
переделка из инвертоного аппарата своими руками, – Виды сварочных аппаратов на Svarka.guru
Индукционный нагрев – это высокотехнологичный процесс обработки электропроводящих материалов, в основе которого лежит воздействие высокотемпературное воздействие переменным электромагнитным полем проводника. Инвертор для индукционного нагрева может быть полезен во многих сферах металлообрабатывающей промышленности.Сварочные работы, пайка металла, кузнечное дело, закалка, печи ТВЧ, термообработка – далеко не весь список работ, использующих индукционный нагрев. Технология отличается высокой скоростью работы и отличным показателем КПД. В случае необходимости всю технологическую цепочку можно автоматизировать.
Методы индукционного развития начали применяться в промышленности с начала ХХ века, однако толчком к развитию технологии послужила Вторая мировая война, которая вынудила ученых начать поиск дешевых и надежных способов обработки металла.
Принцип работы
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем.
- генератор переменного тока;
- катушка-индуктор;
- нагревательный элемент.
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию. В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
Поскольку количественная мера теплового действия электрического тока рассчитывается по закону Джоуля-Ленца, эффект индуктивного нагрева получил название «Закон Джоуля».
Преимущества
Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:- Производительность. Подготовку к запуску аппарата и нагрев детали можно выполнить за короткий промежуток времени. Данное обстоятельство повышает производительность выполняемых работ, по сравнению с прочими методами нагрева, которые требуют длительного времени на достижение рабочей температуры.
- Качество. Промышленное применение характеризуется минимальным количеством брака. Эффект достигается благодаря направленному действию тепловой энергии. Для повышения качества готового изделия применяют специальные вакуумные камеры, которые исключают агрессивное воздействие атмосферного воздуха.
- Энергетическая эффективность. Высокая скорость работы позволяет экономить электроэнергию – нагрев поверхности происходит практически мгновенно, что отражается на себестоимости продукции.
- Автоматизация. Современное оборудование оснащают программно-вычислительными комплексами, которые позволяют добиться точных результатов работы.
- Экологичность. Технологический процесс не несет угрозы окружающей среде – отсутствуют токсичные выбросы в атмосферу либо другие вредные факторы.
Сборка и монтаж системы
В первую очередь следует определиться с сферой использования будущего устройства. Требования к простому лабораторному инвертору для индукционного нагрева и прибору для обогрева домашнего помещения, будут отличаться.
Печь для металла

Среди прочих положительных качеств метода следует отметить высокий уровень пожарной безопасности, а также простоту конструкции – сборку индукционного нагревателя своими руками из сварочного инвертора может выполнить специалист средней квалификации, разумеется, при условии наличия рабочей схемы.
Конструкция индукционной печи не отличается особой сложностью. Для сборки устройства понадобятся:
- аккумулятор на 12 В;
- обмоточный медный провод;
- конденсаторы пленочного типа;
- диоды;
- полевые транзисторы;
- радиаторы;
- кольца блока питания ПК.
Данный список указывает, что изготовление устройства не потребует значительных финансовых растрат. Алгоритм сборки выглядит следующим образом:
- Установка транзисторов на радиаторы охлаждения. В процессе эксплуатации устройство подвергается температурному воздействию, а потому следует использовать радиаторы большого размера.
- Изготовление дросселей. Для этого понадобится медная проволока и кольца от блока питания ПК. Следите за межвитковым расстоянием – оно должно быть одинаковым.
Важно. Кольца можно заменить любым изделием, в состав которого входит ферромагнитное железо.
- Сборка конденсаторной батареи. Общая емкость батареи, при последовательном соединении, должна составлять 4,7 мкФ.
- Изготовление обмотки. Оптимальная толщина медной проволоки – 2 мм. Необходимо создать 8 витков таким образом, чтобы внутреннее пространство могло вместить в себя обрабатываемые элементы. Не забудьте про концы для подключения к источнику питания.
- Подключаем аккумулятор.
Регулировку тока проводят на этапе сборки печи – путем изменения количества витков. Для серьезных работ потребуется источник питания большой мощности. Не забывайте про систему вентиляции и отвода тепла, поскольку в процессе эксплуатации печь разогревается достаточно сильно. Точное следование инструкции защитит от возможных переделок или доработок устройства
Нагреватель для воды
Установка такого оборудования в частном доме поможет решить проблему с обогревом помещения или обеспечением горячей водой. Не смотря на высокий расход электроэнергии, подобные аппараты пользуются популярностью, ввиду своей простоты и отсутствием хлопот с согласованием проекта.
Для сборки эффективного нагревателя необходимо приготовить следующие материалы:
- сварочный инвертор;
- керамзит или другой теплоизоляционный материал;
- медная проволока;
- стальная проволока;
- толстостенная пластиковая труба;
- трубки разного диаметра.
В основе действия устройства положен принцип индукционного нагрева теплоносителя.
Последовательность сборки котла следующая:
- Изготовления котла. Для этого подбирают две трубки с разным диаметром, которые вставляются друг в друга, с зазором 20-25 мм. Размер трубок подбирается индивидуально, в зависимости от требуемой мощности нагревателя. Увеличение длины ведет к повышению мощности. Затем вырезаются два кольца, с соблюдением величины зазора между трубами. Полученный резервуар имеет тороидальную форму
- Привариваем концы колец. Обращайте внимание на герметичность соединения.
- Делаем подключение к системе отопления. В наружную стенку вваривают входную и выходную трубы. Обратите внимание, что вход должен располагаться сверху, а выход снизу. Трубы должны идти по касательной к корпусу. Их диаметр должен соответствовать используемой системе отопления.
- Изготавливаем обмотку. Она должна повторять форму котла. Необходимо сделать 35-40 витков, с соблюдением равного межвиткового расстояния. Такое количество обеспечит достаточную производительность.
- Делаем защитный корпус. Он должен быть выполнен из диэлектрического материала, например, пластика. Диаметр защитного корпуса должен обеспечивать боковой вывод патрубков. Пространство между котлом и защитным корпусом необходимо заполнить теплоизоляционным материалом, во избежание потерь тепла.
- Подключаем инверторный аппарат и теплоноситель. Котел готов к эксплуатации.
Данная конструкция отличается автономностью. Она способная проработать 20-25 лет без постороннего вмешательства. Отсутствие подшипников и прочих подвижных элементов обеспечивают надежность устройства.
Несколько слов о безопасности
Индукционный нагреватель из сварочного инвертора, как и любое другое самодельное устройство, может представлять опасность для окружающих. Для обеспечения защиты необходимо соблюдать некоторые правила:
- Тщательная изоляция. Все токопроводящие элементы и соединения должны быть заизолированы, во избежание поражения током.
- Выбор системы отопления. Индукционный нагреватель запрещено использовать в отопительных системах с естественной циркуляцией воды. Применение допустимо только при наличии водяного насоса.
- Грамотное расположение. Рекомендуемое расстояние до деталей интерьера и стен – не менее 40 см, а до пола или потолка – не менее 80 см.
- Приборы безопасности. Регулировочный клапан и манометр защитят систему от перепадов давления. Также следует предусмотреть механизм стравливания воздуха из системы.
Заключение
Котлы и нагреватели индукционного типа отличаются высоким КПД, поскольку вся используемая электроэнергия преобразуется в тепло. Перед самостоятельным изготовлением какого-либо устройства настоятельно рекомендуем внимательно изучить схему и проанализировать условия работ. Это позволит избежать ошибок на стадии подготовки.
Электромонтер 6-го разряда Пантелеев Сергей Борисович, опыт работы – 17 лет: «Для обогрева своего дома я выбрал совсем простую схему индукционного обогрева. Сначала выбрал участок трубы и зачистил его. Сделал изоляцию из электротехнической ткани и индукционную катушку из медной проволоки. После изоляции системы подключил инвертор. Единственный недостаток этой схемы – электромагнитное поле, которое неблагоприятно действует на организм. Поэтому аппарат пришлось ставить в котельной, где люди появляются редко
».svarka.guru
Индукционный нагреватель из сварочного инвертора своими руками
Заботясь об уюте и комфорте своего жилища, каждый владелец загородного дома или коттеджа задумывается о том, как правильно подойти к выбору оптимальной отопительной системы.Современный рынок отопительного оборудования весьма насыщен всевозможными видами котлоагрегатов. Многие эксперты сегодня советуют выполнять монтаж газового котла, так как он является эффективным способом обогрева жилища.
В таком утверждении, конечно, никто не сомневается, но что делать в том случае, когда строение расположено далеко от газовых магистралей? В таком случае, оптимальным выходом будет установка электрического оборудования для обогрева дома.
Чтобы опередить скептиков, которые читая эти строки, задумываются о постоянном подорожании электроэнергии, мы предлагаем рассмотреть такой вид электрического обогрева помещения, как индукционное отопление. Поэтому, в нашей статье мы подробно остановимся на описании вихревого индукционного нагревателя, который без особых усилий можно выполнить своими руками, применяя при этом сварочный инвертор.
Из чего состоит и как работает
Нагреватель этого вида состоит из следующих конструктивных узлов:- индуктор изготовлен из определенного количества витков медной проволоки, которые, по сути, и образуют электромагнитное поле;
- нагревательный компонент представлен в виде металлической трубы, которая расположена внутри индукторного элемента;
- генератор, который преобразует обычную бытовую энергию в высокочастотный ток.
Взаимодействие этих конструктивных элементов и представляет собой принцип действия индукционного нагревателя, который заключается в следующих важных моментах:
- генератор вырабатывает высокочастотный ток и передает его на катушку из медной проволоки;
- индуктор, приняв высокочастотный ток, преобразует его в электромагнитное поле;
- нагревательный элемент, находящийся внутри индуктора, разогревается под воздействием вихревых потоков, которые возникают от перемены вектора электромагнитного поля;
- теплоноситель, находящийся внутри нагревательного элемента, разогревается одновременно с ним, и передается непосредственно в отопительную систему.
Такой принцип действия индукционного нагревателя, соответственно, несет в себе и преимущества использования агрегата этого вида.
Преимущества
К основным достоинствам нагревателя этого вида смело можно отнести следующие важные моменты:- высокий коэффициент полезного действия;
- не требует частого технического ухода;
- благодаря вибрациям электромагнитного поля, не образуется накипь;
- бесшумность работы;
- высокий уровень безопасности;
- герметичность агрегата препятствует появлению протечек;
- функционирование нагревателя полностью автоматизировано.
Основным недостатком нагревателя этого вида по праву считают его высокую стоимость. Но этот недостаток вполне можно исправить, если его конструкцию выполнить самому.
Стоит также отметить, что сборка индукционного нагревателя своими руками осуществляется из весьма доступных деталей, при этом, их стоимость не слишком высокая.
Необходимые материалы и инструменты
Чтобы смонтировать индукционный котел из сварочного инвертора самому, прежде всего, нужно приготовить все необходимые инструменты и материалы, к которым можно отнести следующее:- инвертор от агрегата для сварки, который значительно облегчит монтаж нагревателя;
- пластиковая труба с толстыми стенками, которая будет корпусом собираемого устройства;
- нержавеющая проволока из металла, которая станет нагреваемым элементом в электромагнитном поле;
- металлическая сетка, роль которой будет заключаться в удержании внутри прибора кусков нержавеющей проволоки;
- медная проволока для создания индуктора;
- циркуляционный насос для беспрерывной подачи воды;
- терморегулятор;
- переходники и шаровые краны для подсоединения нагревателя к отоплению;
- кусачки для обработки проволоки.
Основные этапы монтажных работ
 Когда приготовлены все необходимые материалы для индукционного котла, то можно непосредственно переходить к его сборке.
Когда приготовлены все необходимые материалы для индукционного котла, то можно непосредственно переходить к его сборке.При этом необходимо четко соблюдать всю последовательность работ, которая заключается в следующих этапах:
- В один из концов пластиковой трубы крепится металлическая сетка для предотвращения проваливания нагревательных кусочков проволоки.
- В этом же торце трубы крепится переходник для подсоединения к отопительной системе.
- Кусачками нарезается нержавеющая проволока длиной от 1 до 6 см.
- Нарезанные куски проволоки плотно укладываются в пластиковую трубу.
- Второй торец трубы также фиксируется сеткой из металла, а также монтируется еще один переходник для отопления.
- Изготовление индуктора осуществляется методом наматывания медной проволоки на трубу.
- Согласно схеме, концы медной обмотки подключаются к полюсам инвертора сварочного аппарата.
- Все электрические соединения тщательно изолируются.
- Индукционный нагреватель подключается к отоплению.
- Монтируется в отопительную систему циркуляционный насос, если такового не было.
- К инвертору подключается терморегулятор, который обеспечит автоматизирование функционирование индукционного нагревателя.
Замечание специалиста: в трубе не должно быть свободного пространства.
Совет специалистов: количество витков в обмотке должно находиться в пределах от 80 до 90.
После того, когда включен инвертор, индуктор начинает образовывать магнитное поле, которое провоцирует появление вихревых потоков. Эти токи хорошо разогревают нарезанные куски проволоки, которые, в свою очередь, нагревают теплоноситель.
Таким образом, мы подробно рассказали о том, как сделать индукционный нагреватель из сварочного инвертора своими руками. Надеемся, что наша информация окажется вам полезной при сборке нагревателя своими руками.
Смотрите видео, в котором специалист подробно объясняет, как сделать индукционный нагреватель на базе сварочного инвертора своими руками:
teplo.guru
Индукционный нагреватель из сварочного инвертора своими руками
Можно ли самостоятельно сделать индукционный нагреватель своими руками из сварочного инвертора, причём никаких противозаконных действий вы не делаете, и контролирующие или надзорные органы не могут вам наказать за такой способ подключения к электросети. Многие считают, что рациональным решением создания отопительной системы в доме будет подключение газового котла. В принципе, все это верно, но как быть собственнику недвижимости, если нет прямого выхода на централизованную систему газоснабжения. В данном случае поможет один из распространённых вариантов, это монтаж индукционный нагреватель из сварочного инвертора.

Внешний вид индукционного нагревателя из сварочного инвертора
Конструктивные элементы индукционной системы
Состав основных компонентов изготовления нагревателя включает в себя такие компоненты, детали и узлы:
- Генераторные установки преобразования переменного типа тока. В качестве варианта, используют специальный вариант прибора, который преобразует стандартную частоту в 50 Гц в более высокие параметры бытовой электросети с высокими частотными характеристиками.
- Конструкция индуктора. Специальное устройство в виде цилиндрической катушки, в основе которой используется медная проволока, принцип работы которой зависит от имеющего электромагнитного поля.

Медная катушка для нагревателя
- Нагревательный компонент или узел, элемент. В качестве детали используют специальную металлическую трубу стандартного диаметра и размера или пруток, который вводится в магнитное поле.
В дальнейшем собирая индукционный нагреватель из сварочного инвертора своими руками, все взаимосвязанные компоненты взаимодействуют следующим образом:
- Генератор соответствующим естественным путём повышает частоту используемого тока и в трансграничном варианте модифицированного состояния транслирует получаемую энергию на основную катушку.
- Индуктор, по своим параметрам, осуществляет приём высоко частного имеющегося тока, далее происходит преобразование в электромагнитное поле соответствующего переменного вида. В этом случае происходит комплексное изменение направления вектора электромагнитных характеристик волновых значений, причём, обязательно с высокой частотой принципа воздействия.
В конечном итоге происходит передача нужного уровня электроэнергии, без видимых условных потерь. КПД показателей данных индуктивности хватает на обогрев необходимой площади здания.
«Обратите внимание!
Примечательно, что данный эффект пользуется повышенным спросом во многих отраслях промышленности и индукционный нагреватель из сварочного инвертора для кузнечного дела и в металлургии является обыденным явлением в сегодняшних экономических реалиях.»
В дальнейшем общий принцип распределения получаемой энергии может иметь тривиальный характер. Так, вы можете передать энергию для разогрева жидкости в теплоносителе, или использовать для иных целей, где необходимо использовать повышенные температурные режимы эксплуатации. Расход энергии осуществляется в трубчатом теплоносителе, где происходит естественная циркуляция. Примечательно, что если индукционный нагреватель из сварочного инвертора не греет, то его можно использовать в качестве охладителя того же варианта отопительной системы.
Преимущественные характеристики индукционного нагревателя
Как видно, режим жёсткой экономии электроэнергии позволяет реализовать на практике интересные идеи как сделать индукционный нагреватель из сварочного инвертора, не прибегая к дорогостоящим вариантам. Основные технические и конструкционные достоинства системы:
Достоинства |
| Очень высокий КПД, который может достигать до 100 % |
| Нет необходимости прибегать к частому техническому уходу |
| Электромагнитное поле образует вибрационный режим воздействия, что предотвращает образованию накипи на стенках металлического корпуса. |
| Полностью бесшумный принцип работы установки. |
| Высокие критерии уровня полной безопасности, как по противопожарным мерам, так и в электробезопасности. |
| Полностью герметичная конструкция, которая исключает появление неприятных моментов в виде протечек устройства. |
| Режим работы установки, полностью автоматизированный. |
Есть один существенный недостаток, для того, что собрать схему индукционного нагревателя из сварочного инвертора, потребуется вложиться в немаленькую сумму. Промышленные варианты стоят действительно дорого, но сэкономить вы можете только в том случае, если произведёте сборку конструкции согласно общим рекомендациям ведущих специалистов.

Электрическая схема индукционного нагревателя
Материалы, необходимые для самостоятельной сборки индукционного нагревателя
Теперь перейдём к самому главному, какие материалы необходимы для устройства индукционного нагревателя. В данном случае вам понадобятся:
- Инверторный комплекс, который мы используем в сварочном агрегате инверторного типа.
- Пластиковая основа корпуса, где будет собрана основная часть устройства с металлическими частями.
- Проволока стандартная из нержавейки, которая станет нагревательным элементом в действующем электромагнитном поле.
- Сетка металлическая с мелким ячеистым зерном, которая будет в процессе эксплуатации, удерживать внутри действующего прибора, куски из нержавеющей проволоки.
- Медный компонент проволоки, для удерживания индуктора.
- Для полдачи воды, подбираем эффективный циркуляционный насос общего принципа действия.
- Терморегулятор общего вида
- Переходные варианты кранов, или шаровые соединения, для подключения к основной системе отопления.
- Инструмент для обработки проволоки — кусачки.
Сборка и монтажные работы
После того, как вы подготовили необходимый минимум инструментов и оборудования для изготовления индукционного нагревателя, приступаем к непосредственному монтажу, который включает в себя следующие характеристики:
- В одном из доступном концах пластиковой трубы крепим металлическую сетку, которая предотвратить проваливание проволоки, в процессе режима нагрева.
- В этой же части торцевого соединения крепим переходник, который подсоединяется к отопительной системе общего принципа действия.
- При помощи слесарных стандартных кусачек нарезаем нержавеющую проволоку длиной от 1 до 6 см.
- Готовые части нарезанных кусков проволоки плотно и тщательно укладываем в трубу. Обратите внимание, не должно быть никакого свободного пространства внутри пластиковой трубы.
- На втором конце трубы также фиксируем сетку, и точно также устанавливаем второй переходник, который будет подключён к отопительному комплексу здания.
- Индуктор изготавливаем путём наматывания (накручивания обычным метолом) на металлическую трубу медной проволоки, причём общее количество витковых соединений на трубе должно быть в пределах 80-90 единиц.
- Используя общую схему подключения, подсоединяем медные обмотки к требуемым полюсам инвертора, встроенного в сварочное оборудование.
- Все компоненты электрической части индуктора и нагревателя тщательно изолируем специальными доступными средствами.
- Монтируем в отопительную систему циркуляционный насос, если такового варианта не было изначально.
- К инверторной части нагревателя подсоединяем терморегулятор, который будет служить принципом автоматизированного управления всей системы в целом.
Далее, мы осуществляем подключение инвертора, который будет на индукторе образовывать магнитное поле, провоцируемое появлением специальных вихревых потоков.
В данном случае потоки будут разгонять конструкцию индуктора до требуемого режима разогрева всей системы теплоносителя. Обязательно соблюдаем меры безопасности и аккуратно подсоединяем все задействованные узлы и компоненты для индукционного нагревателя общего и специального принципа действия.
svarkaipayka.ru
сварка своими руками, печь для металла, переделка
 Индукционный нагреватель из сварочного инвертора доступен каждому, ведь создать его можно своими рукамиКаждый человек заботится о комфорте и уюте в своем жилом помещении. Особенно это касается загородных домов, коттеджей, когда встает вопрос о правильном выборе системы отопления. Современный торговые представители предлагают большое количество оборудования, вы можете выбрать любой из котловых агрегатов. Но как поступить, если, ни один из печных типов вам не подходит, а от газовой магистрали вы находитесь очень далеко? Мы рекомендуем вам в этой ситуации, ознакомиться с одним из видов электрического оборудования.
Индукционный нагреватель из сварочного инвертора доступен каждому, ведь создать его можно своими рукамиКаждый человек заботится о комфорте и уюте в своем жилом помещении. Особенно это касается загородных домов, коттеджей, когда встает вопрос о правильном выборе системы отопления. Современный торговые представители предлагают большое количество оборудования, вы можете выбрать любой из котловых агрегатов. Но как поступить, если, ни один из печных типов вам не подходит, а от газовой магистрали вы находитесь очень далеко? Мы рекомендуем вам в этой ситуации, ознакомиться с одним из видов электрического оборудования.
Индукционная сварка: принцип работы
Нагреватель такого типа можно создать, имея определенные детали.
Чаще всего в его конструктивные узлы входят:
- Индуктор, который изготавливается из необходимого количества медной проволоки. Именно она будет обеспечивать своего рода магнитное поле.
- Элемент да нагрева. Чаще всего он изготавливается из медной трубы, которая находится внутри каждого индуктора.
- Генератора. Он будет преобразовывать энергию бытового типа в качественный ток.
Все эти компоненты взаимодействуют между собой и работают по принципу нагревателя индукционного типа.
 Индукционный нагреватель состоит из генератора и индуктора
Индукционный нагреватель состоит из генератора и индуктора
Индукционный нагреватель в свою очередь представляет 4 важных момента:
- Генератор, который будет вырабатывать ток, и передавать его на медную кадушку;
- Индуктор, принимающий ток, будет создавать электромагнитное поле;
- Элемент для нагрева будет разогреваться под воздействием потока, и создавать векторные перемены;
- Теплоноситель в процессе разогрева будет передавать свою энергию прямо в отопительную систему.
Такое действие индукционного агрегата дает ряд преимуществ.
Подбираем материалы на индукционный нагреватель своими руками из сварочного инвертора
Инверторный высоковольтный водонагреватель в последнее время пользуется популярностью, так как его можно попробовать сделать своими собственными руками. Для этого вам потребуется схема сборки и инструменты, и при этом совершенно не нужно сварки.
 Инверторный высоковольтный водонагреватель на сегодняшний день пользуется большой популярностью
Инверторный высоковольтный водонагреватель на сегодняшний день пользуется большой популярностью
Вам потребуются:
- Инвертор, который находится в агрегате для сварки. Он сделает процесс монтажа более легким.
- Пластиковую трубу с толстыми стенками. Эта деталь станет своеобразным корпусом готового устройства.
- Нержавеющую проволоку. Она будет исполнять роль нагревательного элемента в электромагнитной части.
- Сетка из металла. Ее задача будет заключаться в удержании кусков проволоки внутри конструкции.
- Проволока из меди. Она поможет создать индуктор.
- Насос для регулярной циркуляции воды.
- Регулятор температуры.
- Краны шарового типа, чтобы создать подсоединение к отоплению;
- Кусачки для работы с проволокой.
- Регрувер и плазморез.
Все эти приборы необходимы. Каждый из них действует взаимосвязано с другим компонентом и при отсутствии одного из них предстоящая работа будет невыполнима.
Как делается индукционная печь из сварочного инвертора своими руками: поэтапность работ
Переделка доступна каждому. Ее можно сделать самому и в результате получить отличную печь. После того как все нужные компоненты и инструменты для индукционного агрегата будут готовы, можно приступать к сборке. Все этапы должны быть выполнены в четкой последовательности.
 Индукционную печь из сварочного инвертора несложно сделать самостоятельно
Индукционную печь из сварочного инвертора несложно сделать самостоятельно
Они заключаются в следующем:
- Конец пластиковой трубы нужно прикрепить к металлической сетке, чтобы не допустить проваливания проволоки. Здесь же нужно прикрепить переходник для системы отопления.
- С помощью кусачек нужно нарезать нержавеющую проволоку. Длина каждого куска должна составлять от 1 до 6 см. Все нарезанные куски укладываются в трубу, их расположение должно быть плотным.
- Другая сторона трубы так же должна быть зафиксирована сеткой. Здесь тоже требуется прикрепить отопительный переходник.
- Индуктор изготавливается из медной намотки на трубе. Количество витков должно быть примерно 90. Концы медной обработки должны подключиться к сварочному аппарату.
- Теперь можно провести подключение к отоплению. Для этого подключите циркуляционный насос и терморегулятор для автоматического функционирования.
Сборка окончена. Попробуйте включить инвертор. В рабочем состоянии индуктор должен начать создавать вихревые потоки и ТВЧ. Эти потоки должны нагреть проволоку внутри трубы, которые в свою очередь нагреют носитель тепла.
Переделка сварочного инвертора в индукционный нагреватель: важные моменты
Так как нагреватели индукционного типа, созданные своими руками не способны на самостоятельный контроль над температурой воды, то в первую очередь они могут стать источником опасности. Именно по этой причине такой агрегат сразу нуждается в дополнительных доработках. Если быть точнее, то здесь необходимо добавить устройство над контролем за автоматикой. Сперва потребуется установить определенные приборы, так называемую группу безопасности. Сюда можно включить воздухоотводчики, предохранительные клапаны и манометр.
 Нагреватели индукционного типа, созданные своими руками, не способны автоматически контролировать температуру воды
Нагреватели индукционного типа, созданные своими руками, не способны автоматически контролировать температуру воды
Установка может выдавать оптимальную работу только в системе принудительной циркуляции носителя тепла. В случае самотечной схемы, элемент начнет быстро перегреваться и пластиковая труба разрушится.
Для того чтобы не было перегрева, нагреватель должен быть снабжен устройством аварийного отключения, управление которым будет осуществляться от термостата.
Индукционный нагреватель из сварочного инвертора (видео)
Подводя итоги по данной установке нужно отметить, что создание не сложное, однако в любом случае требует соблюдения многих факторов. Самым большим минусом такой конструкции можно считать то, что он малоэффективна. Кроме того надежность установки находится по сей момент под большим вопросом. Так же следует учесть и то, что возможно создание аварийной ситуации, которая в свою очередь приведет к разрыву пластика и короткому замыканию из-за подачи воды. Поэтому заранее задумайтесь, сможете ли вы создать надежную и эффективную конструкцию.
Добавить комментарий
teploclass.ru
Как сделать индукционный нагреватель и печь из сварочного инвертора
Отопительная система – важная составляющая любого дома. Её можно назвать «сердцем» жилища, ведь именно тепло формирует уют и атмосферу.
Рынок изобилует различными видами газовых котлов, потому что они считаются самыми эффективными. Однако газовая магистраль может быть расположена довольно далеко, поэтому в данном случае электрическое оборудование выходит на первый план. Довольно популярны индукционные котлы. Достоинством этого типа обогрева является то, что индукционная печь из сварочного инвертора без проблем изготавливается своими руками. На основе вихревых током можно сконструировать также индукционный нагреватель для металла, взяв за источник тока сварочный инвертор.

Принцип работы
Нагревательный элемент представлен набором трёх элементов:
- Нагревательный элемент – трубка (обычно металлическая или полимерная). Находится в индукторном элементе. Внутри него имеется теплоноситель.
- Генератор переменного тока (альтернатор) увеличивает показатели частоты бытовой сети (делает их выше стандарта в 50 Гц).
- Индуктор – медная цилиндрическая катушка из проволоки, являющаяся генератором электромагнитного поля.
Принцип конструирования нагревателя ТВЧ
Теория применения индукционных нагревателей значительно опережала практику по той причине, что использование устройств с низкой частотой не приносило бы адекватной пользы. Однако после решения проблемы о выработке высокой частоты магнитного поля, индукционные элементы стали широко использоваться.
Чтобы понять, как сделать индукционный нагреватель, сначала нужно рассмотреть, как он работает. Принципы работы довольно прост:
- Генератор оперирует токами высокой частоты (ТВЧ). В индуктор передаётся высокочастотный ток из генератора.
- Катушка принимает ток. Она является преобразователем, так как на выходе получается уже электромагнитное поле.
- Повышается температура нагревательного элемента, благодаря вихревым потокам, возникающим от смены вектора поля. Энергия передаётся практически без потерь.
- Также нагревается теплоноситель, расположенный внутри трубы, а энергия передаётся в систему отопления.
Плюсы и минусы
Индукционные электронагреватели выделяются рядом важных преимуществ, выраженных в следующих характеристиках:
- На нагревательном элементе исключено образование накипи, так как создаётся вибрация посредством воздействия вихревых токов. Отсюда следует, что траты на чистку котлов отсутствуют.
- Теплогенератор вихревого типа герметичен, даже самодельный. Поэтому протечки в котлах стопроцентно исключены. Это достигается за счёт принципа работы теплогенератора: теплоноситель разогревается внутри металлической трубы, а энергия передаётся на расстоянии через электромагнитное поле. Разъёмные соединения отсутствуют.
- Нагревательный элемент не нужно ремонтировать или заменять, так как это металлическая трубка. А вот нагревательная спираль ТЭНа вполне может перегореть, так что конструкция для нагрева металла из сварочного инвертора безопасна в это отношении.
- Индукционный нагреватель из сварочного инвертора беззвучен, хоть он и вибрирует. Частота вибрации попросту мала по сравнению со слышимыми звуковыми волнами.
- Немаловажное достоинство – это низкие затраты на сборку.
Несмотря на важные преимущества, у индукционных нагревателей есть ряд недостатков:
- Нахождение в непосредственной близости от нагревателя может быть опасно, так как разогревается не только нагревательный элемент, то и ближайшее к нему пространство.
- Обогревание дома на электричестве обходится дороже по сравнению с газом. Поэтому перед тем, как сделать индукционный нагреватель из сварочного инвертора, неплохо подсчитать будущие затраты.
- Присутствует опасность детонации котла по причине перегрева теплоносителя. Чтобы избежать этой проблемы, обычно устанавливают датчик давления.
Конструирование электронагревателя
Чтобы начать создание индукционного нагревателя своими руками, необходимо подготовить детали:
- Корпус устройства –труба из полимера диаметром 50 мм, которая должна выдерживать высокие температуры.
- Нагреваемый элемент – проволока из нержавеющего металла.
- Держатель для кусков проволоки – металлическая сетка с маленькими отверстиями.
- Составляющая индуктора – проволока из меди.
- Прибор для подачи воды – циркуляционный насос.
- Устройство для контроля температуры – терморегулятор.
- Подключение к отоплению – шаровые краны и переходники.
- Кусачки.
Принципиальная схема, использующая принцип последовательного резонанса
Инвертор от устройства для сварки.
Формирование электромагнитного поля за пределами индуктора требует мощной катушки с большим количеством витков, да и согнуть трубу тоже дело не из лёгких. Поэтому мастера рекомендуют сделать из трубы подобие сердечника, поместив её в индукционную катушку.
Вообще, корпус устройства задумывался металлическим, но, в силу малых размеров индуктора, трубу заменяют на полимерную с металлической проволокой внутри.
После сбора необходимых деталей можно приступить к изготовлению индукционного котла по приведённой ниже схеме. Нужно обратить внимание на последовательность шагов, так как от соблюдения этапов зависит результат.
Сначала нужно закрепить металлическую сетку на один из концов полимерной трубы, чтобы нагревательные кусочки проволоки не проваливались во время эксплуатации.
С этого же конца трубы закрепляется переходник для дальнейшего соединения с отоплением.
Далее нужно нарезать проволоку, используя кусачки. Длина кусочков варьируется от 1 до 6 см.
Потом эти кусочки нужно максимально плотно уложить в трубу так, чтобы в ней не оставалось свободного пространства.
Второй конец трубы проходит те же 2 начальных этапа: установка металлической сетки и переходника.
Далее начинается этап изготовления индуктора: нужно намотать медную проволоку, при этом норма витков составляет 80-90 штук.
К полюсам инвертора нужно подключить концы медной проволоки.
Важно: Необходимо изолировать все электрические соединения. Этот этап лучше перепроверить несколько раз.После этого нужно подключить обогреватель к отоплению.

Нужно монтировать в систему отопления циркуляционный насос (если он отсутствовал).
И, наконец, подключается терморегулятор. Он обеспечивает автоматизированную работу нагревателя.
Индуктор начинает создавать электромагнитное поле после запуска инвертора. Появляются вихревые потоки, нагревающие проволоку внутри трубы, и как итог – весь теплоноситель.
Так, создание индукционного нагревателя на базе сварочного инвертора довольно несложное дело. Тем более, у данного типа обогревания есть множество плюсов, которые вытекают в эффективность, долговечность оборудования и низкие финансовые затраты. Однако нужно помнить о мерах предосторожности, чтобы не пришлось переделывать всю работу заново, подбирать качественные детали и сохранять поэтапность сборки нагревателя.
svarkagid.ru
Индукционные нагреватели и печи своими руками: от теории к реализации
Индукционная печь изобретена давно, еще в 1887 г, С. Фарранти. Первая промышленная установка заработала в 1890 г. на фирме Benedicks Bultfabrik. Долгое время индукционные печи и в индустрии были экзотикой, но не вследствие дороговизны электричества, тогда оно было не дороже теперешнего. В процессах, происходящих в индукционных печах, было еще много непонятного, а элементная база электроники не позволяла создавать эффективные схемы управления ими.
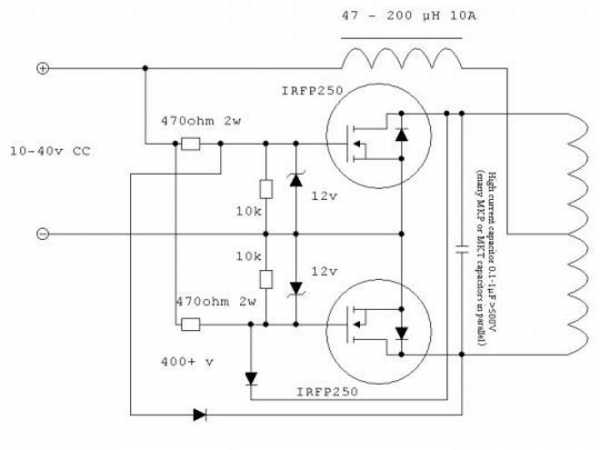
В индукционно-печной сфере переворот произошел буквально на глазах в наши дни, благодаря появлению, во-первых, микроконтроллеров, вычислительная мощность которых превышает таковую персональных компьютеров десятилетней давности. Во-вторых, благодаря… мобильной связи. Ее развитие потребовало появления в продаже недорогих транзисторов, способных отдавать мощность в несколько кВт на высоких частотах. Они, в свою очередь, были созданы на основе полупроводниковых гетероструктур, за исследования которых российский физик Жорес Алферов получил Нобелевскую премию.
В конечном итоге, индукционные печки не только совершенно преобразились в промышленности, но и широко вошли в быт. Интерес к предмету породил массу самоделок, которые, в принципе, могли бы быть полезными. Но большинство авторов конструкций и идей (описаний которых в источниках много больше, чем работоспособных изделий) плоховато представляют себе как основы физики индукционного нагрева, так и потенциальную опасность неграмотно выполненных конструкций. Настоящая статья призвана прояснить некоторые наиболее смутные моменты. Материал построен на рассмотрении конкретных конструкций:
- Промышленной канальной печи для плавки металла, и возможности ее создания самостоятельно.
- Тигельных печей индукционного типа, самых простых в исполнении и наиболее популярных среди самодельщиков.
- Индукционных водогрейных котлов, стремительно вытесняющих бойлеры с ТЭНами.
- Бытовых варочных индукционных приборов, конкурирующих с газовыми плитами и по ряду параметров превосходящих микроволновки.
Примечание: все рассматриваемые устройства основаны на магнитной индукции, создаваемой катушкой индуктивности (индуктором), поэтому и называются индукционными. В них можно плавить/нагревать только электропроводящие материалы, металлы и т.п. Есть еще электроиндукционные емкостные печи, основанные на электрической индукции в диэлектрике между обкладками конденсатора, они применяются для «нежного» плавления и электротермообработки пластиков. Но распространены они гораздо меньше индукторных, рассмотрение их требует отдельного разговора, поэтому пока оставим.
Принцип действия
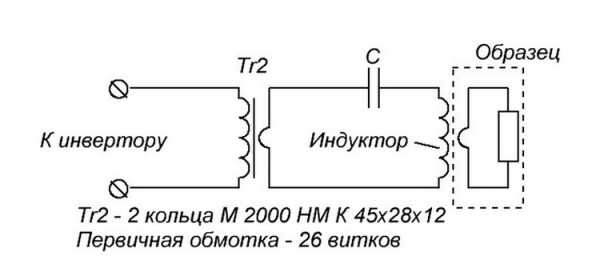
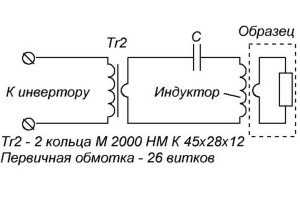
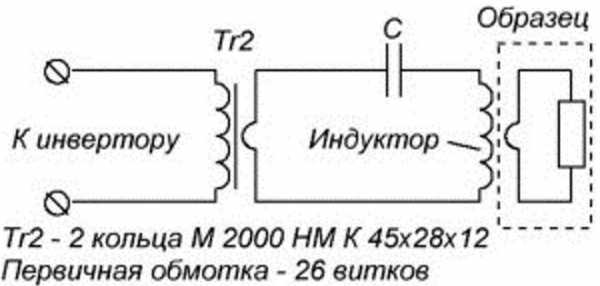
Принцип работы индукционной печи иллюстрирует рис. справа. В сущности она – электрический трансформатор с короткозамкнутой вторичной обмоткой:

Принцип действия индукционной печи
- Генератор переменного напряжения G создает в индукторе L (heating coil) переменный ток I1.
- Конденсатор С совместно с L образуют колебательный контур, настроенный на рабочую частоту, это в большинстве случаев повышает техпараметры установки.
- Если генератор G автоколебательный, то С часто исключают из схемы, используя вместо него собственную емкость индуктора. Она у описанных ниже высокочастотных индукторов составляет несколько десятков пикофарад, что как раз соответствует рабочему диапазону частот.
- Индуктор в соответствии с уравнениями Максвелла создает в окружающем пространстве переменное магнитное поле с напряженностью H. Магнитное поле индуктора может как замыкаться через отдельный ферромагнитный сердечник, так и существовать в свободном пространстве.
- Магнитное поле, пронизывая помещенную в индуктор заготовку (или плавильную шихту) W, создает в ней магнитный поток Ф.
- Ф, если W электропроводящая, индуцирует в ней вторичный ток I2, то тем же уравнениям Максвелла.
- Если Ф достаточно массивна и цельная, то I2 замыкается внутри W, образуя вихревой ток, или ток Фуко.
- Вихревые токи по закону Джоуля-Ленца отдает полученную им через индуктор и магнитное поле от генератора энергию, нагревая заготовку (шихту).
Электромагнитное взаимодействие с точки зрения физики достаточно сильно и обладает довольно высоким дальнодействием. Поэтому, несмотря на многоступенчатое преобразование энергии, индукционная печь способна показать в воздухе или вакууме КПД до 100%.
Примечание: в среде из неидеального диэлектрика с диэлектрической проницаемостью >1 потенциально достижимый КПД индукционных печей падает, а в среде с магнитной проницаемостью >1 добиться высокого КПД проще.
Канальная печь
Канальная индукционная плавильная печь – первая из примененных в промышленности. Она и конструктивно похожа на трансформатор, см. рис. справа:
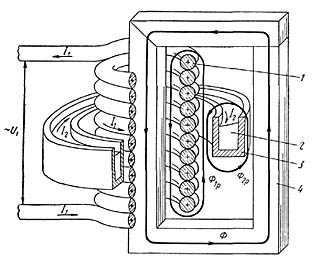
Канальная индукционная печь
- Первичная обмотка, питаемая током промышленной (50/60 Гц) или повышенной (400 Гц) частоты, выполнена из медной, охлаждаемой изнутри жидким теплоносителем, трубки;
- Вторичная короткозамкнутая обмотка – расплав;
- Кольцеобразный тигель из жаростойкого диэлектрика, в котором помещается расплав;
- Наборный из пластин трансформаторной стали магнитопровод.
Канальные печи используются для переплавки дюраля, цветных спецсплавов, получения высококачественного чугуна. Промышленные канальные печи требуют затравки расплавом, иначе «вторичка» не замкнется накоротко и нагрева не будет. Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется. Поэтому перед пуском печи в тигель наливают немного расплава, а переплавленную порцию выливают не до конца. Металлурги говорят, что канальная печь имеет остаточную емкость.
Канальную печь на мощность до 2-3 кВт можно сделать и самому из сварочного трансформатора промышленной частоты. В такой печи можно расплавить до 300-400 г цинка, бронзы, латуни или меди. Можно переплавлять дюраль, только отливке нужно по остывании дать состариться, от нескольких часов до 2-х недель, в зависимости от состава сплава, чтобы набрала прочность, вязкость и упругость.
Примечание: дюраль вообще был изобретен случайно. Разработчики, обозлившись, что легировать алюминий никак не удается, бросили в лаборатории очередной «никакой» образец и ушли в загул с горя. Протрезвились, вернулись – а никакой изменил цвет. Проверили – а он набрал прочность едва ли не стали, оставшись легким, как алюминий.
«Первичку» трансформатора оставляют штатной, она уже рассчитана на работу в режиме КЗ вторички сварочной дугой. «Вторичку» снимают (ее потом можно поставить обратно и использовать трансформатор по прямому назначению), а вместо нее надевают кольцевой тигель. Но пытаться переделать в канальную печь сварочный ВЧ-инвертор опасно! Его ферритовый сердечник перегреется и разлетится в куски из-за того, что диэлектрическая проницаемость феррита >>1, см. выше.
Проблема остаточной емкости в маломощной печке отпадает: в шихту для затравки кладут проволочку из того же металла, согнутую в кольцо и со скрученными концами. Диаметр проволоки – от 1 мм/кВт мощности печи.
Но появляется проблема кольцевого тигля: единственный подходящий для малого тигля материал – электрофарфор. В домашних условиях обработать его самому невозможно, а где взять покупной подходящий? Прочие огнеупоры не годятся вследствие высоких диэлектрических потерь в них или пористости и малой механической прочности. Поэтому, хотя канальная печь дает плавку высочайшего качества, не требует электроники, а ее КПД уже при мощности 1 кВт превышает 90%, у самодельщиков они не в ходу.
Под обычный тигель
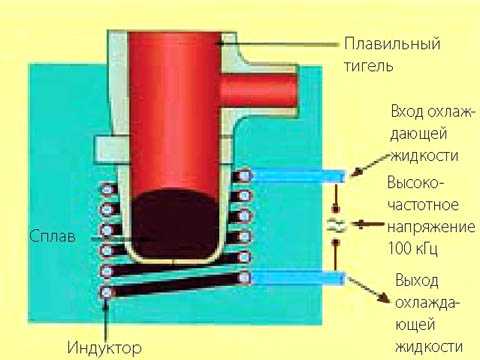
Устройство тигельной индукционной печи
Остаточная емкость раздражала металлургов – сплавы-то плавились дорогие. Поэтому, как только в 20-х годах прошлого века появились достаточно мощные радиолампы, тут же родилась идея: выкинуть на (не будем повторять профессиональные идиомы суровых мужиков) магнитопровод, а обычный тигель засунуть прямо в индуктор, см. рис.
На промышленной частоте так не сделаешь, магнитное поле низкой частоты без концентрирующего его магнитопровода расползется (это т. наз. поле рассеяния) и отдаст свою энергию куда угодно, только не в расплав. Компенсировать поле рассеяния можно повышением частоты до высокой: если диаметр индуктора соизмерим с длиной волны рабочей частоты, а вся система – в электромагнитном резонансе, то до 75% и более энергии ее электромагнитного поля будет сосредоточено внутри «бессердечной» катушки. КПД выйдет соответственный.
Однако уже в лабораториях выяснилось, что авторы идеи проглядели очевидное обстоятельство: расплав в индукторе, хотя бы и диамагнитный, но электропроводящий, за счет собственного магнитного поля от вихревых токов изменяет индуктивность нагревательной катушки. Начальную частоту понадобилось устанавливать под холодную шихту и менять по мере ее плавления. Причем в пределах тем больших, чем больше заготовка: если для 200 г стали можно обойтись диапазоном в 2-30 МГц, то для болванки с железнодорожную цистерну начальная частота будет около 30-40 Гц, а рабочая – до нескольких кГц.
Подходящую автоматику на лампах сделать сложно, «тянуть» частоту за болванкой – нужен высококвалифицированный оператор. Кроме того, на низких частотах сильнейшим образом проявляет себя поле рассеяния. Расплав, который в такой печи еще и сердечник катушки, до некоторой степени собирает магнитное поле возле нее, но все равно, для получения приемлемого КПД понадобилось окружать всю печь мощным ферромагнитным экраном.
Тем не менее, благодаря своим выдающимся достоинствам и уникальным качествам (см. далее) тигельные индукционные печи широко применяются и в промышленности, и самодельщиками. Поэтому остановимся подробнее на том, как правильно сделать такую своими руками.
Немного теории
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот. Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис. Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
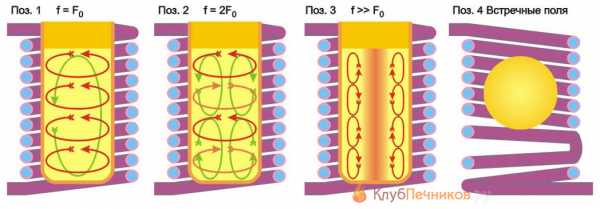
Режимы работы тигельной индукционной печи
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.
Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут. Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель. Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Эффект электромагнитной левитации расплава используют для очистки металлов путем зонной плавки, для получение высокоточных металлических шариков и микросфер, и т.п. Но для надлежащего результата плавку нужно вести в высоком вакууме, поэтому здесь о левитации в индукторе упомянуто только для сведения.
Зачем индуктор дома?
Как видим, даже маломощная индукционная печка для квартирной проводки и лимитов потребления мощновата. Для чего же стоит ее делать?

Индукционный нагрев для закалки
Во-первых, для очистки и разделения драгоценных, цветных и редких металлов. Берем, к примеру, старый советский радиоразъем с позолоченными контактами; золота/серебра на плакировку тогда не жалели. Кладем контакты в узкий высокий тигелек, суем в индуктор, плавим на основном резонансе (выражаясь профессионально, на нулевой моде). По расплавлении постепенно снижаем частоту и мощность, давая застыть болванке в течение 15 мин – получаса.
По остывании разбиваем тигелек, и что видим? Латунный столбик с ясно различимым золотым кончиком, который остается только отрезать. Без ртути, цианидов и прочих убийственных реагентов. Нагревом расплава извне любым способом этого не добиться, конвекция в нем не даст.
Индуктор для отпусковой индукционной печи
Ну, золото-золотом, а сейчас и черный металлолом на дороге не валяется. Но вот необходимость равномерного, или точно дозированного по поверхности/объему/температуре нагрева металлических деталей для качественной закалки у самодельщика или ИП-индивидуала всегда найдется. И тут опять выручит печка-индуктор, причем расход электричества будет посильным для семейного бюджета: ведь основная доля энергии нагрева приходится на скрытую теплоту плавления металла. А меняя мощность, частоту и расположение детали в индукторе, можно нагреть именно нужное место именно как надо, см. рис. выше.
Наконец, сделав индуктор специальной формы (см. рис. слева), можно отпустить закаленную деталь в нужном месте, на нарушая цементации с закалкой на конце/концах. Затем, где надо – гнем, плющим, а остальное остается твердым, вязким, упругим. В конце можно снова разогреть, где отпускали, и опять закалить.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
Примечание: особняком стоят США, у них допустимая ППЭ – 1000 мВт (!) на кв. м. тела. Фактически, американцы считают началом физиологического воздействия внешние его проявления, когда человеку уже становится плохо, а долговременные последствия облучения ЭМП полностью игнорируют.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь. На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей.
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
Компоненты печи
Индуктор
Важнейшая часть индукционной печи – ее нагревательная катушка, индуктор. Для самодельных печей на мощность до 3 кВт пойдет индуктор из голой медной трубки диаметром 10 мм или медной же голой шины сечением не менее 10 кв. мм. Внутренний диаметр индуктора – 80-150 мм, количество витков – 8-10. Витки не должны соприкасаться, расстояние между ними – 5-7 мм. Также никакая часть индуктора не должна касаться его экрана; минимальный зазор – 50 мм. Поэтому для прохождения выводов катушки к генератору нужно предусмотреть окно в экране, не мешающее его снимать/ставить.
Индукторы промышленных печей охлаждают водой или антифризом, но на мощности до 3 кВт описанный выше индуктор при работе его в продолжении до 20-30 мин принудительного охлаждения не требует. Однако он сам при этом сильно нагревается, а окалина на меди резко снижает КПД печи вплоть до потери ею работоспособности. Сделать самому индуктор с жидкостным охлаждением невозможно, поэтому его придется время от времени менять. Применять принудительное воздушное охлаждение нельзя: пластиковый или металлический корпус вентилятора вблизи катушки «притянут» к себе ЭМП, перегреются, а КПД печи упадет.
Примечание: для сравнения – индуктор для плавильной печи на 150 кг стали согнут из медной трубы 40 мм наружным диаметром и 30 внутренним. Число витков – 7, диаметр катушки по внутри 400 мм, высота тоже 400 мм. Для его раскачки на нулевой моде нужно 15-20 кВт при наличии замкнутого контура охлаждения дистиллированной водой.
Генератор
Вторая главная часть печи – генератор переменного тока. Сделать индукционную печь, не владея основами радиоэлектроники хотя бы на уровне радиолюбителя средней квалификации, не стоит и пытаться. Эксплуатировать – тоже, ведь, если печка не под компьютерным управлением, настроить ее в режим можно, только чувствуя схему.
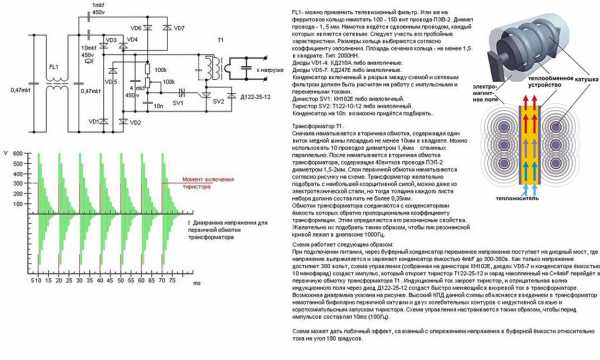
Схема генератора для индукционной печи, дающая паразитное СВЧ
При выборе схемы генератора следует всячески избегать решений, дающих жесткий спектр тока. В качестве антипримера приводим довольно распространенную схему на тиристорном ключе, см. рис. выше. Доступный специалисту расчет по прилагаемой к ней автором осциллограмме показывает, что ППЭ на частотах свыше 120 МГц от индуктора, запитанного таким образом, превышает 1 Вт/кв. м. на расстоянии 2,5 м от установки. Убийственная простота, ничего не скажешь.
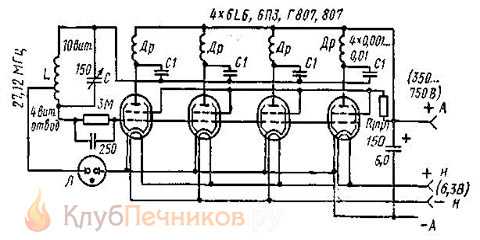
Схема лампового генератора для индукционной печи
В качестве ностальгического курьеза приводим еще схему древнего лампового генератора, см. рис. справа. Такие делали советские радиолюбители еще в 50-х годах, рис. справа. Настройка в режим – воздушным конденсатором переменной емкости С, с зазором между пластинами не менее 3 мм. Работает только на нулевой моде. Индикатор настройки – неоновая лампочка Л. Особенность схемы – очень мягкий, «ламповый» спектр излучения, так что пользоваться этим генератором можно без особых мер предосторожности. Но – увы! – ламп для него сейчас не найдешь, а при мощности в индукторе около 500 Вт энергопотребление от сети – более 2 кВт.
Примечание: указанная на схеме частота 27,12 МГц не оптимальна, она выбрана из соображений электромагнитной совместимости. В СССР она была свободной («мусорной») частотой, для работы на которой разрешения не требовалось, лишь бы устройство помех никому не давало. А вообще-то С можно перестраивать генератор в довольно широком диапазоне.
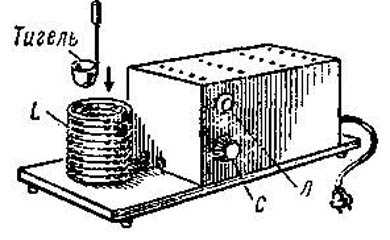
Самодельная тигельная индукционная печь 50-х годов.
На следующем рис. слева – простейший генератор с самовозбуждением. L2 – индуктор; L1 – катушка обратной связи, 2 витка эмалированного провода диаметром 1,2-1,5 мм; L3 – болванка или шихта. В качестве контурной емкости используется собственная емкость индуктора, поэтому эта схема не требует настройки, она автоматически входит в режим нулевой моды. Спектр мягкий, но при неправильной фазировке L1 мгновенно сгорает транзистор, т.к. он оказывается в активном режиме с КЗ по постоянному току в цепи коллектора.
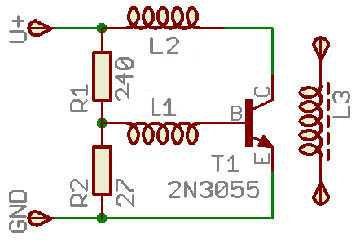
Схема простейшего генератора для индукционной печи
Также транзистор может сгореть просто от изменения наружной температуры или саморазогрева кристалла – каких-либо мер по стабилизации его режима не предусмотрено. В общем, если у вас завалялись где-то старые КТ825 или им подобные, то начинать эксперименты по индукционному нагреву можно с этой схемки. Транзистор должен быть установлен на радиатор площадью не менее 400 кв. см. с обдувом от компьютерного или ему подобного вентилятора. Регулировка можности в индукторе, до 0,3 кВт – изменением напряжения питания в пределах 6-24 В. Его источник должен обеспечивать ток не менее 25 А. Мощность рассеивания резисторов базового делителя напряжения не менее 5 Вт.

Генератор-мультивибратор для индукционной печи
Схема на след. рис. справа – мультивибратор с индуктивной нагрузкой на мощных полевых тразисторах (450 B Uk, не менее 25 A Ik). Благодаря применению емкости в цепи колебательного контура дает довольно мягкий спектр, но внемодовый, поэтому пригоден для разогрева деталей до 1 кг для закалки/отпуска. Главный недостаток схемы – дороговизна компонент, мощных полевиков и быстродействующих (граничная частота не менее 200 кГц) высоковольтных диодов в их базовых цепях. Биполярные мощные транзисторы в этой схеме не работают, перегреваются и сгорают. Радиатор здесь такой же, как и в предыдущем случае, но обдува уже не нужно.
Следующая схема уже претендует на звание универсальной, мощностью до 1 кВт. Это – двухтактный генератор с независимым возбуждением и мостовым включением индуктора. Позволяет работать на 2-3 моде или в режиме поверхностного нагрева; частота регулируется переменным резистором R2, а диапазоны частот переключаются конденсаторами С1 и С2, от 10 кГц до 10 МГц. Для первого диапазона (10-30 кГц) емкость конденсаторов С4-С7 должна быть увеличена до 6,8 мкФ.

Схема универсального генератора для индукционной печи
Трансформатор между каскадами – на ферритовом кольце с площадью сечения магнитопровода от 2 кв. см. Обмотки – из эмалированного провода 0,8-1,2 мм. Радиатор транзисторов – 400 кв. см. на четверых с обдувом. Ток в индукторе практически синусоидальный, поэтому спектр излучения мягкий и на всех рабочих частотах дополнительных мер защиты не требуется, при условии работы до 30 мин в день через 2 дня на 3-й.
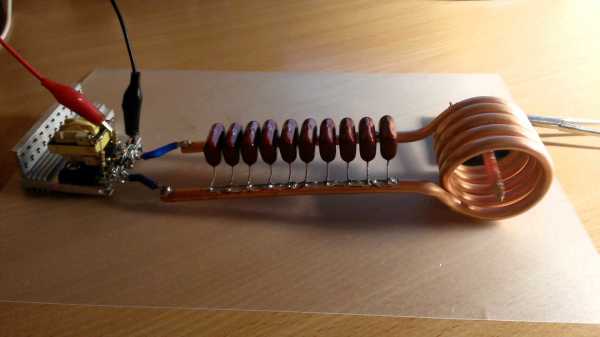
Видео: самодельный индукционный нагреватель в работе
Индукционные котлы
 Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Скажем, такая конструкция: пропиленовую трубу с проточной водой окружает индуктор, а он запитан от сварочного ВЧ-инвертора на 15-25 А. Вариант – из термостойкого пластика делают пустотелый бублик (тор), по патрубкам пропускают через него воду, а для нагрева обматывают шиной, образующий свернутый в кольцо индуктор.
ЭМП передаст свою энергию воде хорошо; та обладает неплохой электропроводностью и аномально высокой (80) диэлектрической проницаемостью. Вспомните, как стреляют в микроволновке оставшиеся на посуде капельки влаги.
Но, во-первых, для полноценного обогрева квартиры или частного дома зимой нужно не менее 20 кВт тепла, при тщательном утеплении снаружи. 25 А при 220 В дают всего 5,5 кВт (а сколько это электричество стоит по нашим тарифам?) при 100% КПД. Ладно, пусть мы в Финляндии, где электричество дешевле газа. Но лимит потребления на жилье – все равно 10 кВт, а за перебор нужно платить по увеличенному тарифу. И квартирная проводка 20 кВт не выдержит, нужно тянуть отдельный фидер от подстанции. Во что такая работа обойдется? Если еще электрикам далеко до перебора мощности по району и они ее разрешат.
Затем, сам теплообменник. Он должен быть или металлическим массивным, тогда будет действовать только индукционный нагрев металла, или из пластика с низкими диэлектрическими потерями (пропилен, между прочим, к таким не относится, годится только дорогой фторопласт), тогда вода непосредственно поглотит энергию ЭМП. Но в любом случае выходит, что индуктор греет весь объем теплообменника, а воде тепло отдает только внутренняя его поверхность.
В итоге, ценой больших трудов с риском для здоровья, получаем бойлер с КПД пещерного костра.
Индукционный котел отопления промышленного изготовления устроен совсем по-иному: просто, но в домашних условиях невыполнимо, см. рис. справа:
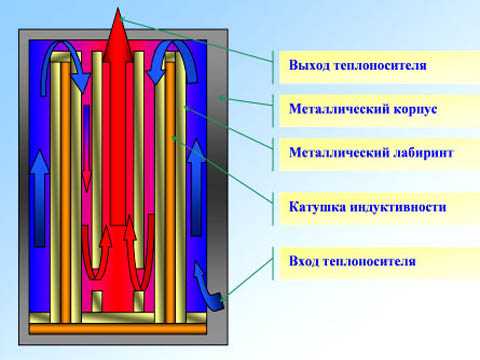
Схема индукционного водогрейного котла
- Массивный медный индуктор подключается непосредственно к сети.
- Его ЭМП греет также массивный металлический лабиринт-теплообменник из ферромагнитного металла.
- Лабиринт одновременно изолирует индуктор от воды.
Стоит такой бойлер в несколько раз дороже обычного с ТЭНом, и пригоден для установки только на пластиковые трубы, но взамен дает массу выгод:
- Никогда не сгорает – в нем нет раскаленной электроспирали.
- Массивный лабиринт надежно экранирует индуктор: ППЭ в непосредственной близости от 30 кВт индукционного бойлера – ноль.
- КПД – более чем 99,5%
- Абсолютно безопасен: собственная постоянная времени обладающей большой индуктивностью катушки – более 0,5 с, что в 10-30 раз больше времени срабатывания УЗО или автомата. Его еще ускоряет «отдача» от переходного процесса при пробое индуктивности на корпус.
- Сам же пробой вследствие «дубовости» конструкции исключительно маловероятен.
- Не требует отдельного заземления.
- Безразличен к удару молнии; сжечь массивную катушку ей не под силу.
- Большая поверхность лабиринта обеспечивает эффективный теплообмен при минимальном температурном градиенте, что почти исключает образование накипи.
- Огромная долговечность и простота пользования: индукционный бойлер совместно с гидромагнитной системой (ГМС) и фильтром-отстойником работает без обслуживания не менее 30 лет.
О самодельных котлах для ГВС
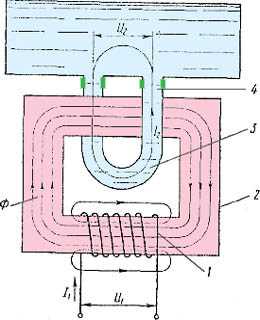
Схема индукционного водонагревателя для ГВС
Здесь на рис. приведена схема маломощного индукционного нагревателя для систем ГВС с накопительным баком. В ее основе – любой силовой трансформатор на 0,5-1,5 кВт с первичной обмоткой на 220 В. Очень хорошо подходят сдвоенные трансформаторы от старых ламповых цветных телевизоров – «гробов» на двухстержневом магнитопроводе типа ПЛ.
Вторичную обмотку с таких снимают, первичку перематывают на один стержень, увеличив количество ее витков для работы в режиме, близком к КЗ (короткому замыканию) по вторичке. Сама же вторичная обмотка – вода в U-образном колене из трубы, охватывающем другой стержень. Пластиковая труба или металлическая – на промчастоте все равно, но металлическая должна быть изолирована от остальной системы диэлектрическими вставками, как показано на рис, чтобы вторичный ток замыкался только через воду.
В любом случае такая водогрейка опасна: возможная протечка соседствует с обмоткой под сетевым напряжением. Если уж идти на такой риск, то в магнитопроводе нужно насверлить отверстие под болт-заземлитель, и прежде всего наглухо, в грунт, заземлить трансформатор и бак стальной шиной не менее 1,5 кв. см. (не кв. мм!).
Далее трансформатор (он должен располагаться непосредственно под баком), с подключенным к нему сетевым проводом в двойной изоляции, заземлителем и водогрейным витком заливают в одну «куклу» силиконовым герметиком, как моторчик помпы аквариумного фильтра. Наконец, крайне желательно весь агрегат подключить к сети через быстродействующее электронное УЗО.
Видео: “индукционный” котел на основе бытовой плитки
Индуктор на кухне

Варочная индукционная плита
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.
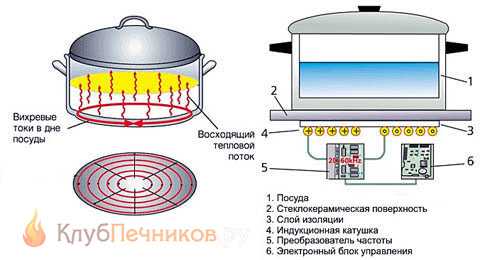
Схема кухонной индукционной плиты
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.
Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.

Разогрев варочной посуды на индукционной плите и газовой конфорке
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Видео: неудавшийся индукционный нагреватель из кухонной плиты
В заключение
Итак, индукционные электроприборы для подогрева воды и приготовления пищи лучше покупать готовые, дешевле и проще выйдет. А вот завести самодельную индукционную тигельную печку в домашней мастерской не помешает: станут доступными тонкие способы плавки и термообработки металлов. Нужно только помнить о ППЭ с СВЧ и строго соблюдать правила конструирования, изготовления и эксплуатации.
Загрузка…Обсуждение темы «Индукционная печь»
Ниже Вы можете поделиться своими мыслями и результатами с нашими читателями и постоянными посетителями.
Также можно задать вопросы автору*, он постарается на них ответить.
clubpechnikov.ru
делаем самодельный агрегат » Аква-Ремонт
Электрические нагревательные приборы исключительно удобны в эксплуатации. Они гораздо безопаснее, чем любое газовое оборудование, не производят копоти и сажи, в отличие от агрегатов, работающих на жидком или твердом топливе, наконец, для них не нужно заготавливать дрова и т. п. Главный недостаток электрических нагревателей — высокая стоимость электроэнергии. В поисках экономии некоторые умельцы решили изготовить индукционный нагреватель своими руками. Они получили отличное оборудование, для работы которого требуется гораздо меньше расходов.
Принцип работы индукционного нагрева
В работе индукционного нагревателя используется энергия электромагнитного поля, которую нагреваемый объект поглощает и преобразует в тепловую. Для генерирования магнитного поля используется индуктор, т. е. многовитковая цилиндрическая катушка. Проходя через этот индуктор, переменный электрический ток создает вокруг катушки переменное магнитное поле.

Самодельный инверторный нагреватель позволяет производить нагрев быстро и до очень высоких температур. С помощью таких устройств можно не только нагревать воду, но даже плавить различные металлы
Если внутрь индуктора или близ него разместить нагреваемый объект, его будет пронизывать поток вектора магнитной индукции, который постоянно меняется во времени. При этом возникает электрическое поле, линии которого располагаются перпендикулярно направлению магнитного потока и движутся по замкнутому кругу. Благодаря этим вихревым потокам электрическая энергия трансформируется в тепловую и объект нагревается.
Таким образом, электрическая энергия индуктора передается объекту без использования контактов, как это происходит в печах сопротивления. В результате тепловая энергия расходуется более эффективно, а скорость нагрева заметно повышается. Широко применяется этот принцип в области обработки металла: его плавки, ковки, пайки наплавки и т. п. С не меньшим успехом вихревой индукционный нагреватель можно использовать для подогрева воды.
Индукционный генератор тепла в системе отопления
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки. Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет.

Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Индукционный отопительный котел оснащают двумя патрубками. Нижний патрубок, по которому будет поступать холодный теплоноситель, необходимо устанавливать на вводном участке магистрали, а вверху устанавливают патрубок, передающий горячий теплоноситель к подающему участку трубопровода. Когда теплоноситель, находящийся в котле, нагревается, возникает гидростатический напор, и теплоноситель поступает в отопительную сеть.
В работе индукционного нагревателя есть ряд преимуществ, о которых следует упомянуть:
- теплоноситель в системе постоянно циркулирует, что предотвращает вероятность ее перегрева;
- индукционная система вибрирует, в результате накипь и другие осадки не откладываются на стенках оборудования;
- отсутствие традиционных нагревательных элементов позволяет эксплуатировать котел с высокой интенсивностью, не опасаясь частых поломок;
- отсутствие разъемных соединений исключает протечки;
- работа индукционного котла не сопровождается шумом, поэтому его можно установить практически в любом подходящем помещении;
- при индукционном нагреве не выделяются какие-либо опасные продукты разложения топлива.
Безопасность, бесшумная работа, возможность использовать подходящий теплоноситель и долговечность оборудования привлекли немало домовладельцев. Некоторые из них задумываются о возможности изготовить самодельный индукционный нагреватель.
Как сделать индукционный нагреватель самому?
Самостоятельное изготовление такого нагревателя — не слишком сложная задача, с которой может справиться даже начинающий мастер. Для начала следует запастись:
- куском пластиковой трубы с толстыми стенками, которая станет корпусом нагревателя;
- стальной проволокой диаметром не более 7 мм;
- переходниками для присоединения корпуса нагревателя к отопительной системе дома;
- металлической сеткой, которая будет удерживать внутри корпуса кусочки стальной проволоки;
- медной проволокой для создания индукционной катушки;
- высокочастотным инвертором.
Для начала следует подготовить стальную проволоку. Для этого ее просто нарезают кусочками примерно 5 см длиной. Дно отрезка пластиковой трубы закрывают металлической сеткой, внутрь засыпают кусочки проволоки, сверху корпус также закрывают металлической сеткой. Корпус должен быть заполнен кусочками проволоки полностью. При этом приемлемой может быть проволока не только из «нержавейки», но также из других металлов.
Затем следует изготовить индукционную катушку. В качестве основы используется подготовленный пластиковый корпус, на который аккуратно наматывают 90 витков медной проволоки.
После того, как катушка готова, корпус с помощью переходников присоединяют к отопительной системе дома. После этого катушку подключают к сети через высокочастотный инвертор. Считается вполне целесообразным сделать индукционный нагреватель из сварочного инвертора, поскольку это самый простой и бюджетный вариант.

Чаще всего при изготовлении самодельных вихревых индукционных нагревателей используют недорогие модели сварочных инверторов, поскольку они удобны и полностью соответствуют требованиям
Необходимо отметить, что не стоит испытывать устройство, если в него не подается теплоноситель, иначе пластиковый корпус может очень быстро расплавиться.
Интересный вариант индукционного нагревателя, сделанного из варочной панели, представлен в видеоматериале:
Несколько полезных советов по безопасности
Чтобы повысить безопасность конструкции, советуется выполнить изоляцию открытых участков медной катушки.
Индукционный нагреватель рекомендован только для закрытых систем отопления, в которых осуществляется принудительная циркуляция теплоносителя с помощью насоса.
Следует размещать систему индукционного нагрева на расстоянии не менее 30 см от стен и мебели и не менее 80 см — от потолка или пола.
Чтобы сделать работу устройства более безопасной, рекомендуется оснастить его манометром, а также системой автоматического управления и приспособлениями для отвода попавшего в систему воздуха.
aqua-rmnt.com