
Индукционная плавильная мини печь МИКРОША-3000 от производителя
Индукционная плавильная
мини-печь МИКРОША-3000, разработанная и производимая компанией НАША
ЭЛЕКТРОНИКА, представляет собой генераторный блок индукционного нагрева
МИКРОША-3000, укомплектованный плавильным узлом. Мини печь предназначена для
плавки цветных металлов и их сплавов в графитовом тигле для исключения реакции
взаимодействия между расплавленным металлом и материалом тигля. Графит
нейтрален к цветным металлам, в отличие от черных металлов, которые поглощают
углерод из материала тигля. МИКРОША-3000 в графитовом тигле позволяет развивать
температуру более 1300 град. С. Принцип действия основан на создании вихревых
токов в нагреваемой детали, а так как графит ведет себя аналогично металлу,
нагреваясь в поле индуктора, это позволяет плавить немагнитные металлы в тигле. Мощность печи, отдаваемая в тигель, зависит
от марки графита и толщины теплоизоляции между индуктором и тиглем.
Тигель производства г. Челябинск из графита марки ППГ диаметром 50 мм и высотой 80 мм. Сначала мы заказали тигли Лужского абразивного завода, но оказалось, что графита в них немного, основное – это шамот, т.е. тигли графитсодержащие, а не графитовые. Они практически не греются в поле индуктора, энергию не поглощают, радиопрозрачные. В свою очередь и медь и алюминий и золото плохо поглощают энергию на частотах 20 – 50 кГц и расплавить в таком тигле цветной металл при мощности генератора 3 кВт практически нереально. Для этого генератор должен работать на гораздо более высоких частотах, но там ценник на электронные компоненты другой. Не наступите на те же грабли при самостоятельном подборе тигля.
Внутренние размеры
нашего тигля – диаметр 38 мм, высота 70 мм. Таким образом внутренний объем
составляет 79 мл, т. е. см. куб. При плотности 999 пробы золота в 19,3 гр/см.
куб. емкость тигля по золоту составляет 1,5 кГ, а по меди – 0,7 кГ. Тигель
утеплен материалом из керамического волокна.
е. см. куб. При плотности 999 пробы золота в 19,3 гр/см.
куб. емкость тигля по золоту составляет 1,5 кГ, а по меди – 0,7 кГ. Тигель
утеплен материалом из керамического волокна.
Все параметры и устройство генераторного блока описаны в разделе индукционный нагреватель МИКРОША-3000, поэтому нет смысла повторяться.
Печатная плата МИКРОШИ-3000 покрывается, как и на всех наших аппаратах, компаундом «Виксинт-ПК68», защищающим плату от пыли и грязи. На индукторы надет чулок-трубка из керамической жаростойкой нити для изоляции витков между собой и деталью. В случае истирания нитей и короткого замыкания между витками индукционному нагревателю ничего не грозит, однако греть не будет. МИКРОША-3000 имеет защиту и от КЗ и от случайного включения без индуктора, а небольшие габариты индукционной плавильной печи позволяют работать в небольшой ювелирной мастерской.
Комплект поставки:
— индукционный нагреватель (аппарат),
— индуктор диаметром 20 мм, либо нужный вам диаметр, указанный вами при оформлении заказа в интернет-магазине,
— плавильный узел, состоящий из графитового тигля 50х80мм, индуктора диаметром 70мм и теплоизоляции между тиглем и индуктором,
— паспорт.
Страна производства -
Россия
Производитель — разработано и произведено компанией НАША
ЭЛЕКТРОНИКА.
ВНИМАНИЕ ! ОРИГИНАЛЬНОЕ СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО. КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
Индукционный нагреватель своими руками – схема, устройство, видео
Идея нагревать металл вихревыми токами Фуко, возбуждаемыми электромагнитным полем катушки, отнюдь не нова. Она давно и успешно эксплуатируется в промышленных плавильных печах, кузнечных мастерских, бытовых нагревательных приборах – плитах и электрокотлах. Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
О принципе индуктивного нагрева
Для начала разъясним, как функционируют электрические индукционные нагреватели. Переменный ток, проходя по виткам катушки, образует вокруг нее электромагнитное поле. Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Важное условие. Чтобы металлический сердечник нагревался, катушка должна питаться переменным током, меняющим знак и вектор поля с высокой частотой. При подаче на обмотку постоянного тока вы получите обыкновенный электромагнит.
Сам нагревательный элемент носит название индуктора и является главной частью установки. В отопительных котлах он представляет собой стальную трубу с протекающим внутри теплоносителем, а в кухонных плитах – плоскую катушку, максимально приближенную к варочной панели, как изображено далее на фото.
Катушка-индуктор нагревает железную трубу, которая передает тепло протекающей водеВторая часть индукционного нагревателя — схема, повышающая частоту тока. Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств. Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками. Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств. Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками. Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
В чем заключаются реальные преимущества индукционных котлов перед ТЭНовыми и электродными:
- Деталь, нагревающая воду, — это простой кусок трубы, не участвующий в электрохимических процессах (как в электродных теплогенераторах). Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет.
- По той же причине элемент одинаково хорошо «дружит» со всеми видами теплоносителей – водой, антифризом и даже машинным маслом, разницы нет.
- Внутренности индуктора не покрываются накипью в процессе эксплуатации.
Примечание.
С индукционными котлами связано множество мифов. Например, продавцы утверждают, что они экономичнее других электрических обогревателей на 10—20%, хотя в действительности КПД всех электрокотлов равен 98%. Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Справка. Существуют и другие, полностью самодельные конструкции, где преобразователи частоты умельцы собирают с нуля. Но для этого нужны знания и навыки в области радиотехники, поэтому рассматривать их мы не будем, а просто приведем пример такой схемы.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.

- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы. Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.

Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
- Пользователи, не разбирающиеся в электрике и радиотехнике, вряд ли смогут добиться увеличения мощности нагрева свыше 2.5 кВт. Для этого придется собрать схему преобразователя частоты.
- КПД индуктора ничуть не выше, чем у других электрических котлов. Но собрать нагреватель с ТЭНами гораздо проще.
- Если у вас не завалялась дома индукционная панель, то потребуется ее купить примерно за 80 у. е. Столько стоят дешевые китайские изделия в интернет-магазинах. За те же деньги продаются готовые электродные котлы мощностью до 10 кВт.
- Электроплиты оснащаются автоматикой безопасности, отключающих бытовой прибор спустя 1 или 2 часа работы. Это доставляет неудобство при эксплуатации.
- Если в силу разных причин теплоноситель вытечет из самодельного теплогенератора, то нагрев не прекратится. Это чревато пожаром.
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Индукционный нагреватель 500 Ватт своими руками
Схема индукционного нагревателя на 500 Ватт, который можно сделать своими руками! В интернете множество подобных схем, но интерес к ним пропадает, так как в основном они или не работают или работают но не так как хотелось бы. Данная схема индукционного нагревателя полностью рабочая, проверенная, а главное, не сложная, думаю вы оцените!
Схема индукционного нагревателя:
Компоненты и катушка:
Рабочая катушка содержит 5 витков, для намотки была использована медная трубка диаметром около 1 см, но можно и меньше. Такой диаметр был выбран не случайно, через трубку подаётся вода для охлаждения катушки и транзисторов.
Такой диаметр был выбран не случайно, через трубку подаётся вода для охлаждения катушки и транзисторов.
Транзисторы ставил IRFP150 так как IRFP250 под рукой не оказалось. Конденсаторы плёночные 0,27 мкФ 160 вольт, но можно поставить 0,33 мкФ и выше, если первые найти не получится. Обратите внимание, что схему можно питать напряжением до 60 вольт, но в этом случае, рекомендуется ставить конденсаторы на напряжение 250 вольт. Если схема будет питаться напряжением до 30 вольт, то на 150 вполне хватит!
[ads1]
Стабилитроны можно ставить любые на 12-15 вольт от 1 Ватт, например 1N5349 и им подобные. Диоды можно использовать UF4007 и ему подобные. Резисторы 470 Ом от 2-х Ватт.
Немного фотографий:
За место радиаторов, были использованы медные пластины, которые припаиваются прямо к трубке, так как в данной конструкции используется водное охлаждение. На мой взгляд это самое эффективное охлаждение, потому что транзисторы греются хорошо и ни какие вентиляторы и супер радиаторы не спасут их от перегрева!
Охлаждающие пластины на плате расположены таким образом, что бы трубка катушки проходила через них. Пластины и трубку нужно припаять между собой, для этого я использовал газовую горелку и большой паяльник для пайки автомобильных радиаторов.
Конденсаторы расположены на двух стороннем текстолите, плата припаивается так же к трубке катушки на прямую, для лучшего охлаждения.
Дроссели намотаны на ферритовых кольцах, лично я достал их из компьютерного блока питания, провод использовался медных в изоляции.
Индукционный нагреватель получился достаточно мощным, латунь и алюминий плавит очень легко, железные детали тоже плавит, но немного медленнее. Так как я использовал транзисторы IRFP150 то по параметрам, схему можно питать напряжением до 30 вольт, поэтому мощность ограничивается только этим фактором. Так что всё таки советую использовать IRFP250.
На этом всё! Ниже оставлю видео работы индукционного нагревателя и список деталей, которые можно купить на AliExpress по очень низкой цене!
Купить детали на Алиэкспресс:
Купить Индукционный нагреватель:
Видео:
Индукционный нагреватель для ковки — ООО «Термолит»ООО «Термолит»
Индукционный нагреватель для ковкиАгрегаты данного вида используются предприятиями с целью нагрева металлических заготовок для их последующей ковки.
На производственных мощностях компании «Термолит» осуществляется разработка, изготовление и тестирование электротермической техники. Мы выпускаем, в том числе, такой вид технологического оборудования, как индукционный нагреватель для ковки.
[contact-form-7 title=»Опросный лист»]
По вопросам приобретения оборудования и обращайтесь в отдел маркетинга ООО «Термолит»
Тел./Ф.: (0619) 42-40-12; 42-02-19; 42-03-14
Моб.: (095)040-75-17; (098)63-502-63;
E-mail: [email protected];
Применение агрегатовЗаготовки, разогреваемые в установках от «Термолит» могут быть круглого, квадратного (прямоугольного) и нестандартного сечения. Их диаметр в случае округлого сечения может быть от 5 мм до 400 мм. Если сечение заготовки прямоугольное, она может иметь размеры 300 мм на 300 мм в разрезе.
Их диаметр в случае округлого сечения может быть от 5 мм до 400 мм. Если сечение заготовки прямоугольное, она может иметь размеры 300 мм на 300 мм в разрезе.
Индукционный нагреватель для ковки — это более эффективное решение, чем газовые, мазутные и муфельные аналоги. Предприятия, использующие индукционное нагревательное оборудование отличаются высоким качеством продукции, максимальной производительностью и минимумом затрат на энергоносители. Индукционный нагрев, соответственно, позволяет снизить себестоимость продукции, сэкономить производственное время и уменьшить пагубное влияние на экологическую обстановку.
Нагревательное оборудование, в основе работы которого индукционный нагрев, не имеет такого побочного эффекта, как образование на заготовках окалины и обезуглероженного слоя. Поэтому качество конечной продукции заметно выше, чем у той, которая была обработана с использованием других методов нагрева. Температура нагрева может регулироваться с помощью преобразователя частоты, что позволяет напрямую влиять на глубину прогрева.
Индукционные нагревательные установки в работе
ИНУ-1600-0.15 с устройством подачи и выгрузки / IHU-1600-0.15 with a feeding and unloading devices
Нагрев рельс на ИНУ 650-2.4 / Rail heating at IHU 650-2.4
Нагрев шестерни диаметром 125мм / Heating of gear with a diameter of 125 mm
ИНУ 250-1.0 для нагрева алюминевых заготовок / IHU 250-1.0 for heating aluminium billets
Нагрев алюминиевого круга д=156мм длина 850мм ИНУ 250-1.0 /Heating of aluminum circle at IHU 250-1. 0
0
Нагрев диска диаметром 260мм / Heating of disc with diameter 260mm
Описание процесса нагрева
С помощью индукционных нагревательных установок производится эффективный нагрев металлических заготовок. В основе их работы — индукция. Индукционный нагрев является бесконтактной операцией, которая заключается в воздействии на проводники, коими являются металлические заготовки, токов высокой частоты, индуцируемых переменным магнитным полем.
Суть процесса заключается в следующем: заготовку помещают в индуктор, который с помощью генератора создаёт вокруг себя мощное электромагнитное поле, наводящее в заготовке вихревые токи, которые её и разогревают.
Индукционный нагреватель для ковки — это функциональная единица, состоящая из следующих компонентов:
тиристорный преобразователь частоты;
нагревательный пост, представленный индуктором, выходным дросселем и конденсаторной батареей;
пульт управления и сигнализации;
теплообменный шкаф.

В комплект поставки также входят и монтажные принадлежности и эксплуатационная документация. Клиент также может заказать в комплекте с оборудованием водоохлаждаемый кабель и закалочный трансформатор.
Преимущества индукционных нагревательных установокНагревательные установки с индукционным методом нагрева — это оборудование:
с меньшей длительностью циклов процесса, чем у агрегатов, использующих другие методы нагрева;
с управляемой передаваемой мощностью;
с возможностью контроля и локализации теплоты;
с возможностью контролировать технологический процесс;
с возможностью контролировать охлаждение;
позволяющее повысить объем выпускаемой продукции;
способное на нагрев отдельных частей заготовок;
осуществляющее операции без физического контакта с заготовками;
позволяющее экономить энергию и пространство на производстве;
отличающееся большой точностью;
способное на интеграцию в производственные линии;
на котором можно достичь равномерной температуры.
Кроме того, приобретя подобные агрегаты себе на производство, Вы значительно улучшите условия труда работников Вашего предприятия.Главное преимущество нагревателей данного вида — это индукционный нагрев, проникающий вглубь заготовки. Из него и вытекают основные преимущества.
Технические характеристики
| Тип установки | Мощность источника питания, кВт | Рабочая частота, кГц | Источник питания, ИП | Температура нагрева*, С |
| ИНУ-100-1,0 | 100 | 1,0 | ТПЧ-100 | 1200 |
| ИНУ-100-2,4 | 100 | 2,4 | ТПЧ-100 | 1200 |
| ИНУ-100-8,0 | 100 | 8,0 | ТПЧ-100 | 1200 |
| ИНУ-120-2,4 | 120 | 2,4 | ТПЧ-120 | 1200 |
| ИНУ-160-1,0 | 160 | 1,0 | ТПЧ-160 | 1200 |
| ИНУ-160-2,4 | 160 | 2,4 | ТПЧ-160 | 1200 |
| ИНУ-160-8,0 | 160 | 8,0 | ТПЧ-160 | 1200 |
| ИНУ-250-1,0 | 250 | 1,0 | ТПЧ-250 | 1200 |
| ИНУ-250-2,4 | 250 | 2,4 | ТПЧ-250 | 1200 |
| ИНУ-250-4,0 | 250 | 4,0 | ТПЧ-250 | 1200 |
| ИНУ-250-8,0 | 250 | 8,0 | ТПЧ-250 | 1200 |
| ИНУ-350-1,0 | 350 | 1,0 | ТПЧ-350 | 1200 |
| ИНУ-350-2,4 | 350 | 2,4 | ТПЧ-350 | 1200 |
| ИНУ-400-1,0 | 400 | 1,0 | ТПЧ-400 | 1200 |
| ИНУ-400-2,4 | 400 | 2,4 | ТПЧ-400 | 1200 |
| ИНУ-500-1,0 | 500 | 1,0 | ТПЧ-500 | 1200 |
| ИНУ-500-2,4 | 500 | 2,4 | ТПЧ-500 | 1200 |
| ИНУ-650-1,0 | 650 | 1,0 | ТПЧ-650 | 1200 |
| ИНУ-650-2,4 | 650 | 2,4 | ТПЧ-650 | 1200 |
| ИНУ-800-0,25 | 800 | 0,25 | ТПЧ-800 | 1200 |
| ИНУ-800-0,5 | 800 | 0,5 | ТПЧ-800 | 1200 |
| ИНУ-800-1,0 | 800 | 1,0 | ТПЧ-800 | 1200 |
| ИНУ-1200-0,25 | 1200 | 0,25 | ТПЧ-1200 | 1200 |
| ИНУ-1200-0,5 | 1200 | 0,5 | ТПЧ-1200 | 1200 |
| ИНУ-1200-1,0 | 1200 | 1,0 | ТПЧ-1200 | 1200 |
| ИНУ-1600-0,25 | 1600 | 0,25 | ТПЧ-1600 | 1200 |
| ИНУ-1600-0,5 | 1600 | 0,5 | ТПЧ-1600 | 1200 |
| ИНУ-1600-1,0 | 1600 | 1,0 | ТПЧ-1600 | 1200 |
Заказать индукционный нагреватель для ковки
ООО «Термолит» осуществляет проектирование, производство и тестирование электротермического оборудования. Наш опыт работы в этой сфере — более 20 лет.
У нас Вы можете купить как типовый агрегат, так и, предоставив свои чертежи, приобрести нагреватель полностью под запросы Вашего предприятия.
Индукционный нагреватель своими руками: схема и этапы сборки
Электрическая энергия обходится сегодня достаточно дорого, однако работающее на этом ресурсе отопительное оборудование не теряет популярности.
Это объясняется тем, что электроотопление является наиболее удобным способом обогреть жилище.
Особый интерес пользователей вызывают приборы, работающие на принципе электромагнитной индукции.
Главным образом потому, что такое устройство легко можно собрать самостоятельно. В этой статье мы поговорим об особенностях этих агрегатов, изучим их сильные и слабые стороны, а также научимся делать индукционный нагреватель своими руками.
Принцип работы
Работа всех электронагревателей, как обычных, так и индукционных, основана на одном и том же принципе: при пропускании электрического тока через некий проводник последний начнет нагреваться.
Количество выделяемого за единицу времени тепла зависит от силы тока и величины сопротивления данного проводника – чем больше эти показатели, тем сильнее будет греться материал.
Весь вопрос в том, каким образом вызвать протекание электротока? Можно подсоединить проводник непосредственно к источнику электрической энергии, что мы и делаем, втыкая в розетку шнур от электрочайника, масляного обогревателя или, к примеру, бойлера. Но можно применить и другой способ: как оказалось, протекание электротока можно спровоцировать воздействием на проводник переменного (именно переменного!) магнитного поля. Это явление, открытое в 1831-м году М. Фарадеем, получило название электромагнитной индукции.
Тут есть одна хитрость: магнитное поле может быть и постоянным, но тогда положение находящегося в нем проводника нужно постоянно менять. При этом будет меняться количество проходящих через проводник силовых линий и их направление относительно него. Проще всего проводник в поле вращать, что и делается в современных электрогенераторах.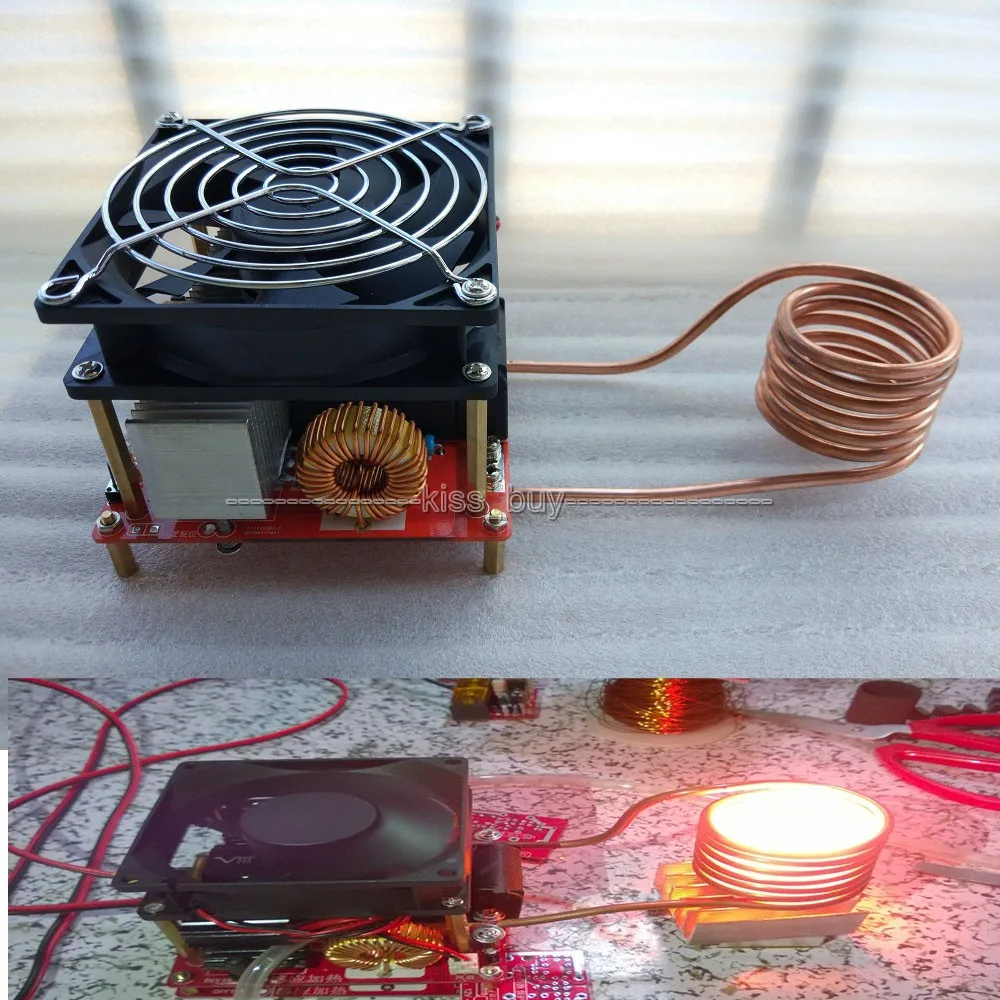
Принцип электромагнитной индукции
Но можно менять и параметры самого поля. С постоянным магнитом такой фокус, конечно, не пройдет, а вот с электромагнитом – вполне. Работа электромагнита, кто забыл, основана на обратном эффекте: протекающий через проводник переменный ток генерирует вокруг него магнитное поле, параметры которого (полярность и напряженность) зависят от направления тока и его величины. Для более ощутимого эффекта провод можно уложить в виде катушки.
Таким образом, меняя параметры электротока в электромагните, мы будем менять все параметры наводимого им магнитного поля, вплоть до изменения местоположения полюсов на противоположное.
И тогда это магнитное поле, действительно являющееся переменным, будет наводить электроток в любом токопроводящем материале, расположенном в его пределах. И материал при этом, понятно, будет нагреваться. На этом и основан принцип работы современных индукционных нагревателей.
Хотите подобрать самый экономичный электрический бойлер? Тогда присмотритесь к индукционному водонагревателю. О преимуществах и недостатках прибора читайте в статье.
О преимуществах и недостатках прибора читайте в статье.
Решили установить электрический котел в качестве резервного теплогенератора? О том, какую модель лучше выбрать, читайте тут.
Индукционная печь – многофункциональное устройство. Ее можно приобрести в магазине, но интереснее и дешевле изготовить ее своими руками. По этой ссылке https://microklimat.pro/otopitelnoe-oborudovanie/pechi/indukcionnaya-svoimi-rukami.html вы найдете схему сборки прибора и узнаете об особенностях эксплуатации печи.
Индукционный генератор тепла в системе отопления
У применяемых в отопительных контурах индукционных водонагревателей имеются как общие для всех электронагревателей достоинства, так и присущие только им. Начнем с первой группы:
- По удобству использования электронагреватели опережают даже газовое оборудование, так как обходятся без розжига. К тому же они являются намного более безопасными: владельцу можно не опасаться утечки топлива или продуктов его сгорания.

- Электрооборудованию не нужны дымоход и обслуживание в виде удаления нагара и копоти.
- КПД электронагревателя не зависит от его мощности. Его можно установить на самый минимум, и при этом КПД агрегата останется на уровне 99%, в то время как КПД газового или твердотопливного котла в таких условиях окажется значительно ниже паспортного.
- При наличии электрического теплогенератора система отопления может работать в самом низкотемпературном режиме, что весьма актуально в периоды межсезонья. В случае применения газового или твердотопливного котла падение температуры «обратки» ниже 50 градусов не допускается, так как при этом на теплообменнике образуется конденсат (при использовании твердого топлива он содержит кислоту).
- Ну и последнее: при использовании электрообогрева можно обойтись без жидкостного теплоносителя, правда, к индукционным нагревателям это не относится.
Простой индукционный нагреватель
Перейдем к достоинствам непосредственно «индукционников»:
- Площадь контакта теплоносителя с горячей поверхностью в индукционных нагревателях в тысячи раз больше, чем в приборах с трубчатыми электронагревателями.
Поэтому среда прогревается гораздо быстрее.
- Все элементы «индукционника» монтируются только снаружи, без каких-либо врезок. Соответственно, и протечки полностью исключаются.
- Поскольку нагрев осуществляется бесконтактным способом, нагреватель индукционного типа может работать с абсолютно любым теплоносителем, включая все виды антифризов (для ТЭНового электрокотла понадобился бы специальный). При этом вода может содержать сравнительно большое количество солей жесткости – переменное магнитное поле препятствует образованию накипи на стенках теплообменника.
На всякую бочку меда, как известно, найдется своя ложка дегтя. Здесь без этого тоже не обошлось: мало того, что сама по себе электроэнергия стоит достаточно дорого, так еще и индукционные нагреватели относятся к наиболее дорогому типу электроотопительного оборудования.
Индукционный нагреватель своими руками – схема конструкции
Простота конструкции – одно из достоинств индукционного нагревателя. Внутри круглого экранированного корпуса расположена катушка, на языке физиков именуема индуктором. Она подключается к источнику переменного тока. Внутри катушки расположен отрезок стальной трубы, заканчивающийся двумя патрубками. Последние позволяют присоединить нагреватель к системе отопления.
Внутри круглого экранированного корпуса расположена катушка, на языке физиков именуема индуктором. Она подключается к источнику переменного тока. Внутри катушки расположен отрезок стальной трубы, заканчивающийся двумя патрубками. Последние позволяют присоединить нагреватель к системе отопления.
Таким образом, после подсоединения через трубу будет следовать теплоноситель, при этом она будет нагреваться под воздействием генерируемого катушкой переменного поля. От контакта с трубой, соответственно, будет греться и теплоноситель.
Схема индукционного нагревателя
В некоторых моделях индукционных нагревателей катушка подсоединяется непосредственно к электросети, вследствие чего создаваемое ею магнитное поле меняет полярность с частотой 50 Гц. Но существует и более производительная схема подключения. Она отличается от только что описанной наличием преобразователя, увеличивающего частоту колебания подаваемого на катушку тока с 50 Гц до нескольких десятков килогерц. Такой преобразователь называют инвертором. Он состоит из трех модулей:
Такой преобразователь называют инвертором. Он состоит из трех модулей:
- Выпрямитель, представляющий собой обычный диодный мост.
- Собственно, инвертор. Главные герои – пара т.н. ключевых транзисторов, которые могут очень быстро переключаться.
- Схема управления, которая «дирижирует» ключевыми транзисторами.
Несложно заметить, что происходящие внутри нагревателя процессы весьма сходны с работой понижающего трансформатора, только в данном случае вторичная обмотка является короткозамкнутой и располагается внутри первичной.
Другое отличие состоит в том, что в случае с трансформатором нагрев является побочным эффектом, который стараются предотвратить (например, набирают магнитопровод из отдельных изолированных пластин).
Как сделать индукционный нагреватель самому?
Простейший индукционный нагреватель своими руками делается так:
- На один конец отрезка толстостенной полипропиленовой трубы необходимо наварить муфту, предварительно закрепив на торце трубы капроновую мелкоячеистую сетку.
- Перевернув трубу сеткой вниз, необходимо заполнить ее рубленой нержавеющей проволокой диаметром 5 – 7 мм (длина обрезков – около 5 см).
- Свободный конец трубы также нужно закрыть с помощью муфты и сетки. Благодаря этому стальная засыпка, играющая роль сердечника, будет удерживаться внутри.
- С наружной стороны в каждую муфту вваривается переходник на нужный диаметр (соответствует диаметру отопительного контура.).
- На трубу следует намотать 90 витков медного провода.
- Получившуюся катушку нужно подключить к инвертору от самого дешевого сварочного аппарата, рассчитанный на ток сварки до 20А и оснащенный функцией его плавной настройки.
- Остается подсоединить нагреватель к системе отопления, заполнить ее теплоносителем и подать ток на катушку.
Для удобства обслуживания на входе и выходе из нагревателя можно установить шаровые краны – это даст возможность демонтировать устройство без дренирования отопительного контура.
Чтобы избежать разрыва системы из-за перегрева теплоносителя, с одной стороны к нагревателю через тройник следует подсоединить предохранительный клапан.
При наличии 3-фазной сети нагреватель можно усовершенствовать, установив вместо одной катушки три.
Полезные советы по безопасности
Несколько рекомендаций помогут избежать аварийных ситуаций:
- Индукционные нагреватели допускается применять только в системах с принудительной циркуляцией. Тепло вырабатывается довольно интенсивно, поэтому при естественной циркуляции, тем более с учетом значительного гидравлического сопротивления сердечника из рубленой проволоки, возможен перегрев теплоносителя.
- Не следует пренебрегать предохранительным клапаном. Он должен быть смонтирован либо на нагревателе, как было рассказано выше, либо в другом месте системы. Очевидно, что при выходе циркуляционного насоса из строя перегрева теплоносителя избежать не удастся, а при отсутствии предохранительного клапана такое явление приведет к разрыву системы.
- Подключать нагреватель следует через УЗО. Желательно, также, дооборудовать систему отопления термостатом.
Часто умельцы помещают самодельный индукционный нагреватель в утепленный металлический корпус.
Из-за отсутствия у самодельного «индукционника» полноценного экранирования его следует размещать не ближе 80-ти см от потолка или пола. Расстояние между прибором и стеной должно составлять не менее 30 см.
Помните, что переменное электромагнитное поле существует не только внутри катушки, но и снаружи, поэтому оно может нагревать любые находящиеся рядом металлические предметы. Например, застежки или пуговицы на одежде пользователя.
Технология индукционного нагрева нашла широкое применение в промышленности и стала проникать в бытовую сферу. Индукционные котлы отопления привлекают своей экономичностью и простотой конструкции. Читайте об устройстве прибора и смотрите примеры самодельных конструкций.
О видах чугунных отопительных печей и вариантах их установки вы узнаете в этом материале.
Видео на тему
Нагреватель индукционный ZVS 1000Вт 50А 12-36В
Основные характеристики:
- Напряжение питания: 12-36В
- Максимальный ток: 50А
- Мощность: 1000Вт
- При нагрузке в 12В ток не должен быть менее 20А
- При нагрузке в 24В ток не должен быть менее 30А
- При нагрузке в 36В ток не должен быть менее 50А
- Минимальное рабочее напряжение: 11В
- Размер платы: 165.
 1х112.41х1.6мм
1х112.41х1.6мм
Комплектация:
- Электронный блок нагрева
- Катушка индукционная медная
- Система охлаждение, кулер
Описание:
Индукционные нагреватели это бесконтактные нагреватели основанные на многократном перемагничивании нагреваемого тела очень сильным магнитным полем, вследствие чего происходит быстрое нагревание магнитного материала до очень высоких температур. Если говорить простым языком, то по сути катушка индуктора является первичной обмоткой трансформатора, а нагреваемая деталь это по сути вторичная обмотка трансформатора, в которой появляется напряжение и замыкается само на себя, в следствие чего и происходит нагрев.
Основные сферы применения:
- Плавка, пайка и сварка металлов
- Получение сплавов
- Ковка, гибка и термообработка металлов
- Ювелирное дело
- Закалка и термообработка металлов
- Обеззараживание
Основные преимущества использования индукционных нагревателей.
- Малые размеры и высокая интенсивность позволяет использовать устройство в домашних условиях
- Индукционные нагреватели не выделяют продуктов горения, что позволяет использовать их даже в непроветриваемых помещениях
- Индукционные нагреватели позволяют нагревать материал внутри керамических стеклянных и прочих емкостях, при этом нагреваться будет только металл, так как керамика и стекло не проводят ток
- Так как отсутствует непосредственный нагреватель — нет загрязнения расплавляемого материала.
- Позволяет организовать разогрев материала в защитном инертном газе, предотвращая тем самым воздействие окружающей среды на расплавляемый металл
Внимание! По возможности используйте защищенный источник питания, не используйте аккумулятор. При долгосрочном использовании используйте водяное охлаждение.
Схема электрическая принципиальная:
| Технические характеристики | |
|---|---|
| Обозначение | TIH 100M |
| Величина SKF m20 | 97 кг |
| Напряжение, В/Гц | |
| – TIH 100M/230V – TIH 100M/MV |
230В/50-60Гц 400-460В/50-60Гц |
| Рабочая часть: | |
Масса (макс. ) ) |
120 кг |
| – Диаметр отверстия | 20 – 400 мм |
| Управление температурой: | |
| – Диапазон | 0 — 250 °C |
| – Магнитная термопара | K–тип |
| – Точность | ± 2 °C |
| Установка времени: | |
| – Диапазон | 0 – 60 минут |
| – Точность | ± 0,01 с |
| Максимальная температура (прибл.) | +400 °C |
| Режим термометра | Да |
| Задание температуры подшипника | Да |
| Регулировка мощности | 2-х ступенчатая: 50 — 100% |
| Размагничивание по | Да (<2 A/см) |
| нормам SKF (автоматическое) | |
| Нагрев уплотненных подшипников | Да |
| Нагрев смазанных подшипников | Да |
| Контроль по кодам ошибок | Да |
| Защита от перегрева | Да |
| Максимум магнитной индукции | 1,7 T |
| Панель управления | Дист. пульт с клавиатурой и пульт с клавиатурой и |
| светодиодными индикаторами | |
| Рабочая зона (ш × в) | 155 × 205 мм |
| Диаметр катушки | 110 мм |
| Размеры (ш × д × в) | 570 × 230 × 350 мм |
| Масса с сердечниками | 42 кг |
| Максимальная потребляемая мощность | 3,6 кВA (230В) |
| Количество стандартных сердечников | 3 |
| Стандартные сердечники | 56 × 56 × 296 мм, |
| для нагрева подшипников с | |
| отверстием от 80 мм и больше | |
| 28 × 28 × 296 мм, | |
| для нагрева подшипников с | |
| отверстием от 40 мм и больше | |
| 14 × 14 × 296 мм, | |
| для нагрева подшипников с | |
| отверстием от 20 мм и больше | |
| Сечение сердечника | 56 × 56 мм |
| Хранение сердечников | Да (склад. ) ) |
| Сдвижной узел | Нет |
| Поворотный узел | Да, для большого сердечника |
| Вентилятор охлаждения | Нет |
| Материал корпуса | Сталь и стеклонаполненный |
| полиамид | |
| Гарантия | 3 года |
Easy DIY. Jadroppingscience | Джеймс Эндрюс | Заслуживает внимания
Рис. 1. Использование индукционного нагревателя для нагрева вилки за секунды.Индукционный нагрев — это так увлекательно. Катушка не горячая, но все же может нагреть любой магнитный и проводящий объект до сотен градусов за секунды! Самое безумное то, что вы можете заполучить подобное устройство менее чем за 15 долларов. У меня их несколько, и я люблю показывать, какие они классные, на моем YouTube, как показано ниже:
Хотите прочитать эту историю позже? Сохранить в журнал.

Индукционный нагрев широко применяется в промышленности. В промышленном мире индукционный нагрев может использоваться для отжига, сварки, ковки и т. Д. Кроме того, многие любители мотоциклов и автомобилей используют индукционный нагрев для удаления старых ржавых гаек и болтов с помощью Bolt Buster, хотя они довольно дороги.
Я лично считаю, что индукционные нагреватели — это слишком крутая идея, чтобы не получать от них удовольствия, поэтому я использую свои в основном для нагрева случайных предметов или прорезания продуктов горячим ножом.
Индукционный нагрев довольно сложен, но может быть упрощен для тех, у кого нет серьезной технической подготовки. Вам необходимо понять четыре основных понятия. Если вы в большей степени наглядно обучаетесь, вы можете посмотреть мое видео на YouTube, где я обсуждаю следующее.
Магнитные и проводящие предметы Индукционный нагрев работает только с объектами, способными проводить электричество, и намного лучше работает с объектами, которые являются магнитными. Чтобы объект был проводящим, он должен иметь свободные электроны, способные перемещаться вокруг объекта.Большинство металлов являются проводящими. Магнитные объекты окружены магнитным полем. Хотя вы не можете увидеть магнитное поле визуально, магнитные поля будут взаимодействовать с другими магнитными полями. Например, если вы поместите два магнита рядом друг с другом, они будут притягиваться друг к другу.
Чтобы объект был проводящим, он должен иметь свободные электроны, способные перемещаться вокруг объекта.Большинство металлов являются проводящими. Магнитные объекты окружены магнитным полем. Хотя вы не можете увидеть магнитное поле визуально, магнитные поля будут взаимодействовать с другими магнитными полями. Например, если вы поместите два магнита рядом друг с другом, они будут притягиваться друг к другу.
Закон Ампера
Когда вы пропускаете ток через провод, вокруг него создается магнитное поле. Изначально провод не был магнитным, но теперь он имеет магнитное поле. Когда вы наматываете катушку из проволоки, а затем пропускаете через нее ток, магнитное поле внутри катушки становится намного сильнее.
Рис. 2. Закон АмпераЗакон Фарадея / Ленца
Когда вы помещаете два противоположных магнитных поля рядом друг с другом, они влияют друг на друга. Электроны внутри объектов движутся, чтобы ориентироваться в новом магнитном поле. Это движение (поток) электронов называется током.
Итак, изменение магнитного поля проводящего объекта приведет к возникновению крошечных токов внутри объекта, известных как вихревые токи. Как только электроны закончат выравнивание с новым магнитным полем, электроны снова станут неподвижными.Тока больше нет. Чтобы непрерывно создавать вихревые токи внутри объекта, вы должны постоянно изменять магнитное поле.
Лучший способ сделать это — использовать переменный ток (AC). Направление, в котором ток течет через катушку, имеет значение. Вы можете увидеть это, посмотрев на северный и южный полюса индуцированного магнитного поля на предыдущем рисунке (Рисунок 1). Если вы измените направление тока, полярность магнитного поля также изменит направление.
Если этот переменный ток имеет высокую частоту, направление тока меняется много раз в секунду, то есть вы меняете магнитное поле много раз в секунду.Следовательно, электроны никогда не прекращают движение, а объект постоянно производит вихревые токи.
Сопротивление производит тепло
Последний кусок головоломки — понимание того, как ток производит тепло. Когда электроны постоянно движутся (ток), возникает сопротивление (например, трение), которое выделяет тепло. Это похоже на то, как трение создает тепло, когда вы растираете руки вперед и назад. Постоянно создавая вихревые токи, вы можете очень быстро нагреть объект.
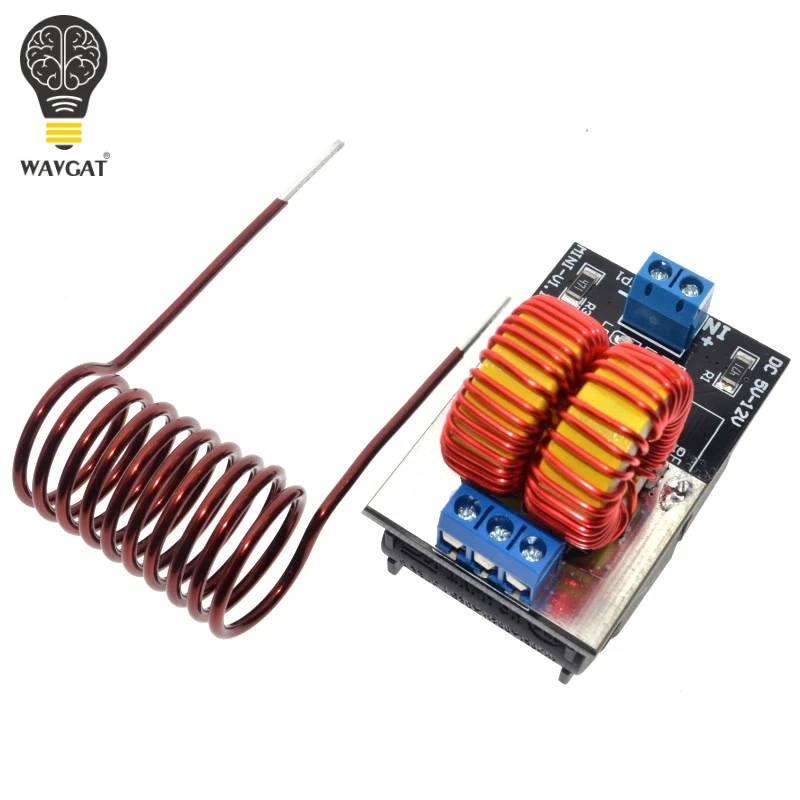
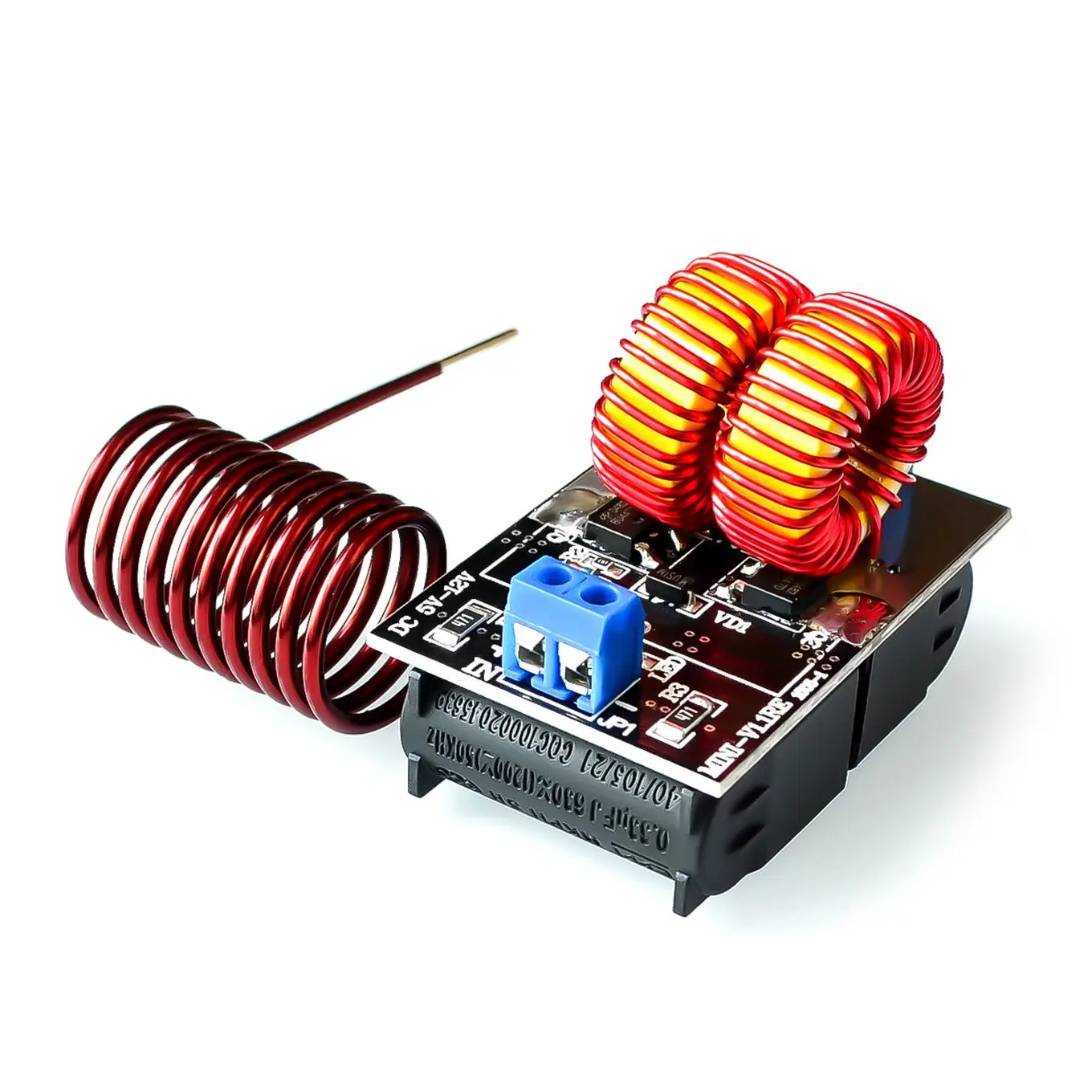
На Amazon доступен модуль индукционного нагрева, который обычно стоит менее 15 долларов. Хотя можно сделать это самостоятельно, это выходит далеко за рамки данной статьи. Этот модуль индукционного нагрева рассчитан на напряжение от 5 до 12 В. Я включил письменные инструкции по безопасности, которые производитель предоставляет в конце этой статьи. Модуль поставляется с катушкой, которую необходимо припаять к устройству.
Доступно на Amazon Вам нужен блок питания, который может обеспечить ток не менее нескольких ампер и напряжение от 5 до 12 вольт.Источник питания, который у меня есть по ссылке выше, дает вам максимальную мощность для этого устройства, которая составляет 12 В и 10 А. По словам производителя, устройство не рассчитано на что-либо более высокое.
Я использовал блок питания с переменным напряжением до того, как получил этот хороший блок питания. Если у вас есть источник питания с переменным напряжением, вы можете его использовать, но УБЕДИТЕСЬ, ЧТО ВЫ НЕ УСТАНАВЛИВАЕТЕ ВЫШЕ 12 В ДЛЯ ДАННОГО МОДУЛЯ.
Доступно на AmazonЭтот адаптер гнезда подключается непосредственно к источнику питания, поэтому вам не нужно беспокоиться о потерях в соединениях.
В качестве альтернативы вы можете использовать зажимы типа «крокодил» и провод 18 калибра. Зажимы типа «крокодил» требуют меньше усилий, но они менее надежны. Я использовал оба, но мне очень нравится, когда гнездовой разъем надежно закреплен.
Паяльник / припойВам понадобится паяльник, чтобы припаять катушку к модулю. Теоретически вместо них можно использовать винтовые клеммы, но производитель предупреждает, что пластиковые клеммы могут плавиться. В результате я решил припаять выводы катушки напрямую.
Сверла / сверла
Вам нужно сделать отверстие, в которое можно вставить гнездовой разъем. Хорошо подойдет сверло на 3/8 дюйма.
Хорошо подойдет сверло на 3/8 дюйма.
Клей для дерева / дерева
Это необязательно, но я рекомендую сделать небольшое основание, как я сделал в моем видео, чтобы вы могли перемещать устройство индукционного нагрева, не касаясь его напрямую.
Супер клей (или лента)
Вам нужно что-нибудь, чтобы прикрепить индукционный нагреватель к деревянной основе.
Отказ от ответственности: Неправильное использование оборудования или несоблюдение надлежащих протоколов безопасности может нанести вред пользователю.Будьте осторожны при работе с электричеством. Не пытайтесь, если у вас нет понимания основных электрических схем и этих компонентов. Попробуйте на свой страх и риск.
- Извлеките катушку индукционного нагрева из упаковки. (Необязательно: согните катушку до новой желаемой формы и ориентации, если вы хотите ее изменить. К вашему сведению: форма катушки влияет на ее производительность, поэтому будьте осторожны.)
- Припаяйте концы катушки к модулю индукционного нагрева.
3. Создайте основу (деревянную конструкцию) и прикрепите катушку индукционного нагрева.
4. Возьмите красный (+) и черный (-) провода из гнездового разъема и вкрутите их в задние винтовые клеммы. Поскольку провод состоит из многих жил, подумайте о добавлении припоя на концы, прежде чем закручивать его.
Рис. 4. Правильно закрепленные провода.5. Просверлите отверстие 3/8 дюйма в середине верхней деревянной детали. Если вы запутались, посмотрите изображение ниже.
6. Запрессуйте гнездовой разъем. Убедитесь, что он не выходит легко.
7. Подключите блок питания постоянного тока и подключите разъем питания к розетке. Синий светодиод на индукционном нагревателе загорится, показывая, что цепь работает. (К вашему сведению: блок питания включается примерно через секунду после его подключения)
Рисунок 5. Окончательная конфигурация- Если ваш блок питания способен потреблять только несколько ампер, устройству может не хватить мощности для обработки большой металлический предмет.
 Кроме того, если вы вставите металлический предмет слишком быстро, это также может стать слишком большой нагрузкой для источника питания. Когда это случилось со мной (когда я использовал другой источник питания, отличный от указанного выше), вы заметите, что светодиод на модуле индукционного нагрева гаснет.
Кроме того, если вы вставите металлический предмет слишком быстро, это также может стать слишком большой нагрузкой для источника питания. Когда это случилось со мной (когда я использовал другой источник питания, отличный от указанного выше), вы заметите, что светодиод на модуле индукционного нагрева гаснет. - Хотя сама змеевик не обязательно должен быть горячим, чтобы нагреть предметы, помещенные внутри, змеевик может начать нагреваться после продолжительного использования. При использовании устройства всегда обращайтесь с катушкой так, как будто она горячая.Руководство предупреждает, что нельзя использовать более 5 минут, не давая ему остыть.
“Технические характеристики :
Входное напряжение : 5 В ~ 12 В постоянного тока
Максимальная мощность : 120 Вт
Размер печатной платы : 55 x 37 x 1,6 мм
Примечание:
1. При индукционном нагреве обычно работает в течение 5 минут до отключите охлаждение. Поскольку во время индукционного нагрева ток относительно велик, тепло катушки также относительно велико. При нагревании часть тепла, выделяемого нагретым объектом, передается нагревательной спирали.В течение длительного времени температура нагревательного змеевика высокая. Если к клемме подсоединить нагревательную спираль, пластиковая часть клеммы оплавится. Следовательно, при индукционном нагреве лучше всего припаять нагревательную катушку непосредственно к печатной плате
2. Только некоторые типы материалов могут эффективно нагреваться индукционным нагревом — в основном магнитные материалы, такие как сталь. Такие материалы, как латунь, медь и алюминий, очень трудно нагреть.
3. Большой конденсатор, помещенный параллельно источнику питания, может помочь уменьшить падение напряжения / тока, препятствующее запуску устройства.
4. Этот модуль не должен работать без нагрузки, иначе это может привести к сгоранию цепи.
5. Вы можете проверить, загорелся ли синий светодиодный индикатор, чтобы узнать, подано ли питание или модуль может работать нормально. Когда индикатор тусклый, возможно, источник питания недостаточен, следует использовать более мощный источник питания. Просто убедитесь, что напряжение питания находится в пределах 5–12 В постоянного тока.
Примечание: Вы можете припаять нагревательную спираль к плате ».
Отказ от ответственности: я делаю небольшую часть всех продаж через партнерские ссылки без дополнительной оплаты с покупателя.
Основы технологии индукционного нагрева
Индукционный нагрев
Проще говоря, индукционный нагрев является наиболее чистым, эффективным, рентабельным, точным и повторяемым методом нагрева материалов, доступным на сегодняшний день в отрасли.
Точно разработанные индукционные катушки в сочетании с мощным и гибким индукционным источником питания обеспечивают воспроизводимые результаты нагрева, соответствующие желаемому применению.Индукционные источники питания, разработанные для точной количественной оценки нагрева материала и реагирования на изменения свойств материала во время цикла нагрева, делают реальностью достижение различных профилей нагрева с помощью одного приложения нагрева.
Целью индукционного нагрева может быть упрочнение детали для предотвращения износа; придать металлопластику для ковки или горячей штамповки желаемую форму; спаять или спаять две части вместе; плавить и смешивать ингредиенты, которые входят в жаропрочные сплавы, что делает возможным создание реактивных двигателей; или для любого количества других приложений.
Основы
Индукционный нагрев происходит в электропроводящем объекте (не обязательно из магнитной стали), когда объект находится в переменном магнитном поле. Индукционный нагрев происходит из-за гистерезиса и потерь на вихревые токи.
Гистерезисные потери возникают только в магнитных материалах, таких как сталь, никель и некоторые другие. Потери на гистерезис утверждают, что это вызвано трением между молекулами, когда материал намагничивается сначала в одном направлении, а затем в другом.Молекулы можно рассматривать как небольшие магниты, которые вращаются при каждом изменении направления магнитного поля. Требуется работа (энергия), чтобы перевернуть их. Энергия превращается в тепло. Скорость расхода энергии (мощности) увеличивается с увеличением скорости реверсирования (частоты).
Требуется работа (энергия), чтобы перевернуть их. Энергия превращается в тепло. Скорость расхода энергии (мощности) увеличивается с увеличением скорости реверсирования (частоты).
Вихретоковые потери возникают в любом проводящем материале в переменном магнитном поле. Это вызывает заголовок, даже если материалы не обладают какими-либо магнитными свойствами, обычно присущими железу и стали.Примерами являются медь, латунь, алюминий, цирконий, немагнитная нержавеющая сталь и уран. Вихревые токи — это электрические токи, индуцируемые в материале действием трансформатора. Как следует из их названия, кажется, что они движутся вихрями на водоворотах внутри твердой массы материала. Вихретоковые потери намного важнее гистерезисных потерь при индукционном нагреве. Обратите внимание, что индукционный нагрев применяется к немагнитным материалам, в которых отсутствуют гистерезисные потери.
Для нагрева стали для закалки, ковки, плавки или любых других целей, требующих температуры выше температуры Кюри, мы не можем полагаться на гистерезис. Сталь теряет свои магнитные свойства выше этой температуры. Когда сталь нагревается ниже точки Кюри, вклад гистерезиса обычно настолько мал, что им можно пренебречь. Для всех практических целей вихревые токи I 2 R — это единственный способ, которым электрическая энергия может быть преобразована в тепло для целей индукционного нагрева.
Сталь теряет свои магнитные свойства выше этой температуры. Когда сталь нагревается ниже точки Кюри, вклад гистерезиса обычно настолько мал, что им можно пренебречь. Для всех практических целей вихревые токи I 2 R — это единственный способ, которым электрическая энергия может быть преобразована в тепло для целей индукционного нагрева.
Две основные вещи для индукционного нагрева:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Преимущества индукционного нагрева
Индукционный нагрев особенно полезен при выполнении повторяющихся операций.После того, как машина индукционного нагрева правильно отрегулирована, часть за частью нагревается с одинаковыми результатами. Возможность индукционного нагрева для одинакового нагрева следующих друг за другом деталей означает, что процесс можно адаптировать к полностью автоматическому режиму, когда детали загружаются и разгружаются механически.
Индукционный нагрев позволил выполнять такие операции, как закалка, на производственных линиях вместе с другими станками, а не в удаленных отдельных отделах. Это экономит время на транспортировку деталей из одной части завода в другую.Индукционный нагрев чистый. Не сбрасывает неприятный жар. Условия работы вокруг машин индукционного нагрева хорошие. Они не выделяют дым и грязь, которые иногда бывают в цехах термообработки и кузнечных цехах.
Другой желательной характеристикой индукционного нагрева является его способность нагревать только небольшую часть заготовки, что дает преимущества там, где нет необходимости нагревать всю деталь. Это преимущество имеет решающее значение для основных деталей с несколькими локализованными участками повышенного износа при нормальной эксплуатации.Раньше требовался более качественный и более дорогой материал, чтобы выдерживать эксплуатационный износ. С помощью индукции можно обрабатывать менее дорогие материалы на месте для достижения требуемой долговечности.
Индукционный нагрев быстрый. Правильно настроенная машина индукционного нагрева может обрабатывать большие объемы деталей в минуту за счет использования эффективной конструкции змеевика и обращения с деталями. Поскольку машины индукционного нагрева хорошо подходят для автоматизации, их можно легко интегрировать с существующими линиями по производству деталей.В отличие от решений для лучистого отопления, индукционный нагрев нагревает только часть внутри змеевика, не тратя энергию на ненужный нагрев.
Индукционный нагрев чистый. Без операций с пламенем, которые оставляют сажу или иным образом требуют очистки после нагрева, индукция является выбором для деталей, требующих чистого нагрева, например, при пайке. Поскольку в индукционном нагреве используются магнитные поля, проницаемые через стекло или другие материалы, возможен контролируемый нагрев атмосферы с помощью индукции.
История индукционного нагрева
Фарадей (1791-1867) был знаком с фундаментальными принципами, лежащими в основе индукции. Сначала акцент был сделан на нежелательных последствиях явления. Большое внимание было уделено поиску методов уменьшения влияния индукции, чтобы такие устройства, как трансформаторы, двигатели и генераторы, могли стать более эффективными.
Сначала акцент был сделан на нежелательных последствиях явления. Большое внимание было уделено поиску методов уменьшения влияния индукции, чтобы такие устройства, как трансформаторы, двигатели и генераторы, могли стать более эффективными.
Майклу Фарадею (1791-1867) приписывают открытие фундаментальных принципов, лежащих в основе индукционного нагрева в 1831 году.Тем не менее, исследования индукции были сосредоточены на поиске методов уменьшения влияния индукции, чтобы такие устройства, как трансформаторы, двигатели и генераторы, поначалу могли стать более эффективными.
Интерес к возможности плавления металлов индукцией возник в 1916 году. Одним из первых коммерческих приложений было плавление небольших зарядов с использованием генераторов искрового разрядника. Еще одним ранним применением было нагревание металлических элементов вакуумных трубок для отвода поглощенных газов перед герметизацией.
За несколько лет до Второй мировой войны ряд компаний, более или менее независимо, начали понимать, что индукция является решением для широкого спектра специализированных нагревательных приложений. Хотя индукция не стала промышленным процессом еще долго после ее теоретического открытия, ее рост был быстрым во время Второй мировой войны, когда возникла немедленная потребность в производстве большого количества деталей с минимальными трудозатратами.
Хотя индукция не стала промышленным процессом еще долго после ее теоретического открытия, ее рост был быстрым во время Второй мировой войны, когда возникла немедленная потребность в производстве большого количества деталей с минимальными трудозатратами.
Сегодня индукция заняла свое место в нашей промышленной экономике как средство ускорения производства деталей, снижения производственных затрат и достижения качественных результатов.
Нажмите, чтобы узнать об истории Радин
Будущее индукции
С наступлением эры высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Как технология выбора для быстрого, чистого, повторяемого, точного и эффективного нагрева, индукция прочно зарекомендовала себя в будущем производства как краеугольный камень отрасли. Быстрое развитие Induction с момента своего открытия принесло ей репутацию передовой технологии, критически важной для открытия новых, более эффективных процессов. Сегодня индукция является синонимом новаторских решений, открывающих путь к новой парадигме в производственных технологиях.
Технология Radyne находится на переднем крае индукционного нагрева, вводя новшества в новых способах дальнейшего развития методов и процессов индукционного нагрева в новых, ранее заброшенных областях. Мы являемся ведущим мировым производителем и пионером в разработке передового оборудования для индукционного нагрева и нагрева с регулируемой атмосферой.Щелкните здесь, чтобы узнать больше о блоке питания TFD.
Дополнительная литература
Дальнейшее обсуждение темы основ индукционного нагрева можно найти, продолжив нашу статью о передовых концепциях индукционного нагрева, охватывающую темы, которые лежат в основе теории индукционного нагрева, установленной здесь. Для еще большего количества ресурсов индукционного нагрева Radyne предоставляет несколько ресурсов для вашего удобства, позволяющих использовать теорию индукции для осознанной работы: в том числе плакаты для справки с общими лабораторными и производственными таблицами и справочники по основам индукции.
VapeHeater Go — Индукционный нагреватель >> VapeFully Guarantee
VapeHeater Go — портативный индукционный нагреватель для испарителей DynaVap. Благодаря питанию от аккумулятора и небольшому размеру его можно носить с собой куда угодно — вам больше не понадобится шнур питания!
Встроенный аккумулятор емкостью 1000 мАч позволяет нагреть испаритель до 50 раз. Это позволяет вам использовать несколько камер испарителя DynaVap, прежде чем вам понадобится перезарядить аккумулятор. Обогреватель имеет блокировку на 12 секунд.
Порт USB-C обеспечивает быструю зарядку, полная зарядка которой занимает около 1,5 часов. Нагреватель можно использовать во время зарядки, но рекомендуется стандартное использование. VapeHeater Go также оснащен мощным магнитом для охлаждения и снятия крышки горячего испарителя
. Индукционный нагреватель VapeHeater Go имеет интеллектуальную функцию активации — просто поместите испаритель в слот нагревателя, чтобы нагрев начался автоматически, о чем свидетельствует встроенный светодиод.
Сбоку от VapeHeater Go есть место для хранения испарителя DynaVap стандартной длины 92 мм — так что вы можете переносить и хранить свой испаритель внутри нагревателя, что очень удобно.
Руководство пользователя индукционного нагревателя VapeHeater Go:
- Подключите адаптер питания к розетке и подключите его к порту USB-C, расположенному на корпусе нагревателя VapeHeater Go, и дождитесь полной зарядки аккумулятора (об этом будет свидетельствовать постоянное мигание красного светодиода).
- Включите обогреватель, нажав кнопку 5 раз.
- Осторожно поместите испаритель DynaVap в прорезь нагревателя.
- Обогрев начнется автоматически (стеклянная камера будет мигать красным во время нагрева), не вдавливайте испаритель в обогреватель.
- Подождите несколько секунд (обычно 4-8), пока крышка испарителя не щелкнет (1-2 раза), затем снимите испаритель с нагревателя VapeHeater Go.
- Начать испарение.
- Поместите испаритель DynaVap на магнит в верхней части нагревателя и подождите, пока он остынет, о чем будут свидетельствовать повторяющиеся щелчки (1-2) колпачка.

- Повторите шаги 3-7, чтобы продолжить вдох.
- После завершения ингаляции выключите VapeHeater Go, нажав кнопку 5 раз.
Практические советы:
- Первый цикл нагрева обычно дает более тонкий пар и более полный вкус. Последующие циклы нагрева дадут большее количество пара.
- Для получения густого пара нагрейте DynaVap еще 1-2 секунды после того, как услышите 1-2 щелчка.
- Повторный нагрев испарителя непосредственно после предыдущего цикла нагрева приведет к повышению температуры и повышению температуры испарения с каждым последующим циклом нагрева. Уменьшайте или увеличивайте интервалы между циклами нагрева для достижения различных эффектов.
Совместимость: все испарители DynaVap
Размеры: 110 x 70 x 30 мм
Гарантия: 1 год
В комплект также входит альтернативная стеклянная катушка и силиконовые прокладки для ее крепления. Установка альтернативного змеевика в нагреватель позволяет изменять интенсивность нагрева испарителя.
5 Основы проектирования змеевика индукционного нагрева
Конструкция индукционного змеевика может иметь большое влияние на качество деталей, эффективность процесса и производственные затраты.Как узнать, подходит ли конструкция катушки для вашей части и процесса? Вот некоторые основы работы с индукционной катушкой и пять советов по оптимизации вашей конструкции.
Как работают индукционные нагревательные змеевики
Индукционная катушка определяет, насколько эффективно и рационально нагревается заготовка. Индукционные катушки представляют собой медные проводники с водяным охлаждением, изготовленные из медных трубок, которым легко придать форму катушки для процесса индукционного нагрева. Змеевики индукционного нагрева сами по себе не нагреваются при прохождении через них воды.
Рабочие катушки различаются по сложности от простой спиральной или соленоидной катушки (состоящей из нескольких витков медной трубки, намотанной вокруг оправки) до катушки, которая прецизионно обработана из сплошной меди и спаяна.
Катушки передают энергию от источника питания к заготовке, создавая переменное электромагнитное поле из-за протекающего в них переменного тока. Переменное электромагнитное поле катушки (ЭМП) генерирует индуцированный ток (вихревой ток) в заготовке, который выделяет тепло из-за потерь I в квадрате R (потерь в сердечнике).
Ток в заготовке пропорционален силе ЭДС катушки. Эта передача энергии известна как эффект трансформатора или эффект вихревых токов.
Трансформаторы и индукционные катушки
Поскольку в катушках используется эффект трансформатора, характеристики трансформаторов могут быть полезны для понимания конструкции катушек. Индуктор аналогичен первичной обмотке трансформатора, а деталь эквивалентна вторичной обмотке трансформатора (предполагается, что она имеет один виток).
Есть две важные особенности трансформаторов, которые влияют на конструкцию катушки:
- КПД связи между обмотками обратно пропорционален квадрату расстояния между ними
- (ток в первичной обмотке трансформатора * количество витков первичной обмотки) = (ток во вторичной обмотке * количество витков вторичной обмотки)
Из-за вышеуказанных отношений существует пять условий, которые следует учитывать при проектировании любой катушки для индукционного нагрева:
5 основных советов по созданию змеевика индукционного нагрева
1.
 Более высокая плотность потока вблизи области нагрева означает, что в детали генерируется более высокий ток.
Более высокая плотность потока вблизи области нагрева означает, что в детали генерируется более высокий ток.Катушка должна быть присоединена как можно ближе к детали, и поэтому максимально возможное количество линий магнитного потока пересекает заготовку в точке нагрева. Это обеспечивает максимальную передачу энергии.
2. Наибольшее количество магнитных линий в катушке соленоида направлено к центру катушки.
Линии потока сосредоточены внутри катушки, обеспечивая максимальную скорость нагрева в этом месте.
3. Геометрический центр катушки — это путь слабого магнитного потока.
Поток наиболее сконцентрирован ближе к самим виткам катушки и уменьшается по мере удаления от витков.
Если бы деталь была размещена в катушке не по центру, область, более близкая к виткам катушки, пересекала бы большее количество магнитных линий и, таким образом, нагревалась бы с большей скоростью. Область детали, удаленная от медного змеевика, испытывает меньшее сцепление и будет нагреваться с меньшей скоростью.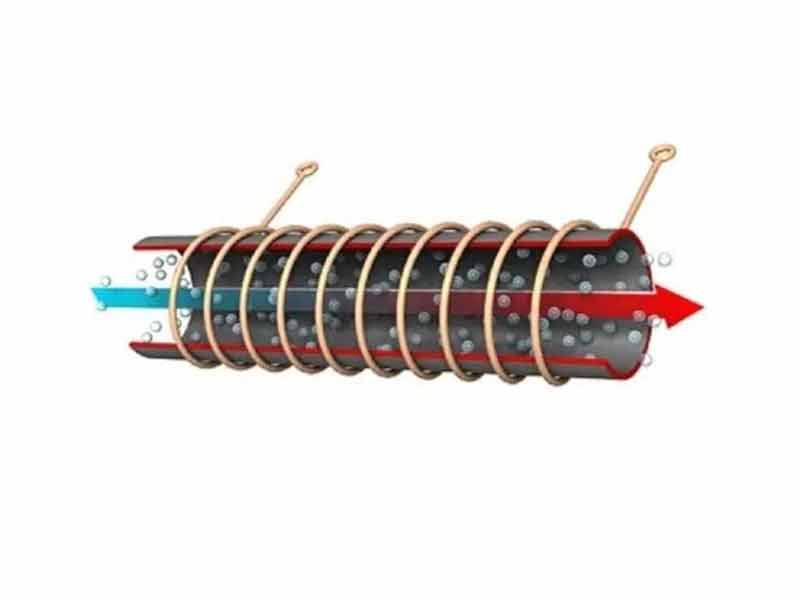
Этот эффект более выражен при высокочастотном индукционном нагреве.
4. Магнитный центр индуктора не обязательно является геометрическим центром.
В месте соединения проводов и катушки магнитное поле слабее.
Этот эффект наиболее выражен в одновитковых катушках. По мере увеличения количества витков катушки и добавления магнитного потока от каждого витка к потоку от предыдущих витков это условие становится менее важным.
Из-за непрактичности постоянного центрирования детали в рабочей катушке, при статическом нагреве деталь следует немного смещать в эту область.Если возможно, деталь следует повернуть, чтобы обеспечить равномерную экспозицию.
5. Катушка должна быть спроектирована так, чтобы предотвратить подавление магнитного поля.
Если противоположные стороны индуктора расположены слишком близко, катушка не имеет достаточной индуктивности, необходимой для эффективного нагрева. Помещение петли в катушку в центре компенсирует этот эффект. Затем катушка нагревает проводящий материал, вставленный в отверстие.
Затем катушка нагревает проводящий материал, вставленный в отверстие.
Есть вопросы по конструкции змеевика индукционного нагрева? Свяжитесь с нашими специалистами для получения персональной помощи.
Или прочтите наше подробное руководство по проектированию индукционных катушек.
Змеевики индукционного нагрева — компоненты индукционного нагрева
Элементы индукционного нагрева
Типичная система индукционного нагревателя включает источник питания, цепь согласования импеданса, цепь резервуара и аппликатор. Аппликатор, представляющий собой индукционную катушку, может быть частью цепи резервуара. Цепь резервуара обычно представляет собой параллельный набор конденсаторов и катушек индуктивности. Конденсатор и индуктор в цепи резервуара являются резервуарами электростатической энергии и электромагнитной энергии соответственно.На резонансной частоте конденсатор и катушка индуктивности начинают передавать накопленную энергию друг другу. В параллельной конфигурации это преобразование энергии происходит при большом токе. Большой ток через катушку способствует хорошей передаче энергии от индукционной катушки к заготовке.
В параллельной конфигурации это преобразование энергии происходит при большом токе. Большой ток через катушку способствует хорошей передаче энергии от индукционной катушки к заготовке.
Щелкните здесь, чтобы узнать о , что такое индукционные катушки и как они работают, а также о различных типах катушек .
а) Источник питания
Источники питания — одна из важнейших частей системы индукционного нагревателя.Обычно они оцениваются по диапазону рабочих частот и мощности. Существуют различные типы индукционных источников питания, которые включают источники сетевой частоты, умножители частоты, мотор-генераторы, преобразователи искрового разрядника и твердотельные инверторы. Твердотельные инверторы имеют наибольший КПД среди источников питания.
Типичный твердотельный инверторный источник питания состоит из двух основных частей; Выпрямитель и инвертор. Линейные переменные токи преобразуются в постоянный в выпрямительной секции с помощью диодов или тиристоров. Постоянный ток поступает в инвертор, где твердотельные переключатели, такие как IGBT или MOSFET, преобразуют его в ток, на этот раз с высокой частотой (обычно в диапазоне от 10 до 600 кГц). Согласно диаграмме ниже, IGBT могут работать на более высоком уровне мощности и более низкой частоте по сравнению с MOSFET, работающими на более низком уровне мощности и более высоких частотах.
Постоянный ток поступает в инвертор, где твердотельные переключатели, такие как IGBT или MOSFET, преобразуют его в ток, на этот раз с высокой частотой (обычно в диапазоне от 10 до 600 кГц). Согласно диаграмме ниже, IGBT могут работать на более высоком уровне мощности и более низкой частоте по сравнению с MOSFET, работающими на более низком уровне мощности и более высоких частотах.
б) Согласование импеданса
Источники питания для индукционного нагрева, как и любое другое электронное устройство, имеют максимальные значения напряжения и тока, которые нельзя превышать.Чтобы передать максимальную мощность от источника питания к нагрузке (заготовке), полное сопротивление источника питания и нагрузки должно быть как можно ближе. Таким образом, значения мощности, напряжения и тока могут одновременно достигать своих максимально допустимых пределов. Для этого в индукционных нагревателях используются схемы согласования импеданса. В зависимости от применения могут использоваться различные комбинации электрических элементов (например, трансформаторы, регулируемые катушки индуктивности, конденсаторы и т. Д.).
Д.).
c) Резонансный резервуар
Резонансный бак в системе индукционного нагрева обычно представляет собой параллельный набор конденсатора и индуктора, который резонирует на определенной частоте.Частота получается по следующей формуле:
где L — индуктивность индукционной катушки, а C — емкость. Согласно анимации ниже, явление резонанса очень похоже на то, что происходит в качающемся маятнике. В маятнике кинетическая и потенциальная энергии преобразуются друг в друга, пока он колеблется от одного конца к другому. Движение затухает из-за трения и других механических потерь. В резонансном резервуаре энергия, обеспечиваемая источником питания, колеблется между индуктором (в форме электромагнитной энергии) и конденсатором (в форме электростатической энергии).Энергия затухает из-за потерь в конденсаторе, катушке индуктивности и заготовке. Потери в заготовке в виде тепла желательны и предназначены для индукционного нагрева.
Сам резонансный бак состоит из конденсатора и индуктора. Блок конденсаторов используется для обеспечения необходимой емкости для достижения резонансной частоты, близкой к мощности источника питания. На низких частотах (ниже 10 кГц) используются масляные конденсаторы, а на более высоких частотах (более 10 кГц) используются керамические или твердые диэлектрические конденсаторы.
Блок конденсаторов используется для обеспечения необходимой емкости для достижения резонансной частоты, близкой к мощности источника питания. На низких частотах (ниже 10 кГц) используются масляные конденсаторы, а на более высоких частотах (более 10 кГц) используются керамические или твердые диэлектрические конденсаторы.
г) Индукторы индукционного нагревателя
Что такое индукционные катушки и как они работают?Катушка индукционного нагрева представляет собой медную трубку особой формы или другой проводящий материал, через который пропускается переменный электрический ток, создавая переменное магнитное поле. Металлические части или другие проводящие материалы помещаются внутри, через катушку индукционного нагрева или рядом с ней, не касаясь катушки, и создаваемое переменное магнитное поле вызывает трение внутри металла, вызывая его нагрев.
Как работают индукционные катушки?При проектировании катушки необходимо учитывать некоторые условия:
1. Для увеличения эффективности индукционных нагревателей расстояние между катушкой и заготовкой должно быть минимизировано. Эффективность связи между катушкой и заготовкой обратно пропорциональна квадратному корню из расстояния между ними.
Для увеличения эффективности индукционных нагревателей расстояние между катушкой и заготовкой должно быть минимизировано. Эффективность связи между катушкой и заготовкой обратно пропорциональна квадратному корню из расстояния между ними.
2. Если деталь расположена в центре спиральной катушки, она будет лучше всего связана с магнитным полем.Если он смещен по центру, область заготовки, расположенная ближе к виткам, будет получать больше тепла. Этот эффект показан на рисунке ниже.
3. Кроме того, позиция рядом с соединением выводов и катушки имеет более слабую плотность магнитного потока, поэтому даже центр внутреннего диаметра спиральной катушки не является центром индукционного нагрева.
4. Следует избегать эффекта отмены (рисунок слева). Это происходит, когда раскрытие катушки очень мало. Добавление петли в катушку поможет обеспечить необходимую индуктивность (рисунок справа).Индуктивность индуктора определяет способность этого индуктора накапливать магнитную энергию. Индуктивность можно рассчитать по следующей формуле:
Индуктивность можно рассчитать по следующей формуле:
где ε — электродвижущая сила, а dI / dt — скорость изменения тока в катушке. Сам по себе ε равен скорости изменения магнитного потока в катушке (- dφ / dt), где магнитный поток φ может быть рассчитан из NBA, где N — количество витков, B — магнитное поле и A — площадь индуктор. Следовательно, индуктивность будет равна:
.Очевидно, что величина индуктивности линейно пропорциональна площади индуктора.Следовательно, необходимо учитывать минимальное значение для контура индуктора, чтобы он мог накапливать магнитную энергию и передавать ее индукционной заготовке.
Эффективность катушки
КПД змеевика определяется следующим образом:
В таблице ниже показаны типичные значения КПД различных катушек:
Катушка модификация по заявке
В некоторых случаях нагревательный объект не имеет однородного профиля, но требует равномерного нагрева. В этих случаях необходимо изменить поле магнитного потока. Для этого есть два типичных метода. Один из способов — разделить витки там, где деталь имеет большее поперечное сечение (при использовании спиральной катушки). Более распространенный метод — увеличить расстояние между обмотками в тех областях, где поперечное сечение детали больше. Оба метода показаны на рисунке ниже.
В этих случаях необходимо изменить поле магнитного потока. Для этого есть два типичных метода. Один из способов — разделить витки там, где деталь имеет большее поперечное сечение (при использовании спиральной катушки). Более распространенный метод — увеличить расстояние между обмотками в тех областях, где поперечное сечение детали больше. Оба метода показаны на рисунке ниже.
Такая же ситуация бывает при нагреве плоских поверхностей большими змеевиками. Центральная зона получит излишнее тепло.Чтобы избежать этого, зазор между поверхностью катушки и плоским предметом будет увеличен путем придания блинной катушке конической формы.
Змеевик с футеровкой используется в приложениях, где требуется широкая и однородная зона нагрева, но мы не хотим использовать большие медные трубки. Лайнер представляет собой широкий лист, который прихваткой припаян к гибкой трубе как минимум в двух точках. Остальная часть стыка будет припаяна только для обеспечения максимальной теплопередачи. Также синусоидальный профиль поможет увеличить охлаждающую способность змеевика.Такая катушка изображена на рисунке ниже.
По мере увеличения длины нагрева количество витков необходимо увеличивать, чтобы сохранить равномерность нагрева.
Схема нагрева меняется в зависимости от изменения формы заготовки. Магнитный поток имеет тенденцию накапливаться на краях, порезах или вмятинах на поверхности нагреваемого объекта, вызывая тем самым более высокую скорость нагрева в этих областях. На рисунке ниже показан «краевой эффект», когда змеевик находится выше края нагревательного элемента, и в этой области происходит чрезмерный нагрев.Чтобы этого не произошло, катушку можно опустить ниже, ровно или немного ниже края.
Индукционный нагрев дисков также может вызвать чрезмерный нагрев кромок, как показано на рисунке ниже. Края нагреваются сильнее. Высота катушки может быть уменьшена, или концы катушки могут быть сделаны с большим радиусом для отделения от края заготовки.
Острые углы прямоугольных катушек могут вызвать более глубокий нагрев детали.Разделение углов катушки, с одной стороны, снизит скорость нагрева угла, но, с другой стороны, снизит общую эффективность индукционного процесса.
Одним из важных моментов, которые следует учитывать при проектировании многопозиционных катушек, является влияние соседних катушек друг на друга. Чтобы обеспечить максимальную мощность нагрева каждой катушки, расстояние между центрами соседних катушек должно быть как минимум в 1,5 раза больше диаметра катушки.
Разделенные индукторы используются в приложениях, где требуется тесная связь, а также невозможно извлечь деталь из катушки после процесса нагрева.Важным моментом здесь является то, что в месте соединения шарнирных поверхностей должен быть обеспечен очень хороший электрический контакт. Обычно для обеспечения наилучшего электрического контакта с поверхностью используется тонкий слой серебра. Разделенные части змеевиков будут охлаждаться с помощью гибкого водяного шланга. Автоматическое пневматическое сжатие часто используется для закрытия / открытия змеевика, а также для обеспечения необходимого давления в шарнирной области.
Автоматическое пневматическое сжатие часто используется для закрытия / открытия змеевика, а также для обеспечения необходимого давления в шарнирной области.
Типы нагревательных змеевиков
Катушка для блинов с двойной деформациейВ таких применениях, как нагрев наконечника валов, достижение однородности температуры может быть затруднено из-за эффекта компенсации в центре поверхности наконечника.Двойной деформированный змеевик для блинов с обработанными сторонами, подобный приведенной ниже схеме, можно использовать для достижения равномерного профиля нагрева. Следует обратить внимание на направление двух блинов, в которых центральные обмотки намотаны в одном направлении и имеют дополнительный магнитный эффект.
Катушка с раздельным возвратом В таких применениях, как сварка узкой ленты на одной стороне длинного цилиндра, где относительно большая длина должна нагреваться значительно выше, чем другие области объекта, обратный ток будет иметь значение. Используя катушку типа Split-Return, большой ток, наведенный на сварочном пути, будет разделен на две части, которые будут еще шире. Таким образом, скорость нагрева на сварочном пути как минимум в четыре раза выше, чем у остальных частей объекта.
Используя катушку типа Split-Return, большой ток, наведенный на сварочном пути, будет разделен на две части, которые будут еще шире. Таким образом, скорость нагрева на сварочном пути как минимум в четыре раза выше, чем у остальных частей объекта.
канального типа используются, если время нагрева невелико, а также требуются довольно низкие удельные мощности. Несколько нагревательных частей проходят через змеевик с постоянной скоростью и достигают максимальной температуры при выходе из машины.Концы катушки обычно согнуты, чтобы обеспечить путь для входа и выхода деталей из катушки. Там, где требуется обогрев профиля, можно использовать пластинчатые концентраторы с многооборотными канальными змеевиками.
Квадратная медная трубка имеет два основных преимущества по сравнению с круглой трубкой: а) поскольку она имеет более плоскую поверхность, «смотрящую» на заготовку, она обеспечивает лучшую электромагнитную связь с нагревательной нагрузкой и б) конструктивно легче выполнять повороты.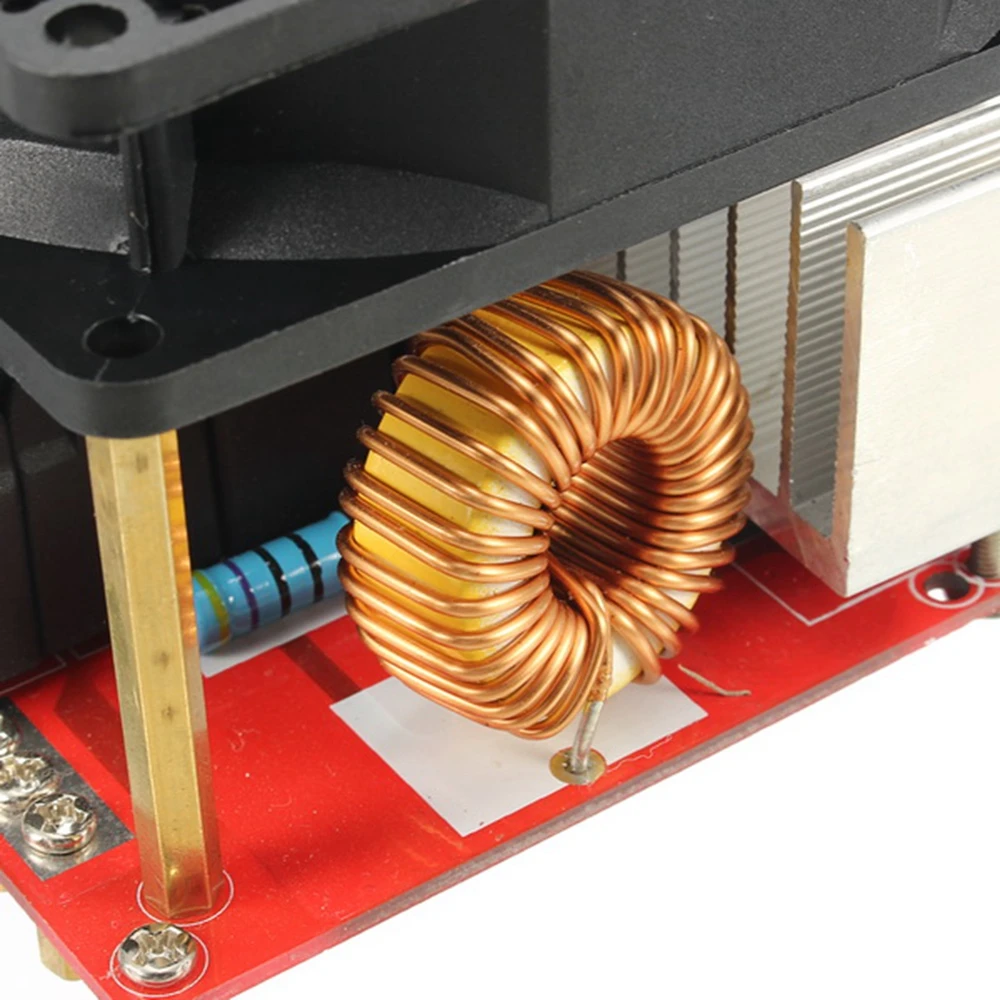 с квадратными трубками, а не с круглыми.
с квадратными трубками, а не с круглыми.
Конструкция выводов индукционных катушек
Конструкция выводов: выводы являются частью индукционной катушки, и хотя они очень короткие, они имеют конечную индуктивность. В общем, на приведенной ниже схеме показана принципиальная электрическая схема тепловой станции системы индукционных агрегатов. C — резонансный конденсатор, установленный в тепловой станции, L_lead — это общая индуктивность выводов катушки, а L_coil — индуктивность индукционной катушки, связанной с нагревательной нагрузкой. V_total — это напряжение, подаваемое от индукционного источника питания на тепловую станцию, V_lead — это падение напряжения на индуктивности вывода, а V_coil — это напряжение, которое будет приложено к индукционной катушке.Общее напряжение складывается из напряжения на выводах и индукционной катушке:
V_lead представляет собой величину общего напряжения, занятого выводами, и не оказывает никакого полезного индукционного воздействия.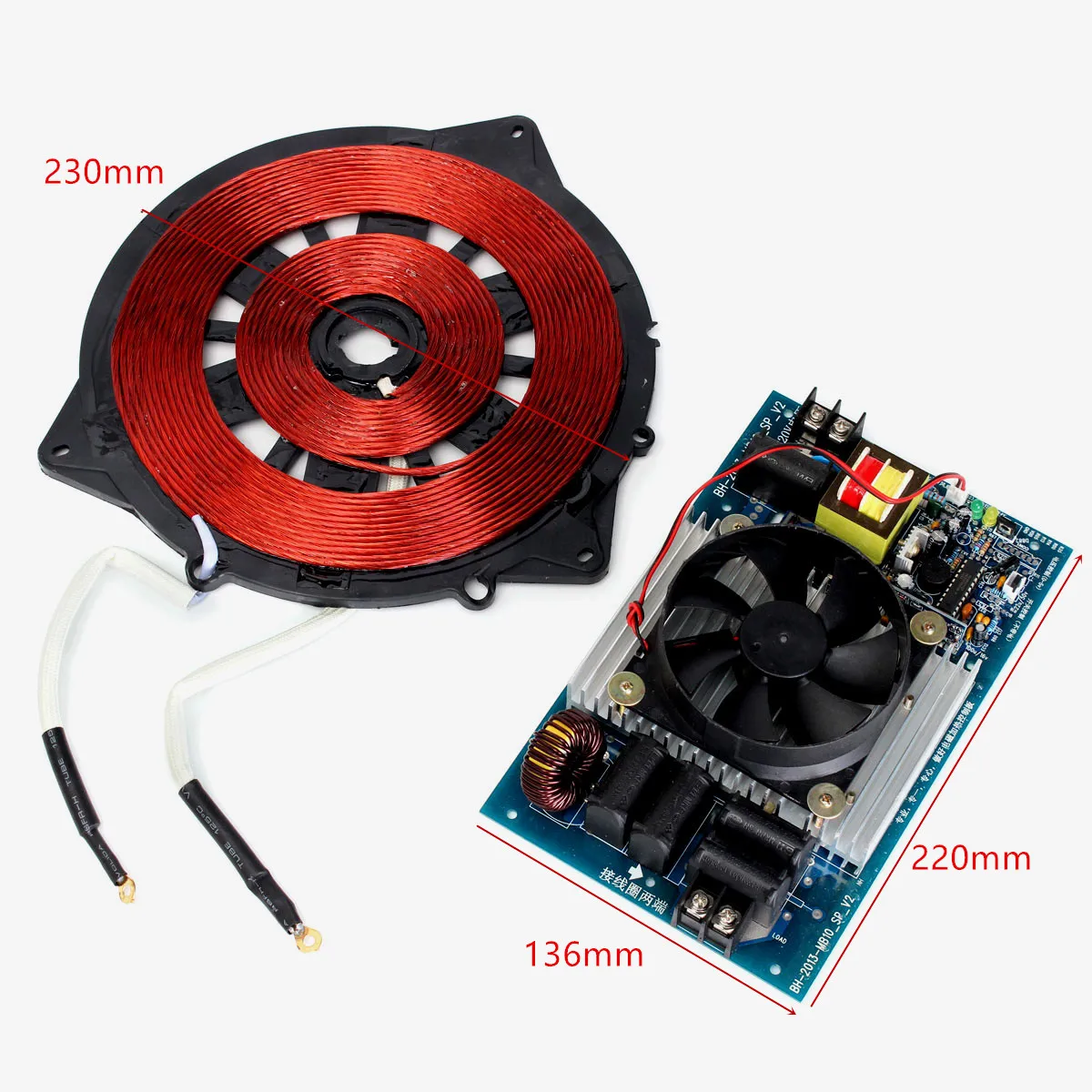 Задача дизайнера — минимизировать это значение. V_lead можно рассчитать как:
Задача дизайнера — минимизировать это значение. V_lead можно рассчитать как:
Из приведенных выше формул очевидно, что для минимизации значения V_lead индуктивность выводов должна быть в несколько раз меньше индуктивности индукционной катушки (L_lead≪L_coil).
Уменьшение индуктивности свинца: На низких частотах, обычно из-за использования катушек с высокой индуктивностью (многооборотные и / или с большим внутренним диаметром), L_lead намного меньше, чем L_coil. Однако, поскольку количество витков и общий размер катушки уменьшается для высокочастотных индукторов, становится важным применять специальные методы для минимизации индуктивности выводов. Ниже приведены два примера для этого.
Концентраторы потока: Когда магнитный материал помещается в окружающую среду, включая магнитные поля, из-за низкого магнитного сопротивления (магнитного сопротивления) они имеют тенденцию поглощать линии магнитного потока. Способность поглощать магнитное поле количественно оценивается относительной магнитной проницаемостью. Это значение для воздуха, меди и нержавеющей стали равно единице, но для мягкой стали может доходить до 400, а для железа — до 2000. Магнитные материалы могут сохранять свою магнитную способность до температуры Кюри, после чего их магнитная проницаемость падает до единицы и они больше не будут магнитными.
Способность поглощать магнитное поле количественно оценивается относительной магнитной проницаемостью. Это значение для воздуха, меди и нержавеющей стали равно единице, но для мягкой стали может доходить до 400, а для железа — до 2000. Магнитные материалы могут сохранять свою магнитную способность до температуры Кюри, после чего их магнитная проницаемость падает до единицы и они больше не будут магнитными.
Концентратор потока — это материал с высокой проницаемостью и низкой электропроводностью, который предназначен для использования в конструкции катушек индукционного нагревателя для увеличения магнитного поля, приложенного к нагревающей нагрузке.На рисунке ниже показано, как размещение концентратора потока в центре блинной катушки будет концентрировать силовые линии магнитного поля на поверхности катушки. Таким образом, материалы, помещенные поверх змеевика для блинов, лучше соединятся и получат максимальный нагрев.
Влияние концентратора потока на плотность тока в индукционной катушке показано на рисунке ниже. Большая часть тока будет сосредоточена на поверхности, не покрытой концентратором флюса.Следовательно, змеевик может быть сконструирован таким образом, что только сторона змеевика, обращенная к нагревательной нагрузке, останется без материалов концентратора. В электромагнетизме это называется щелевым эффектом. Щелевой эффект значительно увеличит эффективность змеевика, и для нагрева потребуется более низкий уровень мощности.
Большая часть тока будет сосредоточена на поверхности, не покрытой концентратором флюса.Следовательно, змеевик может быть сконструирован таким образом, что только сторона змеевика, обращенная к нагревательной нагрузке, останется без материалов концентратора. В электромагнетизме это называется щелевым эффектом. Щелевой эффект значительно увеличит эффективность змеевика, и для нагрева потребуется более низкий уровень мощности.
Артикул:
- С. Зинн и С. Л. Семятин, «Элементы индукционного нагрева, проектирования, управления и приложений», A S M International, ISBN-13: 9780871703088, 1988
Змеевики индукционного нагрева | Magneforce, Inc.
ТЕПЛОВАЯ СТАНЦИЯ ИНДУКЦИОННЫЕ ЗАТУШКИ
Индукционная катушка — это выходная головка индукционного нагревателя. Magneforce гордится тем, что предоставляет своим клиентам лучший тип катушки для работы. Конструкция катушки изначально рассматривается в сочетании с блоком питания. Хорошо спроектированный змеевик обеспечивает наиболее желаемый тепловой рисунок, а также максимальную эффективность. Катушки, которые фокусируют тепло в небольших зонах, состоят из медных труб с водяным охлаждением определенной формы и прикреплены к выходному трансформатору, который понижает напряжение и увеличивает ток и напряженность магнитного поля.Комбинация катушки и выходного трансформатора обеспечивает соответствующую индуктивность для резонансного контура. Трансформаторы оснащены плакированными клеммами с уплотнительными кольцами для воды. В местах крепления винтов катушки используются винтовые вставки из нержавеющей стали для обеспечения долговечности. Доступна конфигурация катушки с быстрой заменой.
Хорошо спроектированный змеевик обеспечивает наиболее желаемый тепловой рисунок, а также максимальную эффективность. Катушки, которые фокусируют тепло в небольших зонах, состоят из медных труб с водяным охлаждением определенной формы и прикреплены к выходному трансформатору, который понижает напряжение и увеличивает ток и напряженность магнитного поля.Комбинация катушки и выходного трансформатора обеспечивает соответствующую индуктивность для резонансного контура. Трансформаторы оснащены плакированными клеммами с уплотнительными кольцами для воды. В местах крепления винтов катушки используются винтовые вставки из нержавеющей стали для обеспечения долговечности. Доступна конфигурация катушки с быстрой заменой.
также предназначены для непосредственного подключения к источнику питания индукционного нагрева. Этот тип змеевика имеет несколько витков и может быть намотан из проволоки или трубки с водяным охлаждением в зависимости от области применения.Поскольку эти катушки работают при более высоком напряжении, они защищены соответствующей изоляцией или крышками. Змеевики могут охлаждаться воздухом или водой в зависимости от размера и конечной температуры нагреваемой детали. Некоторые примеры включают змеевик нагревателя кабелепровода и нагреватель подшипника с магнитной насадкой.
Змеевики могут охлаждаться воздухом или водой в зависимости от размера и конечной температуры нагреваемой детали. Некоторые примеры включают змеевик нагревателя кабелепровода и нагреватель подшипника с магнитной насадкой.
могут быть сконфигурированы так, чтобы окружать деталь (спиральная), подходить к детали (внутренняя), нагревать плоскую поверхность сверху или снизу (концентрическую) или входить с одной стороны (U или C или разделенная спираль типы).Катушки также могут быть изготовлены из твердой меди. Все катушки Magneforce изолированы керамическими или эпоксидными покрытиями, капсулами или другими кожухами. Каждая катушка выбирается в соответствии с геометрией детали и ее представлением. Катушки могут быть намотаны для создания продольных или поперечных магнитных полей.
Выходной трансформатор и катушка
Быстросменная катушка в сборе, подключаемая к стандартному трансформатору
Непосредственно соединенные многооборотные катушки
Змеевик обогрева кабелепровода
Катушки со смещенной спиральной обмоткой
Герметичный внутренний змеевик для нагрева корпуса перед установкой подшипника
Семейство U-образных катушек с керамическим покрытием для отжига и вращающихся валов
Многопозиционная катушка, изготовленная из твердой меди
Концентрические намотанные катушки (блинная катушка)
Инкапсулированные паяльные катушки для стыковки с гнездами для паяльной машины
3-х позиционный залитый змеевик с фенольным корпусом
Электромагнитная многооборотная катушка с опорами
Многооборотная катушка для термоусадки
Разъемная спиральная катушка
Змеевик со встроенной закалкой
Раздельная концентрическая катушка
U Катушки с керамическими вкладышами для пайки труб
Однопозиционный встраиваемый змеевик с фенольной крышкой
Катушка с керамической облицовкой / упором для роботизированной ячейки
Узел быстросменного змеевика с керамическим покрытием
Змеевики для пайки с фиксаторами из нержавеющей стали
Спиральная катушка с поперечной обмоткой
Аренда оборудования для индукционного нагрева | Red-D-Arc.
 com
comMiller ProHeat 35 Системы индукционного нагрева
Предназначен для предварительного нагрева до 400 ° F (204 ° C), дополнительный цифровой регистратор
Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью.Одеяла с воздушным охлаждением доступны для труб диаметром от 8 до 56 дюймов или, в случае пластин, длиной от 40 до 185 дюймов.
Типичные области применения для систем индукционного нагрева с воздушным охлаждением:
- Береговые трубопроводы
- Морские транспортные трубопроводы (баржа)
- Судостроение
- Горное дело
- Монтаж стальных конструкций
- Предварительный нагрев при сварке
Предназначен для предварительного нагрева при высоких температурах, снятия напряжений и отжига водородом до 1450 ° F (788 ° C), дополнительный цифровой регистратор
Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью. Нагревательные кабели с жидкостным охлаждением представляют собой универсальный инструмент для предварительного нагрева труб различного диаметра и даже плоских пластин. Как правило, для труб меньшего диаметра используются более короткие кабели, которые проще в обращении и настройке. Более длинные кабели используются для труб большего диаметра или небольших сосудов и резервуаров высокого давления. Отлично подходит для предварительного нагрева с геометрическими формами, которые не позволяют использовать одеяла с воздушным охлаждением.
Нагревательные кабели с жидкостным охлаждением представляют собой универсальный инструмент для предварительного нагрева труб различного диаметра и даже плоских пластин. Как правило, для труб меньшего диаметра используются более короткие кабели, которые проще в обращении и настройке. Более длинные кабели используются для труб большего диаметра или небольших сосудов и резервуаров высокого давления. Отлично подходит для предварительного нагрева с геометрическими формами, которые не позволяют использовать одеяла с воздушным охлаждением.
Типичные области применения для систем индукционного нагрева с жидкостным охлаждением:
- Производство труб
- Строительство энергетических и технологических трубопроводов на месте
- Термоусадочная посадка
- Судостроение — гребные валы, трубопроводные системы, пластина (высокий рабочий цикл / высокая температура)
- Горное дело
- Предварительный нагрев сварного шва
Индукционный нагреватель Miller ArcReach с воздушным охлаждением был разработан для предварительного нагрева и отжига водорода при температурах до 600 градусов по Фаренгейту (315 ° C) без использования охладителя и охлаждающей жидкости. Настройки контроля температуры можно запрограммировать вручную или загрузить через USB-накопитель. Все параметры отопления записываются в цифровом виде и могут быть экспортированы в документацию по контролю качества.
Настройки контроля температуры можно запрограммировать вручную или загрузить через USB-накопитель. Все параметры отопления записываются в цифровом виде и могут быть экспортированы в документацию по контролю качества.
Нагрейте трубы, пластины и сосуды под давлением до температуры быстро и безопасно с помощью индукционной системы прокатки Proheat 35.Выходная мощность автоматически регулируется в зависимости от скорости вращения трубы, чтобы избежать перегрева и обеспечить постоянство температуры по всей трубе. Сварщики могут тратить больше времени на сварку и получать более надежные результаты.
Применения включают изготовление труб для:
- Нефть и трубопроводы
- Нефтехимическая промышленность
- Электростанции
- HVAC
Видео: Катковый индуктор Miller ProHeat 35
Огненный щит
Принадлежности для индукционного нагрева, разработанные и изготовленные по индивидуальному заказу, созданы в соответствии с вашими требованиями.
Принадлежности для индукционного нагрева Pyro Shield:
- Переносные индукционные печи
- Раковины моллюска
- Индукционные внутренние свечи
- Индукционные одеяла
Бывшее в употреблении оборудование для индукционного нагрева
Хотя аренда оборудования для индукционного предварительного нагрева может быть рентабельной для трубосварочных цехов и монтажников стали, некоторые сварщики предпочитают иметь собственные устройства.Red-D-Arc предлагает широкий выбор бывшего в употреблении оборудования для сварки и предварительного нагрева, которое было квалифицированно откалибровано и обслуживалось в течение всего срока службы. Посетите нашу страницу подержанного оборудования, чтобы увидеть индукционные нагреватели и другое сварочное оборудование, которое у нас есть в настоящее время.