
Рабочая частота генератора индукционной литейной установки. – Спарк-Дон, ЛТД
Н.А.Швыргун. Главный конструктор проекта ООО «СПАРК-ДОН, ЛТД»
WhatsApp: +7(909)385-68-73
Физическая сущность индукционного нагрева состоит в том, что в электропроводящем теле, помещаемом в переменное электромагнитное поле, индуктируются вихревые токи, нагревающие это тело.
В индукционных литейных установках вокруг индуктора, вследствие пропускании через него переменного тока, возникает переменное магнитное поле. Переменный магнитный поток, пронизывающий находящиеся внутри индуктора заготовки металла, вызывает появление в них индуктированного тока. Плотность этого тока зависит от геометрических размеров, удельного сопротивления, магнитной проницаемости нагреваемого материала, а также от частоты магнитного потока. Эти токи разогревают заготовку в соответствии с законом Джоуля — Ленца, который гласит, что «Количество теплоты, выделяемое в единицу времени в рассматриваемом участке цепи, пропорционально произведению квадрата силы тока на этом участке и сопротивлению участка».
На высокой частоте вихревые токи вытесняются в тонкие поверхностные слои заготовок (скин-эффект), в результате чего их плотность резко возрастает, а по мере приближения к центру заготовки — экспоненциально уменьшается. Именно в поверхностном слое, определяемом как «глубина проникновения тока», выделяется более 85% тепла.
Основными электрофизическими свойствами материалов для расчёта установок индукционного нагрева являются удельное электрическое сопротивление и магнитная проницаемость. Они определяют глубину проникновения тока и мощность, выделяемую в нагреваемом образце. При нагреве ферромагнитных металлов их удельное электрическое сопротивление и магнитная проницаемость изменяются.
Так, электрическое сопротивление металлов и сплавов, в зависимости от их химического состава может увеличиться в 10 раз.
Эти токи разогревают заготовку в соответствии с законом Джоуля — Ленца, который гласит, что «Количество теплоты, выделяемое в единицу времени в рассматриваемом участке цепи, пропорционально произведению квадрата силы тока на этом участке и сопротивлению участка».
На высокой частоте вихревые токи вытесняются в тонкие поверхностные слои заготовок (скин-эффект), в результате чего их плотность резко возрастает, а по мере приближения к центру заготовки — экспоненциально уменьшается. Именно в поверхностном слое, определяемом как «глубина проникновения тока», выделяется более 85% тепла.
Основными электрофизическими свойствами материалов для расчёта установок индукционного нагрева являются удельное электрическое сопротивление и магнитная проницаемость. Они определяют глубину проникновения тока и мощность, выделяемую в нагреваемом образце. При нагреве ферромагнитных металлов их удельное электрическое сопротивление и магнитная проницаемость изменяются.
Так, электрическое сопротивление металлов и сплавов, в зависимости от их химического состава может увеличиться в 10 раз.

Рисунок 1 — Зависимость электрического КПД индукционной установки от отношения диаметра цилиндрического тела к горячей глубине проникновения тока.
График на рисунке 1 показывает, что уже при значении этого отношения менее 4 нагрев нежелателен, а при соотношении менее единицы вообще неприемлем. Из этого графика следует, что для повышения эффективности индукционной установки, следует при заданном диаметре нагреваемой заготовки уменьшать значение горячей глубины проникновения тока. Это может быть достигнуто только повышением частоты.
Для установок индукционного нагрева в Российской Федерации выделен ряд разрешённых для использования частот. Для индукционных литейных установок, используемых в зуботехнических лабораториях для плавки стоматологических сплавов, определены частоты 66кГц, 440кГц и 1,76МГц.
Обращаем Ваше внимание, что не все импортные литейные установки соответствуют этому требованию.
Принимая решение по оснащению вашей лаборатории литейной установкой, убедитесь в том, что частота её генератора соответствует приведённым выше значениям. В противном случае, в будущем вы рискуете столкнуться с «непониманием» органов государственного надзора.
Индукционные литейные установки, работающие на частоте 1,76МГц, выполнены на основе ламповых генераторов. В настоящее время такие установки потеряли свою актуальность, вследствие их низкого КПД и морального устаревания.
Из этого графика следует, что для повышения эффективности индукционной установки, следует при заданном диаметре нагреваемой заготовки уменьшать значение горячей глубины проникновения тока. Это может быть достигнуто только повышением частоты.
Для установок индукционного нагрева в Российской Федерации выделен ряд разрешённых для использования частот. Для индукционных литейных установок, используемых в зуботехнических лабораториях для плавки стоматологических сплавов, определены частоты 66кГц, 440кГц и 1,76МГц.
Обращаем Ваше внимание, что не все импортные литейные установки соответствуют этому требованию.
Принимая решение по оснащению вашей лаборатории литейной установкой, убедитесь в том, что частота её генератора соответствует приведённым выше значениям. В противном случае, в будущем вы рискуете столкнуться с «непониманием» органов государственного надзора.
Индукционные литейные установки, работающие на частоте 1,76МГц, выполнены на основе ламповых генераторов. В настоящее время такие установки потеряли свою актуальность, вследствие их низкого КПД и морального устаревания.
- электрический КПД установки должен быть максимальным;
- время плавки должно быть минимальным;
- установка должна обеспечивать эффективную работу при плавке стоматологических сплавов, имеющих различные величины диаметра и высоты отдельных заготовок сплава;
- величина электродинамических сил, воздействующих на расплав, должна быть оптимальной, с одной стороны, для обеспечения качественного перемешивания расплава, а с другой стороны — минимального мениска расплава на завершающем этапе плавки.

Сравнивая эффективность и качественные показатели литейных индукционных установок, необходимо представлять какая из них лучшим образом подходит для литья стоматологических сплавов, обладающих определёнными физико-химическими свойствами и линейными размерами.
Ввиду большого разнообразия используемых стоматологических сплавов, качественный анализ можно сделать, приняв за основу некий «усреднённый сплав». Для такого сплава, нагретого выше точки магнитных превращений (точки Кюри) горячая глубина проникновения тока при частоте 66кГц равна, примерно, 2мм.
Тогда, как следует из графика на рис.1, производить нагрев заготовки сплава с высокой эффективностью при частоте генератора индукционной установки равной 66кГц возможно, начиная с диаметра заготовки D = 10мм. При диаметре заготовки менее 8мм эффективность нагрева будет уменьшаться, достигая минимального значения при диаметрах заготовки сплава равных 5…6мм.
Рисунок 2 — Зависимость величины минимального диаметра нагреваемой заготовки стоматологического сплава от рабочей частоты генератора
Из приведённого графика видно, что:
- минимально допустимый диаметр нагреваемых заготовок сплава при работе на индукционной установке с частотой 440кГц равен 2,5мм.

- минимально допустимый диаметр нагреваемых заготовок сплава при работе на индукционной установке с частотой 66кГц равен 6мм.
Т.е. при работе на литейной установке с частотой 66кГц ограничивается возможность использования в качестве «вторичного металла» элементов литниковой системы, имеющих меньшие размеры.
В случае же их использования они будут нагреваться не под действием индукционных токов, а вследствие передачи им тепловой энергии от более горячих частей загрузки тигля, имеющих больший диаметр. Это будет способствовать увеличению времени плавки, т. е. ухудшению одного из основных параметров.
График на рисунке 2 хорошо объясняет суть проблемы. Из него видно, что для нагрева заготовок сплава, имеющих диаметр порядка 5мм, необходима частота генератора не менее 120кГц. Если же используются заготовки с диаметром 4мм, то минимально допустимая частота генератора возрастает до 180кГц.
Таким образом, выбор рабочей частоты генератора для индукционной литейной установки является важнейшим фактором, определяющим её качественные показатели.
Рисунок 3 — Оптимальные размеры заготовок при частотах 66 и 440 кГц
Величина рабочей частоты генератора и циркуляция расплава в тигле.
Обращая внимание на частоту генератора при выборе индукционной литейной установки, необходимо учитывать не только энергетические характеристики генератора, но и вопросы магнитогидродинамики, т. е. влияние электромагнитного поля индуктора на расплав в тигле.
Под действием электродинамических сил расплавленный металл в средней части тигля перетекает от периферии к оси, затем по оси тигля выжимается вверх к зеркалу ванны расплава и вниз ко дну тигля. Вверху и внизу он перетекает к стенкам и вдоль стенок возвращается к средней части тигля, совершая так называемую двухконтурную циркуляцию.
Факт электродинамической циркуляции металла является достоинством любой индукционной литейной установки. Циркуляция ускоряет расплавление, выравнивает температуру и химический состав расплава.
Однако циркуляция металла имеет и серьезный недостаток, заключающийся в образовании на поверхности расплава выпуклого мениска. Особенно сильно отрицательное влияние мениска на процесс плавки проявляется при использовании в литейных установках генераторов с относительно низкой рабочей частотой. Это связано с тем, что при неизменной мощности, передаваемой в расплав, силовое воздействие на него усиливается тем больше, чем меньше частота генератора.
Например, при частоте генератора равной 66кГц высота мениска почти в 3 раза больше, чем при частоте 440кГц.
Это связано с тем, что при неизменной мощности, передаваемой в расплав, силовое воздействие на него усиливается тем больше, чем меньше частота генератора.
Например, при частоте генератора равной 66кГц высота мениска почти в 3 раза больше, чем при частоте 440кГц.
Рисунок 4 — Зависимость величины мениска от рабочей частоты генератора.
Рассмотрим подробнее влияние мениска на процесс плавки.
Расплавленный сплав покрывается тонкой оксидной плёнкой, которая благодаря поверхностному натяжению расплава удерживается на его поверхности, предохраняя расплав от окисления. В период расплавления взламывание плёнки происходит, главным образом, вследствие циркуляции металла.
Если электродинамическая циркуляция способствует образованию мениска большой высоты, разрушение оксидной плёнки может произойти слишком рано. Зеркало расплава откроется до момента выравнивания температуры по всему объёму тигля. Расплав будет открыт для его окисления остаточными газами, присутствующими в плавильной камере.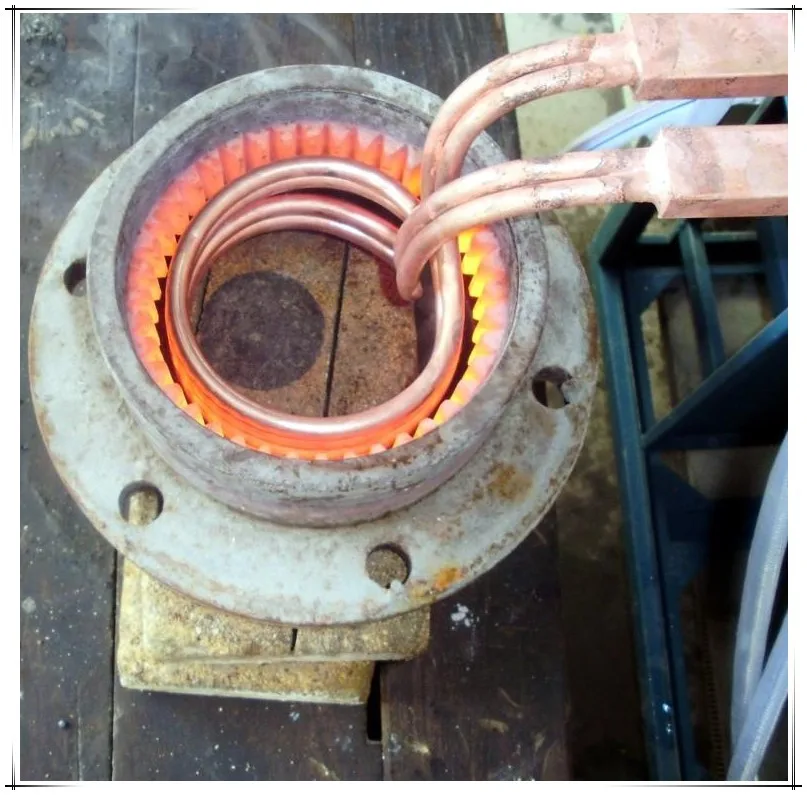 Для уменьшения вредного влияния мениска на процесс плавки рекомендуется уменьшать мощность на завершающем этапе плавки. Это необходимо для того, чтобы температура расплава выровнялась по всему объёму тигля. При этом важно, чтобы, для предупреждения окисления расплава остаточными газами, оксидная плёнка не была преждевременно разорвана.
Возникает дилемма: для расплавления высокотемпературных компонентов сплава в течение минимального времени необходима максимальная мощность. Но при этом значительные электродинамические силы, воздействующие на расплав приведут к разрыву оксидной плёнки слишком рано. Расплав подвергнется дополнительному окислению. Идеальным вариантом проведения плавки на завершающем этапе является вариант, при котором плавка ведётся при мощности близкой к максимальной при минимальной высоте мениска.
Именно такой вариант работы реализован в литейных установках УЛВК-10М и ЦентроЛит-70М. Вероятность преждевременного разрыва оксидной плёнки на них значительно ниже, вследствие того, что частота генератора выбрана равной 440кГц и мениск расплава имеет минимальную высоту.
Для уменьшения вредного влияния мениска на процесс плавки рекомендуется уменьшать мощность на завершающем этапе плавки. Это необходимо для того, чтобы температура расплава выровнялась по всему объёму тигля. При этом важно, чтобы, для предупреждения окисления расплава остаточными газами, оксидная плёнка не была преждевременно разорвана.
Возникает дилемма: для расплавления высокотемпературных компонентов сплава в течение минимального времени необходима максимальная мощность. Но при этом значительные электродинамические силы, воздействующие на расплав приведут к разрыву оксидной плёнки слишком рано. Расплав подвергнется дополнительному окислению. Идеальным вариантом проведения плавки на завершающем этапе является вариант, при котором плавка ведётся при мощности близкой к максимальной при минимальной высоте мениска.
Именно такой вариант работы реализован в литейных установках УЛВК-10М и ЦентроЛит-70М. Вероятность преждевременного разрыва оксидной плёнки на них значительно ниже, вследствие того, что частота генератора выбрана равной 440кГц и мениск расплава имеет минимальную высоту.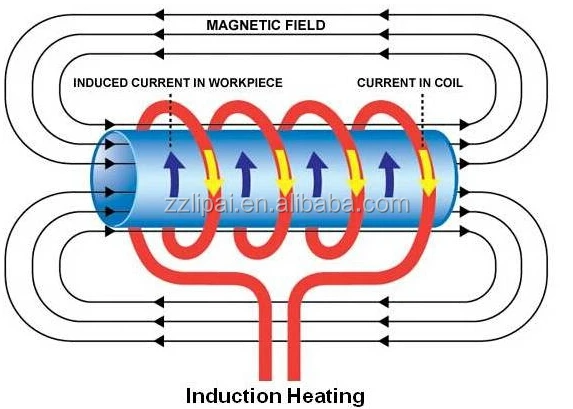
« Процесс литья на вакуумной индукционной литейной установке УЛВК-10 Плавка и литьё в вакууме. Рекомендации по разработке литниковой системы. »
Индукционный нагрев. Принцип работы
Индукционный нагреватель состоит из мощного источника высокой частоты и колебательного контура, включающего в себя индуктор (рис. 1). В переменное магнитное поле индуктора помещается нагреваемая заготовка. В зависимости от материала заготовки, её объёма и глубины нагрева, применяется широкий диапазон рабочих частот, от 50 Гц до десятков МГц. При низких частотах порядка 100-10000 Гц в промышленности могут применяются электромашинные преобразователи и тиристорные инверторы. При частотах порятка МГц могут применяться электронные лампы. На средних частотах порядка 10-300 кГц целесообразно применять транзисторы IGBT/MOSFET.
Рисунок 1. Общая схема
Физика
Согласно закону электромагнитной индукции, если проводник находится в изменяющемся (переменном)
магнитном поле, то в нём индуцируется (наводится) электродвижущая сила (ЭДС), направление которой
перпендикулярно силовым линиям магнитного поля, пересекающего проводник. При этом амплитуда ЭДС
пропорциональна скорости изменения магнитного потока, в котором находится проводник.
Говоря простым языком, если заготовку из проводящего материала рассматривать как бесконечное множество короткозамкнутых контуров,
то при помещении её в индуктор, под действием переменного магнитного поля в этих контурах будут
индуцироваться токи (т.н. вихревые или токи Фуко). В свою очередь эти токи, согласно закону Джоуля-Ленца, вызовут
нагрев заготовки, так как её материал обладает электрическим сопротивлением.
При этом амплитуда ЭДС
пропорциональна скорости изменения магнитного потока, в котором находится проводник.
Говоря простым языком, если заготовку из проводящего материала рассматривать как бесконечное множество короткозамкнутых контуров,
то при помещении её в индуктор, под действием переменного магнитного поля в этих контурах будут
индуцироваться токи (т.н. вихревые или токи Фуко). В свою очередь эти токи, согласно закону Джоуля-Ленца, вызовут
нагрев заготовки, так как её материал обладает электрическим сопротивлением.
Рисунок 2. Принцип работы
Как при прохождении по металлическим проводникам переменного тока, так и при нагреве токами высокой
частоты металлов, наблюдается поверхностный эффект (скин-эффект). Связано это с тем, что вихревые токи
в толще проводника вытесняют ток на поверхность. Так плотность тока у поверхности оказывается максимальной и убывает
по направлению к центру проводника. Поэтому и нагрев интенсивнее у поверхности. Глубина скин-слоя зависит от удельного сопротивления материала, его магнитной
проницаемости и обратно пропорциональна частоте поля. Поэтому, в зависимости от частоты, данный метод нагрева
может применяться как для плавки металла, так и для поверхностной закалки.
Поэтому и нагрев интенсивнее у поверхности. Глубина скин-слоя зависит от удельного сопротивления материала, его магнитной
проницаемости и обратно пропорциональна частоте поля. Поэтому, в зависимости от частоты, данный метод нагрева
может применяться как для плавки металла, так и для поверхностной закалки.
Согласование
Для инвертора, являющегося источником напряжения прямоугольной формы, LC-контур является нагрузкой
с низким импедансом. Для согласования применяются высокочастотные трансформаторы или дроссели.
Согласующий дроссель, включенный в разрыв провода между инвертором и контуром, вместе с резонансным
конденсатором образует LC-фильтр. Таким образом, отбирая небольшую часть емкости резонансного конденсатора,
дроссель в малой степени влияет на частотную характеристику контура. Обычно такой дроссель выполняется на ферритовом сердечнике
с воздушным зазором, изменяя величину которого, можно регулировать подводимую к индуктору мощность. Высокочастотный трансформатор может работать как на параллельный контур, так и последовательный. В первом случае
трансформатор сильно повлияет на резонансную частоту контура. Во втором случае последовательный контур в резонансном режиме
будет потреблять максимум тока с пустым индуктором (без нагрузки), т.к. при резонансе напряжений реактивное сопротивление LC-цепи стремится к нулю,
а активное в таких цепях — как правило, очень мало.
Конструктивно согласующий трансформатор выполняется на ферритовом кольце (либо набирается из нескольких) и надевается на провод индуктора.
Если импедансы не согласованы, то сильно падает КПД такого нагревателя и повышается риск выхода из строя питающего источника.
При правильной настройке генератора, его частота должна совпадать с резонансной частотой выходного контура,
либо может быть немного выше резонансной. В этом случае ключи питающего преобразователя
работают в наиболее благоприятном режиме. Не желательно допускать ситуации, когда частота переключений инвертора
будет ниже резонансной, т.
Высокочастотный трансформатор может работать как на параллельный контур, так и последовательный. В первом случае
трансформатор сильно повлияет на резонансную частоту контура. Во втором случае последовательный контур в резонансном режиме
будет потреблять максимум тока с пустым индуктором (без нагрузки), т.к. при резонансе напряжений реактивное сопротивление LC-цепи стремится к нулю,
а активное в таких цепях — как правило, очень мало.
Конструктивно согласующий трансформатор выполняется на ферритовом кольце (либо набирается из нескольких) и надевается на провод индуктора.
Если импедансы не согласованы, то сильно падает КПД такого нагревателя и повышается риск выхода из строя питающего источника.
При правильной настройке генератора, его частота должна совпадать с резонансной частотой выходного контура,
либо может быть немного выше резонансной. В этом случае ключи питающего преобразователя
работают в наиболее благоприятном режиме. Не желательно допускать ситуации, когда частота переключений инвертора
будет ниже резонансной, т. е. сопротивление будет иметь емкостной характер.
С изменением массы, материала нагреваемого тела, а также его температуры в широких пределах, резонансная частота колебательного контура меняется.
Для подстройки применяются различные методы: переключение емкости конденсаторной батареи,
автоматическая подстройка частоты, ручная регулировка частоты, автогенераторы.
е. сопротивление будет иметь емкостной характер.
С изменением массы, материала нагреваемого тела, а также его температуры в широких пределах, резонансная частота колебательного контура меняется.
Для подстройки применяются различные методы: переключение емкости конденсаторной батареи,
автоматическая подстройка частоты, ручная регулировка частоты, автогенераторы.
Выбирая элементы контура следует учитывать, что при резонансе в контуре достигаются токи и напряжения большой амплитуды, которые могут превышать питающие в десятки раз. Индуктор следует изготавливать из медного провода или трубки достаточного сечения. Даже при небольшой мощности (порядка 200-500 Вт) индуктор начинает сильно нагреваться как от тока контура, так и под действием собственного поля. Работать такой индуктор будет, но перегреется за короткое время.
Для отвода тепла обычно применяется водное охлаждение, тогда индуктор делается из медной трубки. В качестве контурных конденсаторов следует выбирать высоковольтные конденсаторы с достаточной реактивной
мощностью, с низвикми диэлектрическими потерями, присоединять шинами/проводами c наименьшей длиной и индуктивностью, вблизи индуктора.
По возможности следует избегать разнесения от индуктора конденсаторов батареи на
Существуют специальные конденсаторы для работы в таких установках, но при относительно малой мощности (единицы кВт) успешно
приметяются батареи полипропилленовых конденсаторов.
В качестве контурных конденсаторов следует выбирать высоковольтные конденсаторы с достаточной реактивной
мощностью, с низвикми диэлектрическими потерями, присоединять шинами/проводами c наименьшей длиной и индуктивностью, вблизи индуктора.
По возможности следует избегать разнесения от индуктора конденсаторов батареи на
Существуют специальные конденсаторы для работы в таких установках, но при относительно малой мощности (единицы кВт) успешно
приметяются батареи полипропилленовых конденсаторов.
Малоизученное при индукционном нагреве углеродистых сталей: явление «полосового» нагрева
Доктор Валерий И. Руднев, Дон Л. Лавлесс, Рэй Л. Кук
Inductoheat Inc., Madison Heights, MI 48071
Индукционная термообработка, включая поверхностную и сквозную закалку, зачастую является одним из наиболее эффективных способов получения требуемых свойств металла для различных применений. Основные принципы явления индукционного нагрева установлены и получены из законов Фарадея и Ампера. В соответствии с этими законами, переменное напряжение, прикладываемое к индуктору, приводит к тому, что в цепи индуктора протекает переменный ток. Переменный ток в индукторе приводит к наведению переменного магнитного поля, которое имеет такую же частоту, что и ток в индукторе. Напряженность магнитного поля зависит от частоты, тока индуктора и геометрии индукционной системы. Изменяющееся во времени магнитное поле наводит вихревые токи в заготовке, которая находится внутри или лежит на поверхности индуктора. Наведенные токи имеют ту же частоту, что и ток индуктора, однако их направления противоположны (см. рисунок 1). Вихревые токи, наведенные в заготовке, вызывают ее нагрев согласно эффекту Джоуля.
В соответствии с этими законами, переменное напряжение, прикладываемое к индуктору, приводит к тому, что в цепи индуктора протекает переменный ток. Переменный ток в индукторе приводит к наведению переменного магнитного поля, которое имеет такую же частоту, что и ток в индукторе. Напряженность магнитного поля зависит от частоты, тока индуктора и геометрии индукционной системы. Изменяющееся во времени магнитное поле наводит вихревые токи в заготовке, которая находится внутри или лежит на поверхности индуктора. Наведенные токи имеют ту же частоту, что и ток индуктора, однако их направления противоположны (см. рисунок 1). Вихревые токи, наведенные в заготовке, вызывают ее нагрев согласно эффекту Джоуля.
Рисунок 1. Распределение токов в индукционной системе «индуктор – заготовка»
Одним из важнейших преимуществ индукционной термообработки является возможность выделения большой мощности в выбранной области заготовки. Это приводит к небольшому времени нагрева и, следовательно, к высокой производительности системы по сравнению с другими методами термообработки.
Индукционная термообработка – сложный процесс, включающий многие факторы и составляющие. Чтобы получить эффективную индукционную систему, которая обеспечит требуемую термообработку заготовки, необходимо выбрать частоту, мощность и тип индуктора.
Природа и история «полосового» эффекта
Перед тем как обсуждать особенности индукционной термообработки, необходимо упомянуть об одном важном эффекте, который обычно не рассматривается в изданиях, посвященных индукционному нагреву. Этот эффект получил название «полосового» эффекта. Он обычно имеет место при интенсивной индукционной закалке углеродистой стали на высокой мощности. Из-за этого эффекта, в обрабатываемой детали, находящейся в индукторе, тепло может распределиться неравномерно. «Полосовой» эффект также может возникнуть в случае нагрева цилиндрической детали в одновитковом индукторе (см. рисунок 2). При этом, вскоре после начала цикла нагрева появляется чередование «горячих» (яркие полосы) и «холодных» (темные полосы) областей. Эти яркие и темные полосы на цилиндрической заготовке имеют форму колец.
Эти яркие и темные полосы на цилиндрической заготовке имеют форму колец.
Рисунок 2. «Полосовой» эффект при индукционном нагреве цилиндрической заготовки из углеродистой стали
«Полосовой» эффект никогда не пытались изучить с помощью математического моделирования. Он был выявлен только во время практической деятельности или во время лабораторных экспериментов по индукционной закалке магнитных сталей и часто воспринимался как нечто таинственное или магическое. При некоторых технологиях этот эффект может проявиться внезапно, а при повторном процессе нагрева при тех же условиях может не возникнуть. Не существует единственного объяснения этого эффекта. Первая попытка объяснить его была предпринята М.Г. Лозинским в начале 40-ых годов. Она базировалась на знаниях, которыми в то время владели специалисты по термообработке. Гипотеза Лозинского, объясняющая «полосовой» эффект, основывалась на существенных упрощениях, но была достаточно логичной для того, чтобы послужить основой для последующих, более сложных гипотез. Поэтому в последующем текст в краткой форме будет воспроизведена гипотеза «полосового» эффекта Лозинского и точка зрения авторов. Последняя базируется на современном опыте и новейших теоретических исследованиях, вытекающих из экспериментов с явлением «полосового» эффекта, которые проводились для различных процессов, происходящих при индукционном нагреве.
Поэтому в последующем текст в краткой форме будет воспроизведена гипотеза «полосового» эффекта Лозинского и точка зрения авторов. Последняя базируется на современном опыте и новейших теоретических исследованиях, вытекающих из экспериментов с явлением «полосового» эффекта, которые проводились для различных процессов, происходящих при индукционном нагреве.
Гипотезы возникновения «полосового» эффекта
Рассмотрим цилиндр из магнитного материала, который расположен внутри одновиткового индуктора (см. рисунок 2). Как упоминалось выше, в результате действия электромагнитного поля, вызванного протеканием тока через индуктор, в заготовке будут наводиться вихревые токи. Из-за явления поверхностного эффекта эти вихревые токи в первую очередь будут протекать в поверхностных слоях заготовки, расположенной в индукторе. В результате их протекания будет наблюдаться рост поверхностной температуры в заготовке.
В действительности, каждая заготовка имеет определенные нарушения структуры, микроскопические дефекты, примеси и неоднородности. Под этим подразумеваются структурные/механические и металлургические неоднородности. В результате этого различные области поверхности заготовки, расположенной в индукторе, будут нагреваться немного по-разному. Определенные области поверхности будут достигать точки Кюри раньше других, и при этом терять свои магнитные свойства. Относительная магнитная проницаемость этих областей будет резко падать и достигать значения μ=1. Это приведет к значительному увеличению глубины проникновения в них. Сопротивление этих немагнитных областей существенно упадет по сравнению с соседними областями поверхности, которые еще сохраняют магнитные свойства.
Под этим подразумеваются структурные/механические и металлургические неоднородности. В результате этого различные области поверхности заготовки, расположенной в индукторе, будут нагреваться немного по-разному. Определенные области поверхности будут достигать точки Кюри раньше других, и при этом терять свои магнитные свойства. Относительная магнитная проницаемость этих областей будет резко падать и достигать значения μ=1. Это приведет к значительному увеличению глубины проникновения в них. Сопротивление этих немагнитных областей существенно упадет по сравнению с соседними областями поверхности, которые еще сохраняют магнитные свойства.
В результате этого, плотность индуцированных токов в областях низкого сопротивления будет возрастать. Это ведет к возрастанию плотности мощности и увеличению выделения тепла в этих областях. В то же время, будет наблюдаться перераспределение вихревых токов в заготовке. Вихревые токи, наводимые в областях, которые еще сохранили свои магнитные свойства (темные полосы), будут выказывать тенденцию к замыканию по контурам с низким сопротивлением (яркие полосы). Перераспределение токов приведет к дальнейшему уменьшению выделения тепла в областях с сохранившимися магнитными свойствами, которые нагреты до более низкой температуры (темные полосы) и обеспечит дополнительный нагрев в областях, потерявших магнитные свойства (светлые полосы). Поэтому горячие яркие полосы будут чередоваться с относительно более холодными темными полосами. Опыт показывает, что толщина ярких и темных полос прежде всего зависит от частоты и плотности мощности и составляет примерно 1 – 3 глубины проникновения тока в горячую сталь.
Перераспределение токов приведет к дальнейшему уменьшению выделения тепла в областях с сохранившимися магнитными свойствами, которые нагреты до более низкой температуры (темные полосы) и обеспечит дополнительный нагрев в областях, потерявших магнитные свойства (светлые полосы). Поэтому горячие яркие полосы будут чередоваться с относительно более холодными темными полосами. Опыт показывает, что толщина ярких и темных полос прежде всего зависит от частоты и плотности мощности и составляет примерно 1 – 3 глубины проникновения тока в горячую сталь.
Из-за вышеупомянутого эффекта перераспределения тока «полосовой» эффект является результатом различных электромагнитных и тепловых явлений, включая электромагнитный краевой эффект, возникающий при соединении материалов с различными свойствами (например, магнитных и немагнитных металлов).
Электромагнитный краевой эффект при соединении материалов с различными свойствами (EEJ-эффект)
Электромагнитный краевой эффект возникает когда два металла с различными электромагнитными свойствами расположены в общем магнитном поле. Для упрощения изучения этого эффекта рассмотрим электромагнитный процесс в условном соленоидальном индукторе с двумя заготовками, например двумя цилиндрическими болванками (см. рисунок 3). Предположим, что болванки обладают различными свойствами (например, различными электрическими сопротивлениями, ρ или магнитными проницаемостями, μ). Когда две болванки с различными свойствами соединены вместе и помещены внутрь индуктора, возникнет распределение магнитного поля в области их стыка (так называемой переходной зоне) [2 – 4]. Например, если одна болванка нагрета до температуры вше точки Кюри (не обладает магнитными свойствами), а вторая продолжает сохранять свои магнитные свойства, тогда искажение электромагнитного поля будет соответствовать приведенному на рисунке 4. Если болванки достаточно длинные, то напряженность магнитного поля в их центральной части будет приблизительно равной и будет пропорциональной току индуктора. В то же самое время, плотность мощности на поверхностях магнитной и немагнитной болванок будет существенно различна (см.
Для упрощения изучения этого эффекта рассмотрим электромагнитный процесс в условном соленоидальном индукторе с двумя заготовками, например двумя цилиндрическими болванками (см. рисунок 3). Предположим, что болванки обладают различными свойствами (например, различными электрическими сопротивлениями, ρ или магнитными проницаемостями, μ). Когда две болванки с различными свойствами соединены вместе и помещены внутрь индуктора, возникнет распределение магнитного поля в области их стыка (так называемой переходной зоне) [2 – 4]. Например, если одна болванка нагрета до температуры вше точки Кюри (не обладает магнитными свойствами), а вторая продолжает сохранять свои магнитные свойства, тогда искажение электромагнитного поля будет соответствовать приведенному на рисунке 4. Если болванки достаточно длинные, то напряженность магнитного поля в их центральной части будет приблизительно равной и будет пропорциональной току индуктора. В то же самое время, плотность мощности на поверхностях магнитной и немагнитной болванок будет существенно различна (см. рисунок 4).
рисунок 4).
Рисунок 3. Эскиз системы индукционного нагрева, иллюстрирующий нагрев болванок с различными свойствами материалов
Рисунок 4. Искажение электромагнитного поля на стыке магнитной и немагнитной стальных болванок
На левом конце немагнитной болванки (болванка 1) и на правом конце магнитной болванки (болванка 2) имеет место неоднородное распределение плотности мощности, вызванное концевым эффектом на стыке немагнитной и магнитной заготовок. В области стыка болванок распределение поля является очень сложным. На правом конце немагнитного цилиндра (болванка 1) напряженность магнитного поля и плотность мощности резко возрастают. На левом конце магнитного цилиндра (болванка 2) эти параметры также резко падают. Это явление называется электромагнитным краевым эффектом (EEJ-эффект) соединения материалов с различными свойствами. Безусловно, это явление играет важную роль в появлении «полосового» эффекта и приводит к значительному перераспределению электромагнитного поля в области темных полос (где магнитные свойства сохраняются) и ярких высокотемпературных полос (которые стали немагнитными). Благодаря этому электромагнитному эффекту, распределение тепла будет отличаться по сравнению с его классической формой, которая традиционно принимается при изучении и проектировании индукционных процессов термообработки.
Благодаря этому электромагнитному эффекту, распределение тепла будет отличаться по сравнению с его классической формой, которая традиционно принимается при изучении и проектировании индукционных процессов термообработки.
Электромагнитный краевой эффект соединения материалов с различными свойствами также имеет место в случае, когда обе заготовки являются немагнитными, но имеют различное электрическое сопротивление (ρ). На рисунке 5 показано распределение плотности мощности в болванке 1 для индукционной системы, показанной на рисунке 3. В этом случае обе болванки являются немагнитными и имеют различное электрическое сопротивление (ρ1 и ρ2). Когда электрическое сопротивление болванки 1 (ρ1) в три раза больше, чем сопротивление болванки 2, на общей поверхности болванок 1 и 2 имеет место уменьшение плотности мощности. Однако, когда ρ1=0,33*ρ2 имеет место уменьшение плотности мощности.
Рисунок 5. Распределение плотности мощности вдоль болванки 1 для системы, приведенной на рисунке 3 (частота – 60 Гц, ρ1=1,1 мкОм*дюйм)
Эффект соединения материалов с различными свойствами может иметь большое влияние на появление «полосового» эффекта. Эти условия должны приниматься во внимание при проектировании прецизионных систем индукционного нагрева. Например, этот эффект может значительно влиять на окончательное распределение температуры при проектирования нагревателя болванок, особенно, когда индукционное оборудование работает ниже или существенно выше точки Кюри [2].
Эти условия должны приниматься во внимание при проектировании прецизионных систем индукционного нагрева. Например, этот эффект может значительно влиять на окончательное распределение температуры при проектирования нагревателя болванок, особенно, когда индукционное оборудование работает ниже или существенно выше точки Кюри [2].
Заключение
Опыт показывает, что «полосовой» эффект может появляться в нескольких различных случаях. Однако, в подавляющем большинстве случаев, в начале цикла нагрева появляется очень узкая яркая полоса (см. рисунок 2). Со временем узкая полоса расширяется и становится шире. На этой стадии максимальные температуры будут перемещаться от центра каждой полосы по направлению к концам каждой яркой полосы. В течение процесса нагрева полосы могут перемещаться назад и вперед по поверхности заготовки, расположенной в индукторе. При увеличении времени цикла нагрева обычно «полосовой» эффект не будет явным и будет происходить выравнивание температуры по поверхности заготовки.
Возникновение «полосового» эффекта является комплексной зависимостью от частоты, напряженности магнитного поля, тепловых, электрических и магнитных свойств стали. Кроме этого, это явление может происходить только при высоких плотностях мощности. С другой стороны, если плотность мощности достаточно низка выравнивание температур между яркой (высокотемпературной) и темной (низкотемпературной) полосами будет происходить из-за теплопроводности стали.
Общество с ограниченной ответственностью
«Индукционные Машины»
ИНН 0278194207 КПП 027801001
ОГРН 1120280048030
ОКАТО 80401390000 ОКПО 12702813
ОКОГУ 4210014 ОКФС 16 ОКОПФ 12165
Тел: +7(347)285-75-13
e-mail: [email protected]
www: imltd.ru
Юридический адрес
450078, РБ, г.Уфа, ул. Владивостокская, 1а
Физический адрес
450071, г.Уфа, ул. 50 лет СССР, 39, корп.6
Почтовый адрес
450064, а/я 75
Интерм — Индукционный нагрев ТВЧ
ООО«ИНТЕРМ» разрабатывает, производит и внедряет оборудование и технологии в которых используется индукционный нагрев ТВЧ металлов для поверхностной закалки, пайки, горячей посадки, гибки стальных труб и профилей, плавки, термообработки сварных швов, для кузнечного производства и др.
В нашей работе мы опираемся на современные методы научных исследований, многолетний практический и научный опыт наших специалистов в области индукционного нагрева.
Индукционный нагрев ТВЧ
Область применения индукционного нагрева ТВЧ – машиностроение, электромашиностроение, судостроение, металлургическая, автомобильная, железнодорожная, нефтегазовая и другие отрасли промышленности, ремонтные службы энергосистем, железных дорог, авиации и флота.
Мы выполняем также индукционный нагрев ТВЧ крупногабаритных уникальных деталей с выездом на место, термообработку ТВЧ партий деталей и проводим повышение квалификации персонала.
Наши принципы работы
- Высокое качество
- Реальные цены
- Эффективное сопровождение продукции
- Индивидуальный подход к каждому Заказчику
Основные виды деятельности
Основные виды деятельности: выпуск современного оборудования для нагрева ТВЧ в промышленности; проектирование и изготовление индукторов; разработка технологических процессов и установок индукционного нагрева; услуги по термообработке машиностроительных деталей, монтажу и демонтажу крупногабаритных насадных деталей; взаимодействие с ВУЗами по подготовке специалистов и научных работников
Транзисторные генераторы
Транзисторные генераторы ТГИ для установок индукционного нагрева выпускаются в диапазоне частот 10…440 кГц на мощности до 160 кВт. По энергетическим и массо-объемным показателям генераторы не уступают лучшим мировым аналогам, имеют программируемую систему управления, позволяющую реализовать различные законы управления по мощности, току и температуре нагрева, а также документировать процессы. Комплект поставки включает все необходимое для работы
По энергетическим и массо-объемным показателям генераторы не уступают лучшим мировым аналогам, имеют программируемую систему управления, позволяющую реализовать различные законы управления по мощности, току и температуре нагрева, а также документировать процессы. Комплект поставки включает все необходимое для работы
Индукторы
Индукторы различных типов проектируются и изготавливаются по заказам для конкретных деталей и технологий на основе численного моделирования. Экспериментально проверяется эффективность нагрева образцов деталей, определяются параметры индукторов и требуемые параметры согласующих устройств – коэффициент трансформации согласующего трансформатора и емкость компенсирующей конденсаторной батареи
Технологические процессы с использованием оборудования ООО «ИНТЕРМ»
Оборудовании ООО «ИНТЕРМ» с успехом применяется на промышленных предприятиях для монтажа и демонтажа насадных деталей турбогенераторов и турбин, закалки ТВЧ и индукционного отпуска, индукционной пайки обмоток электрических машин, подогрева перед сваркой и отпуска сварных швов, гибки стальных труб и профилей, нагрева проволоки, сушки и окрашивания металлических изделий, плавки цветных металлов и др.
Технологические установки индукционного нагрева
По заказам проектируются, изготавливаются и внедряются автоматизированные установки индукционного нагрева для монтажа и демонтажа насадных деталей, закалки ТВЧ, индукционной пайки, индукционного отпуска, подогрева перед сваркой, гибки труб и профилей, нагрева проволоки, сушки и окрашивания, плавки цветных металлов и др.
Основные виды деятельности: выпуск современного оборудования для нагрева ТВЧ в промышленности; проектирование и изготовление индукторов; разработка технологических процессов и установок индукционного нагрева; услуги по термообработке машиностроительных деталей, монтажу и демонтажу крупногабаритных насадных деталей; взаимодействие с ВУЗами по подготовке специалистов и научных работников
Термообработка партий машиностроительных деталей
По заказам выполняются услуги по поверхностной термообработке и индукционной пайке партий деталей на территории ООО «ИНТЕРМ». С выездом к Заказчику выполняются различные услуги, в том числе: монтаж и демонтаж насадных деталей роторов турбогенераторов и двигателей, рабочих колес паровых турбин, газоперекачивающих агрегатов и др.; закалка ТВЧ валов, зубчатых колес, плоских поверхностей; подогрев перед сваркой и отпуск сварных швов
С выездом к Заказчику выполняются различные услуги, в том числе: монтаж и демонтаж насадных деталей роторов турбогенераторов и двигателей, рабочих колес паровых турбин, газоперекачивающих агрегатов и др.; закалка ТВЧ валов, зубчатых колес, плоских поверхностей; подогрев перед сваркой и отпуск сварных швов
Взаимодействие с ВУЗами и НИИ
ООО «ИНТЕРМ» сотрудничает с ведущими вузами и научными организациями страны – СПбГУ, СПбГЭТУ (ЛЭТИ), НМСУ «Горный», СПбГПУ, Мордовский ГУ, Институт Теплотехники СО РАН, ВНИИТВЧ, НИИЭФА, РИМР и др. Фирма выполняет НИР и обеспечивает проведение практик студентов, выполнение бакалаврских и магистерских выпускных работ, проведение исследований аспирантами, докторантами и соискателями
|
 ,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s.
,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s. r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM.
r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM. P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.
P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND. CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG.
CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG. ,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.
,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ. КореяЯн Лангнер ГмбХ
КореяЯн Лангнер ГмбХ jpg»>
jpg»> Переменный магнитный поток, пронизывающий находящиеся внутри индуктора заготовки металла, вызывает появление в них индукционного тока и вторичных (вихревых) токов. Вихревые токи разогревают заготовку (закон Джоуля — Ленца), при этом энергия, выделяющаяся в заготовке, пропорциональна частоте переменного электромагнитного поля.
Переменный магнитный поток, пронизывающий находящиеся внутри индуктора заготовки металла, вызывает появление в них индукционного тока и вторичных (вихревых) токов. Вихревые токи разогревают заготовку (закон Джоуля — Ленца), при этом энергия, выделяющаяся в заготовке, пропорциональна частоте переменного электромагнитного поля.



 Конечно, необходимо признать, что для производителя литейных установок выгоднее использовать генераторы с как можно более низкими рабочими частотами ввиду их сравнительно невысокой стоимости, но при этом проигрывает потребитель, ниже мы поясним, почему.
Конечно, необходимо признать, что для производителя литейных установок выгоднее использовать генераторы с как можно более низкими рабочими частотами ввиду их сравнительно невысокой стоимости, но при этом проигрывает потребитель, ниже мы поясним, почему.


 Индукционная литейная установка для зуботехнических лабораторий должна обеспечивать эффективный нагрев и плавку за короткий промежуток времени всего спектра стоматологических сплавов, отличающихся как химическим составом, так и линейными размерами заготовок.
Индукционная литейная установка для зуботехнических лабораторий должна обеспечивать эффективный нагрев и плавку за короткий промежуток времени всего спектра стоматологических сплавов, отличающихся как химическим составом, так и линейными размерами заготовок.
 Это связано с тем, что при неизменной мощности, передаваемой в расплав, силовое воздействие на него усиливается тем больше, чем меньше частота генератора.
Это связано с тем, что при неизменной мощности, передаваемой в расплав, силовое воздействие на него усиливается тем больше, чем меньше частота генератора.

 jpg»>
jpg»>вред и польза индукционной плиты
11.07.2014 | Интересные факты о температуре | Количество просмотров: 139448 | Комментарии (39)
Индукционная варочная панель или плита – изобретение, которое не оставит равнодушным никого, кто хоть раз попробовал готовить на такой плите после обычной электрической. Два года назад мы купили в Икее варочную панель, в которой встроены четыре зоны нагрева – две индукционные и две обычные. Теперь пользуемся только индукционными. Быстрый нагрев, легкое управление мощностью и малая инерционность, естественное отключение при удалении кастрюли. К тому же значительная экономия электроэнергии и отсутствие открытого огня и газа.
Когда-то, в более давние времена, такой же успех имела микроволновка, которая сейчас очень часто подвергается критике и иногда даже считается вредным прибором (что нельзя считать обоснованным, о чем см. заметку на нашем сайте «Вред и польза микроволновки»).
заметку на нашем сайте «Вред и польза микроволновки»).
Очевидно, что индукционная плита тоже является источником мощного электромагнитного поля, причем открытым источником (в отличие от микроволновки, у которой дверцы закрыты). Поэтому резонно возникает вопрос о возможном влиянии этого поля на здоровье людей. Производители индукционных печей, конечно, не заинтересованы в исследовании электромагнитного излучения, исходящего от их техники. Представьте, какой экономический ущерб вызовет любая негативная информация о влиянии этого излучения на здоровье. Обычно в описании печи отмечается, что она абсолютно безвредна.
Попробуем, опираясь на опубликованные в открытом доступе результаты, разобраться вредна ли индукционная панель. Во-первых, несколько слов о механизме работы печи. Этот механизм основан на явлении электромагнитной индукции и фактически применяется для нагрева и плавки металлов в промышленности очень давно. В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуцирует вихревое электрическое поле. В нагреваемом объекте возникают токи проводимости (вихревые токи) и энергия переменного электрического поля по закону Джоуля-Ленца необратимо переходит в тепловую. Описанные превращения энергии электромагнитного поля дают возможность:
Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуцирует вихревое электрическое поле. В нагреваемом объекте возникают токи проводимости (вихревые токи) и энергия переменного электрического поля по закону Джоуля-Ленца необратимо переходит в тепловую. Описанные превращения энергии электромагнитного поля дают возможность:
1) передать электрическую энергию от индуктора в нагреваемый объект бесконтактным способом (в отличие от печей сопротивления),
2) выделить тепло непосредственно в нагреваемом объекте, в результате чего использование тепловой энергии оказывается наиболее эффективным и скорость нагрева значительно увеличивается (по сравнению с так называемыми «печами с внешним источником нагрева»).
В бытовой индукционной варочной панели под каждой зоной нагрева расположены катушки индуктивности, по которым протекает переменный ток средней частоты от 20 до 100 Кгц. Катушки генерируют магнитное поле той же частоты, которое проходит через керамическое покрытие плиты и вызывает вихревые токи непосредственно в дне кастрюли или сковороды. Наиболее эффективно преобразуют переменный вихревой ток в тепло ферромагнитные материалы. В таких материалах переменное электрическое поле выталкивается в тонкий внешний слой дна кастрюли (т. н. «скин эффект»), что повышает электрическое сопротивление и вызывает интенсивный нагрев. Переменное магнитное поле постоянно намагничивает и размагничивает материал дна кастрюли, что создает дополнительный нагрев (т.н. «гистерезисные потери»).
Катушки генерируют магнитное поле той же частоты, которое проходит через керамическое покрытие плиты и вызывает вихревые токи непосредственно в дне кастрюли или сковороды. Наиболее эффективно преобразуют переменный вихревой ток в тепло ферромагнитные материалы. В таких материалах переменное электрическое поле выталкивается в тонкий внешний слой дна кастрюли (т. н. «скин эффект»), что повышает электрическое сопротивление и вызывает интенсивный нагрев. Переменное магнитное поле постоянно намагничивает и размагничивает материал дна кастрюли, что создает дополнительный нагрев (т.н. «гистерезисные потери»).
На рисунке — устройство индукционной плиты (рис. с сайта ru.wikipedia.org)
Что мы имеем от индукционной плиты, кроме нагретой пищи? Мы имеем вблизи варочной панели переменное электромагнитное поле. Причем оно становится интенсивнее, если диаметр кастрюли меньше диаметра излучающей поверхности. Поскольку вихревые токи в дне кастрюли создают магнитное поле противоположное полю индукционных катушек, то общее магнитное излучение гасится в случае совпадения диаметров дна кастрюли и варочной зоны. Кроме того, мы имеем токи утечки. Эти токи создаются за счет того, что индукционная катушка и кастрюля формируют электрический конденсатор, и когда человек дотрагивается до кастрюли, через его тело может идти слабый ток.
Кроме того, мы имеем токи утечки. Эти токи создаются за счет того, что индукционная катушка и кастрюля формируют электрический конденсатор, и когда человек дотрагивается до кастрюли, через его тело может идти слабый ток.
Особенно быстро индукционные плиты распространились в начале 21 века в Японии. Количество проданных плит в 2001 году возросло по сравнению с 1998 г. на 51%. И именно оттуда стали поступать тревожные сигналы об их возможном вреде для здоровья. До сих пор многие противники индукционных панелей цитируют статью от одной Японской некоммерческой организации, которая проводила исследования индукционных печей в 2002 г. и якобы выявила существенное превышение международных норм по электромагнитному излучению. Излучение по их данным превысило порог, установленный Международной комиссией по защите от неионизирующего излучения (International Commission on Non-Ionizing Radiation Protection, ICNIRP) в 16 раз. Японская организация обратилась к производителям с требованием раскрыть информацию об электромагнитных полях, существующих вблизи бытовых индукционных печей.
Было бы странно, если бы на такую критику не откликнулись международные организации по защите здоровья населения. Многие солидные организации серьезно взялись за исследование индукционного нагрева. Некоторые результаты можно найти сейчас в Интернете. Приведем здесь результаты исследований, опубликованные в 2006 г. швейцарским Федеральным центром здоровья (Federal Office of Public Health FOPH).
В исследовании FOPH были использованы две встроенные модели индукционных печей и одна портативная настольная плитка. Все три модели соответствовали действующему европейскому стандарту (SN EN 62233 «Electromagnetic fields around household and similar electrical appliances – Methods for evaluation and measurement”), который требует, чтобы излучение было не более 6,25 мкТ на расстоянии 30 см от варочной поверхности, согласно значениям, рекомендованным ICNIRP. Но надо отметить, что эти значения были получены при условии использования посуды, сделанной из качественного ферромагнитного материала, достаточно большого диаметра и центрированной в зоне нагрева.
Однако в повседневной жизни не всегда удается выполнять все условия ICNIRP, иногда посуда не перекрывает полностью зону индукционного нагрева, она может быть изготовлена не из самого подходящего материала, расстояние до поверхности плиты может быть меньше 30 см. Поэтому исследования FOPH проводились в зоне от 1 до 30 см до плиты, изучался эффект не правильного расположения кастрюли, плохого центрирования, эффект некачественного материала и эффект от включения нескольких зон нагрева в одной плите.
В результате экспериментов было выяснено следующее. Электромагнитное излучение, измеренное на расстоянии 1 см всегда существенно превышает норму ICNIRP. Если кастрюля была сдвинута относительно центра индукционной зоны, или ее диаметр был меньше диаметра зоны, то норма была превышена вплоть до расстояния 12 см от плиты при использовании оптимальной посуды и вплоть до 20 см. при использовании не совсем подходящей посуды (например, эмалированной кастрюли).
Электромагнитное поле, возникающее в непосредственной близости от индукционной панели может создавать наведенные токи в человеческом организме и воздействовать на нервную систему. ICNIRP установила требования к предельным значениям токов. Чтобы проверить соответствие этим нормам, исследователи из FOPH провели эксперименты с группой людей разного пола и возраста, которые находились вблизи варочных индукционных панелей на расстоянии 5 см. Измерялись токи, текущие внутри тела человека, и токи, возникающие в нервной системе. Было обнаружено, что токи в теле человека ниже нормы при применении встроенных моделей печей и выше нормы при применении портативной модели. Токи в нервной системе не превысили норму во всех случаях. Надо отметить, что данные нормы были установлены ICNIRP исходя из того, чтобы наведенные внешнем полем токи были меньше в 50 раз, чем порог стимулирования центральных нервов человека. На приведенном ниже графике показаны токи в человеческом теле, вызванные электромагнитным полем индукционной плиты, расположенной на расстоянии 5 см. от человека (для разных плит и разных людей). Пороговое значение ICNIRP — желтая линия (100%). График из документа FOPH.
ICNIRP установила требования к предельным значениям токов. Чтобы проверить соответствие этим нормам, исследователи из FOPH провели эксперименты с группой людей разного пола и возраста, которые находились вблизи варочных индукционных панелей на расстоянии 5 см. Измерялись токи, текущие внутри тела человека, и токи, возникающие в нервной системе. Было обнаружено, что токи в теле человека ниже нормы при применении встроенных моделей печей и выше нормы при применении портативной модели. Токи в нервной системе не превысили норму во всех случаях. Надо отметить, что данные нормы были установлены ICNIRP исходя из того, чтобы наведенные внешнем полем токи были меньше в 50 раз, чем порог стимулирования центральных нервов человека. На приведенном ниже графике показаны токи в человеческом теле, вызванные электромагнитным полем индукционной плиты, расположенной на расстоянии 5 см. от человека (для разных плит и разных людей). Пороговое значение ICNIRP — желтая линия (100%). График из документа FOPH.
В заключении своего исследования FOPH признает, что в настоящее время опубликовано недостаточно данных о вреде электромагнитных полей средней частоты на здоровье человека. Те данные, которые получены при исследовании влияния излучения компьютерных мониторов не могут экстраполироваться на излучение от индукционных плит., т.к. природа источника излучения и величина излучения у этих приборов разная.
Одной из самых подробных и компетентных публикаций, обобщающих исследования о вреде электромагнитного излучения низкой частоты на здоровье людей, является монография Всемирной организации здравоохранения ВОЗ (WHO) Extremely Low Frequency Fields Environmental Health Criteria Monograph No.238. На сайте организации публикуется резюме на русском языке. Хочу отметить, что у меня создалось скорее оптимистическое впечатление после прочтения этого документа. Не смотря на то, что исследования проводятся и на животных и на людях, нет убедительных доказательств, что излучение низких частот вредно для сердечно-сосудистой или нервной системы.
В заключение приведем общие рекомендации для тех людей, которые не собираются отказываться от индукционных плит, но хотят получить как можно меньше электромагнитного облучения. Рекомендации даны на сайте FOPH.
— Используйте кастрюли и сковороды, дно которых полностью покрывает зону нагрева. Всегда размещайте посуду по центру зоны.
— Не используйте поврежденную посуду, посуду с выпуклым дном, даже если она хорошо нагревается.
— Старайтесь стоять подальше от плиты и не касаться ее телом.
— Самое важное – использовать надлежащую посуду, чтобы обеспечить эффективную передачу энергии от индукционной поверхности к дну кастрюли без потерь. Выбирайте кастрюли, специально помеченные производителем, как пригодные для индукционных печей.
— Не используйте металлические ложки при помешивании еды в кастрюле.
Как и в случае с любым новым прибором, нам нужно решать – пользоваться плодами цивилизации или обходиться старыми устройствами. Можно конечно отказаться и от микроволновки и от индукционной печки. Готовить на газе, например. Но я лично, после изученных материалов, от этих устройств отказываться не собираюсь. Мы все живем уже среди электромагнитных полей. Это 21 век, ничего тут не поделаешь.
Готовить на газе, например. Но я лично, после изученных материалов, от этих устройств отказываться не собираюсь. Мы все живем уже среди электромагнитных полей. Это 21 век, ничего тут не поделаешь.
Похожие по тематике статьи
Вредно ли разогревать пищу в микроволновке?
Польза и вред инфракрасного обогревателя
Вред и польза замороженных продуктов
Загорать или не загорать?
IT’IS report: B-field exposure from induction cooking appliances. ITIS-Foundation, Zurich, July 2006 — документ The Federal Office of Public Health (FOPH)
Публикация Всемирной организации зравохранения
Индукционный нагрев | Металлургия для чайников
Что такое индукционный нагрев?
Индукционный нагрев — это процесс, который используется для соединения, упрочнения или размягчения металлов или других проводящих материалов. Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, постоянства и контроля. Основные принципы индукционного нагрева были поняты и применены в производстве с 1920-х годов.
Основные принципы индукционного нагрева были поняты и применены в производстве с 1920-х годов.
Процесс индукционного нагрева
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — части электромагнитного спектра ниже инфракрасной и микроволновой энергии. Индукционный нагрев — это процесс нагрева электропроводящего объекта (обычно металла) за счет электромагнитной индукции, при котором внутри металла генерируются вихревые токи (также называемые токами Фуко), а сопротивление приводит к джоулеву нагреву металла.
Индукционный нагрев — нагрев болта
Индукционный нагреватель (для любого процесса) состоит из электромагнита, через который пропускается переменный ток высокой частоты (AC). Тепло также может выделяться из-за потерь на магнитный гистерезис в материалах со значительной относительной проницаемостью. Индукционный нагрев – это бесконтактный процесс нагрева. Он использует электричество высокой частоты для нагрева материалов, которые являются электропроводящими.
Поскольку он бесконтактный, процесс нагрева не загрязняет нагреваемый материал. Это также очень эффективно, так как тепло фактически генерируется внутри заготовки.
Это можно противопоставить другим методам нагрева, при которых тепло генерируется пламенем или нагревательным элементом, который затем воздействует на заготовку. По этим причинам индукционный нагрев подходит для некоторых уникальных применений в промышленности.
Индукционный нагрев позволяет целенаправленно нагревать применимый элемент для таких применений, как поверхностная закалка, плавление, пайка твердым припоем и пайка, а также нагрев до подгонки.
Железо и его сплавы лучше всего поддаются индукционному нагреву из-за их ферромагнитной природы. Однако вихревые токи могут возникать в любом проводнике, а магнитный гистерезис может возникать в любом магнитном материале.
Индукционный нагрев использовался для нагрева жидких проводников (таких как расплавленные металлы), а также газообразных проводников (таких как газовая плазма — см. Технология индукционной плазмы). Индукционный нагрев часто используется для нагрева графитовых тиглей (содержащих другие материалы) и широко используется в полупроводниковой промышленности для нагрева кремния и других полупроводников. Частота питания (сеть, 50/60 Гц) индукционный нагрев используется во многих недорогих промышленных приложениях, поскольку инверторы не требуются.
Технология индукционной плазмы). Индукционный нагрев часто используется для нагрева графитовых тиглей (содержащих другие материалы) и широко используется в полупроводниковой промышленности для нагрева кремния и других полупроводников. Частота питания (сеть, 50/60 Гц) индукционный нагрев используется во многих недорогих промышленных приложениях, поскольку инверторы не требуются.
Как работает индукционный нагрев? Это помогает иметь базовое понимание принципов электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в пределах магнитного поля, в ней будет индуцироваться электрический ток.
В базовой установке индукционного нагрева, показанной справа, твердотельный ВЧ источник питания пропускает переменный ток через индуктор (часто это медная катушка), а нагреваемая деталь (заготовка) помещается внутрь индуктора. Катушка индуктивности служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индуктор и входит в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Когда металлическая деталь помещается в индуктор и входит в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на второй диаграмме, эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором. Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую взаимосвязь между теплом, выделяемым электрическим током, проходящим через проводник.
Во-вторых, внутри магнитных частей выделяется дополнительное тепло из-за гистерезиса – внутреннего трения, возникающего при прохождении магнитных частей через индуктор.
Магнитные материалы естественным образом оказывают электрическое сопротивление быстро меняющимся магнитным полям внутри индуктора. Это сопротивление создает внутреннее трение, которое, в свою очередь, производит тепло.
Таким образом, в процессе нагревания материала нет контакта между индуктором и деталью, а также нет дымовых газов. Индукционная печь использует индукцию для нагрева металла до точки плавления. Большинство индукционных печей состоят из трубы из медных колец с водяным охлаждением, окружающих контейнер из огнеупорного материала.
Оборудование для индукционной термообработки
Индукционные печи часто издают пронзительный звук или гул во время работы, в зависимости от их рабочей частоты. Переплавляемые металлы включают железо и сталь, медь, алюминий и драгоценные металлы. Вакуумные печи используют индукционный нагрев для производства специальных сталей и других сплавов, которые окисляются при нагревании в присутствии воздуха.
Аналогичный процесс в меньшем масштабе используется для индукционной сварки. Индукционный нагрев часто используется при термообработке металлических изделий. Наиболее распространенными применениями являются индукционная закалка стальных деталей, индукционная пайка/пайка как средство соединения металлических компонентов и индукционный отжиг для выборочного размягчения выбранной области стальной детали.
Индукционный нагрев Рабочий
Индукционный нагрев может производить высокую плотность мощности, что позволяет достичь требуемой температуры за короткое время взаимодействия. Это обеспечивает точный контроль над диаграммой направленности, при этом диаграмма направленности очень близко следует за приложенным магнитным полем, что позволяет уменьшить тепловые искажения и повреждения. Глубину узоров индукционной закалки можно контролировать, выбирая частоту индукции, плотность мощности и время взаимодействия.
Источник высокочастотного электричества используется для подачи большого переменного тока через катушку. Эта катушка известна как рабочая катушка. Нагреваемая деталь помещается в это интенсивное переменное магнитное поле. Переменное магнитное поле индуцирует ток в токопроводящем изделии. Это вызывает огромные токи, протекающие через заготовку. Скин-эффект увеличивает эффективное сопротивление металла прохождению большого тока. Поэтому это значительно увеличивает эффект нагрева, вызванный током, индуцируемым в заготовке.
Бочка для плавления пластмассы изолирована керамической изоляцией толщиной 15 мм, таким образом, а) тепло не уходит в окружающую среду и мы получаем значительную экономию энергии б) индукционные катушки не нагреваются от тепла, выделяемого в бочки, поэтому они работают при низкой температуре, что обеспечивает длительный срок службы при использовании ленточных нагревательных элементов, если там используется изоляция, ожидаемый срок службы резко сокращается
При индукционном приготовлении пищи индукционная катушка в варочной панели нагревает железное дно посуды. Как правило, не подходят сковороды с медным дном, алюминиевые сковороды и другие сковороды из цветных металлов. Преимущества индукционных плит включают эффективность, безопасность (индукционная плита не нагревается сама) и скорость. Доступны как стационарные, так и переносные индукционные плиты. Индуцированные в трубе токи проходят по открытому шву и нагревают края, в результате чего температура становится достаточно высокой для сварки.
Вам также может понравиться
| Печи для термообработки Печи для термообработки стали Термическая обработка… | Поверхностное упрочнение Что такое поверхностное упрочнение? Упрочнение поверхности… | Что такое сварка пластмасс? Сварка пластика Определение Сварка пластика… | Литейное производство и литье Литейное производство — Обзор Литейный цех… |
Что такое индукционный нагрев? Как это работает?
И КАК ЭТО РАБОТАЕТ?
Индукционный нагрев — это точный, воспроизводимый, бесконтактный метод нагрева электропроводящих материалов, таких как латунь, алюминий, медь или сталь, или полупроводниковых материалов, таких как карбид кремния.
ЧТО ТАКОЕ ИНДУКЦИОННЫЙ НАГРЕВ
И КАК ЭТО РАБОТАЕТ?
Индукционный нагрев — это точный, повторяемый, бесконтактный метод нагрева электропроводящих материалов, таких как латунь, алюминий, медь или сталь, или полупроводниковых материалов, таких как карбид кремния.
Для нагревания непроводящих материалов, таких как пластик или стекло, индукционный нагрев представляет собой графитовый токоприемник, передающий тепло непроводящему материалу.
Индукционный нагрев очень эффективно используется во многих процессах, таких как пайка и термоусадка. От чего-то такого маленького, как игла для подкожных инъекций, до большого колеса на танке. Многие компании автомобильной, медицинской и авиационной промышленности эффективно используют индукционный нагрев в своих процессах.
Индукционный нагрев
Системы
Эксплуатация
Частота
Магнитный
Материалы
Глубина
Проникновения
Решение вашего
Проблемы технологического нагрева
Муфта
Эффективность
Катушка
Дизайн
Системы индукционного нагрева
Наши блоки питания преобразуют сетевую мощность переменного тока в переменный ток более высокой частоты и передают его по специально разработанному кабелю на рабочую головку, содержащую блок конденсаторов и специальную рабочую катушку. В этой комбинации используется принцип резонанса для создания электромагнитного поля внутри катушки для эффективной подачи энергии на заготовку.
В этой комбинации используется принцип резонанса для создания электромагнитного поля внутри катушки для эффективной подачи энергии на заготовку.
Заготовка помещается в это электромагнитное поле, вызывающее вихревые токи в заготовке. Трение от этих токов создает точный, чистый, бесконтактный нагрев. Обычно для охлаждения рабочего змеевика и индукционной системы требуется система водяного охлаждения.
Рабочая частота
Рабочая частота индукционного нагревательного оборудования зависит от размера обрабатываемой детали и способа нагрева. Как правило, чем больше заготовка, тем ниже частота, а чем меньше заготовка, тем выше частота.
Рабочая частота определяется емкостью контура бака, индуктивностью индукционной катушки и свойствами материала обрабатываемой детали.
Магнитные материалы
Если обрабатываемый материал является магнитным, например углеродистая сталь, его можно легко нагреть с помощью двух методов индукционного нагрева: вихревого тока и гистерезисного нагрева. Гистерезисный нагрев очень эффективен до температуры Кюри (для стали 600°C (1100°F)), когда магнитная проницаемость уменьшается до 1, а вихревой ток остается для нагрева.
Гистерезисный нагрев очень эффективен до температуры Кюри (для стали 600°C (1100°F)), когда магнитная проницаемость уменьшается до 1, а вихревой ток остается для нагрева.
Глубина проникновения
Наведенный ток в изделии будет течь по поверхности, где 80% тепла, выделяемого в изделии, генерируется во внешнем слое (скин-эффект). Более высокие рабочие частоты имеют небольшую глубину скин-слоя, в то время как более низкие рабочие частоты имеют большую глубину скин-слоя и большую глубину проникновения.
Эффективность соединения
Соотношение тока, протекающего через заготовку, и расстояния между заготовкой и индукционной катушкой является ключевым; чем ближе катушка, тем больше ток в заготовке.
Но расстояние между катушкой и заготовкой должно быть сначала оптимизировано для необходимого нагрева и удобного обращения с заготовкой. Многие факторы в индукционной системе можно регулировать, чтобы они соответствовали катушке и оптимизировали эффективность связи.
Конструкция катушки
Эффективность индукционного нагрева максимальна, если заготовку можно поместить внутрь индукционной катушки. Если ваш процесс не позволяет поместить вашу заготовку внутрь катушки, катушку можно поместить внутрь заготовки.
Размер и форма медной индукционной нагревательной катушки с водяным охлаждением будут соответствовать форме вашей заготовки и предназначены для подачи тепла в нужное место на заготовке.
Требования к питанию
Мощность, необходимая для нагрева заготовки, зависит от:
- Массы заготовки
- Свойства материала вашей заготовки
- Повышение температуры, которое вам нужно
- Время нагрева, необходимое для удовлетворения ваших технологических потребностей
- Эффективность поля благодаря конструкции катушки
- Любые потери тепла в процессе нагрева
После того, как мы определим мощность, необходимую для нагрева вашего изделия, мы сможем выбрать правильное оборудование для индукционного нагрева с учетом эффективности соединения катушки.
Индукционный нагрев экономичен и потребляет меньше энергии
Потери тепла и неравномерное, неравномерное применение тепла приводят к увеличению брака и снижению качества продукции, увеличению затрат на единицу продукции и снижению прибыли. Наилучшая экономия производства наблюдается, когда применение энергии контролируется.
Чтобы довести печь периодического действия до температуры и удержать всю камеру при необходимой температуре в течение всего времени процесса, требуется гораздо больше энергии, чем требуется для обработки деталей. Процессы, управляемые пламенем, по своей природе неэффективны, поскольку теряют тепло в окружающую среду. Нагрев электрическим сопротивлением также может привести к расточительному нагреву окружающих материалов. Идеально использовать только энергию, необходимую для обработки ваших деталей.
Индукция избирательно фокусирует энергию только на той области детали, которую вы хотите нагреть. Каждая часть процесса использует одинаково эффективное использование энергии. Поскольку энергия передается непосредственно от катушки к детали, нет промежуточных сред, таких как пламя или воздух, которые могли бы исказить процесс.
Поскольку энергия передается непосредственно от катушки к детали, нет промежуточных сред, таких как пламя или воздух, которые могли бы исказить процесс.
Точность и воспроизводимость индукционного нагрева помогают снизить процент брака и повысить производительность. Избирательное применение тепла к целевой области детали позволяет очень точно контролировать процесс нагрева, а также сокращать время нагрева и ограничивать потребность в энергии.
Прочтите: Индукционный нагрев — это экологически чистая технология
Индукционный нагрев более эффективен и производит больше за меньшее время
Доставка деталей высочайшего качества с наименьшими затратами в кратчайшие сроки достигается за счет эффективного процесса, в котором входные элементы материалов и энергии строго и точно контролируются. Целенаправленное применение тепла индукционным нагревом к детали или области детали, а также повторяемость обеспечивают наиболее однородные результаты при наименьших затратах. Повторяемость и производительность — это две вещи, которые можно значительно улучшить с помощью индукции по сравнению с резистивным или пламенным нагревом.
Повторяемость и производительность — это две вещи, которые можно значительно улучшить с помощью индукции по сравнению с резистивным или пламенным нагревом.
Индукционный нагрев обеспечивает экономию, прежде всего, за счет значительного сокращения количества брака, повышения производительности и экономного использования энергии. Нет необходимости запуска процесса; применяется тепло и мгновенно останавливается. Для сравнения, периодическое нагревание в печи требует затрат времени и энергии, которые служат только процессу, а не продукту. Производительность и эффективность повышаются за счет индукционного нагрева с тщательным применением энергии (тепла) в количествах, не превышающих потребности продукта.
Индукционный нагрев считается более безопасным процессом.
Любой процесс нагрева сопряжен с риском контакта оператора с нагретыми материалами. Такая технология, как индукционный нагрев, которая ограничивает площадь поверхностей, с которыми контактирует оператор, снижает общий риск. Если нагрев может быть ограничен только частью и далее ограничен зоной части, безопасность повышается еще больше.
Если нагрев может быть ограничен только частью и далее ограничен зоной части, безопасность повышается еще больше.
По сравнению с пламенным или ручным нагревом каждый цикл процесса индукционного нагрева идентичен, и процесс не требует регулировки во время работы. Таким образом, однажды установленный и испытанный процесс индукционного нагрева не требует для работы высококвалифицированного персонала.
Позвольте нам помочь
Мы делаем все возможное, чтобы удовлетворить потребности клиентов. Наша миссия начинается в ЛАБОРАТОРИИ, где мы решаем самые сложные задачи наших клиентов по отоплению, определяя процессы, которые могут выиграть от наших чрезвычайно надежных систем.
Решение ваших проблем с технологическим обогревом
Обладая репутацией в области качества, основанной на более чем 30-летнем опыте, компания Ambrell предлагает инновационные решения для обогрева. Наше оборудование установлено более чем в 50 странах и поддерживается сетью специализированных экспертов по индукционному нагреву.
Если вы хотите улучшить систему отопления — на любом этапе вашего процесса — проконсультируйтесь с нашей командой для получения высокоэффективных и экономичных решений. Технические специалисты Ambrell разрабатывают и производят ряд систем, чтобы предоставить вам самые качественные решения для индукционного нагрева.
Прочтите нашу 8-страничную брошюру; Узнайте больше о том, как наука об индукционных технологиях может решить ваши проблемы с технологическим нагревом.
Четыре способа связаться с Ambrell для получения поддержки
Пайка 101: Индукционный нагрев — FABTECH
By Дженнифер Даллос on on
Основы индукционной пайки призваны развеять распространенные заблуждения
У. АДАМ МОРРИСОН
АДАМ МОРРИСОН
У. АДАМ МОРРИСОН ([email protected]) — менеджер по продукции с низким энергопотреблением в Ajax TOCCO Magnethermic Corp., Уоррен, Огайо.
Перепечатано с разрешения: The AWS Welding Journal
Эта статья основана на презентации на 7-й Международная конференция по пайке и пайке (IBSC), состоявшаяся 15–18 апреля 2018 г., в Новом Орлеане, Ла.
Индукционный нагрев — это хорошо зарекомендовавший себя метод нагрева, многие все еще рассматривают новую технологию. Хотя технология индукционного нагрева приближается 100 лет коммерциализации, вопросы и заблуждения окружающие его приложения все еще существуют. Например, один общий неправильное понимание заключается в том, что индукционный нагрев нагревает только магнитные компоненты. Однако индукционный нагрев можно использовать для нагрева любых электропроводящих материалов. материал.
Также важно рассматривать как пайку, так и индукционный нагрев как отдельные и разные процессы, чтобы понимать и применять их. Пайка — это процесс соединения, а индукционный нагрев — это процесс нагрева, который часто используется как один из этапов процесса пайки.
Пайка — это процесс соединения, а индукционный нагрев — это процесс нагрева, который часто используется как один из этапов процесса пайки.
Опубликовано множество текстов и исследований о пайке твердым припоем и других методах соединения металлов. В задачу данной статьи не входит представление всех подробностей, связанных с процессами пайки. Вместо этого для подробного обсуждения технологии индукционного нагрева будут представлены общие практические правила. В этой статье также рассматриваются распространенные заблуждения об индукционном нагреве в отношении его применения, связанного с пайкой.
Индукционный нагрев Определено
Индукционный нагрев — это термический процесс, при котором электропроводный материал помещается в переменное магнитное поле и нагревается за счет гистерезиса (только магнитные материалы) и/или индуцированного электрического тока (все проводящие материалы). Изменяющееся магнитное поле генерируется переменным током (AC), проходящим через электрическую обмотку (катушка/индуктор). Индукционный нагрев – это бесконтактный метод нагрева.
что очень быстро и эффективно по сравнению с другими системами отопления
технологии, применяемые для пайки.
Индукционный нагрев – это бесконтактный метод нагрева.
что очень быстро и эффективно по сравнению с другими системами отопления
технологии, применяемые для пайки.
Гистерезисный нагрев
Индукционный нагрев может нагревать любой электропроводящий материал, магнитный и немагнитный. Существует одно ключевое различие, связанное с нагревом магнитной детали по сравнению с немагнитной. Магнитные детали, такие как железо, имеют магнитные частицы в своей атомной структуре, называемые доменами. Эти домены похожи на маленькие стержневые магниты. Домены физически выравниваются с полярностью магнитного поля, приложенного к детали. Когда магнитное поле меняет направление, домены физически меняют направление. Это постоянное изменение направления приводит к нагреву от внутреннего трения. Этот нагрев за счет переключения магнитных доменов известен как гистерезисный нагрев. Гистерезис возникает только в магнитных материалах и является наиболее эффективной формой индукционного нагрева. Он также может превышать 90% эффективности.
Он также может превышать 90% эффективности.
Вихретоковый нагрев
При достаточном нагреве магнитные материалы теряют свой магнетизм. Это называется точкой Кюри (обычно около 1400°F для железа). Как только магнитная деталь достигает точки Кюри, гистерезисный нагрев прекращается. Без правильного выбора частоты и/или мощности нагрев остановится примерно на 1400°F. Это одна из причин, по которой некоторые новички считают, что индукционный нагрев не нагревается выше 1400°F. При правильном подборе частоты и мощности возможен нагрев до любой температуры до нескольких тысяч градусов.
Нагрев, происходящий за пределами точки Кюри или в немагнитных материалах, называется вихретоковым нагревом. Этот тип передачи энергии такой же, как и внутри электрических трансформаторов. Нагревательный индуктор является первичной обмоткой трансформатора, а нагреваемая часть — вторичной обмоткой. Произведенное тепло известно как «I квадрат R потерь» (P = I2R), полученный из закона Ома (V = I*R).
Вихретоковый нагрев — это то, что позволяет электромагнитной индукции нагревать любой электропроводный материал, включая золото, медь, серебро, алюминий и многие другие. Эффективность вихретокового нагрева будет варьироваться в зависимости от нагреваемого сплава от 50% до 5% эффективности преобразования. Термин электрический вихревой ток происходит от описания небольших поверхностных токов, которые можно увидеть в более крупных потоках воды, таких как ручьи и реки. Точно так же индуцированные электрические вихревые токи циркулируют только по поверхности детали.
Базовая глубина нагрева
Чем выше рабочая частота (Гц), тем мельче вихревые токи. Глубина, на которой ток проникает в поверхность, называется эталонной глубиной и представляет собой глубину, на которой протекает 63% индуцированного тока. Большинство систем индукционного нагрева для пайки работают на частоте от 10 до 50 кГц. В зависимости от магнитной проницаемости и удельного сопротивления материала эталонная глубина нагрева может варьироваться от 0,01 до 0,20 дюйма (от 0,2 до 5 мм) в этом диапазоне частот.
При выборе системы индукционного нагрева важно учитывать глубину нагрева. Если глубина чрезмерна, будет происходить очень небольшой нагрев из-за подавления вихревых токов. Аннулирование происходит, когда вихревые токи с противоположных сторон детали сталкиваются друг с другом. Как правило, глубина тока должна быть не более половины толщины и/или диаметра нагреваемой детали.
Хотя частота работы является основным фактором, влияющим на глубину нагрева, также важны удельное электрическое сопротивление нагреваемой детали и ее магнитная проницаемость. Формула для расчета эталонной глубины: D = 3160*√(ρ/мкф),
где р
— удельное электрическое сопротивление нагреваемого материала в микроом-дюймах;
мю
– относительная магнитная проницаемость в Генри/метр; f — рабочая частота в герцах.
Формула показывает, что глубина нагрева увеличивается с ростом электрического
удельное сопротивление увеличивается. Наоборот, глубина уменьшается по мере увеличения магнитного поля.
увеличивается проходимость или рабочая частота.
Магнитная проницаемость — это способность материала поглощать и удерживать магнитный поток. Чем больше способность удерживать поток, тем выше проницаемость. Немагнитные материалы имеют проницаемость 1, в то время как хороший магнитный материал, такой как железо, имеет проницаемость 5000. Углеродистая сталь имеет относительную магнитную проницаемость 100. Важно учитывать проницаемость при температуре пайки из-за точки Кюри некоторых материалов. . Помните, что сталь теряет магнетизм примерно при 1400°F, и в этот момент ее проницаемость изменяется со 100 до 1. Это приведет к 10-кратному увеличению глубины проникновения тока при температурах выше точки Кюри. Если выбрана неправильная частота, то нагрев остановится в точке Кюри.
При индукционном нагреве нельзя обойти законы термодинамики. Тепло, выделяемое внутри детали, не ограничивается глубиной проникновения тока. Глубина нагрева будет увеличиваться за счет теплопроводности. Дополнительная глубина нагрева в результате времени выдержки/нагрева может быть аппроксимирована формулой D = √0,0015t, где D — глубина в дюймах, а t — время в секундах.
Из-за тенденции переменного тока собираться на поверхности детали можно выбрать слишком высокую частоту. Слишком высокая рабочая частота приведет к тому, что ток будет собираться в углах деталей, например, в углах узла шестигранной гайки. Это создаст локальные горячие точки, которые могут расплавить основной металл раньше, чем расплавится присадочный металл. Частота оптимизирует эффективность, но работу выполняет мощность.
Требования к питанию
Мощность — это количество энергии, переданной за время. Большинство индукционных нагревателей оцениваются по их способности обеспечивать мощность, обычно измеряемую в киловаттах (кВт). Предложения по мощности для источников питания индукционного нагрева сильно различаются. Индукционные источники питания промышленного класса можно найти от 1 кВт до более 20 МВт (от 1000 до 20 000 000 Вт). Для пайки большинство процессов пайки находятся в диапазоне от 5 до 50 кВт, но несколько сотен кВт для более крупных приложений не являются чем-то необычным.
Правильный выбор мощности в кВт так же важен, как и правильный выбор частоты. Слишком низкая мощность в кВт будет недостаточна для достижения температуры пайки, пайка займет слишком много времени и будет иметь чрезмерную зону термического влияния (ЗТВ). Слишком большой номинал в кВт не обеспечит необходимого разрешения для стабильного управления процессом, приведет к перегреву деталей и будет пустой тратой капитальных ресурсов на приобретение и обслуживание.
Существует несколько факторов, определяющих требуемую мощность для процесса пайки. Основными факторами являются допустимое время нагрева, целевая температура, начальная температура, нагретая масса и сплав основного металла. Время нагрева должно быть достаточным для того, чтобы флюс стал активным и сплав затекал в соединение за счет капиллярного действия. Следует избегать чрезмерного времени нагрева из-за ограниченного срока службы нагретого флюса. Кроме того, более длительное время нагрева способствует повышенному образованию оксидов, когда деталь находится при повышенных температурах.
Основные металлы различаются по плотности, удельной теплоемкости, удельному электрическому сопротивлению и относительной магнитной проницаемости, а также другим определяющим характеристикам, но эти четыре характеристики являются наиболее важными для расчета требований к мощности для процесса.
В качестве примера рассмотрим две части одинаково нагретой массы, одну из железа, а другую из меди. Медь является одним из самых сложных материалов для индукционного нагрева с точки зрения эффективности, а железо — одним из самых простых. Эффективность индукционного нагрева при нагреве меди обычно составляет 15%, а железа больше 9%.0%. Чтобы достичь одинаковой температуры за одно и то же время для двух частей, для медной части потребуется в пять раз больше энергии. Различия в удельном электрическом сопротивлении и магнитной проницаемости являются основными причинами различий в требованиях к мощности. Более низкое удельное сопротивление меди требует значительно большего тока для создания тех же потерь I-квадрат-R, что и у железа. Железо также выигрывает от большей магнитной проницаемости, что позволяет ему нагреваться за счет гистерезиса в дополнение к нагреву I-квадрат-R.
Железо также выигрывает от большей магнитной проницаемости, что позволяет ему нагреваться за счет гистерезиса в дополнение к нагреву I-квадрат-R.
Ниже приводится сводная информация об эффективности преобразования обычных неблагородных металлов, нагреваемых индукционным нагревом:
• Чистое железо 95–98%
• Среднеуглеродистая сталь 85–90%
• Нержавеющая сталь 316 45–50 %
• Алюминий 35–40%
• Медь 5–15%.
Индукторы нагрева
Нагревательный индуктор (катушка) представляет собой электрическую обмотку, в которой пропускается переменный ток для создания электромагнитного поля с определенной схемой для нагрева электропроводящего объекта.
Когда большинство людей думают о катушке индукционного нагрева (индукторе), они представляют себе простую спиральную обмотку, сделанную из медной трубки, которая окружает нагреваемую деталь. Хотя это будет одна из форм индуктора, есть и другие, которые следует учитывать. Нагревательные индукторы могут быть изготовлены из полых медных трубок, цельных стержней, гибких кабелей и механически обработанных заготовок, а также напечатаны на 3D-принтере из порошковых медных сплавов. Выбор геометрии индуктора в основном определяется технологическими требованиями. Медь является выбранным материалом для изготовления индукторов из-за ее высокой электропроводности (низкие потери мощности), высокой теплопроводности (легко охлаждается водой) и относительно низкой стоимости. Большинство катушек индуктивности охлаждаются водой из-за отраженного тепла от детали и величины тока, протекающего внутри катушки индуктивности (обычно 1000 А).
Нагревательные индукторы могут быть изготовлены из полых медных трубок, цельных стержней, гибких кабелей и механически обработанных заготовок, а также напечатаны на 3D-принтере из порошковых медных сплавов. Выбор геометрии индуктора в основном определяется технологическими требованиями. Медь является выбранным материалом для изготовления индукторов из-за ее высокой электропроводности (низкие потери мощности), высокой теплопроводности (легко охлаждается водой) и относительно низкой стоимости. Большинство катушек индуктивности охлаждаются водой из-за отраженного тепла от детали и величины тока, протекающего внутри катушки индуктивности (обычно 1000 А).
Индуктор нагрева является наиболее важным компонентом системы индукционного нагрева. Индукторы могут иметь множество различных конфигураций, таких как соленоид, шпилька, блин, поперечный, внутренний диаметр, канал, раскладушка и обработанный / напечатанный на 3D-принтере профиль. Деталь окружает только индуктор соленоида.
Существует распространенное заблуждение, что индуктор должен окружать деталь. Однако индуктор может нагреваться снаружи, внутри, с одной стороны, с двух сторон или с трех сторон. Катушки индуктивности обычно имеют профиль, соответствующий форме детали и/или площади детали, подлежащей нагреву. Тип индуктора влияет на эффективность. Например, индуктор внутреннего нагрева требует примерно в два раза большей мощности, чем индуктор соленоида. Совместный зазор между нагреваемой частью и индуктором также влияет на эффективность. Это называется зазором муфтового соединения. По мере увеличения зазора муфты эффективность снижается.
Однако индуктор может нагреваться снаружи, внутри, с одной стороны, с двух сторон или с трех сторон. Катушки индуктивности обычно имеют профиль, соответствующий форме детали и/или площади детали, подлежащей нагреву. Тип индуктора влияет на эффективность. Например, индуктор внутреннего нагрева требует примерно в два раза большей мощности, чем индуктор соленоида. Совместный зазор между нагреваемой частью и индуктором также влияет на эффективность. Это называется зазором муфтового соединения. По мере увеличения зазора муфты эффективность снижается.
Важно проконсультироваться со специалистом по индукторам индукционного нагрева на ранней стадии разработки процесса индукционной пайки, чтобы получить наилучшие шансы на успех процесса. Плохо спроектированный индуктор потребляет чрезмерную мощность, имеет плохую воспроизводимость, требует последующей обработки деталей или может вообще не работать. Процесс индукционного нагрева хорош настолько, насколько хорош индуктор, используемый для этого процесса.
Ключевые конструктивные особенности качественного индуктора:
• Разрешает для легкой установки и снятия нагретых деталей;
• Есть совместим с оснасткой, удерживающей нагретые детали;
• Размер меди соответствует номинальной мощности индукционного нагревателя в кВт;
• Обеспечивает равномерный прогрев зоны пайки;
• Сохраняет его форма и положение во время использования;
• Правильно изолированы для защиты от загрязнения и случайного контакта с деталями нагревается;
• Низкий выводы индуктивности для эффективной передачи энергии; и
• Правильно задокументировано для дублирования.
Управление технологическим процессом и анализ конечных элементов
Современные средства управления могут быть интегрированы в процесс индукционной пайки для обеспечения точности и согласованности. В современных системах индукционного нагрева используется множество микропроцессоров, и они могут предоставлять данные о рабочих характеристиках процесса. Измерения объема присадочного металла (например, минимальные/максимальные температуры, скорости охлаждения, потоки закалки, энергия
доставка и т. д.) — это лишь небольшая выборка данных, которые можно собрать.
Кроме того, эти данные легко отслеживать из удаленных мест через корпоративную сеть.
сети и интернет. Индивидуальные данные процесса для готовых деталей могут быть
сохранены для последующего просмотра. Обработка и проверка отдельных деталей вместе с
Чрезвычайная повторяемость — это лишь некоторые из отличительных черт индукционного нагрева для
приложения для пайки.
В современных системах индукционного нагрева используется множество микропроцессоров, и они могут предоставлять данные о рабочих характеристиках процесса. Измерения объема присадочного металла (например, минимальные/максимальные температуры, скорости охлаждения, потоки закалки, энергия
доставка и т. д.) — это лишь небольшая выборка данных, которые можно собрать.
Кроме того, эти данные легко отслеживать из удаленных мест через корпоративную сеть.
сети и интернет. Индивидуальные данные процесса для готовых деталей могут быть
сохранены для последующего просмотра. Обработка и проверка отдельных деталей вместе с
Чрезвычайная повторяемость — это лишь некоторые из отличительных черт индукционного нагрева для
приложения для пайки.
Используя программное обеспечение для конечно-элементного анализа (FEA) и запатентованные пакеты программного обеспечения для моделирования, производители оригинального индукционного оборудования могут точно прогнозировать распределение тепла, повышение температуры, распределение температуры, напряжение, деформацию и даже металлургические изменения в деталях до того, как отдельная деталь будет физически нагрета.
Легко заметить, что индукционный нагрев имеет преимущества по сравнению с другими методами нагрева, включая точность, скорость, контроль и энергоэффективность. Однако индукционный нагрев — это лишь часть процесса пайки. Несмотря на контроль нагрева, обеспечиваемый электромагнитной индукцией, процесс пайки будет таким же точным и воспроизводимым, как и способность контролировать другие переменные процесса пайки, такие как допуск детали, расположение детали, чистота детали, равномерное нанесение флюса и присадочный металл. .
Флюсовая и бесфлюсовая пайка
Детали должны быть тщательно очищены перед нагревом, чтобы обеспечить максимальное легирование основного и присадочного металлов. Очищенные детали должны быть защищены от окисления в процессе нагрева с помощью химического флюса или среды с контролируемой атмосферой. Электромагнитная индукция совместима как с традиционными химическими флюсами, так и с пайкой в контролируемой атмосфере. В твердосплавных режущих инструментах часто используются традиционные минеральные флюсы и серебросодержащие присадочные металлы, в то время как в автомобильных топливных рампах высокого давления часто используется медный присадочный металл, припаянный в вакууме или инертной атмосфере. Ни при каких обстоятельствах нельзя полагаться на флюс или восстановительную атмосферу для компенсации плохой подготовки поверхности детали перед пайкой.
Ни при каких обстоятельствах нельзя полагаться на флюс или восстановительную атмосферу для компенсации плохой подготовки поверхности детали перед пайкой.
Конструкция для пайки и соединения
Было бы легко чрезмерно упростить геометрию паяного соединения. По сути, существует только два типа конфигураций паяных соединений: стыковое соединение и соединение внахлестку. Все остальные суставы являются вариациями этих двух суставных конфигураций. На конструкцию соединения влияют предполагаемое использование, тип присадочного металла, флюс и метод нагрева. Главный вопрос, который следует учитывать независимо от конфигурации соединения, заключается в том, что геометрия соединения и детали должна быть одинаковой от детали к детали, чтобы обеспечить повторяемость процесса. Индукционный нагрев будет поставлять постоянное количество тепла от цикла к циклу, но различия в теплопередаче и прочности соединения могут возникать из-за различий в консистенции соединения.
Зазор в стыке между двумя деталями зависит от типа присадочного металла, флюса и теплового расширения деталей. Зазоры в соединениях между соединяемыми компонентами могут варьироваться от посадки с небольшим натягом до 0,010 дюйма. Для большинства применений индукционной пайки зазор в соединении будет находиться в диапазоне от 0,002 до 0,005 дюйма, что является диапазоном для оптимальной прочности соединения. Меньшие зазоры в соединениях и посадки с натягом приемлемы для бесфлюсовой пайки, например, при пайке в инертной атмосфере с использованием медного присадочного металла.
В большинстве процессов индукционного нагрева используется индуктор с фиксированной геометрией. При проектировании паяного соединения следует учитывать геометрию нагревательного индуктора. Компоненты должны иметь возможность сборки внутри индуктора, а готовая пайка должна иметь возможность удаляться из индуктора после пайки.
Особенности конструкции крепления детали
Значительные инвестиции были вложены в определение основных металлов, присадочного металла, флюса, геометрии соединения и метода нагрева. Надлежащее крепление для удержания деталей во время процесса пайки также имеет решающее значение для общего успеха процесса. Крепление в связи с использованием индукционного нагрева для процессов пайки должно быть немагнитным, чтобы свести к минимуму паразитный нагрев приспособления.
Надлежащее крепление для удержания деталей во время процесса пайки также имеет решающее значение для общего успеха процесса. Крепление в связи с использованием индукционного нагрева для процессов пайки должно быть немагнитным, чтобы свести к минимуму паразитный нагрев приспособления.
Приемлемыми немагнитными материалами могут быть нержавеющая сталь серии 300, а также алюминий. Нержавеющая сталь устойчива к высоким температурам, химическим веществам и износу. Он также имеет относительно низкую теплопроводность и обеспечивает хорошую ударную вязкость и износостойкость. Обязательно учитывайте тепловое расширение нагретых деталей в процессе пайки при проектировании держателя.
Блог: Индукционный нагрев и разница между черным и цветным металлом
Induction Innovations часто получает вопросы о том, полезен ли индукционный нагрев для различных применений, таких как пайка меди. Медь является цветным металлом, а индукционный нагрев работает только с черными металлами, поэтому пайка меди не является хорошим применением для продуктов индукционного нагрева серии Mini-Ductor или Inductor. Тем не менее, они идеально подходят для снятия проушин и колесных гаек, поскольку сделаны из стали, черного металла.
Тем не менее, они идеально подходят для снятия проушин и колесных гаек, поскольку сделаны из стали, черного металла.
Медь — это только один пример, иллюстрирующий различия между черными и цветными металлами, а также то, как лучше всего использовать нашу продукцию в конкретных областях. Ниже приводится обзор свойств черных и цветных металлов и способов применения индукционного нагрева.
Краткий ответ: черный или цветной металл
Черные металлы и сплавы содержат железо, а цветные металлы не содержат минерала. Эти металлы также содержат сталь. Однако это немного сложнее. Как черные, так и цветные металлы имеют свои отличительные свойства, которые определяют, для каких приложений они лучше всего подходят. Выбор правильного типа металла для вашего проекта может иметь решающее значение, особенно если рассматривается индукционный нагрев.
Черные металлы
Черные металлы включают легированную сталь, углеродистую сталь, чугун и кованое железо. Основными характеристиками этих металлов являются их прочность на растяжение и долговечность. Они магнитные, и поэтому в проектах, требующих очень прочных и прочных материалов, используется этот тип металла. К черным металлам часто добавляют другие элементы, такие как железо и сталь (например, медь и никель), которые улучшают свойства (например, уменьшают коррозию, повышают прочность).
Они магнитные, и поэтому в проектах, требующих очень прочных и прочных материалов, используется этот тип металла. К черным металлам часто добавляют другие элементы, такие как железо и сталь (например, медь и никель), которые улучшают свойства (например, уменьшают коррозию, повышают прочность).
Черные металлы можно найти в строительной отрасли для строительства небоскребов и мостов, а также в специальных промышленных продуктах, таких как автомобили, транспортные контейнеры, рельсы для железных дорог, а также во многих инструментах и оборудовании, которые вы используете на строительной площадке и в других местах. дом.
Свойства черных металлов
Большое количество углерода используется при создании черных металлов, что означает, что большинство из них подвержены ржавчине. Хотя не все черные материалы (такие как кованое железо и нержавеющая сталь) чувствительны к окислению, скорее всего, если они ржавеют, это черный металл.
Как уже упоминалось, большинство черных металлов также обладают магнитными свойствами, хотя лишь некоторые из них, называемые ферромагнитными материалами, обладают магнитными свойствами значительной силы. К таким материалам относятся никель, железо и кобальт. Черные металлы в сочетании с этими материалами намагничиваются при воздействии внешнего магнитного поля. Их магнитные свойства делают их очень полезными для производства таких вещей, как большие двигатели и электроприборы.
К таким материалам относятся никель, железо и кобальт. Черные металлы в сочетании с этими материалами намагничиваются при воздействии внешнего магнитного поля. Их магнитные свойства делают их очень полезными для производства таких вещей, как большие двигатели и электроприборы.
Используйте индукционный нагрев в проектах, построенных из черных металлов. Induction Innovations предлагает инструменты для нагрева, которые обеспечивают высокие эксплуатационные характеристики для ваших конкретных применений.
Цветные металлы
Цветные металлы включают алюминий, медь, латунь, никель, олово, свинец, цинк и хром (хром), а также драгоценные металлы, такие как золото и серебро. Хотя некоторые цветные металлы довольно прочны, они обычно используются из-за других свойств, которых нет у черных металлов.
Основные области применения цветных металлов заключаются в возможности их использования для изделий, которым необходимы легкие, проводящие и защитные свойства.
Свойства цветных металлов
Поскольку цветные металлы намного легче черных, они хорошо подходят для таких отраслей, как авиация и консервирование. Банки (сделанные из алюминия) можно легко формировать путем ковки, литья и других видов манипуляций, чтобы создать эффективную оболочку продукта. Компоненты самолетов также изготавливаются из алюминия, особенно рамы самолетов.
Банки (сделанные из алюминия) можно легко формировать путем ковки, литья и других видов манипуляций, чтобы создать эффективную оболочку продукта. Компоненты самолетов также изготавливаются из алюминия, особенно рамы самолетов.
Цветные металлы также более устойчивы к ржавчине и коррозии. Такие элементы, как медь, часто используются для таких предметов, как кровля, водопроводные трубы и дорожные знаки. Медные изделия являются проводящими и пригодными для многих применений.
Наконец, цветные металлы не обладают магнитными свойствами, что делает их ценными для использования в электропроводке и мелкой электронике.
Комбинация черных и цветных металлов
Многочисленные сплавы изготавливаются из комбинации черных и цветных металлов. Например, нержавеющая сталь часто создается из хрома и стали из-за ее способности быть немагнитной и не вызывать коррозии. Процентное содержание используемых элементов создает совершенно разные общие свойства. Вы обнаружите, что холодильник из нержавеющей стали может с трудом удерживать определенные магниты, в зависимости от количества никеля, смешанного с железным сплавом.
Другие комбинации черных и цветных металлов также широко распространены в различных отраслях промышленности для снижения затрат и обеспечения определенных характеристик манипуляции, когда это необходимо.
Поговорите со специалистами по индукционному нагреву
Индукционный нагрев наиболее полезен для черных металлов из-за его магнитных свойств. Однако в некоторых случаях индукционный нагрев также можно использовать для нагрева алюминия, чего часто бывает достаточно для удаления наклеек, винила и приклеенной отделки.
Если вы не уверены, подойдет ли индукционный нагрев для вашего применения, свяжитесь с экспертом по индукционному нагреву, чтобы выяснить это. Мы будем работать с вами, чтобы решить ваши проблемы и предоставить вам продукты, соответствующие вашим потребностям.
Информация предоставлена Induction Innovations
Что такое индукционный нагрев и как он работает?
Что такое индукционный нагрев и как он работает? | Индукционные технологические решения, Inc.
Перейти к навигации Перейти к содержимому
Как работает индукционный нагрев?
Индукционный нагрев — это процесс, при котором металлический предмет, магнитный или немагнитный, помещается в переменное магнитное поле, технически известное как вихревые токи. Итак, представьте, что у вас есть круглая медная катушка, а затем вы пропускаете переменный ток через эту катушку, вы затем создаете магнитное поле внутри катушки.
Затем, если вы прервете это поле, вставив кусок металла, который мы назвали соленоидом на фотографии ниже, внутри этой катушки магнитное поле начнет оборачиваться вокруг заготовки с очень высокой скоростью. Насколько высока скорость, зависит от частоты приложенного радиочастотного поля. Так, например, если частота RF составляет 50 кГц, то поле будет оборачиваться вокруг заготовки 50 раз в секунду.
Поскольку поле продолжает «вращаться» вокруг металла, оно начинает генерировать тепло внутри заготовки. Как? Потому что каждый металл имеет определенное сопротивление внутри него, и этот эффект сопротивления заставляет приложенное поле создавать трение внутри металла, что, в свою очередь, генерирует тепло на поверхности металла, широко известное как скин-эффект. В зависимости от того, как долго вы оставите поле, тепло начнет распространяться по металлу за счет теплопроводности.
В зависимости от того, как долго вы оставите поле, тепло начнет распространяться по металлу за счет теплопроводности.
Итак, существует ли простой и быстрый способ расчета и выбора генератора индукционного нагрева для вашего применения? Очень короткий ответ: да, вы можете. Вы можете использовать наш инструмент для расчета платы за индукционное отопление, чтобы получить хотя бы приблизительное представление о том, какая выходная мощность необходима для нагрева вашей детали.
Опять же, Инструмент вычислений даст вам только очень приблизительную оценку необходимой мощности генератора. Для более подробных расчетов, таких как выходная мощность, частота и полезное время нагрева, вы всегда можете связаться с нами в любое время.
Индукционный нагрев Пример индукционной пайки нержавеющей стали
Полезные ссылки Индукционный нагрев Краткое руководство
Могу ли я нагревать любой тип металла?
Если коротко, то да, абсолютно! Некоторые металлы немного сложно нагревать, особенно пайка алюминия. Должен ли металл быть магнитным? Не обязательно. Металл может быть магнитным или немагнитным. Вообще говоря, магнитные материалы намного легче нагревать с помощью индукции, потому что северный и южный полюса выровнены, и поэтому магнитное поле может легче перемещаться по этим путям. Но если мы нагреем металл выше определенной температуры, тогда металл может потерять свои магнитные свойства, известные как точка Кюри, и после этой точки его становится трудно нагревать. Подробнее об этом позже.
Должен ли металл быть магнитным? Не обязательно. Металл может быть магнитным или немагнитным. Вообще говоря, магнитные материалы намного легче нагревать с помощью индукции, потому что северный и южный полюса выровнены, и поэтому магнитное поле может легче перемещаться по этим путям. Но если мы нагреем металл выше определенной температуры, тогда металл может потерять свои магнитные свойства, известные как точка Кюри, и после этой точки его становится трудно нагревать. Подробнее об этом позже.
Как деталь нагревается при индукционном нагреве?
У меня есть две фотографии, которые вы можете посмотреть ниже, первая фотография показывает, как поверхность зубчатой звездочки нагревается индукционным нагревом, а вторая фотография показывает, как звездочка нагревается равномерно на всем протяжении!
Использование индукционного нагрева, чтобы пропустить тепло через деталь:
Так почему моя индукционная катушка не плавится? Потому что я пропустил через него воду. Почему используется медная катушка? Потому что медь имеет наименьшее сопротивление и является лучшим проводником после золота.
Почему используется медная катушка? Потому что медь имеет наименьшее сопротивление и является лучшим проводником после золота.
Итак, поверхность нагревается за счет индукции (Вихревые токи), а затем остальная часть металла нагревается за счет проводимости, и цикл продолжается.
Полное видео индукционного нагрева звездочки
Могу ли я нагревать только часть металла, а не остальное?
Да! Вот в чем прелесть!!! В большинстве случаев вы можете выбрать, какую область детали вы хотите нагреть.
Могу ли я нагреть металл по всей длине?
Да! Возможно, вы можете нагреть всю длину, либо используя длинную индукционную катушку, либо, возможно, сканируя, то есть пропуская деталь через катушку.
Бесконтактная очистка и постоянный нагрев раз за разом.
Катушки индукционного нагрева
Ниже приведены примеры различных катушек индукционного нагрева, которые мы создали для различных применений индукционного нагрева. Фотографии предоставлены CEIA USA:
Преимущества использования индукционного нагрева для моих нужд?
- Бесконтактный, чистый способ нагрева заготовки, без пламени, без дыма, без хранения легковоспламеняющихся кислородно-ацетиленовых горелок!
- Регистрация производственных данных: Все результаты индукционного нагрева, зависимости мощности от времени или температуры можно регистрировать и контролировать.
 Это означает, что вы можете записывать свои собственные рецепты времени включения или температуры — ваш собственный секретный соус фабрики — на защищенную цифровую карту
Это означает, что вы можете записывать свои собственные рецепты времени включения или температуры — ваш собственный секретный соус фабрики — на защищенную цифровую карту
. - Данные контроля качества Быстрый доступ: Вы можете быстро получить доступ к предварительно проверенным производственным рецептам для каждого из ваших требований к диаметру детали.
- Быстрое и быстрое мгновенное включение, питание доступно в любое время. Индукционная машина может быть включена только тогда, когда это необходимо.
- Постоянное, воспроизводимое и всегда одинаковое количество тепла может подаваться в любое время.
- Нет изнашиваемых деталей. Индукционная катушка всегда охлаждается водой, поэтому катушка и индукционный блок питания прослужат долгие годы!
- Выходная мощность строго регулируется, это означает, что тепло, подаваемое на заготовку, всегда стабильно.
- Быстрое и быстрое обучение операторов.
- Во многих случаях система индукционного питания является портативной , Его можно поставить на тележку для перемещения из одной камеры в другую.

Наши рецепты индукционного нагрева и секрет нашего производства!
- После того, как вы определите время нагрева и требования к температуре производства, вы можете сохранить и быстро вызвать эти настройки.
- Весь ваш собственный секретный соус можно сохранить, чтобы вы всегда могли восстановить настройки питания из задания, которое вы выполняли, скажем, несколько месяцев назад!
Индукционный нагрев Области применения:
Вот лишь некоторые из них:
- Индукционная пайка, вы можете заменить газовые горелки чистым, селективным и бесконтактным способом пайки соединений.
- Индукционная пайка: Вы можете припаять РЧ-контакты, контакты потенциометра, предварительное лужение проводов, мы всегда можем провести для вас технико-экономические испытания.
- Индукционное склеивание и отверждение: индукционный нагрев можно использовать для склеивания и отверждения клеев.
Обзор всех приложений
Обзор приложений индукционного нагрева:
Вы всегда можете связаться с нами по любым вопросам, связанным с индукционным нагревом.
Свяжитесь с нами сегодня
Теги
- Индукционный нагрев (9)
- Автоматизация (8)
- Индукционная катушка (5)
- Алюминий (4)
- Алюминиевый корпус (4)
- Индукционный отжиг (4)
- Индукционная сварка (4)
- Индукционная пайка (4)
- Индукционная термоусадка (4)
- Индукционная термообработка (4)
Основы индукционного нагрева | Radyne Corporation
Индукционный нагрев
Проще говоря, индукционный нагрев — это самый чистый, эффективный, экономичный, точный и воспроизводимый метод нагрева материалов, доступный сегодня в промышленности.
Точно спроектированные индукционные катушки в сочетании с мощным и гибким индукционным источником питания обеспечивают воспроизводимые результаты нагрева, характерные для желаемого применения. Индукционные источники питания, предназначенные для точного количественного измерения нагрева материала и реагирования на изменения свойств материала во время цикла нагрева, делают реальностью получение разнообразных профилей нагрева в рамках одной программы нагрева.
Целью индукционного нагрева может быть закалка детали для предотвращения износа; сделать металл ковким для ковки или горячей штамповки в желаемую форму; спаять или спаять две детали вместе; плавить и смешивать ингредиенты, которые входят в состав высокотемпературных сплавов, делая возможными реактивные двигатели; или для любого количества других приложений.
Основы
Индукционный нагрев происходит в электропроводящем объекте (не обязательно из магнитной стали), когда объект помещается в переменное магнитное поле. Индукционный нагрев происходит за счет гистерезиса и потерь на вихревые токи.
Гистерезисные потери возникают только в магнитных материалах, таких как сталь, никель и некоторых других. Гистерезисные потери утверждают, что это вызвано трением между молекулами, когда материал намагничивается сначала в одном направлении, а затем в другом. Молекулы можно рассматривать как маленькие магниты, которые поворачиваются при каждом изменении направления магнитного поля. Работа (энергия) требуется, чтобы повернуть их. Энергия превращается в тепло. Скорость расходования энергии (мощности) увеличивается с увеличением скорости реверсирования (частоты).
Работа (энергия) требуется, чтобы повернуть их. Энергия превращается в тепло. Скорость расходования энергии (мощности) увеличивается с увеличением скорости реверсирования (частоты).
Потери на вихревые токи происходят в любом проводящем материале в переменном магнитном поле. Это вызывает нагрев, даже если материалы не обладают какими-либо магнитными свойствами, обычно присущими железу и стали. Примерами являются медь, латунь, алюминий, цирконий, немагнитная нержавеющая сталь и уран. Вихревые токи представляют собой электрические токи, индуцируемые действием трансформатора в материале. Как следует из их названия, кажется, что они кружатся в завихрениях внутри твердой массы материала. Потери на вихревые токи гораздо важнее потерь на гистерезис при индукционном нагреве. Обратите внимание, что индукционный нагрев применяется к немагнитным материалам, где потери на гистерезис отсутствуют.
При нагреве стали для закалки, ковки, плавки или любых других целей, требующих температуры выше температуры Кюри, мы не можем полагаться на гистерезис. Выше этой температуры сталь теряет свои магнитные свойства. При нагреве стали ниже точки Кюри вклад гистерезиса обычно настолько мал, что им можно пренебречь. Для всех практических целей вихревые токи I 2 R являются единственным способом превращения электрической энергии в тепло для целей индукционного нагрева.
Выше этой температуры сталь теряет свои магнитные свойства. При нагреве стали ниже точки Кюри вклад гистерезиса обычно настолько мал, что им можно пренебречь. Для всех практических целей вихревые токи I 2 R являются единственным способом превращения электрической энергии в тепло для целей индукционного нагрева.
Две основные вещи для индукционного нагрева:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Преимущества индукционного нагрева . После того, как индукционная нагревательная машина правильно отрегулирована, деталь за деталью нагревается с одинаковыми результатами. Способность индукционного нагрева одинаково нагревать последовательные детали означает, что процесс можно адаптировать к полностью автоматической работе, при которой заготовки загружаются и выгружаются механически.
Индукционный нагрев позволил разместить такие операции, как закалка, на производственных линиях вместе с другими станками, а не в удаленных, отдельных цехах. Это экономит время на транспортировку деталей из одной части завода в другую. Индукционный нагрев чистый. Он не отбрасывает неприятное тепло. Условия работы вокруг индукционных нагревательных машин хорошие. Они не выделяют дыма и грязи, которые иногда связаны с термическими цехами и кузнечными цехами.
Это экономит время на транспортировку деталей из одной части завода в другую. Индукционный нагрев чистый. Он не отбрасывает неприятное тепло. Условия работы вокруг индукционных нагревательных машин хорошие. Они не выделяют дыма и грязи, которые иногда связаны с термическими цехами и кузнечными цехами.
Еще одной желательной характеристикой индукционного нагрева является его способность нагревать только небольшую часть заготовки, что дает преимущества, когда нет необходимости нагревать всю деталь. Это преимущество имеет решающее значение для основных деталей с несколькими локализованными зонами повышенного износа при нормальной эксплуатации. Раньше требовался более качественный и дорогой материал, чтобы выдерживать износ при эксплуатации. С помощью индукции менее дорогие материалы могут быть обработаны на месте для достижения требуемой долговечности.
Индукционный нагрев работает быстро. Правильно настроенный индукционный нагреватель может обрабатывать большие объемы деталей в минуту за счет использования эффективной конструкции катушки и обработки деталей. Поскольку машины индукционного нагрева хорошо подходят для автоматизации, их можно легко интегрировать в существующие линии производства деталей. В отличие от решений для лучистого отопления, индукционный нагрев нагревает только часть внутри змеевика, не тратя энергию на ненужный нагрев.
Поскольку машины индукционного нагрева хорошо подходят для автоматизации, их можно легко интегрировать в существующие линии производства деталей. В отличие от решений для лучистого отопления, индукционный нагрев нагревает только часть внутри змеевика, не тратя энергию на ненужный нагрев.
Индукционный нагрев чистый. Без операций с пламенем, которые оставляют сажу или иным образом требуют очистки после нагрева, индукция является выбором для деталей, требующих чистого нагрева, например, при пайке. Поскольку в индукционном нагреве используются магнитные поля, проницаемые через стекло или другие материалы, возможен индукционный нагрев контролируемой атмосферы.
История индукционного нагрева
Фарадей (1791-1867) был знаком с фундаментальными принципами индукции. Акцент сначала делался на нежелательных последствиях явления. Большое внимание было уделено поиску методов уменьшения влияния индукции, чтобы такие устройства, как трансформаторы, двигатели и генераторы, могли стать более эффективными.
Майклу Фарадею (1791-1867) обычно приписывают открытие фундаментальных принципов, лежащих в основе индукционного нагрева, в 1831 году. и генераторы могут сначала стать более эффективными.
Интерес к возможности плавки металлов индукцией возник в 1916 году. Одним из первых коммерческих применений была плавка небольших зарядов с использованием генераторов с искровым разрядником. Еще одним ранним применением был нагрев металлических элементов вакуумных трубок для удаления поглощенных газов перед герметизацией.
За несколько лет до Второй мировой войны ряд компаний, более или менее независимо друг от друга, начали понимать, что индукция является решением для широкого круга специализированных приложений нагрева. Хотя индукция не стала промышленным процессом в течение долгого времени после ее теоретического открытия, ее развитие было быстрым во время Второй мировой войны, когда возникла немедленная потребность в производстве большого количества деталей с минимальными трудозатратами.
Сегодня индукция заняла свое место в нашей промышленной экономике как средство ускорения производства деталей, снижения производственных затрат и достижения качественных результатов.
Нажмите, чтобы узнать об истории компании Radyne
Будущее индукции
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и потребности в расширении возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и проектировщикам будущего быстрое , эффективный и точный метод нагрева.
Как предпочтительная технология быстрого, чистого нагрева, воспроизводимая, точная и эффективная, индукция прочно зарекомендовала себя в будущем производства как краеугольный камень отрасли. Быстрое развитие индукции с момента ее открытия принесло ей репутацию передовой технологии, имеющей решающее значение для открытия новых более эффективных процессов. Сегодня индукция является синонимом новаторских решений, прокладывающих путь к новой парадигме производственных технологий.
Технология Radyne находится в авангарде индукционного нагрева, предлагая новые способы дальнейшего развития методов и процессов индукционного нагрева в новых, ранее заброшенных областях. Мы являемся ведущим мировым производителем и пионером в разработке современного оборудования для индукционного нагрева и нагрева с контролируемой атмосферой. Нажмите здесь, чтобы узнать больше о блоке питания TFD.
Дополнительная литература
Дальнейшее обсуждение темы основ индукционного нагрева можно найти, продолжив нашу статью о передовых концепциях индукционного нагрева, охватывающую темы, основанные на фундаменте теории индукционного нагрева, изложенной здесь. Для еще большего количества ресурсов по индукционному нагреву Radyne предоставляет несколько ресурсов для вашего удобства, позволяющих использовать теорию индукции для информированной работы: в том числе плакаты для справки по общим схемам лабораторных и производственных цехов и справочники по основам индукции.