках и в небольших замкнутых пространствах. Он также предлагает простоту использования независимо от погодных условий — ветер и дождь не мешают индукции, как они могут с пламенем, — а также преимущества безопасности по сравнению с нагревом пламенем.
Кроме того, существующие сегодня системы индукционного нагрева предлагают варианты для размещения деталей различной геометрии.Доступны различные конфигурации индукционных катушек, которые располагаются на пластине и не должны быть намотаны вокруг детали. В конструкции индукционной катушки соленоид или спиральная катушка — это катушка, которая обычно оборачивается вокруг детали, в то время как блинная катушка (которая по форме похожа на нагревательный элемент плиты) может лежать на детали и растягиваться, чтобы покрыть большую площадь. При использовании плоских пластин операторы обычно используют блинную катушку или индукционное одеяло. Индукционные катушки могут иметь форму, подходящую для небольших, ограниченных участков, а также их можно распределить по большой площади, чтобы нагреть большую деталь до температуры.Например, один длинный змеевик можно использовать для нагрева 40-футовой стальной балки. Кроме того, можно использовать изоляцию или магнитные зажимы, чтобы удерживать блинную катушку напротив плоской пластины, что полезно в тех случаях, когда заготовка находится в вертикальном положении.
При использовании плоских пластин операторы обычно используют блинную катушку или индукционное одеяло. Индукционные катушки могут иметь форму, подходящую для небольших, ограниченных участков, а также их можно распределить по большой площади, чтобы нагреть большую деталь до температуры.Например, один длинный змеевик можно использовать для нагрева 40-футовой стальной балки. Кроме того, можно использовать изоляцию или магнитные зажимы, чтобы удерживать блинную катушку напротив плоской пластины, что полезно в тех случаях, когда заготовка находится в вертикальном положении.
Также важно отметить, что конфигурации индукционной катушки могут использоваться для нагрева одной стороны детали и нагрева всей детали при сварке плоских листов. Так, например, если сварщик работает с одной стороны листа, индукционная катушка может нагреваться с противоположной стороны.Это позволяет производить индукционный нагрев и сварку одновременно, а также экономить время на настройку и переход к следующей части.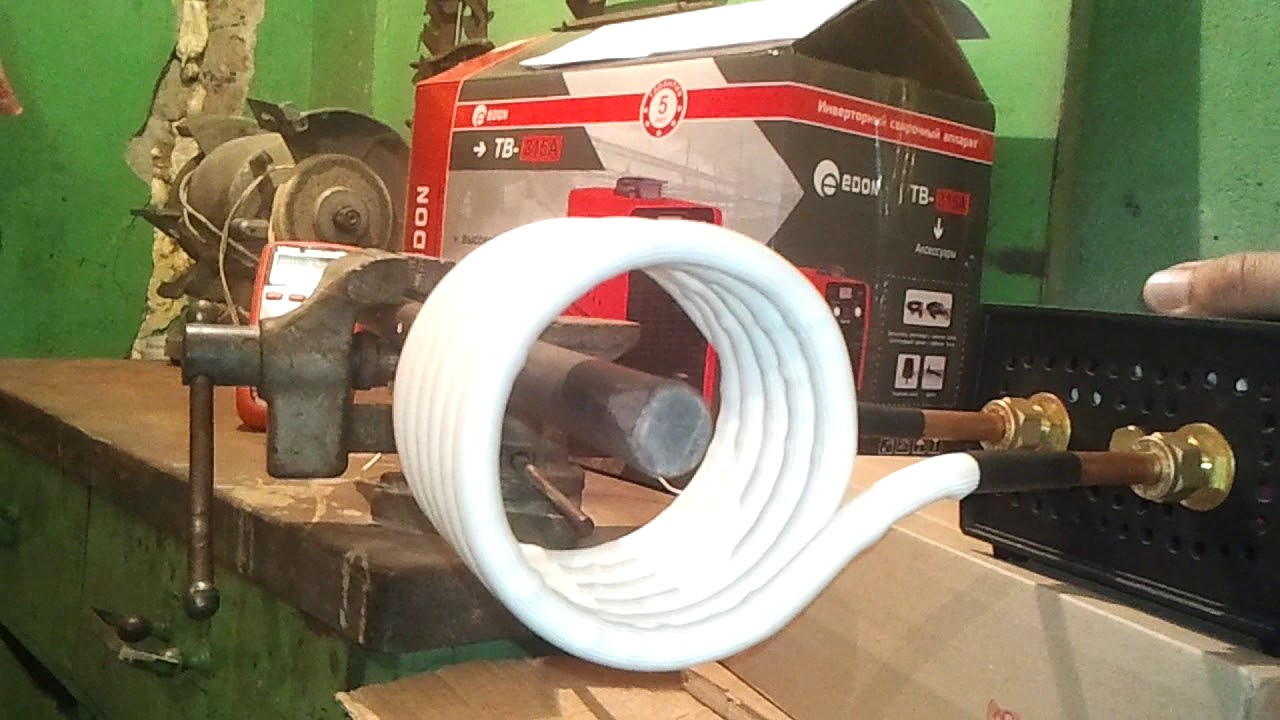 Это также обеспечивает комфорт оператора.
Это также обеспечивает комфорт оператора.
ПРОСТОТА ДОКУМЕНТАЦИИ ТЕМПЕРАТУР
Теперь доступны системы индукционного нагрева, которые предлагают возможности цифровой записи, что позволяет легко отслеживать и документировать уровни температуры. Это важно во многих сварочных процессах, когда для обеспечения качества важно обеспечить соблюдение нормативных требований или требований заказчика в отношении температур термообработки.Возможность цифровой записи этой информации обеспечивает большую простоту использования, эффективность и точность по сравнению с ручной записью. Даже в ситуациях, когда документирование уровней температуры не требуется, этот вариант может обеспечить сварочные операции с конкурентным преимуществом, поскольку они могут доказать клиентам, что при термообработке использовались надлежащие уровни температуры.
СОВЕТЫ И НАИЛУЧШИЕ ПРАКТИКИ
При использовании индукционной термообработки при сварке следует помнить о нескольких передовых методах, которые могут помочь добиться успеха.
- Намотка катушки : Найдите время, чтобы правильно намотать катушку на деталь. Неправильная намотка змеевика может привести к тому, что мощности будет недостаточно для нагрева. Для достижения наилучших результатов все витки катушки должны быть в одном направлении, например, все по часовой стрелке или все против часовой стрелки. Избегайте витков катушки под углом 180 градусов или зигзагообразной конфигурации. Кроме того, любая неиспользуемая часть змеевика — например, концы — должна быть скручена или связана вместе стяжками, лентой, веревкой или веревкой, чтобы уменьшить количество тепловых потерь в неиспользуемой части змеевика.
- Размещение термопары : При нагреве открытым пламенем температура контролируется вручную с помощью температурных мелков. В отличие от этого, системы индукционного нагрева имеют встроенный терморегулятор для контроля температуры с помощью обратной связи от термопар, установленных на детали. Обратная связь термопары с машиной контролирует мощность машины, чтобы предотвратить перегрев.
 Это делает размещение термопары критически важным для достижения желаемых уровней температуры. Обычно лучше всего расположить термопару в центре конфигурации змеевика, которая обычно является самым теплым местом.Для достижения наилучших результатов термопары следует размещать под одеялом. Это предотвращает перегрев и возможное повреждение катушки индукционного нагрева. Кроме того, термопару следует размещать под катушками одеяла, а не под ее серединой, которая на самом деле является более прохладной зоной. Это помогает обеспечить точность показаний температуры. На углах и краях пластины помните, что катушки, выходящие за угол или край, могут нагреть эти области до гораздо более высокой температуры.
Это делает размещение термопары критически важным для достижения желаемых уровней температуры. Обычно лучше всего расположить термопару в центре конфигурации змеевика, которая обычно является самым теплым местом.Для достижения наилучших результатов термопары следует размещать под одеялом. Это предотвращает перегрев и возможное повреждение катушки индукционного нагрева. Кроме того, термопару следует размещать под катушками одеяла, а не под ее серединой, которая на самом деле является более прохладной зоной. Это помогает обеспечить точность показаний температуры. На углах и краях пластины помните, что катушки, выходящие за угол или край, могут нагреть эти области до гораздо более высокой температуры. - Правильные настройки температуры : Важно отметить, что в некоторых случаях может потребоваться превышение желаемой заданной температуры для достижения нужной температуры в корне сварного шва.Это допускает некоторые потери, поскольку система нагревает толщину детали. Например, в приложении, которое требует предварительного нагрева до 250 ° F, может быть полезно установить температуру поверхности до 300 ° или 325 °, особенно для более толстых материалов или когда индукция используется только на одной стороне заготовки, чтобы обеспечить достижение минимальной температуры предварительного нагрева по всей детали.
 Для многих типов стали существует широкий диапазон от минимальной до максимальной температуры, поэтому превышение максимального уровня температуры между проходами обычно не является проблемой.
Для многих типов стали существует широкий диапазон от минимальной до максимальной температуры, поэтому превышение максимального уровня температуры между проходами обычно не является проблемой.
THINK BEYOND PIPE
Индукционный нагрев — это возможный вариант во многих сварочных операциях, который обеспечивает значительные преимущества, включая более постоянный нагрев, более быстрое достижение температуры и повышенную безопасность. В результате проекты могут быть выполнены быстрее без ущерба для качества или безопасности оператора. Хотя этот метод нагрева хорошо известен и становится все более широко используемым для сварки труб, он также дает преимущества во многих других областях, включая сварку плоских листов.Доступные системы предлагают различные типы и стили компонентов для нагрева деталей, что делает индукцию гибким вариантом для приложений, которые включают широкий диапазон размеров и геометрии деталей и требований к нагреву.
Низкочастотный двухпозиционный индукционный нагреватель мощностью 45 кВт, 1–20 кГц
Примечание.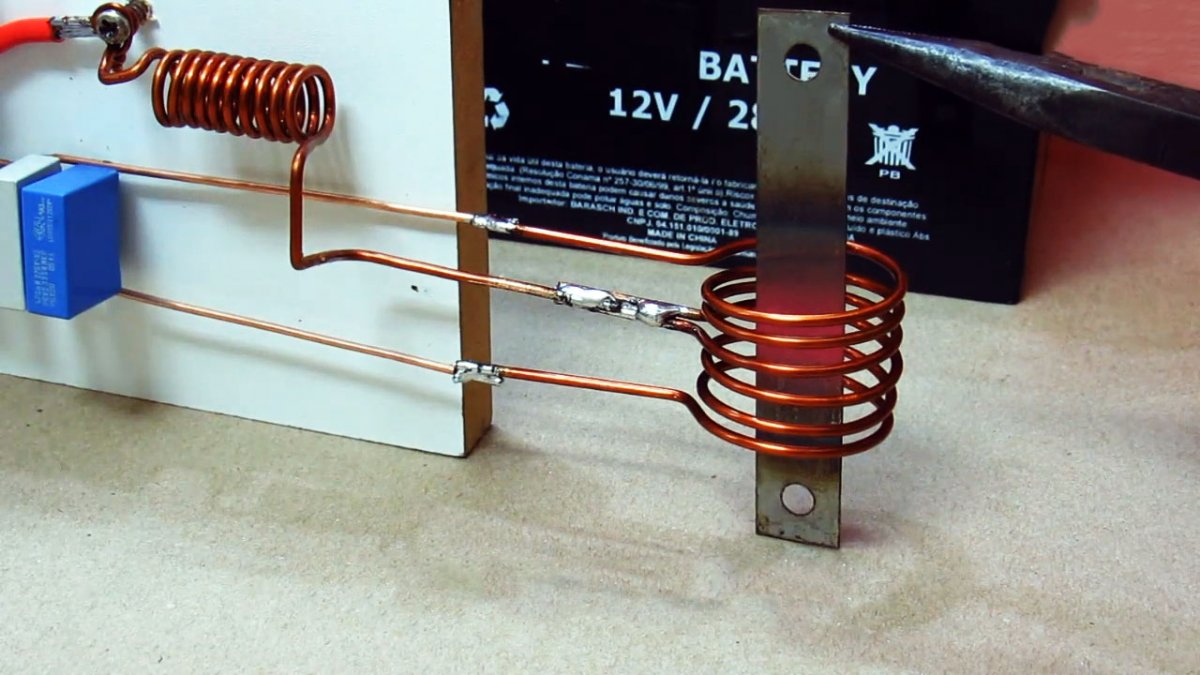 Эта модель доступна только в трехфазном исполнении на 460–480 Вольт.
Эта модель доступна только в трехфазном исполнении на 460–480 Вольт.
Низкочастотные индукционные нагреватели серии Across International от 1 кГц до 20 кГц подходят для широкого спектра применений, включая глубокое проникновение тепла для процессов полной закалки, ковку стальных стержней, отпуск штамповок, предварительный нагрев для сварки и плавление. металлических партий более 4 фунтов.Они не ограничиваются ферромагнитными материалами, поэтому цветные металлы также могут быть эффективно использованы.
Система состоит из трех основных компонентов: источника питания, компенсирующего конденсатора / трансформатора и индукционной катушки / плавильного тигля. Наши нагреватели автоматически настраиваются на оптимальную резонансную частоту для достижения наиболее эффективных общих результатов нагрева в соответствии с требованиями наших клиентов, которые включают проникновение тепла, эффективность нагрева, рабочий шум и электромагнитную однородность.Две из наших самых популярных низкочастотных машин — это плавильные печи с плиточным плавильным аппаратом и печи с автоматической подачей стержня для ковки.
Индукционный нагрев заключается не во внешнем нагреве, а во внутреннем нагреве самой детали. Этот процесс позволяет отказаться от длительных периодов нагрева и позволяет ограниченное подведение тепла локально и точно по времени, тем самым достигая высокой степени эффективности и максимального использования энергии.По сравнению с обычными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания. Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не контактирует напрямую с каким-либо пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не контактирует напрямую с каким-либо пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает получить базовое понимание принципов работы электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева твердотельный высокочастотный источник питания пропускает переменный ток через медную катушку, а нагреваемая часть помещается внутри катушки. Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ УЧИТАТЬ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени нагрева. изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с токопроводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагреть косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.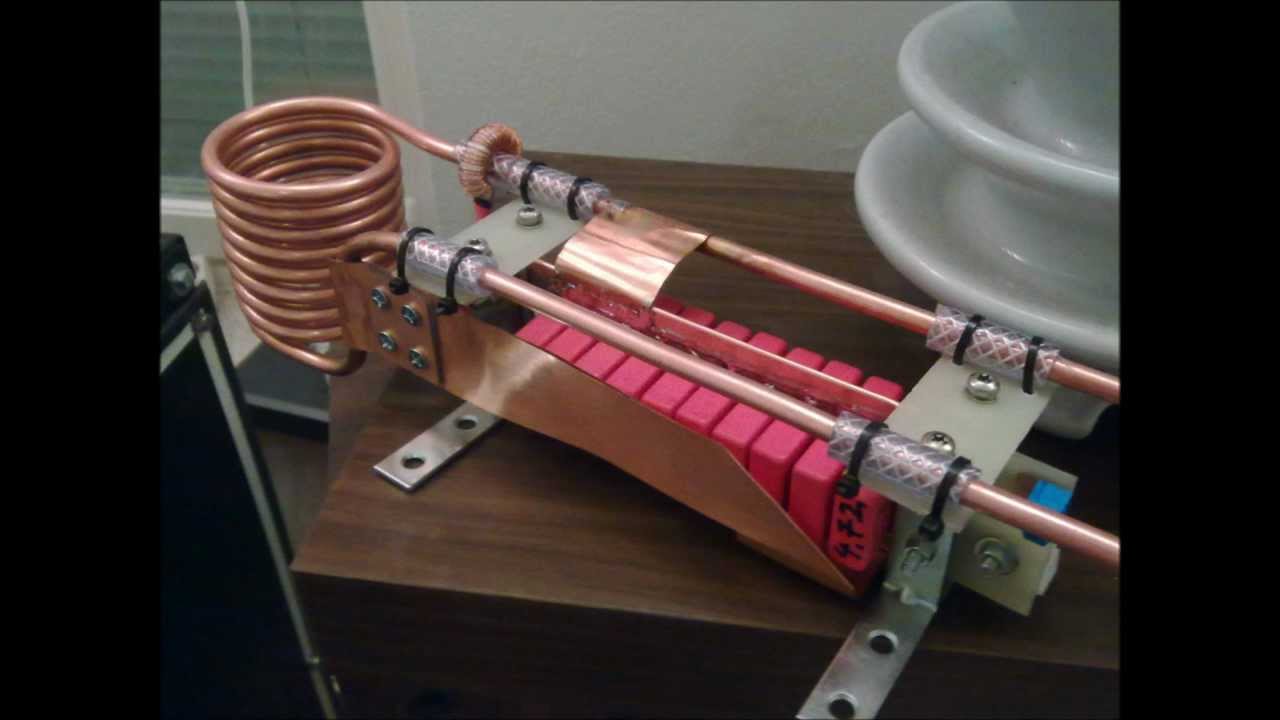
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса.Во время процесса индукционного нагрева магниты, естественно, оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩАЯ ИЛИ ТОЛЩАЯ
В случае проводящих материалов около 80% эффекта нагрева происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Для глубокого проникающего тепла наиболее эффективны более длительные циклы нагрева с частотой от 5 до 30 кГц.
Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Для глубокого проникающего тепла наиболее эффективны более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Зачем? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Именно в индукционной катушке создается переменное магнитное поле, необходимое для индукционного нагрева, через поток переменного тока. Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Индукционные катушки обычно изготавливаются из медных трубок — очень хороших проводников тепла и электричества — диаметром от 1/8 дюйма до 3/16 дюйма; более крупные медные змеевики в сборе предназначены для таких применений, как нагрев полосы металла и нагрев труб. Индукционные змеевики обычно охлаждаются циркулирующей водой и чаще всего изготавливаются по индивидуальному заказу, чтобы соответствовать форме и размеру нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
Что это такое и как это работает
На главную> Индукционный нагрев> Что такое индукционный нагрев
Индукционный нагрев — это процесс, который используется для склеивания, упрочнения или размягчения металлов или других проводящих материалов.Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, стабильности и контроля.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.
В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.
В чем уникальность этого метода нагрева? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — той части электромагнитного спектра, которая ниже инфракрасной и микроволновой энергии. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам индуктор не нагревается (см. Рисунок 1), и нет загрязнения продукта.При правильной настройке процесс становится очень повторяемым и управляемым.
Как работает индукционный нагрев
Как именно работает индукционный нагрев? Это помогает получить базовое понимание принципов работы электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева, показанной на Рисунке 2, твердотельный ВЧ источник питания посылает переменный ток через индуктор (часто медную катушку), а нагреваемая деталь (заготовка) помещается внутри индуктора. Индуктор служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индуктор и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на рисунке 3, эти вихревые токи протекают против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором. Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую связь между теплотой, производимой электрическим током, проходящим через проводник.
Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую связь между теплотой, производимой электрическим током, проходящим через проводник.
Во-вторых, дополнительное тепло вырабатывается внутри магнитных частей за счет гистерезиса — внутреннего трения, которое создается, когда магнитные части проходят через индуктор. Магнитные материалы, естественно, обладают электрическим сопротивлением быстро изменяющимся магнитным полям внутри индуктора.Это сопротивление вызывает внутреннее трение, которое, в свою очередь, выделяет тепло.
Таким образом, в процессе нагрева материала нет контакта между индуктором и деталью, равно как и газы сгорания. Нагреваемый материал может располагаться в помещении, изолированном от источника питания; погруженный в жидкость, покрытый изолированными веществами, в газовой атмосфере или даже в вакууме.
Важные факторы, которые следует учитывать
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индуктора, мощности источника питания и величины изменения температуры, необходимой для данного применения.
Характеристики детали
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагреть косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызываемого вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса (описанного выше).Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩИЙ ИЛИ ТОЛЩИЙ
В случае проводящих материалов около 85% теплового эффекта происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности.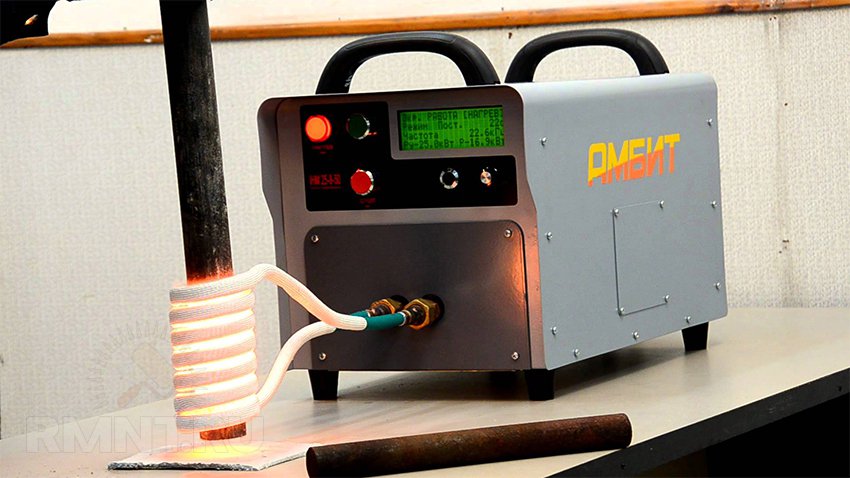 Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью.
Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью.
Исследования показали взаимосвязь между частотой переменного тока и глубиной проникновения нагрева: чем выше частота, тем меньше нагрев детали. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей. Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Зачем? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше.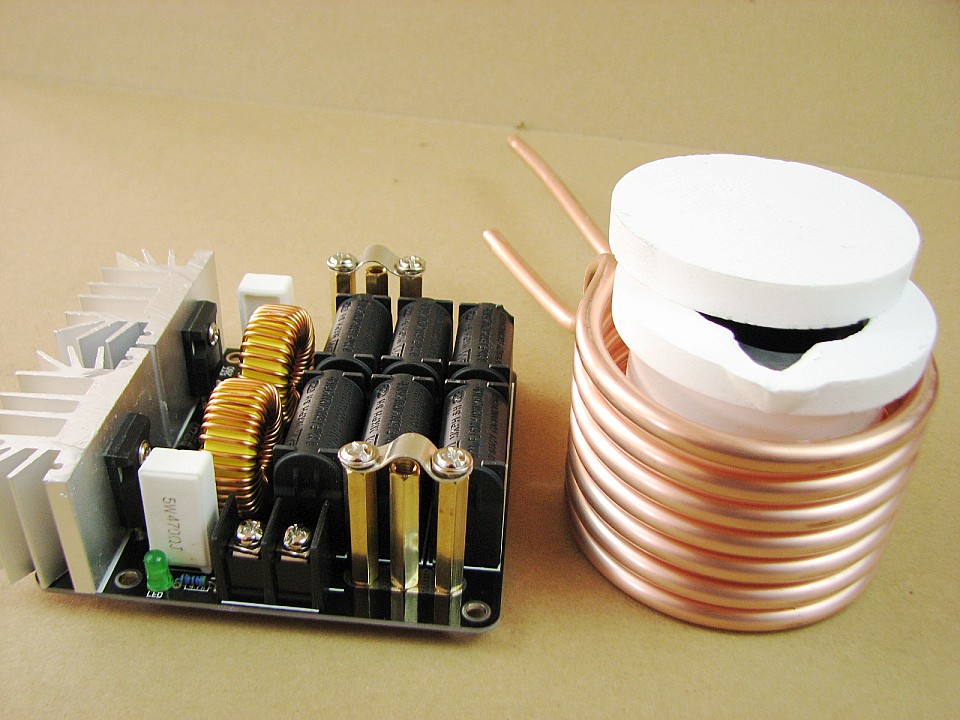 Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
Конструкция индуктора
Именно внутри индуктора создается переменное магнитное поле, необходимое для индукционного нагрева, посредством протекания переменного тока. Таким образом, конструкция индуктора — один из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Мощность блока питания
Размер индукционного источника питания, необходимый для нагрева конкретной детали, можно легко рассчитать.Во-первых, необходимо определить, сколько энергии необходимо передать заготовке. Это зависит от массы нагреваемого материала, удельной теплоемкости материала и требуемого повышения температуры. Также следует учитывать потери тепла от теплопроводности, конвекции и излучения.
Требуемая степень изменения температуры
Наконец, эффективность индукционного нагрева для конкретного применения зависит от величины требуемого изменения температуры. Возможен широкий диапазон температурных изменений; Как показывает практика, для увеличения степени изменения температуры обычно используется большая мощность индукционного нагрева.
SPG Индукционный нагреватель
SPG Индукционный нагревательный аппарат
200K — 1.5MHZ SPG-03-10 серия подробнее>
SPG500K-03B Высокочастотный индукционный нагревательный аппарат
SPG-03B-Ⅲ HF индукционный нагрев
SPG-03AB-Ⅲ HF индукционный нагреватель
SPG-06 с гибкой катушкой 1 м
SPG-06-I HF индукционный нагреватель
200—500KHZ Высокочастотный индукционный нагреватель
более>SPG400K2-10 высокочастотный индукционный нагреватель
SPG400K2-15B высокочастотный индукционный нагреватель
SPG400K2-20 высокочастотный индукционный нагреватель
SPG400K2-20AB высокочастотный индукционный нагреватель SPG4009
0 SPG
-30 высокочастотный индукционный нагреватель
80-200 кГц SPG высокочастотный более>
SPG-10-I высокочастотный i Индукционный нагреватель
Индукционный нагреватель SPG-10-I (с отводом)
Индукционная плавильная машина SPG-10-I
Высокочастотный индукционный нагреватель SPG-20A
SPG-20B индукционного типа плавления Нагреватель
30-80КГц высокочастотный индукционный нагреватель SPG50K подробнее>
Индукционный нагреватель SPG50K-15
Индукционный нагреватель SPG50K-15B
SPG500001 15AB
0 SPG500001 индукционный нагреватель SPG50K-15AB
гибкая катушкаИндукционный нагреватель SPG50K-15AB для плавки
10-40KHZ Высокочастотный серия SPG20K подробнее>
SPG20K-15A высокочастотный индукционный нагреватель
- 4
SPG20K-25
SPG20K-35AB высокочастотный индукционный нагреватель
SPG20K-45AB высокочастотный индукционный n нагреватель
SPG20K-70AB высокочастотный индукционный нагреватель
500-800KHZ высокочастотный станокmore>
SPG индукционный нагреватель введение
Серия SPG охватывает частоту от 10 кГц до 1100 кГц и диапазон мощности от 3 до 300 кВт; Существуют сотни моделей машин SPG, в соответствии с различным частотным диапазоном и технической структурой, машины SPG делятся на серию SPG20K, серию SPG50K, серию SPG и серию SPG400K. Благодаря широкому частотному диапазону и диапазону мощности, машины SPG широко используются в различных приложениях для нагрева металлов.
Благодаря широкому частотному диапазону и диапазону мощности, машины SPG широко используются в различных приложениях для нагрева металлов.
В этих машинах применяется последовательный колебательный контур, через высокочастотный трансформатор выводится низкое напряжение и большая сила тока, которые проходят через индукционную катушку.
Внутри машин серии SPG использовались модули IGBT или MOSFET и наша технология инвертирующего управления третьего поколения, то есть технология мягкого и двойного управления и инвертирования.В этой технологии выходная мощность и частота могут регулироваться и регулироваться отдельно, модуль IGBT и технология управления плавным переключением используются в схеме высокочастотного переключения для управления выходной мощностью. В инвертирующей схеме используется IGBT и схема отслеживания частоты для достижения высокой скорости и точного управления плавным переключением. Внедрение новых технологий не только улучшает качество и надежность машины ,, но также решает технологическую проблему для машины индукционного нагрева большой мощности и позволяет работать со 100% -ным рабочим циклом.
По сравнению с машинами серии SP, машины SPG имеют гораздо более широкий диапазон частот, более широкий диапазон индукционных катушек и более высокую эффективность нагрева.
1. Каталог SPG:
(1) Серия SPG20K: 10–40 кГц
(2) Серия SPG50K: 30–80 кГц
(3) Серия SPG: 80–200 кГц
(4) Серия SPG400K: 200–500 кГц
(5 ) SPG-06 и SPG-10 серии
2. Значение моделей САУ:
Системы индукционного нагрева CEIA для пайки, закалки, пайки оловом, термообработки
ИНДУКЦИОННЫЕ Системы отопления
Более 30 лет CEIA занимается разработкой и производством бесконтактных индукционных нагревательных устройств для обработки металлов.Высокочастотные и среднечастотные генераторы, блоки управления, оптические датчики для измерения температуры и автоматические устройства подачи проволоки из припоя составляют линейку продуктов, известных как семейство Power Cube ® , которые идеально подходят для промышленных процессов термообработки и пайки. сварка.
сварка.
Уникальные технологические решения CEIA позволяют изготавливать энергетическое оборудование с компактными размерами, чрезвычайно высокой энергоэффективностью и долговременной надежностью.
Высокая производительность, которую они предлагают, способствует широкому использованию систем CEIA в наиболее важных промышленных областях, где они получили одобрение конечных пользователей и производителей конечной продукции.
Подбор по ПРИМЕНЕНИЮ
Наши системы индукционного нагрева в настоящее время применяются в различных отраслях промышленности. Благодаря чрезвычайно высокой энергоэффективности, гарантированной надежности во времени и уменьшенному общему размеру индукционные генераторы, блоки управления и оптические пирометры CEIA дополняются всеми основными производителями автоматических машин (OEM) и успешно используются во всех тех областях применения, где Важны повторяемость процесса, постоянное электропитание и точный контроль температуры.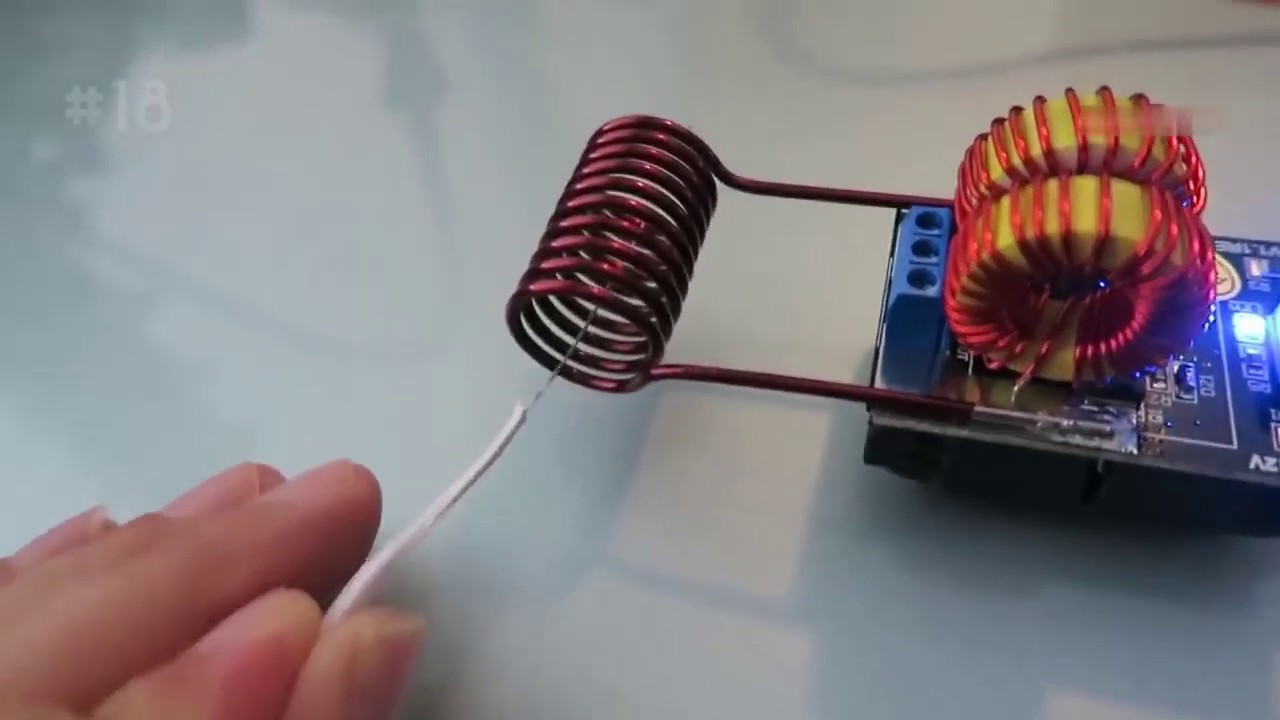
Твердая пайка
Генераторы CEIA особенно подходят для всех применений при пайке стали, меди, нержавеющей стали, алюминия и других металлических сплавов.
Читать большеПайка оловом
Специализированные блоки управления могут управлять всеми рабочими фазами пайки и выполнять систему управления с обратной связью, которая позволяет соблюдать все параметры пайки, установленные оператором.
Читать большеИнструмент для пайки
Устройства CEIA, благодаря выходной мощности и чрезвычайно точному контролю температуры, позволяют ограничить нагрев только областью пайки, тем самым сохраняя металлургические свойства твердого металла и режущего наконечника.
Нагревательная обработка
Генераторы CEIA идеально подходят для закалки, наплавки, отжига.Площадь и глубина нагрева фактически зависят от геометрии катушки и времени воздействия магнитного поля.
Читать большеПайка алюминия
Применение пайки алюминия особенно важно, потому что температура плавления припоя довольно близка к температуре плавления самого алюминия.
Заглушка
Таким образом, высокочастотные устройства серии 900 особенно подходят для герметизации крышек, где скорость, точность и повторяемость нагрева являются основными характеристиками.
Читать большеТеплое формование
Индукционные генераторы CEIA, благодаря чрезвычайно компактным размерам, могут быть легко интегрированы в кузнечные машины для процессов горячего формования (300-900 ° C) сплава титана, никеля, стали для производства крепежных изделий.
Благодаря широкому диапазону частот и мощности генераторы CEIA обеспечивают отличные характеристики и очень высокий выход как магнитных, так и немагнитных материалов (титановый сплав, никель, сталь).
Индукционное отверждение
Отверждение включает любой процесс, в котором тепло используется для катализа или инициирования структурных изменений на химическом и молекулярном уровне в полимерных материалах, таких как эпоксидные смолы, фенольные смолы, сложные полиэфиры и силиконы.Эти материалы по-разному применяются в различных продуктах для склеивания, защитного покрытия, герметизации, изоляции и других целей.
Читать большеТермоусадочная муфта
Это обычная техника в промышленности и механических мастерских для сборки и разборки механических компонентов и узлов трансмиссии.