
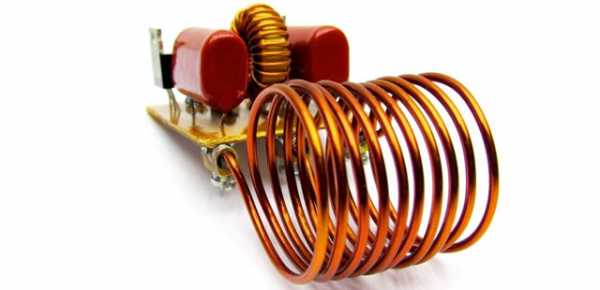
Простой индукционный нагреватель 12 В
Простой индукционный нагреватель состоит мощного генератора высокой частоты и низкоомной катушки-контура, которая является нагрузкой генератора.Генератор с самовозбуждением генерирует импульсы на основании резонансной частоты контура. В результате в катушке возникает мощное переменное электромагнитное поле частотой порядка 35 кГц.
Если в центр этой катушки поместить сердечник из токопроводящего материала, то внутри него возникнет электромагнитная индукция. В результате частой смены эта индукция вызовет в сердечнике вихревые токи, которые в свою очередь повлекут за собой выделение тепла. Это классический принцип преобразования электромагнитной энергии в тепловую.
Индукционные нагреватели очень давно используются во многих областях производства. С их помощью можно делать закалку, бесконтактную сварку, и самое главное — точечный прогрев, а также плавление материалов.
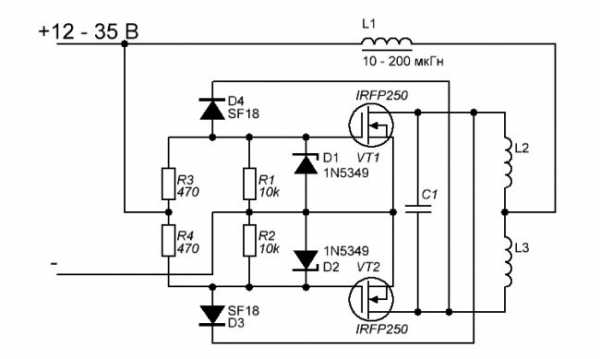
Я покажу вам схему простого низковольтного индукционного нагревателя, которая уже стала классической.

Мы её ещё больше упростим эту схему и стабилитроны «D1, D2» не будем устанавливать.
Элементы, которые понадобятся:
1. Резисторы на 10 кОм – 2 шт.
2. Резисторы на 470 Ом – 2 шт.
3. Диоды Шоттки на 1 А – 2 шт. (Можно другие, главное на ток от 1 А и быстродейственные)
4. Полевые транзисторы IRF3205 – 2 шт. (можно взять любые другие мощные)
5. Индуктор «5+5» — 10 витком с отводом от середины. Чем толще провод, тем лучше. Мотал на деревянной круглой палке, сантиметра 3-4 в диаметре.
6. Дроссель – 25 витков на кольце из блока старого компьютера.
7. Конденсатор 0,47 мкФ. Лучше набирать емкость несколькими конденсаторами и на напряжение не ниже 600 Вольт. Я по началу взял на 400, в результате чего он начал греться, далее заменил его на составной из двух последовательно, но так не делают, просто под рукой больше не было.
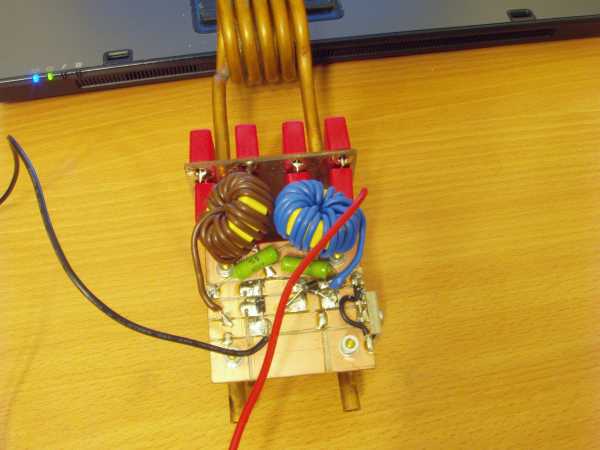
Изготовление простой индукционный нагреватель 12 В
Наматываем индуктор.


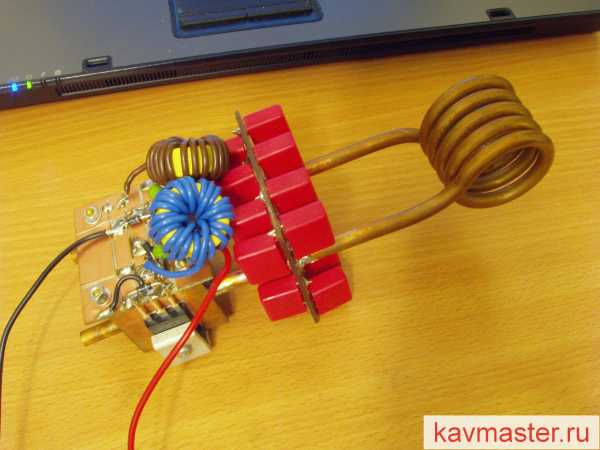
Собрал всю схему навесным монтажом, отделив колодкой индуктор от всей схемы. Конденсатор желательно располагать в непосредственной близости от выводов катушки. Не как у меня в этом примере в общем. Транзисторы установил на радиаторы. Запитал всю установку от аккумулятора 12 Вольт.
Работает отлично. Лезвие канцелярского ножа нагревает до красноты очень быстро. Рекомендую всем к повторению.
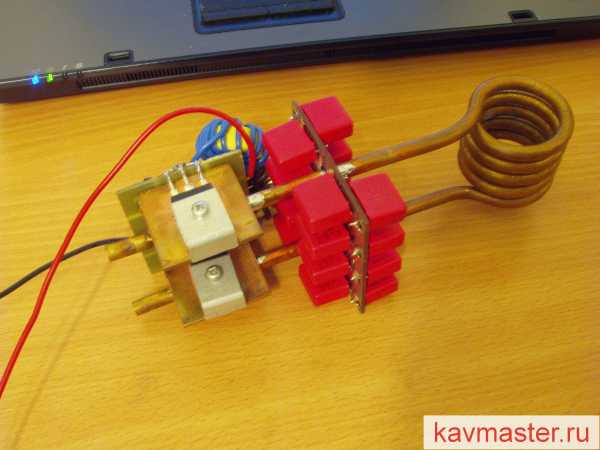
После замены конденсатора они больше не грелись. Транзисторы и сам индуктор греются, если работает постоянно. На небольшое время – не критично почти.


Смотрите видео сборки и испытаний:
Также рекомендую к просмотру:
sdelaysam-svoimirukami.ru
Схема самодельного индукционного нагревателя | 2 Схемы

Вот проект индукционного нагревателя металлов простейшей конструкции, он собран по схеме мультивибратора и часто выступает как первый нагреватель, который делают радиолюбители.
Принцип действия ТВЧ установки
Катушка создает высокочастотное магнитное поле, и в металлическом предмете в середине катушки возникают вихревые токи, которые будут его разогревать. Даже маленькие катушки раскачивают ток около 100 A, поэтому параллельно с катушкой, подключена резонансная емкость, которая компенсирует ее индукционный характер. Схема катушка-конденсатор должна работать на их резонансной частоте.
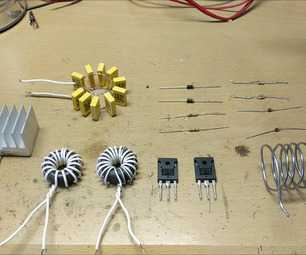
 ТВЧ катушка самодельная
ТВЧ катушка самодельнаяСхема принципиальная электрическая
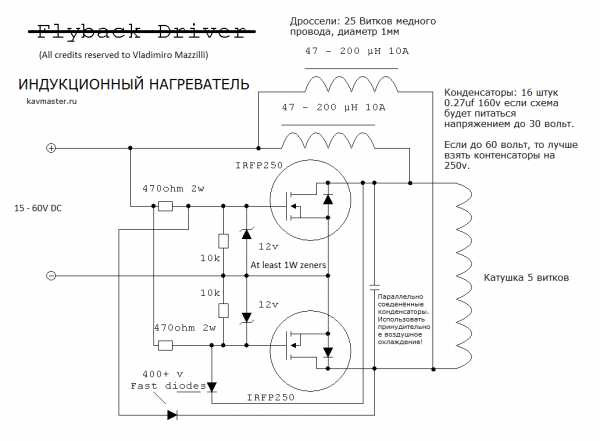
 Схема индукционного нагревателя от 12В
Схема индукционного нагревателя от 12ВВот оригинальная схема генератора индукционного нагревателя, а ниже неё чуть изменённый вариант, по которому и была собрана конструкция мини ТВЧ установки. Ничего дефицитного тут нет — купить придётся только полевые транзисторы, использовать можно BUZ11, IRFP240, IRFP250 или IRFP460. Конденсаторы специальные высоковольтные, а питание будет от автомобильного аккумулятора 70 А/ч — он будет очень хорошо держать ток.
Проект на удивление оказался успешным — всё заработало, хоть и собрано было «на коленке» за час. Особенно порадовало что не требует сеть 220 В — авто аккумуляторы позволяют питать её хоть в полевых условиях (кстати, может из неё походную микроволновку сделать?). Можно поэкспериментировать в направлении чтобы снизить напряжение питания до 4-8 В как от литиевых АКБ (для миниатюризации) с сохранением хорошей эффективности нагрева. Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.


Ток потребления от источника питания 11 А, но после прогрева падает до примерно 7 A, потому что сопротивление металла при нагреве заметно увеличивается. И не забудьте сюда использовать толстые провода, способные выдержать более 10 А тока, иначе провода при работе станут горячие.
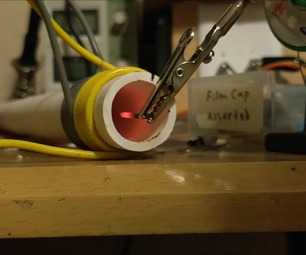
 Нагрев отвертки до синего цвета ТВЧ
Нагрев отвертки до синего цвета ТВЧ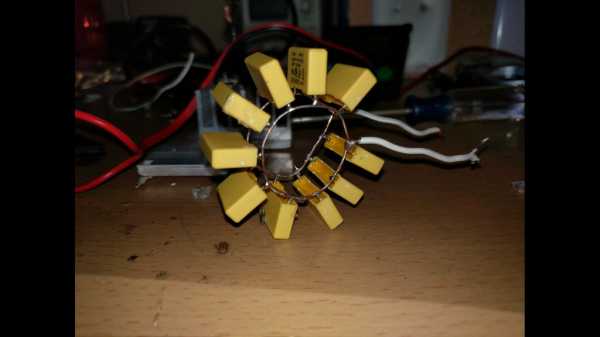 Нагрев ножа ТВЧ
Нагрев ножа ТВЧВторой вариант схемы — с питанием от сети
Чтоб удобнее настраивать резонанс можно собрать более совершенную схему с драйвером IR2153. Рабочая частота настраивается регулятором 100к в резонанс. Частотами можно управлять в диапазоне примерно 20 — 200 кГц. Схема управления нуждается в вспомогательном напряжении 12-15 В от сетевого адаптера, а силовая часть через диодный мост может быть подключена напрямую к сети 220 В. Дроссель имеет около 20 витков 1,5 мм на ферритовом сердечнике 8×10 мм.
 Схема индукционного нагревателя от сети 220В
Схема индукционного нагревателя от сети 220ВРабочая катушка ТВЧ должна быть из толстой проволоки или лучше медной трубки, и имеет около 10-30 витков на оправке 3-10 см. Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.
2shemi.ru
Индукционный нагреватель своими руками: схема и этапы сборки
Электрическая энергия обходится сегодня достаточно дорого, однако работающее на этом ресурсе отопительное оборудование не теряет популярности.
Это объясняется тем, что электроотопление является наиболее удобным способом обогреть жилище.
Особый интерес пользователей вызывают приборы, работающие на принципе электромагнитной индукции.
Главным образом потому, что такое устройство легко можно собрать самостоятельно. В этой статье мы поговорим об особенностях этих агрегатов, изучим их сильные и слабые стороны, а также научимся делать индукционный нагреватель своими руками.
Принцип работы
Работа всех электронагревателей, как обычных, так и индукционных, основана на одном и том же принципе: при пропускании электрического тока через некий проводник последний начнет нагреваться.
Количество выделяемого за единицу времени тепла зависит от силы тока и величины сопротивления данного проводника – чем больше эти показатели, тем сильнее будет греться материал.
Весь вопрос в том, каким образом вызвать протекание электротока? Можно подсоединить проводник непосредственно к источнику электрической энергии, что мы и делаем, втыкая в розетку шнур от электрочайника, масляного обогревателя или, к примеру, бойлера. Но можно применить и другой способ: как оказалось, протекание электротока можно спровоцировать воздействием на проводник переменного (именно переменного!) магнитного поля. Это явление, открытое в 1831-м году М. Фарадеем, получило название электромагнитной индукции.
Тут есть одна хитрость: магнитное поле может быть и постоянным, но тогда положение находящегося в нем проводника нужно постоянно менять. При этом будет меняться количество проходящих через проводник силовых линий и их направление относительно него. Проще всего проводник в поле вращать, что и делается в современных электрогенераторах.
Принцип электромагнитной индукции
Но можно менять и параметры самого поля. С постоянным магнитом такой фокус, конечно, не пройдет, а вот с электромагнитом – вполне. Работа электромагнита, кто забыл, основана на обратном эффекте: протекающий через проводник переменный ток генерирует вокруг него магнитное поле, параметры которого (полярность и напряженность) зависят от направления тока и его величины. Для более ощутимого эффекта провод можно уложить в виде катушки.
Таким образом, меняя параметры электротока в электромагните, мы будем менять все параметры наводимого им магнитного поля, вплоть до изменения местоположения полюсов на противоположное.
И тогда это магнитное поле, действительно являющееся переменным, будет наводить электроток в любом токопроводящем материале, расположенном в его пределах. И материал при этом, понятно, будет нагреваться. На этом и основан принцип работы современных индукционных нагревателей.
Хотите подобрать самый экономичный электрический бойлер? Тогда присмотритесь к индукционному водонагревателю. О преимуществах и недостатках прибора читайте в статье.
Решили установить электрический котел в качестве резервного теплогенератора? О том, какую модель лучше выбрать, читайте тут.
Индукционная печь – многофункциональное устройство. Ее можно приобрести в магазине, но интереснее и дешевле изготовить ее своими руками. По этой ссылке https://microklimat.pro/otopitelnoe-oborudovanie/pechi/indukcionnaya-svoimi-rukami.html вы найдете схему сборки прибора и узнаете об особенностях эксплуатации печи.
Индукционный генератор тепла в системе отопления
У применяемых в отопительных контурах индукционных водонагревателей имеются как общие для всех электронагревателей достоинства, так и присущие только им. Начнем с первой группы:
- По удобству использования электронагреватели опережают даже газовое оборудование, так как обходятся без розжига. К тому же они являются намного более безопасными: владельцу можно не опасаться утечки топлива или продуктов его сгорания.
- Электрооборудованию не нужны дымоход и обслуживание в виде удаления нагара и копоти.
- КПД электронагревателя не зависит от его мощности. Его можно установить на самый минимум, и при этом КПД агрегата останется на уровне 99%, в то время как КПД газового или твердотопливного котла в таких условиях окажется значительно ниже паспортного.
- При наличии электрического теплогенератора система отопления может работать в самом низкотемпературном режиме, что весьма актуально в периоды межсезонья. В случае применения газового или твердотопливного котла падение температуры «обратки» ниже 50 градусов не допускается, так как при этом на теплообменнике образуется конденсат (при использовании твердого топлива он содержит кислоту).
- Ну и последнее: при использовании электрообогрева можно обойтись без жидкостного теплоносителя, правда, к индукционным нагревателям это не относится.
Простой индукционный нагреватель
Перейдем к достоинствам непосредственно «индукционников»:
- Площадь контакта теплоносителя с горячей поверхностью в индукционных нагревателях в тысячи раз больше, чем в приборах с трубчатыми электронагревателями. Поэтому среда прогревается гораздо быстрее.
- Все элементы «индукционника» монтируются только снаружи, без каких-либо врезок. Соответственно, и протечки полностью исключаются.
- Поскольку нагрев осуществляется бесконтактным способом, нагреватель индукционного типа может работать с абсолютно любым теплоносителем, включая все виды антифризов (для ТЭНового электрокотла понадобился бы специальный). При этом вода может содержать сравнительно большое количество солей жесткости – переменное магнитное поле препятствует образованию накипи на стенках теплообменника.
На всякую бочку меда, как известно, найдется своя ложка дегтя. Здесь без этого тоже не обошлось: мало того, что сама по себе электроэнергия стоит достаточно дорого, так еще и индукционные нагреватели относятся к наиболее дорогому типу электроотопительного оборудования.
Индукционный нагреватель своими руками – схема конструкции
Простота конструкции – одно из достоинств индукционного нагревателя. Внутри круглого экранированного корпуса расположена катушка, на языке физиков именуема индуктором. Она подключается к источнику переменного тока. Внутри катушки расположен отрезок стальной трубы, заканчивающийся двумя патрубками. Последние позволяют присоединить нагреватель к системе отопления.
Таким образом, после подсоединения через трубу будет следовать теплоноситель, при этом она будет нагреваться под воздействием генерируемого катушкой переменного поля. От контакта с трубой, соответственно, будет греться и теплоноситель.
Схема индукционного нагревателя
В некоторых моделях индукционных нагревателей катушка подсоединяется непосредственно к электросети, вследствие чего создаваемое ею магнитное поле меняет полярность с частотой 50 Гц. Но существует и более производительная схема подключения. Она отличается от только что описанной наличием преобразователя, увеличивающего частоту колебания подаваемого на катушку тока с 50 Гц до нескольких десятков килогерц. Такой преобразователь называют инвертором. Он состоит из трех модулей:
- Выпрямитель, представляющий собой обычный диодный мост.
- Собственно, инвертор. Главные герои – пара т.н. ключевых транзисторов, которые могут очень быстро переключаться.
- Схема управления, которая «дирижирует» ключевыми транзисторами.
Несложно заметить, что происходящие внутри нагревателя процессы весьма сходны с работой понижающего трансформатора, только в данном случае вторичная обмотка является короткозамкнутой и располагается внутри первичной.
Другое отличие состоит в том, что в случае с трансформатором нагрев является побочным эффектом, который стараются предотвратить (например, набирают магнитопровод из отдельных изолированных пластин).
Как сделать индукционный нагреватель самому?
Простейший индукционный нагреватель своими руками делается так:
- На один конец отрезка толстостенной полипропиленовой трубы необходимо наварить муфту, предварительно закрепив на торце трубы капроновую мелкоячеистую сетку.
- Перевернув трубу сеткой вниз, необходимо заполнить ее рубленой нержавеющей проволокой диаметром 5 – 7 мм (длина обрезков – около 5 см).
- Свободный конец трубы также нужно закрыть с помощью муфты и сетки. Благодаря этому стальная засыпка, играющая роль сердечника, будет удерживаться внутри.
- С наружной стороны в каждую муфту вваривается переходник на нужный диаметр (соответствует диаметру отопительного контура.).
- На трубу следует намотать 90 витков медного провода.
- Получившуюся катушку нужно подключить к инвертору от самого дешевого сварочного аппарата, рассчитанный на ток сварки до 20А и оснащенный функцией его плавной настройки.
- Остается подсоединить нагреватель к системе отопления, заполнить ее теплоносителем и подать ток на катушку.
Для удобства обслуживания на входе и выходе из нагревателя можно установить шаровые краны – это даст возможность демонтировать устройство без дренирования отопительного контура.
Чтобы избежать разрыва системы из-за перегрева теплоносителя, с одной стороны к нагревателю через тройник следует подсоединить предохранительный клапан.
При наличии 3-фазной сети нагреватель можно усовершенствовать, установив вместо одной катушки три.
Полезные советы по безопасности
Несколько рекомендаций помогут избежать аварийных ситуаций:
- Индукционные нагреватели допускается применять только в системах с принудительной циркуляцией. Тепло вырабатывается довольно интенсивно, поэтому при естественной циркуляции, тем более с учетом значительного гидравлического сопротивления сердечника из рубленой проволоки, возможен перегрев теплоносителя.
- Не следует пренебрегать предохранительным клапаном. Он должен быть смонтирован либо на нагревателе, как было рассказано выше, либо в другом месте системы. Очевидно, что при выходе циркуляционного насоса из строя перегрева теплоносителя избежать не удастся, а при отсутствии предохранительного клапана такое явление приведет к разрыву системы.
- Подключать нагреватель следует через УЗО. Желательно, также, дооборудовать систему отопления термостатом.
Часто умельцы помещают самодельный индукционный нагреватель в утепленный металлический корпус. В таком случае он должен быть заземлен.
Из-за отсутствия у самодельного «индукционника» полноценного экранирования его следует размещать не ближе 80-ти см от потолка или пола. Расстояние между прибором и стеной должно составлять не менее 30 см.
Помните, что переменное электромагнитное поле существует не только внутри катушки, но и снаружи, поэтому оно может нагревать любые находящиеся рядом металлические предметы. Например, застежки или пуговицы на одежде пользователя.
Технология индукционного нагрева нашла широкое применение в промышленности и стала проникать в бытовую сферу. Индукционные котлы отопления привлекают своей экономичностью и простотой конструкции. Читайте об устройстве прибора и смотрите примеры самодельных конструкций.
О видах чугунных отопительных печей и вариантах их установки вы узнаете в этом материале.
Видео на тему
microklimat.pro
Индукционные нагреватели своими руками — как сделать для воды: инструкция
Индукционный нагреватель. В его работе используется принцип индукции. Это экологичный прибор, не несущий вред и опасность человеческому здоровью, не дающий копоти и не требующий заготовки или закупки твердого топлива. Индукционный генератор с успехом нагревает воду в отопительной системе и может быть сделан собственноручно, что сэкономит финансы семьи.
Его использование возможно в бытовых электроприборах для нагревания воды, на кухне для приготовления еды, для плавки металлических сплавов дома. Чтобы изготовить такой безопасный и экономный прибор, можно приобрести доступные по цене микроконтроллеры и датчики.
Преимущества:
- Изначальная герметичность цельнометаллического элемента нагрева и дистанционная транспортировка энергии электромагнитным полем. Это поможет избежать протечек.
- Бесшумность даже при вибрировании нагревательного элемента, так как частота вибраций не воспринимается человеческими звуковыми волнами.
- Возможность самостоятельной сборки нагревателя благодаря доступной цене его элементов.
- Простое обслуживание и исключение поломок, которое гарантирует постоянно циркулирующий теплоноситель, не дающий сердечнику перегреваться.
- Экологическая безопасность.
- Быстрый нагрев.
- Отсутствие необходимости в чистке, так как накипь не оседает из-за вибраций, генерируемых вихревыми токами.
- Долговечность – до 25 лет, надежность и эффективность. А также возможность отказаться от циркуляционного насоса, так как на старте происходит разогрев теплоносителя до газообразного состояния, и он течет по трубопроводу под действием тепловой конвекции.

Виды нагревателей и принцип действия
Классификация индукционных нагревателей на определенные категории осуществляется по диапазонам их частот на выходе, которые и определяют в дальнейшем их использование. Виды:
- высокой частоты – 20-40 или 30-100кГц;
- средней частоты – 0,5-20 кГц;
- сверхвысокочастотные – 100кГц – 1,5МГц.
Индукционный котел состоит из сердечника, электро- и теплоизоляции и самого корпуса. Отличительная его черта – тороидальная обмотка проводниками из меди, которая располагается между 2-ух сваренных стальных труб толщиной от 10 мм из ферромагнита.
Данная конструкция более легкая, с высоким КПД и малогабаритна. Сердечником выступает труба с обмоткой. А 2-ая труба нагревает теплоноситель. Индукционный токовый поток, генерируемый магнитным высокочастотным полем с внешней обмотки на трубу, способствует нагреву теплоносителя, вызывая одновременно вибрацию стенок.
Работа прибора основана на электромагнитной энергии, забираемую теплоносителем и преобразующим ее в тепло. Индуктор в виде многовиткового цилиндра способствует образованию магнитного поля водонагревателя.
Переменный электроток течет через катушку и образует магнитное поле переменного типа, чьи линии расположены перпендикулярно магнитному потоку и замыкаются в круг при их передвижении. Именно вихревые потоки преобразуют электроэнергию в тепловую, которая расходуется достаточно эффективно и при незначительной скорости нагревания.
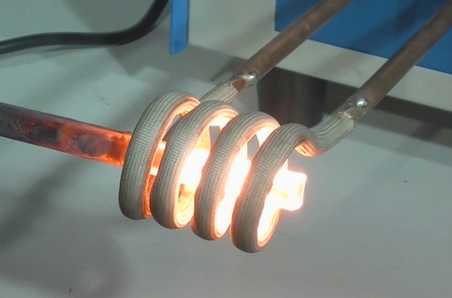 Схема простого индукционного нагревателя
Схема простого индукционного нагревателяДелаем своими руками
Необходимые материалы и инструменты
- Полимерная труба с толщиной стенок от 3 мм и диаметром 5 см для выполнения роли сердечника.
- Обмотки из эмалированной проволоки из меди диаметром от 3 мм, чтобы создать индукционную катушку с 50 или 90 витками на нагревателе и подсоединить их без спайки и разрывов к клеммам.
- В качестве нагревателя выступает рубленая проволока в 5 см диаметром 5-6 мм.
- Сварочный инвертор высокой частоты, позволяющий плавно изменять диапазон силы электротока (от 15 А). Или 3-ехфазный трансформатор.
- Кусачки, паяльник и сварочный аппарат.
Процесс изготовления
- Подготовительный этап заключается в фиксировании полимерной трубы и намотке на нее витков.
- Торцы сердечника обрезаются с запасной длиной проволоки в 10 см на отводы.
- На нижнем отводе устанавливается уголок для подключения отопительной обратки и поступления уже охлажденной воды. Должен быть установлен шаровой вентиль, чтобы заменять сердечник, не сливая систему.
- Труба плотно заполняется рубленой проволокой.
- На верхнем патрубке устанавливается тройник, чтобы выводить нагретую воду в напорный контур замкнутого типа через шаровой вентиль. Использование незанятого отвода – чтобы подключить предохранительный клапан.
- Далее монтируется металлический или полимерный защитный нагревательный контур. Должно быть предусмотрено окно доступа к управлению расположенному в самом низу сварочному инвертору.
- Проволока из меди подсоединяется к индукционным нагревательным клеммам, а сердечник наполняется теплоносителем.
Большей надежностью отличается водонагреватель с фиксированным 3-ехфазным трансформатором и 2-умя трубами из металла, которые вварены друг в друга, т.е. контур имеет форму бублика. Обмотка делается на наружной трубе, а к корпусу производят приварку патрубков.
Нагревательный элемент должен быть расположен только по центру для усиления воздействия вихревых потоков. Абсолютная герметичность системы будет обеспечена только при имеющихся рабочих навыках со сварочным аппаратом.
Производительность прибора будет выше, а размерные параметры — меньше. Необязательно установленный защитный чехол поможет снизить тепловые и токовые утечки.
Правила безопасности
- Категорически не разрешено включение оборудования вне разводки, не заполнив полимерную трубу водой. Так как это грозит расплавлением полимерного корпуса и выпадением раскаленных металлических отрезков.
- Включение оборудования должно происходить в отдельную линию, для которой требуется кабель сечением 4-6 кв. мм.
- Должна присутствовать напорная циркуляция, чтобы не разорвало корпус от вскипевшей воды. Для этого устанавливается клапан избыточного давления на выходе.
- Необходимо монтировать предохранительный клапан, чтобы снизить давление в случае выхода из строя циркуляционного насоса и выработке пара в избытке.
- Инвертор должен быть подключен к сети с использованием защитного отключения. Желательно установить манометр или контроллеры.
- Должно быть предусмотрено заземление индукционной обмотки, для чего электропровод выводится на металлический контур, который зарыт в землю.
- Оборудование должно размещаться от 80 см от полового и потолочного перекрытий, от 30 см — от стеновых поверхностей. Чтобы огородить себя от действия электромагнитного поля, монтаж следует делать вдалеке от зоны проживания людей.
- Чтобы избежать ожогов и токовых ударов, следует изолировать открытые медные участки.
Блиц-советы
- Оборудование индукционных водонагревателей представляет собой индивидуальную отопительную закрытую систему, которая обустраивается трубопроводом из пластика. Чтобы обезопасить монтируемого оборудование, после выводного патрубка требуется установка таких деталей, как манометр, подрывной клапан и автомат для отвода воздушных скоплений.
- На первый взгляд изготовление водонагревателя, основанного на принципе индукции, представляется сложным и трудоемким процессом. Но благодаря значительному снижению затрат на электроэнергию, которая на сегодняшний день один не из дешевых ресурсов, со временем польз для бюджета семьи будет очевидна. Конструкция данного оборудования способствует нагреву воду намного быстрее, благодаря своим особенностям индукционный прибор имеет ряд преимуществ перед электронагревательными аналогами при одинаковом расходе электричества.
- Возможно создание водонагревателя, основанного на принципе индукции, из электромагнитного трансформатора, в основу работы которого входят 2 мощных транзистора. Прибор нагревается в результате действия на металл токов Фуко.
- Так как переменное электромагнитное поле способствует разогреву и нагревательного элемента, и всего, что окружает его – это касается и тканей человеческого тела, то от данного устройства необходимо находиться вдалеке.
- К недостаткам данного прибора стоит отнести еще и его работу на недешевом источнике энергии – электричестве.
- Благодаря эффективности и колоссальной теплоотдачи водонагревателя существует риск детонации котла от перегрева воды, который можно устранить датчиком давления.
orcmaster.com
📌 Индукционный нагрев — это… 🎓 Что такое Индукционный нагрев?
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Формула для вычисления глубины скин-слоя в мм:
- ,
где μ0 = 4π·10−7 — магнитная постоянная Гн/м, а ρ — удельное электрическое сопротивление материала заготовки при температуре обработки.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение
- Сверхчистая бесконтактная плавка, пайка и сварка металла.
- Получение опытных образцов сплавов.
- Гибка и термообработка деталей машин.
- Ювелирное дело.
- Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
- Поверхностная закалка.
- Закалка и термообработка деталей сложной формы.
- Обеззараживание медицинского инструмента.
Преимущества
- Высокоскоростной разогрев или плавление любого электропроводящего материала.
- Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
- Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
- За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
- Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
- Удобство эксплуатации за счёт небольшого размера индуктора.
- Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
- Легко провести местный и избирательный нагрев.
- Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
- Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Недостатки
- Повышенная сложность оборудования, необходим квалифицированный персонал для настройки и ремонта.
- При плохом согласовании индуктора с заготовкой требуется бо́льшая мощность на нагрев, чем в случае применения для той же задачи ТЭНов, электрических дуг и т. п.
Установки индукционного нагрева
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёхточки:
- Низкий кпд (менее 40 % при применении лампы).
- Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являютcя фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
- При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
- При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания
- Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
- Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
- При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
- При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
- Иногда в качестве генератора высокой частоты использовали списанные мощные радиопередатчики, где антенный контур заменяли на нагревательный индуктор.
См. также
Ссылки
Литература
- Бабат Г. И., Свенчанский А. Д. Электрические промышленные печи. — М.: Госэнергоиздат, 1948. — 332 с.
- Бурак Я. И., Огирко И. В. Оптимальный нагрев цилиндрической оболочки с зависящими от температуры характеристиками материала // Мат. методы и физ.-мех. поля. — 1977. — В. 5. — С. 26-30.
- Васильев А. С. Ламповые генераторы для высокочастотного нагрева. — Л.: Машиностроение, 1990. — 80 с. — (Библиотечка высокочастотника-термиста; Вып. 15). — 5300 экз. — ISBN 5-217-00923-3
- Власов В. Ф. Курс радиотехники. — М.: Госэнергоиздат, 1962. — 928 с.
- Изюмов Н. М., Линде Д. П. Основы радиотехники. — М.: Госэнергоиздат, 1959. — 512 с.
- Лозинский М. Г. Промышленное применение индукционного нагрева. — М.: Изд-во АН СССР, 1948. — 471 с.
- Применение токов высокой частоты в электротермии / Под ред. А. Е. Слухоцкого. — Л.: Машиностроение, 1968. — 340 с.
- Слухоцкий А. Е. Индукторы. — Л.: Машиностроение, 1989. — 69 с. — (Библиотечка высокочастотника-термиста; Вып. 12). — 10 000 экз. — ISBN 5-217-00571-8
- Фогель А. А. Индукционный метод удержания жидких металлов во взвешенном состоянии / Под ред. А. Н. Шамова. — 2-е изд., испр. — Л.: Машиностроение, 1989. — 79 с. — (Библиотечка высокочастотника-термиста; Вып. 11). — 2950 экз. — ISBN 5-217-00572-6
dic.academic.ru