
Индукционные нагреватели металла и другое оборудование от производителя
ПРОМИНДУКТОР – производственная компания, которая на базе собственных разработок выпускает индукционные нагреватели металла и другое оборудование. Ведущие инженеры трудятся в г. Чэнду (КНР, провинция Сычуань). Там же находится производственный комплекс.Купить по выгодной цене оборудование от производителя – это не просто грамотное решение, а полная защита от рисков рекламаций, получения подделки. Потребители особо отмечают:
высокое качество нашей продукции;
конкурентные цены;
квалифицированную помощь при выборе;
возможность получить консультации специалиста в процессе эксплуатации;
наличие технической поддержки клиентов в формате 24/7.
Большой склад готовой продукции позволяет обеспечивать быструю доставку индукционных нагревателей транспортными кампаниями по России и в страны СНГ. Предоставляем гарантийное обслуживание.
У нас покупают индукционные нагреватели металла под разные задачи.

Помимо готовых решений предлагаем заказать разработку и изготовление индукционного оборудования под индивидуальные требования, а также комплексных решений.
По запросу предоставим необходимую информацию, ответим на интересующие вас вопросы, вышлем печатные материалы, привлечем и организуем встречи с техническими и коммерческими специалистами.
Сотрудничество с ПРОМИНДУКТОР – надежно, выгодно и перспективно!
Ведущие характеристики продукции
Технология. Она разработана в нашем конструкторско-проектном бюро и постоянно модернизируется собственными сотрудниками компании. Учитываются также последние и перспективные мировые открытия, совершенные в профильной сфере.
Производство полного цикла. Ведущие специалисты компании, принимают непосредственное участие в модернизации технологии, производственном процессе, ведут постоянный контроль качества.
Широкий ассортимент моделей. Предприятие предлагает индукционные нагреватели для кузнечного нагрева, закалки, штамповки, плавки, нагрева текучих сред, термообработки сварных соединений и других целей.
Сертификация. Все изделия проходят необходимые тестирования, получают сертификаты соответствия РФ. Производства имеют сертификат IS09001:2008.
Надежность и долговечность. Сотни клиентов от Калининграда до Камчатки бесперебойно и с полной нагрузкой эксплуатируют наше оборудование с 1993 года.
Комплектующие от лидеров рынка. Все необходимое для производства индукционных нагревателей металла и другого оборудования получаем по договору с ведущими брендами. Каждая партия проходит проверку на качество.
Нагреватель индукционный: назначение, преимущества, характеристики
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников
Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников
Отправить запрос
Узнать цену!You must have JavaScript enabled to use this form.
Нагреватель индукционный – состав, принцип действия
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Нагреватели индукционные состоят из двух блоков:
- 1.блок управления и контроля с платами и с IGBT-модулями;
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓Индукционный нагрев очень быстрый, он может занимать всего несколько секунд.

- ✓Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.
Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
В индукторе при помощи высокочастотного генератора образуются мощные токи различной частоты (от нескольких Гц до десятков кГц), в результате чего нагрев металла происходит практический моментально.
Нагреватели индукционные для металла позволяют существенно повысить производительность любого металлообрабатывающего предприятия, уменьшив время нагрева и прохода металлической заготовки через индуктор.
Стоит так же отметить, что нагреватель металла потребляет мало электроэнергии, позволяя снизить затраты. Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.
- ✓экологичные и высокоэффективные;
- ✓при индукционном нагреве металл равномерно разогревается изнутри;
- ✓одна средняя металлическая деталь нагревается от 10 секунд до 1 минуты;
- ✓нагреватель металла позволяет производить быструю смену индуктора.
Высокочастотные нагреватели индукционные, 15-160 кВт
Высокочастотный нагреватель (ВЧ) позволяет проникать вглубь металла всего
на несколько миллиметров. Высокочастотный индукционный нагреватель (ТВЧ) имеет мощность 15-160 кВт, и работает на высокой частоте (30-100 кГц).
Существуют разные виды высокочастотных нагревателей для закалки, пайки, плавки, ковки и другой термообработки. Они различаются киловаттами, чем выше мощность, тем быстрее происходит высокочастотный индукционный нагрев.
- ✓Современные ВЧ-нагреватели могут работать круглосуточно без перерывов, при этом КПД достигает 100 %.
Среднечастотные нагреватели индукционные, 20-200 кВт
Среднечастотный индукционный нагреватель работает на средней частоте от 1 до 20 кГц и имеет мощность от 20 до 200 кВт. Среднечастотный индукционный нагрев способен проникать в глубь металла. Поэтому транзисторные индукционный печи для плавки металла работают в паре именно с этим нагревателем.
Нагреватели индукционные российского производства
На сегодняшний день китайские индукционные нагреватели составляют достойную конкуренцию российским производителям. Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
- a)Китайские нагреватели чинятся только блоками (блочная замена плат), производители охраняют свои технологии и производят заливку плат. Российские нагреватели чинятся более легкими способами, путем замены элемента на самой плате.
- b)По скорости индукционного нагрева Китайские и Российские индукционные нагреватели примерно одинаковые. Отличается только технология и элементы сборки.
- c)Гарантия Китайских нагревателей
составляет 1 год. Некоторые Российские производители дают 2 года гарантии.
 При средних сроках эксплуатации оборудования 7-8 лет.
При средних сроках эксплуатации оборудования 7-8 лет.
Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м
Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м
Аппарат индукционного нагрева. Нагрев происходит за счёт создания магнитного поля в месте контакта металла и наконечника индукционного нагревателя. Индукционный нагреватель разогревает метал точечно, без открытого пламени, что делает работу более безопасной. Для нагрева не являются препятствием лакокрасочные покрытия, ржавчина и пластик. Индукционный нагреватель идеально подходит для нагрева гаек, болтов подвески, стремянок, болтов и гаек рулевого управления, которые заржавели, закисли и не откручиваются обычным способом на всех типах транспортных средств. Индукционный нагреватель может использоваться везде, является безопасной альтернативой газовым горелкам. Аппараты Albatros работают одинаково эффективно как в гаражах, так и в сервисных центрах.
Inductor-16 оборудован системой охлаждения с баком емкостью 20 литров. Охлаждающая система необходима для охлаждения узлов и агрегатов индукционного нагревателя. У данной модели есть два варианта исполнения корпуса — вертикальный или горизонтальный.
Характеристики
| Максимальная мощность | 16 кВт |
| Время непрерывной работы (при температуре 25 град и max мощности) | 40 мин |
| Регулировка степени мощности | 0-100%, 10 ступеней |
| Рабочая частота | 15-20 кГц. |
| Длина кабеля | 4 м |
| Длина кабеля электропитания | 8 м |
| Бак системы охлаждения | 20 л |
| Размеры (длина, ширина, высота) | 500х600х1110 мм |
| Вес с охлаждающей жидкостью | 145 кг |
| Электро питание | 380В/16A 50/60Гц |
| Класс защиты | IP31 |
| Температура использования | 0 – 40 град. |
*Производитель оставляет за собой право вносить конструктивные изменения, без дополнительного уведомления.
Наши специалисты ответят на ваши вопросы по тел:
+7 (906) 784 — 33 — 33
e-mail:
skype:autostapel
Индукционный нагреватель NORDBERG HIF2 — доступная цена, отзывы, описания и характеристики, фото
Индукционный нагреватель NORDBERG HIF2 находит применение при нагреве металлических деталей до температуры 800 градусов. В зависимости от размеров на это требуется от 10 до 65 секунд.
Преимущество заключается в отсутствии нагрева корпуса и основных деталей изделия в процессе эксплуатации. Не требует специального обучения сотрудников.
Имеется принудительное охлаждение. Рабочая частота 25-60 кГц.
- Max мощность, кВт 1
 org/PropertyValue»> Напряжение, В 220
org/PropertyValue»> Напряжение, В 220- Степень защиты IP21
- Габариты, мм 450х55х60
Комплектация *
- Индукционный нагреватель -1 шт.
- Прямая торцевая насадка М19 -1 шт.
- Прямая торцевая насадка М6 — М25 -1 шт.
- Гибкая насадка -1 шт.
- Насадка U-формы -1 шт.
- Плоская насадка -1 шт.
- Инструкция -1 шт.
- Упаковка.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 5,49
Длина, мм: 520
Ширина, мм: 360
Высота, мм: 180
ПреимуществаПрименение NORDBERG HIF2:
|


Произведено
- Германия — родина бренда
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Средний срок ремонта для данной модели составляет 35 дней
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 1 годГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
| СЦ «МАстер Плюс» Средний срок ремонта — 19 дней | Киевское шоссе, с. | +7 (967) 205-68-06 |
Индукционный нагреватель ALBATROS
Главная \ Индукционный нагреватель ALBATROSИндукционный нагреватель ALBATROS (made in ITALY) вы можете купить в Ульяновске в компании Азбука Автосервиса
Индукционный нагреватель ALBATROS T 15000
Установка для индукционного нагрева металла ALBATROS T 15000 в Ульяновске
8807 евро*
Максимальная мощность 16 кВт
Время непрерывной работы (при температуре 200 С и max мощности) 40 мин
Регулировка степени мощности 0-100%, 10 ступеней
Рабочая частота 20-26 кГц.
Длина кабеля насадки 3 м
Длина кабеля электропитания 8 м
Бак системы охлаждения 25 л
Размеры (длина, ширина, высота) 600х600х1140 мм
Масса с охлаждающей жидкостью 140 кг
Электропитание 380В/16A 50/60Гц
Класс защиты IP21
Температура использования 0 – 400 С.
Оптимально: ремонт рельсового транспорта, кузовной ремонт, включая правку рам грузовых автомобилей, слесарный ремонт грузового транспорта.
Применимо: слесарный и кузовной ремонт лёгкого коммерческого транспорта легковых автомобилей.
Индукционный нагреватель ALBATROS T 12000
Установка для индукционного нагрева металла ALBATROS T 12000 в Ульяновске
7890 евро*
Максимальная мощность 11 кВт
Время непрерывной работы (при температуре 200 С и max мощности) 40 мин
Регулировка степени мощности 0-100%, 10 ступеней
Рабочая частота 20-26 кГц.
Длина кабеля насадки 3 м
Длина кабеля электропитания 8 м
Бак системы охлаждения 20 л
Размеры (длина, ширина, высота) 500х600х1040 мм
Масса с охлаждающей жидкостью 110 кг
Электропитание 380В/16A 50/60Гц
Класс защиты IP21
Температура использования 0 – 400 С.
Оптимально: кузовной ремонт, включая правку рам грузовых автомобилей, слесарный ремонт грузовых автомобилей, слесарный ремонт лёгкого коммерческого транспорта
Применимо: слесарный ремонт легковых автомобилей.
Индукционный нагреватель ALBATROS T 7000
Установка для индукционного нагрева металла ALBATROS T 7000 в Ульяновске
5140 евро*
Максимальная мощность 5 кВт
Время непрерывной работы (при температуре 200 С и max мощности) 20 мин
Регулировка степени мощности 0-100%, 10 ступеней
Рабочая частота 20-26 кГц.
Длина кабеля насадки 3 м
Длина кабеля электропитания 8 м
Бак системы охлаждения 13 л
Размеры (длина, ширина, высота) 420х420х1040 мм
Масса с охлаждающей жидкостью 67 кг
Электропитание 380В/16A 50/60Гц или 230В 50/60Гц
Класс защиты IP21
Температура использования 0 – 400 С.
Оптимально: слесарный ремонт лёгкого коммерческого транспорта и легковых автомобилей. Применимо: слесарный ремонт грузовых автомобилей.
Индукционный нагреватель ALBATROS T 4000
Установка для индукционного нагрева металла ALBATROS T 4000 в Ульяновске
4386 евро*
Максимальная мощность 3,7 кВт
Время непрерывной работы (при температуре 200 С и max мощности) 20 мин
Регулировка степени мощности 0-100%, 10 ступеней
Рабочая частота 20-26 кГц.
Длина кабеля насадки 3 м
Длина кабеля электропитания 8 м
Бак системы охлаждения 5 л
Размеры (длина, ширина, высота) 420х420х840 мм
Вес с охлаждающей жидкостью 65 кг
Электропитание 230В 50/60Гц
Класс защиты IP21
Температура использования 0 – 400 С.
Оптимально: слесарный ремонт лёгкого коммерческого транспорта и легковых автомобилей. Применимо: слесарный ремонт грузовых автомобилей.
Индукционный нагреватель ALBATROS T 3000
Установка для индукционного нагрева металла ALBATROS T 3000 в Ульяновске
2771 евро*
Максимальная мощность 3 кВт
Время непрерывной работы (при температуре 20 С и max мощности) 10 мин
Регулировка степени мощности 0-100%, 10 ступеней
Рабочая частота 20-26 кГц.
Длина кабеля насадки 2 м
Длина кабеля электропитания 2 м
Бак системы охлаждения 5 л
Размеры (длина, ширина, высота) 450х260х350 мм
Вес с охлаждающей жидкостью 15 кг
Электропитание 230В 50/60Гц
Класс защиты IP21
Температура использования 0 – 400 С.
Оптимально: слесарный ремонт лёгкого коммерческого транспорта и легковых автомобилей.
ИДЕАЛЬНО ДЛЯ ПОСТОВ РУУК!!!
Индукционный нагреватель ALBATROS I-DUCTOR/P
Установка для индукционного нагрева металла ALBATROS I-DUCTOR/P в Ульяновске
1236 евро*
Предназначена для снятия задних и боковых стёкол, молдингов, удаления адгезивов, герметиков, краски, звукоизолирующих материалов и устранения мелких вмятин (необходимы дополнительные аксессуары). В комплекте с педалью управления.
Максимальная мощность: 3 кВт.
Регулировка мощности: 0-100%, плавная регулировка.
Коэффициент заполнения: 19 кГц.
Время непрерывной работы: 16 мин.
Длина кабеля питания: 2,2 м.
Длина кабеля насадки: 3 м.
Размеры (ДхШхВ): 360х185х250 мм
Масса: 12 кг
Электро питание: 230В/16A 50/60Гц
Класс защиты: IP23
Оптимально: кузовной ремонт легковых автомобилей, лёгкого коммерческого транспорта и грузовых автомобилей (кабины).
Применимо: слесарный ремонт легковых автомобилей.
Индукционный нагреватель I-DUCTOR/P01
Установка для индукционного нагрева металла I-DUCTOR/P01 в Ульяновске
1597 евро*
Предназначена для снятия задних и боковых стёкол, молдингов, удаления адгезивов, герметиков, краски, звукоизолирующих материалов и устранения мелких вмятин (необходимы дополнительные аксессуары). В комплекте с насадкой для демонтажа стёкол и педалью управления.
Максимальная мощность: 3 кВт.
Регулировка мощности: 0-100%, плавная регулировка.
Коэффициент заполнения: 19 кГц.
Время непрерывной работы: 16 мин.
Длина кабеля питания: 2,2 м.
Длина кабеля насадки: 3 м.
Размеры (ДхШхВ): 360х185х250 мм
Масса: 12 кг
Электро питание: 230В/16A 50/60Гц
Класс защиты: IP23
Оптимально: кузовной ремонт легковых автомобилей, лёгкого коммерческого транспорта и грузовых автомобилей (кабины).
Применимо: слесарный ремонт легковых автомобилей.
Выполняемые операции: Снятие задних и боковых стёкол, герметиков, шумоизоляции и антигравийных покрытий
Индукционный нагреватель I-DUCTOR/P02
Установка для индукционного нагрева металла I-DUCTOR/P02 в Ульяновске
1844 евро*
Предназначена для снятия задних и боковых стёкол, молдингов, удаления адгезивов, герметиков, краски, звукоизолирующих материалов и устранения мелких вмятин (необходимы дополнительные аксессуары). В комплекте с насадкой для нагрева болтов и гаек, насадкой для демонтажа стёкол, педалью управления и насадкой-«варежкой» для удаления наклеек и молдингов.
Максимальная мощность: 3 кВт.
Регулировка мощности: 0-100%, плавная регулировка.
Коэффициент заполнения: 19 кГц.
Время непрерывной работы: 16 мин.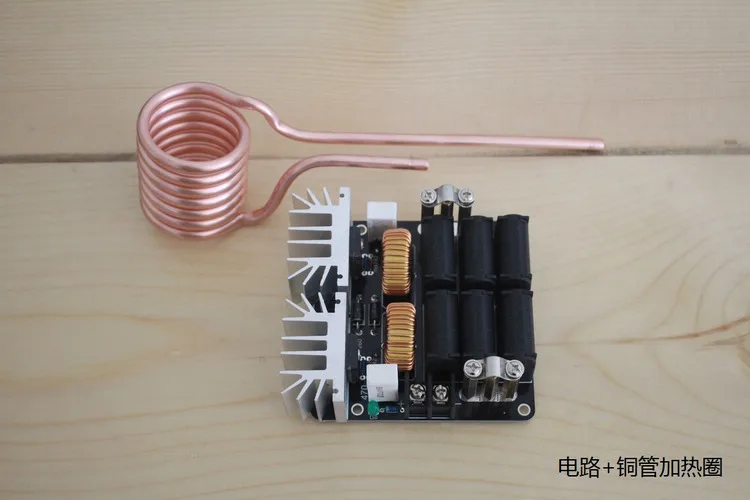
Длина кабеля питания: 2,2 м.
Длина кабеля насадки: 3 м.
Размеры (ДхШхВ): 360х185х250 мм
Масса: 12 кг
Электро питание: 230В/16A 50/60Гц
Класс защиты: IP23
Оптимально: кузовной ремонт легковых автомобилей, лёгкого коммерческого транспорта и грузовых автомобилей (кабины).
Применимо: слесарный ремонт легковых автомобилей.
Выполняемые операции: Снятие задних и боковых стёкол, герметиков, шумоизоляции, антигравийных покрытий, молдингов и наклеек.
Индукционный нагреватель I-DUCTOR/P03
Установка для индукционного нагрева металла I-DUCTOR/P03 в Ульяновске
2163 евро*
Предназначена для снятия задних и боковых стёкол, молдингов, удаления адгезивов, герметиков, краски, звукоизолирующих материалов и устранения мелких вмятин (необходимы дополнительные аксессуары). В комплекте с насадкой для нагрева болтов и гаек, насадкой для демонтажа стёкол, педалью управления и насадкой-«варежкой» для удаления наклеек и молдингов.
В комплекте с насадкой для нагрева болтов и гаек, насадкой для демонтажа стёкол, педалью управления и насадкой-«варежкой» для удаления наклеек и молдингов.
Максимальная мощность: 3 кВт.
Регулировка мощности: 0-100%, плавная регулировка.
Коэффициент заполнения: 19 кГц.
Время непрерывной работы: 16 мин.
Длина кабеля питания: 2,2 м.
Длина кабеля насадки: 3 м.
Размеры (ДхШхВ): 360х185х250 мм
Масса: 12 кг
Электро питание: 230В/16A 50/60Гц
Класс защиты: IP23
Оптимально: кузовной ремонт легковых автомобилей, лёгкого коммерческого транспорта и грузовых автомобилей (кабины).
Применимо: слесарный ремонт легковых автомобилей.
Выполняемые операции: Снятие задних и боковых стёкол, герметиков, шумоизоляции, антигравийных покрытий, молдингов и наклеек, нагрев болтов, гаек, шпилек и т. д.
д.
Индукционный нагреватель I-DUCTOR/P04
Установка для индукционного нагрева металла I-DUCTOR/P04 в Ульяновске
2493 евро*
Предназначена для снятия задних и боковых стёкол, молдингов, удаления адгезивов, герметиков, краски, звукоизолирующих материалов и устранения мелких вмятин. В комплекте с насадкой для нагрева болтов и гаек, насадкой для демонтажа стёкол, педалью управления, насадкой-«варежкой» для удаления наклеек и молдингов и насадкой для устранения мелких вмятин.
Максимальная мощность: 3 кВт.
Регулировка мощности: 0-100%, плавная регулировка.
Коэффициент заполнения: 19 кГц.
Время непрерывной работы: 16 мин.
Длина кабеля питания: 2,2 м.
Длина кабеля насадки: 3 м.
Размеры (ДхШхВ): 360х185х250 мм
Масса: 12 кг
Электро питание: 230В/16A 50/60Гц
Класс защиты: IP23
Оптимально: кузовной ремонт легковых автомобилей, лёгкого коммерческого транспорта и грузовых автомобилей (кабины).
Применимо: слесарный ремонт легковых автомобилей.
Выполняемые операции: Снятие задних и боковых стёкол, герметиков, шумоизоляции, антигравийных покрытий, молдингов и наклеек, нагрев болтов, гаек, шпилек, выправление мелких вмятин.
Индукционный нагреватель ALBATROS EASY DENT-01
Установка для индукционного нагрева металла ALBATROS EASY DENT-01 в Ульяновске
1339 евро*
Предназначена для исправления локальных дефектов на кузовных деталях автомобиля (вмятины, волны и т.д.).
Максимальная мощность: 1 кВт.
Регулировка мощности: 0-100%, плавная регулировка.
Коэффициент заполнения: 40-80 кГц.
Длина кабеля питания: 4,5 м.
Бак системы охлаждения: нет
Размеры (ДхШхВ): 320х200х175 мм
Масса: 6 кг
Электро питание: 230В/16A 50/60Гц
Класс защиты: IP23
Оптимально: кузовной ремонт легковых автомобилей.
Выполняемые операции: выправление мелких вмятин.
Индукционный нагреватель ALBATROS EASY-DUCTOR IND — 230V.1
Установка индукционного нагрева металла ALBATROS EASY-DUCTOR IND — 230V.1 в Ульяновске
1129 евро*
Максимальная мощность 1 кВт
Длина кабеля питания 2,2 м
Бак системы охлаждения нет
Размеры генераторного модуля (ДхШхВ): 350х250х150 мм
Размеры рабочего инструмента (ДхШхВ): 420х100х100 мм
Электро питание 230В/16A 50/60Гц
Класс защиты IP23
Температура использования 0 – 400 С.
Масса 6 кг
Оптимально: слесарный ремонт легковых автомобилей и лёгкого коммерческого транспорта. Применимо: мелкий слесарный ремонт грузовых автомобилей
Выполняемые операции: нагрев болтов, гаек, шпилек и т.д.
* — уточняйте цену на момент покупки
F40R TopAuto Установка для индукционного нагрева металла
F40R TopAuto Установка для индукционного нагрева металлаОписание F40R TopAuto:
Индукционный нагрев — это бесконтактный метод, который может быть использован для нагрева металлов.
Индукционный нагреватель создает переменное магнитное поле, которое генерирует вихревые токи внутри материала. Именно эти вихревые токи генерируют тепло. Благодаря аппарату индукционного нагрева Вы можете окончательно исключить использование открытого пламени в вашей мастерской.
Отсутствие открытого пламени позволит вам работать даже вблизи чувствительных к нагреву частей. Не являются препятствием для работы нагревателя лакокрасочные покрытия, пластик и ржавчина.
Наиболее частое применение индукционного нагревателя встречается на посту сход-развала, где требуется открутить прикипевшие гайки рулевых наконечников, шаровых опор и других элементов подвески автомобиля. Свое применение индукционный нагреватель найдет и при работе с выхлопной системой, где также встречаются проблемы с откручианием прикипевших или заржавевших гаек.
С индукционными нагревательными приборами TopAuto вы можете быстро и безопасно нагревать железо и алюминий.
Установка индукционного нагрева FIRE40R с жидкостной системой охлаждения и баком емкостью 20 литров. Время непрерывной работы при температуре окружающей среды 20˚C и максимальной мощности составляет 20 минут. Кабель электропитания длиной 8 метров и рабочий кабель длиной 3 метра позволяют добраться до самых удаленных точек.
Длина 420 мм.
Ширина 420 мм.
Высота 940+100 мм.
Вес 65 кг.
Мощность 4 кВт
Сеть 230 В
Тип индукционный нагрев
Длина кабеля 3 м.
Объем бака 13 л.
Охлаждение жидкостное
Потреб. ток 28-30 А
Индукционный нагреватель тепла установки Booster для удаления вмятин WOYO PDR007 листового металла для автотракторной
Пакет включен: 1 x Индукционный нагреватель 1 x кабель питания 1 x быстрого соединения головы с кабелем 3 x Bump ремонт ручки 1 x выключатель руководитель реставрации
Технические характеристики:
Модель: WOYO PDR007
Предохранитель: 10A
Максимальное напряжение: 250 V
Максимальная мощность :800 ВТ
Частота: 40 ~ 45 кГц
Входное напряжение:220 ~ 240 V(100-120В)
Входной ток: 5 A
Выходная мощность: 800 ВТ
Выходное напряжение: 450 V
Выходной ток: 2 A
Частота: 50/60 Гц
Размер вилки: ЕС
Размер нагревателя(L * W * H):17 x 21. 5 x 14.5 cm/6.7 «x 8.5 «х 5.7»
5 x 14.5 cm/6.7 «x 8.5 «х 5.7»
Особенности: 1.Простой, легкий в использовании, низкая стоимость обучения. 2.Большой экран дисплея, точный контроль, реального времени мониторинг. 3.Высокая точность управления, контроля качества, эксплуатационной безопасности. 4.Два режима работы для адаптации к различным потребностям: ①Time режим ②Power режим. 5.По сравнению с традиционным способом, демонтаж и ремонт, скорость 6 раз быстрее доставки владельцев, улучшения использования магазин, быстрое возвращение инвестиций.
Предупреждение перед операцией:
1.Не используйте это устройство в пациентов с кардиостимулятором и различные металлические протезы.
2.Перед использованием оборудования, пожалуйста носите защитную маску, защитные перчатки и комбинезон для предотвращения ожогов в операции.
3.Не носить любые металлические предметы, например часы, колье, ключи, пряжки, монеты, молнии, и т.д…
4.Оборудование не должно использоваться в токопроводящей пыли, спрей рабочей области, химического топлива Рабочая зона, зона высокой температуры и высокой влажности области. 5.Когда прибор включен, не горючий материал могут быть размещены рядом с ним.
6.Перед использованием оборудования, пожалуйста, огнетушитель в случае ненадлежащей эксплуатации.
7.Не нужно устанавливать подушек безопасности в непосредственной близости от использования этого инструмента.
8.Если устройство подключено к источнику питания, это необходимо для охраны оборудования. Отсоедините электросети переменного тока когда не в пользе.
9.Оборудование для хранения, температура должна поддерживаться на 0 ~ 50 ℃, когда мобильное устройство, чтобы избежать вибрации.
5.Когда прибор включен, не горючий материал могут быть размещены рядом с ним.
6.Перед использованием оборудования, пожалуйста, огнетушитель в случае ненадлежащей эксплуатации.
7.Не нужно устанавливать подушек безопасности в непосредственной близости от использования этого инструмента.
8.Если устройство подключено к источнику питания, это необходимо для охраны оборудования. Отсоедините электросети переменного тока когда не в пользе.
9.Оборудование для хранения, температура должна поддерживаться на 0 ~ 50 ℃, когда мобильное устройство, чтобы избежать вибрации.
Важное предупреждение в операции:
1.Ремонт в голову в ремонт поврежденных орган процесс, ремонт, что голова и тело температура будет расти быстро, в оборудовании, тело, ремонт головы без охлаждения, не прикасайтесь, пожалуйста, чтобы не сжечь.
2. Ремонт головы в процессе ремонта, ремонт головы и тела температуры будет расти быстро, не для операции долгое время сделать один поврежденных частей (каждый 1 ~ 15 секунд после операции с влажным полотенцем протрите неоднократно поврежденных частей охлаждения), термостойкая краска избежать больно.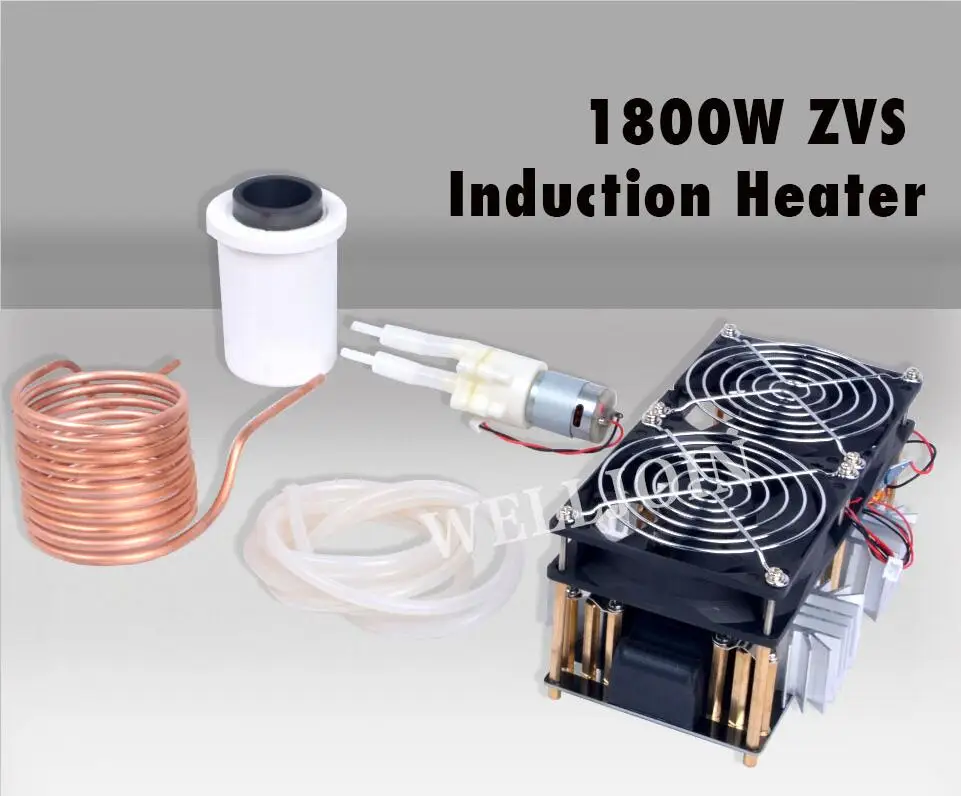 3.Процесс ремонта, ремонт головы и температуры тела будет расти быстро, автомобиль опыт момент слабых размягчения, во время ремонта головы не должны нажать действие, чтобы не смягчают момент, вызванных увеличением депрессии.
3.Процесс ремонта, ремонт головы и температуры тела будет расти быстро, автомобиль опыт момент слабых размягчения, во время ремонта головы не должны нажать действие, чтобы не смягчают момент, вызванных увеличением депрессии.
Теплый запрос: 1.Нельзя использовать на белый цвет автомобили. 2.Измерения, руководство, пожалуйста, позвольте 1 ~ 2 см ошибка, спасибо. 3.Из-за разницы между различными мониторами изображение может не отражать фактический цвет элемента. Мы гарантируем, что стиль так же, как показано на фотографии.Пожалуйста, поймите, спасибо!
Тип товара: Аксессуары различного назначения
Индукционный нагреватель для металла по лучшей цене — Выгодные предложения на индукционный нагреватель для металла от глобальных продавцов индукционного нагревателя для металла
Отличные новости !!! Вы попали в нужное место для индукционного нагревателя для металла. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший индукционный нагреватель для металла вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели индукционный нагреватель для металла на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели индукционный нагреватель для металла на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в индукционном нагревателе для металла и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести индукционный нагреватель для металла по самой выгодной цене.
Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести индукционный нагреватель для металла по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Что это такое и как это работает?
Системы индукционного нагрева
Источник питания для индукционного нагрева преобразует сетевое питание переменного тока в переменный ток более высокой частоты, подает его на рабочую катушку и создает внутри катушки электромагнитное поле.Ваша заготовка помещается в это поле, которое наводит в ней вихревые токи. Трение этих токов генерирует точное, чистое, бесконтактное тепло. Для охлаждения рабочей катушки и индукционной системы обычно требуется система водяного охлаждения.
Для охлаждения рабочей катушки и индукционной системы обычно требуется система водяного охлаждения.
Рабочая частота
Размер заготовки и область применения нагрева определяют рабочую частоту оборудования для индукционного нагрева. Как правило, чем больше размер обрабатываемой детали, тем ниже частота, а чем меньше размер обрабатываемой детали, тем выше частота.Рабочая частота определяется емкостью цепи резервуара, индуктивностью индукционной катушки и свойствами материала заготовки.
Магнитные материалы и глубина проникновения
Если материал вашей заготовки является магнитным, например углеродистая сталь, ее можно легко нагреть с помощью двух методов индукционного нагрева: вихретокового и гистерезисного нагрева. Гистерезисный нагрев очень эффективен до температуры Кюри (для стали 600 ° C (1100 ° F)), когда магнитная проницаемость уменьшается до 1, а вихревой ток остается для нагрева.Индуцированный ток в детали будет течь по поверхности, где 80% тепла, производимого в детали, генерируется во внешнем слое (скин-эффект). Более высокие рабочие частоты имеют небольшую толщину скин-слоя, в то время как более низкие рабочие частоты имеют большую толщину скин-слоя и большую глубину проникновения.
Более высокие рабочие частоты имеют небольшую толщину скин-слоя, в то время как более низкие рабочие частоты имеют большую толщину скин-слоя и большую глубину проникновения.
КПД сцепления
Связь между током, протекающим в заготовке, и расстоянием между заготовкой и индукционной катушкой является ключевым фактором; чем ближе катушка, тем больше ток в заготовке.Но сначала необходимо оптимизировать расстояние между катушкой и заготовкой с учетом необходимого нагрева и практического обращения с заготовкой. Многие факторы в индукционной системе можно настроить в соответствии с катушкой и оптимизировать эффективность связи.
Важность конструкции змеевика
Эффективность индукционного нагрева увеличивается до максимума, если заготовку можно поместить внутрь индукционной катушки. Если ваш технологический процесс не позволяет разместить заготовку внутри катушки, катушку можно поместить внутрь заготовки.Размер и форма медной индукционной катушки с водяным охлаждением будут соответствовать форме вашей заготовки и предназначены для подачи тепла в нужное место на заготовке.
Требования к питанию
Мощность, необходимая для нагрева заготовки, зависит от:
- Масса вашей заготовки
- Свойства материала вашей заготовки
- Требуемое повышение температуры
- Время нагрева, необходимое для удовлетворения ваших технологических потребностей
- Эффективность поля за счет конструкции катушки
- Любые потери тепла в процессе нагрева
После того, как мы определим мощность, необходимую для нагрева вашей заготовки, мы сможем выбрать правильное оборудование для индукционного нагрева с учетом эффективности связи катушек.
Что такое индукционный нагрев? | Inductoheat Inc
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов нагрева?
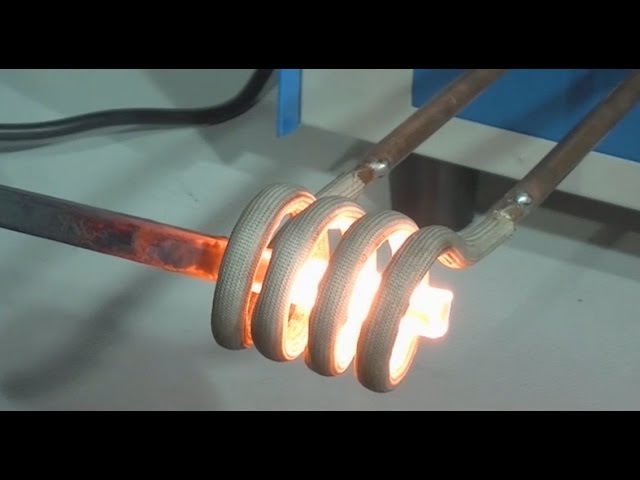
Для типичного инженера индукция — увлекательный метод нагрева. Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом.Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическим процессом, но основные концепции индукционного нагрева просты для понимания.
Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом.Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическим процессом, но основные концепции индукционного нагрева просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея).Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться. Это сопротивление проявляется в виде тепла (эффект нагрева Джоуля). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока.![]() Это явление критично для индукционного нагрева.
Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. После того, как поверхность продукта нагрета, тепло передается через продукт с теплопроводностью.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока. Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируются непосредственно с помощью индуцированного тока зависит от того, что называется в электрических опорной глубины .
Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируются непосредственно с помощью индуцированного тока зависит от того, что называется в электрических опорной глубины .
Электрическая эталонная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Более высокая частота ток приведет к мельче электрических эталонной глубины и более низкая частота ток приведет к более глубокой электрическим эталонной глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Опорная электрическая глубина высокой и низкой частоты Компании группы Inductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии катушек позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление является первым шагом в получении полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, вызывая напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных металлических применений, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, при использовании тех же принципов нагрева, что и при нагревании в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывного использования.![]() Например, светлый отжиг труб и труб из нержавеющей стали.
Например, светлый отжиг труб и труб из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень малые электрические опорные глубины , которые могут быть достигнуты с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых — прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней части сформированного канала. По мере того как ток течет по краям ленты, они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие примеси вытесняются, что приводит к образованию твердотельного кузнечного шва.

Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Индукционный нагрев — обзор
12.2 Принципы индукционного нагрева черных и магнитных материалов
Индукционный нагрев использует переменное магнитное поле для индукции энергии в электропроводной среде.В объяснении этого сложного явления задействовано несколько физических законов.
Уравнения Максвелла определяют, как индуцированные токи генерируются и распределяются внутри нагреваемого материала под действием электромагнитного поля, в то время как закон Фурье можно использовать для оценки теплового поля. Закон Ома и закон Джоуля-Ленца также имеют отношение к индукционному нагреву. Особые свойства материала, такие как магнитная проницаемость и теплоемкость, также играют важную роль.
Подробное обсуждение общих принципов индукционного нагрева широко доступно в литературе, к которой отнесен читатель [3,4].Далее следует краткое изложение, объясняющее фундаментальный процесс, который позволяет железным и магнитным частицам внутри асфальтовой смеси нагреваться внешним источником — индуктором — и создавать переменное магнитное поле через катушку. Нагреваемый объект обычно называют заготовкой. Нет контакта между заготовкой и индукционной катушкой.
Согласно четвертому уравнению Максвелла, если электрический ток течет в проводнике, он создает магнитное поле в окружающем пространстве (т.е.е. медный провод, подключенный к аккумулятору). Если ток меняется со временем, магнитное поле, создаваемое током, также изменяется со временем. Третье уравнение Максвелла определяет электродвижущую силу, создаваемую изменением во времени магнитного потока (то есть частотой индукционного нагрева). Если объект-проводник (то есть железный материал) находится в электромагнитном поле, он будет подвергаться воздействию индуцированных токов в соответствии с законом Ома. Когда на проводник подается напряжение (т.е., электродвижущая сила), то между любыми двумя точками проводника должен протекать ток. Эти токи обычно называют вихревыми токами. Сила тока, протекающего между двумя точками, зависит, среди прочего, от удельного сопротивления проводника. Вихревые токи генерируют мощность в заготовке, и ее рассеяние вызывает нагрев в соответствии с эффектом Джоуля и, как следствие, повышение температуры. В конечном итоге тепло или тепловая энергия распределяется в соответствии с тепловыми свойствами материала (т.е.е., удельная теплоемкость и теплопроводность). Некоторые материалы изменяют свои свойства в зависимости от температуры, что приводит к изменению всего процесса нагрева за время индукции. Изменение удельного сопротивления, например, влечет за собой, что для нагрева стали на один градус требуется больше энергии, когда она горячая, по сравнению с тем, когда она холодная. Точно так же теплопроводность снижается с повышением температуры для некоторых материалов.
Когда на проводник подается напряжение (т.е., электродвижущая сила), то между любыми двумя точками проводника должен протекать ток. Эти токи обычно называют вихревыми токами. Сила тока, протекающего между двумя точками, зависит, среди прочего, от удельного сопротивления проводника. Вихревые токи генерируют мощность в заготовке, и ее рассеяние вызывает нагрев в соответствии с эффектом Джоуля и, как следствие, повышение температуры. В конечном итоге тепло или тепловая энергия распределяется в соответствии с тепловыми свойствами материала (т.е.е., удельная теплоемкость и теплопроводность). Некоторые материалы изменяют свои свойства в зависимости от температуры, что приводит к изменению всего процесса нагрева за время индукции. Изменение удельного сопротивления, например, влечет за собой, что для нагрева стали на один градус требуется больше энергии, когда она горячая, по сравнению с тем, когда она холодная. Точно так же теплопроводность снижается с повышением температуры для некоторых материалов.
Изменение частоты индукционного нагрева в источнике влияет на глубину проникновения в заготовку; низкие частоты (т.е.например, 10–50 Гц), как правило, гарантируют более глубокое проникновение, в то время как высокие частоты (например, 50–500 Гц) вызывают более быстрый нагрев поверхности.
В ферромагнитных материалах гистерезисные потери также играют роль во время индукционного нагрева. Переменное электромагнитное поле генерирует колебания магнитных диполей материала, потому что полярная ориентация непрерывно изменяется в каждом цикле. Незначительное количество тепла генерируется трением, возникающим при колебаниях диполей (гистерезис).
Обычно ферромагнитные материалы демонстрируют гистерезисные потери до определенной температуры, известной как температура Кюри; после этого они становятся немагнитными, и гистерезис больше не возникает. Большинство материалов, используемых для индукционного нагрева асфальта, имеют температуру Кюри выше 600–700 ° C; как поясняется далее в следующих разделах, индукционный нагрев асфальта требует быстрого повышения температуры и способен снизить вязкость битума, окружающего микротрещины. Максимальная температура системы в асфальтовых материалах обычно не превышает 80–90 ° C. Потери на гистерезис создают дополнительное тепло в ферромагнитных материалах, используемых для восстановления асфальта, хотя, по оценкам, гистерезис производит от 6% до 8% общего тепла [4].
Максимальная температура системы в асфальтовых материалах обычно не превышает 80–90 ° C. Потери на гистерезис создают дополнительное тепло в ферромагнитных материалах, используемых для восстановления асфальта, хотя, по оценкам, гистерезис производит от 6% до 8% общего тепла [4].
Асфальт является непроводящим материалом, и индукционный нагрев не работает, если в состав смеси не добавлены проводящие порошки, волокна или специальные заполнители. Нагревание куска «проводящего» асфальта с помощью индукции также сильно отличается от нагрева непрерывного, плотного и однородного куска металла.Проводящий материал, добавляемый в асфальт, далеко не диспергирован однородно из-за неоднородности асфальта, который включает пустоты и агрегаты различных размеров. Микротрещины могут образовываться где угодно; если в непосредственной близости от трещины нет проводящего материала, она не заживет из-за индукционного нагрева.
Кроме того, при индукционном нагреве сплошной и сплошной стальной детали на поверхности выделяется тепло (скин-эффект), которое затем передается внутрь за счет теплопроводности материала. Если нет непрерывности между проводящими частицами в асфальтовой смеси, тогда теплопроводность проявляется между очень разными материалами; некоторые из них имеют очень низкую способность передавать тепло (например, битум и заполнитель), в то время как другие имеют высокую теплопроводность (т.е. проводящие частицы). Это дополнительно увеличивает количество исследуемых переменных и снижает эффективность всего процесса, следовательно, требуется больше мощности на входе.
Если нет непрерывности между проводящими частицами в асфальтовой смеси, тогда теплопроводность проявляется между очень разными материалами; некоторые из них имеют очень низкую способность передавать тепло (например, битум и заполнитель), в то время как другие имеют высокую теплопроводность (т.е. проводящие частицы). Это дополнительно увеличивает количество исследуемых переменных и снижает эффективность всего процесса, следовательно, требуется больше мощности на входе.
Одной из целей расширения использования этой технологии на дорогах является использование малой мощности для быстрого генерирования тепла, необходимого для снижения вязкости битума и заполнения микротрещин.
Низкочастотный двухпозиционный индукционный нагреватель мощностью 70 кВт, 1–20 кГц
Примечание. Эта модель доступна только в трехфазном исполнении на 460–480 Вольт.
Низкочастотные индукционные нагреватели серии Across International от 1 кГц до 20 кГц подходят для широкого спектра применений, включая глубокое проникновение тепла для процессов полной закалки, ковку стальных стержней, отпуск штамповок, предварительный нагрев для сварки и плавление. металлических партий более 4 фунтов. Они не ограничиваются ферромагнитными материалами, поэтому цветные металлы также могут быть эффективно использованы.
металлических партий более 4 фунтов. Они не ограничиваются ферромагнитными материалами, поэтому цветные металлы также могут быть эффективно использованы.
Система состоит из трех основных компонентов: источника питания, компенсирующего конденсатора / трансформатора и индукционной катушки / плавильного тигля. Наши нагреватели автоматически настраиваются на оптимальную резонансную частоту для достижения наиболее эффективных общих результатов нагрева в соответствии с требованиями наших клиентов, которые включают проникновение тепла, эффективность нагрева, рабочий шум и электромагнитную однородность. Две из наших самых популярных низкочастотных машин — это плавильные печи с плиточным плавильным аппаратом и печи с автоматической подачей стержня для ковки.
Индукционный нагрев заключается не во внешнем нагреве, а во внутреннем нагреве самой детали. Этот процесс позволяет отказаться от длительных периодов нагрева и позволяет ограниченное подведение тепла локально и точно по времени, что позволяет достичь высокой степени эффективности и максимального использования энергии.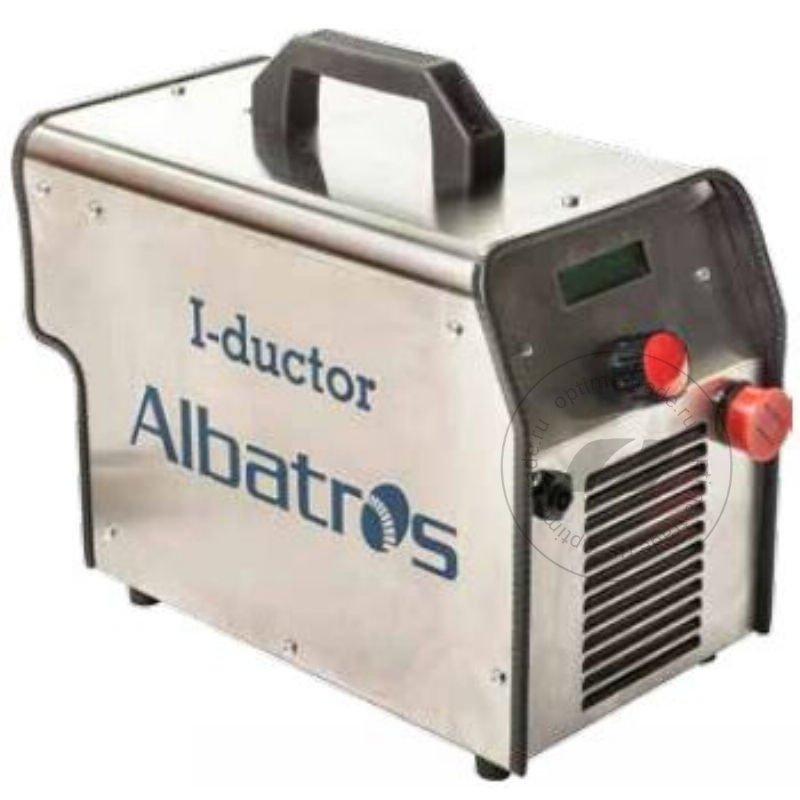 По сравнению с обычными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
По сравнению с обычными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не контактирует напрямую с каким-либо пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не контактирует напрямую с каким-либо пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает получить базовое понимание принципов работы электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева твердотельный высокочастотный источник питания посылает переменный ток через медную катушку, а нагреваемая часть помещается внутри катушки.Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ УЧИТАТЬ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени нагрева. изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с токопроводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагреть косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса. Во время процесса индукционного нагрева магниты, естественно, оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛСТЫЙ ИЛИ ТОЛЩИЙ
В случае проводящих материалов около 80% эффекта нагрева происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока.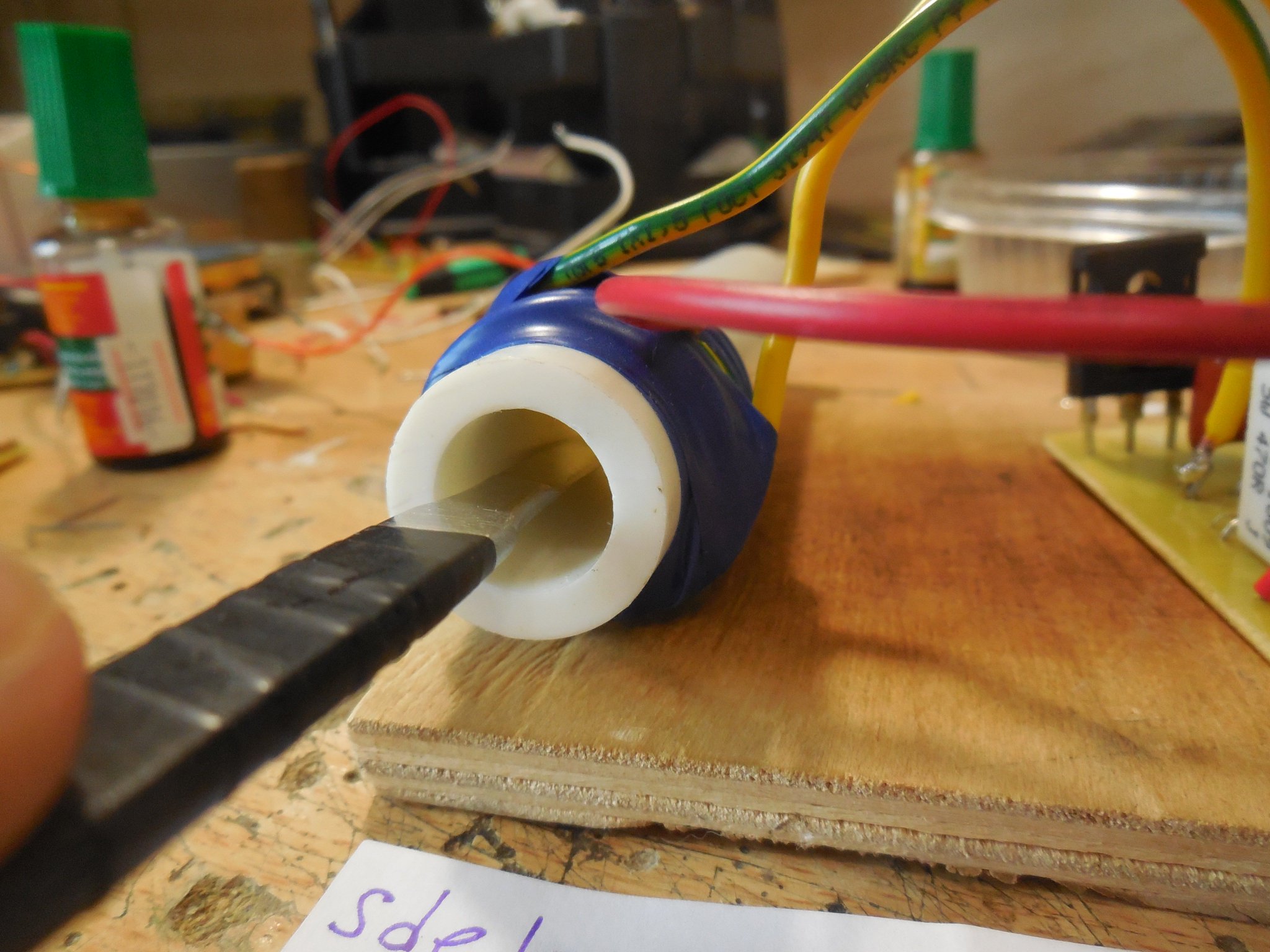 Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь, наряду с углеродом, оловом и вольфрамом, имеет высокое удельное электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше.Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Именно в индукционной катушке создается переменное магнитное поле, необходимое для индукционного нагрева, через поток переменного тока. Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Индукционные катушки обычно изготавливаются из медных трубок — очень хороших проводников тепла и электричества — диаметром от 1/8 дюйма до 3/16 дюйма; более крупные медные змеевики в сборе предназначены для таких применений, как нагрев полосы металла и нагрев труб. Индукционные змеевики обычно охлаждаются циркулирующей водой и чаще всего изготавливаются по индивидуальному заказу, чтобы соответствовать форме и размеру нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
Качественные системы индукционного нагрева снижают эксплуатационные расходы
Системы индукционного нагрева хороши для бизнеса
Поскольку американская экономика продолжает попытки восстановления после последнего экономического спада, предприятия металлообрабатывающей промышленности все еще пытаются найти жизнеспособные и экономичные способы рационализации производственных процессов и повышения качества своей работы.Одним из инструментов торговли, который оказался полезным для предприятий в этих отраслях, являются системы индукционного нагрева.
Системы индукционного нагрева — экономичная стратегия
Поскольку стоимость энергии в стране стремительно растет, предприятиям важно экономить на расходах на электроэнергию, чтобы оставаться конкурентоспособными. Индукционный нагрев использует меньше энергии, чем традиционный метод нагрева, который сжигает ископаемое топливо, и имеет более короткое время цикла, что приводит к экономии затрат, которая напрямую влияет на прибыль предприятия.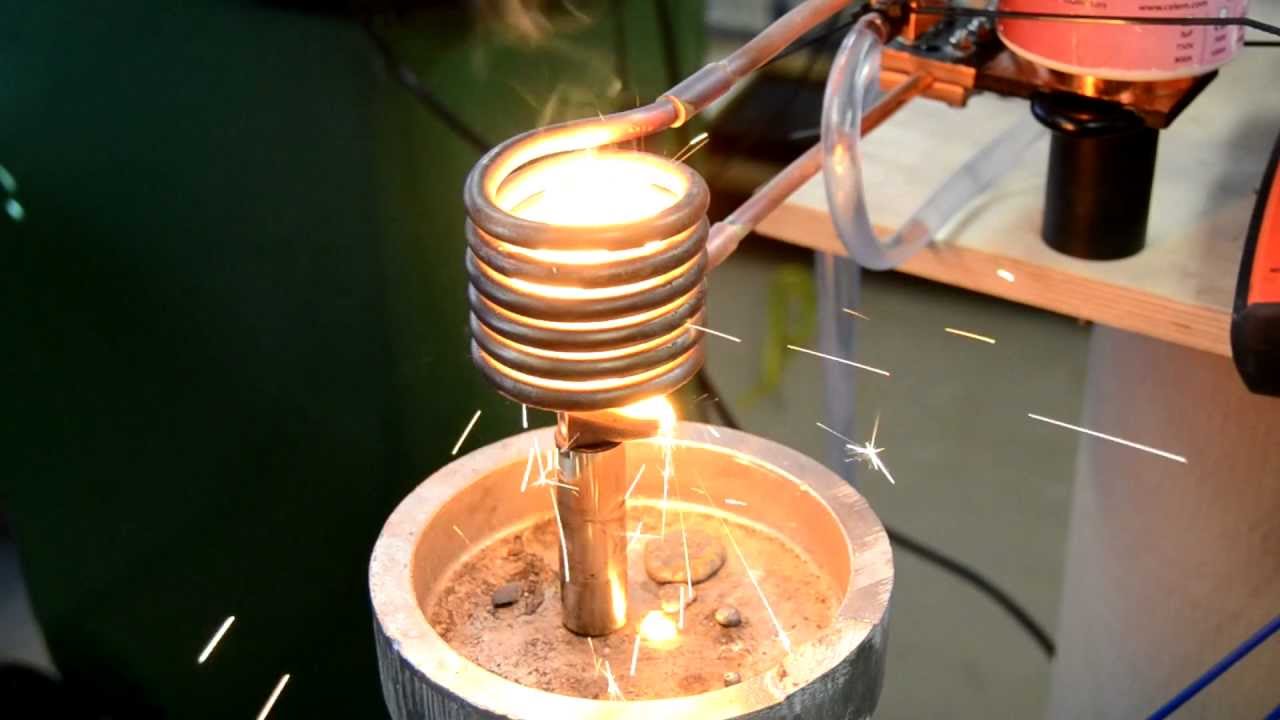 Качественные системы индукционного нагрева предлагают точный контроль температуры и непрерывный мониторинг температуры, что снижает ненужное потребление энергии при использовании соответствующих силовых кабелей с малыми потерями.
Качественные системы индукционного нагрева предлагают точный контроль температуры и непрерывный мониторинг температуры, что снижает ненужное потребление энергии при использовании соответствующих силовых кабелей с малыми потерями.
Системы индукционного нагрева также не требуют почти такого же количества замен или ремонтов компонентов, как другие типы печей. Детали и компоненты, используемые в системах индукционного нагрева, не изнашиваются так быстро, как другие типы печей. Например, для резистивного нагрева используется изоляция из керамического волокна, которую можно использовать не более двух раз.В зависимости от вашей рабочей нагрузки детали индукционной печи могут использоваться в течение недель или месяцев, прежде чем потребуется какой-либо ремонт или замена.
Системы индукционного нагрева предлагают универсальные решения
Индукционные нагревательные печи позволяют промышленным предприятиям лить несколько различных типов металлов. Вот некоторые из наиболее распространенных металлов, которые плавятся в индукционном нагревателе:
- Медь
- Сталь
- Утюг
- Алюминий
Змеевики в печи также можно легко перемещать, чтобы тепло могло равномерно нагревать даже невероятно сложные детали, такие как шестерни.
Системы индукционного нагрева — более безопасная альтернатива
Отрасли литья металлов — это отрасли, в которых часто выше уровень травм и смертельных исходов, во многих случаях из-за типа используемой печи. Многие типы печей вынуждают сотрудников работать в опасных или ненадежных положениях, в результате чего они находятся в непосредственной близости от сильной жары. Индукционный нагрев — это гораздо более удобный тип нагревателя, поскольку индукционные кабели не нагреваются на ощупь.Эти печи также не выбрасывают столько загрязняющих веществ, как другие типы печей, что снижает вероятность получения травм сотрудниками от вдыхания вредных для здоровья твердых частиц.
В отличие от других инструментов, которые часто используются при литье металлов, оборудование для индукционного нагрева и закалки чрезвычайно простое в использовании; то, что помогает снизить уровень травматизма в отрасли. Все кабели и изоляция также чрезвычайно просты в установке, зачастую от начала до конца требуется 15 минут или меньше.
Успешный индукционный нагрев стальных заготовок
За последние три десятилетия индукция стала все более популярным выбором для нагрева стальных заготовок перед ковкой из-за ее способности быстро создавать высокую теплоемкость внутри заготовки.Эта способность позволяет сократить время технологического цикла (высокая производительность) при неизменно высоком качестве, занимая минимум места в цехе.
Различные соображения, которые способствуют успеху в индукционном нагреве, были подробно описаны доктором Валерием Рудневым, Induction Heat Group; Дуг Браун, Inductoheat Inc.; и д-р Честер Дж. Ван Тайн и д-р Кестер Д. Кларк, оба из Колорадской горной школы, в докладе, который они представили прошлой осенью на Международном кузнечном конгрессе 2008 г. — «Тонкости успешного индукционного нагрева стали в современной кузнице». Магазины.”
По мнению авторов, индукционный нагрев привлекателен, поскольку он более энергоэффективен и по своей природе более экологичен, чем большинство других источников тепла для стальных заготовок. Другие преимущества включают 1) заметное уменьшение окалины, 2) короткое время пуска и останова, 3) готовность к автоматизации с меньшими затратами на рабочую силу и 4) возможность нагрева в защитной атмосфере, если это необходимо »
Другие преимущества включают 1) заметное уменьшение окалины, 2) короткое время пуска и останова, 3) готовность к автоматизации с меньшими затратами на рабочую силу и 4) возможность нагрева в защитной атмосфере, если это необходимо »
Подходы к нагреву — Прогрессивный и статический нагрев — два основных подхода к индукционному нагреву заготовок.
При прогрессивном, многоступенчатом горизонтальном нагреве заготовки перемещаются с помощью толкателя или механизма деления через одинарный или многокатушечный горизонтальный индукционный нагреватель. Каждая заготовка постепенно нагревается в заданных положениях внутри индукционного нагревателя.
При статическом нагреве заготовка помещается в индукционную катушку на заданный период времени, при этом прикладывается заданное количество энергии, пока она не достигнет желаемых условий нагрева. По завершении цикла нагрева система управления проверяет, готов ли пресс принять заготовку.Если он не завершен, режим индуктора меняется с нагрева на выдержку.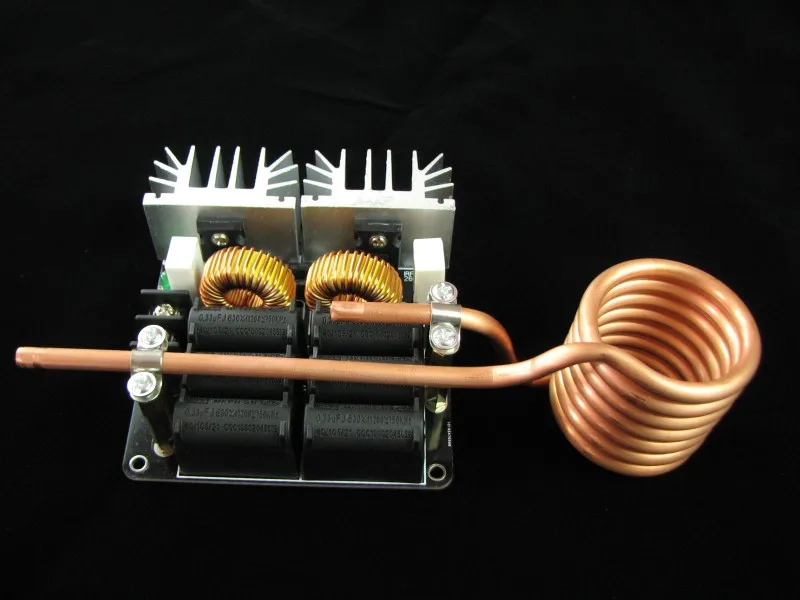
Выбор мощности, частоты и длины катушки для индукционного нагрева заготовок очень субъективен и зависит от типа нагреваемого металла, требуемой однородности температуры, размера заготовки и т. Д. В зависимости от области применения уровни мощности от сотен до тысяч киловатт а частоты от 60 Гц до 10 кГц обычно используются для индукционного нагрева заготовок.
Температуры нагрева — Выбор температур ковки для простых углеродистых и легированных сталей основан на четырех основных факторах: (1) содержание углерода, (2) состав сплава, (3) температурный диапазон для оптимальной пластичности (максимальной ковкости) и (4) размер снижения.Исходя из этих четырех соображений, температуры ковки выбираются таким образом, чтобы материал имел минимально возможное напряжение течения (и, следовательно, самое низкое возможное давление ковки).
Рекомендуемые температуры ковки примерно на 300 ° F ниже температуры солидуса для простых углеродистых сталей и еще на 50-100 ° F ниже для легированных сталей. Выше этих температур стали могут быть повреждены из-за начального плавления или перегрева.
Выше этих температур стали могут быть повреждены из-за начального плавления или перегрева.
Авторы отмечают, что обычно требуется не только поднять температуру заготовки до заданного уровня, но и обеспечить определенную степень однородности тепла.Требование однородности может включать максимально допустимые температурные градиенты: «от поверхности к сердцевине», «от конца к концу» и «из стороны в сторону».
Положение и величина максимальной температуры внутри нагретой заготовки является сложной функцией четырех факторов: частоты, огнеупора, конечной температуры и распределения мощности вдоль линии нагрева.
Более низкая частота приводит к более «глубокому» нагреву, что приводит к более быстрому нагреву внутренних поверхностей заготовки и ее сердцевины.Это укорачивает индукционную линию, но также может увеличивать максимум подповерхностной температуры и сдвигать ее положение дальше от поверхности.
Использование значительно толстого огнеупора с более низкой теплопроводностью делает прямо противоположное, уменьшая подповерхностный перегрев и смещая его к поверхности заготовки.
Требование более высоких конечных температур приводит к эффекту, аналогичному снижению частоты на позиционирование и величину максимальной температуры.
Конструкция обогрева — Общий подход к проектированию линии обогрева заключается в использовании одного источника питания для нескольких катушек с разным числом витков и / или последовательным / параллельным подключением цепи катушки. Добавление большей мощности вперед может звучать как «практическое правило», потому что оно заставляет больше энергии попадать в заготовку в передней части линии нагрева, давая ей больше времени, чтобы впитаться в сердцевину заготовки. Температура в центре заготовки может достигать температуры ковки за более короткий период времени, что сокращает длину линии рулона.
Авторы предупреждают, что проблема этого типа конструкции заключается в том, что распределение мощности по линии нагрева не может быть легко изменено при изменении производительности. Например, если производительность снижается, проблема подземного перегрева усугубляется и может негативно повлиять на подповерхностную микроструктуру заготовки.
Также очень часто встречаются проблемы с наклеиванием заготовок при использовании сортированных рулонов. Это происходит, когда система работает со скоростью ниже максимальной, на которую она рассчитана.Поскольку система вкладывает больше энергии в заготовку в первых витках, слишком много энергии проникает в подповерхностную область заготовки, когда линия работает медленно.
Чтобы оптимизировать производительность индукционного нагрева, улучшить качество продукции и избежать неприятных сюрпризов, связанных с подповерхностным перегревом, необходимо, чтобы индукционная система была способна перераспределять мощность по линии при нагревании заготовок различных размеров и производительности.
При нагревании больших слитков с номинальной скоростью большую мощность следует переносить к началу индукционной линии.Однако при более медленных скоростях при нагреве заготовок меньшего, чем номинальный размер, мощность должна быть смещена к концу индукционной линии.
|
