
Плавка металла в индукционной электрической печи созданной в домашних условиях
В мире уже сформировались устоявшиеся технологии производства металла и стали, которыми пользуются металлургические предприятия и сегодня. К ним относятся: конверторный способ получения металла, прокатка, волочение, литье, штамповка, ковка, прессование и т. д. Однако наиболее распространенным при современных условиях является переплавка металла и стали в конвекторах, мартеновских печах и электрических печах. Каждая из таких технологий имеет ряд недостатков и преимуществ. Однако наиболее совершенной и новейшей технологией сегодня является получение стали в электрических печах. Основными преимуществами последней над другими технологиями является высокая производительность и экологичность. Рассмотрим как собрать устройство где будет осуществляться плавка металла в домашних условиях своими руками.
Содержание
- Малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях
- Выбор типа схемы
- Анализ составных частей схемы
- Создание схемы соединений
- Генератор частоты
- Блок питания
- Силовой блок
- Индуктор и особенности его работы
- Конечный монтаж установки
Малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях
Плавка металлов в домашних условиях возможна, если иметь электрическую печь, которую можно сделать своими руками. Рассмотрим создание индуктивной малогабаритной электрической печи для получения однородных сплавов (ОС). По сравнению с аналогами создаваемая установка будет отличаться такими особенностями:
Рассмотрим создание индуктивной малогабаритной электрической печи для получения однородных сплавов (ОС). По сравнению с аналогами создаваемая установка будет отличаться такими особенностями:
- низкой себестоимостью (до 10000 руб), тогда как стоимость аналогов составляет от 150000 руб;
- возможностью регулирования температурного режима;
- возможностью скоростной плавки металлов в небольших объемах, что позволяет использовать установку не только в научной сфере, но и, например, в ювелирной, стоматологической областях и т.д.
- равномерностью и скоростью нагрева;
- возможностью размещения рабочего органа в печи в вакууме;
- сравнительно малыми габаритами;
- низким уровнем шума, почти полным отсутствием дыма, что позволит повысить производительность труда при работе с установкой;
- возможностью работы как от однофазной, так и от трехфазной сети.
Выбор типа схемы
Наиболее часто, при построении индукционных нагревателей, используются три основных типа схем: полумост, ассиметричный мост и полный мост. При конструировании данной установки были использованы два типа схем – полумост и полный мост с частотным регулированием. Этот выбор был вызван потребностью регулирования коэффициента мощности. Встала проблема поддержания режима резонанса в контуре, поскольку именно с его помощью возможна настройка требуемого значения мощности. Существует два способа регулирования резонанса:
При конструировании данной установки были использованы два типа схем – полумост и полный мост с частотным регулированием. Этот выбор был вызван потребностью регулирования коэффициента мощности. Встала проблема поддержания режима резонанса в контуре, поскольку именно с его помощью возможна настройка требуемого значения мощности. Существует два способа регулирования резонанса:
- посредством изменения емкости;
- с помощью изменения частоты.
В нашем случае поддержка резонанса происходит за счет регулировки частоты. Именно эта особенность и вызвала выбор типа схемы с частотным регулированием.
Анализ составных частей схемы
Анализируя работу индукционной печи для плавки металла в домашних условиях (ИП) можно выделить три основные ее части: генератор, блок силового питания, и силовой блок. Для предоставления необходимой частоты при работе установки используется генератор, который для избежания помех от других блоков установки, соединяется с ними через гальваническую решения в виде трансформатора. Для обеспечения схемы силового напряжения необходим блок силового питания, который обеспечивает безопасную и надежную работу силовых элементов конструкции. Собственно, именно силовой блок формирует необходимы мощные сигналы для создания нужного коэффициента мощности на выходе схемы.
Для обеспечения схемы силового напряжения необходим блок силового питания, который обеспечивает безопасную и надежную работу силовых элементов конструкции. Собственно, именно силовой блок формирует необходимы мощные сигналы для создания нужного коэффициента мощности на выходе схемы.
На рисунке 1 приведена общая принципиальная схема индукционной установки.
Создание схемы соединений
Схема соединений (монтажная) показывает соединения составных частей изделия и определяет провода, кабели, которые выполняют эти соединения, а также места их присоединения.
Для удобства дальнейшего монтажа установки была разработана схема соединений, отражающий основные контакты между функциональными блоками печи (рис. 2).
Генератор частоты
Самым сложным блоком ИП является генератор. Он обеспечивает нужную частоту работы установки и создает начальные условия для получения резонансного контура. В качестве источника колебаний используется специализированный контроллер электронных импульсов типа КР1211ЕУ1 (рис.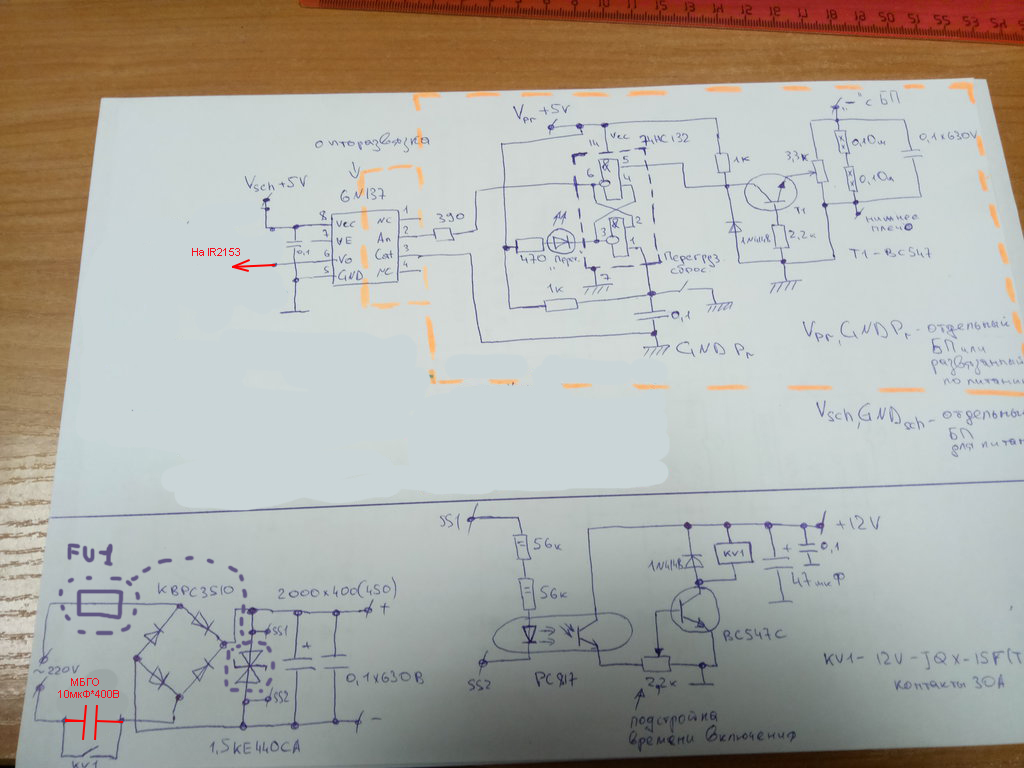 3). Этот выбор был вызван возможностью работы данной микросхемы в достаточно широком частотном диапазоне (до 5 МГц), что позволяет получать высокое значение мощности на выходе силового блока схемы.
3). Этот выбор был вызван возможностью работы данной микросхемы в достаточно широком частотном диапазоне (до 5 МГц), что позволяет получать высокое значение мощности на выходе силового блока схемы.
На рисунках 4,5 приведены принципиальная схема генератора частоты и схема электрической платы.
Микросхема КР1211ЕУ1 генерирует сигналы заданной частоты, которые можно изменять с помощью регулирующего резистора, установленного вне микросхемой. Далее сигналы попадают на транзисторы, работающие в ключевом режиме. В нашем случае применяются кремниевые полевые транзисторы с изолированным затвором типа КП727. Их преимущества заключаются в следующем: максимально допустимый импульсный ток, который они могут выдерживать, равна 56 А; максимальное напряжение – 50 В. Диапазон этих показателей нас полностью устраивает. Но, в связи с этим возникла проблема значительного перегрева. Именно для решения данного вопроса и нужен ключевой режим, который позволит уменьшить время нахождения транзисторов в рабочем состоянии.
Блок питания
Данный блок обеспечивает подачу питания на исполнительные узлы установки. Главной его особенностью является возможность работы от однофазной и трехфазной сети. Источник питания на 380В используется для повышения коэффициента мощности, выделяемая в индукторе.
Входное напряжение подается на выпрямляющий мост, который преобразует переменное напряжение 220В в постоянное пульсирующее. К выходам моста подключены накопительные конденсаторы, которые поддерживают постоянный уровень напряжения после снятия нагрузки с установки. Для обеспечения надежности работы установки блок оборудован автоматическим выключателем.
Силовой блок
Данный блок обеспечивает непосредственное усиление сигнала и создания резонансного контура, с помощью изменения емкости круга. Сигналы с генератора попадают на транзисторы, которые работают в режиме усиления. Таким образом, они, открываясь в разные моменты времени, будоражат соответствующие электрические цепи, проходящие через повышающий трансформатор и пропускают по нему силовой ток в разных направлениях. В результате на выходе трансформатора (Tr1) мы получаем повышенный сигнал с заданной частотой. Этот сигнал подается на установку с индуктором. Установка с индуктором (Tr2 на схеме) состоит из индуктора и набора конденсаторов (С13 – Сп). Конденсаторы имеют специально подобранную емкость и создают колебательный контур, который позволяет регулировать уровень индуктивности. Этот контур должен работать в режиме резонанса, что вызывает стремительное повышение частоты сигнала в индукторе, и увеличение индукционных токов, за счет которых собственно и происходит нагрев. На рисунке 7 приведена электрическая схема силового блока индукционной печи.
В результате на выходе трансформатора (Tr1) мы получаем повышенный сигнал с заданной частотой. Этот сигнал подается на установку с индуктором. Установка с индуктором (Tr2 на схеме) состоит из индуктора и набора конденсаторов (С13 – Сп). Конденсаторы имеют специально подобранную емкость и создают колебательный контур, который позволяет регулировать уровень индуктивности. Этот контур должен работать в режиме резонанса, что вызывает стремительное повышение частоты сигнала в индукторе, и увеличение индукционных токов, за счет которых собственно и происходит нагрев. На рисунке 7 приведена электрическая схема силового блока индукционной печи.
Индуктор и особенности его работы
Индуктор – специальное устройство для передачи энергии от источника питания в изделие, нагревается. Индукторы изготавливают обычно из медных трубок. Во время работы он охлаждается проточной водой.
Плавка цветных металлов в домашних условиях при помощи индукционной печи заключается в проникновении в середину металлов индукционных токов, которые возникают за счет высокой частоты изменения напряжения, приложенного к зажимам индуктора. Мощность установки зависит от величины приложенного напряжения и от ее частоты. Частота влияет на интенсивность индукционных токов и соответственно на температуру в середине индуктора. Чем больше частота и время работы установки, тем лучше перемешиваются металлы. Сам индуктор и направления протекания индукционных токов приведены на рисунке 8.
Мощность установки зависит от величины приложенного напряжения и от ее частоты. Частота влияет на интенсивность индукционных токов и соответственно на температуру в середине индуктора. Чем больше частота и время работы установки, тем лучше перемешиваются металлы. Сам индуктор и направления протекания индукционных токов приведены на рисунке 8.
Для однородного смешивания и избежание загрязнения сплава чужеродными элементами, например электродами из резервуара со сплавом, используют индуктор с обратным витком как показано на рисунке 9. Именно благодаря этому витку создается электромагнитное поле, которое удерживает металл в воздухе, превосходя силу притяжения Земли.
Конечный монтаж установки
Каждый из блоков крепится к корпусу индукционной печи с помощью специальных стоек. Это делается для того чтобы избежать нежелательных контактов токоведущих частей с металлическим покрытием самого корпуса (рис. 10).
Для безопасной работы с установкой, она полностью закрывается прочным корпусом (рис. 11), чтобы таким образом создать преграду между опасными элементами конструкции и телом человека, работающего с ней.
11), чтобы таким образом создать преграду между опасными элементами конструкции и телом человека, работающего с ней.
Для удобства наладки индукционной установки в целом было изготовлена панель индикации для размещения метрологических устройств, с помощью которых и происходит контроль за всеми параметрами установки. В таких метрологических устройств относятся: амперметр, который показывает ток в индукторе, вольтметр, подключенный на выходе индуктора, индикатор температурного режима, регулятор частоты генерации сигнала. Все приведенные параметры дают возможность для регулирования режимов работы индукционной установки. Также конструкция оборудована системой ручного включения, и системой индикации процессов нагрева. С помощью показов на устройствах собственно и происходит контроль за работой установки в целом.
Конструирование малогабаритной индукционной установки является достаточно сложным технологическим процессом, так как он должен обеспечить соблюдение большого количества критерий, таких как: удобство конструкции, малогабаритность, портативность и т. д. Данная установка работает по принципу бесконтактной передачи энергии в предмет, нагревается. В следствие целенаправленного движения индукционных токов в индукторе происходит непосредственно сам процесс плавки, продолжительность которого составляет несколько минут.
д. Данная установка работает по принципу бесконтактной передачи энергии в предмет, нагревается. В следствие целенаправленного движения индукционных токов в индукторе происходит непосредственно сам процесс плавки, продолжительность которого составляет несколько минут.
Создание данной установки является достаточно выгодным, так как область ее применения безгранична, начиная с использования для обычной лабораторной работы и заканчивая изготовлением сложных однородных сплавов из тугоплавких металлов.
Плавка стали в индукционных тигельных печах
Плавление стали в тигельных печах индукционного типа можно выполнять, используя основной и кислый процесс.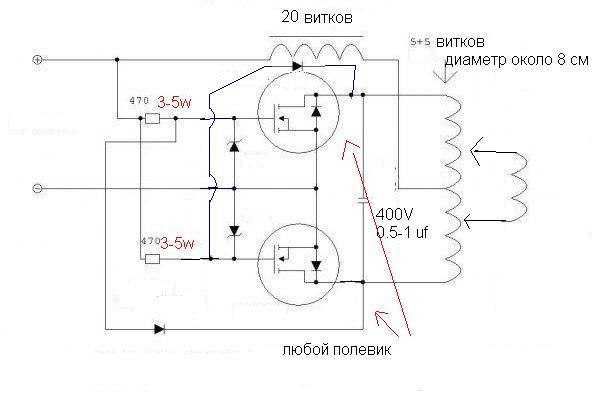
Кислый тигель и кислые дуговые печи не совсем подходят для плавления стали с включениями марганца, титана, алюминия, циркония и иных активных частиц, потому что оксиды марганца, соединяясь с кислой футеровкой в состоянии стать причиной ее раннего износа, а остальные три элемента активно извлекают кремний шлака и футеровки.
Во время осуществления кислого индукционного плавления, так же как и при любых иных кислых процессах, нет условий для образования шлака из фосфора и серы. Вместе с тем, из-за того, что температурные показатели шлака имеют меньшие показатели, а глубина ванны большие, обстоятельства для процесса окисления углерода являются не совсем положительными. Даже, несмотря на то, что лишний углерод легко удаляется, следует придерживаться наличия углерода в шихте, превосходящего минимум на 0,1 % от разрешенных показателей в готовой стали. При этом добавки фосфора и серы не должны превышать заданных параметров для стали.
Плавление сталей в индукционных печах, имеющих кислый тигель, осуществляется без окислительных процессов. Большую часть примесей для легирования добавляют в завалку. По причине скорой плавки утрачивается время для множественного контроля структуры металла. По этой причине плавка основывается на заблаговременных просчетах, доскональном изучении шихтового состава металла и точном определении его массы при помощи весов.
Большую часть примесей для легирования добавляют в завалку. По причине скорой плавки утрачивается время для множественного контроля структуры металла. По этой причине плавка основывается на заблаговременных просчетах, доскональном изучении шихтового состава металла и точном определении его массы при помощи весов.
Процесс плавления стали в индукционных печах с основным тиглем
Во время плавки в таких печах, разрешено применять какой угодно скрап, потому что сгорание марганца, кремния и углерода проходит сравнительно стремительными темпами, а в случае надобности в основной печи есть возможность избавляться, в том числе, от фосфора и серы. Но ввиду того, что такие печи, обладая малыми температурными показателями шлака и не такой высокой удельной поверхностью раздела металл-шлак, адаптированы для таких процессов не так хорошо, как дуговые печи, то в печах индукционного типа плавление лучше всего проводить методом переплава или сплавлением чистых шихтовых компонентов.
Далее приведены составные части технологии плавления стали в печи индукционного типа с основным тиглем на «свежей» шихте.
Компоненты шихты и их подача в печь
Состав шихты определяется, исходя из правильно подобранных размеров составных кусков с последующим плотным размещением внутри печи. Если использовать шихту, состоящую из мелких кусков, то в процессе плавки металла вырабатывается малая удельная мощность, что влечет за собой увеличение временных затрат, и, как следствие, тратится больше электричества. Со снижением частоты тока увеличивается глубина его проникновение и уменьшается удельная мощность. По этой причине в случае снижения частоты тока нужно использовать соответственно шихту с большим окускованием компонентов.
Шихту не следует придавать чрезмерно большому окислению, потому что в таком случае между кусками будет возникать слабый электроконтакт, ухудшатся вихревые токи, что повлечет увеличение длительности плавки и затраты на электричество. Для устранения таких проблем следует как можно плотнее уложить шихту. Чтобы этого добиться следует на тигельное основание укладывать сначала мелкие куски, а потом большие, чтобы удары при загрузке были не такими сильными. Для того чтобы металл не окислялся, заливают некоторое количество шлака, ферросплавов железа с марганцем и железа с кремнием. Кроме того, на основание желательно добавлять ферросплавы с большой температурой плавления, величина которого превышает температуру в тигле. Благодаря такому размещению их плавка начнется вслед за получением начальных порций металла.
Для того чтобы металл не окислялся, заливают некоторое количество шлака, ферросплавов железа с марганцем и железа с кремнием. Кроме того, на основание желательно добавлять ферросплавы с большой температурой плавления, величина которого превышает температуру в тигле. Благодаря такому размещению их плавка начнется вслед за получением начальных порций металла.
Оставшийся объем шихты выгружают до 2/3 высоты по тигельной оси с укладкой предельной плотности, выше данного уровня укладку проводить можно не с такой плотностью. Нежелательно наполнять тигель выше дозволенного уровня относительно редуктора, потому что куски, расположенные над индуктором, не взаимодействуют с магнитным полем, вследствие чего нагрев происходит лишь за счет теплопроводности от слоев, расположенных ниже. Вместе с тем идет препятствование осаждению шихты при плавке.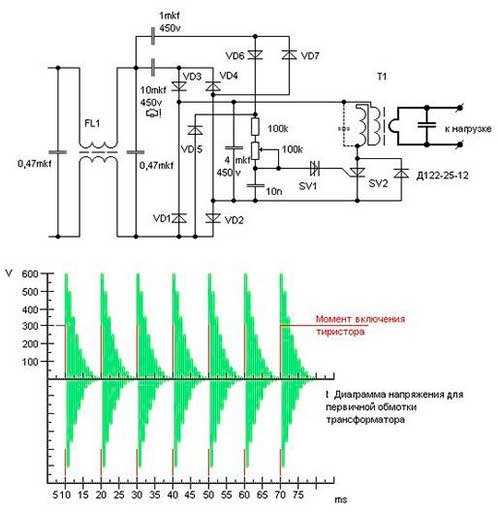
В печах небольших размеров шихта добавляется ручным способом. В больших же печах погрузка происходит при помощи бадьи, и требуется на это всего 1-2 минуты. По завершении процесса загрузки печь запирается крышкой, после чего подается электричество.
На начальном этапе плавки между шихтовыми кусками со слабым контактом возникают замыкания. Это приводит к появлению прыжков тока в цепи индуктора. По этой причине начало процесса плавки сопровождается уменьшенной мощностью источника электричества. С уменьшением количества толчков задействуется полная мощность.
Сначала шихтовый материал начинает плавиться на высоте ½ индуктора возле тигельных стенок, после чего медленно перемещается в верхние и нижние слои. Соответственно, шихте должны быть даны условия для движения вниз для соединения с металлом. Тем не менее, в верхних слоях тигля шихта может застыть, создавая таким образом «мосты», что приводит к заклиниванию. Это довольно вредное явление, которое может спровоцировать большой перегрев расплавленного металла без возможности контролирования процесса, что может привести к распаду футеровки.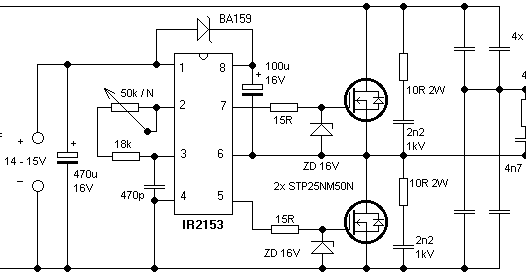
В процессе оседания шихтового материала понемногу добавляют его остатки, наблюдая за тем, чтобы неразогретые куски не попадали в расплавленный металл. Это может спровоцировать бурление металла и застывание охладившейся шихты в верхнем слое расплава. Кроме того, следует избегать оголения металла, потому что это вызовет окислительный процесс. Чтобы этого не допустить, в случае надобности в тигель в процессе плавки вводится шлаковый состав, в который входит известь, флюорит и шамот.
В ходе плавки нужно контролировать данные на приборах и наивысшую мощность источника питания. С постепенным прогревом и плавкой шихты реактивная мощность установки корректируется, для чего время от времени проводится дополнительная настройка контура в резонанс при помощи периодического включения конденсаторов.
Окисление входящих в состав добавок
В процессе плавления стали в печи индукционного типа возникают окислительные процессы марганца, кремния и фосфора. Если доля фосфора в шихте значительная, то шлак в момент плавки лучше извлечь, чтобы не допустить извлечения фосфора. Дополнительный шлак берется из извести, флюорита и шамота.
С целью увеличения активности относительно охлажденных шлаков во время плавления, осуществляют дополнительное введение флюорита и шлакового состава до 20 %. Данные шлаки способны быстро приводить в негодность печную футеровку. Из-за этого стремятся не использовать процессы, предусматривающие активное использование шлака. Для улучшения соединительных процессов между металлом и шлаком, последний закрывается для сохранения тепла, а иногда и подогревается дуговым и иными методами.
Если нужно провести дополнительное окисление добавок, фосфора и углерода, в тигель небольшими частями вводят железную руду и состав из шлака. Активное бурление металла может сопровождаться разбрызгиванием металлической массы, поэтому следующую часть руды добавляют после того, как содержимое ванны успокоится. При этом используется 3 – 5 % железной руды от объема стали.
При этом используется 3 – 5 % железной руды от объема стали.
Проводить окисление добавок можно также и иным путем, например, продувкой, используя кислород, при этом следует учитывать силу дутья исходя из того, что жидкая масса может разбрызгиваться. Окислительный процесс длится приблизительно чуть больше четверти часа.
Методы раскисления и рафинирования
Печи индукционного типа способны выполнить диффузионное и глубинное раскисление. Такой метод не сильно разнится с технологией раскисления, проводимой в печах дугового типа. Тем не менее, активное электродинамическое перемещение металла неплохо убыстряет раскислительные процессы, а значит, на рафинирование потребуется затратить меньшее количество времени. Вместе с тем превосходство диффузионного метода раскисления из-за малой температуры шлака в печах индукционного еще менее заметно, нежели в печах дугового типа.
В случае надобности, в печах индукционного типа есть возможность проводить, в том числе, обессеривание металла. Чтобы это сделать, нужно в несколько подходов скачивать и наводить высокоосновный восстановительный шлак, использовать дополнительный нагрев шлака и повысить долю флюорита. Из-за этого повысится длительность плавления, уменьшится устойчивость печной футеровки, а также затруднится рабочий процесс. В связи с этим зачастую стараются рассчитать шихту и рабочий процесс таким образом, чтобы не требовалось проводить десульфурацию.
Чтобы это сделать, нужно в несколько подходов скачивать и наводить высокоосновный восстановительный шлак, использовать дополнительный нагрев шлака и повысить долю флюорита. Из-за этого повысится длительность плавления, уменьшится устойчивость печной футеровки, а также затруднится рабочий процесс. В связи с этим зачастую стараются рассчитать шихту и рабочий процесс таким образом, чтобы не требовалось проводить десульфурацию.
diy-induction-heater — Google Такой
AlleVideosBilderShoppingMapsNewsBücher
suchoptionen
Tipp: Begrenze diesuche auf deutschsprachige Ergebnisse. Du kannst deinesuchsprache in den Einstellungen ändern.
Индукционный нагреватель своими руками, который умеет КИПИТЬ СТАЛЬ — YouTube
www.youtube.com › смотреть
05.08.2021 · Присоединяйтесь к научной розни! https://discord.gg/pw5sZ3PTye Зрители моего канала получают свои первые…
Дауэр: 11:02
Прислан: 05.08.2021
Как сделать индукционный нагреватель без мосфета и дроссельной катушки?
www. youtube.com › смотреть
youtube.com › смотреть
05.08.2022 · Как сделать индукционный нагреватель без мосфета и дросселя? Получите бесплатную пробную версию Altium …
Добавлено: 6:40
Прислано: 05.08.2022
Ähnliche Fragen
Что произойдет, если вы поместите палец в индукционный нагреватель?
Какие металлы нельзя подвергать индукционному нагреву?
Можно ли использовать нагрев алюминия для индукции?
Мощный индукционный нагреватель своими руками: 12 шагов — Инструкции
www.instructables.com › Схемы › Электроника
Мощный индукционный нагреватель своими руками: Индукционные нагреватели, безусловно, являются одним из наиболее эффективных способов нагрева металлических предметов, особенно черных металлов.
Индукционный нагреватель своими руками: 10 шагов (с иллюстрациями) — Instructables
www.instructables.com › Схемы › Электроника
Индукционный нагреватель своими руками · Шаг 1: Как это работает · Шаг 2: Материалы · Шаг 3: Инструменты · Шаг 4: Транзисторы и охлаждение · Шаг 5: Конденсаторная батарея · Шаг 6: Рабочая катушка.
Простая схема индукционного нагревателя своими руками — RMCybernetics
www.rmcybernetics.com › … › Наука › Проекты своими руками
Как сделать простой индукционный нагреватель. Этот проект действительно прост и удивительно эффективен при нагреве металлов с помощью высокочастотных магнитных полей.
Индукционный нагреватель DIY потребляет 1,4 кВт и нагревает металл | Hackaday
hackaday.com › 29.11.2020 › diy-induction-heater-…
29.11.2020 · Индукционные нагреватели могут нагревать токопроводящие предметы невероятно горячими, создавая вихревые токи внутри металла. Они используются в самых разных …
[PDF] Индукционный нагреватель DynaVap своими руками — Mikrocontroller.net
www.mikrocontroller.net › Приложение › Руководство_Induction_Heater_DIY
Индукционный нагреватель DynaVap своими руками от u/beasthoss. Инструменты. ○. [Требуется] Маленькая отвертка. ○. В некоторых модулях нагревателя используются винты с крестообразным шлицем, а в других . ..
..
Как сделать мини-индукционный нагреватель — Hackster.io
www.hackster.io 28.03.2022 · Как сделать мини индукционный нагреватель. Обогреватель, похожий на коммерческий и предназначенный для бюджетных задач. Например, резка ПВХ или пластика или нагрев …
Схема индукционного нагревателя своими руками — YouTube — Pinterest
www.pinterest.de › Entdecken › Elektronik
Как работает индукционный нагрев? || Схема индукционного нагревателя своими руками — YouTube Arduino Projekte. Бесухен. Шпайхерн. Фон. youtube.com …
Индукционный нагреватель своими руками — взломанные гаджеты — Блог о технологиях своими руками — Pinterest
www.pinterest.com › Обзор › Электроника
Мощный индукционный нагреватель своими руками : Индукционные нагреватели, безусловно, являются одним из самых эффективных способов нагрева металлических предметов, особенно черных металлов.
ähnliche shanfragen
Индукционный нагреватель 3KW
Индукционный нагреватель.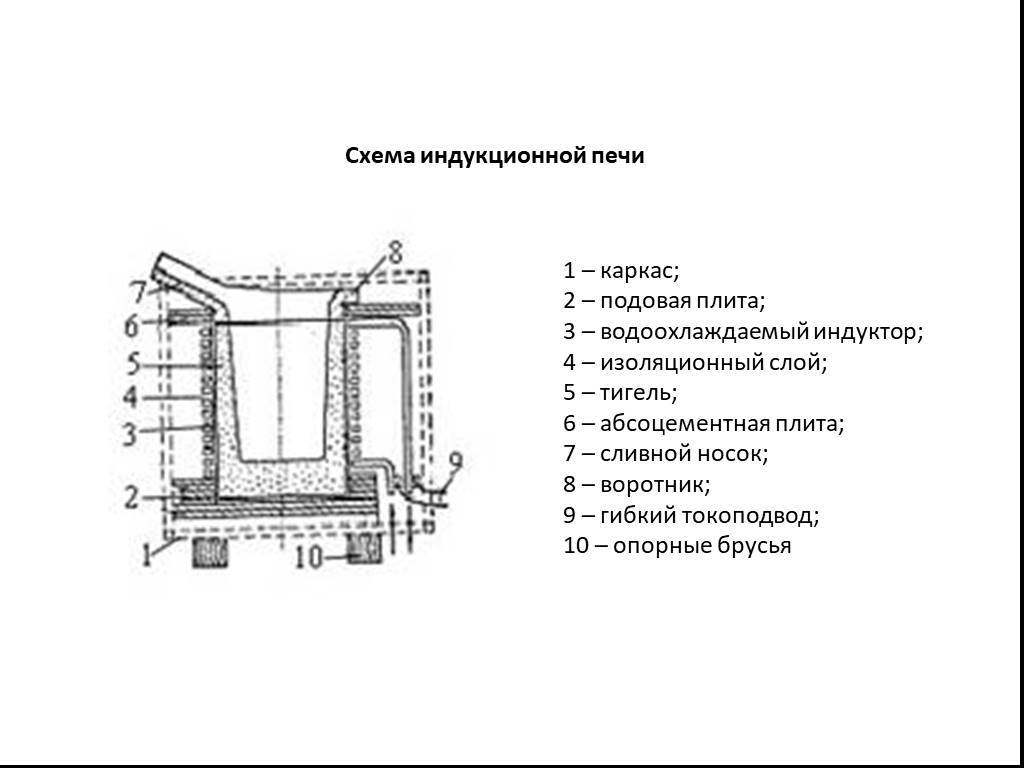 -induction-heater-reddit — Google
-induction-heater-reddit — Google
ВсеСкидкиВидеоПокупкиКартыНовостиКупить
Такой вариант
Индукционный нагреватель своими руками? : р/Dynavap — Reddit
www.reddit.com › Dynavap › комментарии › diy_indu…
22.03.2021 · Самое сложное, что я нашел, это настроить катушку так, как я хочу: по умолчанию она так быстро нагревается, мэм хиты, но я хотел сильного удара …
Первый самодельный индукционный нагреватель для моего Dynavap 🙂 : r/vaporents — Reddit
www.reddit.com · Индукционный нагреватель использует вихревые токи посредством электромагнитной индукции для возбуждения ферромагнитного металла в катушке, вызывая его нагрев …
Самый практичный индукционный нагреватель, который вы когда-либо видели?
www.reddit.com › Dynavap › комментарии › whats_th…
20.09.2019 · Все эти индукционные нагреватели просты в сборке. Все они используют одну и ту же схему, поэтому большая часть работы заключалась в том, чтобы выяснить, как ее получить. ..
..
Список лучших руководств по индукционным нагревателям своими руками? : r/Dynavap — Reddit
www.reddit.com › Dynavap › комментарии › dblk93
01.10.2019 · Список лучших руководств по индукционным нагревателям своими руками?
Самый простой способ сделать индукционный нагреватель своими руками? : r/Dynavap — Reddit
www.reddit.com › Dynavap › комментарии › easy_w…
29.04.2018 · Я хорошо учусь и мастерю, но не разбираюсь в пайке и электричестве. Я спросил о самом простом способе, и мне сказали, что …
5-минутное руководство по индукционному нагревателю без навыков за 15 долл. США – Reddit
www.reddit.com › Dynavap › комментарии › the_5_m. ..
28.08.2018 · 98 голосов, 26 комментариев. Собрать базовую версию индукционного нагревателя для вапорайзера проще, чем вы думаете. В этом уроке я …
Индукционный нагреватель своими руками, для чайников/упрощенный? : r/Dynavap — Reddit
www.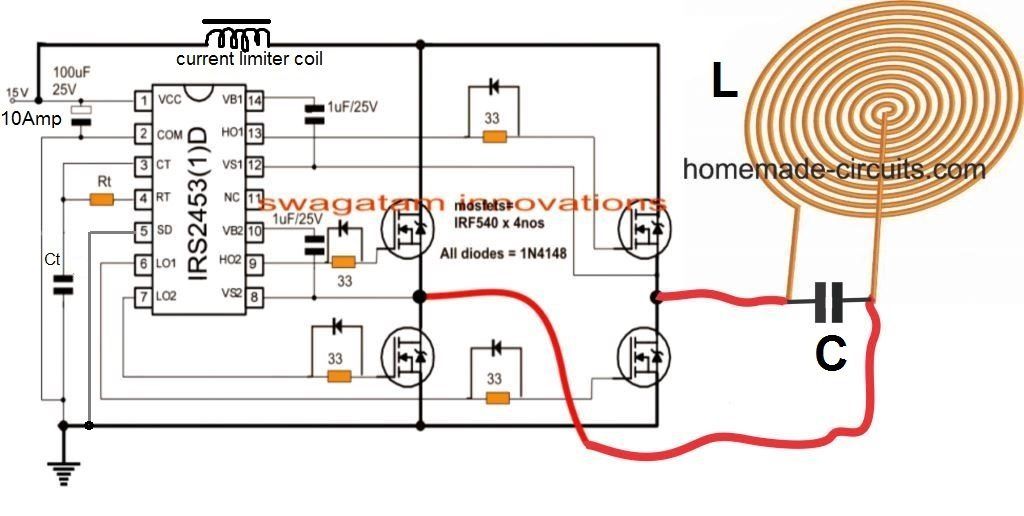 reddit.com › Dynavap › комментарии › diy_indu…
reddit.com › Dynavap › комментарии › diy_indu…
21.08.2018 · Есть ли способ, чтобы кто-нибудь, хорошо разбирающийся в электронике/проводке/индукционных нагревателях, построил такой может помочь перевести на очень …
Индукционный нагреватель своими руками: r/vaporents — Reddit
www.reddit.com › вапоренты › комментарии › diy_ind…
19.08.2021 · Итак, я сделал индукционный нагреватель для своего Dynavap. Я использую блок питания на 5 ампер, но когда он щелкает, мне приходится его держать еще четыре секунды до …
Мой индукционный нагреватель своими руками (видео и детали в комментариях) : r/Dynavap
www.reddit.com › Dynavap › my_diy_induction_h…
11.12.2018 · Все просто достаточно после того, как вы начнете понимать, что это просто входные и выходные провода. https://reddit.com/r/Dynavap/comments/9lsepq/ …
Индукционный нагреватель dynavap своими руками — Reddit
www.reddit.com › Dynavap › комментарии › diy_dyn.