Индукционные печи. Виды и работа. Применение и особенности
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Работа индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры.
Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печейИндукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
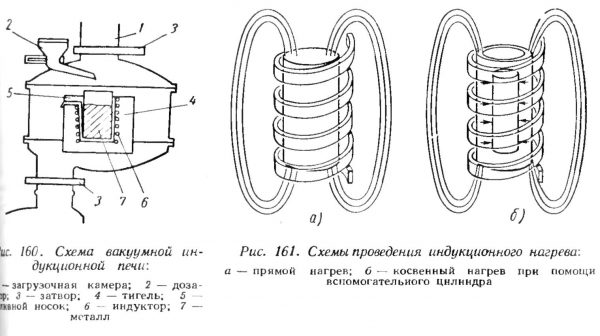
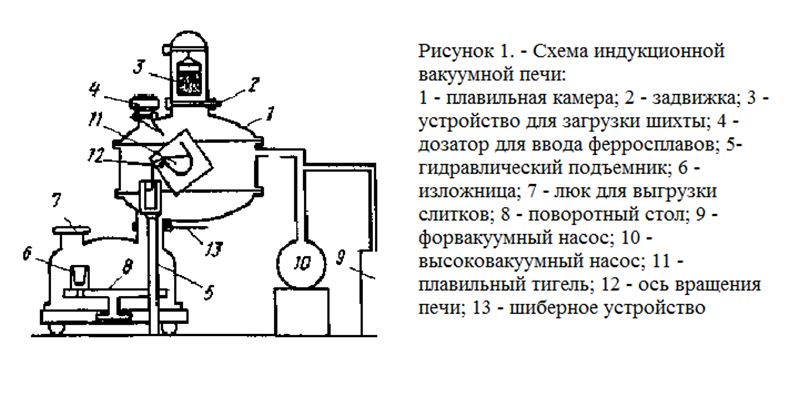
Вакуумные индукционные печиТакая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки:
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.

Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печиПечи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.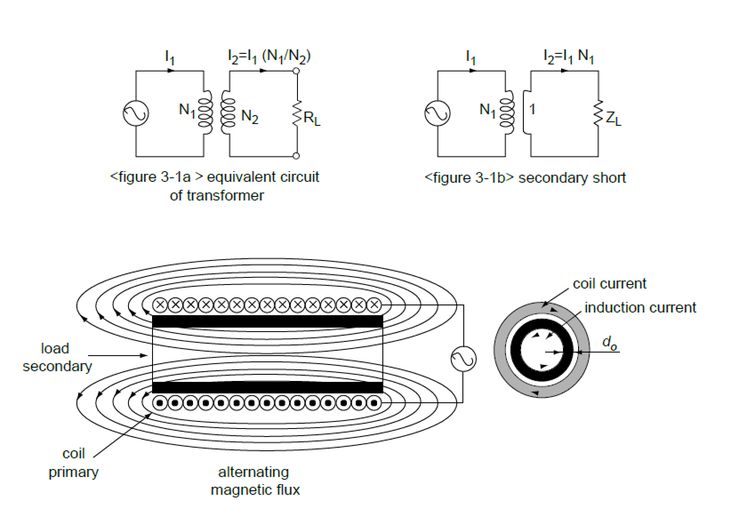
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей:
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей:
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм2, при охлаждении водой допустимый ток 20 ампер на мм2. Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов.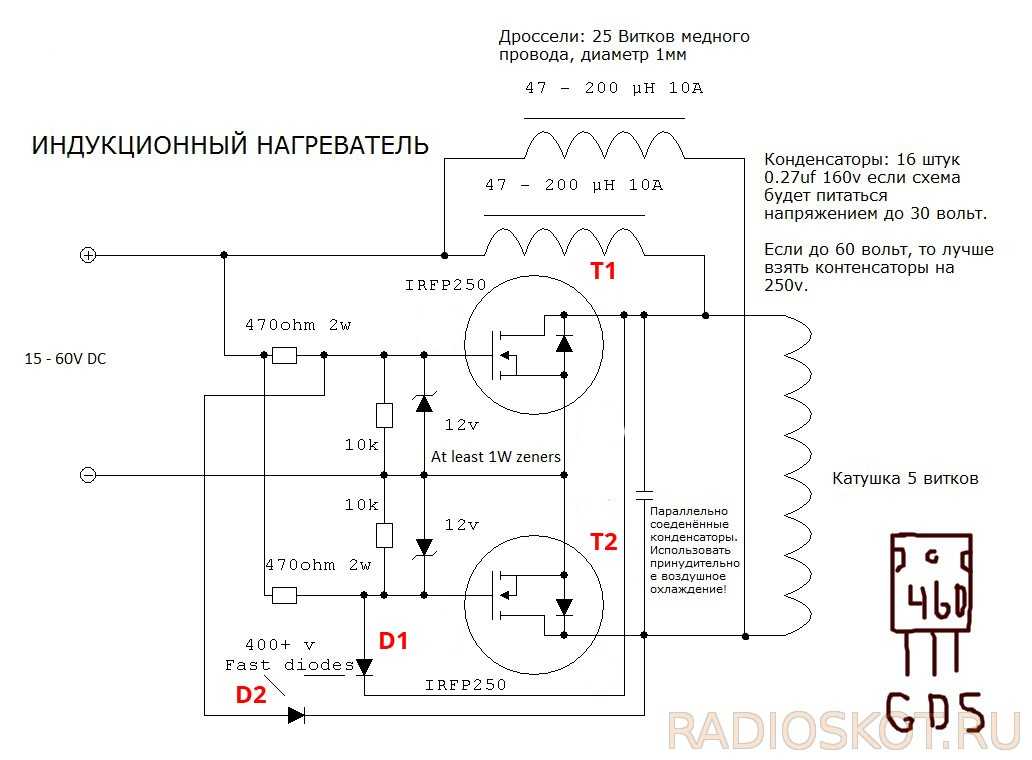 Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают трансформатор на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.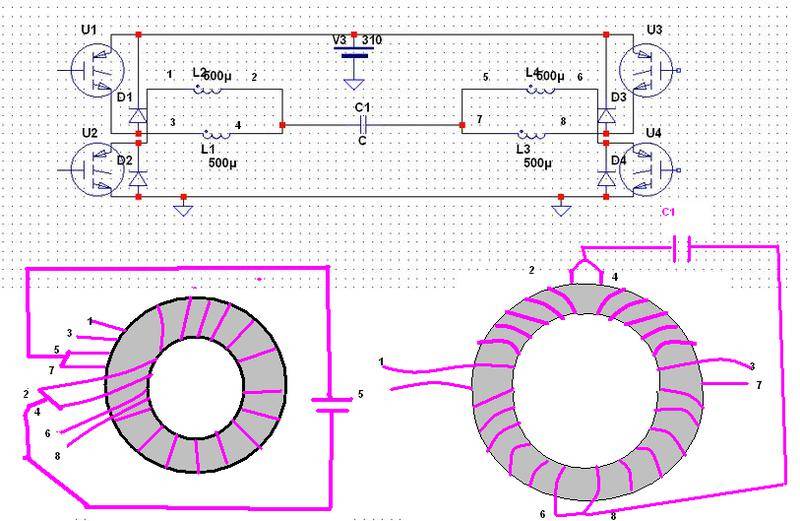
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
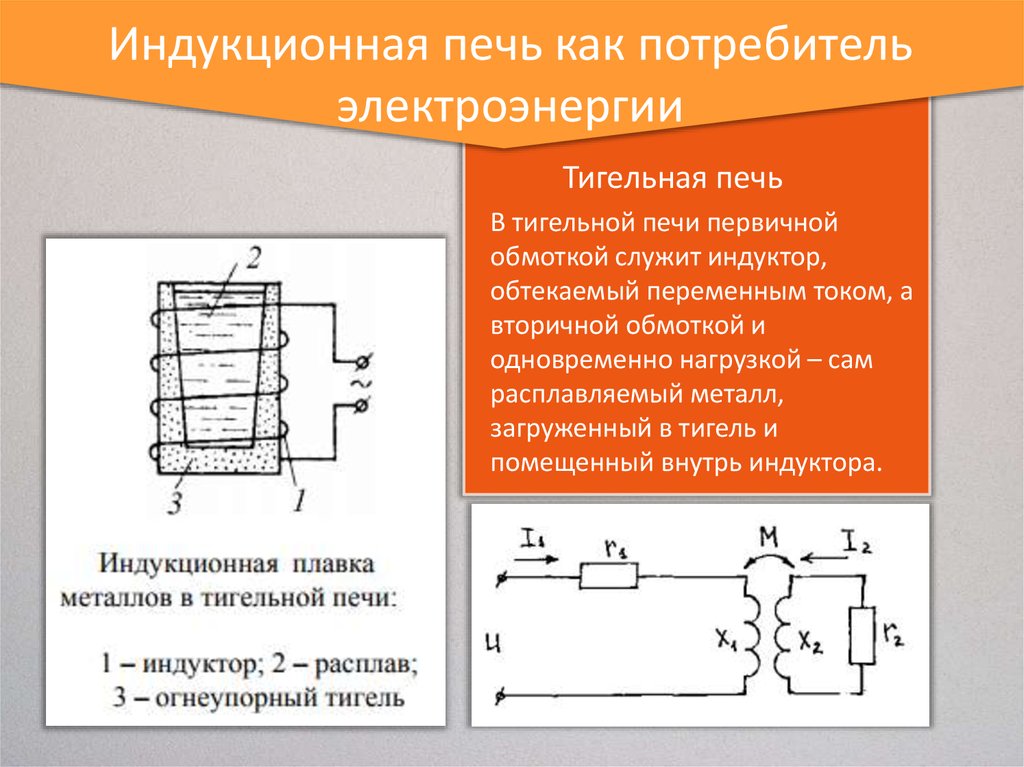
Тигельные индукционные печиОсновными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей:
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей:
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещенияЧаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети.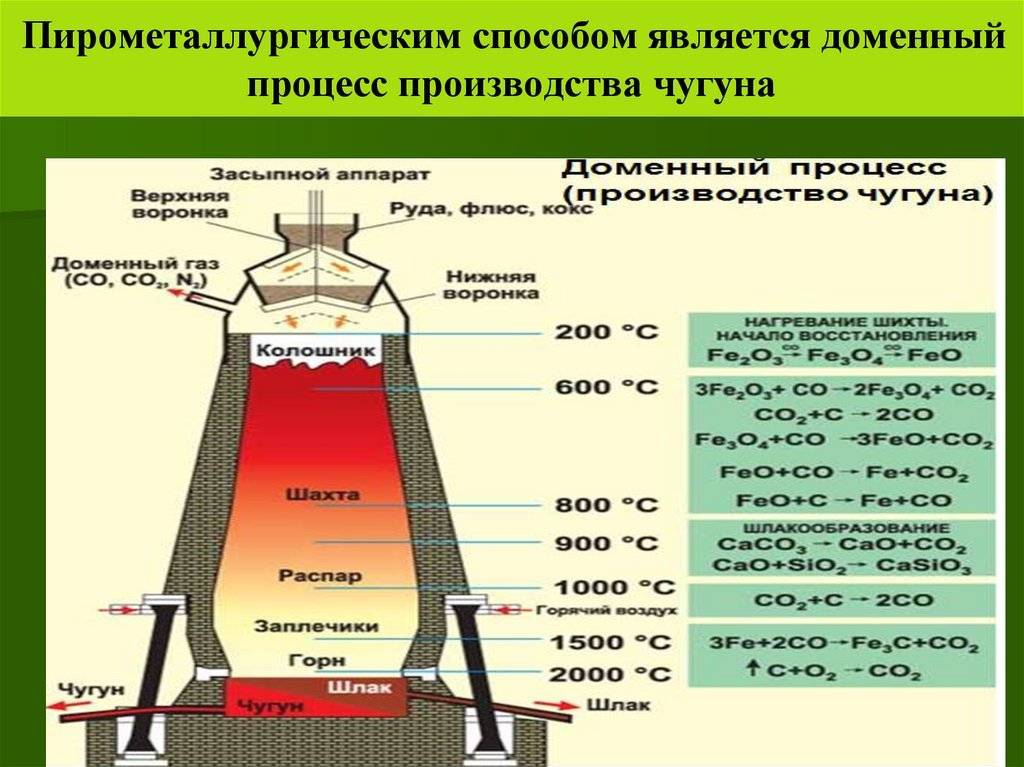 Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.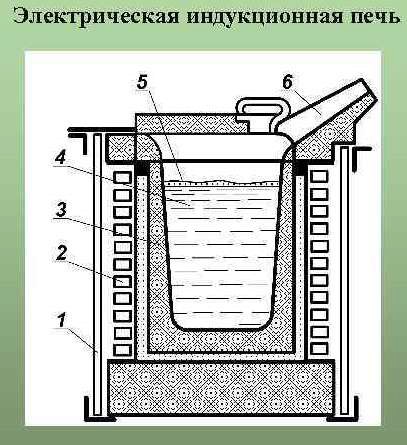
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печейПроцесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.

- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Похожие темы:
- Микроволновые печи. Виды и работа. Как выбрать и особенности
- Конвекционная печь. Виды и устройство. Работа и особенности
- Индукционные котлы отопления. Виды и устройство. Работа
- Миканитовые нагреватели. Особенности. Виды и применение
- Сварочный аппарат (Часть 1). Типы и особенности. Сварка. Дуга. Применение
- Сварочный аппарат (Часть 2). Виды и особенности. Применение. Как выбрать
- Инверторные сварочные аппараты. Как выбрать. Типы и работа
принцип работы, схема самодельного устройства, правила безопасности
Разработанные более века назад, индукционные печи прочно входят в наш быт. Это стало возможно благодаря развитию электроники. Взрывной рост мощности контроллеров, выполненных на основе кремниевых полупроводников и появление в широкой продаже транзисторов, способных обеспечивать большие мощности (в несколько киловатт) в последние годы приобрёл характер лавины.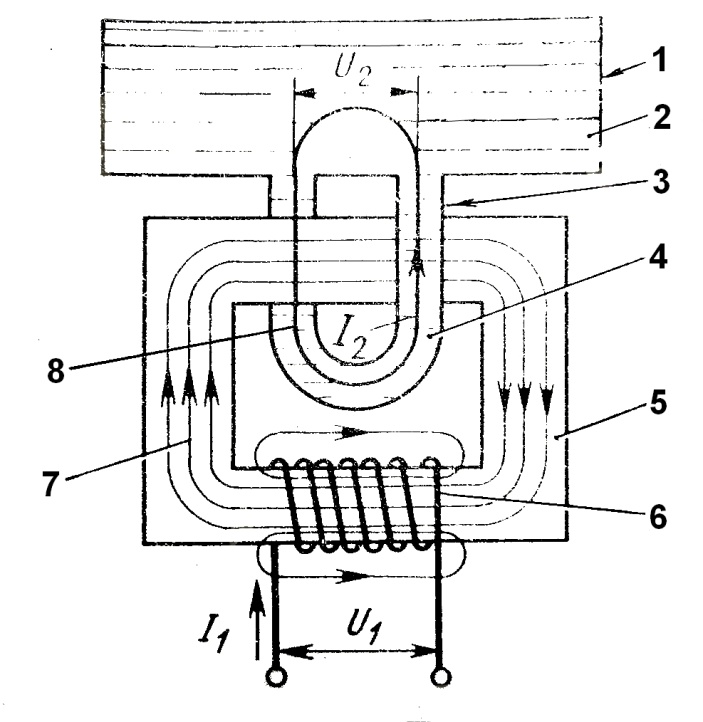 Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
- Использование и строение устройства
- Особенности конструкции и принцип работы
- Вакуумные плавильные печи
- Канальные индукционные установки
- Основные элементы схемы печи
- Техника безопасности при работе
Использование и строение устройства
Применение индукционных печей в домашнем хозяйстве позволяет избежать появления в помещении очагов открытого пламени и является довольно эффективным способом плавления и контролированного нагрева металлов и сплавов. Это происходит благодаря тому, что металл нагревается, раскаляется и расплавляется не под воздействием высокотемпературных горелок, а с помощью пропускания через себя токов большой частоты, стимулирующих активное движение частиц в структуре материала.
Стало возможным появление в быту:
- Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность.

- Водогрейных котлов, чья эффективность лежит уже сейчас далеко за пределами обычных бойлеров.
- Плит для приготовления пищи, которые не только безопаснее газовых по эксплуатационным характеристикам, но и эффективнее некоторых микроволновых печей в области разогрева еды и поддержания её температуры.
- Тигельных плавилен, которые приобрели больше всего поклонников среди людей, занимающихся самостоятельным изготовлением и ремонтом электрических устройств.
Кроме того, всё большее распространение получают электроиндукционные печки, которые работают не только с токопроводящим материалом. Их устройство немного отличается от обычных индукционных печей, так как в его основе лежит нагрев электрической индукцией материала, который не проводит ток (их ещё называют диэлектриками) между обкладками конденсатора, то есть, его выводами разной полярности. Достигаемые температуры при этом не очень большие (порядка 80−150 градусов Цельсия), поэтому такие установки применяются для плавления пластика или его термической обработки.
Особенности конструкции и принцип работы
Индукционная печь работает на основе образования в ней вихревых электрических токов. Для этого используют состоящую из витков толстого провода катушку индуктивности, к которой подводится источник переменного тока. Именно переменный ток образует постоянно меняющееся в зависимости от текущей частоты магнитное поле. Оно и провоцирует передачу этих токов помещаемому внутрь катушки веществу вместе с большим количеством тепла. Генератором при этом может выступать даже самый обычный сварочный инвертор.
Разделяют два вида индукционных печей:
- С магнитопроводом, особенностью которой является расположение индуктора внутри объёма металла, поддающегося плавке.
- Без магнитопровода — когда индуктор находится снаружи.
Конструкция с наличием магнитопровода используется, например, в канальных печах. В них используется неразомкнутый металлический (чаще всего — стальной) магнитопровод, внутри которого находятся тигель для плавки и индуктор, образовывающие первичную цепь обмотки. В качестве материала для тигля можно использовать графит, жаропрочную глину или любой другой непроводящий ток материал, обладающий подходящей термостойкостью. В нём размещают металл, который требуется расплавить. Это, как правило, всяческие сплавы цветных металлов, дюралюминий и чугун.
В качестве материала для тигля можно использовать графит, жаропрочную глину или любой другой непроводящий ток материал, обладающий подходящей термостойкостью. В нём размещают металл, который требуется расплавить. Это, как правило, всяческие сплавы цветных металлов, дюралюминий и чугун.
Генератор такой печи должен обеспечивать частоту переменного тока в пределах 400 герц. Возможны и варианты использования вместо генератора обычную электрическую сеть и питать печь с помощью тока с частотой в 50 герц, но в этом случае температура разогрева будет ниже и для более тугоплавких сплавов такая установка не подойдёт.
Тигельные же печи, не имеющие в своей конструкции магнитопровода, получили значительно большее распространение среди энтузиастов. Они используют токи значительно большей частоты для достижения большей плотности поля. Это связано как раз с отсутствием магнитопровода — слишком большой процент энергии поля рассеивается в пространстве.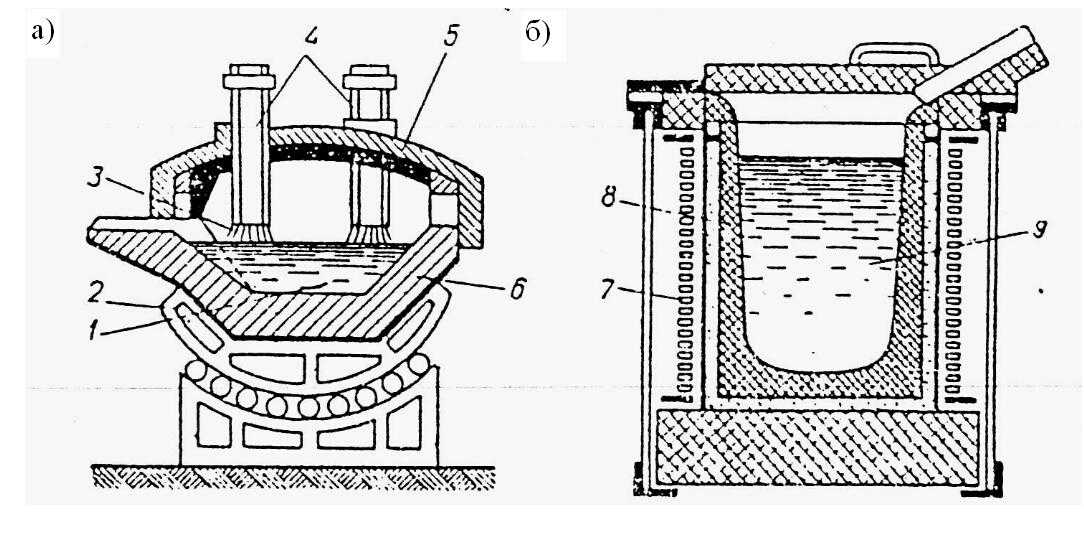 Для противодействия этому необходимо очень тонко настроить печь:
Для противодействия этому необходимо очень тонко настроить печь:
- Обеспечить равную частоту контура индукционной установки и напряжения от генератора (при использовании инвертора это сделать легче всего).
- Подобрать диаметр плавильного тигля таким образом, чтобы он был близок с длиной волны полученного излучения магнитного поля.
Таким образом можно минимизировать потери вплоть до 25% от всей мощности. Для достижения же наилучшего результата рекомендуется выставлять дважды, а то и трижды большую частоту источника переменного тока, чем резонансную. В этом случае диффузия металлов, входящих в состав сплава будет максимальной, а его качество — значительно лучше. Если повышать частоту и дальше, можно добиться эффекта выталкивания высокочастотного поля к поверхности изделия и так провести его закалку.
Вакуумные плавильные печи
Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами.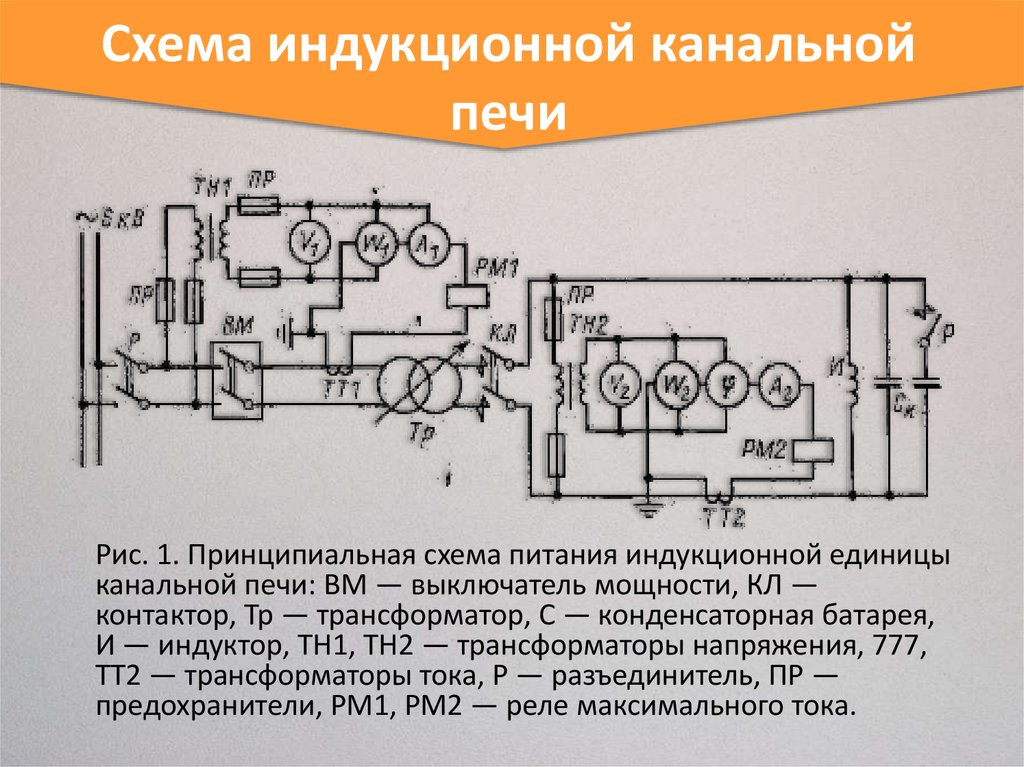 По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
Кроме того, ограниченность и замкнутость пространства способствует избежать выделения в окружающее пространство вредных испарений плавящихся металлов и сохранять чистоту процесса их обработки. Возможность контролировать состав и процесс обработки также является одним из преимуществ печей этого вида.
Канальные индукционные установки
Ещё один вид промышленных печей, имеющих более широкое применение, чем другие. Их можно использовать не только в качестве плавилен, но и как раздатчики подготовленного материала и смесители нескольких видов сырья. Типовые конструкции таких устройств включают:
- Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.
- Магнитопровода, обеспечивающего постоянную циркуляцию жидкого металла.
- Катушки первичной обмотки, которая приводит в действие магнитное поле.
Малейшее размыкание контура, который образуется жидким металлом, магнитопроводом и катушкой приводит к повышению его собственного сопротивления и мгновенному выбросу всей массы сырья из канала. Для противодействия такому явлению внутри канала оставляют «болото» — небольшую массу металла, которая поддерживается в жидком виде.
Преимущества индуктивных печей канального типа:
- Невысокая цена установок.
- Экономичность — для поддержания температуры внутри ванны, которая плохо рассеивает тепло, нужно малое количество электроэнергии.
- Коэффициент полезного действия индуктора при работе очень высок.
Недостатки:
- Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.

- Необходимость оставлять некоторое количество сырья внутри понижает качество химического состава следующей загрузки и возможности более тонкого его контроля.
- Необходимость поддерживания герметичности установки из-за угрозы разрыва магнитного поля и образования вихревого излучения. Сложность поддерживания изолированности при футеровке внутренних стен установки некоторыми составами.
Основные элементы схемы печи
Для того чтобы собрать установку и выполнять работы на ней, необходимо найти подходящую схему индукционной печи и детали для неё. Для поиска последних очень пригодится наличие одного или нескольких ненужных блоков питания от компьютера, так как большинство деталей можно найти в них. Типовая схема простейшей печи с самодельным инвертором будет включать такие элементы, как:
- Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше).
 Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.
Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше. - Дроссели, резисторы с сопротивлением 470 Ом (можно использовать один ваттник или два полуваттника, соединённых в схеме последовательно) и девять конденсаторов малой ёмкости (до 1 микрофарада) которые можно выпаять из блока питания.
- Радиаторы для охлаждения транзисторов — полевики в корпусах типа ТО-220АВ при работе очень горячие и могут взорваться от недостатка отвода тепла от них.
- Проволока из меди диаметром около миллиметра для создания ферритовых колец и диаметром в 2 миллиметра для создания индуктора.
- Диоды марок UF4007, 2 штуки, но лучше иметь парочку запасных на случай, если в первый раз соберёте что-то неправильно — они вылетят первыми.
- Батарею ёмкостью около 8−10 ампер-часов. Такие, как правило, извлекаются из старых источников бесперебойного питания и имеют выходное напряжение в 12 вольт.
- В качестве тигля можно слепить и обжечь на костре или с помощью горелки глиняный горшочек нужного вам диаметра.
Инвертор для установки собирается по схеме, предложенной С. В. Кухтецким для лабораторных испытаний. Её легко можно найти в интернете. Мощность инвертора, который питается от напряжения в диапазоне 12−35 вольт будет составлять 6 киловатт, а его рабочая частота — 40−80 килогерц, этого будет более чем достаточно для домашних проектов.
Техника безопасности при работе
Так как работа с индукционной печью подразумевает тесный контакт с расплавленным металлом и токами высокой частоты и силы, стоит озаботиться о качественном заземлении установки и надёжных средствах защиты. При этом одежда должна строго соответствовать всем требованиям:
- Быть изготовленной из плотного неплавящегося и не горящего материала.
- Базовый защитный костюм должен включать в себя фартук и рукавицы. На ногах по возможности следует носить при работе обувь с прорезиненой подошвой, ступни же и носки должны быть сухими.

- Для защиты глаз стоит приобрести специальные очки, это убережёт вас от случайного попадания раскалённого куска металла в глаза.
Не стоит забывать и о хорошей вентилируемости помещения, в котором будут работать. Расплавленный металл выбрасывает в воздух химические соединения, которые совсем неполезны для ваших лёгких.
Принцип работы индукционных печей | Фомет обрл
Запрос информации
ФИЗИЧЕСКИЙ ПРИНЦИП
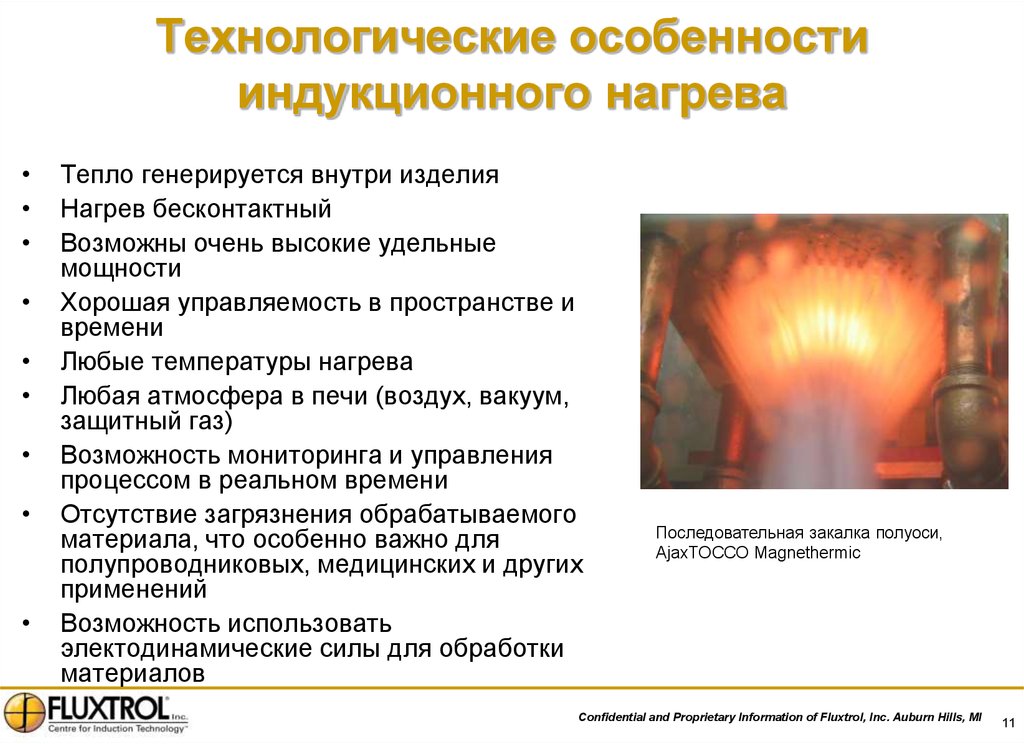
Принцип работы индукционной печи заключается в индукционном нагреве:
Индукционный нагрев представляет собой форму бесконтактного нагрева проводящих материалов.
Принцип индукционного нагрева в основном основан на двух хорошо известных физических явлениях:
- Электромагнитная индукция
- Эффект Джоуля
1) ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИЯ
Передача энергии нагреваемому объекту происходит посредством электромагнитной индукции. Любой электропроводный материал, помещенный в переменное магнитное поле, является местом индуцированных электрических токов, называемых вихревыми токами, которые в конечном итоге приведут к джоулеву нагреву.
2) ДЖОУЛЕВЫЙ НАГРЕВ
Джоулев нагрев, также известный как омический нагрев и резистивный нагрев, представляет собой процесс, при котором при прохождении электрического тока через проводник выделяется тепло.
Произведенное тепло пропорционально квадрату силы тока, умноженной на электрическое сопротивление.
Q ∝ I 2 ⋅ R 9000 – часть электромагнитного спектра ниже инфракрасной и микроволновой энергии . Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с пламенем, и продукт не загрязняется.
Индукционный нагрев — это быстрый, чистый и не загрязняющий окружающую среду нагрев.
Преимуществом индукционной печи является чистый, энергоэффективный и хорошо контролируемый процесс плавки по сравнению с большинством других способов плавки металлов.
Литейные заводы используют этот тип печи, и теперь все больше чугунолитейных предприятий заменяют вагранки индукционными печами для плавки чугуна, поскольку первые выделяют много пыли и других загрязняющих веществ.
Высоковольтный электрический источник от первичной катушки индуцирует низкое напряжение, сильный ток в металлическом или вторичном магнитном сердечнике. Индукционный нагрев — это просто метод передачи тепловой энергии. Индукционные печи идеально подходят для плавки и легирования широкого спектра металлов с минимальными потерями расплава, однако возможна лишь небольшая степень рафинирования металла. Существует два основных типа индукционных печей: тигельные и канальные.
Запрос информации
Нижний колонтитул
Производство индукционных печей FOMET признано за высокую степень инженерии, надежности и технических качеств, за лучшую технологию и за точную и долговечную конструкцию.
Телефон: +39 02 817575
Факс: +39 02 8135015
Электронная почта: [email protected]
Via Simone Martini detto Memmi, 11 20143 Milano (MI) Italia
Индукционная компания Shapet | +919879461162 | Плавильная машина, холодильная установка, литейные машины, 3D-принтеры DLP, плавильные машины, первичная плавильная машина, индукционная плавильная машина для золота, мини-индукционная плавильная машина, улучшенная плавильная машина, сверхмощная плавильная машина, наклонная печь для плавки золота, холодильные установки, чиллер для плавки и литейная машина, охладитель для трехфазного плавильного котла от 10 до 20 кг, охладитель для трехфазного плавильного котла от 2 до 5 кг, охладитель для однофазного плавильного котла от 500 г до 2 кг, литейная машина, машина для вакуумного литья, машина для литья золота с нижней заливкой, Вакуумная литейная машина «три в одном», литейная машина для золотых слитков, литейное оборудование, печь для выжигания, машина для депарафинизации, колбовая вакуумная машина, весы для ювелирных изделий, машина для магнитной полировки, вулканизационный пресс, водоструйная установка, машина для инжектора воска, DLP 3D-принтер, Усовершенствованная серия Virinchi, Virinchi, Virinchi Mini, Virinchi Plus, аксессуары для 3D-принтеров, УФ-отливная смола, УФ-неотливная смола, Лоток для смолы, Индукционная паяльная машина, Погружной роторный паяльник, Индукционная отжиговая машина, Отжиговая машина, Индукционный нагрев посуды из нержавеющей стали, Индукционная термоусадочная машина, Термоусадочная машина, Индукционная термоусадочная машина, Индукционная машина для вставки вала ротора, Индукционная ковочная машина, Индукционная печь для заготовок, Индукционная фритюрница, Машина для производства мавы, Машина для производства хойя, Графитовые тигли, Индукционная печь Графитовые тигли, Графитовые тигли с горловиной, Графитовые тигли с керамической оболочкой, Керамическая оболочка, Графитовые тигли цилиндрического типа, Литейные тигли с нижней разливкой, Тигли с нижней заливкой пор, Производитель плавильной машины, Производитель первичной плавильной машины, Производитель индукционной плавильной машины для золота, Производитель мини-индукционной плавильной машины, Superior Производитель плавильных машин, Производитель сверхмощных плавильных машин, Производитель наклонных печей для плавки золота, Производитель холодильных установок, Производитель чиллеров для плавильных и литейных машин, Производитель чиллеров для трехфазного плавильного агрегата от 10 до 20 кг, Производитель трехфазных плавильных агрегатов от 2 до 5 кг Производитель, Чиллер от 500 г до 2 кг Производитель однофазного плавильного котла, Производитель литейных машин, Производитель машин для вакуумного литья, Производитель машин для литья золота с нижней заливкой, Производитель машин для вакуумного литья «Три в одном», Производитель машин для литья золотых слитков, Производитель литейного оборудования, Выжигание Производитель печей, Производитель машин для депарафинизации, Производитель колбовых вакуумных машин, Производитель весов для ювелирных изделий, Производитель машин для магнитной полировки, Производитель вулканизационных прессов, Производитель водоструйных установок, Производитель машин для инъекций воска, Производитель DLP 3D-принтеров, Производитель усовершенствованной серии Virinchi, Производитель Virinchi, Производитель Virinchi Mini, Производитель Virinchi plus, Производитель аксессуаров для 3D-принтеров, Производитель УФ-отливной смолы, УФ-неотливная смола, Производитель лотка для смолы, Производитель индукционной паяльной машины, Производитель паяльной машины с погружным ротором, Производитель индукционной машины для отжига, Производитель машины для отжига, Индукционный нагрев для производителя посуды из нержавеющей стали, Производитель индукционной термоусадочной машины, Производитель термоусадочной машины, Производитель индукционной термоусадочной машины, Производитель индукционной машины для вставки вала ротора, Производитель индукционной ковочной машины, Производитель индукционной печи для заготовок, Производитель индукционной фритюрницы, Производитель машин для изготовления Mava , Производитель машин для изготовления хоя, Производитель графитовых тиглей, Производитель графитовых тиглей для индукционных печей, Производитель графитовых тиглей с воротником, Производитель графитовых тиглей с керамической оболочкой, Производитель керамических оболочек, Производитель графитовых тиглей цилиндрического типа, Производитель тиглей для литья поддона, Производитель тиглей с нижним порированием, Производитель тиглей непрерывного литья заготовок, Поставщик плавильных машин, Поставщик первичных плавильных машин, Поставщик индукционных плавильных машин для золота, Поставщик мини-индукционных плавильных машин, Поставщик превосходных плавильных машин, Поставщик сверхмощных плавильных машин, Поставщик наклонных печей для плавки золота, Поставщик холодильных установок, Чиллер для плавки и Поставщик литейных машин, Чиллер для трехфазного расплавителя от 10 до 20 кг, Поставщик трехфазного плавильного агрегата от 2 до 5 кг, Поставщик однофазного плавильного агрегата для чиллеров от 500 г до 2 кг, Поставщик литейной машины, Поставщик вакуумной литейной машины, Поставщик машин для литья золота с нижней заливкой, Поставщик машин для вакуумного литья «три в одном», Поставщик машин для литья золотых слитков, Поставщик оборудования для литейных заводов, Поставщик печей для выжигания, Поставщик машин для депарафинизации, Поставщик вакуумных машин для колб, Поставщик весов для ювелирных изделий, Поставщик машин для магнитной полировки, вулканизация Поставщик пресс-машин, Поставщик водоструйных установок, Поставщик восковых инжекторов, Поставщик 3D-принтеров DLP, Поставщик усовершенствованной серии Virinchi, Поставщик Virinchi, Поставщик Virinchi Mini, Поставщик Virinchi plus, Поставщик принадлежностей для 3D-принтеров, Поставщик литейной смолы с УФ-излучением, Поставщик смолы, не подвергаемой воздействию УФ-излучения , Поставщик лотка для смолы, Поставщик машины для индукционной пайки, Поставщик машины для пайки с погружным ротором, Поставщик машины для индукционного отжига, Поставщик машины для отжига, Поставщик индукционного нагрева для посуды из нержавеющей стали, Поставщик индукционной термоусадочной машины, Поставщик термоусадочной машины, Поставщик индукционной термоусадочной машины, Поставщик индукционных машин для вставки вала ротора, Поставщик индукционных ковочных машин, Поставщик индукционных печей для заготовок, Поставщик индукционных фритюрниц, Поставщик машин для изготовления Mava, Поставщик машин для изготовления Khoya, Поставщик графитовых тиглей, Поставщик графитовых тиглей для индукционных печей, Поставщик графитовых тиглей с воротником, Графит Поставщик тиглей с керамической оболочкой, Поставщик керамической оболочки, Поставщик графитовых тиглей цилиндрического типа, Поставщик тиглей с нижней разливкой, Поставщик тиглей с нижней заливкой, Поставщик тиглей непрерывного литья, Экспортер плавильных машин, Экспортер машин для первичной плавки, Экспортер машин для индукционной плавки золота, Мини-индукционная плавка Экспортер машин, Экспортер плавильных машин высшего качества, Экспортер сверхмощных плавильных машин, Экспортер наклонных печей для плавки золота, Экспортер холодильных установок, Экспортер чиллеров для плавильных и литейных машин, Экспортер чиллеров для трехфазных плавильных машин от 10 до 20 кг, Экспорт чиллеров от 2 до 5 кг кг Трехфазный экспортер расплава, Охладитель от 500 г до 2 кг Однофазный экспортер расплава, Экспортер литейной машины, Экспортер вакуумной разливочной машины, Экспортер машины для литья золота с нижней заливкой, Экспортер вакуумной литейной машины «Три в одном», Экспортер машины для литья золотых слитков, Литейный завод Экспортер оборудования, Экспортер выжигательных печей, Экспортер машин для депарафинизации, Экспортер колбовых вакуумных машин, Экспортер весов для ювелирных изделий, Экспортер машин для магнитной полировки, Экспортер машин для вулканизации, Экспортер водоструйных установок, Экспортер машин для инъекций воска, Экспортер DLP 3D-принтеров, Экспортер усовершенствованной серии Virinchi , Экспортер Virinchi, Экспортер Virinchi Mini, Экспортер Virinchi plus, Экспортер аксессуаров для 3D-принтеров, Экспортер УФ заливаемой смолы, Экспортер УФ нелитейной смолы, Экспортер лотка для смолы, Экспортер индукционной паяльной машины, Экспортер машины для пайки с погружным ротором, Экспортер машины для индукционного отжига, Машина для отжига Экспортер, Индукционный нагрев для посуды SS Экспортер, Экспортер индукционных термоусадочных фитингов, Экспортер термоусадочных фитингов, Экспортер индукционных термоусадочных фитингов, Экспортер индукционных машин для вставки вала ротора, Экспортер индукционных ковочных машин, Экспортер индукционных печей для заготовок, Экспортер индукционных фритюрниц, Экспортер машин для изготовления Mava, Экспортер машин для изготовления Khoya, Экспортер графитовых тиглей, Экспортер графитовых тиглей для индукционных печей, Экспортер графитовых тиглей с воротником, Экспортер графитовых тиглей с керамической оболочкой, Экспортер керамических оболочек, Экспортер графитовых тиглей цилиндрического типа, Экспортер тиглей для литья с нижней заливкой, Нижняя часть Экспортер поровых тиглей, Экспортер тиглей непрерывного литья заготовок, Плавильные машины в Раджкоте, Первичная плавильная машина в Раджкоте, Индукционная плавильная машина золота в Раджкоте, Мини-индукционная плавильная машина в Раджкоте, Улучшенная плавильная машина в Раджкоте, Мощная плавильная машина в Раджкоте, Плавильный станок для плавки золота в Раджкоте Печи в Раджкоте, Чиллеры в Раджкоте, Чиллеры для плавильных и литейных машин в Раджкоте, Чиллеры для трехфазной плавильной печи от 10 до 20 кг в Раджкоте, Производитель плавильных машин в Керале, Производитель первичных плавильных машин в Керале, Производитель индукционных плавильных машин для золота в Керала, Производитель мини-индукционных плавильных машин в Керале, Производитель превосходных плавильных машин в Керале, Производитель сверхмощных плавильных машин в Керале, Производитель наклонных печей для плавки золота в Керале, Производитель холодильных установок в Керале, Производитель водоструйных установок в Керале, Производитель восковых инжекторов в Керале, Производитель 3D-принтеров DLP в Керале, Производитель усовершенствованной серии Virinchi в Керале, Производитель Virinchi в Керале, Производитель Virinchi Mini в Керале, Производитель Virinchi plus в Керале, Производитель аксессуаров для 3D-принтеров в Керале, Производитель литейной смолы для УФ-излучения в Керале, УФ-не Производитель литейной смолы в Керале, Производитель плавильных машин в Гуджарате, Производитель первичных плавильных машин в Гуджарате, Производитель индукционных плавильных машин для золота в Гуджарате, Производитель мини-индукционных плавильных машин в Гуджарате, Производитель превосходных плавильных машин в Гуджарате, Производитель сверхмощных плавильных машин в Гуджарате, Производитель наклонной печи для плавки золота в Гуджарате, Производитель холодильных установок в Гуджарате, Индукционная плавильная машина для золота, Индукционная плавильная машина для золота в Раджкоте, Производитель индукционной плавильной машины для золота, Производитель индукционной плавильной машины для золота в Раджкоте, Поставщик индукционной плавильной машины для золота в Раджкоте, Индукционная машина для золота Поставщик плавильных машин, Индукционная плавильная машина для золота в Керале, Индукционная плавка для золота (от 500 г до 2 кг), Производители плавильных печей для золота в Индии, Индукционная плавка для золота, Производство плавильных машин для золота и серебра, компактная индукция для плавки золота, Плавка в форме, Метро Индукция для плавки золота Плавка малая индукционная плавильная 1 кг, индукционная плавка 2 кг, Плавка серебра индукционная Плавка золота индукционная Индия, Плавка золота индукционная Индия, компактная Плавка золота индукционная плавка Индия, метро Плавка золота индукционная плавка, малая плавка индукционная Индия 1 кг, плавка индукционная Индия 2 кг , Индукционная плавка серебра Индия, Машина для плавки золота, компактная Индукционная плавка золота Ахмедабад, Метро Плавка золота, индукционная плавка, малая индукционная плавка 1 кг Ахмадабад, индукционная плавка 2 кг Ахмедабад, Индукционная плавка серебра Ахмедабад, Производители индукционных печей для плавки золота, Индукционная плавка золота нагрев, индукционная плавка для золота, катушка для плавки золота, индукционная плавка для серебра, электромагнитная индукция, индукция, магнитная индукция, индукционная плавильная печь, вакуумная индукционная плавка, индукционная плавка алюминия, индукционная плавка алюминия, индукционная плавка латуни, индукционный плавильный тигель, плавка золота в индукционной печи, услуги индукционной плавки, индукционная печь на основе IGBT, индукционный нагрев, индукционная печь (база IGBT), производитель индукционной печи IGBT из Индии, плавильная плавильная печь с наклоном от 10 кг до 60 кг золота/серебра, производители плавильных печей в Индии, Производство плавильных машин для золота и серебра, малая индукционная плавка 50 кг, индукционная плавка 10 кг, малая индукционная плавка Индия 10 кг, индукционная плавка Индия 8 кг, малая индукционная плавка 10 кг Ахмадабад, индукционная плавка 10 кг Ахмадабад, цена магнитной индукции, последнее золото плавильная машина, производитель автоматических машин для плавки золота в Индии, машина для литья золота с нижней заливкой, цена машины для литья золота, машина для литья платины, машина для литья серебра, машина для вакуумного литья ювелирных изделий, машина для литья золота, оборудование для литья золота, машина для литья золотых украшений, машина для литья ювелирные изделия, цена машины для литья серебра, восковая машина для ювелирных изделий, машина для вакуумного литья золота, мини-машина для литья золота, машина для литья золота дешево, машина для литья золотых украшений Rajkot Gujarat, автоматическая машина для литья золота, машина для литья золотых слитков, машина для вакуумного литья золотых слитков, золото машина для литья ювелирных изделий Ахмадабад, Машина для литья золотых украшений в Мумбаи, Машина для литья золотых монет, Машина непрерывного литья золота, Машина для литья золота под давлением, Производитель машин для литья золота в Индии, Машина для литья золота 2 в 1, Производители машин для литья золотых украшений, Машина для литья золотых колец , литье Вакуумная машина для золота, Машина для литья золота Ахмадабад, Машина для литья золота Коимбатур, Машина для литья золота Коимбатур Раджастхан, Машина для литья золота Бангладеш, Машина для литья ювелирных изделий, Машина для литья ювелирных изделий
Разработка индукционных печей началась с открытия Майклом Фарадеем принципа электромагнитной индукции. Однако только в конце 1870-х годов Де Ферранти в Европе начал эксперименты с индукционными печами. Первая индукционная печь для плавки металлов была запатентована Эдвардом Алленом Колби примерно в 1900 году. Первая индукционная печь для практического использования была создана Кьеллином в Гизинге, Швеция, в 1900 году. Первая сталь была изготовлена в индукционной печи в Соединенных Штатах в 19 году.07 в печи Колби недалеко от Филадельфии. Первая индукционная печь для трехфазного применения была построена в Германии в 1906 году компанией Rochling-Rodenhauser.
Однако только в конце 1870-х годов Де Ферранти в Европе начал эксперименты с индукционными печами. Первая индукционная печь для плавки металлов была запатентована Эдвардом Алленом Колби примерно в 1900 году. Первая индукционная печь для практического использования была создана Кьеллином в Гизинге, Швеция, в 1900 году. Первая сталь была изготовлена в индукционной печи в Соединенных Штатах в 19 году.07 в печи Колби недалеко от Филадельфии. Первая индукционная печь для трехфазного применения была построена в Германии в 1906 году компанией Rochling-Rodenhauser.
Принцип индукционной печи:
Принцип индукционного нагрева в основном основан на двух хорошо известных физических явлениях:
уль-эффект
1) ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИЯ
Передача энергии нагреваемому объекту происходит посредством электромагнитной индукции. Любой электропроводный материал, помещенный в переменное магнитное поле, является местом индуцированных электрических токов, называемых вихревыми токами, которые в конечном итоге приводят к джоулеву нагреву.
2) ДЖОУЛЕВЫЙ НАГРЕВ
Джоулев нагрев — это физический эффект, при котором при прохождении тока через электрический проводник выделяется тепловая энергия. Затем эта тепловая энергия проявляется в повышении температуры материала проводника, отсюда и термин «нагрев». Джоулев нагрев можно рассматривать как преобразование между «электрической энергией» и «тепловой энергией» в соответствии с принципом сохранения энергии.
Характеристики индукционной печи:
(i) Канальная индукционная печь
Канальная индукционная печь состоит из стального корпуса с огнеупорной футеровкой, внутри которого находится расплавленный металл. К стальному кожуху прикреплена и соединена горловиной индукционная установка, которая образует плавильную часть печи. Индукционный блок состоит из железного сердечника в виде кольца, вокруг которого намотана первичная индукционная катушка. Эта сборка образует простой трансформатор, в котором петли из расплавленного металла составляют вторичный компонент. Тепло, выделяемое в контуре, заставляет металл циркулировать в основной колодец печи. Циркуляция расплавленного металла вызывает полезное перемешивание расплава. Канальная индукционная печь обычно используется для плавки сплавов с низкой температурой плавления или в качестве блока выдержки и перегрева для сплавов с более высокой температурой плавления, таких как чугун.
Эта сборка образует простой трансформатор, в котором петли из расплавленного металла составляют вторичный компонент. Тепло, выделяемое в контуре, заставляет металл циркулировать в основной колодец печи. Циркуляция расплавленного металла вызывает полезное перемешивание расплава. Канальная индукционная печь обычно используется для плавки сплавов с низкой температурой плавления или в качестве блока выдержки и перегрева для сплавов с более высокой температурой плавления, таких как чугун.
(i i ) Индукционная печь без сердечника.
Индукционная печь без тигельного стержня имеет довольно простую конструкцию. В основном он состоит из огнеупорного сосуда и окружающего его змеевика, опирающегося на стальную раму. Когда через катушку протекает переменный ток (AC), он создает электромагнитное поле, которое, в свою очередь, индуцирует вихревые токи в заряженном материале. Этот шихтовый материал нагревается по закону Джоуля и при дальнейшем нагреве шихтовый материал плавится.
Основной компонент индукционной печи без тигля состоит из тигля, блока питания, состоящего из трансформатора, инвертора и батареи конденсаторов, загрузочного устройства, системы охлаждения блока питания и змеевика печи, системы управления технологическим процессом и дымохода. экстракционное оборудование.
Применение индукционной печи:
1 . Литье по выплавляемым моделям. Индукционная плавка часто используется для литья по выплавляемым моделям, поскольку они производятся в самых разных воздушных и вакуумных печах. Эти печи прекрасно подходят практически для всех металлов.
2 . Плавка драгоценных металлов. Сталь ценна для многих, но индукционные печи также можно использовать для плавки драгоценных металлов, таких как металлы платиновой группы. Это позволяет их очищать и использовать для изготовления ювелирных изделий.
3 . Плавка меди. Индукционные печи можно использовать для плавки нестандартных отливок или отливки крупных бронзовых конструкций. Они предназначены для плавки, необходимой для большинства применений меди, с низкими потерями металла и точным контролем температуры.
Они предназначены для плавки, необходимой для большинства применений меди, с низкими потерями металла и точным контролем температуры.
4 . Производство сплавов. Индукционные печи широко используются в производстве сплавов для обеспечения оптимальной однородности и гибкости. Те, кто работает в компаниях-производителях сплавов, могут рассчитывать на то, что индукционные печи будут обеспечивать правильное количество индукционного перемешивания каждый раз, поэтому каждый продукт получается точно таким же.
5 . Плавка алюминия. Плавка алюминия – еще одно популярное применение для индукционной плавки. Поскольку индукционные печи энергоэффективны, они считаются оптимальными для преобразования глинозема в чистый алюминий, а затем в алюминиевые сплавы. Это связано с тем, что этот процесс потребляет много энергии, и чем больше энергии можно сэкономить, тем лучше.
6.S термоусадочный фитинг .