
Основы индукционного нагрева — НПП «ТЕХИНДАКТ»
Индукционный нагрев – это процесс нагрева металлов посредством переменного электромагнитного поля. Поскольку нагрев осуществляется полевым способом, он является бесконтактным.
Это самый современный способ как объемного, так и поверхностного нагрева металлов. Благодаря своим преимуществам, сегодня он используется в любом современном производстве, где есть участки термообработки металла. Нагрев для штамповки, закалки, отпуска, отжига — сегодня любая технологическая операция термообработки может быть проведена с технологией индукционного нагрева.
Как это работает?
Индукционный нагрев происходит за счет выделения теплоты от протекания вихревых токов (токов Фуко), создаваемых электромагнитным полем внутри нагреваемого материала. Поскольку выделение тепла происходит непосредственно в нагреваемой детали, тепловой переход “нагреватель — деталь” при этом отсутствует, а нагрев является максимально эффективным.
Наведенные вихревые токи являются полностью замкнутыми внутри нагреваемой заготовки, не выходят за ее пределы и не могут протекать от заготовки к оператору. Поэтому несмотря на значительное тепловыделение от протекаемых токов в заготовке, индукционный нагрев является достаточно безопасным способом нагрева.
Технически процесс индукционного нагрева производится следующим образом.
Металлическая заготовка помещается внутрь электромагнитного индуктора установки индукционного нагрева (УИН). Индуктор, в простейшем случае, представляет собой многовитковую катушку, выполненную из медной трубки, по которой протекает переменный электрический ток, а также протекает вода для охлаждения трубки. Контакт между заготовкой и витками индуктора при этом отсутствует. При протекании по виткам индуктора электрического тока, внутри индуктора создается переменное магнитное поле, которое индуцирует внутри заготовки вихревые электрические токи, разогревающие материал заготовки.
Важным фактором в индукционном нагреве является удельное электрическое сопротивление нагреваемого материала: материалы с низким удельным сопротивлением (медь, латунь) нагреваются хуже. Значительно лучше нагреваются сплавы на основе железа. Это обуславливается как его высоким удельным сопротивлением, так и ферромагнитными свойствами железа и его сплавов, усиливающими внешнее магнитное поле.
Преимущества
Индукционный нагрев не требует сжигания газа, мазута или угля. Для его работы необходима только электроэнергия. Чистота и экологичность технологического процесса существенно выше.
Нагрев детали начинается в момент включения установки. В отличие от камерных печей, он не требует многочасового предварительного прогрева печи и готов к работе сразу.
Деталь можно нагревать целиком, а можно только необходимые зоны. Высокая интенсивность нагрева также позволяет нагревать и закаливать только поверхность детали, не прокаливая ее вглубь.

Современные преобразователи имеют КПД более 95%, что разительно сокращает потери электроэнергии. Энергия при этом расходуется именно на нагрев детали, а не муфеля промышленной электропечи.
Индукционный нагрев обеспечивает высокую повторяемость результата. Точность стабилизации тока и точность позиционирования деталей в индукторе обеспечивают гарантированный результат.
Существует ряд техпроцессов, которые невозможно реализовать другими методами нагрева. Среди них и поверхностная закалка, и зонная закалка, и левитационная плавка и другие технологии.
Индукционный нагрев: использование индукторов при сварке
При выполнении ремонтных, монтажных и производственных работ, когда необходимо обеспечить максимальную точность и чистоту сварки, используются индукторы. Эти устройства необходимы для индукционного нагрева металлических заготовок.
Применение такого оборудования позволяет буквально за несколько секунд нагреть детали до нужной температуры, при которой металл становится мягким и легко поддается сварке. В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
Устройство индуктора
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.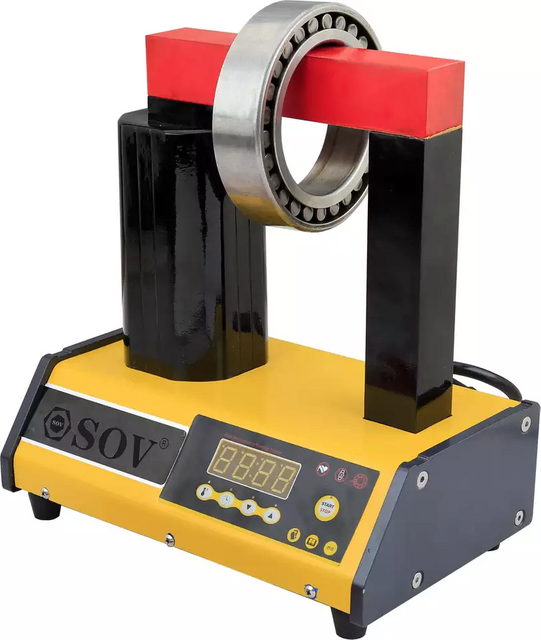
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Принцип работы индукторов
Устройства для индукционного нагрева металлов работают по простому принципу, базирующемуся на явлении электромагнитной индукции. Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Поскольку деталь, как правило, имеет крайне малое электрическое сопротивление, она быстро нагревается под воздействием вихревых токов. В итоге ее температура увеличивается до такой степени, что металл становится более мягким и начинает плавиться. Именно в этот момент выполняется сваривание концов обрабатываемых заготовок.
Основные разновидности индукторов
В современной промышленности получили широкое распространение три типа агрегатов для индукционного нагрева металлических деталей:
- трубчатые. Внешне такие устройства напоминают бытовые кипятильники. Индукторы состоят из 2, 3 или 4 витков медного проводника, поверхность которого обработана специальным защитным покрытием. Эти агрегаты применяются для индукционного нагрева небольших деталей.
 Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм;
Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм; - ленточные. Отличительной особенностью оборудования этого типа является увеличенный внутренний диаметр. Данный параметр может варьироваться в пределах от 28 до 250 мм. Большинство моделей ленточных индукторов состоит из 1 или 2 витков. Витки помещены в защитную ленточную оболочку;
- сборные. Оборудование данного вида применяется для индукционного нагрева больших металлических заготовок. Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Преимущества индукционного нагрева
Технология индукционного нагрева обладает рядом преимуществ.
- Индукционное оборудование позволяет быстро разогревать и плавить любые металлические детали. Термическая обработка заготовок при этом может проводиться в десятки раз быстрее, чем при применении газовых горелок.

- Нагрев можно проводить в различной среде. К примеру, индукционный агрегат вместе с заготовкой могут помещаться в атмосферу защитного газа, окислительную или восстановительную среду, жидкость и даже вакуум. Стандартные устройства газового разогрева не могут использоваться в подобных условиях.
- Процесс индукционного нагрева происходит исключительно за счет тепловой энергии, которая выделяется при прохождении вихревых токов через заготовку. Поэтому поверхность детали не загрязняется продуктами горения факела (как при газопламенном нагреве) или веществом электрода (как при дуговой сварке).
- Агрегаты индукционного нагрева можно использовать в любых условиях, даже в плохо проветриваемых и закрытых помещениях. Это обусловлено тем, что в процессе работы такое оборудование не загрязняет окружающий воздух продуктами сгорания.
- Индукторы можно использовать для местного и избирательного нагрева заготовок, при котором нужно повысить температуру не всей детали, а отдельных ее частей.

Недостатки технологии
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.

Как индукционный нагрев применяется в сварке
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Что такое индукционный нагрев? | Как это работает?
И КАК ЭТО РАБОТАЕТ?
Индукционный нагрев — это точный, повторяемый, бесконтактный метод нагрева электропроводящих материалов, таких как латунь, алюминий, медь или сталь, или полупроводниковых материалов, таких как карбид кремния.
ЧТО ТАКОЕ ИНДУКЦИОННЫЙ НАГРЕВ
И КАК ЭТО РАБОТАЕТ?
Индукционный нагрев — это точный, воспроизводимый, бесконтактный метод нагрева электропроводящих материалов, таких как латунь, алюминий, медь или сталь, или полупроводниковых материалов, таких как карбид кремния.
Для нагревания непроводящих материалов, таких как пластик или стекло, индукционный нагрев представляет собой графитовый токоприемник, передающий тепло непроводящему материалу.
Индукционный нагрев очень эффективно используется во многих процессах, таких как пайка и термоусадка. От чего-то такого маленького, как игла для подкожных инъекций, до большого колеса на танке.
Это помогает объяснить, как работает индукционный нагрев.
Индукционный нагрев
Системы
Эксплуатация
Частота
Магнитный
Материалы
Глубина
Проникновения
Решение вашего
Проблемы технологического нагрева
Муфта
Эффективность
Катушка
Дизайн
Что в системе индукционного нагрева?
Наши индукционные нагреватели преобразуют сетевую мощность переменного тока в переменный ток более высокой частоты, доставляя его по специально разработанному кабелю к рабочему блоку, содержащему батарею конденсаторов и специально разработанную рабочую катушку. В этой комбинации используется принцип резонанса для создания электромагнитного поля внутри катушки для эффективной подачи энергии на заготовку.
В этой комбинации используется принцип резонанса для создания электромагнитного поля внутри катушки для эффективной подачи энергии на заготовку.
Заготовка помещается в это электромагнитное поле, вызывающее вихревые токи в заготовке. Трение от этих токов создает точный, чистый, бесконтактный нагрев. Обычно для охлаждения рабочего змеевика и системы индукционного нагрева требуется система водяного охлаждения.
Что такое рабочая частота?
Рабочая или резонансная частота индукционной системы — это точка, в которой энергия передается наиболее эффективно.
Рабочая частота определяется емкостью контура бака, индуктивностью индукционной катушки и свойствами материала обрабатываемой детали.
Как правило, чем больше заготовка, тем ниже частота, а чем меньше заготовка, тем выше частота.
Нагревает ли индукционный магнит магнитные материалы?
Если обрабатываемый материал является магнитным, например углеродистая сталь, его можно легко нагреть с помощью двух методов индукционного нагрева: вихревого тока и гистерезисного нагрева.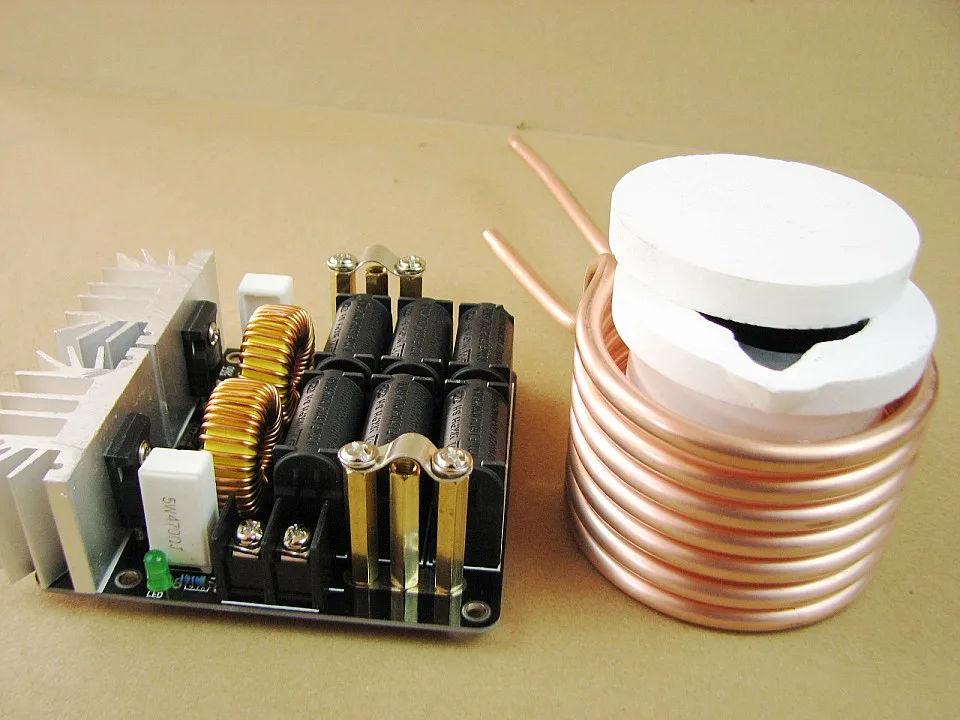 Гистерезисный нагрев очень эффективен до температуры Кюри (для стали 600°C (1100°F)), когда магнитная проницаемость уменьшается до 1, а вихревой ток остается для нагрева.
Гистерезисный нагрев очень эффективен до температуры Кюри (для стали 600°C (1100°F)), когда магнитная проницаемость уменьшается до 1, а вихревой ток остается для нагрева.
Что такое глубина проникновения нагрева?
Означает, насколько глубоко индукционный нагрев заготовки.
Наведенный ток в изделии будет течь по поверхности, где 80% тепла, выделяемого в изделии, генерируется во внешнем слое (скин-эффект). Более высокие рабочие частоты имеют небольшую глубину скин-слоя, в то время как более низкие рабочие частоты имеют большую глубину скин-слоя и большую глубину проникновения.
Насколько важна эффективность муфты?
Соотношение тока, протекающего через заготовку, и расстояния между заготовкой и индукционной катушкой является ключевым; чем ближе катушка, тем больше ток в заготовке.
Но расстояние между катушкой и заготовкой должно быть сначала оптимизировано для необходимого нагрева и удобного обращения с заготовкой. Многие факторы в системе индукционного нагрева можно отрегулировать, чтобы они соответствовали катушке и оптимизировали эффективность соединения.
Важен ли дизайн катушки в системе индукционного нагрева?
Эффективность индукционного нагрева максимальна, если заготовку можно поместить внутрь индукционной катушки. Если ваш процесс не позволяет поместить вашу заготовку внутрь катушки, катушку можно поместить внутрь заготовки.
Размер и форма медной индукционной нагревательной катушки с водяным охлаждением будут соответствовать форме вашей заготовки и предназначены для направления тепла в нужное место на заготовке.
Требования к мощности
Мощность, необходимая для нагрева заготовки, зависит от:- Массы заготовки
- Свойства материала вашей заготовки
- Требуемое повышение температуры
- Время нагрева, необходимое для удовлетворения ваших технологических потребностей
- Эффективность поля благодаря конструкции катушки
- Любые потери тепла в процессе нагрева
После того, как мы определим мощность, необходимую для нагрева вашего изделия, мы можем выбрать правильное оборудование для индукционного нагрева с учетом эффективности соединения катушки.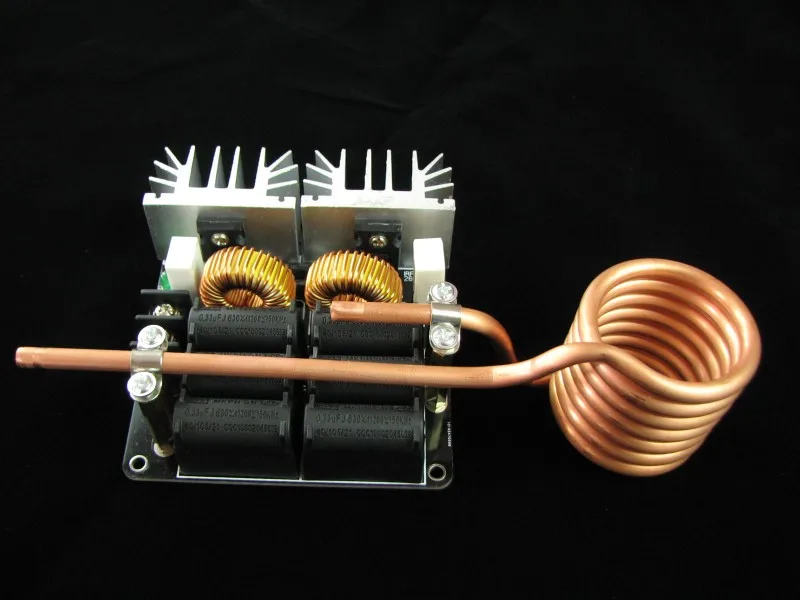
Индукционный нагрев экономичен и потребляет меньше энергии
Потери тепла и неравномерное, неравномерное применение тепла приводят к увеличению брака и снижению качества продукции, увеличению затрат на единицу продукции и снижению прибыли. Наилучшая экономия производства наблюдается, когда применение энергии контролируется.
Чтобы довести печь периодического действия до температуры и удержать всю камеру при необходимой температуре в течение всего времени процесса, требуется гораздо больше энергии, чем требуется для обработки деталей. Процессы, управляемые пламенем, по своей природе неэффективны, поскольку теряют тепло в окружающую среду. Нагрев электрическим сопротивлением также может привести к расточительному нагреву окружающих материалов. Идеально использовать только энергию, необходимую для обработки ваших деталей.
Индукция избирательно фокусирует энергию только на той области детали, которую вы хотите нагреть. Каждая часть процесса использует одинаково эффективное использование энергии.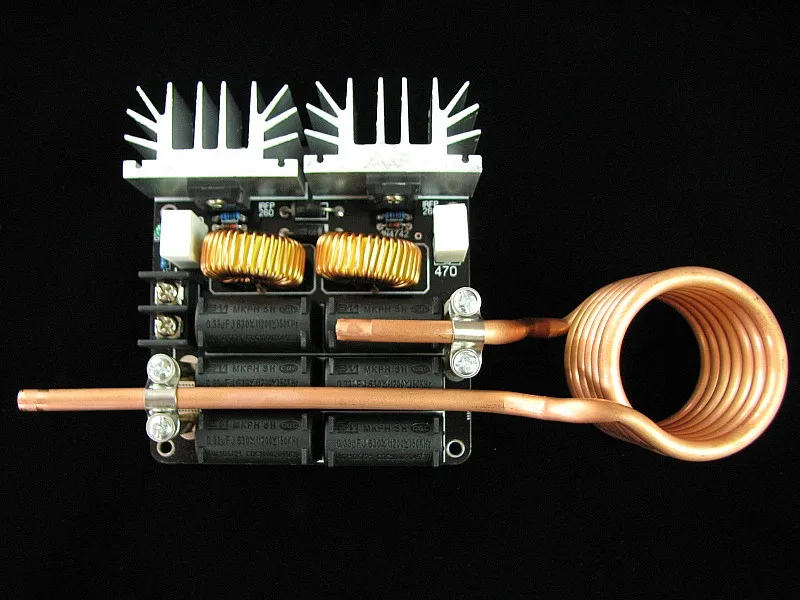 Поскольку энергия передается непосредственно от катушки к детали, нет промежуточных сред, таких как пламя или воздух, которые могли бы исказить процесс.
Поскольку энергия передается непосредственно от катушки к детали, нет промежуточных сред, таких как пламя или воздух, которые могли бы исказить процесс.
Точность и воспроизводимость индукционного нагрева помогают снизить процент брака и повысить производительность. Избирательное применение тепла к целевой области детали позволяет очень точно контролировать процесс нагрева, а также сокращать время нагрева и ограничивать потребность в энергии.
Прочтите: Индукционный нагрев — это экологически чистая технология
Индукционный нагрев имеет более высокую эффективность и производит больше за меньшее время
Поставка деталей самого высокого качества с наименьшими затратами в кратчайшие сроки достигается за счет эффективного процесса, в котором входные элементы материалов и энергии строго и точно контролируются. Целенаправленное применение тепла индукционным нагревом к детали или области детали, а также повторяемость обеспечивают наиболее однородные результаты при наименьших затратах. Повторяемость и производительность — это две вещи, которые можно значительно улучшить с помощью индукции по сравнению с резистивным или пламенным нагревом.
Повторяемость и производительность — это две вещи, которые можно значительно улучшить с помощью индукции по сравнению с резистивным или пламенным нагревом.
Индукционный нагрев обеспечивает экономию, прежде всего, за счет значительного сокращения доли технологических браков, повышения производительности и экономного использования энергии. Нет необходимости запуска процесса; применяется тепло и мгновенно останавливается. Для сравнения, периодическое нагревание в печи требует затрат времени и энергии, которые служат только процессу, а не продукту. Производительность и эффективность повышаются за счет индукционного нагрева с тщательным применением энергии (тепла) в количествах, не превышающих потребности продукта.
Считается ли индукционный нагрев безопасным процессом?
Любой процесс нагрева сопряжен с риском контакта оператора с нагретыми материалами. Такая технология, как индукционный нагрев, которая ограничивает площадь поверхностей, с которыми контактирует оператор, снижает общий риск. Если нагрев может быть ограничен только частью и далее ограничен зоной части, безопасность повышается еще больше.
Если нагрев может быть ограничен только частью и далее ограничен зоной части, безопасность повышается еще больше.
По сравнению с пламенным или ручным нагревом каждый цикл процесса индукционного нагрева идентичен, и процесс не требует регулировки во время работы. Таким образом, однажды установленный и испытанный процесс индукционного нагрева не требует для работы высококвалифицированного персонала.
Позвольте нам помочь
Мы делаем все возможное, чтобы наши клиенты были довольны. Наша миссия начинается в ЛАБОРАТОРИИ, где мы решаем самые сложные задачи наших клиентов по отоплению, определяя процессы, которые могут выиграть от наших чрезвычайно надежных систем.
Решение ваших проблем с технологическим обогревом
Имея репутацию производителя качественной продукции, основанной на более чем 30-летнем опыте, компания Ambrell предлагает инновационные решения для обогрева. Наше оборудование установлено более чем в 50 странах и поддерживается сетью специализированных экспертов по индукционному нагреву.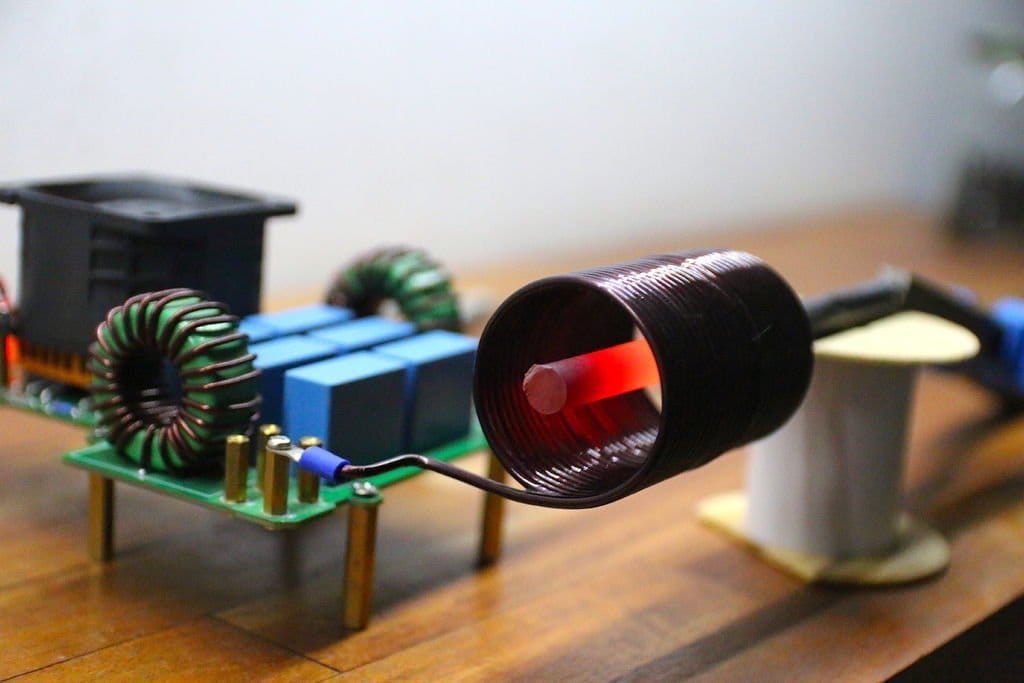
Если вы хотите улучшить систему обогрева на любом этапе вашего процесса, проконсультируйтесь с нашей командой по поводу высокоэффективных и экономичных решений. Технические специалисты Ambrell проектируют и производят ряд систем индукционного нагрева, чтобы предоставить вам самые качественные решения для технологического нагрева.
Прочтите нашу 8-страничную брошюру; Узнайте больше о том, как наука об индукционных технологиях может решить ваши проблемы с технологическим нагревом.
Прочтите раздел «Решение проблем технологического нагрева»
Об индукционном нагреве
Индукционный нагрев — это быстрый, эффективный, точный и воспроизводимый бесконтактный метод нагрева металлов или других электропроводящих материалов. Материалом может быть металл, такой как латунь, алюминий, медь или сталь, или он может быть полупроводником, таким как карбид кремния, углерод или графит. Для нагрева непроводящих материалов, таких как пластик или стекло, индукция используется для нагрева электропроводящего токоприемника, обычно графита, который затем передает тепло непроводящему материалу.
Прочтите нашу 4-страничную брошюру; Узнайте больше о том, как наука об индукционных технологиях может решить ваши проблемы с точным нагревом.
Прочтите «Об индукционном нагреве»
Четыре способа связаться с Ambrell для получения поддержки
Индукционный нагрев | металлургия | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные проблемы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- В этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
- Студенческий портал
Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 Women
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.