
Индукционный нагреватель металла. Принцип работы

 Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.

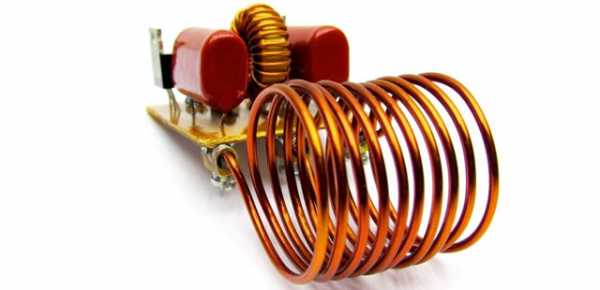
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
proinstrumentinfo.ru
Индукционный нагреватель металла своими руками
Когда перед человеком встает необходимость нагреть металлический объект, ему на ум обязательно приходит огонь. Огонь – старомодный, неэффективный и медленный способ нагреть металл. Он тратит львиную долю энергии на тепло, и от огня всегда идет дым. Как было бы здорово, если бы всех этих проблем можно было избежать.

Сегодня я покажу вам как собрать индукционный нагреватель своими руками с ZVS-драйвером. Это приспособление нагревает большинство металлов с помощью ZVS-драйвера и силы электромагнетизма. Такой нагреватель высокоэффективен, не производит дыма, а нагрев таких небольших металлических изделий, как, допустим, скрепка — вопрос нескольких секунд. Видео демонстрирует нагреватель в действии, но инструкция там представлена другая.
Шаг 1: Принцип работы
Многие из вас сейчас задаются вопросом – что такое этот ZVS-драйвер? Это высокоэффективный трансформатор, способный создавать мощное электромагнитное поле, нагревающее металл, основа нашего нагревателя.
Чтобы стало понятно, как работает наш прибор, я расскажу о ключевых моментах. Первый важный момент — источник питания 24 В. Напряжение должно быть 24В при максимальной силе тока 10А. У меня будут два свинцово-кислотных аккумулятора, соединенных последовательно. Они запитывают плату ZVS-драйвера. Трансформатор дает установившийся ток на спираль, внутрь которой помещается объект, который надо нагреть. Постоянное изменение направления тока создает переменное магнитное поле. Оно создает внутри металла вихревые токи, преимущественно высокой частоты. Из-за этих токов и низкого сопротивления металла выделяется тепло. Согласно закону Ома, сила тока, трансформируемая в тепло, в цепи с активным сопротивлением, будет P=I^2*R.
Очень важен металл, из которого состоит объект, который вы хотите нагреть. У сплавов на основе железа более высокая магнитная проницаемость, они могут использовать больше энергии магнитного поля. Из-за этого они быстрее нагреваются. Алюминий имеет низкую магнитную проницаемость и нагревается, соответственно, дольше. А предметы с высоким сопротивлением и низкой магнитной проницаемостью, например, палец, вообще не нагреются. Сопротивление материала очень важно. Чем выше сопротивление, тем слабее ток пройдет по материалу, и тем, соответственно, меньше выделится тепла. Чем ниже сопротивление, тем сильнее будет ток, и согласно закону Ома, меньше потеря напряжения. Это немного сложно, но из-за связи между сопротивлением и выдачей мощности, максимальная выдача мощности достигается, когда сопротивление равно 0.
Трансформатор ZVS самая сложная часть прибора, я объясню, как он работает. Когда ток включен, он идет через два индукционных дросселя к обоим концам спирали. Дроссели нужны, чтобы убедиться, что устройство не выдаст слишком сильный ток. Далее ток идет через 2 резистора 470 Ом на затворы МДП-транзисторов.
Из-за того, что идеальных компонентов не существует, один транзистор будет включаться раньше, чем другой. Когда это происходит, он принимает на себя весь входящий ток со второго транзистора. Он также будет коротить второй на землю. Из-за этого не только ток потечет через катушку в землю, но и через быстрый диод будет разряжаться затвор второго транзистора, тем самым блокируя его. Из-за того, что параллельно катушке подключен конденсатор, создается колебательный контур. Из-за возникшего резонанса, ток поменяет свое направление, напряжение упадет до 0В. В этот момент затвор первого транзистора разряжается через диод на затвор второго транзистора, блокируя его. Этот цикл повторяется тысячи раз за секунду.
Резистор 10К призван уменьшить избыточный заряд затвора транзистора, действуя как конденсатор, а зенеровский диод должен сохранять напряжение на затворах транзисторов 12В или ниже, чтобы они не взорвались. Этот трансформатор высокочастотный преобразователь напряжения позволяет нагреваться металлическим объектам.
Шаг 2: Материалы

Для сборки нагревателя материалов нужно немного, и большую их часть, к счастью, можно найти бесплатно. Если вы видели где-то валяющуюся просто так электронно-лучевую трубку, сходите и заберите ее. В ней есть большая часть нужных для нагревателя деталей. Если вы хотите более качественных деталей, купите их в магазине электрозапчастей.
Вам понадобятся:
Шаг 3: Инструменты

Для этого проекта вам понадобятся:
Шаг 4: Охлаждение полевых транзисторов

В этом приборе транзисторы выключаются при напряжении 0 В, и нагреваются не очень сильно. Но если вы хотите, чтобы нагреватель работал дольше одной минуты, вам нужно отводить тепло от транзисторов. Я сделал обоим транзисторам один общий поглотитель тепла. Убедитесь, что металлические затворы не касаются поглотителя, иначе МДП-транзисторы закоротит и они взорвутся. Я использовал компьютерный теплоотвод, и на нем уже была полоса силиконового герметика. Чтобы проверить изоляцию, коснитесь мультиметром средней ножки каждого МДП-транзистора (затвора), если мультиметр запищал, то транзисторы не изолированы.
Шаг 5: Конденсаторная батарея
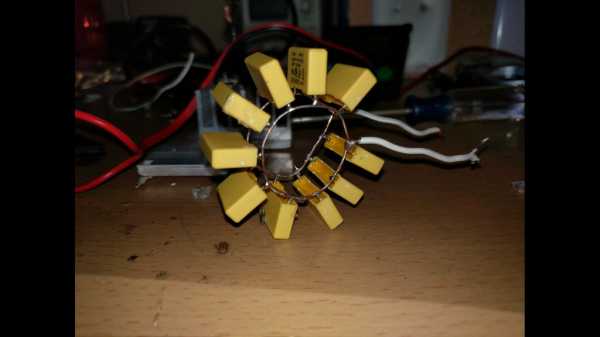
Конденсаторы очень сильно нагреваются из-за тока, постоянно проходящего через них. Нашему нагревателю нужна емкость конденсатора 0,47 мкФ. Поэтому нам нужно объединить все конденсаторы в блок, таким образом, мы получим требуемую емкость, а площадь рассеивания тепла увеличится. Номинальное напряжение конденсаторов должно быть выше 400 В, чтобы учесть пики индуктивного напряжения в резонансном контуре. Я сделал два кольца из медной проволоки, к которым припаял 10 конденсаторов 0,047 мкФ параллельно друг другу. Таким образом, я получил конденсаторную батарею совокупной емкостью 0,47 мкФ с отличным воздушным охлаждением. Я установлю ее параллельно рабочей спирали.
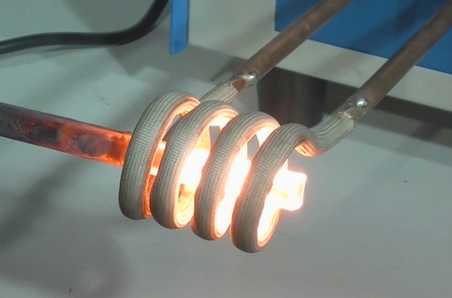
Шаг 6: Рабочая спираль
Это та часть прибора, в которой создается магнитное поле. Спираль сделана из медной проволоки – очень важно, чтобы была использована именно медь. Сначала я использовал для нагревания стальную спираль, и прибор работал не очень хорошо. Без рабочей нагрузки он потреблял 14 А! Для сравнения, после замены спирали на медную, прибор стал потреблять только 3 А. Я думаю, что в стальной спирали возникали вихревые токи из-за содержания железа, и она тоже подвергалась индукционному нагреву. Не уверен, что причина именно в этом, но это объяснение кажется мне наиболее логичным.
Для спирали возьмите медную проволоку большого сечения и сделайте 9 витков на отрезке ПВХ-трубы.
Шаг 7: Сборка цепи
Я сделал очень много проб и совершил много ошибок, пока правильно собрал цепь. Больше всего трудностей было с источником питания и со спиралью. Я взял 55А 12В импульсный блок питания. Я думаю, этот блок питания дал слишком высокий начальный ток на ZVS-драйвер, из-за чего взорвались МДП-транзисторы. Возможно, это исправили бы дополнительные индукторы, но я решил просто заменить блок питания на свинцово-кислотные аккумуляторы.
Потом я мучился с катушкой. Как я уже говорил, стальная катушка не подходила. Из-за высокого потребления тока стальной спиралью взорвались еще несколько транзисторов. В общей сложности у меня взорвались 6 транзисторов. Что ж, на ошибках учатся.
Я переделывал нагреватель множество раз, но здесь я расскажу, как собрал его самую удачную версию.
Шаг 8: Собираем прибор
Чтобы собрать ZVS-драйвер, вам нужно следовать приложенной схеме. Сначала я взял зенеровский диод и соединил с 10К резистором. Эту пару деталей можно сразу припаять между стоком и истоком МДП-транзистора. Убедитесь, что зенеровский диод смотрит на сток. Потом припаяйте МДП-транзисторы к макетной плате с контактными отверстиями. На нижней стороне макетной платы припаяйте два быстрых диода между затвором и стоком каждого из транзисторов.
Убедитесь, что белая линия смотрит на затвор (рис.2). Затем соедините плюс от вашего блока питания со стоками обоих транзисторов через 2 220 Ом резистора. Заземлите оба истока. Припаяйте рабочую спираль и конденсаторную батарею параллельно друг другу, затем припаяйте каждый из концов к разным затворам. Наконец, подведите ток к затворам транзисторов через 2 50 мкгн дросселя. У них может быть тороидальный сердечник с 10 витками проволоки. Теперь ваша схема готова к использованию.
Шаг 9: Установка на основание

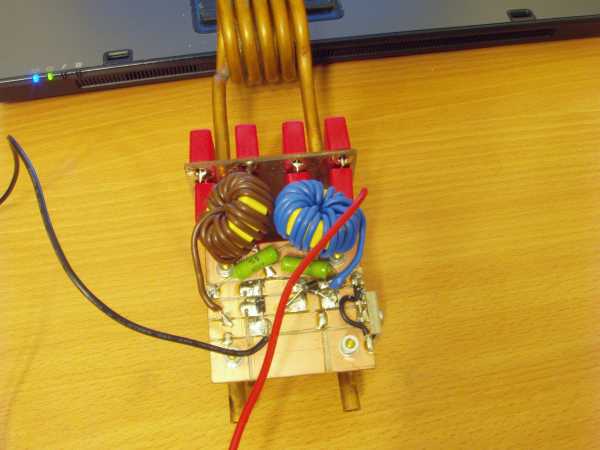
Чтобы все части вашего индукционного нагревателя держались вместе, им нужно основание. Я взял для этого деревянный брусок 5*10 см. плата с электросхемой, конденсаторная батарея и рабочая спираль были приклеены на термоклей. Мне кажется, агрегат выглядит круто.
Шаг 10: Проверка работоспособности
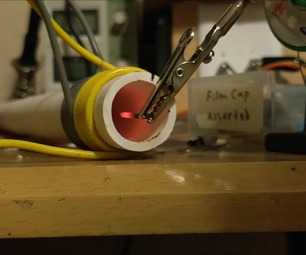
Чтобы ваш нагреватель включился, просто подсоедините его к источнику питания. Потом поместите предмет, который вам нужно нагреть, в середину рабочей спирали. Он должен начать нагреваться. Мой нагреватель раскалил скрепку до красного свечения за 10 секунд. Предметы крупнее, как гвозди, нагревались примерно за 30 секунд. В процессе нагревания потребление тока выросло приблизительно на 2 А. Этот нагреватель можно использовать не только для развлечения.
После использования прибора не образуется сажи или дыма, он воздействует даже на изолированные металлические объекты, например, газопоглотители в вакуумных трубках. Также прибор безопасен для человека – с пальцем ничего не случится, если поместить его в центр рабочей спирали. Однако, можно обжечься о предмет, который был нагрет.
Спасибо за чтение!
masterclub.online
Индукционный нагреватель 500 Ватт своими руками
Схема индукционного нагревателя на 500 Ватт, который можно сделать своими руками! В интернете множество подобных схем, но интерес к ним пропадает, так как в основном они или не работают или работают но не так как хотелось бы. Данная схема индукционного нагревателя полностью рабочая, проверенная, а главное, не сложная, думаю вы оцените!
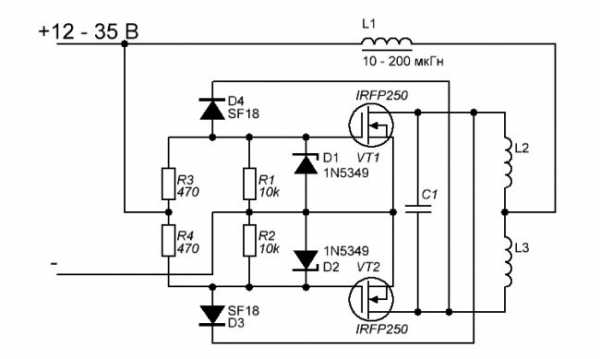
Схема индукционного нагревателя:
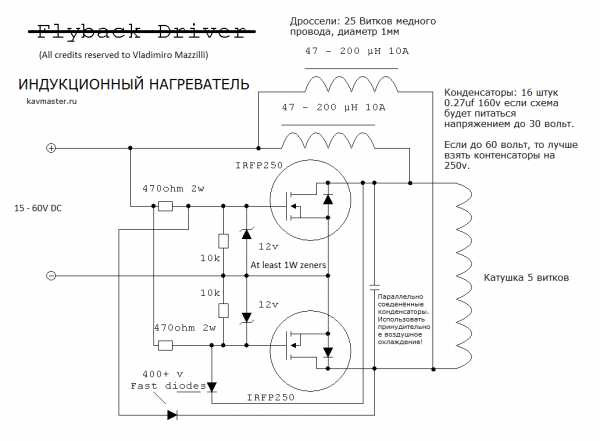
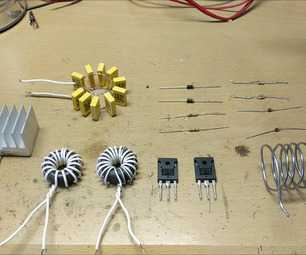
Компоненты и катушка:
Рабочая катушка содержит 5 витков, для намотки была использована медная трубка диаметром около 1 см, но можно и меньше. Такой диаметр был выбран не случайно, через трубку подаётся вода для охлаждения катушки и транзисторов.
Транзисторы ставил IRFP150 так как IRFP250 под рукой не оказалось. Конденсаторы плёночные 0,27 мкФ 160 вольт, но можно поставить 0,33 мкФ и выше, если первые найти не получится. Обратите внимание, что схему можно питать напряжением до 60 вольт, но в этом случае, рекомендуется ставить конденсаторы на напряжение 250 вольт. Если схема будет питаться напряжением до 30 вольт, то на 150 вполне хватит!
Стабилитроны можно ставить любые на 12-15 вольт от 1 Ватт, например 1N5349 и им подобные. Диоды можно использовать UF4007 и ему подобные. Резисторы 470 Ом от 2-х Ватт.
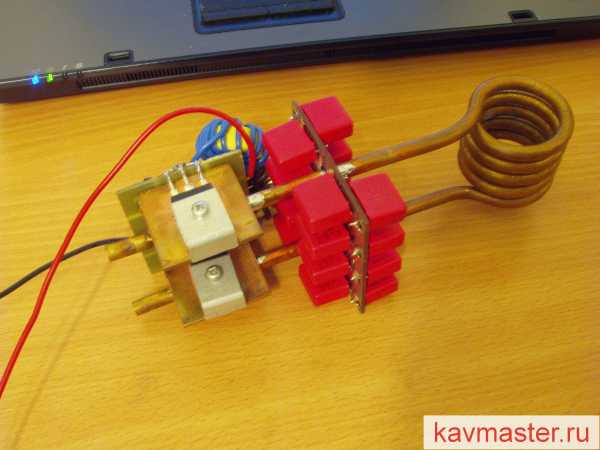
Немного фотографий:
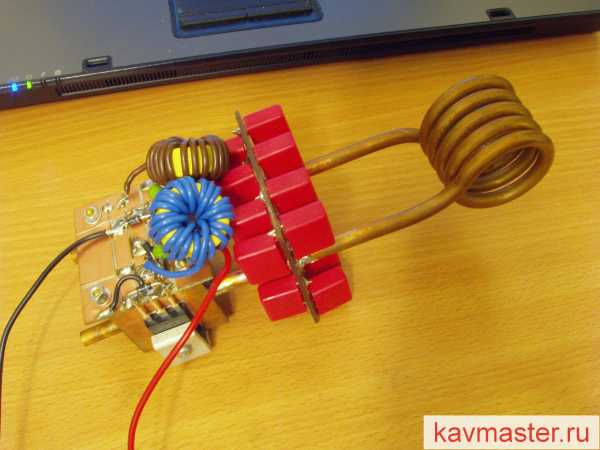
За место радиаторов, были использованы медные пластины, которые припаиваются прямо к трубке, так как в данной конструкции используется водное охлаждение. На мой взгляд это самое эффективное охлаждение, потому что транзисторы греются хорошо и ни какие вентиляторы и супер радиаторы не спасут их от перегрева!
Охлаждающие пластины на плате расположены таким образом, что бы трубка катушки проходила через них. Пластины и трубку нужно припаять между собой, для этого я использовал газовую горелку и большой паяльник для пайки автомобильных радиаторов.
Конденсаторы расположены на двух стороннем текстолите, плата припаивается так же к трубке катушки на прямую, для лучшего охлаждения.
Дроссели намотаны на ферритовых кольцах, лично я достал их из компьютерного блока питания, провод использовался медных в изоляции.
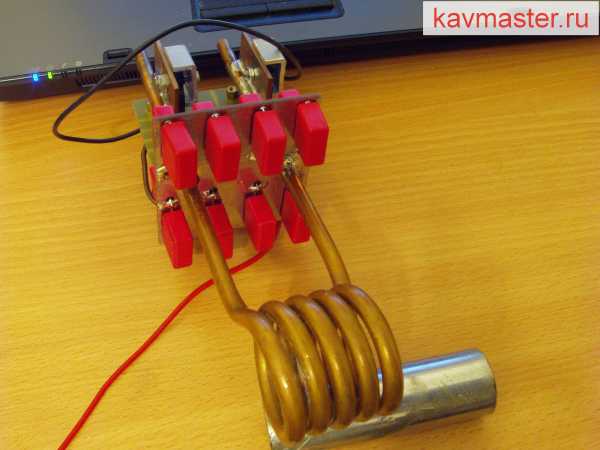
Индукционный нагреватель получился достаточно мощным, латунь и алюминий плавит очень легко, железные детали тоже плавит, но немного медленнее. Так как я использовал транзисторы IRFP150 то по параметрам, схему можно питать напряжением до 30 вольт, поэтому мощность ограничивается только этим фактором. Так что всё таки советую использовать IRFP250.
На этом всё! Ниже оставлю видео работы индукционного нагревателя и список деталей, которые можно купить на AliExpress по очень низкой цене!
Купить детали на Алиэкспресс:
Купить Индукционный нагреватель:
 |
Видео:
Похожее
kavmaster.ru
Индукционный нагрев – применение в целях обработки металла
 Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев как работает
Принцип действия индукционного нагрева предельно прост. Нагрев производится за счет трансформации электрической энергии в электромагнитное поле, обладающее высокой мощностью. Нагрев изделия осуществляется при проникновении магнитного поля индукторов в изделие, способное проводить электрическую энергию.
Заготовка (обязательно из материала, проводящего электрическую энергию) размещается в индукторе или в непосредственной близости с ним. Индуктор, как правило, выполняется в виде одного или нескольких витков провода. Чаще всего для изготовления индуктора используют толстые медные трубки (провода). Специальный генератор электрической энергии подает ее в индуктор, наводя токи высокой частоты, которые могут варьироваться от 10-и Гц до нескольких МГц. В результате наведения токов высокой частоты на индуктор, вокруг него образуется мощное электромагнитное поле. Вихревые токи образовавшегося электромагнитного поля проникают в изделие и преобразуются внутри его в тепловую энергию, осуществляя нагрев.
Во время работы индуктор довольно сильно нагревается за счет поглощения собственного излучения, поэтому он непременно должен охлаждаться во время рабочего процесса за счет проточной технической воды. Вода для охлаждения подается в установку при помощи отсасывания, такой метод позволяет обезопасить установку, если вдруг произойдет прожог или разгерметизация индуктора.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день.
Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Закалка производится чаще всего в отношении изделий из стали, но может быть применена и к медным и другим металлическим изделиям. Принято различать два вида закалки ТВЧ поверхностная и глубокая закалка.
Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании.
Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью.
Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений.
Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится.
Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п.
Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму.
На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий.
Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Индукционный нагрев преимущества и недостатки
У каждой вещи есть преимущества и недостатки, хорошие и плохие стороны. Индукционный нагрев не отличается и имеет как плюсы, так и минусы. Однако минусы индукционного нагрева настолько ничтожны, что не видны за огромным количеством преимуществ.
Так как недостатков у индукционного нагрева меньше, сразу же перечислим их:
- Некоторые установки являются довольно сложными и для их программирования необходимо квалифицированный персонал, который сможет обслуживать установку (осуществлять ремонт, чистку, программировать).
- Если индуктор и заготовка плохо согласованы между собой, то потребуется куда больше мощности нагрева, чем если выполнять похожу задачу в электрической установке.
Как видите, недостатков действительно немного и они не оказывают сильное влияние на принятие решение в пользу использования или неиспользования индукционного нагрева.
Достоинств индукционный нагрев имеет гораздо больше, но мы укажем только главные:
- Скорость нагрева изделия очень высокая. Индукционный нагрев практически сразу приступает к обработке металлического изделия, никаких промежуточных этапов п
xn--h1afsf5c.xn--p1ai
вихревой индукционный нагреватель | Советы электрика
16 Май 2012 Электрообогрев дома
Приветствую вас, читатель моего сайта ceshka.ru!
Мне очень близка тема обогрева дома с помощью электрокотлов, о чем я неоднократно вам рассказывал как на основе самодельных электрокотлов, сделанных своими руками, так и котлов заводского изготовления, например очень качественного электрокотла Протерм, изготавливаемого в Словакии.
И вот недавно я чисто случайно наткнулся в интернете на применение свойств электромагнитной индукции в бытовом электрокотле.
На производстве это давно применяется- например плавят металл в индукционных печах. Но вот применение в быту- это интересно.
Меня очень заинтересовало эта информация. Речь идет о индукционном электрокотле где в качестве нагревательного элемента используется катушка индуктивности.
Кстати подобное устройство применяется и в современной индукционной бытовой электроплите, подробнее можете почитать в Википедии
Конечно сразу стал рыть информацию в интернете что это за индукционный нагреватель, каков принцип его работы, есть ли у них преимущество перед электрокотлами на тэнах?
Оказалось все не так просто и радужно как казалось…
Индукционный водонагреватель
Индукционные водотеплонагреватели имеют корпус и оригинальный электрический индуктор(трансфоматор), внутри него , причем его вторичной обмоткой является сама металлическая труба с водой,в виде короткозамкнутого витка.
В результате протекания значительных по величине электрических токов в ней, от индуктивно наведенного в ней электрического напряжения, эта труба интенсивно разогревается и нагревает своим теплом и воду в ней .
Если выразиться в двух словах как работает индукционный нагреватель-
это понижающий трансформатор, который установили в трубу
Я сначала решил что если в названии присутствует слово “индукционный” то нагрев происходит токами высокой частоты типа как в микроволновке, оказалось что нет.
Никакой высокой частоты нет и в помине, питание от сети 220/380 вольт промышленной частоты 50 Герц.
Технология на самом деле очень проста- в экранированной трубе находится обыкновенная катушка- это как бы первичная обмотка трансформатора, если проводить аналогию с трансформатором.
Роль вторичной обмотки, а заодно и магнитопровода выполняет металлическая труба отопления!
Как работает индукционный нагреватель
Очень просто. Подаем рабочее напряжение на катушку. В катушке создается электромагнитное поле. Дальше читаем внимательно- тут суть егоработы:
Электромагнитное поле наводит в трубе отопления токи Фуко или вихревые токи и металлическая труба начинает нагреваться.
Если кто не знает- у трансформатора магнитопровод набран специально из множества тонких пластин из электротехнической стали, изолированных друг от друга.
Это сделано именно для того, что бы избежать потерь энергии от нагрева вихревыми токами.
Дело в том, что чем массивнее проводник, тем сильнее он будет нагреваться от токов Фуко, в свою очередь увеличить силу воздействия вихревых токов можно скоростью изменения магнитного потока.
Знаете ли вы что у силового трансформатора напряжением 110 кВ на холостом ходу, даже без нагрузки выделяется тепловая мощность около 11 киловатт?
Это в основном именно за счет воздействия вихревых токов, которые нагревают магнитопровод, на который одеты первичная и вторичная обмотка.
При этом магнитопровод- шихтованный, а если бы он был цельный, то тепловые потери возросли бы многократно!
И тансформатор просто напросто сгорел бы от перегрева.
Индукционный электрокотел работает по этому же принципу и стальная труба с водой, проходящая внутри катушки очень сильно греется, НО!- за счет циркуляции воды тепло успевает отводиться от трубы в систему отопления и перегрева не происходит.
ceshka.ru
Простой индукционный нагреватель 12 В
Простой индукционный нагреватель состоит мощного генератора высокой частоты и низкоомной катушки-контура, которая является нагрузкой генератора.Генератор с самовозбуждением генерирует импульсы на основании резонансной частоты контура. В результате в катушке возникает мощное переменное электромагнитное поле частотой порядка 35 кГц.
Если в центр этой катушки поместить сердечник из токопроводящего материала, то внутри него возникнет электромагнитная индукция. В результате частой смены эта индукция вызовет в сердечнике вихревые токи, которые в свою очередь повлекут за собой выделение тепла. Это классический принцип преобразования электромагнитной энергии в тепловую.
Индукционные нагреватели очень давно используются во многих областях производства. С их помощью можно делать закалку, бесконтактную сварку, и самое главное — точечный прогрев, а также плавление материалов.
Я покажу вам схему простого низковольтного индукционного нагревателя, которая уже стала классической.
Мы её ещё больше упростим эту схему и стабилитроны «D1, D2» не будем устанавливать.
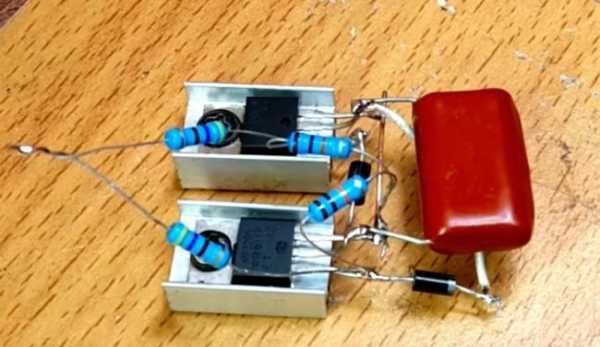
Элементы, которые понадобятся:
1. Резисторы на 10 кОм – 2 шт.
2. Резисторы на 470 Ом – 2 шт.
3. Диоды Шоттки на 1 А – 2 шт. (Можно другие, главное на ток от 1 А и быстродейственные)
4. Полевые транзисторы IRF3205 – 2 шт. (можно взять любые другие мощные)
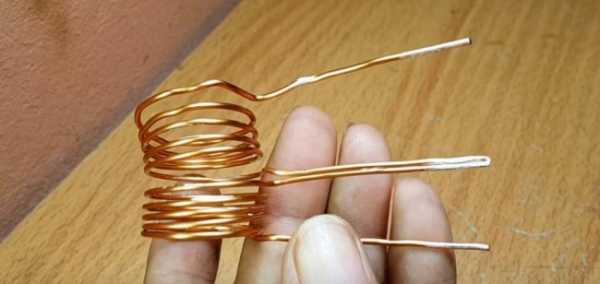
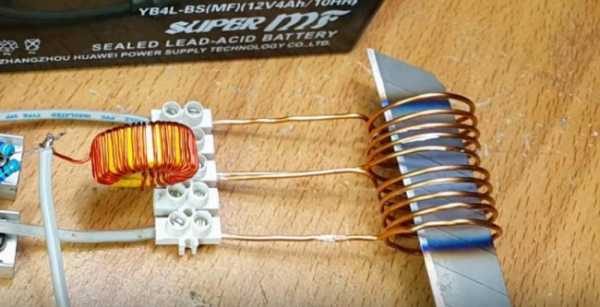
5. Индуктор «5+5» — 10 витком с отводом от середины. Чем толще провод, тем лучше. Мотал на деревянной круглой палке, сантиметра 3-4 в диаметре.
6. Дроссель – 25 витков на кольце из блока старого компьютера.
7. Конденсатор 0,47 мкФ. Лучше набирать емкость несколькими конденсаторами и на напряжение не ниже 600 Вольт. Я по началу взял на 400, в результате чего он начал греться, далее заменил его на составной из двух последовательно, но так не делают, просто под рукой больше не было.
Изготовление простой индукционный нагреватель 12 В
Наматываем индуктор.

Собрал всю схему навесным монтажом, отделив колодкой индуктор от всей схемы. Конденсатор желательно располагать в непосредственной близости от выводов катушки. Не как у меня в этом примере в общем. Транзисторы установил на радиаторы. Запитал всю установку от аккумулятора 12 Вольт.
Работает отлично. Лезвие канцелярского ножа нагревает до красноты очень быстро. Рекомендую всем к повторению.
После замены конденсатора они больше не грелись. Транзисторы и сам индуктор греются, если работает постоянно. На небольшое время – не критично почти.

Смотрите видео сборки и испытаний:
Также рекомендую к просмотру:
sdelaysam-svoimirukami.ru