
Индукционный нагреватель для плавки и закалки металла своими руками
Добрый день. Ну и хватит о добром. Начитавшись и насмотревшись на всем известный индукционный генератор по схеме ZVC драйвера, решил сделать нечто похожее для закалки небольших металлических предметов, в гаражную автомастерскую и для плавки свинца на грузила. Схема стандартная, обычный высокочастотный мультивибратор, который повторили уже сотни человек.
Схема ZVC драйвера
Стандартный вариант генератора
Усиленный вариант схемы
Но видно мне войти в их число не судьба…

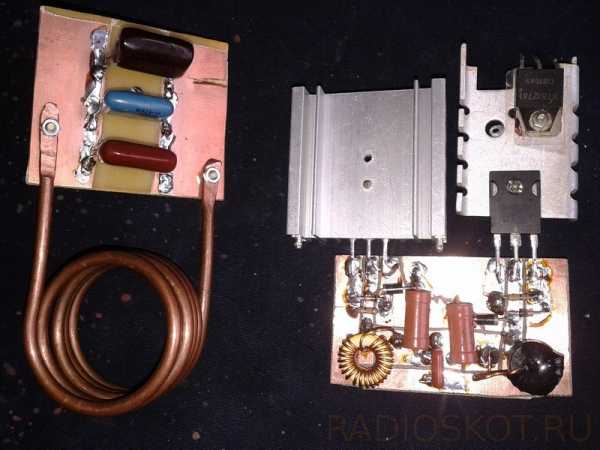
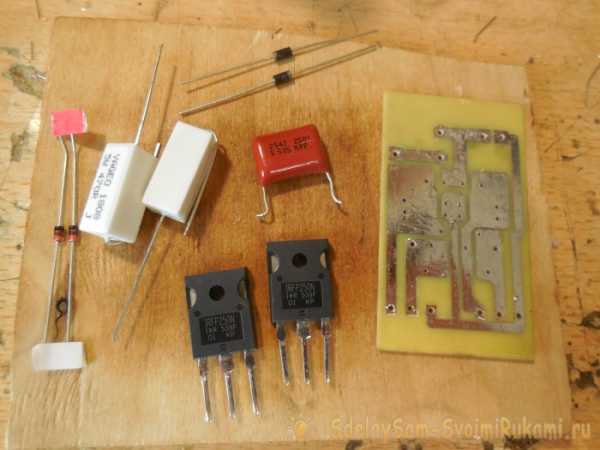
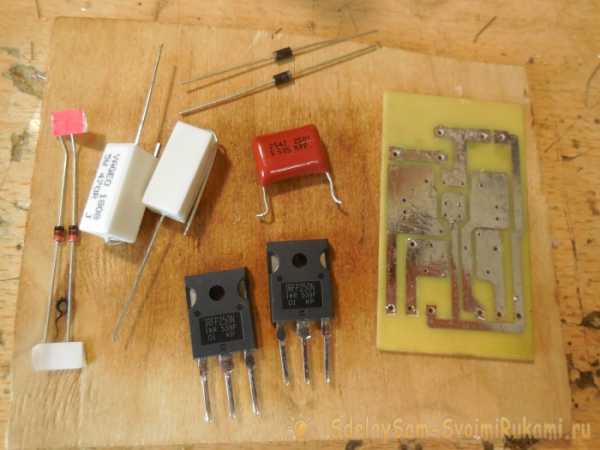
Были куплены все необходимые детали — новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.


Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.
Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.


Добыча искомых и установка также оказалась безрезультативной — индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили — «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит…

В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.

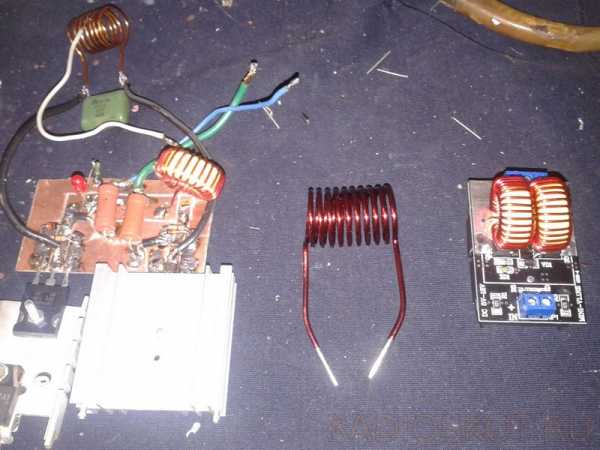
Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.

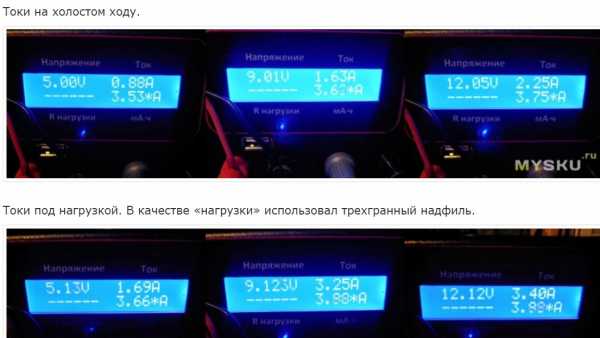
Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).


На что тут грешить — даже не знаю. Может конденсаторы не те, может транзисторы… В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет — может смело кинуть в меня куском канифоли, другие — посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах…
radioskot.ru
Индукционный нагреватель металла
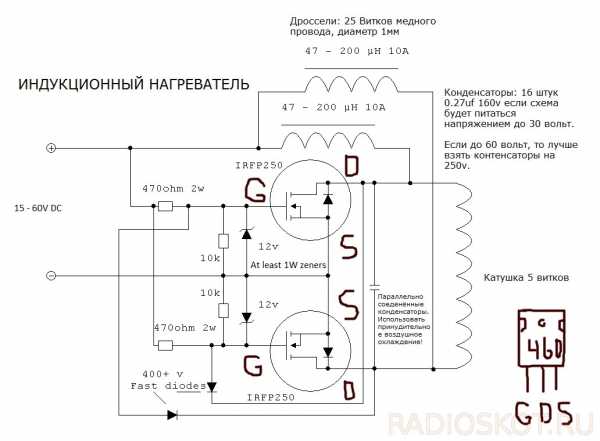
Индукционный нагреватель позволяет нагреть металл вплоть до красноты, даже не прикасаясь к нему. Основой такого нагревателя является катушка, в которой создаётся поле высокой частоты, которое и действует на помещённый внутрь металлический объект. В металле наводится ток высокой плотности, который заставляет металл нагреваться. Таким образом, для создания индукционного нагревателя понадобится схема, генерирующая высокочастотные колебания и сама катушка.
Схема
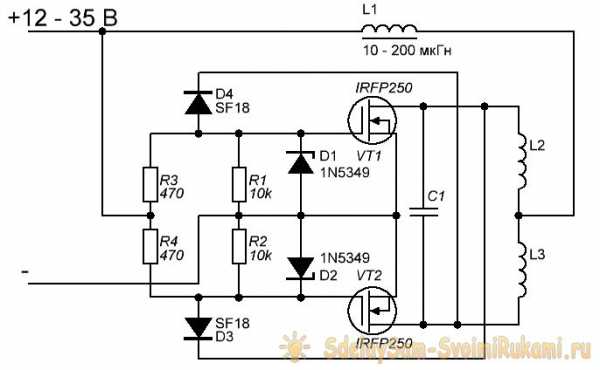
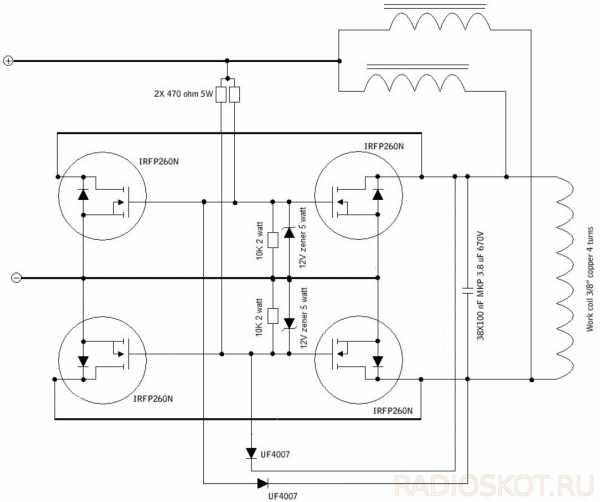
Выше представлена схема универсального ZVS-драйвера, основой которого являются мощные полевые транзисторы. Лучше всего применить IRFP260, рассчитанные на ток более 40 А, но если достать такие не удаётся, можно применить IRFP250, они так же подходят для этой схемы. D1 и D2 – стабилитроны, можно применить любые, на напряжение от 12 до 16 вольт. D3 и D4, ультрабыстрые диоды, можно применить, например, SF18 или UF4007. Резисторы R3 и R4 желательно взять мощностью 3-5 ватт, иначе возможен их нагрев. L1 – катушка индуктивности, можно брать в пределах 10-200 мкГн. Она должна быть намотана достаточно толстым медным проводом, иначе не избежать её нагрева. Изготовить её самим очень просто – достаточно намотать 20-30 витков провода сечением 0,7-1 мм на любом ферритовом колечке. Особое внимание стоит уделить конденсатору С1 – он должен быть рассчитан на напряжение минимум 250 вольт. Ёмкость может варьироваться от 0,250 до 1 мкФ. Через этот конденсатор будет протекать большой ток, поэтому он должен быть массивным, иначе не избежать его нагрева. L2 и L3 – это та самая катушка, внутрь которой помещается нагреваемый предмет. Она представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра. На катушке необходимо сделать отвод от середины и подключить его к катушке L1.
Сборка схемы нагревателя
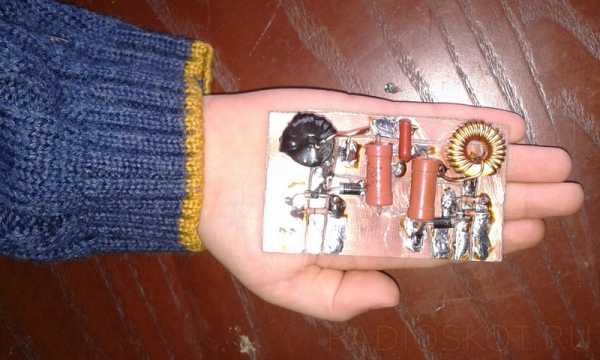
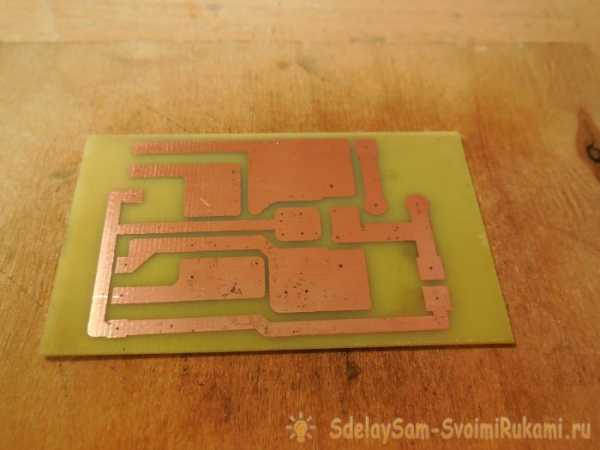
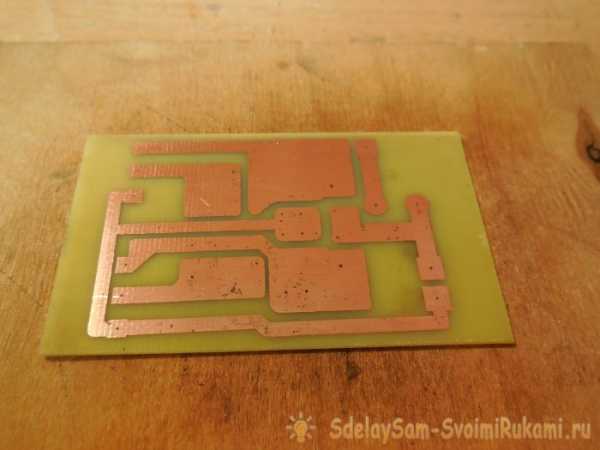
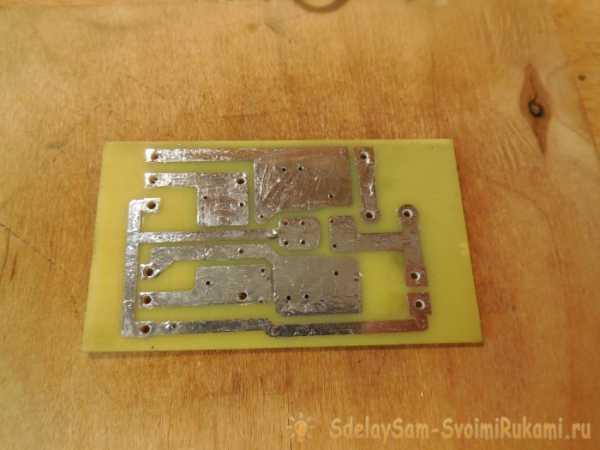
Схема собирается на кусочке текстолита размерами 60х40 мм. Рисунок печатной платы полностью готов к печати и отзеркаливать его не нужно. Плата выполняется методом ЛУТ, ниже представлены несколько фотографий процесса.
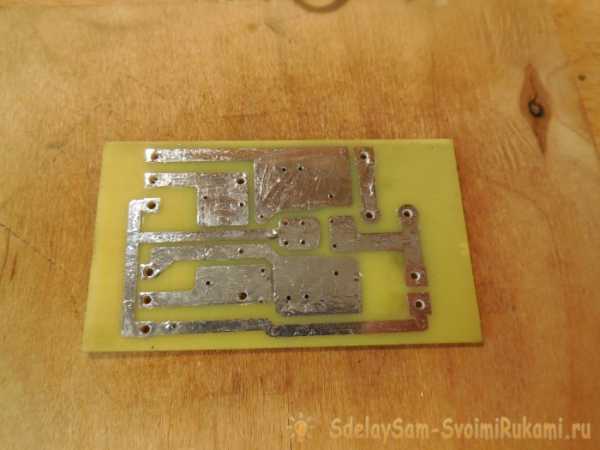
После сверления отверстий плату обязательно нужно залудить толстым слоем припоя для лучшей проводимости дорожек, ведь через них будут протекать большие токи. Как обычно, сначала запаиваются мелкие детали, диоды, стабилитроны и резисторы на 10 кОм. Мощные резисторы на 470 Ом для экономии места устанавливаются на плату стоя. Для подключения проводов питания можно использовать клеммник, место под него на плате предусмотрено. После запаивания всех деталей нужно смыть остатки флюса и проверить соседние дорожки на замыкание.

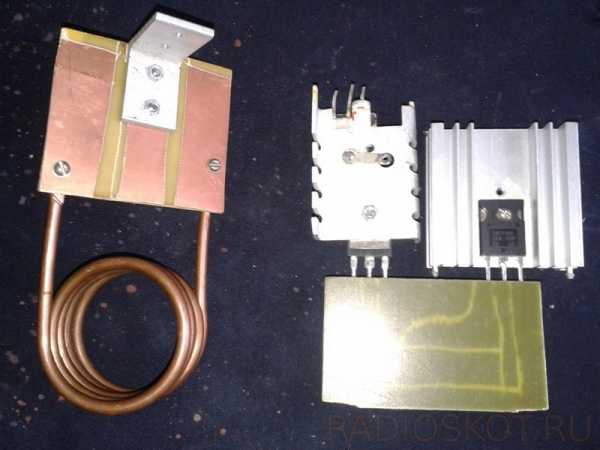
Изготовление индукционной катушки
Катушка представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра, оправка обязательно должна быть диэлектрической. Если провод хорошо держит форму, можно и вовсе обойтись без неё. Я использовал обычный провод 1,5 мм и намотал его на отрезок пластиковой трубы. Для скрепления витков хорошо подходит изолента.

От середины катушки делается отвод, можно просто снять изоляцию с провода и подпаять туда третий провод, как я и сделал. Все провода должны иметь большое сечение, чтобы избежать лишних потерь.


Первый запуск и испытания нагревателя
Напряжение питания схемы лежит в пределах 12-35 вольт. Чем больше напряжение, тем сильнее нагревается металлический объект. Но вместе с этим и возрастает тепловыделение на транзисторах – если при питании 12 вольт они почти не нагреваются, то при 30-ти вольтах им уже может потребоваться радиатор с активным охлаждением. Следует так же следить за конденсатором С1 – если он ощутимо нагревается, значит следует взять более высоковольтный, или собрать батарею из нескольких конденсаторов. При первом запуске понадобится амперметр, включенный в разрыв одного из питающих проводов. На холостом ходу, т.е. при отсутствии металлического объекта внутри катушки, схема потребляет около 0,5 ампер. Если ток в норме, можно помещать металлический объект внутрь катушки и смотреть, как он нагревается буквально на глазах. Удачной сборки.
sdelaysam-svoimirukami.ru
ИНДУКЦИОННЫЙ НАГРЕВ МЕТАЛЛОВ
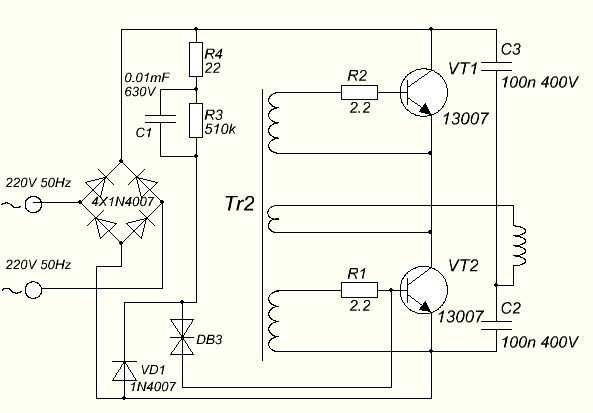
Этот несложный самодельный прибор основан на нагревании металлов токами Фуко. Нагревает почти все металлы, но в основном используется для нагрева железа. Данный вариант собрал чисто ради изучения принципа работы и нагрева небольших металлических изделий: болты, шайбы, гайки, иглы, и небольшие железные шарики. Конечно данный генератор имеет маленькую мощность в виду того, что использовал низковольтные транзисторы типа КТ805ИМ. Схема силовой части — обычный полумост, служащий источником высокочастотного переменного напряжения, после стоит согласующий трансформатор дающий на индуктор только ток. Индуктор с параллельно соединенным конденсатором, образуют колебательный контур, который должен быть загнан в резонанс. В противном случае нагрева металлов не будет. Драйвер транзисторов реализован на обратноходовом преобразователе ( то есть однотактный. обратный ход это ЭДС первичной обмотки за счет которого происходит генерирование противоположного периода, относительно прямого такта от транзистора) у этого драйвера deadtime отсутствует. И поэтому пришлось использовать дополнительные задерживающие цепочки в базах. Благодаря им нагрев транзисторов снизился на 70%, чем просто подавать на базы транзисторов сигналы через гасящие резисторы — что к этому драйверу пременять нельзя.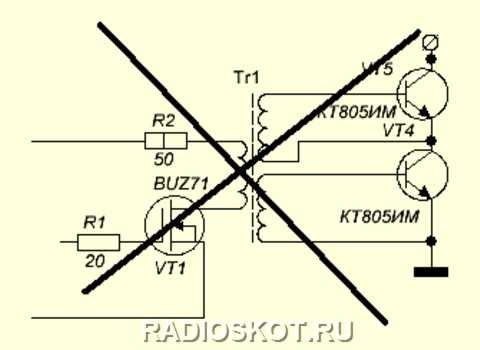
Задающий генератор индукционного нагревателя может быть сделан из всего, что угодно, напрмер: TL-494, NE555, генератор на логике или какой-нибудь экзотический вариант. В своём варианте использовал микросхему К174ХА11 настроив на предел частоты от 40 до 80 кГц. И скважность ровно 50% — это самый оптимальный вариант для драйверов. Полная схема генератора для нагрева металлов приведена ниже:

Для настройки резонанса я ставил последовательно индуктору обычный светодиод включенный через 1к резистор если генератор после включения не заработал нужно поменять местами выводы одной из обмоток идущих на базы транзисторов. При первом пуске на силовую сразу не подавать все напряжение нужно подять прилизительно 10-12в и пощупать транзисторы на нагрев при правильной работе схемы транзисторы практически не нагреваются.
Фото мало — всего одно, но есть видео работы устройства. Автор: товарищь bvz.
Форум по технологиям
Обсудить статью ИНДУКЦИОННЫЙ НАГРЕВ МЕТАЛЛОВ
radioskot.ru
Индукционные нагреватели металла и другое оборудование от производителя
Высокое качество продукции, собственные разработки, послепродажные консультации и конкурентные цены — основные преимущества компании ПРОМИНДУКТОР. Если Вы желаете купить индукционный нагреватель металла или другое оборудование от производителя по выгодной цене — то вы оказались в правильном месте. Наши ведущие инженеры и производство располагаются в Китайской народной республике в городе Чэнду провинции Сычуань. Наша компания располагает большим складом готовой продукции. Быстрая бесплатная доставка индукционных нагревателей транспортными кампаниями по России и в страны СНГ. Предоставляем гарантийное обслуживание. Сотрудничество с ПРОМИНДУКТОР не заканчивается на этапе сделки — мы оказываем постоянную последующую техническую поддержку для своих клиентов 24/7. В случае возникновения каких-либо вопросов мы всегда готовы Вам помочь!У нас можно купить индукционные нагреватели металла с различной частотой и мощностью. Помимо готовых решений мы также можем разработать и изготовить индукционное оборудование по индивидуальному заказу с особыми требованиями. По запросу предоставим всю необходимую информацию по интересующим Вас вопросам, вышлем печатные материалы, привлечем и организуем встречи с техническими и коммерческими специалистами.
Почему мы?
Наш Калькулятор расчета мощности поможет подобрать индукционный нагреватель под Ваши цели и задачи.
prominductor.ru
Индукционный нагреватель металлов — ЭЛСИТ
Индукционный нагреватель металла – это установка принцип работы, которой основан на выработке мощного электромагнитного поля, способного нагревать металл. Всю ответственность за работу установки несет на себе индуктор, который и является, так сказать, сердцем установки. Индуктор использует электрическую энергию для создания вокруг себя мощного магнитного потока, который впоследствии должен будет нагревать заготовку,
которая размещается либо внутри индуктора, либо в непосредственной близости от него.
Индукционный нагреватель металла – плюсы
Индукционный нагрев имеет в основном только плюсы, благодаря чему он заинтересовал многих владельцев металлообрабатывающих предприятий.
- В первую очередь хочется отметить, что индуктор потребляет незначительное количество электроэнергии, а ведь это немаловажно, учитывая нынешние счета, которые приходят за коммунальные услуги.
- Индукционный нагреватель способен работать без перерывов, что позволяет увеличить производственную линию продукции.
- Установки индукционного нагрева имеют минимальный размер, если сравнивать их с конкурирующим оборудованием.
- Индукционный нагреватель не загрязняет окружающую атмосферу выделением дыма или запаха гари.
- Установки ТВЧ позволяют нагревать только ту часть изделия, которая нуждается в нагреве, позволяя сэкономить значительную часть времени.
Из минусов у индукционного нагревателя некоторые производители отмечают низкий объем чаши для плавления металла, но с этим минусом можно смириться, посмотрев на основные преимущества, которые имеют индукционные установки.
Индукционный нагреватель металла – область применения
Как уже понятно из названия, применяется индукционный нагреватель в большинстве случаев для температурной обработки металла, в которую может входить: обжиг, отжиг, закалка ТВЧ, плавка металла, обработка сварных швов, высокотемпературная обработка изделия и многое другое.
В основном индукционные установки применяются на металлургических предприятиях и в литейных цехах, где основная направленность – работа с металлом, однако, это не единственная область применения индукционного нагрева.
Нагреватель ТВЧ может быть использован ювелирами для плавки и обработки драгоценных металлов, химиками для растворения или сжигания некоторых препаратов и т.п.
Индукционный нагреватель металла – это универсальная установка, которая может легко подстраиваться под нужды вашего производства.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Индукционный нагреватель металла
Индукционный нагреватель позволяет нагреть металл вплоть до красноты, даже не прикасаясь к нему. Основой такого нагревателя является катушка, в которой создаётся поле высокой частоты, которое и действует на помещённый внутрь металлический объект. В металле наводится ток высокой плотности, который заставляет металл нагреваться. Таким образом, для создания индукционного нагревателя понадобится схема, генерирующая высокочастотные колебания и сама катушка.
Схема
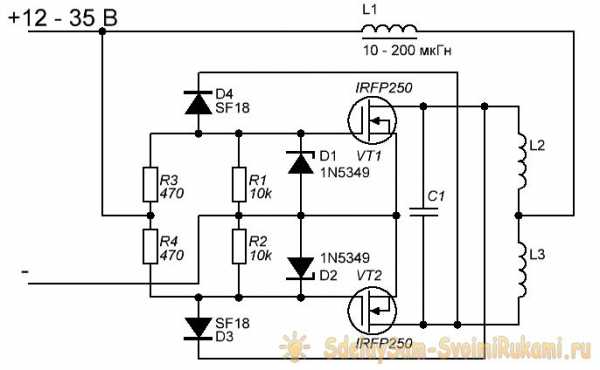
Выше представлена схема универсального ZVS-драйвера, основой которого являются мощные полевые транзисторы. Лучше всего применить IRFP260, рассчитанные на ток более 40 А, но если достать такие не удаётся, можно применить IRFP250, они так же подходят для этой схемы. D1 и D2 – стабилитроны, можно применить любые, на напряжение от 12 до 16 вольт. D3 и D4, ультрабыстрые диоды, можно применить, например, SF18 или UF4007. Резисторы R3 и R4 желательно взять мощностью 3-5 ватт, иначе возможен их нагрев. L1 – катушка индуктивности, можно брать в пределах 10-200 мкГн. Она должна быть намотана достаточно толстым медным проводом, иначе не избежать её нагрева. Изготовить её самим очень просто – достаточно намотать 20-30 витков провода сечением 0,7-1 мм на любом ферритовом колечке. Особое внимание стоит уделить конденсатору С1 – он должен быть рассчитан на напряжение минимум 250 вольт. Ёмкость может варьироваться от 0,250 до 1 мкФ. Через этот конденсатор будет протекать большой ток, поэтому он должен быть массивным, иначе не избежать его нагрева. L2 и L3 – это та самая катушка, внутрь которой помещается нагреваемый предмет. Она представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра. На катушке необходимо сделать отвод от середины и подключить его к катушке L1.
Скачать схему
Сборка схемы нагревателя
Схема собирается на кусочке текстолита размерами 60х40 мм. Рисунок печатной платы полностью готов к печати и отзеркаливать его не нужно. Плата выполняется методом ЛУТ, ниже представлены несколько фотографий процесса.
После сверления отверстий плату обязательно нужно залудить толстым слоем припоя для лучшей проводимости дорожек, ведь через них будут протекать большие токи. Как обычно, сначала запаиваются мелкие детали, диоды, стабилитроны и резисторы на 10 кОм. Мощные резисторы на 470 Ом для экономии места устанавливаются на плату стоя. Для подключения проводов питания можно использовать клеммник, место под него на плате предусмотрено. После запаивания всех деталей нужно смыть остатки флюса и проверить соседние дорожки на замыкание.

Изготовление индукционной катушки
Катушка представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра, оправка обязательно должна быть диэлектрической. Если провод хорошо держит форму, можно и вовсе обойтись без неё. Я использовал обычный провод 1,5 мм и намотал его на отрезок пластиковой трубы. Для скрепления витков хорошо подходит изолента.

От середины катушки делается отвод, можно просто снять изоляцию с провода и подпаять туда третий провод, как я и сделал. Все провода должны иметь большое сечение, чтобы избежать лишних потерь.


Первый запуск и испытания нагревателя
Напряжение питания схемы лежит в пределах 12-35 вольт. Чем больше напряжение, тем сильнее нагревается металлический объект. Но вместе с этим и возрастает тепловыделение на транзисторах – если при питании 12 вольт они почти не нагреваются, то при 30-ти вольтах им уже может потребоваться радиатор с активным охлаждением. Следует так же следить за конденсатором С1 – если он ощутимо нагревается, значит следует взять более высоковольтный, или собрать батарею из нескольких конденсаторов. При первом запуске понадобится амперметр, включенный в разрыв одного из питающих проводов. На холостом ходу, т.е. при отсутствии металлического объекта внутри катушки, схема потребляет около 0,5 ампер. Если ток в норме, можно помещать металлический объект внутрь катушки и смотреть, как он нагревается буквально на глазах. Удачной сборки.
labuda.blog
Простейший индукционный нагреватель своими руками
Недавно возникла необходимость создать небольшой индукционный нагреватель своими руками. Бродя по просторам интернета, нашел несколько схем индукционных нагревателей. Многие схемы не устраивали из-за довольно сложной обвязки, некоторые не работали, но попадались и рабочие варианты.
Несколько дней назад пришел к выводу, что индукционный нагреватель можно сделать из электронного трансформатора с минимальными затратами.
Принцип индукционного нагрева заключается в воздействии на металл токами Фуко. Такой нагреватель активно применяется в самых разных сферах науки и техники. По идее токам Фуко безразличны виды и свойства металлов, поэтому индуктор может подогреть или расплавить абсолютно любой металл.
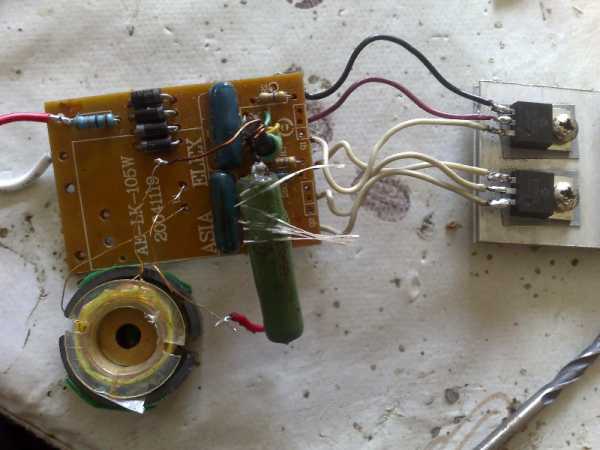
Электронный трансформатор — импульсный блок питания, на базе которого построен наш нагреватель. Это простой полумостовой инвертор, построенный на двух мощный биполярных транзисторах серии MJE13007, которые жутко перегреваются в ходе работы, поэтому им нужен очень хороший теплоотвод.
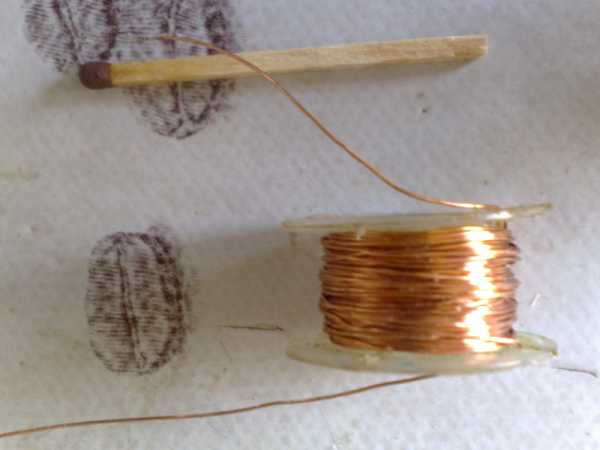
Для начала с электронного трансформатора нужно выпаять основной трансформатор. Своего рода индуктор мы изготовим на базе ферритовой чашки. Для этого берем чашку 2000НМ (размер чашки особо не важен, но желательно побольше). На каркасе мотаем 100 витков проводом 0,5 мм, с кончиков проводов снимаем лаковое покрытие и залужаем. Затем концы проводов запаиваем на место штатного импульсного трансформатора — все готово!


Получился довольно мощный самодельный индукционный нагреватель (КПД не более 65%), на основе которого, можно собрать даже небольшую индукционную печку. Если взять кусок металла и приблизить этот металл к центру катушки, то через несколько секунд металл нагреется. Таким нагревателем можно плавить провода с диаметром 1,5 мм — мне это удалось всего за 20 секунд, но при этом высоковольтные транзисторы ЭТ так нагрелись, что на них можно было яичницу жарить!

В ходе работы, возможно, будет нужда дополнительного охлаждения для теплоотводов, поскольку опыт показал, что теплоотвод попросту не успевает отводить тепло с транзисторов.
Основа работы такого инвертора довольно проста. Сама схема индукционного нагревателя удобна тем, что не требует никакой настройки (в более сложных схемах часто возникает необходимость подгонки схемы в частоту резонанса, точный расчет количества витков и диаметра провода контура, а также подсчет контурного конденсатора, а тут всего этого нет и схема работает сразу).
Напряжение сети (220 Вольт) сначала выпрямляется диодным выпрямителем, затем поступает на схему. Частоту задает динистор (диак) марки DB3. Сама схема не имеет никаких защит, только ограничивающий резистор на входе питания, который якобы должен работать в качестве сетевого предохранителя, но при малейшей проблеме в первую очередь вылетают транзисторы. Надежность схемы индукционного нагревателя можно поднять, заменив диоды в выпрямителе более мощными, добавив сетевой фильтр на вход схемы и заменив силовые транзисторы на более мощные, скажем на MJE13009.
Вообще не советую включать такой нагреватель на долгое время, если не имеется активного охлаждения, иначе каждые 5 минут будете вынуждены менять транзисторы.
all-he.ru