
как выполняется, оборудование и материалы
Знали ли вы, что элементы из полимера можно соединить не только если их нагреть. Как тогда соединить трубы из полипропилена без пайки?
Но спаивать полипропиленовые трубы, чтобы соединить нужно не всегда, есть и другие методы. Особенность такого материала в том, что к нему можно применить и другие виды соединения, кроме пайки.
Для того чтобы соединить такой материал без спаивания вам не придётся покупать дорогое оборудование и не дешевые расходные металлы. Именно это делает такой вид соединения таким известным и широко используемым.
Но кроме того, что такой метод недорогой он ещё подойдет для тех, кто не профессионален в работе со сваркой. Ещё очень удобно, что вы просто можете взять труби и соединить без дополнительных инструментов.
И все же как можно соединить трубы из пластика не паяя их? Сейчас для работы с видами полимеров как полиэтилен и пропилен, без использования дополнительных материалов и приспособлений, придумано два метода соединений.
Первое сваривание изделий из таких материалов при помощи компрессионных фитингов, второе — при помощи холодной сварки.
Содержание статьиПоказать
- Соединение с помощью холодной сварки
- Как соединить пластмасс используя компрессионные фитинги
- Особенности работы
- Основные плюсы обжимных фитингов
- Спайка полипропиленовых труб с использованием холодной сварки и специального клея
- Какими же бывают такие клея?
- Заключение
Соединение с помощью холодной сварки
Если вы хотите использовать первый способ, то нужно обзавестись обжимным ключом, конечно также вам нужно приобрести сам компрессионный фитинг. В магазине скорей всего они будут идти в комплекте.
Ну а если вы хотите использовать второй способ то вам понадобиться холодная сварка и подходящий клей. Если вы выбираете второй вид, что не предусматривает пайки, то помните что он подходит только для труб с холодной водой.
Конечно недочётом можно назвать, что когда мы соединяем трубки не паяя их, то на это уходит на порядок больше времени.
Наша статья расскажет вам о том как же соединить полипропиленовые трубы без пайки, какие есть виды в чем их особенности. Ещё мы расскажем как спаять трубы из полипропилена в домашних условиях холодной сваркой.
Как соединить пластмасс используя компрессионные фитинги
Из названия заголовка мы уже поняли, что соединить пластмассовые элементы с помощью фитингов возможно. Их можно использовать даже для трубок которые не соответствуют.
Это достаточно особенная характеристика компрессионных фитингов, поскольку обычно они не применимы если они не идентичны к материалу с которым нужно работать.
Но такие фитинги способны соединять не только трубы из пластика они подходят так же для соединений из алюминия, меди, или особых видом полиэтилена и многих других.
Так что учитывайте, что не каждом элементу может подойти фитинг, их нужно правильно выбрать. Также ещё один плюс, что что изделие над которым вы работаете может быть в любом состоянии, то есть и собранным и разложенным.
Но когда вы соединили две детали вместе, то разделить их в исходном виде уже никак не удастся. Система построения фитинга имеет фрагменты как те, которые находятся на конце и другие, что сливают элементы которые соединяются в одно целое.
В строительных супермаркетах вы можете найти следующий перечень фитингов.
- Компрессионный (так же они известны как обжимные)
- Фланцевые
- Сварные
- Резьбовые
Что такое компрессионный фитинг? Это коробка, которая не подвержена волнам ультрафиолета. В середине находиться запрессовывающая втулка, что накрывается.
Крышка закрывается очень хорошо, она полностью герметична за счет кольца, что плотно соединяет корпус и крышку. Ещё иногда присутствует зажимное и упорное кольцо, часто их функцию выполняет одно кольцо.
Помните, что если по каким-то причинам вам приходилось разбирать устройство, то кольцо нужно сменить на новое, потому что оно больше не будет герметично.
Такие фитинги используются для элементов из полиэтилена с низким давлением как например ПЭ100, ПЭ80, ПЭ40, и так же для не плотных полиэтиленов.
Обжимные фитинги не чувствительны к ультрафиолету, но также они остаются не чувствительными к химическим веществам агрессивного действия.
Особенности работы
Чаще всего такой вид соединения используют для мало малоквартирных домов, также водопроводных установках, что находятся на улицах в сельских местностях, ещё в парниках и при использовании капельного полива.
То есть такой вид водопровода можно, при необходимости просто разобрать и перенести в другое место, портативность радует.
Когда вы приступаете к работе с использованием фитинга, прочитайте перед тем правила и руководства к эксплуатации, рекомендуем вам следовать этим правилам, а ещё тем, что мы пропишем ниже.
Когда вы начинаете работу хорошо осмотрите трубки, их целостность, качеством и подходят ли они к фитингам.
Конечно все не бывает идеально, так что существует правило про максимальное отклонение от идеала, например толщина не может быть больше или меньше идеальной больше чем на 1%, овал сечения позволяет большую оплошность в 2 процента.
Но если вы все таки не додержали эти нормы, то лучше прокладывайте трубы в горизонтальном направлении.
Вам удастся самостоятельно без помощи любых инструментов проложить трубы до 50 миллиметров, но если они имеют диаметр больший то понадобиться ключ.
Если вы взялись за такую работу как соединение труб без холодной сварки, то большое внимание вам нужно уделить процессу зачистки. Она должна быть идеально гладкой без единой заусеницы, или другого дефекта-это важно.
Если вам нужно будет укоротить её, то используйте специальные ножницы. А нужную длину для вставки отмечают зачастую фломастером. Скорость с которой происходить соединение не маленькая.
Гайку прикрепляют с одного бока трубы, далее нужно закрепить кольцо зажима, готова, можно вставлять в фитинг. Кольцо должно упереться. Дальше вам нужно затянуть гайку, если труда до 50 миллиметров то сделайте это вручную, если больше используйте ключ.
В конце мы получаем результат в виде соединенных труб без спайки.
Основные плюсы обжимных фитингов
- Первое. Надежность готового изделия
- Второе. Ваша конструкция будет служить долго
- Третье. Легкая и оперативная сборка
- Четвертое. Такой материал полностью антикоррозийный
- Пятое. Подходит под все стандарты, удобен
- Шестое. ВЫ сможете соединить трубы просто голыми руками, не использую холодную сварку и все прилагающийся к ней инструменты.
Спайка полипропиленовых труб с использованием холодной сварки и специального клея
Что такое холодная сварка? Это такой вид соединение элементов при котором их не нужно нагревать. Вы можете соединить трубы нанеся на них специальный быстро затвердевающий клей.
Вы можете соединить трубы нанеся на них специальный быстро затвердевающий клей.
Обычно такие соединения имею в своем составе эпоксидный клей и затвердитель. Цвета у такого клея два: черный и белый. Обычно она наиболее эффективна для труб с холодной водой.
Но есть такие клея, что подойдут и для труб с горячей водой. Но такая информация должна быть отдельно отмечена на этикетке, поскольку это важно.
Какими же бывают такие клея?
Клея с жидкой консистенцией(обычно те основные два компонента отвердитель и эпоксидный клей находиться в двух разных пакетиках. Это делается для того, чтобы вы могли самостоятельно сделать смесь, если вам нужно заклеить дырку в полимерной трубе.
Вам нужно будет смешать два компонента и максимально быстро использовать иначе он просто закаменеет и более не будет иметь пользы.
Пластический клей (похож на продолговатой формы предмет, двухслойный, первый слой-это вещество, что затвердевает, а второй-непосредственно пластическая составляющая, чем то схоже с детским пластилином.)
Мастера с опытом рекомендуют использовать метод холодной сварки только лишь исходя из инструкции на коробках клея, иначе сварка просто не будет эффективна.
Ещё на этикетке вы можете найти информацию про максимальную температуру нагревания, определенного вида холодной сварки, стандартно такой показатель 250-270 градусов.
Заключение
Внимательно читайте все инструкции по эксплуатации и тогда ваше изделие будет отремонтировано успешно, шов будет крепким. Ещё есть клей, который подойдет для очень горячей воды.
Исходя из нашей статьи можно сказать, что соединить полипропиленовые трубы можно многими способами и без сварки. Вы сможете соединить трубы не используя сварочный аппарат.
Для альтернативных видом соединений существует холодная сварка и сварка компрессионным фитингом.
Очень важная характеристика такого вида сварки это то что вы сможете собирать и разбирать конструкцию сколько понадобиться, и даже ее переносить, в этом одно из главных преимуществ такого вида сварки.
Холодная сварка для труб отопления
В помощь домашнему мастеру ученые разработали особый клей, который в силу высоких прочности и адгезии стали называть «холодной сваркой».
Новая разработка стала весьма востребованной и быстро приобрела популярность.
Чем может быть полезна холодная сварка для труб отопления, водопровода и прочих поврежденных изделий?
Содержание
- 1 Характеристики и компоновка холодной сварки
- 2 Температурные показатели смеси
- 3 Виды и производители холодной сварки
- 4 Порядок устранения течи
- 4.
 1 Подготовка поверхности
1 Подготовка поверхности - 4.2 Приготовление клея
- 4.3 Выполнение ремонта
- 4.
- 5 Видео на тему
Характеристики и компоновка холодной сварки
Основу холодной сварки составляет эпоксидная смола. Также имеются аминовые смолы, сера, оксид железа и целый ряд других минеральных добавок.
Каких именно – каждый производитель держит в секрете: ведь именно от них зависят свойства клея.
Высокая прочность – только одно из достоинств холодной сварки. Весьма примечательными являются адгезионные свойства: материал может зафиксироваться на влажной поверхности и даже испачканной маслом. Правда, в этом случае прочность соединения составит только 75% — 80% от максимально возможной.
Клей схватывается в течение 15 — 60 минут. Время полного отвердения зависит от марки: некоторым разновидностям холодной сварки требуется 24 часа, другие можно подвергать нагрузкам уже через час-полтора.
Данный состав может применяться как для склеивания различных объектов, так и в качестве замазки трещин или пробоин.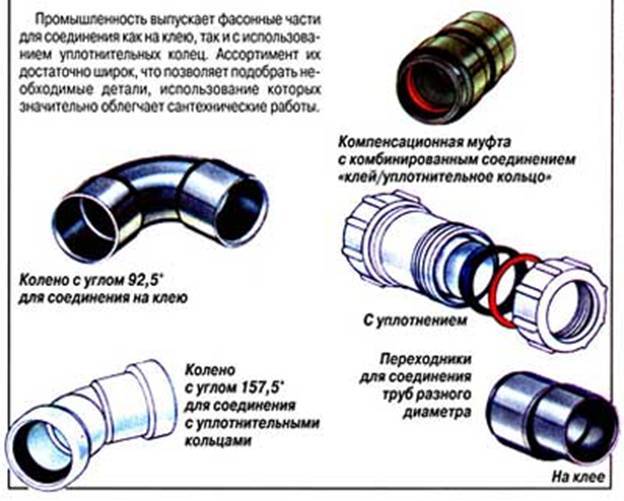 В последнем случае клей после полного отвердения можно шлифовать, грунтовать и окрашивать. Таким образом, место ремонта можно сделать абсолютно незаметным, что актуально для декоративных конструкций или иных, расположенных на видном месте. Примером может послужить бензобак мотоцикла.
В последнем случае клей после полного отвердения можно шлифовать, грунтовать и окрашивать. Таким образом, место ремонта можно сделать абсолютно незаметным, что актуально для декоративных конструкций или иных, расположенных на видном месте. Примером может послужить бензобак мотоцикла.
Важным достоинством клея холодная сварка является способность эффективно заделывать трещины и пробоины в стенках сосудов даже при наличии небольшого давления внутри.
Это позволяет отремонтировать без опорожнения, к примеру, радиатор автомобиля или трубу автономной системы отопления/водоснабжения.
Температурные показатели смеси
Величина диапазона температур, при которых разрешается эксплуатация отремонтированного изделия, зависит от состава холодной сварки.
У некоторых марок, например, клея «Mastix», нижний порог составляет -60, а верхний — +150 градусов. Более дорогие виды клея выдерживают до +260 градусов.
А есть специальные высокотемпературные марки: отремонтированное с их помощью изделие можно нагревать до температуры в 1300 градусов.
Минимальная температура, при которой допускается проведение ремонтных работ, составляет -10 градусов, но смесь должна готовиться в теплом помещении.
Виды и производители холодной сварки
Клеевые составы холодная сварка выпускаются в двух исполнениях:
- Однокомпонентные: такую смесь не нужно готовить – ее сразу можно применять для ремонта. Но долго хранить ее нельзя, а использовать нужно в полном объеме – остаток попросту испортится.
- Двухкомпонентные: в упаковку основной материал – эпоксидная смола с металлическими порошками и другими добавками – и отвердитель помещаются отдельно. Перед применением эти компоненты нужно смешать, после чего клей самопроизвольно нагревается до температуры в 40 – 50 градусов. Двухкомпонентные разновидности холодной сварки хранятся дольше, чем однокомпонентные, и могут применяться частично. Обычно они имеют вид стержня, внутренняя часть которого представляет основной материал, а оболочка – отвердитель.

Большая часть имеющихся в продаже составов по консистенции похожа на пластилин, но можно найти и жидкую холодную сварку, при помощи которой легко можно заделать труднодоступные повреждения.
Кроме того, холодные сварки могут быть универсальными, либо ориентированными на склеивание того или иного материала. Специализированные виды клея в отношении материала, для работы с которым они предназначены, проявляют более высокую адгезию, чем универсальные. Но попытка отремонтировать при помощи холодной сварки, к примеру, для металла, керамическое изделие может закончиться неудачей – клей окажется слабоват.
Клей Hi-Gear
Поэтому в ремкомплекте, имеющемся в хозяйстве «на всякий пожарный случай», лучше иметь универсальный клей.
«Металлической» холодной сваркой часто пользуются владельцы транспортных средств. С ее помощью можно на некоторое время (пока не появится возможность капитального ремонта) подлатать элементы, не подвергающиеся значительным нагрузкам. Кроме упомянутых здесь бензобака и радиатора это могут быть пробитые глушитель и поддон картера двигателя. Хорошим помощником эта разновидность клея стала и для сантехников: с ее помощью можно временно устранять течи в водопроводах и системах отопления.
Хорошим помощником эта разновидность клея стала и для сантехников: с ее помощью можно временно устранять течи в водопроводах и системах отопления.
Весьма востребованной является сварка для пластмассы, ведь этот материал сегодня применяется повсеместно. С ее помощью можно отремонтировать лопнувший корпус того или иного бытового прибора, а также различные пластиковые емкости, например, корпус автомобильного аккумулятора.
Холодная сварка Титан
Выпускаются составы для ремонта изделий из стекла (аквариумы, зеркала), керамики и древесины. В сфере строительства широко применяются специализированные клеи, например, для соединения линолеума встык.
Производят холодную сварку и в России, и за рубежом. Среди отечественных марок наибольшим спросом пользуются клеи «Полимет», «Титан» и «Алмаз». Из зарубежных наиболее известными стали холодные сварки «Hi-Gear», «Abro», «PermatexCold Weld», «Wurth Liquid».
Порядок устранения течи
Технология ремонта труб и других изделий при помощи холодной сварки включает несколько этапов:
Подготовка поверхности
Участки, с которыми будет контактировать клей, нужно очистить от грязи, ржавчины и краски. Для этого материал обрабатывают крупнозернистой наждачной бумагой. Работать абразивом нужно достаточно тщательно, чтобы на поверхности остались хорошо заметные царапины. Только при их наличии сцепление клея с материалом будет максимальным.
Для этого материал обрабатывают крупнозернистой наждачной бумагой. Работать абразивом нужно достаточно тщательно, чтобы на поверхности остались хорошо заметные царапины. Только при их наличии сцепление клея с материалом будет максимальным.
Выполнение холодной пайки труб
После ошкуривания зону контакта нужно обработать каким-либо растворителем, если есть такая возможность, и высушить. В качестве растворителя можно использовать ацетон либо что-нибудь из моющих средств. Чтобы ускорить процесс, можно подсушить обрабатываемый участок обычным феном для волос. Кстати, если ремонтируемый материал окажется слегка подогретым, клеевое соединение получится более надежным.
Приготовление клея
Этот пункт инструкции касается двухкомпонентных составов. От стержня нужно отрезать кусочек достаточного объема.
Резать следует строго поперек, иначе соотношение основного материала и отвердителя окажется неправильным.
Отрезанный фрагмент необходимо тщательно размять пальцами, одев защитные перчатки (их можно предварительно смочить водой), чтобы структура и цвет смеси стали однородными. При этом, как уже говорилось, будет наблюдаться выделение тепла.
При этом, как уже говорилось, будет наблюдаться выделение тепла.
Время жизни готового клея ограничивается буквально несколькими минутами (указывается на упаковке) – затем начинается полимеризация. Его можно незначительно продлить, обеспечив интенсивное отведение выделяемого тепла. Для этого можно сдавить смесь, так чтобы получился тонкослойный элемент (увеличится площадь поверхности), либо вынести ее в более прохладное помещение.
Выполнение ремонта
Клей наносится на склеиваемые поверхности либо в пробоину, если она используется в качестве замазки. Во втором случае желательно обеспечить проникновение смеси вглубь отверстия. Снаружи клеевую массу следует разгладить смоченным в воде шпателем или иным плоским инструментом, удалив излишки влажной тряпкой.
Если пробитое отверстие является слишком большим, поверх него на холодную сварку следует посадить металлическую заплатку.
В случае применения холодной сварки для склеивания двух деталей их нужно зафиксировать на время схватывания. У различных марок оно составляет от 15-ти до 60-ти минут.
У различных марок оно составляет от 15-ти до 60-ти минут.
Но подвергать нагрузкам клеевое соединение можно будет лишь после полного затвердения, на что может уйти от 1 до 24-х часов.
Если пользователь не имел возможности высушить и обезжирить обрабатываемую поверхность, клей после нанесения следует приглаживать возвратно-поступательными движениями до его прилипания к изделию.
Если ремонт приходится осуществлять при низкой температуре, необходимо скатать только что приготовленный клей в шар и дать ему возможность самопроизвольно нагреться до температуры в 40 – 50 градусов. При этом, разумеется, время выдержки не должно превышать время пригодности смеси. Так, если заявленное в инструкции время жизни готового клея составляет 5 – 7 мин, то греть его следует не дольше 4-х мин. После этого клеевую массу можно использовать по назначению.
Чтобы состав хорошо прогрелся, он должен иметь достаточный объем. Поэтому для ремонта в условиях мороза шарик рекомендуется скатывать хотя бы из одной трети стандартной упаковки (обычно стержень весит около 55 г).
Видео на тему
- Предыдущая записьВоздушное отопление частного дома своими руками: рекомендации по проектированию и монтажу
- Следующая записьИндивидуальное отопление в квартире: отказ от центрального — как получить разрешение?
Adblock
detector
7 советов по сварке растворителем в холодную погоду – перспективы сантехники
Сварка растворителем в холодных условиях создает проблемы, которые необходимо решать. Почему? В холодную погоду трубы и фитинги размягчаются дольше. Труба также более устойчива к воздействию растворителей, поэтому в холодную погоду важно смягчить ее агрессивной грунтовкой.
Следуя определенным инструкциям по сварке растворителем в холодную погоду и проявив терпение, вы сможете успешно сваривать соединения труб растворителем при отрицательных температурах (до -15°F).
Мы делимся семью советами, как обеспечить надежное соединение труб с помощью клеевого соединения в холодные зимние месяцы.
- Изготовьте как можно большую часть трубопроводной системы в теплой среде.
Мы рекомендуем собирать как можно большую часть системы трубопроводов в отапливаемом рабочем помещении. Если вы сможете контролировать температуру, это улучшит суставы.
Любые соединения, которые должны быть выполнены на месте сборки, должны быть защищены каким-либо временным или переносным укрытием.
- Храните цемент и грунтовки в более теплом месте.
Более холодные условия требуют хранения клея для труб в более теплой среде (выше 40°F). Важно не оставлять растворимый цемент на холоде на длительное время, потому что он приобретет гелеобразную консистенцию. Если цемент загустеет, мы не рекомендуем его использовать. Растворяющий цемент должен оставаться жидким.
Если у вас на строительной площадке есть крупногабаритные предметы, обязательно храните их в помещении с регулируемой температурой, чтобы они не соприкасались с холодом.
Может быть, вы держите цемент и грунтовку на приборной панели грузовика, когда перемещаетесь между рабочими площадками. В этом случае, если вы отсутствовали в течение нескольких часов, мы рекомендуем принести их внутрь после вашего последнего звонка в службу поддержки. Таким образом, продукт может акклиматизироваться к более высокой температуре и достичь нужной консистенции для вашего следующего проекта.
- Удалите влагу с концов труб и поверхностей.
Перед началом процесса сварки растворителем очистите концы труб и фитинги от влаги, остатков воды или льда. Если влага проникнет в цемент, он превратится в гель.
Конечно, сырость иногда неизбежна. В этом случае мы рекомендуем использовать растворяющий цемент, предназначенный для отверждения во влажных условиях, такой как Oatey Rain-R-Shine, быстросхватывающийся цемент, предназначенный для влажных условий.
- Агрессивно нанесите грунтовку на фитинги и трубы.
В частности, в более холодных условиях обязательно наносите и активно работайте с грунтовкой. Для создания сварного шва на трубах из ПВХ и ХПВХ необходимо использовать грунтовку. Oatey Purple Primer — это грунтовка, включенная в список NSF, для использования на всех сортах и классах труб и фитингов из ПВХ и ХПВХ.
Чтобы понять важность нанесения грунтовки, может быть полезно представить себе фитинг и трубу как кожу. Ваши поры покрыты и плотно закрыты; более агрессивное нанесение грунтовки на фитинг и трубу гарантирует, что вы откроете поры. Таким образом, вы подготавливаете трубу к приему цемента.
При нанесении грунтовки на фитинги и трубы не забывайте повторно погружать ее после каждого нанесения. После того, как вы загрунтовали трубу и фитинг, у вас есть пять минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание негативно повлияет на создание хорошего сварного шва.
- Энергично встряхните или перемешайте цемент перед использованием .
Перед каждым использованием рекомендуется встряхнуть баллончик или перемешать его содержимое перед применением. Это поможет смешать компоненты цемента, обеспечив однородную консистенцию.
- Выждите больше времени отверждения перед тестированием или использованием системы .
Время отверждения зависит от нескольких факторов: материала трубы, размера трубы, температуры и влажности окружающей среды. Тем не менее, цемент на растворителе требует больше времени для отверждения при более низких температурах. Подождите, пока растворители испарятся, прежде чем тестировать систему или вводить ее в эксплуатацию.
При температурах от 20°F до 40°F полное отверждение соединения может занять до трех дней в условиях более высокого давления. Тем не менее, обязательно сверяйтесь со средним временем отверждения швов, указанным производителем растворяющего цемента из ПВХ, АБС и ХПВХ. При температурах ниже 20°F мы рекомендуем обращаться в службу технической поддержки Oatey для получения точной информации о времени отверждения.
При температурах ниже 20°F мы рекомендуем обращаться в службу технической поддержки Oatey для получения точной информации о времени отверждения.
Не пытайтесь ускорить время отверждения путем прямого нагревания соединения , так как это может ухудшить прочность соединения или повлиять на целостность трубы.
Однако для ускорения процесса можно создать среду с регулируемой температурой. Если у вас есть временно отапливаемое помещение, вы можете закрыть отверстия в жилище, чтобы ускорить процесс, оставив концы труб открытыми, чтобы поток воздуха мог попасть в систему и помочь растворителям испариться.
Просмотрите наш обзорный документ для получения дополнительной информации обо всех наших цементных предложениях и времени их отверждения/схватывания.
- Следуйте всем стандартам и шагам ASTM .
Важно соблюдать все стандарты и этапы ASTM в процессе сварки растворителем. Убедитесь, что вы ничего не пропустили при подготовке трубы — например, решили не снимать фаску на трубе.
Если не снять фаску с трубы или не скосить наружную кромку, острые кромки могут соскребать цемент со стенок фитинга при вставке трубы. Это потенциально может привести к блокировке или утечкам.
При более низких температурах особенно важно не пропустить эти этапы, поскольку холод затрудняет создание сварного соединения с использованием растворителя. Чтобы убедиться, что вы соблюдаете все стандарты ASTM и создаете идеальный сварной шов, избегайте этих пяти распространенных ошибок при сварке с помощью растворителя.
Благодаря нашим советам по сварке растворителем в холодную погоду вы сможете создать долговечные и герметичные соединения этой зимой.
Биография автора: Шон Комерфорд — специалист по техническому обслуживанию клиентов в компании Oatey Co. работы по пожарной охране. Он имеет лицензию штата Огайо на противопожарную защиту для спринклеров и стояков.
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения размягченных поверхностей термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сваривать пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
 1. Начните с очистки и подготовки рабочего места
1. Начните с очистки и подготовки рабочего места Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Сожмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать стыки на месте: Перед включением фонарика убедитесь, что вы сформировали желаемый стык. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Разогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Воздействие на пластик при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0011 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для большей однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сваривать пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс.
 Время обработки для этого метода составляет от 2 до 5 секунд.
Время обработки для этого метода составляет от 2 до 5 секунд. - Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для выделения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.

- Сварка пластмасс не требует расходных материалов.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Рабочие инструменты всегда определяют вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки, .
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.