
переделка из инвертоного аппарата своими руками, – Виды сварочных аппаратов на Svarka.guru
Индукционный нагрев – это высокотехнологичный процесс обработки электропроводящих материалов, в основе которого лежит воздействие высокотемпературное воздействие переменным электромагнитным полем проводника. Инвертор для индукционного нагрева может быть полезен во многих сферах металлообрабатывающей промышленности.Сварочные работы, пайка металла, кузнечное дело, закалка, печи ТВЧ, термообработка – далеко не весь список работ, использующих индукционный нагрев. Технология отличается высокой скоростью работы и отличным показателем КПД. В случае необходимости всю технологическую цепочку можно автоматизировать.
Методы индукционного развития начали применяться в промышленности с начала ХХ века, однако толчком к развитию технологии послужила Вторая мировая война, которая вынудила ученых начать поиск дешевых и надежных способов обработки металла.
Принцип работы
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем.
- генератор переменного тока;
- катушка-индуктор;
- нагревательный элемент.
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию. В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
Поскольку количественная мера теплового действия электрического тока рассчитывается по закону Джоуля-Ленца, эффект индуктивного нагрева получил название «Закон Джоуля».
Преимущества
Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:- Производительность. Подготовку к запуску аппарата и нагрев детали можно выполнить за короткий промежуток времени. Данное обстоятельство повышает производительность выполняемых работ, по сравнению с прочими методами нагрева, которые требуют длительного времени на достижение рабочей температуры.
- Качество. Промышленное применение характеризуется минимальным количеством брака. Эффект достигается благодаря направленному действию тепловой энергии. Для повышения качества готового изделия применяют специальные вакуумные камеры, которые исключают агрессивное воздействие атмосферного воздуха.
- Энергетическая эффективность. Высокая скорость работы позволяет экономить электроэнергию – нагрев поверхности происходит практически мгновенно, что отражается на себестоимости продукции.
- Автоматизация. Современное оборудование оснащают программно-вычислительными комплексами, которые позволяют добиться точных результатов работы.
- Экологичность. Технологический процесс не несет угрозы окружающей среде – отсутствуют токсичные выбросы в атмосферу либо другие вредные факторы.
Сборка и монтаж системы
В первую очередь следует определиться с сферой использования будущего устройства. Требования к простому лабораторному инвертору для индукционного нагрева и прибору для обогрева домашнего помещения, будут отличаться.
Печь для металла

Среди прочих положительных качеств метода следует отметить высокий уровень пожарной безопасности, а также простоту конструкции – сборку индукционного нагревателя своими руками из сварочного инвертора может выполнить специалист средней квалификации, разумеется, при условии наличия рабочей схемы.
Конструкция индукционной печи не отличается особой сложностью. Для сборки устройства понадобятся:
- аккумулятор на 12 В;
- обмоточный медный провод;
- конденсаторы пленочного типа;
- диоды;
- полевые транзисторы;
- радиаторы;
- кольца блока питания ПК.
Данный список указывает, что изготовление устройства не потребует значительных финансовых растрат. Алгоритм сборки выглядит следующим образом:
- Установка транзисторов на радиаторы охлаждения. В процессе эксплуатации устройство подвергается температурному воздействию, а потому следует использовать радиаторы большого размера.
- Изготовление дросселей. Для этого понадобится медная проволока и кольца от блока питания ПК. Следите за межвитковым расстоянием – оно должно быть одинаковым.
Важно. Кольца можно заменить любым изделием, в состав которого входит ферромагнитное железо.
- Сборка конденсаторной батареи. Общая емкость батареи, при последовательном соединении, должна составлять 4,7 мкФ.
- Изготовление обмотки. Оптимальная толщина медной проволоки – 2 мм. Необходимо создать 8 витков таким образом, чтобы внутреннее пространство могло вместить в себя обрабатываемые элементы. Не забудьте про концы для подключения к источнику питания.
- Подключаем аккумулятор.
Регулировку тока проводят на этапе сборки печи – путем изменения количества витков. Для серьезных работ потребуется источник питания большой мощности. Не забывайте про систему вентиляции и отвода тепла, поскольку в процессе эксплуатации печь разогревается достаточно сильно. Точное следование инструкции защитит от возможных переделок или доработок устройства
Нагреватель для воды
Установка такого оборудования в частном доме поможет решить проблему с обогревом помещения или обеспечением горячей водой. Не смотря на высокий расход электроэнергии, подобные аппараты пользуются популярностью, ввиду своей простоты и отсутствием хлопот с согласованием проекта.
Для сборки эффективного нагревателя необходимо приготовить следующие материалы:
- сварочный инвертор;
- керамзит или другой теплоизоляционный материал;
- медная проволока;
- стальная проволока;
- толстостенная пластиковая труба;
- трубки разного диаметра.
В основе действия устройства положен принцип индукционного нагрева теплоносителя.
Последовательность сборки котла следующая:
- Изготовления котла. Для этого подбирают две трубки с разным диаметром, которые вставляются друг в друга, с зазором 20-25 мм. Размер трубок подбирается индивидуально, в зависимости от требуемой мощности нагревателя. Увеличение длины ведет к повышению мощности. Затем вырезаются два кольца, с соблюдением величины зазора между трубами. Полученный резервуар имеет тороидальную форму
- Привариваем концы колец. Обращайте внимание на герметичность соединения.
- Делаем подключение к системе отопления. В наружную стенку вваривают входную и выходную трубы. Обратите внимание, что вход должен располагаться сверху, а выход снизу. Трубы должны идти по касательной к корпусу. Их диаметр должен соответствовать используемой системе отопления.
- Изготавливаем обмотку. Она должна повторять форму котла. Необходимо сделать 35-40 витков, с соблюдением равного межвиткового расстояния. Такое количество обеспечит достаточную производительность.
- Делаем защитный корпус. Он должен быть выполнен из диэлектрического материала, например, пластика. Диаметр защитного корпуса должен обеспечивать боковой вывод патрубков. Пространство между котлом и защитным корпусом необходимо заполнить теплоизоляционным материалом, во избежание потерь тепла.
- Подключаем инверторный аппарат и теплоноситель. Котел готов к эксплуатации.
Данная конструкция отличается автономностью. Она способная проработать 20-25 лет без постороннего вмешательства. Отсутствие подшипников и прочих подвижных элементов обеспечивают надежность устройства.
Несколько слов о безопасности
Индукционный нагреватель из сварочного инвертора, как и любое другое самодельное устройство, может представлять опасность для окружающих. Для обеспечения защиты необходимо соблюдать некоторые правила:
- Тщательная изоляция. Все токопроводящие элементы и соединения должны быть заизолированы, во избежание поражения током.
- Выбор системы отопления. Индукционный нагреватель запрещено использовать в отопительных системах с естественной циркуляцией воды. Применение допустимо только при наличии водяного насоса.
- Грамотное расположение. Рекомендуемое расстояние до деталей интерьера и стен – не менее 40 см, а до пола или потолка – не менее 80 см.
- Приборы безопасности. Регулировочный клапан и манометр защитят систему от перепадов давления. Также следует предусмотреть механизм стравливания воздуха из системы.
Заключение
Котлы и нагреватели индукционного типа отличаются высоким КПД, поскольку вся используемая электроэнергия преобразуется в тепло. Перед самостоятельным изготовлением какого-либо устройства настоятельно рекомендуем внимательно изучить схему и проанализировать условия работ. Это позволит избежать ошибок на стадии подготовки.
Электромонтер 6-го разряда Пантелеев Сергей Борисович, опыт работы – 17 лет: «Для обогрева своего дома я выбрал совсем простую схему индукционного обогрева. Сначала выбрал участок трубы и зачистил его. Сделал изоляцию из электротехнической ткани и индукционную катушку из медной проволоки. После изоляции системы подключил инвертор. Единственный недостаток этой схемы – электромагнитное поле, которое неблагоприятно действует на организм. Поэтому аппарат пришлось ставить в котельной, где люди появляются редко
».svarka.guru
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты

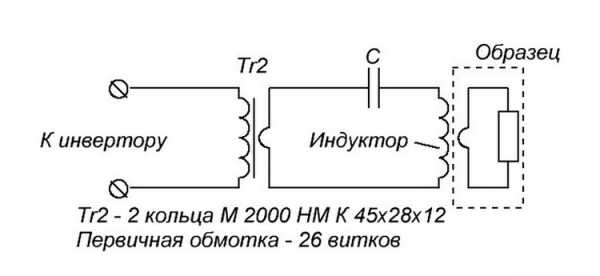
Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC. Вы увидите схему чуть позже. Начнем с инвертора. Это — электрическое устройство, которое изменяет постоянный ток на переменный. Для мощного модуля он должен работать стабильно. Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток. У меня также установлены тонкие слюдяные пластины под МОП-транзисторами, чтобы гарантировать отсутствие проводимости через стоки.
Шаг 2: Схема инвертора

Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
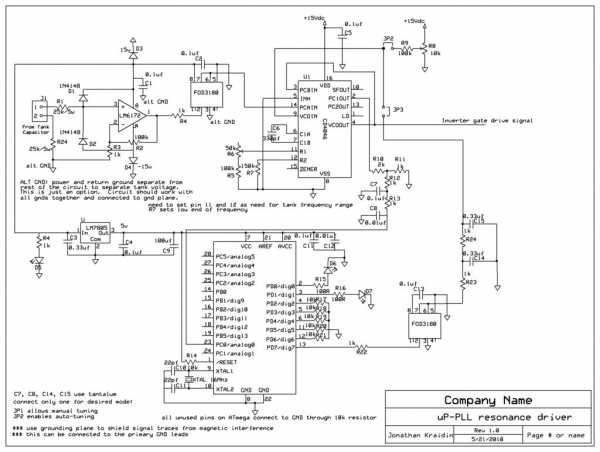
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну. Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал. Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать. Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям. Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
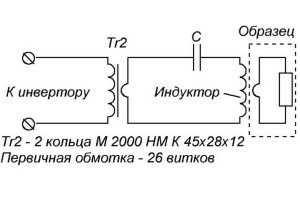
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор. Мой от Magnetics, Inc. Номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором при выборе ферритовых тороидов.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора. Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком. Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
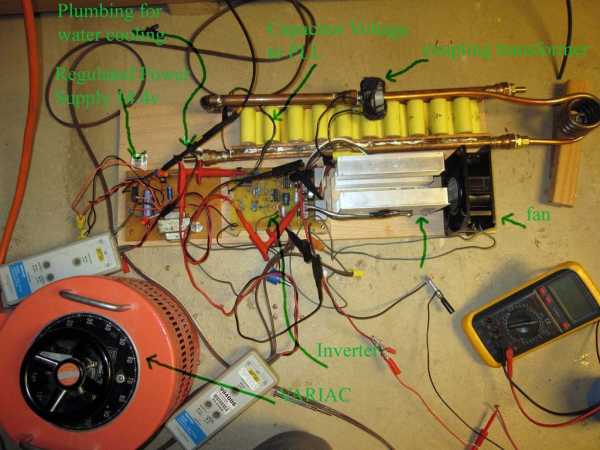
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
masterclub.online
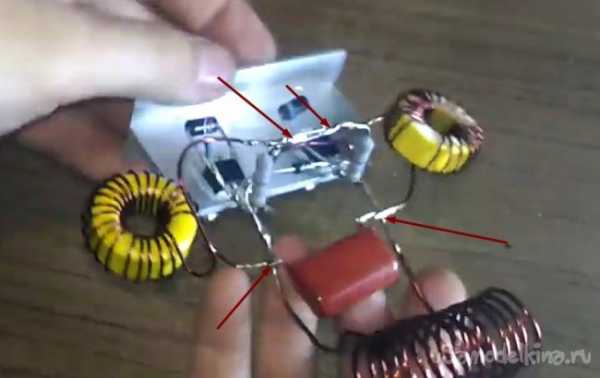
Простой, но мощный индукционный нагреватель


Привет, в данной самоделке я покажу процесс создания мощного, но простого индукционного нагревателя. Этот «индукционник» способен за считанные секунды разогревать стальное лезвие «до красна». С помощью него, можно «калить» предметы (инструменты, гвозди, саморезы), а так же расплавлять различные материалы (олово, алюминий и тд).

Вот схема которую нужно собрать
Перед началом чтения статья, я рекомендую посмотреть процесс сборки и испытаний:
[media=https://www.youtube.com/watch?v=cEaiQcxifcM]
Нам потребуется:
— 2 транзистора марки IRF3205
— 2 стабилитрон 1.5ке12
— 2 диода HER208
— 2 резистора на 10кОм и на 220Ом
— Пленочный конденсатор на 400В 1мкФ
— 2 ферритовых кольца (можно достать из старого блока питания компа)
— 2 изоляционные шайбы
— Радиатор (для охлаждения транзисторов)
— Пара винтиков (для закрепления транзисторов в радиаторе)
— Термопаста
— 2 кусочка слюды (для изоляции транзисторов от радиатора)
— Медный залакированный провод сечением 1.4мм2 длинной 1 метр
— Медный залакированный провод сечением 1.2мм2 2 куска по 1.5 метр
— Форма на намотки катушки (я буду использовать аккумулятор формата 18650)
— Аккумулятор для питания схемы (8-20В)
— 2 небольших кусочка провода
А так же:
— Бокорезы, ножик, отвертка, паяльник.
Подробное описание изготовления:
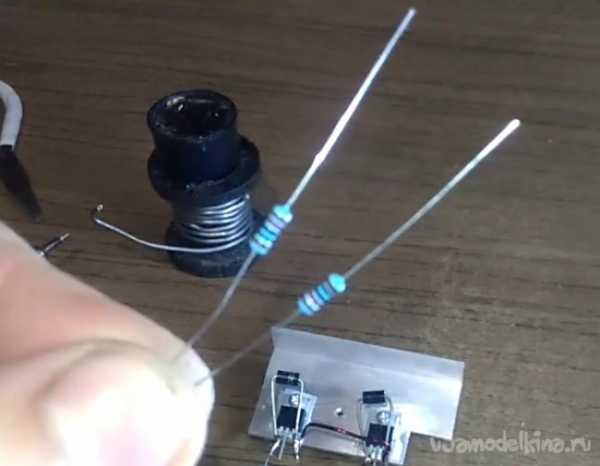
Шаг 1: Намотка катушки. Первым делом намотаем провод 1.4мм2 на «форму» (еще раз напомню что в качестве «формы» я буду использовать аккумулятор формата 18650) что-бы получить катушку.


Должно получится что-то наподобие этого

Далее ножиком снимаем изоляцию с катушки

И залуживаем провода

Должно получится примерно так
Шаг 2: Намотка катушки на ферритовые кольца. На этом этапе необходимо намотать провод 1.2мм2 на ферритовые кольца.

Для этого возьмем кольцо и проденем в него провод.

И начинаем намотку

Обратите внимание, что витки должны быть плотно натянуты. В итоге получаем это.

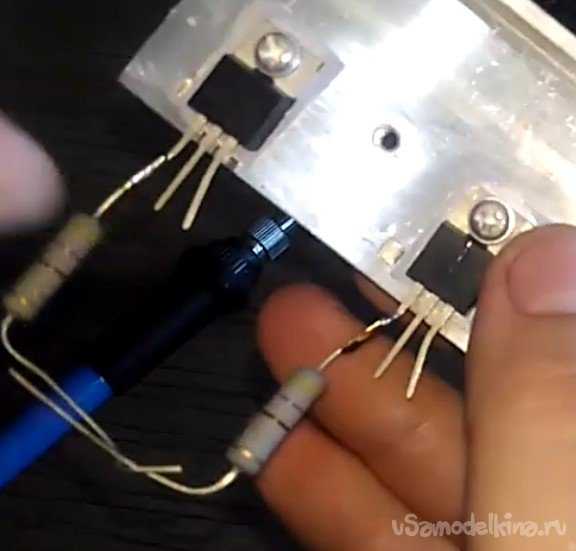
Шаг 3: Закрепление и подготовка транзисторов. Первым делом подготовим термопасту. Я буду использовать весьма распространенную КПТ-8.

Необходимо нанести тонким слоем термопасту по всей площади на 2 кусочка слюды.

Что бы получилось так.

Затем «приклеиваем» слюду на радиатор

То же самое делаем и с самим транзистором.

Аккуратно прислоняем транзистор (между слюдой) к радиатору.
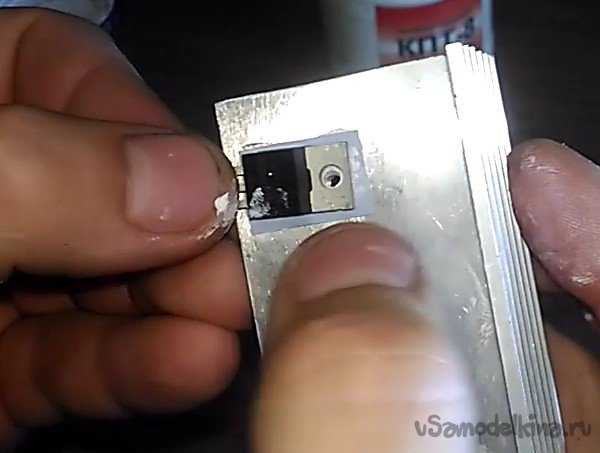
И прикручиваем его с помощью нескольких винтиков.

Так же проделываем и со вторым транзистором. Таким образом на данном этапе уже имеется 2 транзистора прикрученных к радиатору и готовых к дальнейшей пайки.
Шаг 4: Пайка компонентов по схеме.
На этом этапе начинается самая «интересная» часть. После ее завершения уже получится полностью готовое устройство.
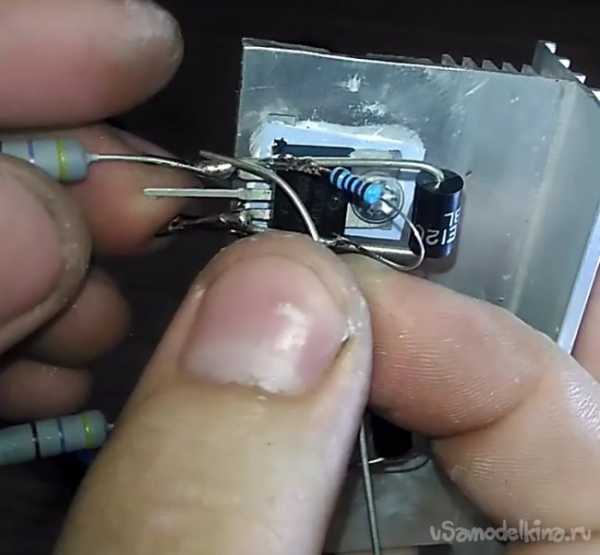
Подготовим 2 резистора на 220 Ом.

Их необходимо припаять к левым ногам транзисторов.

И затем оставшиеся концы соединить между собой и залудить.
Затем необходимо подготовить стабилитроны.

Их необходимо припаять между левой и правой «ножкой» транзистора. Все это делается с 2 транзисторами.


Что бы получилось так.

Теперь необходимо соединить «правые» ножки транзисторов (истоки) перемычкой. В ее роли послужит остаток залакированного медного провода.


Подготовим 2 резистора на 10 кОм
Затем соединяем левую ногу транзистора (затвора) с правой ногой (истоком) резистором на 10 кОм


Так же делаем и со вторым транзистором. Получаем подобие этого.

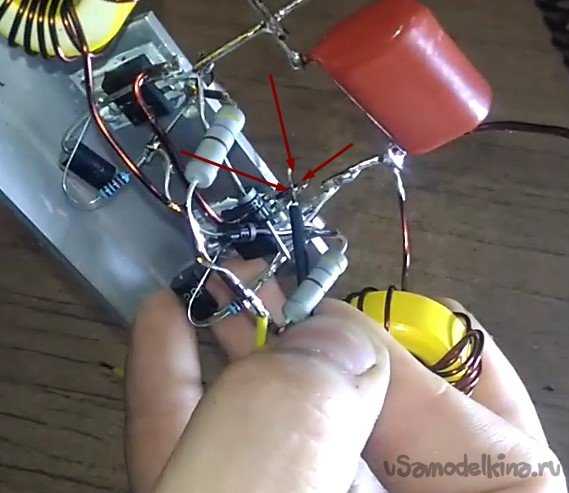
Теперь настала очередь диодов.

Необходимо припаять анод диода (значок треугольничка) к левой ноге транзистора.
А второй конец диода к центральной ноге к другому транзистору.

После сделать то же самое, но с другим транзистором.
Далее нужна катушка, которую сделали еще на первом этапе
Её концы необходимо припаять к стокам транзисторов (центральные ноги транзисторов).

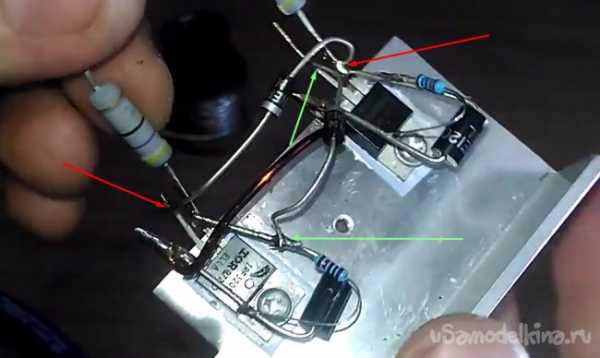
Следом нужно припаять конденсатор между катушкой как на фото.


Один из последних этапов и присоединение дросселей. Но сначала его необходимо подготовить, для этого снимаете изоляцию и залуживаете концы.

Вслед за этим с каждой стороны транзистора его нужно припаять к общей точке соединения резистором на 220 Ом и место куда паяли конденсатор.

Теперь можно подготовить 2 небольших кусочка провода(желательного разного цвета) для питания всей схемы.Один из провода (в моём случаи желтый) припаиваем к месту соединения резисторов на 220 Ом, сюда будет подключаться плюс
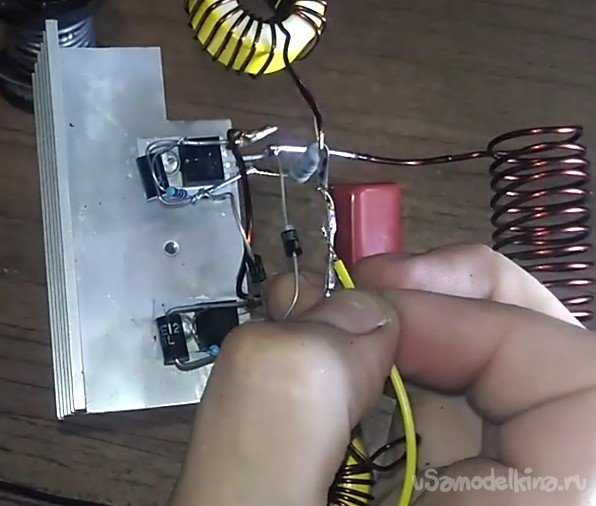
а черный провод (минус) идет на правую ногу (истоку) одного из транзисторов.
Вот финальное фото уже полностью рабочей и собранной схемы.
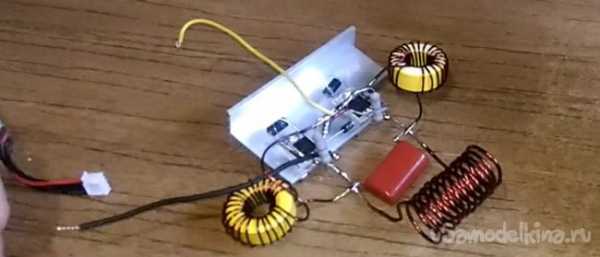
Шаг 5: Подключение и проверка.
Для питания схемы я буду использовать Li Po аккумулятор для квадрокоптеров.
Но можно использовать любой другой (или даже несколько) напряжением от 8 В до 20 В.
Плюс с аккумулятора припаиваем к проводу, который присоединен с резисторам на 220 Ом, в моем случаи это желтый. Но я подключаю через амперметр, что бы еще и показать ток потребляемый схемой. Вы конечно можете этого не делать. Минус же идет на другой провод (черный), я рекомендую его припаять через кнопку, но для демонстрации я просто буду их соединять когда нужно что бы схема заработала.

У меня ток достигал 15А. Эти значения могут колебаться в зависимости от разных условий, просто учитывайте это.
Спасибо за внимание. Всем удачи в начинаниях!
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Индукционный нагреватель из сварочного инвертора своими руками
Заботясь об уюте и комфорте своего жилища, каждый владелец загородного дома или коттеджа задумывается о том, как правильно подойти к выбору оптимальной отопительной системы.Современный рынок отопительного оборудования весьма насыщен всевозможными видами котлоагрегатов. Многие эксперты сегодня советуют выполнять монтаж газового котла, так как он является эффективным способом обогрева жилища.
В таком утверждении, конечно, никто не сомневается, но что делать в том случае, когда строение расположено далеко от газовых магистралей? В таком случае, оптимальным выходом будет установка электрического оборудования для обогрева дома.
Чтобы опередить скептиков, которые читая эти строки, задумываются о постоянном подорожании электроэнергии, мы предлагаем рассмотреть такой вид электрического обогрева помещения, как индукционное отопление. Поэтому, в нашей статье мы подробно остановимся на описании вихревого индукционного нагревателя, который без особых усилий можно выполнить своими руками, применяя при этом сварочный инвертор.
Из чего состоит и как работает
Нагреватель этого вида состоит из следующих конструктивных узлов:- индуктор изготовлен из определенного количества витков медной проволоки, которые, по сути, и образуют электромагнитное поле;
- нагревательный компонент представлен в виде металлической трубы, которая расположена внутри индукторного элемента;
- генератор, который преобразует обычную бытовую энергию в высокочастотный ток.
Взаимодействие этих конструктивных элементов и представляет собой принцип действия индукционного нагревателя, который заключается в следующих важных моментах:
- генератор вырабатывает высокочастотный ток и передает его на катушку из медной проволоки;
- индуктор, приняв высокочастотный ток, преобразует его в электромагнитное поле;
- нагревательный элемент, находящийся внутри индуктора, разогревается под воздействием вихревых потоков, которые возникают от перемены вектора электромагнитного поля;
- теплоноситель, находящийся внутри нагревательного элемента, разогревается одновременно с ним, и передается непосредственно в отопительную систему.
Такой принцип действия индукционного нагревателя, соответственно, несет в себе и преимущества использования агрегата этого вида.
Преимущества
К основным достоинствам нагревателя этого вида смело можно отнести следующие важные моменты:- высокий коэффициент полезного действия;
- не требует частого технического ухода;
- благодаря вибрациям электромагнитного поля, не образуется накипь;
- бесшумность работы;
- высокий уровень безопасности;
- герметичность агрегата препятствует появлению протечек;
- функционирование нагревателя полностью автоматизировано.
Основным недостатком нагревателя этого вида по праву считают его высокую стоимость. Но этот недостаток вполне можно исправить, если его конструкцию выполнить самому.
Стоит также отметить, что сборка индукционного нагревателя своими руками осуществляется из весьма доступных деталей, при этом, их стоимость не слишком высокая.
Необходимые материалы и инструменты
Чтобы смонтировать индукционный котел из сварочного инвертора самому, прежде всего, нужно приготовить все необходимые инструменты и материалы, к которым можно отнести следующее:- инвертор от агрегата для сварки, который значительно облегчит монтаж нагревателя;
- пластиковая труба с толстыми стенками, которая будет корпусом собираемого устройства;
- нержавеющая проволока из металла, которая станет нагреваемым элементом в электромагнитном поле;
- металлическая сетка, роль которой будет заключаться в удержании внутри прибора кусков нержавеющей проволоки;
- медная проволока для создания индуктора;
- циркуляционный насос для беспрерывной подачи воды;
- терморегулятор;
- переходники и шаровые краны для подсоединения нагревателя к отоплению;
- кусачки для обработки проволоки.
Основные этапы монтажных работ
 Когда приготовлены все необходимые материалы для индукционного котла, то можно непосредственно переходить к его сборке.
Когда приготовлены все необходимые материалы для индукционного котла, то можно непосредственно переходить к его сборке.При этом необходимо четко соблюдать всю последовательность работ, которая заключается в следующих этапах:
- В один из концов пластиковой трубы крепится металлическая сетка для предотвращения проваливания нагревательных кусочков проволоки.
- В этом же торце трубы крепится переходник для подсоединения к отопительной системе.
- Кусачками нарезается нержавеющая проволока длиной от 1 до 6 см.
- Нарезанные куски проволоки плотно укладываются в пластиковую трубу.
- Второй торец трубы также фиксируется сеткой из металла, а также монтируется еще один переходник для отопления.
- Изготовление индуктора осуществляется методом наматывания медной проволоки на трубу.
- Согласно схеме, концы медной обмотки подключаются к полюсам инвертора сварочного аппарата.
- Все электрические соединения тщательно изолируются.
- Индукционный нагреватель подключается к отоплению.
- Монтируется в отопительную систему циркуляционный насос, если такового не было.
- К инвертору подключается терморегулятор, который обеспечит автоматизирование функционирование индукционного нагревателя.
Замечание специалиста: в трубе не должно быть свободного пространства.
Совет специалистов: количество витков в обмотке должно находиться в пределах от 80 до 90.
После того, когда включен инвертор, индуктор начинает образовывать магнитное поле, которое провоцирует появление вихревых потоков. Эти токи хорошо разогревают нарезанные куски проволоки, которые, в свою очередь, нагревают теплоноситель.
Таким образом, мы подробно рассказали о том, как сделать индукционный нагреватель из сварочного инвертора своими руками. Надеемся, что наша информация окажется вам полезной при сборке нагревателя своими руками.
Смотрите видео, в котором специалист подробно объясняет, как сделать индукционный нагреватель на базе сварочного инвертора своими руками:
teplo.guru
Как сделать индукционный нагреватель из сварочного инвертора своими руками
Не так давно на рынке отопительной техники появились новинки — индукционные электрические котлы. Вполне естественно, что хорошая вещь всегда вызывает интерес домашних мастеров – умельцев, особенно если учитывать стоимость экземпляров заводского изготовления. Всегда найдутся желающие сделать нечто подобное как можно дешевле и в домашних условиях. Таким образом и появился на свет индукционный нагреватель из сварочного инвертора, о котором и пойдет речь в представленном материале.
Принцип индукционного нагрева
Чтобы самому сделать какое-либо устройство, надо сначала понять, как оно работает. Действие индукционных водонагревателей мы рассмотрим на примере серийных котлов российского производства Эдисон, изготавливаемых на заводе компании Сибтехномаш. Эти котлы послужат прототипом нашего будущего самодельного прибора, поскольку все элементы их конструкции находятся на виду, в отличие от аппаратов других торговых марок.

Примечание. На рынке присутствуют изделия и другого известного бренда – ВИН, но в них все детали упрятаны внутрь стального корпуса, повторить подобную конструкцию в домашних условиях будет затруднительно.
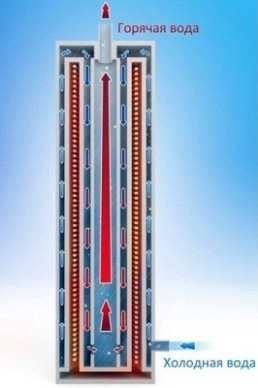
Заводской котел Эдисон представляет собой блок из нескольких нагревательных элементов индукционного типа. Каждый элемент – это стальная труба расчетного диаметра в виде змеевика, внутри которой циркулирует теплоноситель. Она опоясывает индукционную катушку, называемую индуктором, по ней протекает ток высокой частоты, создаваемый отдельно стоящим в шкафу трансформатором. В результате вокруг катушки образуется мощное электромагнитное поле, чей вектор изменяет направление с огромной частотой. Это поле нагревает металлические стенки трубы, а от них подогревается и теплоноситель.
Возникает вопрос: зачем городить столь сложную конструкцию, когда есть старые добрые ТЭНы либо простые электродные котлы? Смысл в том, чтобы избавиться от недостатков этих нагревательных элементов, сохранив достоинства. Индукционный теплогенератор прогревает воду так же быстро, как и электродный котел, но при этом его рабочая часть не подвержена разрушению. Индукционная катушка – весьма надежный элемент и не перегорит, как обычный ТЭН, так как не испытывает большой нагрузки.
Как сделать нагреватель
Наш самодельный индукционный нагреватель из сварочного инвертора будет несколько изменен по сравнению с прототипом, чтобы упростить его изготовление. Для создания электромагнитного поля снаружи индуктора потребуется серьезная катушка с огромным числом витков, к тому же согнуть трубу в виде змеевика не так-то просто. Поэтому лучше прямую трубу поместить внутрь индукционной катушки, чтоб она работала как сердечник.
По логике, труба должна быть металлической, но в самодельной установке с небольшим индуктором она будет очень слабо нагревать теплоноситель. Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
- труба полимерная диаметром 50 мм из сшитого полиэтилена для отопления, выдерживающая температуру теплоносителя до 95 °С;
- проволока стальная диаметром 6 мм;
- провод медный эмалированный сечением 3 мм2;
- мелкоячеистая сетка из тонкой металлической проволоки.
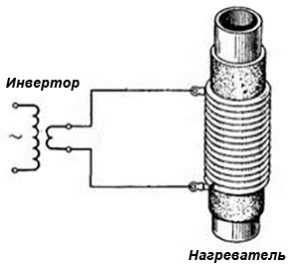
Стальную катанку нарезают частями длиной 4—6 мм, чтобы получились цилиндрики разных размеров. Затем один торец трубы закрывают мелкоячеистой сеткой и засыпают внутрь отрезки проволоки. Чтобы они не выпадали наружу, сетку надо поставить и с другой стороны. Из медного провода поверх трубы своими руками выполняют индукционную обмотку, что будет служить нагревателем. Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
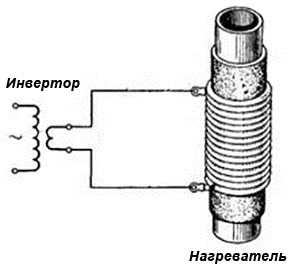
Теперь после включения сварочного аппарата катушка создаст электромагнитное поле, вызывающее течение вихревых токов в металлическом сердечнике из кусков катанки. Он станет быстро прогреваться, поднимая температуру протекающей по трубе воды. Собственно, на этом изготовление индукционного нагревателя закончено, остается его установить в помещении топочной и подключить к отопительной системе.
Важно. В целях безопасности следует хорошо изолировать все открытые токонесущие части, а инвертор обязательно заземлить.
Особенности и предостережения
Поскольку индукционные нагреватели со сварочным инвертором, сделанные своими руками, не могут самостоятельно управлять температурой воды, то в первозданном виде они являются источником повышенной опасности. Поэтому устройство требует доработки, а именно — добавлением устройств контроля и автоматики. Для начала на выходе из трубы надо установить стандартную группу безопасности, включающую в себя манометр, воздухоотводчик и предохранительный клапан.
Важно. Аппарат может нормально функционировать только в системах с принудительной циркуляцией теплоносителя. При самотечной схеме элемент быстро перегреется, что грозит разрушением пластиковой трубы.
Чтобы избежать перегрева, следует снабдить нагреватель устройством аварийного отключения, управляемым от термостата. Если у вас имеются хорошие навыки в области сборки электрических схем, для управления нагревом вы можете задействовать терморегулятор с датчиком температуры воды и реле, размыкающим цепь при достижении установленной температуры теплоносителя.
Минус данной конструкции заключается в ее малой эффективности, да и надежность аппарата под вопросом. Дело в том, что в заводских котлах вода проходит через теплообменник свободно, а у нас на ее пути возникает препятствие в виде кусков катанки. Они перекрывают все сечение трубы и создают высокое гидравлическое сопротивление. Да и в случае нештатной ситуации авария чревата разрывом пластика и возможным коротким замыканием из-за потока горячей воды.

Надо сказать, что переделка сварочного инвертора в индукционный нагреватель нецелесообразна еще и потому, что тепловая мощность устройства будет ограничена максимальной электрической мощностью инвертора. Обычно имеющегося в доме аппарата хватит на обогрев комнаты площадью 25—30 м2 в лучшем случае, да и чем вы станете выполнять сварочные работы все это время? По сути, такой нагреватель использовать можно, но только в исключительных случаях как способ временного отопления.
Заключение
Идея сделать индукционный водонагреватель сама по себе неплоха, но малоприменима среди широкого круга пользователей. Если подходить с практической точки зрения, когда реально нужно отапливать дом, а не заниматься экспериментами, то вернее будет собрать простой электродный котел либо купить его в готовом виде.
cotlix.com
Выбор источников питания для индукционного нагрева
26 февраля 2015
ВЫБОР ИСТОЧНИКОВ ПИТАНИЯ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА.
Лебедев А.В.
ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Большое количество типов и моделей источников питания разрабатывается таким образом, чтобы они оптимально соответствовали практически бесконечному многообразию потребностей, возникающих при индукционном нагреве. Специфика применения индукционного нагрева в каждом конкретном случае определяет частоту, мощность и другие параметры, такие как напряжение, ток, коэффициент мощности или добротность. Частота является очень важным параметром индукционного нагрева, так как она напрямую определяет глубину проникновения тока в заготовку и, как следствие, глубину и геометрию нагреваемого слоя. Таким образом, при проектировании элементов источников питания в первую очередь должна быть определена рабочая частота. Компоненты источников питания должны быть спроектированы для функционирования с соответствующими ограничениями, обеспечивающими высокую надежность их работы на требуемой частоте. Инверторная схема, которая преобразует постоянный ток в переменный, строится на полупроводниковых ключевых элементах, таких как тиристоры и транзисторы. Для больших мощностей и низких частот чаще всего используются мощные тиристоры. Для низких мощностей и частот выше 25 кГц используются транзисторы, поскольку они могут переключаться с высокими скоростями и малыми потерями. Генераторы на электронных лам пах были широко распространены в течение многих лет в устройствах, работающих на частотах выше 300 кГц. Однако ламповые генераторы имеют низкий коэффициент полезного действия (от 55 до 60%; у транзисторных инверторов КПД составляет 85-93%). Электронные лампы характеризуются ограниченным сроком работы (обычно от 2000 до 4000 часов) и являются дорогостоящими элементами генератора. Высокие рабочие напряжения (около 10 000 В) требуют для эксплуатации ламп повышенных мер безопасности (характерным для работы транзисторов в инверторах является напряжение 1000 В или менее). Эта отрицательная особенность вакуумных ламп привела к резкому увеличению использования транзисторных источников питания для индукционного нагрева на частотах менее 1 МГц.
Существуют зоны, в которых может использоваться несколько типов ключевых элементов.
Мощность, необходимая для конкретного процесса индукционного нагрева, зависит от объема нагреваемого металла, степени нагрева и эффективности процесса. Небольшие области, нагреваемые на малую глубину, могут потребовать малой мощности (1-2 кВт), в то время как для нагрева быстро перемещающейся в индукторе стальной полосы до температуры выше точки Кюри может потребоваться мощность, исчисляемая мегаваттами. На вход обычно подается трехфазное напряжение от 220 до 575 В частотой 50 (60) Гц. Первый блок называется конвертером переменного тока в постоянный или выпрямителем. Этот блок может обеспечивать фиксированное постоянное напряжение, регулируемое постоянное напряжение или регулируемый постоянный ток. Второй блок называется инвертором или генератором и предназначен для преобразования постоянного тока в однофазный переменный ток. Третий блок называется блоком согласования и предназначен для приведения напряжения на выходе инвертора к величине, необходимой для эффективного функционирования индуктора. Блок управления сравнивает сигнал с выхода системы с управляющим сигналом и регулирует выходное напряжение выпрямителя, фазу или частоту инвертора, тем самым обеспечивая подходящий режим нагрева.
Конфигурации и типы инверторов.
Наиболее распространенной конфигурацией инвертора является мостовая преобразовательная структура . Ее часто называют мост «Н», так как она состоит из четырех плеч, которые содержат ключевые элементы (тиристоры или транзисторы). Выход располагается на перекладине буквы «Н» (диагональ моста), так что при разомкнутых ключах S1 и S2 ток течет справа налево. Когда ключи S1 и S2 замкнуты, а ключи S3 и S4 разомкнуты, ток течет в противоположном направлении слева направо. Поскольку этот процесс повторяется, происходит генерирование переменного тока, частота которого определяется скоростью переключения вентилей.
Так называемый полумостовой инвертор состоит только из двух ключевых элементов и двух фильтрующих конденсаторов. Выходная цепь подключается между общими точками ключевых элементов и конденсаторов. Поочередная коммутация ключевых элементов обеспечивает протекание через выходную цепь переменного тока.
Подключение источника постоянного тока (DC) . Эта конфигурация используется вместо мостовой, когда требуется пониженное выходное напряжение или выходная мощность.
Инвертор напряжения характеризуется использованием фильтрующей емкости на входе инвертора и последовательно соединенной выходной цепью. К инверторам напряжения относится, например, источник питания Inductoheat Starpower 6 [1], используемый при индукционном нагреве для генерирования рабочих частот от 90 Гц до 1 МГц и выше. Тиристоры могут использоваться для коммутации тока на частотах ниже 10 кГц. На частотах от 10 до 50 кГц обычно используются IGBT-транзисторы. На частотах выше 50 кГц из-за высокой скорости коммутации предпочтительны транзисторы MOSFET. Транзисторам не требуется время на восстановление запирающих свойств, и поэтому они могут работать на резонансной частоте.
Работа при резонансе означает, что коэффициент мощности выходной цепи равен единице и максимальная мощность передается из цепи постоянного напряжения (тока) в нагрузку. Для управления мощностью в этом случае применяется регулируемый источник постоянного напряжения.
Для индукционного нагрева больших слябов, полос или болванок обычно требуются низкая частота и высокая мощность. Низкая частота обеспечивает большую глубину проникновения вихревых токов в заготовку. Большая глубина проникновения позволяет уменьшить время цикла нагрева и сделать более интенсивным прогрев сердцевины заготовки, улучшая однородность распределения температур. Тиристоры способны работать как ключи на высоких напряжениях и очень больших токах, но они требуют приложения обратного напряжения для обеспечения требуемого времени восстановления запирающих свойств. Это время восстановления, необходимое для нормальной работы тиристоров, обычно увеличивается для мощных тиристоров, рассчитанных на большие токи, и уменьшается для маломощных тиристоров. Отсюда следует, что чем ниже рабочая частота, тем выше мощность, которая может быть реализована с применением тиристоров.
В низкочастотных инверторах напряжения обычно используются полумостовые инверторные структуры . Тиристоры включаются поочередно, сначала в одном плече моста, потом во втором. Включение тиристоров в определенное время осуществляется за счет системы управления, которая обеспечивает подачу импульсов управления на очередной тиристор, когда ток последовательно включенной нагрузки проходит через ноль. Ток нагрузки после этого протекает через встречно параллельные диоды.
Для обеспечения необходимого времени восстановления тиристорный инвертор напряжения всегда работает на частотах ниже резонансной частоты нагрузки. Когда частота коммутации тиристоров много меньше резонансной, полное сопротивление нагрузки велико и выходная мощность мала. Когда частота коммутации становится близкой к резонансной, полное сопротивление нагрузки уменьшается и выходная мощность возрастает. Управление выходной мощностью в этом случае осуществляется за счет изменения частоты работы тиристоров инверторного моста. В данном случае нет необходимости в регулировке выходной мощности по входному напряжению инвертора. Это позволяет использовать неуправляемый мостовой выпрямитель, что, в свою очередь, обеспечивает высокий входной косинус (до 0,95) инвертора при питании от сети во всем диапазоне изменения выходных мощностей инвертора. КПД источников питания этого типа более 90%, а для низкочастотных мощных источников питания – до 95%.
Популярной разновидностью инвертора напряжения для индукционного нагрева является инвертор с коммутирующими индуктивностью и емкостью, включенными в диагональ моста. Нагрузочный параллельный контур при этом включается последовательно с коммутирующими элементами. Параметры коммутирующих индуктивности и емкости выбираются так, чтобы резонансная частота была выше частоты, на которой инвертор с нагрузкой, настроенные на эту частоту, работали с минимально допустимым током моста, позволяющим выделять на нагрузке необходимую мощность. Очень важной особенностью этого типа инверторов является то, что последовательная цепь коммутирующих элементов отделяет мост от нагрузки. Такое построение схемы защищает инвертор от аварий в нагрузочной цепи, вызванных короткими замыканиями или дугообразованием, а также неправильным согласованием инвертора с нагрузкой, что делает эту схему одной из самых устойчивых среди тиристорных источников питания, применяемых для индукционного нагрева. Вторая особенность этой схемы реализуется при настройке коммутирующих элементов на третью гармонику. Источник питания в этом случае способен обеспечивать выделение полной мощности в параллельном нагрузочном контуре либо на основной частоте, либо на ее третьей гармонике. Схемы инвертора напряжения с коммутирующими индуктивностью и емкостью, включенными в диагональ моста, используются, например, в семействе источников питания типа Inductoheat Statipower 5 [3] и выполняются на тиристорах в качестве силовых ключей и нерегулируемом источнике питания постоянного напряжения. Регулирование выходной мощности достигается изменением рабочей частоты инвертора по отношению к резонансной частоте параллельного нагрузочного контура.
Инверторы тока характеризуются использованием источника регулируемого напряжения с последовательно включенным дросселем на входе. Этот дроссель обычно
обладает большой индуктивностью и присоединяется на вход инверторного моста, на выходе
Мостовой инвертор тока Осциллограммы токов и напряжений
инвертора тока на частотах выше резонансной которого включен параллельный резонансный нагрузочный контур.
Выпускается большое количество моделей инверторов тока, которые обеспечивают работу индукционных установок в диапазоне частот от 90 Гц до 1 МГц. Тиристоры обычно используются на частотах до 10 кГц, а транзисторы — на более высоких частотах.
В случае, когда в качестве силовых ключей используются тиристоры, инвертор тока должен работать на частоте выше той, что является резонансной для параллельного нагрузочного контура. Семейства источников питания для индукционного нагрева TG и ТС производства Radyne Ltd. выполнены по этой схеме и эксплуатируются с 1970 года [4].
Проведя сопоставление с рассмотренным выше инвертором напряжения, подчеркнем, что в инверторе тока напряжение на мосту имеет синусоидальную форму, а ток через мост прямоугольную. Напряжение на выходе выпрямителя после фильтрации дросселем большой величины LDC (рис. 10) напоминает выходное напряжение неуправляемого выпрямителя. Это напряжение отрицательно от момента времени коммутации тиристора до момента, пока напряжение на нагрузке не станет равным 0. Рассматриваемое время должно быть достаточно большим, для того чтобы обеспечить необходимое время восстановления запирающих свойств тиристора. Время, когда эти напряжения отрицательны, предоставляется тиристорам для восстановления запирающих свойств. Регулировка мощности осуществляется фазным управлением выпрямителя для получения изменяемого постоянного напряжения на входе инверторного моста. Частота коммутаций тиристоров инвертора также делается переменной, что позволяет осуществлять частотное регулирование выходной мощности наряду с регулированием по входному напряжению преобразовательного моста. Это согласует требуемый высокий коэффициент мощности, потребляемой от сети, с уровнем мощности, который при регулировании всегда меньше, чем номинальная выходная мощность. Инвертор тока обычно непосредственно подключается к параллельному нагрузочному контуру без выходного трансформатора. Это делает инверторы такого типа особенно подходящими для работы на высокодобротную нагрузку.
Для инверторов тока, работающих на частотах выше 10 кГц, благодаря своим низким потерям при переключениях в качестве силовых ключей используются транзисторы, которым не требуется время для восстановления запирающих свойств. В этом случае инвертор может работать на частоте резонанса параллельного нагрузочного колебательного контура (рис. 11). Когда транзисторы T l и Т2 открыты, а ТЗ и Т4 закрыты, входное напряжение равно напряжению на нагрузке, а напряжение на транзисторах равно нулю.
Переключения при нулевом напряжении минимизируют коммутационные потери в транзисторах и, следовательно, позволяют поднять частоту инвертирования. При совпадении частоты инвертирования с частотой собственных колебаний параллельного нагрузочного контура (частотное регулирование мощности не применяется) выходная мощность должна изменяться регулированием входного тока инвертора. Это достигается использованием одного из типов регулируемых источников постоянного напряжения, описанных ранее. Например, один из таких источников Statitron 3, который производится фирмой Inducto Elphiac (Бельгия), реализован на MOSFET-транзисторах, которые устанавливаются в инверторе тока. Источник обеспечивает работу на частотах от 15 до 600 кГц при мощности до I МВт [5].
В инверторах другого типа, которые широко используются для индукционного нагрева
на частотах от 10 до 30 кГц, применяется только один тиристор (или несколько включенных
последовательно). Такой инвертор называется чоппером или четвертьмостом. На рис. 12
показана упрощенная силовая схема чоппера. Эта схема относится к инверторам тока, так
как на ее входе последовательно с источником питания устанавливается дроссель большой
величины. В отличие от традиционных мостовых схем, чоппер применяется с
последовательным подключением выходных нагрузочных цепей. Когда тиристор включен,
ток течет от источника постоянного напряжения через дроссель большой величины и через
последовательно включенный с нагрузкой компенсирующий конденсатор,
перезаряжающийся через индуктор. Первая полуволна протекающего через нагрузку тока
формируется во время горения тиристора, вторая полуволна — во время горения диода.
Форма результирующего тока нагрузки близка к синусоидальной. Именно частота
определяет глубину проникновения вихревых токов в деталь при индукционном нагреве.
Изменение рабочей частоты инвертора позволяет регулировать выходную мощность и,
следовательно, использовать нерегулируемый источник постоянного напряжения.
Экономические аспекты.
При рассмотрении пригодности каждого типа источников питания для индукционного нагрева принимаются во внимание начальная стоимость, стоимость эксплуатации или общая эффективность, надежность, ремонтопригодность, гибкость при настройке, потребность в охлаждающей жидкости и электрический КПД.
Начальная стоимость важна, но не является решающим фактором. При выборе типа
инвертора необходимо учитывать другие функциональные требования. Вообще говоря,
источник питания типа чоппер имеет самую низкую цену. Для мощностей ниже 250 кВт при
желании получить наименьшую цену следует выбирать инвертор напряжения с последовательной резонансной нагрузкой. Инвертор тока имеет низкую цену за киловатт при
высоких мощностях и низких частотах. Более дорогим обычно является инвертор
напряжения с последовательно включенным параллельным нагрузочным контуром. В нем
используется наибольшее количество силовых элементов на киловатт выходной мощности,
чем в каком бы то ни было другом типе инверторов при соответствующих выходных
частотах. Тем не менее, этот инвертор является наиболее устойчивым и гибким в
эксплуатации с различными индукционными установками. Стоимость эксплуатации, которая
часто определяется общим КПД, также принимается к рассмотрению. Современные
полупроводниковые источники питания для индукционного нагрева, однако, имеют
достаточно высокий КПД, сравнимый с КПД машинных генераторов и их ламповых
предшественников. Большинство источников питания имеют КПД от 85% до 93% при работе
на номинальной выходной мощности. КПД, который рассматривается здесь, определяется
как мощность на выходных шинах преобразователя, отнесенная к входной мощности и,
следовательно, в ряде случаев, не включает мощность, теряемую в выходном согласующем
трансформаторе и компенсирующих емкостях.
Измерения и уточнения КПД могут быть произведены многими путями и с различными результатами. В одном из предельных случаев при расчете КПД учитываются только потери в инверторе. В другом предельном случае рассматривается отношение выходной мощности, определяемой по теплу, выделяемому в нагрузке, к входной мощности всей системы, потребляемой от сети. Этот метод включает потери в индукторе, которые могут быть относительно велики, что в результате приводит к низкому расчетному КПД системы.
Литература:
1. Inductoheat Bulletin: Statipower 6. 1991 2. General Presentation of Activity of Lepel Corp. 1990. 3. Inductoheat Bulletin: Statipower 5, 1991. 4. General Presentation of Activity of Radyne Ltd. UK. 1990. 5. General Presentation of Activity of Elphiac. Belgium. 1990. 6. Fundamentals of Power Electronics. Second Edition. / R. W. Erickson, D. Maksimovic / University of Colorado, Boulder / Publisher: Kluwer Academic Publishers, 2001 7. Коммутационные процессы в транзисторных инверторах для индукционного нагрева/ Бондаренко Д.П., Дзлиев СВ., Патанов Д.А.// Изв. ТЭТУ. − 1996. − Вып. 497. − С.98-110. 8. Общие проблемы снижения коммутационных потерь в инверторах напряжения / Д.А. Патанов // Журнал «Схемотехника» №7, 2001г. 9. Cost effective phase shifted pulse modulation soft switching high frequency inverter for induction heating applications /11. Kifune, Y. Hatanaka, M. Nakaoka // IEE Proc. − Elcctr Power Appl. Vol. 151, No 1, January 2004. − p. 19.
prominductor.ru
Индукционный нагреватель из сварочного инвертора, сделанный своими руками
Принцип нагрева металла вихревыми токами, индуцируемыми внешним электромагнитным полем, известен достаточно давно. Плавильные индукционные тигельные печи используются в металлургии с начала прошлого века. Индукционный нагрев применяется при закалке инструмента и пайке массивных деталей.
Идея использовать индукционный нагрев в системах отопления начала реализовываться в конце прошлого века. Наряду с промышленными установками, стали появляться самодельные устройства, в том числе такие, как индукционный нагреватель из сварочного инвертора.

Принцип работы в системе водяного отопления
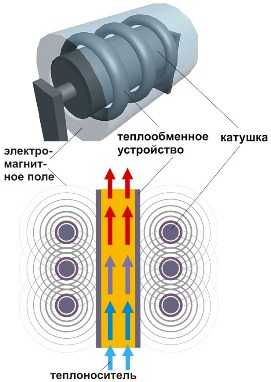
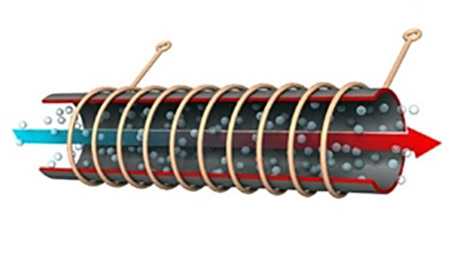
Источником рабочего электромагнитного поля индукционного нагревателя служит индуктор, представляющий собой катушку из проводникового материала. Индуктор индукционного нагревателя подключен к источнику переменного тока высокой частоты. Внутрь катушки, где поле наиболее интенсивно, помещается металлический предмет, служащий магнитным сердечником.
Под воздействием поля индуктора в толще стального сердечника происходит намагничивание зерен структуры металла (доменов). Вектор магнитной индукции каждого домена изменяет своё направление с частотой внешнего поля. В результате индуцируются так называемые вихревые токи, быстро разогревающие металл сердечника.
Теперь представим, что роль сердечника играет стальная труба отопления, по которой движется теплоноситель. Получая энергию в результате индукционного нагрева, труба отдает тепло циркулирующей жидкости. Так происходит разогрев системы водяного отопления.
Источник напряжения высокой частоты
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
Подключение к индуктору
 Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями. Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Преимущества
Реальными преимуществами индукционных нагревателей являются:
- надежная гальваническая развязка цепей нагревателя с системой отопления;
- более мягкий режим работы индуктора по сравнению с обычными электрическими нагревателями.
Описывая нагреватели такого типа, сторонники этого вида отопления обычно приводят большой список других преимуществ, однако, некоторые из них явны вымышленные.
Так, ожидать экономию электроэнергии, применяя эти нагреватели, не стоит. Коэффициент полезного действия обычных электрических котлов близок к 100%, более эффективно использовать электроэнергию, потребляемую нагревателем, просто невозможно.
svaring.com