
Индукционная печь своими руками: принцип действия, схемы
Содержание
- 1 Принцип работы оборудования
- 2 Разновидности и характеристики различных индукционных печей
- 3 Процесс формирования печи
- 4 Особенности создания оборудования
Индукционная печь, выполненная своими руками, является отличным решением для обогрева различных помещений.
Кроме обогрева индукционная печь может выполнять следующие функции:
- плавление металла;
- очистку драгоценных металлов;
- нагревание изделий из металла, после чего они проходят через процедуру закалки или через иные процессы.
Однако вышеописанные функции обеспечивают промышленные установки, а если нужно выполнять обогрев дома, то обычно устанавливается печь для кухни, причем можно ее приобрести в готовом виде или сделать самостоятельно. Самодельная индукционная печь создается достаточно просто, и на этот процесс не нужно тратить много времени. Однако важно знать не только правила формирования данной конструкции, но и ее другие особенности, чтобы можно было при необходимости своими силами осуществить ремонт или замену каких-либо основных частей.
Однако важно знать не только правила формирования данной конструкции, но и ее другие особенности, чтобы можно было при необходимости своими силами осуществить ремонт или замену каких-либо основных частей.
Принцип работы оборудования
Важно знать особенности действия данного вида печи, чтобы хорошо разбираться в ее работе и параметрах. Работает оборудование за счет того, что с помощью специальных вихревых токов обеспечивается разогрев материала. Получаются такие токи за счет специального индуктора, являющегося катушкой индуктивности. В ней имеется насколько витков провода, обладающего довольно существенной толщиной.
Индуктор может нагреваться за счет сварочного инвертора или другого оборудования. Принцип работы индукционной печи предполагает, что питание индуктора поступает от сети переменного тока, а также для этого может применяться генератор высокой частоты. Ток, протекая по индуктору, формирует переменное поле, пронизывающее пространство. Если в нем имеются какие-либо материалы, то именно на них наводятся токи, обеспечивая их эффективное нагревание.
Ток, протекая по индуктору, формирует переменное поле, пронизывающее пространство. Если в нем имеются какие-либо материалы, то именно на них наводятся токи, обеспечивая их эффективное нагревание.
Если используется печь для создания системы отопления в доме, то обычно в качестве материала выступает вода, которая нагревается. Если же оборудование предназначено для промышленных целей, то в качестве материала может использоваться металл, который под действием тока начинает плавиться. Таким образом, принцип работы индукционной плиты считается простым и понятным, поэтому создать ее своими силами достаточно просто.
Устройство индукционных печей может быть разным, поскольку можно выделить два совершенно разных вида:
- оборудование, оснащенное магнитопроводом;
- печи без магнитопровода.
В первом случае индуктор находится внутри специального металла, который под действием токов начинает плавиться. Во втором индуктор располагается снаружи. Схема каждого варианта имеет свои специфические отличия.
Во втором индуктор располагается снаружи. Схема каждого варианта имеет свои специфические отличия.
Считается, что особенности действия конструкции с магнитопроводом является более эффективным, поскольку этот элемент повышает плотность создаваемого магнитного поля, поэтому нагрев более оперативный и качественный.
Самым популярным примером печи, оснащенной магнитопроводом, является канальная конструкция. Схема данного оборудования состоит из замкнутого магнитопровода, созданного из трансформаторной стали. На этом элементе имеется индуктор, являющийся первичной обмоткой, и тигель, обладающий кольцеобразной формой. Именно в нем находится материал, предназначенный для плавления. Тигель создается из специального диэлектрика, обладающего хорошей устойчивостью к возгоранию. Используются данные конструкции для создания чугуна высокого качества или для плавления цветных металлов.
Разновидности и характеристики различных индукционных печей
Можно выделить несколько видов индукционных печей, принцип действия которых имеет определенные отличия. Некоторые предназначаются только для промышленных работ, а другие могут использоваться в домашних условиях, поэтому часто предназначаются для кухни, где обеспечивают качественный нагрев. Наиболее часто последние варианты формируются из сварочного инвертора, имеют простую конструкцию, за счет чего их обслуживание и ремонт являются простыми работами.
Некоторые предназначаются только для промышленных работ, а другие могут использоваться в домашних условиях, поэтому часто предназначаются для кухни, где обеспечивают качественный нагрев. Наиболее часто последние варианты формируются из сварочного инвертора, имеют простую конструкцию, за счет чего их обслуживание и ремонт являются простыми работами.
К основным разновидностям индукционных печей относятся:
- Вакуумная индукционная печь. В ней плавка осуществляется в вакууме, что позволяет удалить из различных смесей вредные и опасные примеси. В результате получаются изделия, которые совершенно безопасны для применения, отличаются высоким качеством. Следует отметить, что их ремонт считается сложной работой, а сам процесс создания, обычно, не может осуществиться своими силами без специализированного оборудования и необычных условий.
- Канальная конструкция. Она изготавливается с применением обычного сварочного трансформатора, который работает на частоте, равной 50 Гц.
 Здесь вторичная обмотка данного устройства заменяется тигелем кольцеобразной формы. Видео создания такой печи можно найти в интернете, причем ее схема не считается сложной. Применяться грамотно сформированное оборудование может для плавки большого количества цветных металлов, причем потребление энергии считается небольшим. Ремонт считается специфическим и сложным.
Здесь вторичная обмотка данного устройства заменяется тигелем кольцеобразной формы. Видео создания такой печи можно найти в интернете, причем ее схема не считается сложной. Применяться грамотно сформированное оборудование может для плавки большого количества цветных металлов, причем потребление энергии считается небольшим. Ремонт считается специфическим и сложным. - Тигельная печь. Схема данной конструкции предполагает установку индуктора и генератора, которые являются самыми основными частями оборудования. Для формирования индуктора может применяться стандартная трубка из меди. Однако должно быть соблюдено необходимое количество витков, которое не должно быть больше 8, но и меньше 10. Схема самого индуктора может быть разной, он может иметь форму восьмерки или другую конфигурацию. Следует отметить, что ремонт данного оборудования считается достаточно простой работой.
- Индукционная печь для обогрева помещения.
 Как правило, она предназначается для кухни, создается на основе сварочного инвертора. Обычно данная установка применяется в комбинации с водогрейным котлом, который позволяет обеспечить отопление каждого помещения в строении, кроме того, можно будет подвести горячее водоснабжение к сооружению. Принцип работы заключается в том, что индуктор получает питание от сварочного инвертора. Считается, что эффективность данного оборудования является невысокой, однако нередко только оно является единственно возможным для создания отопления в доме.
Как правило, она предназначается для кухни, создается на основе сварочного инвертора. Обычно данная установка применяется в комбинации с водогрейным котлом, который позволяет обеспечить отопление каждого помещения в строении, кроме того, можно будет подвести горячее водоснабжение к сооружению. Принцип работы заключается в том, что индуктор получает питание от сварочного инвертора. Считается, что эффективность данного оборудования является невысокой, однако нередко только оно является единственно возможным для создания отопления в доме.
Процесс формирования печи
Сделать для кухни или другого помещения в доме индукционную печь на основе инвертора можно своими усилиями. Для этого рекомендуется не только изучить теоретическую часть данного процесса, но и просмотреть обучающее видео.
Чтобы сформировать электромагнитное поле, которое будет иметься снаружи индуктора, необходимо применять специальную катушку, в которой будет достаточно большое количество витков. Дополнительно потребуется сгибать трубу, а данная работа обладает определенными сложностями, поэтому более рациональным решением в этом случае будет расположение прямой трубы непосредственно внутри катушки, в результате чего она будет работать в качестве сердечника.
Дополнительно потребуется сгибать трубу, а данная работа обладает определенными сложностями, поэтому более рациональным решением в этом случае будет расположение прямой трубы непосредственно внутри катушки, в результате чего она будет работать в качестве сердечника.
Как правило, используется металлическая труба, однако она считается слабым теплоносителем, поэтому вместо нее может применяться полимерная труба, внутри которой будут находиться небольшие отрезки проволоки из металла. Для генератора тока оптимальным считается применение стандартного инвертора. Его обслуживание и ремонт считаются простыми и понятными работами, поэтому можно будет обеспечить долгий срок службы оборудования.
Таким образом, для создания конструкции потребуется:
- полимерная труба;
- стальная проволока;
- медный провод;
- сетка из проволоки;
- наличие самого инвертора.
Лучше всего перед работами просмотреть обучающее видео, чтобы не совершить ошибок. После создания оборудования, можно установить его в нужном помещении. Оно может предназначаться не только для топочной, но даже и для кухни. Важно выбрать такое помещение, в котором можно будет легко ухаживать за печкой и осуществлять ее ремонт.
Особенности создания оборудования
Индукционная печь, созданная на основе инвертора, не обладает какими-либо параметрами, которые позволяли бы людям устанавливать нужную температуру воды. Поэтому можно говорить о том, что данное оборудование не является совершенно безопасным для постоянного использования. Поэтому лучше всего во время процесса формирования индукционной печи предусматривать установку автоматики и устройства контроля. В этом случае можно не только повысить безопасность устройства, но и упростить его использование, а ремонт будет требоваться очень редко.
Для этих целей на выходе из трубы необходимо смонтировать специальную группу безопасности, к которой причисляется предохранительный клапан, манометр и воздухоотводчик.
Чтобы во время использования оборудования не возникало перегрева, необходимо выполнить установку элемента аварийного отключения, которым можно управлять с помощью термостата. Может быть установлен терморегулятор, оснащенный датчиком температуры. Можно смонтировать реле, которое обеспечивает размыкание цепи в том случае, если температура теплоносителя достигает определенного уровня.
Таким образом, существует несколько разновидностей индукционных печей, отличающихся принципом работы, внешним видом, конструкцией и параметрами. Для обогрева дома можно даже своими силами сформировать конструкцию, для чего может применяться стандартный сварочный инвертор. Полученная установка при добавлении многочисленных дополнительных элементов будет безопасной, надежной и качественной, а также эффективной и простой в использовании.
Индукционная печь для плавки металла и не только
Индукционный нагрев – это преобразование энергии, вырабатываемой электромагнитным полем, в тепловую энергию.
Для создания электромагнитного поля используется соленоид, многовитковая катушка, иначе называемый индуктор. При похождении через индуктор переменного тока, вокруг нее образуется магнитное поле.
Объект нагревания должен находиться или внутри катушки или рядом с ней. Он пронизывается потоками магнитной индукции и создает электрическое поле, линии (токи) которого находятся в плоскости, перпендикулярной магнитному потоку, замкнуты и носят вихревой характер.
Возникновение вихревых токов (токов проводимости) создает условия для нагрева объекта. То есть в пределах объекта нагревания происходит переход энергии электрического поля в энергию тепловую. Объект, таким образом, начинает аккумулировать получаемую энергию и нагреваться.
Возможность такого управляемого превращения энергии из одного вида в другой имеет особенности:
- передача осуществляется бесконтактно
- тепло вырабатывается непосредственно в самом объекте, без потерь и с гораздо большей скоростью.
Если в трансформаторах возникновение вихревых токов может привести к бесполезным значительным потерям энергии (именно это является причиной изготовления сердечников трансформаторов из стальной ленты или пластин), то индукционные печи работают именно за счет этого явления.
Индукционный нагрев давно применяется в сталелитейной промышленности, для термической обработки, при изготовлении труб, для разогрева металла при ковке и прокате, в сварочных аппаратах.
Применение индукционных плавильных печей – это не только литье металла в промышленных масштабах. Есть еще цветная металлургия, где объемы значительно меньше, а также заметный сектор рынка занимают потребители малоформатных (с выработкой по несколько килограммов) устройств:
- различные ремесленные изделия (ковка, мелкое производство металлоизделий)
- изготовление ювелирных украшений из разного материала и разных ценовых категорий
- производство декоративных произведений.
Именно при небольших объемах производства применение электричества является достаточно экономичным, поэтому индукционные печи для плавки металла (ИПП) нашли здесь самых активных потребителей.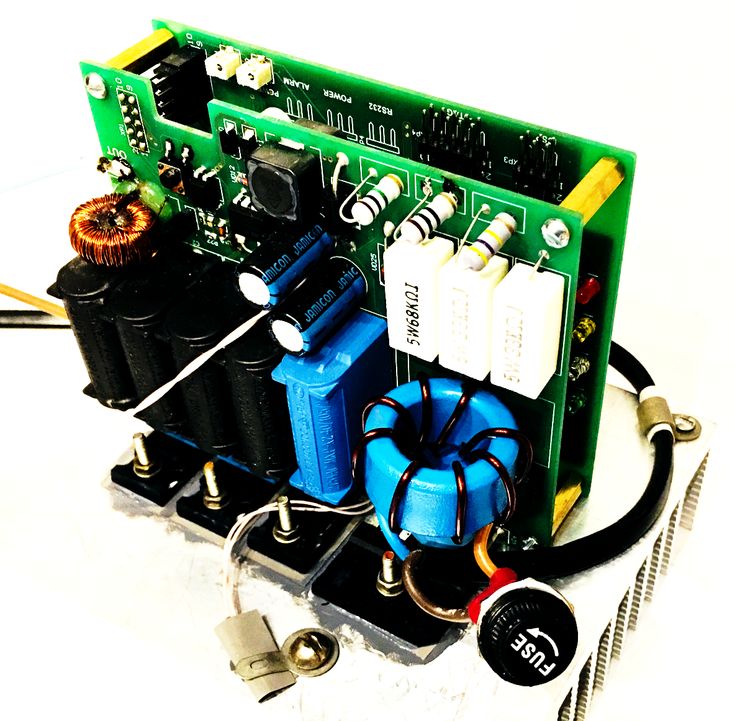
В некоторых конструкциях кусок металла, который должен плавиться, играет роль сердечника или обмотки. В любом случае, за счет специфики электротоков объектом нагревания может быть только проводящий электричество материал. Помещенный в пределы поля диэлектрик останется без изменений.
Содержание
Применение промышленных технологий в быту
Индукционные плиты и варочные поверхности, которые сейчас довольно популярны, работают на принципе работы индукционной печи: металлическая посуда разогреется за считанные секунды, все остальное останется холодным. Кроме этого, использование индукционного тепла привлекает все больший интерес к котлам и водонагревательным устройствам, несмотря на их внушительную стоимость.
Технология выработки тепла подобным способом постепенно делает индукционные котлы отопления все более популярными.
Индуцированный ток, возникающий при воздействии магнитного поля катушки в таких котлах, используется не для расплава металла, а для нагрева теплоносителя (воды).
Катушка из нескольких витков, образующая замкнутый контур, в который помещен электропроводящий предмет, начинает его нагревать. КПД (мощность и скорость нагрева) этого устройства зависит от нескольких факторов:
- мощность магнитного поля
- магнитные свойства самого предмета, сердечника
- расстояние от индуктора до объекта нагревания.
То есть принцип практического применения до смешного прост. Надо создать такое сочетание катушки и элемента, которые начнут вырабатывать тепло, достаточное для нагрева теплоносителя.
Преимущества и выигрыш от применения этого оборудования очевидны:
- КПД до 98%
- отопление обходится значительно дешевле, почти на треть
- отсутствие накипи, ее образованию препятствуют электромагнитные колебания (резонанс)
- срок безотказной службы такого прибора – 25 лет без ремонта
- теплоноситель может быть любым
- довольно пожаробезопасен при правильной эксплуатации.
Если раньше препятствием для использования в быту были внушительные габариты установок и их цена, то сейчас их размеры стали обозримыми. Цена для людей, имеющих знания и навыки электромонтажных работ тоже вполне доступна – такой прибор можно сделать для дома своими руками.
Цена для людей, имеющих знания и навыки электромонтажных работ тоже вполне доступна – такой прибор можно сделать для дома своими руками.
Если установить проточное оборудование для нагрева воды в системе отопительных труб, можно спокойно обогревать дом в течение всего отопительного периода. Этот принцип положен сейчас в основу линейки бытовых нагревательно-отопительных приборов.
Бытовой прибор для выработки индукционного тепла построен по тому же принципу, что и промышленный:
- преобразователь, создающий электромагнитное поле
- труба с водой, вместо сердечника.
Такое отопление является экологичным средством для обогрева частного дома. Кроме того, энергопотребление индукционного прибора настолько экономично, что находится все больше умельцев, сооружающих эту установку самостоятельно, решив таким образом проблему достаточно высокой цены заводского образца.
Надо учитывать, что этот прибор должен иметь всю систему датчиков, насос, пульт управления.
Можно ли собрать своими руками?
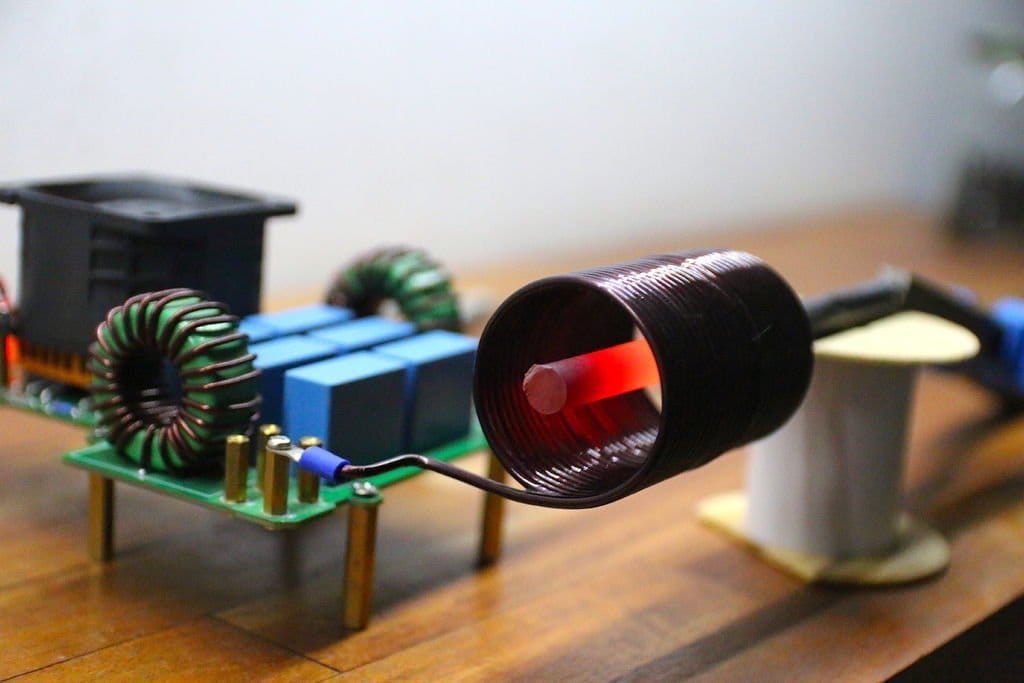
Наиболее реальной для самостоятельного изготовления является электронагревательный прибор, или индукционная печь из сварочного инвертора.
Для сборки такого нагревательного прибора нужно приготовить следующие материалы:
- сварочный инвертор, на его основе и будет собираться прибор
- толстостенная труба из пластика, это будет корпус
- нагреваемый элемент – куски проволоки из нержавеющей стали
- кусок металлической сетки, ею фиксируется проволока внутри трубы
- медный провод для создания катушки
- циркуляционный насос, вода должна двигаться
- терморегулятор
- шаровые краны или вентили, переходники – прибор нужно будет присоединить к системе отопления.
Собрав все необходимое, можно приступить к работе, которая состоит из нескольких этапов:
- Сначала нужно поработать с корпусом.
- Ставится сетка для фиксации кусков проволоки и переходник для соединения с системой отопления.

- Проволока их нержавеющей стали мелко (кусочками до 6 см) нарезается и плотно укладывается в трубу, без просветов.
- После того, как труба окажется плотно заполненной, ставится еще одна фиксирующая сетка, еще один переходник.
- Затем изготовить сам индуктор.
- Медная проволока наматывается на трубу, витков должно быть около 90.
- Концы обмотки соединяются с полюсами инвертора от сварочного аппарата, все соединения необходимо аккуратно изолировать.
- Готовый индуктор подключить к системе.
- В систему нужно смонтировать насос, который обеспечит циркуляцию воды.
- Обязательно нужно подключить терморегулятор.
Так выглядит в общих чертах работа по изготовлению индуктора из сварочного аппарата.
Стоит ли приниматься за самостоятельное изготовление
Конечно, иметь дома такой нагревательный прибор может показаться заманчивым, и в интернете довольно много советов и рекомендаций, как собрать разные устройства с индукционным нагревом.
Однако чтобы собрать вполне безопасную и продуктивную индукционную печь, надо обладать недюжинными знаниями и пониманием принципов работы и возможных рисков.
- Обязательно наличие теплоносителя в рабочей камере, иначе полимерный корпус расплавится.
- Для такого нагревательного прибора нужна отдельная проводка с сечением кабеля не менее 4 мм, даже 6. В противном случае перегрузка обычного стандартного бытового кабеля неизбежна, он просто сгорит.
- От возникшего в результате закипания теплоносителя может взорваться корпус, поэтому обязательно должен быть клапан избыточного давления, его ставят за вентилем, на выходе.
На самом деле, создавать своими руками прибор, который потребляет такое огромное количество энергии и создает мощное поле, и при этом не снабжен всеми нужными датчиками и предохранителями, просто опасно. Если все же хочется иметь в доме именно такой устройство, лучше приобрести заводской прибор, со всеми гарантиями. Это обойдется значительно дешевле восстановления ущерба от сбоя самодельного котла.
В конце концов, совсем не обязательно собирать всю систему с нуля из подручных материалов.
Простой способ сборки собственной системы отопления из индукционной плиты и индуктора, оба устройства подключены к аккумулятору. На плиту устанавливается кожух из магнитного материала, через него идут трубы отопительной системы. Для контура нужно подобрать немагнитный материал, иначе произойдет рассеивание вихревого потока, что приведет к снижению КПД.
Плиты, работающей на индукции, мощностью в 2Квт вполне достаточно для обогрева небольшого дома.
Индукционная печь для плавки металла своими руками © Геостарт
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
Она небольшая, проста в обращении и обладает высокой эффективностью.
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос .
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава.
 Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
Рекомендации по размещению печи
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
- При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
- Конструкция имеет водяной охлаждающий контур, который исключает вероятность перегрева основных элементов. Именно поэтому следует обеспечивать надежный подъем воды.

- Если проводится установка настольной печи, то следует уделить внимание устойчивости используемого основания.
- Печь для плавки металла представлена сложным электрическим прибором, при установке которого нужно соблюдать все рекомендации производителя. Особое внимание уделяется параметрам источника питания, который должен соответствовать модели аппарата.
- Не стоит забывать о том, что вокруг печи должно быть довольно много свободного пространства. Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.
Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит .
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто . Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
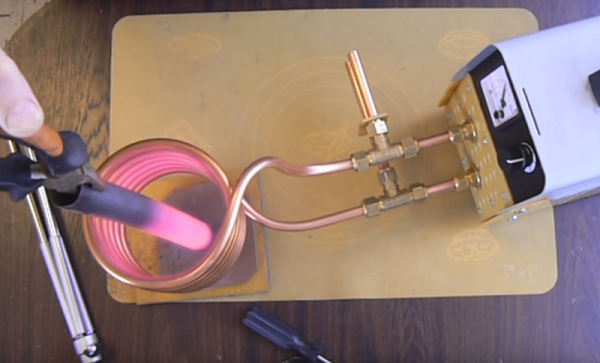
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка.
 Рекомендуемый диаметр составляет 8—10 см.
Рекомендуемый диаметр составляет 8—10 см. - Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца.
 На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков. - На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов , довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования.
 Именно поэтому для длительной работы требуется эффективное охлаждение.
Именно поэтому для длительной работы требуется эффективное охлаждение. - Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.

- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.
- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.
При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
автор Михайлов Иван |
Производитель и поставщик | Индукционная нагревательная машина
ЧТО НАША ТЕХНОЛОГИЯ
Эффективная индукционная плавильная печь
Среднечастотная индукционная плавильная печь KEXIN имеет более высокий термический КПД и меньшее потребление энергии. Они могут производить смесь для ванны с мягким металлом, смешивая однородный сплав при постоянной и однородной температуре. По этим причинам этот тип печи является первым выбором для индукционной плавки. Продукция Kexin может гибко удовлетворить все требования клиентов.
Они могут производить смесь для ванны с мягким металлом, смешивая однородный сплав при постоянной и однородной температуре. По этим причинам этот тип печи является первым выбором для индукционной плавки. Продукция Kexin может гибко удовлетворить все требования клиентов.
Существует множество потенциальных применений индукционных плавильных печей, включая плавку лома и крупноформатного сырья, горячее окунание различных сплавов, а также их можно использовать в качестве подогреваемых литейных печей.
Усовершенствованная технология преобразователя KEXIN обеспечивает точное управление процессом. Равномерное распределение температуры может быть достигнуто в процессе плавки, а срок службы большой.
Повышение качества продукции благодаря индукционному нагреву
При индукционном нагреве обрабатываемая деталь никогда не вступает в прямой контакт с пламенем или другим нагревательным элементом. Это связано с тем, что тепло непосредственно индуцируется внутри самой заготовки за счет переменного электрического тока. В результате это может свести к минимуму коробление продукта, искажение и процент брака. Чтобы получить максимальное качество продукта, вы также можете поместить деталь в закрытую камеру, которая заполнена вакуумом, инертной или восстановительной атмосферой, таким образом, деталь изолируется и может устранить эффекты окисления. снаружи.
В результате это может свести к минимуму коробление продукта, искажение и процент брака. Чтобы получить максимальное качество продукта, вы также можете поместить деталь в закрытую камеру, которая заполнена вакуумом, инертной или восстановительной атмосферой, таким образом, деталь изолируется и может устранить эффекты окисления. снаружи.
От мусора к плавке: эффективность и чистота
КПД индукционной плавильной печи составляет около 98%, что является лучшим выбором для плавки фрагментов черных и цветных металлов. KEXIN предлагает системы индукционных плавильных печей емкостью от 1 до 100 кг.
Электромагнитная сила индукционной печи средней частоты естественным образом вызовет бурное движение расплава, что позволит добиться идеального перемешивания расплава и дегазации пересыщенного расплава. Движение расплава также способствует быстрому легированию для удовлетворения различных технологических требований.
Диапазон частот можно настроить индивидуально в зависимости от размера печи и расплавленного материала.
Преобразователи и катушки индуктивности: понимание важного содержания
Преобразователи и катушки индуктивности являются ключевыми элементами каждой асинхронной машины. Надежность и экономичность процесса клиента в основном зависят от идеального взаимодействия между этими двумя элементами. Таким образом, KEXIN объединяет все внутренние основные возможности.
Индукционная машина KEXIN использует высококачественные компоненты и адаптирована к индивидуальным потребностям клиентов. Для повышения эффективности все индукторы машин индукционного нагрева проектируются и производятся в соответствии с конкретными приложениями. Их улучшенная электрическая и механическая изоляция обеспечивают долгий срок службы.
КТО МЫ
Наша команда
Производитель и поставщик различных машин для индукционного нагрева
Мы, Yueqing KEXIN Electronic Instrument Co., Ltd, являемся производителем и поставщиком различных машин для индукционного нагрева, индукционных плавильных печей и других сварочных аппаратов более 10 лет.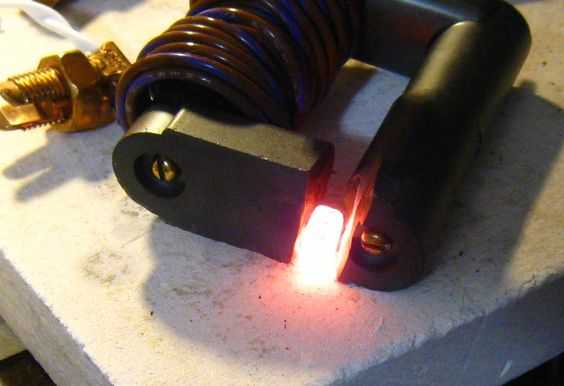 годы. Мы специализируемся на поставках оборудования для индукционного нагрева и предоставлении решений для нагрева не только для металлургической промышленности, но и для частного дома.
годы. Мы специализируемся на поставках оборудования для индукционного нагрева и предоставлении решений для нагрева не только для металлургической промышленности, но и для частного дома.
Мы стремимся повысить эффективность и результативность процессов промышленного нагрева, таких как сварка, пайка, закалка, ковка, отжиг, плавление и т. д. Наша основная продукция: высокочастотная индукционная нагревательная машина, среднечастотная индукционная плавильная печь, индукционная сварочная машина и машины для ремонта пресс-форм и т. Д., Которые в основном применяются в металлообработке, скобяных изделиях и пластмассах, бытовой технике, холодильном оборудовании, связи, медицинском оборудовании, машиностроении и других отраслях, требующих оборудования для решения проблемы нагрева.
Обладая функциями передовой технологии, простой структурой, надежным качеством, превосходной производительностью, высокой эффективностью и энергосбережением, мы профессионально предлагаем различные продукты, такие как индукционная плавильная печь, индукционная сварочная машина, индукционная паяльная машина, а также индукционная нагревательная машина для удовлетворения потребностей. клиентов в их фактическом производстве.
клиентов в их фактическом производстве.
Подробнее
ЧТО МЫ ДЕЛАЕМ
ЧТО ТАКОЕ
ИНДУКЦИОННЫЕ ПЕЧИ
Оборудование для индукционного нагрева имеет самую высокую эффективность нагрева и самую высокую скорость для металлических материалов, а также низкое потребление и защиту окружающей среды. Он широко используется в термической обработке, термической обработке, термической сборке, сварке, плавке и других процессах металлических материалов в различных отраслях промышленности.
СВЯЗАТЬСЯ СЕЙЧАС
ПРИМЕНЕНИЕ
Как относительно новый процесс, индукционный нагрев широко и широко используется во многих областях. Благодаря своим уникальным характеристикам высокой эффективности, быстрой скорости нагрева и низкому энергопотреблению он также подходит для металла или пластика, различных отраслей промышленности, таких как сталелитейная, металлургическая, ювелирная, автомобильная, бытовая техника и т. д.
д.
- Индукционная термообработка: частичная или комплексная закалка, отжиг, отпуск и термическая формовка различных металлов.
- Индукционная сварка: пайка различных металлических изделий, сварка различных металлических труб, таких как сталь, медь, железо и т. д.
- Индукционная плавка: (вакуумная) плавка, литье и напыление золота, серебра, меди, железа, алюминия и других металлов.
- Другие области применения высокочастотной индукционной нагревательной машины: термосогласование полупроводниковых монокристаллов, термогерметизация горловины бутылки, порошковое покрытие, металлическая имплантация пластика и т. д.
О KEXIN
Kexin обладает сильной технической силой, передовым производственным оборудованием, средствами тестирования и высококачественной продукцией. С момента основания компании Кексин постоянно раскрывает наш потенциал благодаря руководству компанией и всем усилиям персонала. Помимо внутреннего рынка, существует дополнительный, но также экспортируется в Юго-Восточную Азию, Европу, Америку и другие страны.
УЧИТЬ БОЛЬШЕ
Думаете, индукционный нагрев подходит только для сварки труб? Подумайте еще раз | Производство и металлообработка
Перейти к содержимому
Индукционная технология предлагает многочисленные преимущества во многих областях сварки, требующих предварительного нагрева и снятия напряжения с деталей. Индукция обеспечивает большую постоянство нагрева, более быстрое достижение температуры детали, простоту использования и безопасность в эксплуатации. Хотя индукция является широко используемым методом термообработки при изготовлении труб и сварке, многие люди могут не осознавать, что этот метод также обеспечивает большую гибкость и преимущества при сварке деталей с другой геометрией, включая плоские листы. Чтобы помочь развеять представление о том, что индукционный нагрев можно использовать только для сварки труб, в этой статье обсуждаются некоторые ключевые передовые методы, которые помогут добиться успеха при использовании индукционного нагрева при сварке плоских листов.
ЭФФЕКТИВНОСТЬ ИНДУКЦИИ
Индукционный нагрев — это процесс нагрева, управляемый источником энергии, который быстро нагревает деталь и поддерживает ее на этом уровне. Он предлагает преимущества в плане безопасности, качества и эффективности, которых нет в других методах нагрева, таких как открытое пламя и нагрев сопротивлением. Системы индукционного нагрева быстро нагревают проводящие металлы, индуцируя ток в детали. Индукция не использует нагревательный элемент или пламя для передачи тепла. Вместо этого через нагревательное устройство проходит переменный ток, создавая вокруг него магнитное поле. Когда магнитное поле проходит через заготовку, оно создает вихревые токи внутри детали. Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.
Применения, для нагрева которых обычно требуются часы, можно выполнить за считанные минуты, используя индукционный нагрев и различные варианты жидкостного, воздушного охлаждения и прокатки. Поскольку системы индукционного нагрева могут использовать различные компоненты для нагрева, в зависимости от размера и геометрии детали, это делает их очень гибкими.
Поскольку системы индукционного нагрева могут использовать различные компоненты для нагрева, в зависимости от размера и геометрии детали, это делает их очень гибкими.
ГИБКИЙ ВАРИАНТ ДЛЯ ПЛОСКОЙ ПЛИТЫ
Необходимость сварки плоских плит или плоских компонентов является обычной во многих отраслях промышленности, в том числе при ремонте оборудования в горнодобывающей промышленности, сварке балок в металлоконструкциях, строительстве мостов, верфях и баржах. В приложениях с плоскими пластинами, которые требуют предварительного нагрева или снятия напряжения после сварки, в операциях может использоваться горелка или нагрев открытым пламенем для доведения детали до температуры. Пламенный метод может вызвать проблемы с равномерностью нагрева, особенно на больших или очень толстых заготовках, а также в сложных погодных условиях на открытых площадках, таких как ветер или дождь.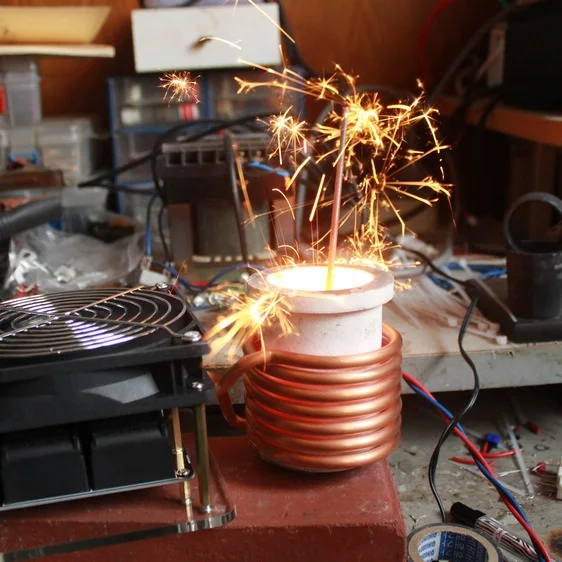 Напротив, индукция — это вариант, который обеспечивает постоянный нагрев во многих условиях, гибкость для различных размеров и форм деталей, быстрое достижение температуры и простоту использования. Его можно использовать на очень толстых стальных балках, на больших заготовках и в небольших ограниченных пространствах. Он также обеспечивает простоту использования независимо от погодных условий — ветер и дождь не будут мешать индукционному нагреву так, как они могут мешать пламени, — а также преимущества в плане безопасности по сравнению с пламенным нагревом.
Напротив, индукция — это вариант, который обеспечивает постоянный нагрев во многих условиях, гибкость для различных размеров и форм деталей, быстрое достижение температуры и простоту использования. Его можно использовать на очень толстых стальных балках, на больших заготовках и в небольших ограниченных пространствах. Он также обеспечивает простоту использования независимо от погодных условий — ветер и дождь не будут мешать индукционному нагреву так, как они могут мешать пламени, — а также преимущества в плане безопасности по сравнению с пламенным нагревом.
Кроме того, системы индукционного нагрева, доступные сегодня, предлагают варианты для размещения деталей различной геометрии. Доступны различные конфигурации индукционных катушек, которые располагаются поверх пластины и не должны оборачиваться вокруг детали. В конструкции индукционной катушки соленоидная или спиральная катушка обычно наматывается на деталь, в то время как плоская катушка (которая по форме похожа на нагревательный элемент плиты) может плоско лежать на детали и растягиваться, чтобы покрыть большую часть. область. В приложениях с плоскими пластинами операторы обычно используют блинчатую катушку или индукционное одеяло. Индукционные катушки могут иметь форму, подходящую для небольших ограниченных площадей, и их также можно распределить по большой площади, чтобы нагреть большую заготовку до нужной температуры. Например, один длинный змеевик можно использовать для нагрева стальной балки длиной 40 футов. Кроме того, можно использовать изоляцию или магнитные зажимы, чтобы удерживать блинную катушку на плоской пластине, что полезно в случаях, когда заготовка находится вертикально.
область. В приложениях с плоскими пластинами операторы обычно используют блинчатую катушку или индукционное одеяло. Индукционные катушки могут иметь форму, подходящую для небольших ограниченных площадей, и их также можно распределить по большой площади, чтобы нагреть большую заготовку до нужной температуры. Например, один длинный змеевик можно использовать для нагрева стальной балки длиной 40 футов. Кроме того, можно использовать изоляцию или магнитные зажимы, чтобы удерживать блинную катушку на плоской пластине, что полезно в случаях, когда заготовка находится вертикально.
Также важно отметить, что конфигурации индукционных катушек могут использоваться для нагрева с одной стороны детали — и нагрева всей детали — при сварке плоских листов. Так, например, если сварщик работает с одной стороны листа, индукционная катушка может нагреваться с противоположной стороны. Это позволяет одновременно проводить индукционный нагрев и сварку, а также экономит время на настройку и переход к следующей детали. Это также обеспечивает комфорт оператора.
Это также обеспечивает комфорт оператора.
ПРОСТОЕ ДОКУМЕНТИРОВАНИЕ ТЕМПЕРАТУР
Теперь доступны системы индукционного нагрева, которые предлагают возможности цифровой записи, позволяющие легко отслеживать и документировать уровни температуры. Это важно во многих сварочных процессах, когда для обеспечения качества критически важно обеспечить соблюдение требований норм или спецификаций заказчика в отношении температур термообработки. Возможность цифровой записи этой информации обеспечивает большую простоту использования, эффективность и точность по сравнению с записью этих данных вручную. Даже в ситуациях, когда не требуется документирование уровней температуры, эта опция может обеспечить сварочным операциям конкурентное преимущество, поскольку они имеют возможность доказать клиентам, что при термообработке использовались надлежащие уровни температуры.
СОВЕТЫ И НАИЛУЧШИЕ ПРАКТИКИ
При использовании индукции для термической обработки в сварочных работах необходимо помнить о нескольких передовых методах, которые могут обеспечить успех.
- Намотка катушки : Потратьте время, чтобы правильно намотать катушку на деталь. Неправильная намотка катушки может привести к недостаточной мощности для обогрева. Для достижения наилучших результатов все витки катушки должны быть в одном направлении, например, либо все по часовой стрелке, либо все против часовой стрелки. Избегайте поворотов катушки под углом 180 градусов или в зигзагообразной конфигурации. Кроме того, любая неиспользуемая часть змеевика, например, концы, должна быть скручена или связана стяжками, лентой, веревкой или веревкой, чтобы уменьшить потери тепла в неиспользуемой части змеевика.
- Размещение термопары : При нагреве открытым пламенем температура контролируется вручную с помощью термометров. Напротив, системы индукционного нагрева имеют встроенный терморегулятор для контроля температуры с помощью обратной связи от термопар, установленных на изделии. Обратная связь термопары с машиной регулирует мощность машины, чтобы предотвратить перегрев.
 Это делает размещение термопар критически важным для достижения желаемых уровней температуры. Обычно лучше всего располагать термопару по направлению к центру конфигурации змеевика, который, как правило, является самым теплым местом. Для достижения наилучших результатов термопары следует размещать под одеялом. Это предотвращает перегрев и потенциальное повреждение катушки индукционного нагрева. Кроме того, термопару следует размещать под катушками одеяла, а не под серединой одеяла, которая на самом деле является более прохладной областью. Это помогает обеспечить точность показаний температуры. Что касается углов и краев пластин, имейте в виду, что катушки, которые проходят через угол или край, могут нагревать эти области до гораздо более высокой температуры.
Это делает размещение термопар критически важным для достижения желаемых уровней температуры. Обычно лучше всего располагать термопару по направлению к центру конфигурации змеевика, который, как правило, является самым теплым местом. Для достижения наилучших результатов термопары следует размещать под одеялом. Это предотвращает перегрев и потенциальное повреждение катушки индукционного нагрева. Кроме того, термопару следует размещать под катушками одеяла, а не под серединой одеяла, которая на самом деле является более прохладной областью. Это помогает обеспечить точность показаний температуры. Что касается углов и краев пластин, имейте в виду, что катушки, которые проходят через угол или край, могут нагревать эти области до гораздо более высокой температуры. - Правильные настройки температуры : Важно отметить, что в некоторых случаях может потребоваться превышение заданной температуры для достижения надлежащей температуры в корне сварного шва. Это допускает некоторые потери, так как система нагревает толщину детали.
 Например, в тех случаях, когда требуется предварительный нагрев до 250°F, может быть полезно установить температуру поверхности до 300° или 325° — особенно для более толстых материалов или когда индукция используется только на одной стороне заготовки — для обеспечить минимальную температуру предварительного нагрева во всей детали. Для многих типов стали существует широкий температурный диапазон от минимальной до максимальной, поэтому превышение максимального уровня межпроходной температуры обычно не является проблемой.
Например, в тех случаях, когда требуется предварительный нагрев до 250°F, может быть полезно установить температуру поверхности до 300° или 325° — особенно для более толстых материалов или когда индукция используется только на одной стороне заготовки — для обеспечить минимальную температуру предварительного нагрева во всей детали. Для многих типов стали существует широкий температурный диапазон от минимальной до максимальной, поэтому превышение максимального уровня межпроходной температуры обычно не является проблемой.
ДУМАЙТЕ ЗА ТРУБОЙ
Индукционный нагрев является возможным вариантом во многих сварочных процессах, который обеспечивает значительные преимущества, включая более равномерный нагрев, более быстрое время достижения температуры и повышенную безопасность. В результате проекты могут выполняться быстрее без ущерба для качества или безопасности оператора. Хотя этот метод нагрева хорошо известен и все более широко используется для сварки труб, он также предлагает преимущества во многих других областях, включая сварку плоских листов. Доступные системы предлагают различные типы и стили компонентов для нагрева деталей, что делает индукцию гибким вариантом для приложений, включающих широкий диапазон размеров и геометрий деталей и требований к нагреву.
Доступные системы предлагают различные типы и стили компонентов для нагрева деталей, что делает индукцию гибким вариантом для приложений, включающих широкий диапазон размеров и геометрий деталей и требований к нагреву.
Эл Шерил и Стив Лэтвис
Эл Шерил и Стив Лэтвис — специалисты по индукционному нагреву в компании Miller Electric Mfg. Co., 1635 W. Spencer Street, PO Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Calendar & Events
SEMA
1 — 4 ноября, 2022
Лас -Вегас, Невада
Fabtech
8 — 10, 2022
Atlant0002 8–9 ноября 2022 г.
Нови (Детройт), Мичиган
Индукционный нагрев в сравнении с другими методами
29 апреля, 19 4:48 · Оставить комментарий · Colin Brown
Предварительная и послесварочная термообработка имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства. Что еще хуже, неадекватная термическая обработка может привести к трещинам и разрушению сварных швов. В то время как температура и время являются основными факторами при термообработке сварного шва, при выборе процесса также следует тщательно учитывать метод нагрева. Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов.
Что еще хуже, неадекватная термическая обработка может привести к трещинам и разрушению сварных швов. В то время как температура и время являются основными факторами при термообработке сварного шва, при выборе процесса также следует тщательно учитывать метод нагрева. Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов.
Что такое индукционный нагрев?
Индукционный нагрев — это процесс термообработки, который при правильном использовании может изменить механические свойства сварного шва и прилегающего к нему основного металла таким образом, чтобы это соответствовало требованиям применения, в котором используется сварной шов. Индукционный нагрев основан на науке об электромагнетизме для нагрева детали. Индукционные катушки располагаются вокруг термообрабатываемого материала, и через них подается переменный ток. Этот переменный ток, проходящий через индукционные катушки, создает быстропеременное магнитное поле.
Этот переменный ток, проходящий через индукционные катушки, создает быстропеременное магнитное поле.
Возникающие в результате этого вихревые токи нагревают материал, окруженный катушками. Магнитные материалы еще легче нагреваются переменными магнитными полями.
Оборудование для индукционного нагрева
Установки для индукционной термообработки сварных швов могут несколько различаться в зависимости от области применения, но у Red-D-Arc есть оборудование, необходимое для наиболее распространенных сценариев. Каждая система индукционного нагрева требует источника питания. Источник питания преобразует электроэнергию из энергосистемы в электрический ток, который можно использовать для питания другого критического элемента оборудования в установке индукционного нагрева: индукционных катушек. Индукционные катушки обычно изготавливаются из меди, и их контакт с заготовкой не требуется. Источник питания и индукционные катушки являются двумя основными компонентами индукционной системы, хотя другие элементы оборудования, такие как одеяла, печи и индукционные нагревательные раковины, могут использоваться для защиты индукционных катушек и облегчения процесса нагрева.
Почему индукционный нагрев лучше других процессов нагрева?
Индукционный нагрев имеет много преимуществ по сравнению с другими процессами. Операции факельного нагрева не обладают точностью методов индукционного нагрева. Пламя нагревает заготовку чрезвычайно разнообразным образом. Кроме того, процесс нагрева горелки должен начинаться с ее нагрева снаружи и позволять температуре «впитываться» в деталь. Индукционный нагрев может использовать различные электрические частоты, чтобы в некоторой степени отрегулировать начальное положение нагрева по глубине материала. Кроме того, ширина и длина нагреваемого материала могут быть точно отрегулированы с помощью индукционного нагрева, в отличие от факельного нагрева.
Нагрев факелом требует использования горючих газов, что может быть опасно. Летучие газы могут взрываться и причинять вред работникам и разрушение имущества. Эти горючие газы также выделяют опасные пары, которые могут потребовать дыхания или удаления дыма, особенно в замкнутом пространстве. С другой стороны, индукционный нагрев при правильном использовании не выделяет вредных паров. Поскольку при индукционном нагреве не используются горючие газы, отсутствует риск взрыва.
С другой стороны, индукционный нагрев при правильном использовании не выделяет вредных паров. Поскольку при индукционном нагреве не используются горючие газы, отсутствует риск взрыва.
Другим распространенным процессом термообработки является нагрев в печи с использованием электрических резисторов в качестве нагревательных спиралей. Этот процесс может занять очень много времени для толстых деталей и, подобно термической обработке горелкой, сначала нагревает внешние поверхности основного материала и позволяет температуре проникнуть в сердцевину. И наоборот, индукционная термообработка может быть выполнена быстро, что может сократить время работы печи сопротивления на много минут. Сердечник можно нагреть намного быстрее, а также с индукционным нагревом. Индукционные катушки, используемые с таким оборудованием, как Miller ProHeat 35, гораздо более портативны, чем операции с печами, что позволяет гораздо более практично использовать их в полевых условиях.
Хотя индукционный нагрев и индукционная термообработка имеют множество преимуществ, у них есть и некоторые недостатки.