
Индукционный нагрев является эффективной технологией.
Генераторы eldec обладают превосходными техническими характеристиками для индукционного нагрева металлов. Индукционный нагрев – быстрый и точный процесс. Применяется для всех электропроводных материалов. Теплота целенаправленно подается в области заготовки, где необходимо выполнить термообработку.
Индукционный нагрев – эффективный способ целенаправленного нагрева металлов
Индукционный нагрев лежит в основе таких технологий, как: индукционная закалка, индукционный отпуск, индукционный отжиг, индукционная пайка, индукционная сварка, а также других технологий горячего формования. Генераторы eldec разработаны специально для индукционного нагрева. Благодаря широкому ассортименту индукционных генераторов, eldec может предложить оптимальное решение (оптимальный генератор) для любой области применения.
Что такое индукционный нагрев? Каков принцип действия индукционного нагрева?При индукционном нагреве в металлической заготовке под действием переменного электромагнитного поля создаются вихревые токи, преобразуемые в тепловую энергию вследствие гистерезисных потерь. – Или, говоря проще: электрический ток, проходящий через заготовку, нагревает металл. За счет этого при индукционном нагреве тепло подается непосредственно в заготовку без внешнего воздействия, как это, например, происходит при нагревании пламенем или в печи. Поэтому данная технология имеет очень высокий коэффициент полезного действия. Кроме того, таким образом можно нагревать даже непроводящие материалы. К тому же осуществляется только непрямое нагревание окружающей среды.
Факторы воздействия на индукционный нагревГлубина нагрева заготовки зависит от свойств металла, из которого она изготовлена. Еще одним важным фактором воздействия на глубину нагрева при использовании данного метода является частота тока, создаваемого генератором. Высокие частоты в первую очередь подходят для нагревания точно по контуру заготовки с незначительной глубиной. Низкие частоты подходят для более значительной глубины нагрева.
Низкие частоты подходят для более значительной глубины нагрева.
Поэтому, в зависимости от конкретной производственной задачи, проводится индивидуальный анализ для выбора оптимального генератора для необходимого индукционного нагрева. При этом одним из ключевых факторов успешного индукционного нагрева является правильный выбор частоты. Однако на расчетные параметры решения для индукционного нагрева также влияют материал заготовки, температура нагревания и размеры партий.
eldec предлагает генераторы для индукционного нагрева следующих материалов:
|
|
Нагревание высокочастотное индукционное — Справочник химика 21
При протекании переменного электрического тока по проводнику вокруг последнего образуется переменное магнитное поле. Если в это магнитное поле поместить деталь, обладающую электропроводностью, в детали будет индуктироваться электрический ток. Почти вся мощность индуктируемого тока будет превращаться при этом в теплоту, вызывая нагревание детали. При нагреве деталей в высокочастотных индукционных установках (300 000—500 000 пер/сек) происходит чрезвычайно интересное явление поверхностный слой очень быстро нагревается до высо- [c.30]Оплавление покрытий без нагревания изделий в целом требует для своего осуществления специальной аппаратуры, позволяющей получать высокие температуры лишь на небольших участках поверхности. Этому условию удовлетворяет высокочастотный индукционный метод эмалирования [82].

В зависимости от способа превращения электрической энергии в тепло различают нагревание электрическими сопротивлениями (омический нагрев), индукционное нагревание, высокочастотное нагревание, а также нагревание электрической дугой. [c.322]
Такое устройство позволяло быстро и многократно замерять температуру в шести точках основной зоны печи. Нижней точкой замера температуры служил диск//, па который устанавливался нагреватель. Температура этого диска была 2000° С. Температурная характеристика представлена на рис. 3. Для сравнения на рис. 4 дана температурная характеристика по высоте тигля — экрана (графитового) промышленной высокочастотной индукционной печи. Из представленных результатов видно, что распределение температуры по высоте реакторной зоны в печи ПКН более равномерно, чем в индукционной. Таким образом, при нагревании изделие будет иметь более равномерную температуру по всему объему. [c.70]
Для нагревания в широком диапазоне температур применяется электрический нагрев. Электрические нагреватели удобны для регулирования, обеспечивают создание хороших санитарно-гигиени-ческих условий, но относительно дороги. В зависимости от способа преобразования электрической энергии в тепловую применяют электропечи сопротивления, индукционный нагрев, нагрев токами высокой частоты и электродуговой нагрев. В электропечах сопротивления преобразование энергии осуществляется через жаростойкие проводники с высоким удельным электрическим сопротивлением. Индукционный нагрев основан на использовании теплоты, выделяющейся за счет вихревых токов Фуко, возникающих под действием переменного магнитного поля. Этот метод обеспечивает равномерный нагрев, но дорог. Высокочастотный нагрев основан на превращении в теплоту энергии колебания молекул диэлектриков в переменном электрическом поле.
Нагревание образца осуществляется путем прямого омического нагрева, бомбардировкой электронами, высокочастотным (индукционным) нагревом или действием интенсивного светового пучка. Если применяется прямой омический нагрев, поперечное сечение образца не должно превышать 1—2 мм , чтобы ток накала не достигал трудноконтролируемого значения. Следует использовать переменный ток, поскольку постоянный ток вызывает, как известно, фасетирование поверхности (в частности, вольфрамовой проволоки) [11, 16]. Этот процесс, наблюдаемый только нри температурах ниже 2200 К, происходит, вероятно, из-за поверхностной миграции ионов вольфрама к отрицательному полюсу проволоки и вследствие преимущественной диффузии сопровождается образованием граней 110 ив меньшем количестве граней 112 и 111 . [c.124]
Одним из важных методов повышения качества-клеевых соединений и ускорения процессов склеивания является индукционный нагрев. Нагревание склеиваемых деталей происходит за счет наведения индукционных токов внутри материала с помощью высокочастотных генераторов, частота и мощность которых подбираются в зависимости от типа металла, массы материала и размеров соединяемых поверхностей. При более высоких частотах тепло может выделяться на поверхности склеиваемых деталей, при низких частотах (для металлов) наблюдается более глубокий разогрев. [c.89]
В пиролизерах индукционного нагрева токами высокой частоты до точки Кюри, питание которых осуществляется от высокочастотного генератора средней мощности (30-200 Вт), нагревание ферромагнитного держателя и пробы происходит значительно быстрее и время подъема температуры ту- составляет 0,5-2,0 с (рис. 8,А, кривая 2). При использовании в пиролитических устройствах по точке Кюри более мощных [c.47]
8,А, кривая 2). При использовании в пиролитических устройствах по точке Кюри более мощных [c.47]
Пиролиз при температуре Кюри. Очень высокая скорость нагревания достигается при индукционном нагревании ферромагнитного материала (рис. 3.4). Например, смесь пробы с железным порошком, помещенная в высокочастотное электрическое поле, нагревается до высокой температуры за несколько секунд [3.39]. Нагревание можно ускорить, если пленку анализируемого образца нанести на тонкую железную проволоку. В этом случае нагревание можно проводить в потоке газа-носителя, который затем подают в хроматограф. [c.48]
В некоторых случаях образец взвешивают в маленьких металлических контейнерах, сделанных из сплава, который плавится при температуре пиролиза. В отдельных приборах пиролиз проводится с помощью высокочастотной индукционной печи, в чем есть свои преимущества, поскольку стенки трубки для сжигания меньше подвергаются воздействию высокой температуры, однако имеются и недостатки, связанные с трудностью регулирования процесса нагревания. [c.530]
Индукционное нагревание слоя из металлических элементов соленоидом, окружающим рабочий участок. Тепловой поток определяется по нагреванию газа. Трудности осуществления этого метода связаны с необходимостью обеспечения равномерного тепловыделения в слое и определения средней температуры поверхности зерен, в которых циркулируют высокочастотные электрические токи. [c.144]
Ионизация газа и предварительное нагревание плазмы производятся продольным током, который возбуждается в камере индукционным путем. Чтобы предотвратить возникновение тока в металлической- оболочке камеры, в ней делается поперечный разрез, в который вставляется кольцо из термостойкого диэлектрика. В одном из прямолинейных участков камеры должны размещаться устройства, создающие высокочастотное поле, которое выполняет основную функцию нагревания. Другой прямолинейный участок служит для.
Термические методы очистки. Термический метод очистки основан на использовании различия в температурных коэффициентах расширения металла-основы и поверхностного соединения. При быстром нагревании в слое окалины в результате ее расширения возникают внутренние напряжения сжатия, вызывающие растрескивание и отслаивание окалины. Быстрое нагревание может быть осуществлено либо высокотемпературным пламенем газовой горелки, либо применением индукционных и высокочастотных. нагревательных установок. [c.96]
По способу превращения электрической энергии в теплоту различают нагревание сопротивлением, электрической дугой, индукционное и высокочастотное нагревание. [c.218]
Другие возможности создания растягивающих напряжений, исследуемые в различных лабораториях 1) индукционное нагревание для разрушения породы посредством испарения содержащейся в породе воды или за счет различного линейного расширения минералов, составляющих куски 2) применение высокочастотной вибрации для разрушения с помощью резонанса
Для целей откачки пригодны устройства, описанные в главе V. Более совершенными приборами для нагревания и плавления металлов в вакууме являются индукционные высокочастотные печи. [c.34]
Высокочастотное нагревание часто обеспечивает даже еще более быстрое высушивание. Так, древесная мука высыхает за 4—6 мин [201]. Яндасек [199] использовал высокочастотное нагревание для определения влажности бурого угля и кокса, воспроизводимость результатов анализов была несколько лучшей, чем при азеотропной отгонке воды с ксилолом. Диэлектрическая проницаемость сухого бурого угля равна 5 и увеличивается пропорционально содержанию воды. В процессе индукционного нагревания градиент температуры устанавливается таким образом, что температура понижается в направлении к поверхности образца. При этом по мере удаления воды уменьшается интенсивность генерируемого тепла и, следовательно, уменьшается возможность перегрева и окисления анализируемого образца. Яндасек [199] рекомендует перед высушиванием равномерно распределять пробу массой 10 г на куске фильтровальной бумаги диаметром 12 см и [c.84]
При этом по мере удаления воды уменьшается интенсивность генерируемого тепла и, следовательно, уменьшается возможность перегрева и окисления анализируемого образца. Яндасек [199] рекомендует перед высушиванием равномерно распределять пробу массой 10 г на куске фильтровальной бумаги диаметром 12 см и [c.84]
Были поставлены специальные эксперименты для изучения возможности применения капельной жидкости (в частности, обычной водопроводйой воды, обладающей некоторой электропроводностью) в качестве среды при индукционном нагреве частиц При этом проверяли нагревание воды непосредственно от воздействия высокочастотного магнитного поля. При наблюдении за температурой воды при длительном прохождении ее по реактору и наличии высокочастотного магнитного поля, напряженность которого менялась в широких пределах, видимого изменения температуры не было обнаружено. Проведенные расчеты также подтверждают отсутствие влияния магнитного поля на воду как охлаждающую среду. Действительно, согласно [5], количество энергии Р, выделившейся в единице объема воды, определяется по формуле
Индукционный нагрев перед ковкой — преимущества, применение
Индукционный нагрев перед ковкой — это высокотемпературная обработка различных металлов нагретых до ковочной температуры. Индукционная ковка или индукционный нагрев перед ковкой, подразумевает под собой использование технологии индукционного нагрева и этот способ позволяет нагреть заготовку за максимальное короткое время, с минимальными энерго- и трудозатратами для последующей пластической деформацией.
Индукционный нагрев перед ковкой преимущества:
Индукционный нагрев перед ковкой имеет значительные преимущества по сравнению с нагревом в газовых или электрических печах в которых только нагрев камеры занимает минут 30-40, в индукционном нагревателе же заготовка разогревается за считанные секунды.
- высокая производительность;
- минимальная степень окисления;
- повышение условий труда;
- снижение энергозатрат;
- сокращение производственной площади;
- повышение автоматизации производства.
Индукционный нагрев перед ковкой применение
Индукционный нагрев перед ковкой перед ковкой широко используется в металлургической и литейной промышленности перед следующими операциями прессование, ковка, штамповка, прокатка и т. д.
Принцип работы индукционного нагрева перед ковкой
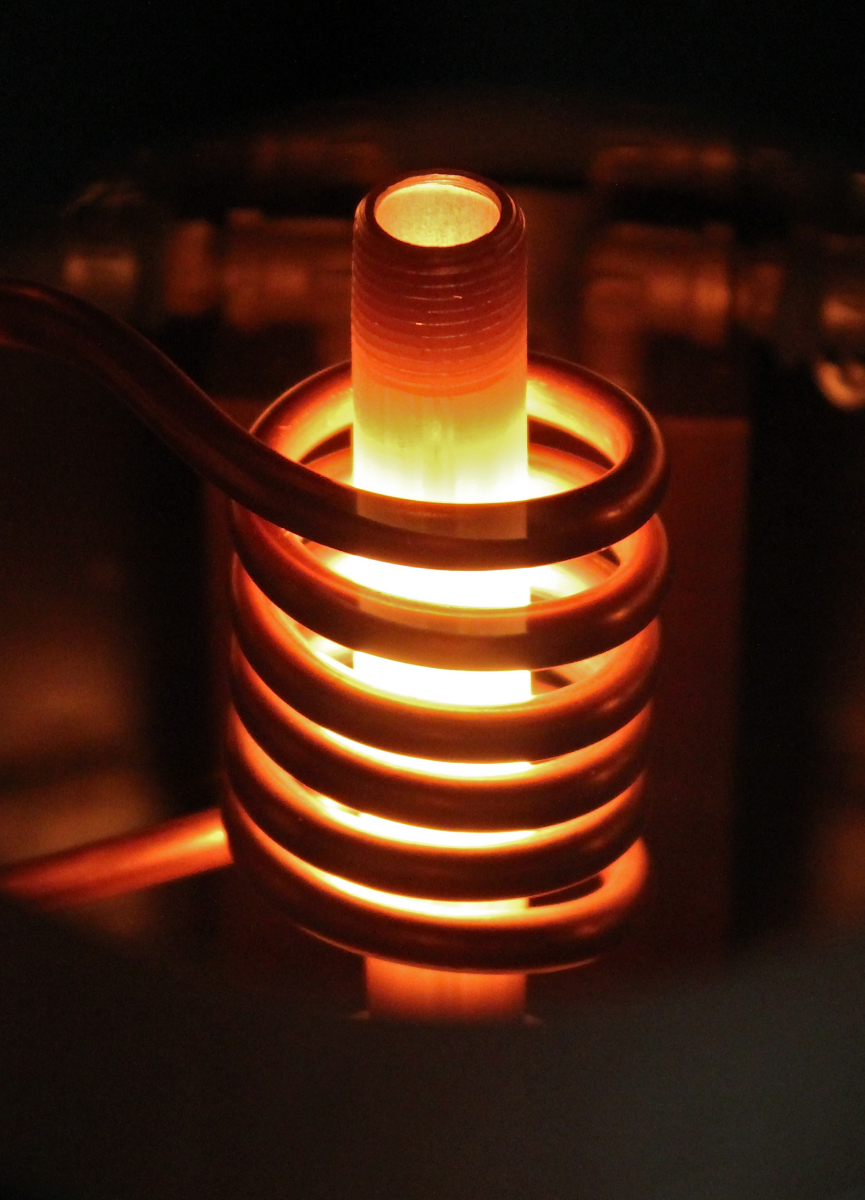
Индукционный нагрев перед ковкой проходит следующим образом, заготовка помещается в индуктор сделанный из медного провода с N-ым количеством витков, в индукторе с помощью генератора наводятся токи различной частоты в результате чего вокруг индуктора возникает электромагнитное переменное поле, это поле наводит в заготовке вихревые токи тем самым разогревая заготовку.
Металлы используемые в индукционном нагреве перед ковкой алюминий, латунь, медь, нержавеющие стали и др.
Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств.
- Для железа температурный интервал 1250 — 800 °С, для меди 1000 — 650 °С, для титана 1600 — 900 °С,
- Для алюминиевых сплавов 480 — 400 °С (на рисунке приведены цвет нагретого металла при разных температурах).
Индукционный нагрев перед ковкой обычно используют совместно с таким оборудованием как вертикальный пресс ковкой, автоматически горизонтальная ковка, молот ковочный, расстроенная ковка.
Существует множество разных способов ковки, но в основном используются два свободная ковка и штамповка.
Индукционное нагревание — Большая Энциклопедия Нефти и Газа, статья, страница 1
Индукционное нагревание
Cтраница 1
Индукционное нагревание основано на использовании теплового эффекта, вызываемого вихревыми токами Фуко, возникающими непосредственно в стенках стального нагреваемого аппарата. Аппарат с индукционным нагревом подобен трансформатору, первичной обмоткой которого служат индукционные катушки, а магнитопроводом и вторичной катушкой — стенки аппарата.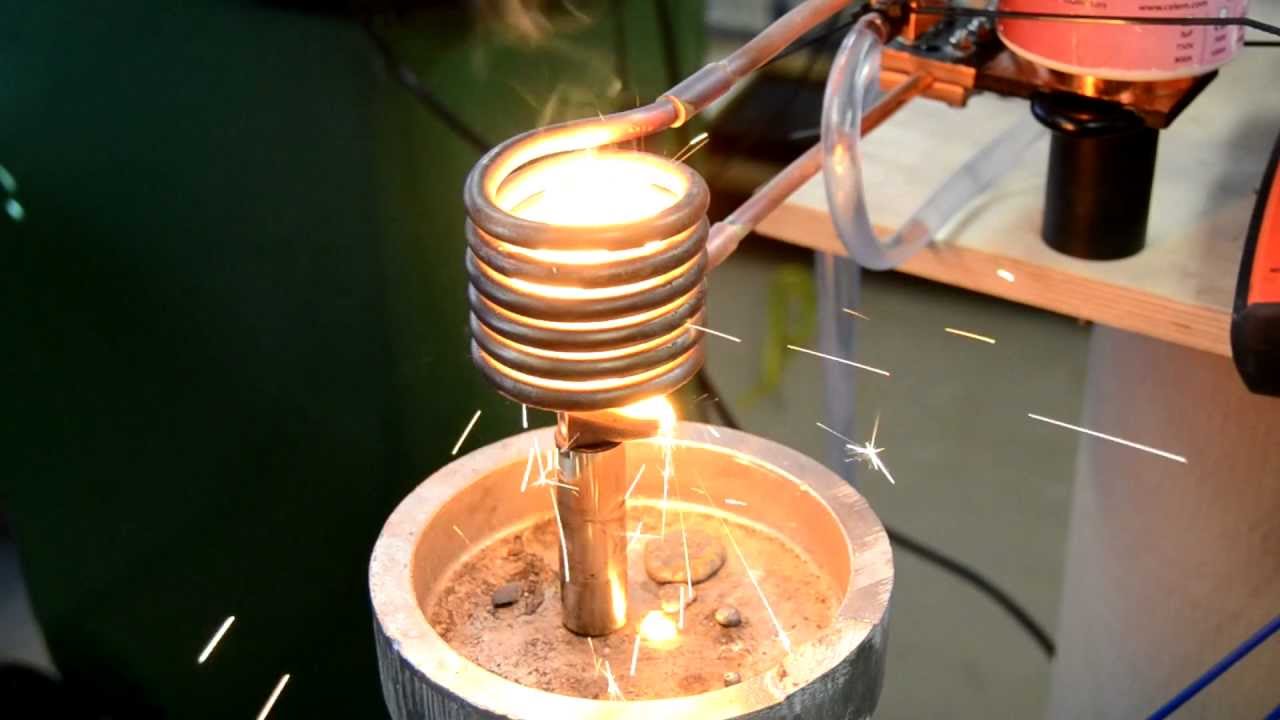 На рис. 113 показан реакционный аппарат с внешним индукционным нагревом. Для удешевления процесса нагревания массу в аппарате предварительно нагревают паром до 180 С, а затем включают индукционный нагрев, позволяющий обеспечить точное поддержание более высоких температур — до 400 С.
[2]
На рис. 113 показан реакционный аппарат с внешним индукционным нагревом. Для удешевления процесса нагревания массу в аппарате предварительно нагревают паром до 180 С, а затем включают индукционный нагрев, позволяющий обеспечить точное поддержание более высоких температур — до 400 С.
[2]
Индукционное нагревание обеспечивает равномерный обогрев при температурах, обычно не превышающих 400 С, и позволяет точно поддерживать заданную температуру нагрева. Электронагреватели отличаются малой тепловой инерцией и возможностью точной регулировки температуры. Их работа может быть полностью автоматизирована. [4]
Индукционное нагревание основано на использовании теплового-эффекта, вызываемого вихревыми токами Фуко, возникающими непосредственно в стенках стального нагреваемого аппарата. На рис. 113 показан реакционный аппарат с внешним индукционным нагревом. Для удешевления процесса нагревания массу в аппарате предварительно нагревают паром до 180 С, а затем включают индукционный нагрев, позволяющий обеспечить точное поддержание более высоких температур — до 400 С. [5]
Индукционное нагревание обеспечивает равномерный обогрев при температурах, обычно не превышающих 400 С, и позволяет точно поддерживать заданную температуру нагрева. Электронагреватели отличаются малой тепловой инерцией и возможностью точной регулировки температуры. Их работа может быть полностью автоматизирована. [7]
Индукционное нагревание применимо только к веществам, хорошо проводящим электрический ток в расплавленном состоянии. По этой причине чаще всего он используется при зонной планке металлов. [8]
Недостатком индукционного нагревания является его дороговизна. Поэтому для повышения экономичности нагревание иногда проводят комбинированным способом. Сначала продукт в аппарате нагревают насыщенным водяным паром, проходящим через змеевик 3 ( см. рис. VIII-10), до температуры приблизительно 180 С, после чего повышают температуру до заданного уровня с помощью индукционного нагрева.
[10]
Поэтому для повышения экономичности нагревание иногда проводят комбинированным способом. Сначала продукт в аппарате нагревают насыщенным водяным паром, проходящим через змеевик 3 ( см. рис. VIII-10), до температуры приблизительно 180 С, после чего повышают температуру до заданного уровня с помощью индукционного нагрева.
[10]
Недостатком индукционного нагревания является его дороговизна. Поэтому для повышения экономичности нагревание иногда проводят комбинированным способом. Сначала продукт в аппарате нагревают насыщенным водяным паром, проходящим через змеевик 3 ( см. рис. VII1 — 10) до температуры приблизительно 180 С, послечего повышают температуру до заданного уровня с помощью индукционного нагрева. [11]
Недостатком индукционного нагревания является его дороговизна. Поэтому для повышения экономичности нагревание иногда проводят комбинированным способом. Сначала продукт в аппарате нагревают насыщенным водяным паром, проходящим через змеевик 3 ( см. рис. VIII-10) до температуры приблизительно 180 С, после чего повышают температуру до заданного уровня с помощью индукционного нагрева. [13]
Наиболее часто применяется индукционное нагревание переменным током частотой от 60 гц до 5 Мгц. Сила тока, возбуждаемая в обрабатываемой заготовке, зависит от свойства ее материала: от магнитной проницаемости и электрического сопротивления. Когда температура стальной заготовки достигает 760 С ( точка Кюри), материал теряет свои магнитные свойства и индуктируемый ток становится весьма малым, что ограничивает возможности дальнейшего нагревания. До точки Кюри способом индукционного нагревания можно подводить большие количества тепла и быстро достигать требуемой температуры. При этом сравнительно дорогом способе затруднена локализация зоны нагревания и мала глубина прогретого слоя. [14]
[14]
Значительно упростилось устройство баков для индукционного нагревания жидкостей в химической промышленности. Вокруг их корпуса наложена первичная обмотка, образующая как бы огромную катушку без сердечника. [15]
Страницы: 1 2 3 4
Индукционная печь для нагрева подшипников
Индукционная печь для нагрева подшипников
Индукционный нагрев — довольно новый и не имеющий аналогов способ нагрева металлических деталей и в том числе подшипников. ТВЧ нагревание стало лучшей альтернативой для всех методов которые были ранее, таких как маслянные ванны, раскаленное масло, нагревательные газовые плиты и горелки. Раньше нагрев сопровождал черные едкий дым, были огромные затраты технического масла, то сейчас эта процедура стала в разы проще.Сильные стороны индукционного нагревателя для обработки подшипников
Самая сильная сторона данного нагрева это безопасность. Во время эксплуатации не выделяются ядовитые вещества. Кроме данных плюсов существует еще множество о котором мы поговорим ниже.
- Индукционный нагреватель может за небольшое время раскалиться до определенной температуры, и быстро начать обработку металла. Так как скорость нагрева довольно высока то сокращается время работы слесарей, и экономиться электроэнергия. Инновационное оборудование это прекрасная возможность настроить параметры работы под себя.
- В аппарат очень легко установить подшипник, чтобы, и возможность ошибки минимальна. Так как подшипник будет установлен правильно, то и срок будет намного выше. Перегрева подшипника быть не должно, так как максимальную температуру нагрева можно выставить в настройках.
- Деталь получит равномерный нагрев что повышает его стабильность и время работы.
 Вероятность получения брака при эксплуатации индукционного нагревателя минимальна.
Вероятность получения брака при эксплуатации индукционного нагревателя минимальна. - Сама индукционный нагреватель полностью удовлетворяет всем требованиям безопасности на предприятии. Корпус защищен и не перегревается.
- Вы можете снижать температуру нагрева устанавливая настройки так как вам требуется.
Индукционный нагреватель отлично подходит для обработки всех видов металлических изделий, в том числе и подшипников.
Индукционная печь для подшипников купить
Купить индукционный нагреватель для обработки подшипников можно прямо сейчас в компании ТГМ-ГРУПП. Для покупки вам не нужно совершать какие-то сложные действия. Вам нужно перейти и кликнуть по «Онлайн-заявке» и заполнить несколько полей. За время работы компания ТГМ-ГРУПП успела доказать, что является надежным дистрибьютором оборудования мировых производителей.
Если у вас все еще остались вопросы по поводу необходимости использования индукционного нагрева для обработки деталей или вопросы по мощности и технических характеристик оборудования, то вы всегда можете позвонить одному из сотрудников нашей организации и получить ответы на все интересующие вопросы.
Индукционный нагреватель. Огонь, вода, работающие люди, но не пожар!
Эту игрушку я ждал с нетерпением. Об индукционном нагреве я знал давно, со времен студенчества. Иногда видел ролики, как закаляют заготовки, припавают твердосплавные пластины на резцы и прочая-прочая. Но для меня все это было чем-то из области производства, грязных жарких и душных цехов.Поэтому, когда в списке предлагаемых на обзор гаджетов я увидел данный нагреватель, колебаний не было. Я его просто возжелал!
Оговорка по Фрейду и п.18
Как и, наверное, большинство читателей, я интересуюсь разными вещами. Всегда есть соблазн и желание приобрести что-то для своего увлечения, либо просто хочется поиграть с приглянувшимся гаджетом, как известно с возрастом лишь меняется цена игрушек.
Обзоры — это совмещение приятного с полезным. Мне нравится делиться своим опытом взаимодействия с различными вещами, спонсорам нравится видимо, как я это делаю, и получается взаимовыгодное сотрудничество. Я никогда не беру на обзор вещи, которые мне не интересны, и с которыми я не хочу провести какое-то время. Как правило я беру вещи, предназначение и характеристики которых я себе неплохо представляю, так я избегаю своего и вашего, мои уважаемые читатели, разочарования в большинстве случаев.
Обзоры я делаю объективно, товары не рекламирую, и моя цель дать вам пищу для размышления, и поделиться своим опытом пользования данной вещи. Читайте, думайте, пишите свое мнение в комментариях — в общении и обмене мнениями рождается истина!
Недавно был обзор данного устройства от уважаемого dia. В этом обзоре dia даже выпаял часть деталей, чтобы лучше понять устройство этого гаджета и нарисовал его электрическую схему. Не буду дублировать его работу, можно сходить в тот обзор и все посмотреть. И не забудьте поставить dia плюсик пожалуйста.
В своем обзоре я бы хотел рассказать, что такое индукционные нагреватели, зачем они вообще нужны, и почему же я так радовался и ждал приезда этого гаджета. И самое интересное — что я с ним делал 🙂
Как обычно, начнем с небольшого экскурса в историю.
Явление электромагнитной индукции открыл Майкл Фарадей в 1831 году. Электромагнитная индукция — явление возникновения электрического тока в замкнутом контуре при изменении магнитного потока, проходящего через него. Без открытия Фарадея не было бы у нас трансформаторов, генераторов, радио и вообще электротехнической и электронной промышленности.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Т.е. создав переменное магнитное поле и поместив туда материал мы сможем его нагреть. И уже в 1900 г. шведская фирма «Benedicks Bultfabrik» построила и запустила первую индукционную сталеплавильную печь!
Для того, чтобы расплавить или хотя бы нагреть металл, нам необходимо создать колебательный контур и в поле, создаваемое данным контуром поместить металлический предмет.
Вот чертеж индукционной сталеплавильной печи. Как раз на нем видно, что тигель с расплавляемым металлом, окружен катушками, наводящими на него переменное магнитное поле.
А это печь в действии.
В общем случае схема индукционного нагрева выглядит следующим образом: У нас есть генератор и колебательный контур. Частота колебания в контуре зависит от индуктивности катушки и емкости конденсаторов. Различные материалы восприимчивы к различным частотам колебаний. Например, при частоте колебаний контура, при которой происходит плавления стали, например, цветные металлы могут даже не начать толком нагреваться. И наоборот.
Где же используется индукционный нагрев. На самом деле в огромном количестве мест. Он везде вокруг нас. Индукционные электроплиты, как самый яркий пример
Индукционные проточные водонагреватели
Портативные нагреватели, с их помощью например можно разогреть и открутить приржавевшую гайку.
А на производстве индукционный нагреватель используется для поверхностной закалки изделий. Это быстро, экономично и безопасно, с точки зрения отсутствия огня и горючих материалов.
И самое для меня наверное интересное, т.к. я обладатель небольших домашних токарного и фрезерного станков — напайка твердосплавных пластин на державки резцев.
Как я и говорил, для меня системы индукционного нагрева всегда были либо уделом промышленности, либо умельцев, паяющих огромные монструозные схемы с гигантскими блоками питания, которым место дома можно найти с огромной натяжкой. И какое же удивление вызвало обнаружение крохотного устройства из класса — «воткни в блок питания и получай удовольствие».
Переходим к герою нашего обзора. Состоит он из двух частей. Генератор построенный на основе обычного двухтранзисторного мультивибратора (за схемой можно сходить в обзор уважаемого dia), для тех кто разбирается в электронике, то ничего сложного, а для тех, для кого это незнакомые термины, то в двух словах — простая и надежная схема, работающая «из коробки». На плате генератора размещена сборка из емкостей. Вторая деталь — катушка колебательного контура. Соединяются обе детали винтовым разъемом.
На плате генератора размещена сборка из емкостей. Вторая деталь — катушка колебательного контура. Соединяются обе детали винтовым разъемом.
Размер миниатюрный 5.5 см на 4 см и толщиной 2 см. Диаметр катушки 2.8 см, длина 7.5 см. Питание устройства 5-12В, ток до 5А.
Т.е. максимальная потребляемая мощность может составить 12В х 5А = 60Вт. Это потребление не самой яркой лампочки накаливания. Много это или мало? Давайте прикинем на пальцах. Современная сталелитейная промышленность в среднем тратит 650 кВтч на плавку 1 тонны стали, т.е. 650 Втч на 1 кг или 65 Втч на плавку 100 грамм. Таким образом наша малявка при должном подходе и минимизации теплопотерь в атмосферу за час может расплавить чуть меньше 100 грамм стали. Очень и очень недурственно. Казалось бы 60 Вт потребляемой мощности и 100 грамм расплавленной стали. Весьма полезно все считать, т.к. на глазок некоторые вещи совсем не очевидны, как например мне было в этом случае.
Давайте перейдем от слов к развлечениям делу.
У меня была целая куча идей, которые я хотел реализовать.
По всем идеям я снял подробное видео. Его можно будет посмотреть в конце обзора.
Идея номер 1. Закалка отверточных бит. Частенько, если приходится много закручивать шуруповертом винтов приходится наблюдать картину слизывания крестовины бит.
Есть способ продлить жизнь битам. Частенько биты продают чуть недозакалеными. Это делают видимо для избежания их раскалывания в процессе эксплуатации. Либо по каким-то другим неведомым причинам. Такие биты можно дозакалить. Этим мы и займемся.
Как же закаливают металлы? Существует огромное количество сплавов и индивидуальных режимов их термической обработки. Я не буду погружаться в рамках данного обзора в эти дебри. Если все предельно упростить, то для закалки в примитивных домашних условиях изделий из неопознанной стали можно (с кучей условностей разумеется) использовать следующий способ.
а. Нагрев до вишневого цвета (750 градусов по Цельсию).
б. Охлаждение в воде
в. Отпуск в духовке при температуре 180-190 градусов по Цельсию в течении 1 часа. Отпуск необходим для снятия внутренних напряжений, чтобы изделие не лопнуло у нас в руках в процессе эксплуатации
Привожу картинку с цветами металла и соответствующим им температурам
Соответственно, разогреваем биту
И охлаждаем ее в воде. Затем отпуск в духовке и… вуаля. Более прочная бита у нас в арсенале.
Идея номер 2. Из остатков ножовочного полотна сделать мини стамески по дереву. Подробный процесс в видео. Делюсь лишь фоткой конечных изделий
Выглядят они неказисто, но древесину режут исправно. Тест есть на видео.
Идея номер 3. Из подручных гвоздей и железяк сделать настоящее сверло. И сверло получилось! Оно успешно просверлило дерево, алюминий… и не только. Посмотрите на видео))) Заточка и закаленный кончик все выдержали, кроме тела сверла, которое я отпустил, но повторно не закалил. Вот что с ним стало после моих издевательств)))
Идея номер 4. Водонагреватель. Проверка концепции. Кладем гвоздь в трубочку, трубочку в спираль — вода кипит.
Можно сделать подогрев чего — либо, например воды в емкости. Туда поставить банку с молоком, подключить термодатчик, для контроля температуры и будет йогуртница))).
Вот видео моих издевательств над материей )))
Как резюме. Мне индукционный нагреватель понравился. Для домашнего использования мне лично пригодится однозначно. Я периодически нуждаюсь в необходимости закалить какую-либо небольшую деталь (ось накатки для токарника, например). И этот способ мне нравится больше горелки в домашних условиях. Также я получил большое удовольствие от процесса созидания из обломков пилки и ненужных ключей качественно новых вещей.
Хочу ли я нагреватель большей мощности? В квартиру — однозначно нет. Другие режимы, другая техника безопасности. В отдельную мастерскую — однозначно да.
Меня поражает скорость прогресса, если честно. И технологии. Устройство размером со спичечный коробок позволяет ощутить себя и кузнецом, и термистом и сантехником- отопителем))
Получайте удовольствие от жизни, выбирайте себе инструменты и игрушки по вкусу, и Удачи!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Система индукционного нагрева
ЗакрытьЦена по запросу
Система индукционного нагрева Miller ProHeat 35предназначена для термической обработки в сварочном производстве наземных и подводных транспортных трубопроводов, в судостроении и горной промышленности.
Основные преимущества системы Miller ProHeat 35:
- Простота подключения питания сети через лючок панели, без необходимости снятия панелей корпуса
- Однородное прогревание поддерживается по всей области нагрева благодаря индукции, нагревающей металл «изнутри». Поверхность детали не повреждается локализованной
передачей тепла, даже если температура превышает заданные значения - Скорость нагрева быстрее, чем при традиционных процессах, благодаря методу передачи
тепла, который помогает сократить цикл нагрева - Улучшаются условия труда при сварочных процессах: сварщики избавлены от необходимости работать с открытым пламенем, взрывоопасными газами и горячими
- Многоканальный выход имеет два изолированных выходных терминала для одеял с воздушным охлаждением или кабелей с жидкостным охлаждением
- Удобство перемещения при помощи подъёмной петли или опционной передвижной тележки, предназначенной для использования на стройках и при техническом обслуживании
- Встроенный регулятор температуры даёт возможность «ручного» или «температурного программирования с использованием простой в освоении панели оператора
- Многоканальность передачи данных от контрольных термопар позволяет контролировать самую горячую термопару при нагреве и самую холодую термопару при термическом охлаждении, обеспечивая однородный нагрев и качество
- Функция обнаружения незагруженного терминала предотвращает включение системы, если разъём не закрыт (подключенным кабелем или защитной заглушкой)
- Система идентификации кабеля распознаёт тип подключённого кабеля и определяет пределы мощности, чтобы защитить кабели и одеяла
- Защита от короткого замыкания обеспечивает автоматическое отключение системы. Сенсорный датчик выходной цепи сигнализирует аппарату об обнаружении неисправности
- Система обучения оператора предоставляет полезную информацию по оптимизации расположения витков кабеля на изделии для максимальной отдачи
- Экономия на расходных материалах. Отсутствие топливных затрат и минимальные затраты на теплоизоляцию. Жаропрочные пледы многократного пользования могут использоваться более 50 раз, что снижает затраты на их утилизацию и замену элементами, как это обычно бывает при нагреве газовыми горелками и резисторном электронагреве
- Высокая энергоэффективность систем (свыше 90%) позволяет передать обрабатываемой
детали больше энергии, сокращая время нагрева и повышая отдачу мощности (потребление тока менее 60 А) - Простота наладки достигается благодаря использованию индукционных одеял для предварительного нагрева или гибких нагревательных кабелей с безопасными теплоизоляционными пледами
Технические характеристики
Miller ProHeat 35Напряжение питания | Выходная частота | Номинальная мощность | Ток номинальной мощности | кВА/кВт при номинальной мощности | Габаритные размеры | Масса |
460—575 В, g* 3 фазы, 60 Гц с’*»»!* | 5-30 кГц | 35 кВт при 100% рабочем цикле | 50 A, 460 В 40 A, 575 В | 39/37 | В: 27-1/2 дюймов (699 мм) Ш: 21-3/4 дюйма (552 мм) Г: 36-3/4 дюйма (933 мм) | Нетто: 227 фунтов (103 кг) Брутто: 265 фунтов (120 кг) |
400-460 В, 3 фазы, 50/60 Гц, CE | 60 A, 400 В 50 A, 460 В |
Система индукционного нагрева с воздушным охлаждением предназначена специально для предварительного нагрева до 400°F (204°C). Система может работать в режиме “Ручного” программирования “Manual”, при котором деталь нагревается до заданной температуры в течение заданного периода времени, или в режиме “Температурного” управления “Temperature Based”, при котором температура детали используется для управления выходной мощностью. Одеяла с воздушным охлаждением имеются для труб диаметром от 203мм до 1422мм или, при работе с листовыми деталями, для длин от 1041мм до 4902мм.
Наземные транспортные трубопроводы
• Обеспечивает однородный нагрев по длине окружности трубы повышенной прочности.
• Поддерживает температуру на толстостенных трубах большого диаметра, при работе с которыми температуры сварочного процесса недостаточно для поддержания минимальной температуры для наложения последующего шва.
• Устраняет расходы на пропан. Подводные транспортные трубопроводы (баржи)
• Обеспечивает однородный нагрев по длине окружности трубы повышенной прочности.
• Обеспечивает быстрый нагрев.
• Устраняет расходы на пропан, его хранение и
перевозку.
• Устраняет риски работы с открытым пламенем на барже.
Судостроение
• Обеспечивает однородный быстрый нагрев при работе с листовым металлом.
• Наличие нескольких разъёмов и возможность использования до 4-х одеял позволяет нагревать длинные стыки при минимальном оборудовании.
• Обеспечивает повышенную безопасность и удобство условий труда для сварщиков и операторов. Персоналу нет необходимости работать с открытым пламенем, взрывоопасными газами и горячими нагревательными элементами.
• Более высокая энергоэффективность по сравнению с резисторным электронагревом.
Горная промышленность
• Обеспечивает однородный нагрев легированных металлов, чтобы предотвратить образование трещин.
• Повышает производительность благодаря улучшению условий труда и поддержанию температуры.
• Наличие нескольких разъёмов и возможность использования до 4-х одеял позволяет нагревать длинные стыки при минимальном оборудовании.
• Устраняет расходы на пропан.
Индукционное одеяло Miller ProHeat 35
Гибкое индукционное одеяло Miller – это передовая инновация в технологии предварительного нагрева от лидера сварочной промышленности. Гибкие,
легковесные пластины индукционного нагрева поставляются в различных размерах и обеспечивают температуру предварительного нагрева до 400°F (204°C). См. документ № IN/3.0 для дополнительной информации о температурном режиме и рабочем цикле. Одеяла легко адаптируются для пользования как с круглыми, так и с плоскими деталями. Их монтаж занимает всего несколько секунд. Гибкие индукционные пластины изготавливаются из жаропрочных материалов, рассчитанных для суровых условий эксплуатации, как в промышленности, так и в строительстве. Каждое одеяло поставляется с двумя запасными фиксирующими ремешками и одним заменяемым чехлом Kevlar®, который обеспечивает дополнительную защиту от стирания, порезов и задиров, продлевая срок службы одеяла.
Выходные удлинительные кабели и адаптеры последовательного соединения одеял Индукционное одеяло Miller ProHeat 35.
Выходные удлинительные кабели поставляются в размерах 25, 50, и 75 футов (7,6, 15,2 и 22,8 м). Они служат для соединения источника питания с гибкой пластиной индукционного одеяла. Кабели имеют разъемы с поворотной фиксацией для подключения к индукционному одеялу. Подключение источника питания выполняется с помощью изолированного разъёма с поворотной фиксацией, который также определяет тип нагревательной системы подключаемой к терминалу (система с воздушным или жидкостным охлаждением). Система идентификации кабеля предотвращает превышение рабочего цикла индукционного одеяла. Специальный процесс герметизации концов кабеля позволяет оборудованию выдержать работу в сложных условиях эксплуатации, характерных для индустриального и строительного рынка. Адаптеры последовательного соединения позволяет выполнить подключение двух одеял. Это позволяет создать дополнительную зону нагрева при помощи двух одеял, с использованием одного источника питания и одного выходного кабеля.
Дистанционный выключатель Вкл/Выкл (Поставляется отдельно) Miller ProHeat 35
Дистанционноый выключатель Miller представляет собой простое легковесное устройство управления, которое позволяет включать и отключать источник питания как
вручную, так и дистанционно. Подключается к интерфейсу источника питания ProHeat при помощи 14-контактного разъёма. Простой контактный выключатель кулисного типа устанавливается в прочный корпус и оснащён кабелем длиной 25 футов (7,6 м) с 14-контактным разъёмом.
Последовательная и параллельная конфигурации системы Miller ProHeat 35.
Система индукционного нагрева с жидкостным охлаждением предназначена для предварительного нагрева, водородного отжига и снятия внутренних напряжений до
1450°F (788°C). Система может работать в режиме “Ручного” управления, при котором деталь нагревается до заданной температуры в течение заданного периода времени, или в режиме “Температурного” управления, при котором температура детали используется для контроля выходной мощности источника. Нагревательные кабели с жидкостным охлаждением дают возможность для предварительного нагрева широкого спектра труб различного диаметра, и даже плоских металлических листов. Как правило, короткие кабели, более простые в монтаже и эксплуатации, используются для труб меньшего диаметра. Более длинные кабели служат для работы с трубами большего диаметра, а также для небольших емкостей и резервуаров высокого давления.Эта система отлично подходят для предварительного нагрева деталей, геометрическая форма которых не позволяет использовать одеяла с воздушным охлаждением
Типичные области применения систем индукционного нагрева Miller ProHeat 35 с жидкостным охлаждением
Цеха для сварки труб
• Обеспечивает однородный нагрев по длине окружности трубы повышенной прочности.
• Сокращает время монтажа и достижение заданной температуры при выполнении предварительного нагрева.
• Существенно снижает затраты на расходные материалы.
• Устраняет расходы на пропан.
Строительство паропроводов и технологических трубопроводов на месте установки
• Обеспечивает однородный нагрев по длине окружности трубы повышенной прочности.
• Обеспечивает быстрое достижение заданной температуры, сокращая общее время цикла
сварки.
• Простота монтажа и эксплуатации при
выполнении предварительного нагрева –
удобство работы для сварщика.
• Снижает затраты на расходные материалы.
Горячая посадка
• Расширяет импеллеры, фланцы и другие
компоненты с посадкой с натягом для снятия
или монтажа на вал.
Судостроение — Гребные валы, трубопроводные системы, листовой металл (Высокий ПВ/Высокая Темп.)
• Обеспечивает однородный быстрый нагрев при работе с листовым металлом и трубами.
• Может использоваться для работы с толстолистовым металлом.
• Обеспечивает повышенную безопасность и удобство условий труда для сварщиков и операторов. Персоналу нет необходимости работать с открытым пламенем, взрывоопасными газами и горячими нагревательными элементами.
• Более высокая энергоэффективность по сравнению с резисторным электронагревом. Горная промышленность
• Обеспечивает однородный нагрев легированных металлов, чтобы предотвратить образование трещин.
• Более гибкая в сравнении с системами с воздушным охлаждением, при работе с деталями, имеющими сложную геометрическую форму.
• Обеспечивает более высокие температуры предварительного нагрева, чем системы с воздушным охлаждением.
• Устраняет расходы на пропан.
Выходные удлинительные кабели Miller ProHeat 35
Выходные удлинительные кабели обеспечивают удаление источника питания от детали на расстояние до 50 футов (15 м). Изолированные быстроразъёмные соединения служат для лёгкого отсоединения и подключения шлангов подвода охлаждающей жидкости. Разъём источника питания надёжно фиксирует соединение кабеля к аппарату и изолирует контакты терминала. Встроенная в разъём система идентификации кабеля распознаёт системы с жидкостным охлаждением и позволяет агрегату работать на полную мощность. Гибкие провода обеспечивают удобство эксплуатации.
Нагревательный кабель с жидкостным охлаждением и защитные чехлы для предварительного нагрева Miller ProHeat 35
Нагревательный кабель с жидкостным охлаждением подсоединяется к детали, которую требуется нагреть. Силиконовый шланг со специальным медным проводником внутри специально разработан для передачи тока высокой частоты с целью максимизации эффективности. По этому же шлангу поступает охлаждающая жидкость, понижающая температуру электрического провода. Шланг армирован для повышения прочности и долговечности. Чехлы для предварительного нагрева могут использоваться для защиты нагревательного кабеля от шлака и расплавленного металла, образующихся при сварке. Чехлы кабеля должны использоваться с изоляционным пледом нагрева толщиной 1/2 дюйма (12,7 мм) до 650°F (343°C).
Изоляционные пледы для предварительного нагрева и изолирующие экраны послесварочной термообработки.
С целью эффективности процесса, поддержания оптимального расстояния между витками кабеля и деталью и защиты кабеля с жидкостным охлаждением от воздействия высоких температур. Изоляционный материал для предварительного нагрева поставляется в узких пледах шириной 6 или 12 дюймов (152 или 305 мм) и длиной 10 футов (3048 мм).
Толщина изоляции предварительного нагрева составляет 1/2 дюйма (12,7 мм) за счёт более низких температур предварительного нагрева (как правило, до 600°F). Изоляция может
резаться по длине в зависимости от применения. Размеры и форма изолирующих экранов послесварочной термообработки зависят от размера обрабатываемой трубы. Изоляция прошивается в кварцевый экран, обеспечивающий высокую долговечность. Одного экрана хватает на более 50 термоциклов. Прошитая обёртывающая изоляция не создаёт пыли и частиц, присущих изоляционным материалам. Это обеспечивает повышенное удобство условий труда для рабочих, выполняющих термообработку и сварку.
Электронное записывающее устройство Miller ProHeat 35 с защитным кожухом (поставляется отдельно)
Электронное записывающее устройство обычно используется при термообработке “отжиг” со снятием внутренних напряжений и критически важных операциях предварительного
нагрева. Записывающее устройство сохраняет данные изменения значений температуры во времени. Это устройство не является необходимым для успешного использования нагрева.
• Устройство подключается к верхней панели источника питания. Его можно отсоединять для оффисного использования данных, их хранения или защиты, в периоды когда в нем
нет полевой необходимости.
• Шнур питания записывающего устройства подсоединяется к вспомогательному разъёму 110 В, который находится на задней стороне ProHeat. Кабель термопары подсоединяется к
разъёму для термопары, расположенному назадней стороне ProHeat.
• Шесть или двенадцать температурных выходов (0 –10 В) обеспечивают сбор данных о температуре цикла нагрева.
• Записывающее устройство оснащено сенсорным экраном (touch screen), обеспечивающим простоту программирования и эксплуатации. Цветной дисплей позволяет чётко наблюдать за процессом нагрева при выполнении работы вне помещения ( при прямом солнечном свете).
• Данные из внутренней памяти можнозагружать на флэш-память USB или напрямую в компьютер по сетевому кабелю с целью распечатки, хранения или дальнейшего анализа. Для обеспечения качества данные в файлах шифруются.
• Простое программное обеспечение позволяет распечатать записанные данные на бумагу размером 216 x 279 мм для удобства обработки.
• Записывающее устройство не требует использования ручек, бумаги или хрупких механических устройств для записи сведений о цикле нагрева.
• Габаритные размеры Масса брутто
В: 14 дюймов (356 мм) 22 фунта (10 кг)
Ш: 12 дюймов (305 мм)
Г: 18 дюймов (457 мм)
Удлинительный кабель термопары Miller ProHeat 35
Удлинительный кабель термопар обеспечивает простое подключение для передачи данных от нагреваемой детали на источник питания. Прочный кабель длиной 50 футов (15,2 м) позволяет избежать нагромождения отдельных проводов возле обрабатываемой детали. Блок соединителя позволяет использовать шесть термопар в системе.
Фильтр товаров
Фильтр товаров
Сортировать по:
Индукционный нагрев: удивительный поворот технологии
Что такое индукционный нагрев?
Индукционный нагрев основан на существовании вихревых токов , открытых Леоном Фуко в 1855 году. Вкратце, когда изменяющееся магнитное поле проходит через любой проводящий объект, в объекте индуцируется ток. Этот ток создает в проводнике вторичное электрическое поле. Вторичное электрическое поле, в свою очередь, создает другой поток тока, известный как вихревой ток, названный так потому, что он течет по круговой схеме, подобно тому, как вода может закручиваться в медленно движущемся потоке, когда сталкивается с препятствием.Двухтактное взаимодействие между этими полями — буквально кинетическая энергия, вызванная движением электронов вперед и назад — производит тепло в проводнике.
Это использование вихревых токов позволяет не только готовить еду; он может плавить сталь и другие металлы.
Области применения индукционного нагрева
Индукционный нагрев используется для производства таких конечных изделий, как бульдозеры, космические корабли, краны и герметичные пластиковые крышки на бутылках с фармацевтическими препаратами. Основная конструкция устройства индукционного нагрева использует катушку с проволокой и переменный ток для создания изменяющегося магнитного поля в нагреваемом элементе — заготовке.Катушка может иметь диаметр всего несколько сантиметров или любой другой размер, подходящий для выполняемой работы.
Заготовка помещается внутрь магнитного поля, создаваемого катушкой, но не в контакте с ней, а затем нагревается до желаемого уровня вихревыми токами. В зависимости от нагреваемого материала может быть достигнута температура до 2200 ° F (1200 ° C).
Индукционный нагрев чистый, не требует ископаемого топлива. Детали, подвергающиеся индукционному нагреву, просто нагреваются, поэтому после этого не нужно производить очистку и не беспокоиться о загрязнении заготовки.Это также быстро. Например, производители труб и трубчатых каналов используют индукционный нагрев для сварки шва по продольному размеру труб, проходящих на высокой скорости по конвейеру.
Некоторые другие процессы, в которых используется индукционный нагрев, включают:
- Индукционная закалка и отпуск, которые изменяют физические характеристики материалов в соответствии с потребностями различных областей применения.
- Индукционная плавка может использоваться для плавления любых черных и цветных металлов, в том числе ядерных материалов и различных сплавов, используемых в медицине и стоматологии.
- Металлические и углеродные волокнистые материалы можно соединить вместе, нагревая их, тем самым отверждая клеи, помещенные между двумя поверхностями.
- Пайка, пайка и сварка — это естественные области применения индукционного нагрева, где важны точный контроль температуры и точное удержание тепла в желаемой области.
Индукционный нагрев решает реальные проблемы
Так называемые убийства тайленола произошли в Чикаго в 1982 году, когда кто-то, так и не идентифицированный, залил флаконы с тайленолом цианидом.Последующие события привели к общенациональному отзыву продукции Tylenol. Отравление также вынудило всю безрецептурную фармацевтическую промышленность упаковывать свою продукцию в защищенные от несанкционированного доступа контейнеры.
Алюминиевая фольга, которая обычно используется для запечатывания безрецептурных лекарств, является частью отраслевого решения и использует индукционный нагрев. Процесс начинается с помещения в колпачок фольги, которая является электропроводящей. Колпачок завинчивается, затем вся упаковка помещается в катушку индукционного нагрева.По мере того, как фольга нагревается, клей по краю прикрепляет ее к краю бутылки.
Разработчики оборудования для индукционной герметизации крышек должны учитывать несколько факторов. Физические размеры индукционного нагревателя должны быть адаптированы к герметичным контейнерам. Электромагнитное поле должно иметь глубину, подходящую для нагрева фольги. Нагрев должен происходить как можно быстрее из соображений производительности. Эффективность индукционного нагревателя должна достигать определенного уровня производительности.
Эти и другие конструктивные ограничения могут быть значительно уменьшены, если проволока, используемая для изготовления катушки, изготавливается по индивидуальному заказу. Компания New England Wire Technology, давний поставщик на рынок индукционного нагрева, предлагает проволоку, специально изготовленную для решения таких конструктивных проблем.
Например, NEWT может поставлять провода круглого, квадратного и прямоугольного сечения. Их точный размер может быть адаптирован специально для используемого переменного тока и частоты. А поскольку эффективность может быть оптимизирована в самой проволоке, инженер-проектировщик индукционных колпачков имеет гораздо большую гибкость в выборе расстояния, формы и размера уплотнительной головки.Фактически, такая же гибкость приносит пользу разработчикам любого устройства индукционного нагрева.
Корпус для Litz Wire
Индукционные нагреватели могут работать от сети переменного тока в диапазоне от нескольких герц до 500 кГц и выше. Выбранная частота определяет глубину проникновения тепла, при этом более низкие частоты проникают глубже. Частоты для индукционных нагревателей выбираются на этапе проектирования в соответствии с конкретной работой, которую необходимо выполнить. Например, приложение, которое требует упрочнения и глубокого проникновения, использует низкую частоту.Другое приложение, которое требует только поверхностного нагрева, будет использовать высокую частоту.
Более высокие частоты, проходящие через провод, вызывают скин-эффект , когда большая часть электрического тока проходит по внешней стороне провода, увеличивая его сопротивление переменному току и создавая нежелательное тепло. Использование уникального Litz-провода NEWT для создания катушки практически устраняет скин-эффект, делая катушку более эффективной и позволяя создавать более скромные и недорогие источники питания. (Подробнее о лицевом проводе).
Тем не менее, проблемы возникают
Поскольку индукционный нагрев используется во многих приложениях, преобразование потребностей заказчика в подходящую проволоку Litz включает множество факторов. По словам инженеров NEWT, «Практически каждый проект индукционного нагрева требует индивидуальной работы. Хотя создание проводов и кабелей в соответствии со спецификациями клиентов кажется простым, количество переменных, которые входят в надежную конструкцию, может быть большим ».
Например, размер провода можно отрегулировать в соответствии с частотой переменного тока, чтобы избежать скин-эффекта и других потерь в катушке.Затем можно выбрать общее количество проводников в лицевом проводе, чтобы обеспечить максимальный ток. Проводники, составляющие лицевую проволоку, изолированы пленкой, которая должна выдерживать определенные температуры. Показательный пример: индукционная катушка, используемая для нагрева большого стального чана, должна работать в гораздо более горячей среде, чем катушка, используемая для запечатывания бутылок с аспирином. Точно так же внешняя изоляция должна защищать от часто используемых высоких напряжений, а также от условий окружающей среды.
Услуги нестандартного дизайна на помощь
Решение этих проблем лежит в персонале службы индивидуального дизайна NEWT.Эта команда, состоящая из квалифицированного торгового персонала, поддерживаемого инженерами-конструкторами и инженерами-производителями, помогла клиентам по всему миру найти лучшие решения. Обязательно свяжитесь с нами, чтобы обсудить ваш следующий проект индукционного нагрева.
Индукционный нагрев: руководство по процессу и его преимуществам
Индукционная закалка все чаще используется в зубчатой промышленности. Однако, прежде чем рассматривать преимущества метода, полезно ознакомиться с его основами.Явление индукционного нагрева начинается с пропускания переменного тока через катушку для создания магнитного поля. Напряженность поля зависит от силы тока, проходящего через катушку. Поле сосредоточено в области, окружающей катушку, а его величина зависит от силы тока и количества витков в катушке. (Рисунок 1)
Вихревые токи индуцируются в любом электропроводящем объекте, например, в металлическом стержне, помещенном внутри катушки.Явление сопротивления приводит к выделению тепла в области протекания вихревых токов. Увеличение напряженности магнитного поля увеличивает эффект нагрева. Однако на общий эффект нагрева также влияют магнитные свойства объекта и расстояние между ним и катушкой. (Рисунок 2)
Вихревые токи создают собственное магнитное поле, которое противодействует исходному полю, создаваемому катушкой. Это противодействие предотвращает немедленное проникновение исходного поля в центр объекта, заключенного в катушку.Вихревые токи наиболее активны вблизи поверхности нагреваемого объекта, но значительно ослабевают по направлению к центру. (Рисунок 3)
Расстояние от поверхности нагретого объекта до глубины, на которой плотность тока падает до 37%, является глубиной проникновения. Эта глубина изменяется в зависимости от различных параметров, таких как время нагрева, исходный материал и выбор частоты.
Рис. 1: Переменный ток течет через катушку, создавая магнитное поле (синие линии).Ключевые преимущества
Ключевые особенности индукционной закалки — быстрые циклы нагрева, точные схемы нагрева и стержни, которые остаются относительно холодными и стабильными. Такие характеристики сводят к минимуму искажения и делают результаты нагрева чрезвычайно воспроизводимыми, сокращая последующие термические обработки, такие как шлифование. Это особенно верно при сравнении индукционной закалки с цементацией.
Индукционная закалка также сокращает объем предварительной обработки, поскольку изменения геометрии меньше, чем при науглероживании.Такие минимальные изменения означают, что при изготовлении шестерни не нужно учитывать искажения. Однако в зубчатых передачах, предназначенных для науглероживания газом, «смещения», которые представляют собой искажения, часто вводятся на стадии проектирования. Эти преднамеренные смещения компенсируют деформацию, вызванную длительной выдержкой при нагревании, типичной для науглероживания.
Индукция может нагревать точно локализованные зоны в шестернях. Достижение такой же степени локализованного упрочнения при науглероживании может потребовать много времени и трудозатрат.При науглероживании определенных зон, таких как области зубьев, обычно необходимо замаскировать остальную часть зубчатого колеса защитным покрытием. Эти маски необходимо наносить на каждую деталь и снимать после процесса затвердевания. При индукционной закалке такая маскировка не требуется.
Индукционная закалка идеальна для интеграции в производственные линии. Такое комплексное «поточное» упрочнение более продуктивно, чем термохимические процессы. Кроме того, комплексная закалка сводит к минимуму затраты, так как шестерни не нужно снимать для отдельной термообработки.Фактически, индукционный нагрев позволяет создать единый непрерывный производственный поток через этапы обработки, закалки, закалки, отпуска и хранения.
Рис. 2: Вихревые токи индуцируются (отсюда и термин «индукция») на поверхности детали внутри катушки. Обратите внимание, что индукция — это метод бесконтактного нагрева, катушка никогда не касается заготовки.Закалка малых шестерен
Метод индукционного нагрева, используемый для зубчатых колес малых и средних размеров, часто называют «закалкой вращением».Это связано с тем, что шестерня находится внутри индукционной катушки и вращается при наведении вихревых токов. В свою очередь, закалку можно разделить на два основных метода: закалку методом закалки и закалку контура. Первый метод, используемый в основном для зубчатых колес, подверженных сильному износу, закаляет периметр зуба с низкой удельной мощностью. Однако, если частота слишком низкая, существует риск того, что выше температуры Кюри индуцированный вихревой ток протекает в основном в корневом круге, а температура в зубах отстает.Закалка осуществляется либо погружением, либо распылением, и обычно откладывается для достижения равномерной температуры между зубами и корневым кругом. Отпуск после закалки важен для предотвращения последующего растрескивания.
Закалка контура делится на одно- и двухчастотные процессы. В первом случае индуктор питается от одного генератора. Аустенизация достигается либо однократным нагревом, либо предварительным нагревом шестерни до 550-750 ° C перед нагревом до температуры закалки.Целью предварительного нагрева является достижение достаточно высокой температуры аустенизации в корневом круге во время окончательного нагрева без перегрева кончиков зубов. Обычно требуется короткое время нагрева и высокая удельная мощность для получения профилей упрочнения на неравномерном расстоянии от поверхности зуба.
Рис. 3: Глубина проникновения тесно связана с частотой, временем нагрева, потребляемой мощностью и характеристиками заготовки.Двухчастотный процесс использует либо отдельные, либо одновременные частоты.Использование отдельных частот позволяет получить профили упрочнения, аналогичные цементированию. В процессе к шестерне последовательно применяются две разные частоты. Зубы предварительно нагревают с низкой частотой до 550-750 ° C. Частота должна быть такой, чтобы предварительный нагрев происходил в области корневого круга. После небольшой задержки использование более высокой частоты и удельной мощности приводит к аустенизации. Важное значение имеют точные системы контроля, так как время нагрева измеряется в десятых долях секунды или секундах во время последней фазы нагрева.
При одновременном двухчастотном методе в индуктор одновременно подается более низкая и более высокая частота. Закалка достигается за счет нагрева корневой окружности с меньшей частотой, а вершин зубьев с большей частотой (см. Рисунок 4). В отличие от раздельного или ступенчатого двухчастотного процесса, предварительный нагрев не всегда требуется при использовании одновременного двухчастотного процесса. Однако короткое время нагрева, используемое при одновременной частоте, предъявляет высокие требования к генератору и машиностроению.На рис. 5 показан пример профиля упрочнения, полученного этим методом.
Правильная закалка имеет решающее значение для получения идеальных результатов центробежного упрочнения и должна выполняться как можно скорее после окончательного нагрева. Промежуток времени между нагревом и закалкой можно свести к минимуму, используя быструю ось с ЧПУ для позиционирования распылительной головки или путем интеграции цепи закалки в индуктор. Во время фазы закалки скорость вращения шестерни снижается до менее 50 об / мин, чтобы избежать «теневого эффекта» на боковой поверхности, противоположной направлению вращения.
Рис. 4: Схематический график зависимости температуры от времени для одновременной двухчастотной закалки контура (MF = более низкая частота, HF = более высокая частота).На результаты центробежного упрочнения влияют многие другие факторы. Например, решающее значение имеют закаливаемый материал и его исходная структура. Из-за короткого времени аустенизации исходная стальная структура должна быть мелкозернистой (ASTM 7 и выше). Неоднородные исходные перлитно-ферритные структуры не подходят. Важность исходной структуры и содержания углерода возрастает по мере уменьшения размера модуля.Если допустимо несколько увеличенная деформация закалки, предварительная индукционная закалка и отпуск перед контурной закалкой могут значительно улучшить закаливаемость зубчатого колеса.
Размер модуля — еще один ключевой фактор при спиновой закалке. Для двухчастотного метода с одновременным использованием частот диапазон составляет 2,2 Вращение — это универсальный и надежный процесс, позволяющий упрочнять прямозубые, косозубые прямозубые и внутренние зубчатые колеса на неравномерном расстоянии от забоя. Однако разные формы зубчатых колес влияют на результаты закалки. При косозубой передаче необходимо допустить асимметричное упрочнение боковой поверхности зуба на глубине до 2-3 мм от поверхности зубчатого колеса.Однако эта ситуация проявляется только при углах наклона спирали β ≥ 28 °. Доступны запатентованные решения для катушек, которые ограничивают этот эффект за счет улучшения распределения мощности. Правильно спроектированные и изготовленные индукционные катушки абсолютно необходимы для успешного и экономичного индукционного нагрева.Фактически, проектирование и испытание катушек часто является процессом с самым большим временем выполнения при разработке решения для индукционного нагрева. Основная причина этого заключается в том, что катушки зависят от конкретной задачи. Они должны быть разработаны для достижения конкретных результатов на конкретных материалах в определенных условиях. Нет — или, по крайней мере, не должно быть — готовых конструкций змеевиков. Необходимы тщательные испытания конструкции и конструкции змеевика. Слишком мало людей осознают, что катушки часто подвергаются наиболее жестким условиям эксплуатации.Поэтому иногда необходимы испытания и компьютерное моделирование, чтобы разработать проект, который является одновременно безопасным и устойчивым к усталости. И, конечно же, для достижения оптимальных схем нагрева деталей требуются повторные испытания. При проектировании индукционных катушек нельзя принимать как должное. Например, для катушек с очень высокой плотностью мощности необходимо даже определить правильную скорость, с которой охлаждающая вода должна течь через змеевик. Слишком низкая скорость приведет к недостаточной теплопередаче.Но даже когда правильная скорость была найдена, разработчик змеевика должен решить, нужен ли подкачивающий насос для достижения и поддержания желаемой скорости потока воды. Компетентный разработчик змеевика также определит уровень чистоты охлаждающей воды, чтобы минимизировать коррозию внутри змеевика. Таким образом, такая очевидная простая вещь, как вода в змеевике, на самом деле представляет собой сложный вопрос, требующий технических знаний и специального оборудования. Концентраторы магнитного потока — еще одна область общего решения для индукции, которая на первый взгляд кажется относительно простой.Как следует из названия, основная функция таких концентраторов — концентрировать ток катушки в области катушки, обращенной к заготовке. Без концентратора большая часть магнитного потока может свободно распространяться вокруг катушки. Этот неконтролируемый поток затем «поглотит» соседние проводящие компоненты. Но когда направляется концентратором, магнитный поток может быть ограничен точно определенными областями детали, что приводит к появлению локализованных зон нагрева, характерных для индукционного нагрева. При изготовлении концентраторов потока необходимо учитывать множество переменных. Материал заготовки, форма катушки, применение — все это влияет на окончательную конструкцию концентратора. Даже решить, какой материал использовать для концентратора, может быть непростой задачей. В основном концентраторы изготавливаются из пластин или из чистых ферритов и порошков на основе феррита или железа.У каждого материала концентратора есть свои недостатки и преимущества. Ламинирование имеет самые высокие плотности потока и магнитную проницаемость; они также менее дороги в качестве деталей, чем порошки на основе железа и феррита. Однако ламинаты необходимо штамповать до нескольких стандартных размеров, поэтому они менее гибкие. Их также сложно монтировать. Чистые ферриты также обладают превосходной магнитной проницаемостью. Однако они страдают от низкой плотности потока насыщения, а их хрупкость затрудняет их обработку (необходимо использовать резцы с алмазными наконечниками).Железным порошкам легко придать форму, они обладают высокой плотностью флюса и их легко формовать. Но следует проявлять большую осторожность, чтобы не допустить перегрева, поскольку внутренние потери или передача тепла от нагретой части означает, что такие порошки имеют относительно низкую рабочую температуру. Конечно, при проектировании индукционных катушек необходимо учитывать множество других факторов. Например, правильное согласование импеданса между катушкой и источником питания имеет решающее значение для использования полной мощности источника питания.Плюс тот факт, что катушкам требуется в пять-десять раз больше реактивной мощности, чем активной. Как мы уже видели, профессионально разработанная и изготовленная индукционная катушка — это современный и сложный компонент. К сожалению, слишком многие пользователи индукционных сохраняются при просмотре катушек как низкотехнологичные медных трубы. Результатом этого заблуждения являются неправильные и даже опасные конструкции змеевиков, любительский ремонт, недостаточное или неправильное обслуживание и, в конечном итоге, отказы процессов и оборудования. Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт. Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины: Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня. Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется. Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать. Индукционный нагрев похож на эффект джоулевого нагрева, но с одной важной модификацией.Токи, которые нагревают материал, индуцируются посредством электромагнитной индукции; это бесконтактный процесс нагрева. При подаче высокочастотного переменного тока на индукционную катушку создается изменяющееся во времени магнитное поле. Нагреваемый материал, известный как заготовка , помещается внутрь магнитного поля, не касаясь катушки. Обратите внимание, что не все материалы можно нагревать индукцией, только материалы с высокой электропроводностью (например, медь, золото и алюминий).Переменное электромагнитное поле индуцирует вихревые токи в заготовке, что приводит к резистивным потерям, которые затем нагревают материал. Кроме того, высокая частота приводит к скин-эффекту. Переменный ток вынужден протекать тонким слоем к поверхности заготовки.Это, в свою очередь, приводит к увеличению сопротивления проводника, что в конечном итоге приводит к значительному увеличению теплового эффекта. Черные металлы нагреваются за счет индукции легче, чем другие материалы. Это связано с тем, что их высокая проницаемость усиливает наведенные вихревые токи и скин-эффект. Кроме того, возникает еще один механизм нагрева. Кристаллы железа материала намагничиваются и размагничиваются переменным магнитным полем. Это приводит к быстрому повороту магнитных доменов вперед и назад, что приводит к гистерезисным потерям, что приводит к дополнительному нагреву. Итак, индукционный нагрев происходит без физического контакта между заготовкой и индукционной катушкой. Это делает его пригодным для процессов, в которых первостепенное значение имеет высокая степень чистоты, например, в производстве полупроводников. Кроме того, этот метод нагрева очень эффективен, так как тепло генерируется внутри заготовки , а не где-то еще, а затем применяется к заготовке.Другими словами, с помощью индукционного нагрева мы можем избежать потерь тепла с поверхностей, которые будут обеспечивать электрическое соединение, тем самым повышая общую эффективность нагрева. Индукционный нагрев включает два разных типа физики: электромагнетизм и теплопередачу. Некоторые свойства материала зависят от температуры, то есть они меняются при воздействии тепла. В этом случае вы можете рассматривать два физических явления как взаимосвязанные. Одним из нововведений, использующих преимущества индукционного нагрева, является индукционная плита. В этой конструкции катушка размещена под плитой, и ее электромагнитные поля действуют на металлический горшок. Поскольку таким образом можно нагревать только материалы с высокой проводимостью, кастрюля нагревается, а если вы положите руку на плиту, она не будет горячей. Полупроводниковая промышленность также использует этот процесс для нагрева кремния. Другие области применения включают герметизацию, термообработку и сварку, и это лишь некоторые из них. Несмотря на то, что существует множество продуктов и процессов, которые функционируют благодаря индукционному нагреву, есть одно применение, в котором нагрев приводит к потере энергии. Когда дело доходит до трансформаторов, важно , а не , чтобы вихревые токи протекали внутри сердечников.Если вихревые токи нагревают магнитный сердечник трансформатора, энергия теряется, и могут возникнуть дополнительные проблемы, такие как структурное повреждение. Индукционная нагревательная печь — это наиболее экологически чистое решение для достижения требуемой температуры прокатки без использования выбросов газов или дыма, а также для значительного снижения образования накипи. Основываясь на опыте бесконечного процесса горячей зарядки и ноу-хау в преобразователях, Danieli Automation разработала новую систему индукционного нагрева под названием Q-Heat. Металл можно нагревать без прямого контакта и без открытого огня или других источников тепла (например, ИК). Кроме того, индукционная нагревательная печь готова к работе в режиме реального времени: нет необходимости в длительных последовательностях запуска или остановки, как в традиционных нагревательных печах. Таким образом, Q-HEAT максимизирует производительность, поскольку тепло выделяется непосредственно и мгновенно внутри заготовки. Индукционный нагрев — это процесс нагрева электропроводящего объекта с помощью электромагнитной индукции, при котором внутри металла возникают вихревые токи, а сопротивление приводит к джоулева нагреву металла. Таким образом, можно нагревать металл без прямого контакта и без открытого огня или других источников тепла (например, ИК). Индукционный нагреватель состоит из электромагнита (катушки), через который пропускается высокочастотный переменный ток (AC).Используемая частота переменного тока зависит от размера объекта, типа материала, связи (между рабочей катушкой и нагреваемым объектом) и глубины проникновения. Система индукционного нагрева состоит из индуктора (для создания магнитного поля) и преобразователя (для подачи на индуктор изменяющегося во времени электрического тока). Структура управления основана на мощном, современном контроллере автоматизации процессов Danieli Automation (DA-PAC), который взаимодействует с контроллером силовой части (платой модулятора) с помощью Ethercat и с полевой шиной с автоматизацией установки уровня 1. Предназначен для предварительного нагрева до 400 ° F (204 ° C), дополнительный цифровой регистратор Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью.Одеяла с воздушным охлаждением доступны для труб диаметром от 8 до 56 дюймов или, в случае пластин, длиной от 40 до 185 дюймов. Типичные области применения для систем индукционного нагрева с воздушным охлаждением: Предназначен для предварительного нагрева при высоких температурах, снятия напряжения и отжига водородом до 1450 ° F (788 ° C), дополнительный цифровой регистратор Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью.Нагревательные кабели с жидкостным охлаждением представляют собой универсальный инструмент для предварительного нагрева труб различного диаметра и даже плоских пластин. Как правило, для труб меньшего диаметра используются более короткие кабели, которые проще в обращении и настройке. Более длинные кабели используются для труб большего диаметра или небольших сосудов и резервуаров высокого давления. Отлично подходит для предварительного нагрева с геометрическими формами, которые не позволяют использовать одеяла с воздушным охлаждением. Типичные области применения для систем индукционного нагрева с жидкостным охлаждением: Индукционный нагреватель Miller ArcReach с воздушным охлаждением был разработан для предварительного нагрева и отжига водорода при температурах до 600 градусов по Фаренгейту (315 ° C) без использования охладителя и охлаждающей жидкости.Настройки контроля температуры можно запрограммировать вручную или загрузить через USB-накопитель. Все параметры отопления записываются в цифровом виде и могут быть экспортированы в документацию по контролю качества. Нагрейте трубы, пластины и сосуды под давлением до температуры быстро и безопасно с помощью индукционной системы прокатки Proheat 35.Выходная мощность автоматически регулируется в зависимости от скорости вращения трубы, чтобы избежать перегрева и обеспечить постоянство температуры по всей трубе. Сварщики могут тратить больше времени на сварку и получать более надежные результаты. Применения включают изготовление труб для: Видео: Катковый индуктор Miller ProHeat 35 Принадлежности для индукционного нагрева, разработанные и изготовленные по индивидуальному заказу, изготовлены в соответствии с вашими требованиями. Принадлежности для индукционного нагрева Pyro Shield: Хотя аренда оборудования для индукционного предварительного нагрева может быть рентабельной для трубосварочных цехов и монтажников стали, некоторые сварщики предпочитают иметь собственные устройства.Red-D-Arc предлагает широкий выбор бывшего в употреблении оборудования для сварки и предварительного нагрева, которое было квалифицированно откалибровано и обслуживалось в течение всего срока службы. Посетите нашу страницу подержанного оборудования, чтобы увидеть индукционные нагреватели и другое сварочное оборудование, которое у нас есть в настоящее время. Индукционный нагрев — это процесс, предназначенный для нагрева электропроводящего материала, такого как металл, для изменения его физических свойств без контакта материала с индуктором.Тепло передается проводящему материалу циркулирующими электрическими токами, когда он находится в магнитном поле. Металлы предварительно нагреваются до высоких температур, например, перед прессованием и ковкой. Это называется индукционной ковкой, и для нагрева используется индукционный нагреватель. В промышленных процессах, требующих от производителей изменения металлов, в основном используется индукционный нагрев. Металлы, будучи хорошими проводниками, легко становятся мягкими или твердыми, а также связываются с другими металлами посредством индукционного нагрева. Для процесса индукционного нагрева материал можно размещать подальше от источника питания. Материал также можно погружать в жидкости, газы или хранить в вакууме. Остаточные выбросы при горении отсутствуют, поэтому металлы нагреваются без пламени и дыма. Этот процесс обеспечивает улучшенную, регулируемую и стабильную скорость передачи тепла в систему с минимальными потерями тепла. Индукционный нагрев полезен для всех тех процессов, где нужно избегать прямого пламени, добиваться быстрых результатов, высокого качества и долговечности. Типичный индукционный нагреватель состоит из: Источник питания должен обеспечивать переменный ток на рабочую катушку. Нагреваемый материал находится внутри змеевика. Индукционная рабочая катушка имеет водяное охлаждение и не касается нагретого материала.Блок питания используется для преобразования постоянной мощности в переменный ток. Электронный генератор посылает на электромагнит переменный ток высокой частоты. Катушка получает переменное магнитное поле. Это магнитное поле передается в материал или проводник, настроенный для нагрева. В проводнике возникает электрический ток, также известный как вихревой ток. Затем проводник нагревается за счет протекания и циркуляции вихревых токов через сопротивление материала. Это также известно как Джоулев нагрев.Ферромагнитные металлы, такие как железо, также могут нагреваться из-за потерь на магнитный гистерезис. Начальная частота высокого электрического тока может варьироваться в зависимости от многих факторов, таких как тип нагреваемого материала, уровень глубины нагрева, тип соединения между катушкой и проводником, а также размер объекта. Материалами для обогрева могут быть металлы, полупроводники, а также непроводники. Стекло и пластик не являются проводниками. Для нагрева материала с низкой проводимостью или без проводимости; индукция сначала используется для нагрева другого проводника, такого как графит, который может передавать тепло непроводящему материалу. Индукционный нагрев полезен для многих типов процессов. Его можно использовать там, где подходит очень низкая температура, а также для других процессов, где температура может достигать 3000 градусов по Цельсию. В зависимости от процесса и спецификаций процесс нагрева может занять много месяцев или всего долю секунды. Скорость нагрева металла в основном зависит от его удельного сопротивления. Если он имеет более высокое удельное сопротивление и низкое сопротивление, то при прохождении тока он выделяет больше тепла.Но из-за низкого удельного сопротивления металл выделяет меньше тепла. Следовательно, черные металлы, имеющие более высокое удельное сопротивление, являются наиболее подходящими для индукционного нагрева. Индукционный нагреватель также может повышать температуру меди и алюминия, но медленнее. Тепло, выделяемое в металле, также зависит от начального тока катушки, количества витков катушки, частоты источника питания, связи между катушкой и материалом и удельного электрического сопротивления материала. Если система подключена и расположена правильно, индукция будет более плавной и управляемой.Во время и после процесса индукционный нагреватель не нагревается. Индукционный нагрев используется в домашних условиях для приготовления пищи на плитах. В промышленности существует множество применений индукции, например, в исследованиях и проектировании, сушке объектов, сварке деталей, методах усадки, ковке, плавлении, герметизации, а также пайке. Можете ли вы придумать, кроме использования индукционного нагревателя, какие-либо другие способы преобразования электроэнергии в тепловую? Индукционные катушки — забытый компонент
Настройка вашего браузера для приема файлов cookie
Почему этому сайту требуются файлы cookie?
Что сохраняется в файле cookie?
Что такое индукционный нагрев?
Электромагнетизм Индукционный нагрев Процесс индукционного нагрева
Индукционный нагрев в конструкции
Конструкции с использованием индукционного нагрева
Когда нагрев приводит к потере энергии
Последнее изменение: 21 февраля 2017 г. Продукты ›Автоматизация› QHEAT Система индукционного нагрева для длинномерного и плоского проката ‹Danieli
Аренда оборудования для индукционного нагрева | Red-D-Arc.com
Miller ProHeat 35 Системы индукционного нагрева
Огненный щит
Оборудование для индукционного нагрева б / у
Индукционный нагреватель — принцип работы
Исторически различные методы отопления использовались как для бытовых, так и для коммерческих целей.Проводимость, конвекция и излучение являются основными типами теплопередачи с более сложной термодинамикой, основанной на этих трех основных принципах. В обрабатывающей промышленности используются несколько методов теплопередачи для изменения удельного электрического сопротивления, магнитных и физических свойств металлов с использованием более совершенных методов. Вопрос в том, можно ли использовать индукционные нагреватели и для теплопередачи? Что такое индукционный нагрев?
Компоненты индукционного нагревателя
Как работает индукционный нагреватель?
Факторы, влияющие на индукцию нагрева
Приложения