
Индукционная печь. Схема индукционной печи.
Главная » Технология нагрева и нагревательное оборудование
Опубликовано: Рубрика: Технология нагрева и нагревательное оборудованиеАвтор: admin
Индукционная печь — индукционная плавильная печь, электротермическая установка для плавки материалов с использованием индукционного нагрева. В промышленности применяют в основном индукционные тигельные печи и индукционные канальные печи.
Индукционная нагревательная установка
Технология нагрева и нагревательное оборудование
Тигельная индукционная печь состоит из индуктора, представляющего собой соленоид, выполненный из медной водоохлаждаемой трубки, и тигля, который в зависимости от свойств расплава изготовляется из керамических материалов, а в специальных случаях — из графита, стали и др.
Схемы индукционных плавильных печей
а — тигельная, б — канальная
1 — индуктор; 2 — расплавленный металл; 3 — тигель; 4 — магнитный сердечник; 5 — подовый камень с каналом тепловыделения
Основные узлы канальной индукционной печи: плавильная ванна и так называемая индукционная единица, в которую входят подовый камень, магнитный сердечник и индуктор. Отличие канальных печей от тигельных состоит в том, что преобразование электромагнитной энергии в тепловую происходит в канале тепловыделения, который должен быть постоянно заполнен электропроводящим телом. Для первичного пуска канальных индукционных печей в канал заливают расплавленный металл или вставляют шаблон из материала, который будет плавиться в печи.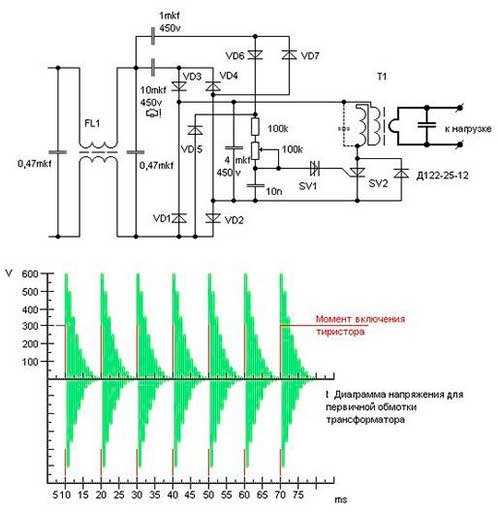
Технология нагрева и нагревательное оборудование
Индукционный нагрев. Индукционный нагрев металла. Индукционный нагрев схема.
В канальных индукционных печах выплавляют цветные металлы и их сплавы, чугун. Ёмкость плавильных ванн печей может быть от нескольких сотен килограммов до сотен тонн; питание печей осуществляется током промышленной частоты.
Для плавки в индукционных печах характерны: относительно холодный шлак, так как тепло выделяется в расплавленном металле; большая производительность процесса; интенсивное перемешивание и высокое качество переплавляемого металла. Индукционные печи применяют для переплава и рафинирования металлов, а также в качестве миксеров (копильников) для хранения и перегрева жидкого металла перед разливкой.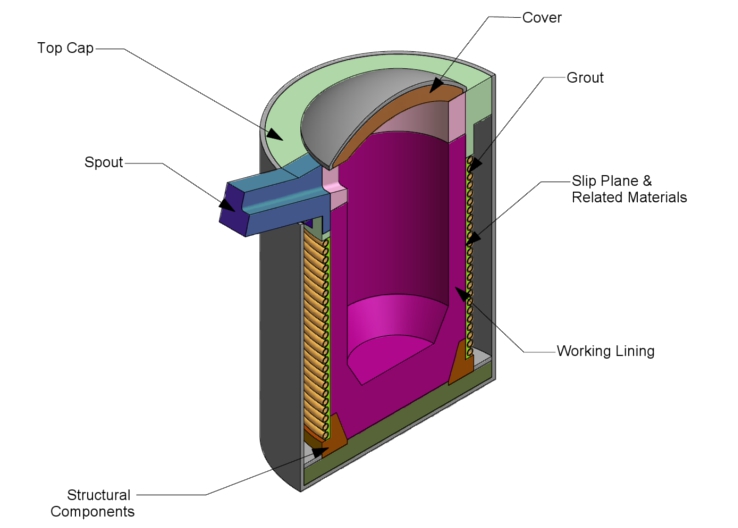
0 печи плавильные печи
Понравилась статья? Поделиться с друзьями:
Печь индукционная своими руками: схема, сборка
Сейчас печи с индукционной системой повсеместно используются в процессе плавки металлов. Ток, производимый в поле индуктора, способствует нагреву вещества, и эта особенность таких устройств является не только основной, но и важнейшей. Обработка приводит к тому, что вещество претерпевает несколько превращений. Первым этапом преобразования является электромагнитная стадия, после нее электрическая, а потом и тепловая. Температура, которую выделяет печка, применяется практически без остатка, поэтому такое решение является самым лучшим среди всех прочих. Многих может заинтересовать печь индукционная, своими руками руками изготовленная. Далее будет рассказано о возможностях реализации подобного решения.
Типы печей для плавки металлов
Этот вид оборудования можно условно разделить на основные категории. У первой в качестве основания выступает сердечный канал, а металл размещается в таких печах кольцевым способом вокруг индуктора. У второй категории нет такого элемента. Этот вид имеет название тигля, и металл тут размещается внутри самого индуктора. Замкнутый сердечник в этом случае использовать технически невозможно.
У первой в качестве основания выступает сердечный канал, а металл размещается в таких печах кольцевым способом вокруг индуктора. У второй категории нет такого элемента. Этот вид имеет название тигля, и металл тут размещается внутри самого индуктора. Замкнутый сердечник в этом случае использовать технически невозможно.
Базовые принципы
Плавильная печь в данном случае работает на базе явления магнитной индукции. И тут имеется несколько компонентов. Индуктор – это важнейшая составляющая этого приспособления. Он представляет собой катушку, проводниками в которой служат не обычные провода, а медные трубки. Это требование выставляет сама конструкция плавильных печей. Ток, который проходит в индукторе, порождает магнитное поле, оказывающее воздействие на тигель, внутри которого расположен металл. В этом случае на материал возложена роль вторичной трансформаторной обмотки, то есть сквозь него проходит ток, нагревающий его. Так и осуществляется плавление, даже если сделана индукционная печь своими руками.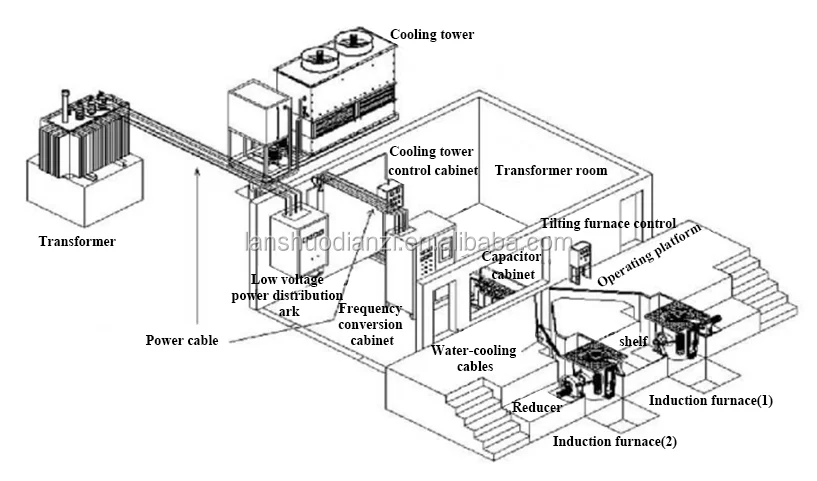 Как построить такой тип печи и увеличить ее эффективность? Это важный вопрос, на который есть ответ. Использование токов повышенной частоты позволяет заметно увеличить степень эффективности оборудования. Для этого уместно использовать специальные блоки питания.
Как построить такой тип печи и увеличить ее эффективность? Это важный вопрос, на который есть ответ. Использование токов повышенной частоты позволяет заметно увеличить степень эффективности оборудования. Для этого уместно использовать специальные блоки питания.
Особенности индукционных печей
Этот тип оборудования обладает определенными характерными чертами, которые являются как преимуществами, так и недостатками.
Так как распределение металла должно быть равномерным, полученный материал характеризуется хорошей однородной массой. Этот тип печи работает за счет транспортировки энергии по зонам, при этом представлена и функция фокусировки энергии. Для использования доступны такие параметры, как емкость, рабочая частота и способ футеровки, а также регуляция температуры, при которой происходит плавление металла, что заметно облегчает рабочий процесс. Имеющийся технологический потенциал печи создает высокий темп плавки, устройства являются экологически чистыми, совершенно безопасными для человека и готовыми к работе в любой момент.
Самым заметным недостатком такого оборудования является сложность его чистки. Так как нагревание шлака происходит исключительно за счет тепла, выделяемого металлом, этой температуры не хватает для обеспечения его полноценного использования. Высокая разница в температуре металла и шлака не позволяет делать процесс удаления отходов максимально простым. В качестве еще одного недостатка принято выделять зазор, из-за которого требуется всегда уменьшать толщину футеровки. Из-за таких действий спустя некоторое время она может оказаться неисправной.
Использование индукционных печей в промышленных масштабах
В промышленности чаще всего встречаются тигельные и канальные индукционные печи. В первых осуществляется плавка любых металлов в произвольных количествах. Емкости для металла в таких вариантах способны умещать до нескольких тонн металла. Конечно, индукционные плавильные печи своими руками в данном случае сделать невозможно. Канальные печи предназначены для выплавки цветных металлов разных видов, а также чугуна.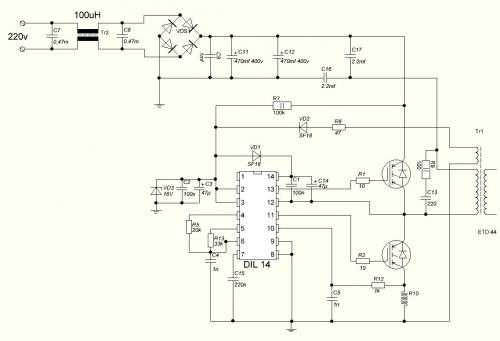
Индукционные печи своими руками
Этой темой часто интересуются любители радио-проектирования и радио-технологий. Сейчас становится понятно, что создавать индукционные печи своими руками – это вполне реально, а сделать это удавалось очень многим. Однако для создания подобного оборудования требуется воплотить в жизнь действие электрической схемы, которая содержала бы прописанные действия самой печи. Подобные решения требуют привлечения высокочастотных генераторов, способных производить волновые колебания. Простая индукционная печь своими руками по схеме может быть построена с использованием четырех электронных ламп в комбинации с одной неоновой, подающей сигнал о том, что система готова к работе.
В данном случае ручка конденсатора переменного тока размещается не внутри прибора. Благодаря этому может быть создана индукционная печь своими руками. Схема прибора подробно описывает расположение каждого отдельного элемента. Убедиться в том, что устройство получилось достаточно мощным, можно, если воспользоваться отверткой, которая должна доходить до раскаленного состояния буквально за несколько секунд.
Особенности
Если вами создается индукционная печь своими руками, принцип работы и сборка которой изучается и производится по соответствующей схеме, вам стоит знать, что на скорость плавления в данном случае может повлиять один или несколько факторов, перечисленных далее:
— импульсная частота;
— гистерезисные потери;
— генераторная мощность;
— период выхода тепла наружу;
— потери, связанные с возникновением вихревых токов.
Если вами собирается печь индукционная своими руками, то при использовании ламп требуется помнить, что их мощность должна распределяться так, чтобы четырех штук было достаточно. При использовании выпрямителя получится сеть примерно в 220 В.
Бытовое применение печей
В быту такие устройства используются достаточно редко, хотя подобные технологии можно встретить в отопительных системах. Их можно увидеть в форме микроволновых печей, электрических духовок и индукционных плит. В среде новых технологий данная разработка нашла широкое применение. К примеру, использование вихревых индукционных токов в индукционных плитах позволяет готовить огромное разнообразие блюд. Так как для разогрева им требуется очень мало времени, конфорку нельзя включить, если на ней ничего не стоит. Однако для использования таких особых и полезных плит требуется специальная посуда.
К примеру, использование вихревых индукционных токов в индукционных плитах позволяет готовить огромное разнообразие блюд. Так как для разогрева им требуется очень мало времени, конфорку нельзя включить, если на ней ничего не стоит. Однако для использования таких особых и полезных плит требуется специальная посуда.
Процесс сборки
Тигельная печь индукционная своими руками состоит из индуктора, который представляет собой соленоид, произведенный из водоохлаждаемой медной трубки и тигля, который может быть изготовлен из керамических материалов, а иногда из стали, графита и прочих. В таком устройстве можно выплавлять чугун, сталь, драгоценные металлы, алюминий, медь, магний. Индукционные печи своими руками изготавливаются с емкостью тигля от пары килограмм до нескольких тонн. Они могут быть вакуумными, газонаполненными, открытыми и компрессорными. Питаются печи токами высокой, средней и низкой частоты.
Итак, если вас интересует индукционная печь своими руками, схема предполагает использование таких основных узлов: плавильной ванны и индукционной единицы, в которую включаются подовый камень, индуктор и магнитный сердечник.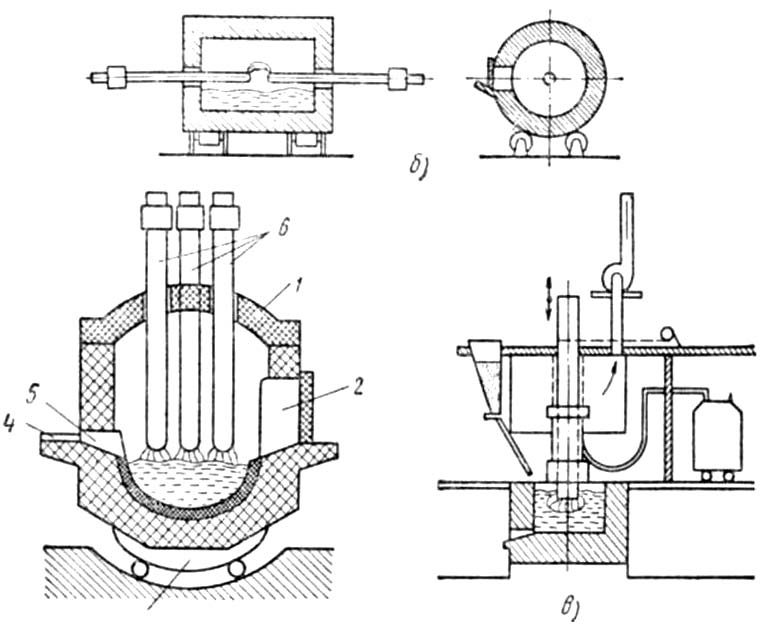 Канальная печь отличается от тигельной тем, что электромагнитная энергия преобразуется в тепловую в канале тепловыделения, в котором постоянно должно быть электропроводящее тело. Чтобы произвести первичный пуск канальной печи, в нее заливают расплавленный металл либо вставляют шаблон из материала, способного расправиться в печи. Когда плавка завершается, металл сливается не полностью, а остается «болото», предназначенное для заполнения канала тепловыделения для пуска в будущем. Если собирается печь индукционная своими руками, то для облегчения замены подового камня для оборудования он делается отъемным.
Канальная печь отличается от тигельной тем, что электромагнитная энергия преобразуется в тепловую в канале тепловыделения, в котором постоянно должно быть электропроводящее тело. Чтобы произвести первичный пуск канальной печи, в нее заливают расплавленный металл либо вставляют шаблон из материала, способного расправиться в печи. Когда плавка завершается, металл сливается не полностью, а остается «болото», предназначенное для заполнения канала тепловыделения для пуска в будущем. Если собирается печь индукционная своими руками, то для облегчения замены подового камня для оборудования он делается отъемным.
Компоненты печи
Итак, если вас интересует индукционная мини-печь своими руками, то важно знать, что ее главным элементом является нагревательная катушка. В случае самодельного варианта достаточно использовать индуктор, выполненный из голой медной трубки, диаметр которой составляет 10 мм. Для индуктора используется внутренний диаметр 80-150 мм, а количество витков – 8-10. Важно, чтобы витки не соприкасались, а расстояние между ними было 5-7 мм. Части индуктора не должны соприкасаться с его экраном, минимальный зазор должен быть 50 мм.
Части индуктора не должны соприкасаться с его экраном, минимальный зазор должен быть 50 мм.
Если вами собирается печь индукционная своими руками, то вы должны знать, что в промышленных масштабах охлаждением индукторов занимается вода или антифриз. В случае малой мощности и непродолжительной работы создаваемого прибора можно обойтись и без охлаждения. Но при работе индуктор сильно нагревается, а окалина на меди может не просто резко снизить КПД устройства, но и привести к полной утрате его работоспособности. Самостоятельно невозможно сделать индуктор с охлаждением, поэтому потребуется его регулярная замена. Нельзя использовать принудительное воздушное охлаждение, так как корпус вентилятора, размещенного поблизости с катушкой, «притянет» к себе ЭМП, что приведет к перегреву и падению КПД печи.
Генератор
Когда собирается индукционная печь своими руками, схема предполагает использование такого важного элемента, как генератор переменного тока. Не стоит пытаться делать печь, если вы не владеете основами радиоэлектроники хотя бы на уровне среднеквалифицированного радиолюбителя.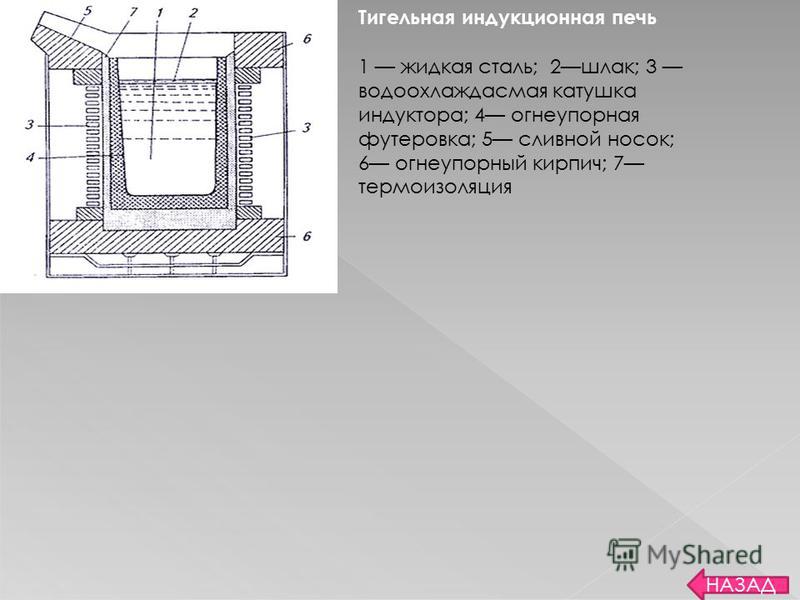 Выбор схемы генератора должен быть таким, чтобы он не давал жесткий спектр тока.
Выбор схемы генератора должен быть таким, чтобы он не давал жесткий спектр тока.
Использование индукционных печей
Данный тип оборудования получил широкое распространение в таких областях, как литейное производство, где металл уже прошел очистку и требуется придать ему какую-то конкретную форму. Так же можно получить некоторые сплавы. В ювелирном производстве они тоже получили распространение. Несложный принцип работы и возможность того, чтобы была собрана печь индукционная своими руками, позволяют повысить рентабельность ее использования. Для этой области можно использовать приборы с емкостью тигля до 5 килограмм. Для небольших производств такой вариант будет оптимальным.
Технологическая схема индукционной печи
Технологическая схема индукционной печи является необходимым условием для создания профессиональной и безопасной плавильной печи. Полное завершение каждого проекта неотделимо от него как эталона проектирования.
Индукционная печь — это печь, в которой используется индукционный ток для выработки тепла для нагрева и плавления железа.
Индукционные печи можно разделить на два типа: стержневые и без сердечника. Индукционные печи с сердечником редко используются в сталеплавильном производстве и здесь не рассматриваются.
Индукционные печи без тигля можно разделить на три типа в зависимости от частоты источника питания:
Печи промышленной частоты (частота 50 или 60 Гц), напрямую подключенные к электросети через трансформатор, в основном используемые для плавка чугуна;
Печь промежуточной частоты (частота 150 Гц~10000 Гц), используемая мощность генераторная установка промежуточной частоты, утроитель частоты или тиристорный статический преобразователь частоты:
Высокочастотная печь (частота 10 кГц ~ 300 кГц), используемая мощность представляет собой высокочастотный ламповый генератор, который в основном используется для небольших лабораторных исследований.
Полный комплект оборудования индукционной печи промежуточной частоты включает: часть источника питания и электрического управления, часть корпуса печи, передаточное устройство и систему водяного охлаждения
Все виды индукционных печей, будь то индукционные печи с сердечником или без тигельных , независимо от частоты сети, промежуточной частоты или высокой частоты, их основные схемы состоят из источника питания переменной частоты, конденсаторов, индукционных катушек и материалов металлической печи в тигле.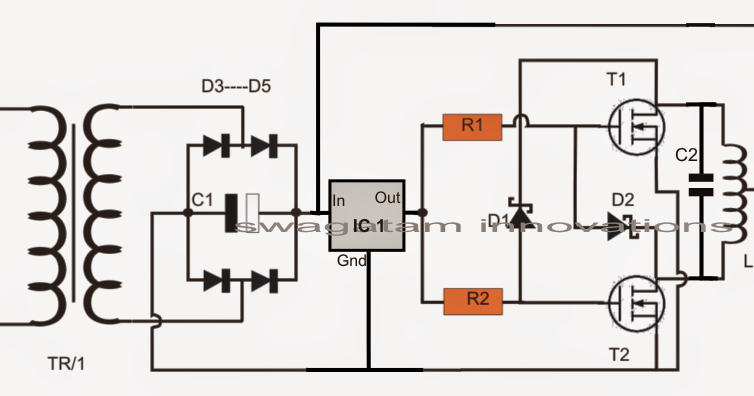
Принцип индукционного нагрева основан на двух основных законах электричества:
Одним из них является закон электромагнитной индукции Фарадея. Величина индуцированной электродвижущей силы в цепи пропорциональна скорости изменения магнитного потока, проходящего через цепь.
Второй закон Джоуля-Ленца. Этот закон также известен как принцип действия тока нагрева.
Характеристики
Характеристики индукционной печи
Способ нагрева
Согласно конструкции технологической схемы индукционной печи, металлическая шихта генерирует вихревые токи под действием индукционного магнитного поля и осуществляет нагрев, плавление и рафинирование (без прямого нагрева) за счет теплоты сопротивления. Температуру легко контролировать, испарение элементов и потери при окислении малы, а скорость восстановления сплава высока. .
Условия шлакообразования
Шлак плавится под действием тепла расплавленного металла. Температура шлака ниже, чем у расплавленной стали. Он относится к холодному шлаку, и его текучесть и реакционная способность хуже, чем у шлака электродуговой печи.
Он относится к холодному шлаку, и его текучесть и реакционная способность хуже, чем у шлака электродуговой печи.
Условия перемешивания расплавленного металла
Электромагнитное перемешивание обеспечивает однородность температуры и состава расплавленной стали с хорошей дегазационной способностью (N2).
Металлургическая функция
Как правило, сырьевые условия являются суровыми и не имеют функции удаления C и P.
Процесс плавки
Процесс индукционной печи промежуточной частоты
количество влаги и масла. Добавлять такую шихту непосредственно в печь небезопасно, особенно в печь, где образовалась ванна расплава, и это часто приводит к разбрызгиванию. В то же время это также один из основных источников кислорода в продукте. Поэтому некоторые фабрики установили системы предварительного нагрева или сушки для стального лома и используют нагрев для удаления влаги и масляных пятен, оставшихся на стальном ломе, чтобы обеспечить безопасность использования и предотвратить появление источника водорода. Кроме того, добавление предварительно нагретого стального лома также может сократить время плавки плавки и снизить потребление электроэнергии.
Кроме того, добавление предварительно нагретого стального лома также может сократить время плавки плавки и снизить потребление электроэнергии.
Технологическая схема индукционной печи показана на основном рисунке.
Основные задачи сталеплавильного производства: четыре удаления и два удаления, обезуглероживание, фосфор, сера, кислород, дегазация и неметаллические включения, легирование легированной стали.
Индукционная печь не имеет условий для обезуглероживания, фосфора и серы, и в ее сырье должны использоваться переработанные материалы или металлические материалы, соответствующие условиям обезуглероживания, фосфора и серы. Раскисление и легирование осуществляют после плавки, а корректировку состава проводят рафинированием вне печи.
Использование индукционных плавильных печей очень распространено. Многие компании будут использовать индукционные плавильные печи, когда завершат процессы термообработки, горячей штамповки и плавки металла. Это незаменимая машина для плавильных компаний. Таким образом, технологическая схема индукционной печи также стала незаменимой схемой калибровки перед утверждением проекта.
Таким образом, технологическая схема индукционной печи также стала незаменимой схемой калибровки перед утверждением проекта.
Для получения дополнительной информации о процессе индукционной печи, пожалуйста, обратите внимание на наш веб-сайт, мы будем продолжать делиться актуальным контентом.
При возникновении любых вопросов или потребностей, связанных с индукционной печью, электродуговой печью, печью-ковшом и т. д., пожалуйста, обращайтесь к нам.
Вертикальная индукционная печь с сердечником Ajax Wyatt
Индукционный нагрев работает по принципу трансформатора. Он также известен как вихретоковый нагрев. В этих машинах токи индуцируются по принципу электромагнитной индукции. Он может быть низкочастотным, как в случае индукционных печей стержневого типа, или высокочастотным, как в случае индукционных печей без сердечника. В нагреваемом металле создается переменное магнитное поле, в металле индуцируются вихревые токи и в нем выделяется тепло.
DIY Индукционный нагреватель демонстрации
Пожалуйста, включите JavaScript
DIY Индукционный нагреватель.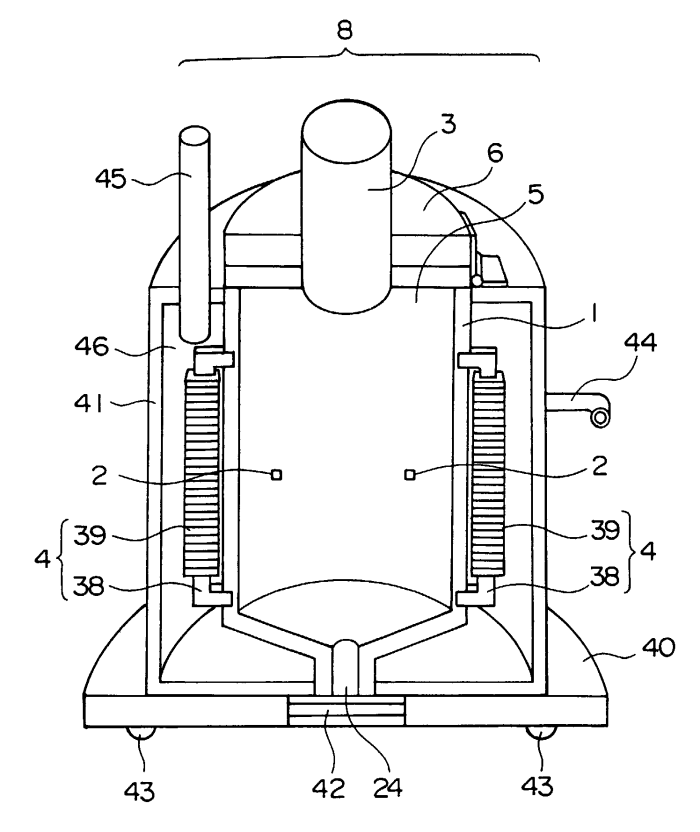 3 ,
3 ,
Где, B max = максимальная плотность потока; f = частота питания; ρ = удельное сопротивление металлической детали.
Поскольку потери на вихревые токи пропорциональны произведению квадрата частоты питания и квадрата плотности потока, поэтому, контролируя плотность потока и частоту питания, можно контролировать количество тепла. Частота может варьироваться от 50 Гц до 8 МГц в зависимости от типа выполняемой работы. Высокочастотный вихретоковый нагрев часто используется для ковки и отжига.
Существует два типа индукционного нагрева:
- Прямой индукционный нагрев.
- Непрямой индукционный нагрев.
Прямой индукционный нагрев : При прямом индукционном нагреве вихревые токи возникают внутри самого нагреваемого материала. Примерами прямого индукционного нагрева являются высокочастотный вихретоковый нагрев, применяемый для поверхностной закалки или отпуска различных деталей машин, отжига стальных полос, пайки.
Индукционная печь стержневого типа используется для плавки цветных металлов, таких как медь, цинк и латунь. По такому же принципу работает и индукционная печь без тигля, используемая для получения различных сортов высококачественной стали.
Непрямой индукционный нагрев : Примером непрямого индукционного нагрева является косвенная индукционная печь, которая предпочтительнее печи сопротивления из-за ее превосходного контроля температуры. Он используется для тех же целей, что и печь сопротивления.
Кроме того, в методе непрямого индукционного нагрева вихревые токи индуцируются в нагревательных элементах за счет электромагнитной индукции, которая производит тепло в нагревательных элементах. Вырабатываемое таким образом тепло передается телу, которое нагревается излучением.
Существует два типа индукционных печей. Это:-
- Индукционная печь стержневого типа.
- Безтигельная индукционная печь.
На рисунке показана индукционная печь стержневого типа. По сути, это трансформатор с зарядом металла, который нагревается в виде одновитковой короткозамкнутой вторичной обмотки и магнитно связан с первичной обмоткой железным сердечником.
По сути, это трансформатор с зарядом металла, который нагревается в виде одновитковой короткозамкнутой вторичной обмотки и магнитно связан с первичной обмоткой железным сердечником.
Ток, протекающий через заряд, очень велик и может составлять порядка нескольких тысяч ампер. Из рисунка видно, что связь ослаблена, а реактивное сопротивление рассеяния велико; следовательно, коэффициент мощности низкий. Печь работает на очень низкой частоте (скажем, 10 Гц), чтобы преодолеть эту трудность.
Основным недостатком является то, что электромагнитные силы создают сильную турбулентность расплавленного металла, которая полезна до определенного момента, но становится слишком сильной, если частота не поддерживается низкой. Другим недостатком этой печи является то, что тигель имеет неудобную форму с металлургической точки зрения.
На момент запуска в тигле должно находиться полное кольцо металла; в противном случае вторичный контур останется разомкнутым, и печь не будет производить тепло.
Еще одним недостатком является то, что требуется питание низкой частоты (10 Гц), для чего требуется преобразователь частоты, что требует дополнительных затрат. Из-за упомянутых выше недостатков индукционные печи стержневого типа в настоящее время устарели.
Печь Ajax Wyatt
Усовершенствованной формой индукционной печи стержневого типа является печь Ajax Wyatt. Эта печь очень подходит для непрерывной работы и может работать на стандартной частоте питания, т. е. 50 Гц. Сердечник изготовлен из многослойной стали, а один виток расплавленного металла образует вторичный контур.
Зарядка подается сверху, а расплавленный металл выливается через желоб. Перемешивание производится за счет пинч-эффекта, который пропорционален квадрату ампер-витков. Вторичный контур завершается только тогда, когда в «V» достаточно расплавленного металла для замыкания вторичного контура.
В случае, если печь должна оставаться без работы в течение ночи, применяется пониженное напряжение, которое обеспечивает достаточно энергии, чтобы удерживать металл в состоянии «V» в расплавленном состоянии.
Применение печи Ajax Wyatt : Таким образом, индукционная печь Ajax Wyatt с вертикальным сердечником очень подходит для непрерывной работы. Предусмотрено надлежащее приспособление печи для выпуска расплавленного металла. Коэффициент мощности схемы составляет около 0,8, а мощность, необходимая для завершения плавки печи за приемлемое время, составляет около 200 кВт на тонну. Плавление завершается примерно за 1-2 часа для крупных размеров и за меньшее время для меньших размеров.
Печь Ajax Wyatt используется для плавки и рафинирования цветных металлов, таких как латунь, медь и цинк. Его эффективность составляет около 75 процентов. Стандартные размеры этих печей 60 — 300 кВт, однофазные 50 Гц, работающие на 600 вольт.
Преимущества печи Ajax Wyatt
:-- Простота управления.
- Обеспечивает идеальные условия работы в прохладной атмосфере без грязи, шума и дыма.
- Высокий коэффициент мощности от 0,8 до 0,85 по сравнению с
- Отсутствие тигля.

- Равномерное перемешивание шихты дает однородный состав.
Тигельная индукционная печь
В тигельной индукционной печи сердечник не предусмотрен. В этом случае также расплавляемая шихта производится вторично трансформатора. Первичная обмотка наматывается на сам тигель. Вихревые токи, возникающие в заряде, не только нагревают его, но и вызывают перемешивание. Это основной принцип работы индукционной печи без сердечника.
Снаружи первичной обмотки располагаются пластины из железа, чтобы создать путь с низким магнитным сопротивлением для магнитного потока, а также сдержать поле рассеяния, которое в противном случае может индуцировать сильный ток в опорной стальной конструкции.
Используемая частота зависит от размера тигельной индукционной печи. Для маломощной печи используется высокая частота порядка 3000 Гц. В то время как для печи большой емкости частоты снижаются до 600 Гц. Используются полые медные трубы, в которых циркулирует холодная вода для уменьшения потерь меди.
Коэффициент мощности таких печей очень низкий (от 0,1 до 0,3). Поэтому статические конденсаторы используются для улучшения коэффициента мощности установки.
Поскольку коэффициент мощности не остается постоянным во время работы печи, емкость в цепи во время цикла нагрева изменяется для поддержания коэффициента мощности приблизительно равным единице.
Безтигельная индукционная печь в основном используется для плавки стали и других черных металлов. Доступные емкости варьируются от 50 кг до 20 тонн. Первоначальная стоимость больше по сравнению с дуговой печью.
Преимущества тигельных индукционных печей:
- Низкие эксплуатационные расходы,
- автоматическое перемешивание, создаваемое вихревыми токами,
- низкая потеря эрекции,
- отсутствие грязи, шума дыма и т.п.
- меньше времени плавки,
- простая заправка и заливка, точный контроль мощности,
- наиболее подходит для производства высококачественных легированных сталей.
