
особенности, материалы и оборудование, технология, способы
Для соединения металлических труб небольшого диаметра (до 100-150 мм) при монтаже чаще всего используют газовую сварку.
Содержание
- 1 Что собой представляет газовая сварка
- 2 Особенности применения при работе с трубами
- 3 Материалы и оборудование
- 4 Технология
- 5 Подготовка труб
- 6 Способы газосварки
Что собой представляет газовая сварка
Основой газовой сварки является разогрев срезов металла пламенем, образующимся при горении смеси кислорода с горючим газом, и затем заполнение стыка между свариваемыми элементами расплавленным металлом. Прочность сварного шва при газовой сварке ниже, чем в результате других видов сварки (например, электродуговой), но при монтаже труб небольшого диаметра (до 150 мм) или с тонкими стенками (менее 3,5 мм) это единственный возможный способ их соединения.
Особенности применения при работе с трубами
Трубопроводы чаще всего предназначены для транспортировки жидкости или газа. Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Газовая сварка труб осуществляется одним слоем и за один проход. Допустимая выпуклость стыкового шва не более 1-3 мм.
Шов должен быть гладким, без пропусков и неровностей, с постепенным переходом к металлу свариваемых частей.
Материалы и оборудование
При газовой сварке применяются материалы:
- Кислород. Обеспечивает процесс горения.
- Горючее вещество (газ). Используются ацетилен (чаще всего), пропан, метан, пары керосина. Для соединения труб из цветных металлов или легированной стали применяют аргон.
- Присадочный материал – сварочная проволока. Ее состав зависит от состава свариваемого материала.
- Флюсы.
 Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Оборудование для газосварочных работ:
- Баллоны с кислородом и горючим веществом.
- Горелка.
- Газовые редукторы для регулирования давления на выходе газа из баллона.
- Генератор ацетилена (если ацетилен не в баллоне).
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º. Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Перед началом газосварочных работ трубы центруют и прихватывают в разных местах с равным интервалом. Количество прихваток зависит от диаметра.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Способы газосварки
Сварка труб осуществляется двумя способами:
- Шов выполняется слева направо (правый способ).
 Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда. - Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.
Если объект в процессе сварки можно повернуть, то работу производят в нижнем положении. Если стык неповоротный, то работу осуществляют поэтапно нижним, вертикальным и потолочным швом. Это наиболее сложный вариант газосварочных работ. Если диаметр не превышает 150 мм, выполняется сначала нижняя половина шва, затем верхняя в обратном направлении.
Более широкие трубы (до 300 мм и больше) свариваются по четырем участкам окружности.
После проведения сварочных работ швы очищаются от шлаков и окалины и проверяются на наличие дефектов: трещин, отверстий, подрезов. Выпуклость шва должна быть 1-3 мм, но не больше 40% толщины металла, ширина не должна превышать толщину стенки трубы больше, чем в 2,5 раза. Поверхность должна быть ровной и гладкой. Если шов имеет дефекты, его необходимо исправить.
Газовая сварка труб: технология и оборудование
Главная » Сварка » Сварка Труб
Сварка Труб
Автор admin На чтение 4 мин. Просмотров 2.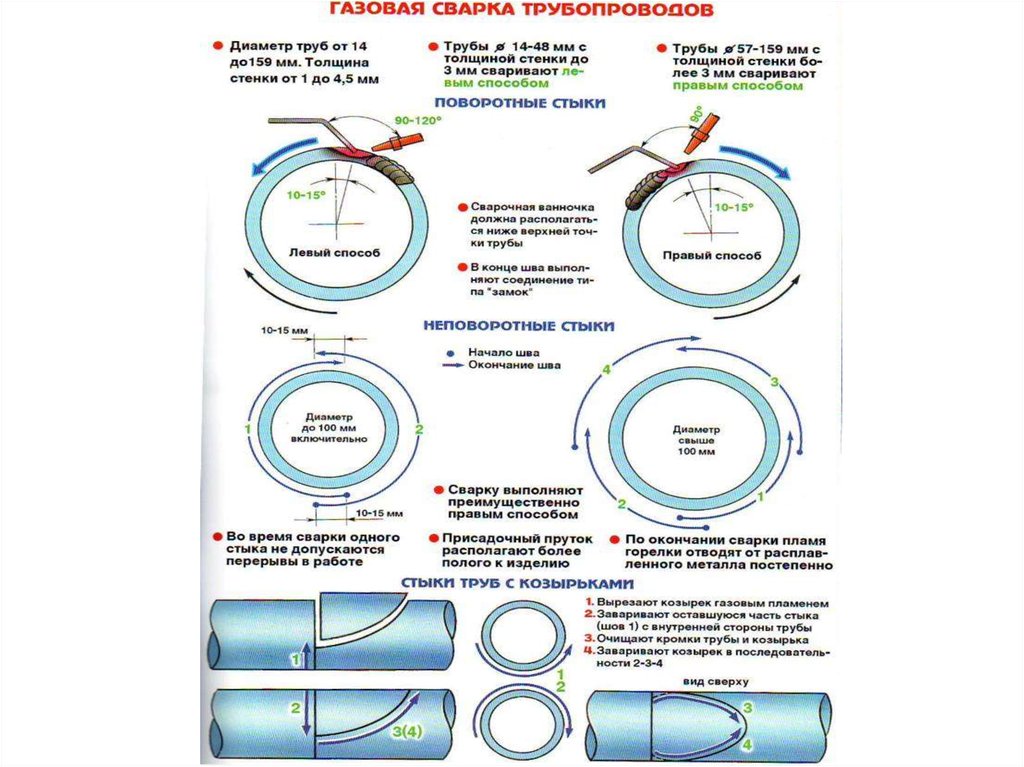 6k. Опубликовано
6k. Опубликовано
Газовая сварка труб – одна из наиболее популярных технологий, в ходе которой используется термомеханический способ соединения элементов конструкции. Суть процесса заключается в том, чтобы нагреть кромки отдельных участков трубопровода до расплавленного состояния при помощи сварочной горелки и высокотемпературного пламени, образованного за счёт сжигания газокислородной смеси.
Для получения технологического зазора в сварочном соединении используется расплавленная присадочная проволока.
Содержание
- Особенности применения газовой сварки
- Материалы и аппараты для газовой сварки
- Оборудование для газовой сварки
- Газовая сварка труб — преимущества и недостатки технологии
Особенности применения газовой сварки
Технология газовой сварки труб позволяет использовать данную методику в работе с любыми видами металла, которые используются при производстве. При этом трубы из свинца, чугуна, меди или латуни значительно легче будет сварить при использовании газового способа в сравнении с дуговым. Кроме того, существенную роль играет простота необходимого для выполнения работ оборудования, которое к тому же не требует значительных капиталовложений.
При этом трубы из свинца, чугуна, меди или латуни значительно легче будет сварить при использовании газового способа в сравнении с дуговым. Кроме того, существенную роль играет простота необходимого для выполнения работ оборудования, которое к тому же не требует значительных капиталовложений.
При газовой сварке труб чаще всего используется смесь кислорода и ацетилена. Смешивание происходит следующим образом: очищенный кислород под давлением около 150 атм. из стальных баллонов через редуктор, предназначенный для снижения давления газа в системе до номинальных рабочих параметров, по отдельному резиновому шлангу с ниппелем подаётся в сопло. Ацетилен – газ, горящий в струе кислорода при температуре пламени до 3 000 ˚С транспортируется в камеру для смешивания по отдельному шлангу.
Материалы и аппараты для газовой сварки
Основными инструментами для выполнения подобных работ становится резак и горелка с подключёнными к ней шлангами для подачи ацетилена и кислорода. В процессе газовой сварки труб можно регулировать тепловую мощность путём изменения интенсивности потока кислорода и горючего газа. Инжекторные и безинжекторные горелки используются не только для выполнения сварочных работ, но и для наплавки, пайки или подогрева металла.
В процессе газовой сварки труб можно регулировать тепловую мощность путём изменения интенсивности потока кислорода и горючего газа. Инжекторные и безинжекторные горелки используются не только для выполнения сварочных работ, но и для наплавки, пайки или подогрева металла.
Прежде, чем попасть в сопло горелки кислород и ацетилен подаются в специальную камеру для лучшего смешивания. Доля обоих газов в составе смеси может быть отрегулирована при помощи кранов. Таким образом, создаются необходимые условия для того, чтобы металл нагревался до температуры сгорания в подаваемой струе кислорода с максимальной эффективностью.
В некоторых случаях допускается замена ацетилена парами керосина, пропаном, водородом или метаном. Эти газы-заменители используются достаточно часто ввиду сравнительно высокой стоимости ацетилена.
Недостатками такого решения можно назвать существенно более низкую температуру пламени при их сгорании (в среднем этот показатель ниже на 450-750 ˚С).

В связи с этим технология газовой сварки труб включает дополнительное использование флюсов при работе с чугуном или цветными металлами, сварочной проволоки с повышенным содержанием марганца и кремния,как эффективного раскислителя.
Оборудование для газовой сварки
- Горючий газ и кислород.
- Проволока нужной марки для выполнения присадки, флюс или сварочный порошок при необходимости.
- Кислородные редукторы, понижающие давление до рабочих значений.
- Генератор для синтеза ацетилена из карбида кальция или баллон с готовым газом.
- Горелки с набором наконечников, который позволит работать с деталями различной толщины и параметров плавкости.
- Рукава для подачи газа к соплу.
- Набор инструментов для очистки металла в ходе работы.
Среди базовых преимуществ газовой сварки стоит отметить его простоту в сравнении с другими технологиями, которые позволяют добиться аналогичного результата. Кроме того, в данном случае нет необходимости в использовании сложного дорогостоящего оборудования или источника энергии. Путём регулирования мощности пламени можно достаточно легко переходить к сварке разных по толщине и тугоплавкости элементов трубопровода.
Путём регулирования мощности пламени можно достаточно легко переходить к сварке разных по толщине и тугоплавкости элементов трубопровода.
Среди недостатков существенно то, что в процессе выполнения работ образуется достаточно большая зона теплового нагрева. Кроме того, неблагоприятным фактором является невысокая скорость нагрева в сравнении с электродуговой сваркой.
Газовая сварка труб требует достаточно высокого уровня знаний и опыта для качественного выполнения поставленной задачи: необходимо правильно выбрать мощность пламени, добиться оптимального соотношения пропорций в газокислородной смеси, чтобы избежать коробления свариваемых деталей и получить сварное соединение высокого качества.
Что такое сварка труб? (Все, что вам нужно знать)
Сварка труб – это метод соединения двух труб вместе. Методы сварки, используемые для труб, включают процессы дуговой сварки, включая сварку MIG и сварку TIG. Некоторые проводят различие между сваркой труб и сваркой трубопроводов, причем сварка труб относится к металлическим трубам на заводах и нефтеперерабатывающих заводах, а сварка трубопроводов относится к трубам, используемым для транспортировки газа, воды, нефти и других жидкостей на многие мили.
Некоторые проводят различие между сваркой труб и сваркой трубопроводов, причем сварка труб относится к металлическим трубам на заводах и нефтеперерабатывающих заводах, а сварка трубопроводов относится к трубам, используемым для транспортировки газа, воды, нефти и других жидкостей на многие мили.
Сварщики труб и трубопроводов выполняют сварочные работы в строительной отрасли, на нефтяных и газовых месторождениях, в водном хозяйстве, в производственных цехах и на атомных электростанциях, среди прочего. При соединении новых труб или ремонте старых сварка труб обычно выполняется в соответствии с соответствующими нормами и стандартами.
Содержание
Нажмите на ссылку ниже, чтобы перейти к разделу руководства:
- Используемые типы сварки
- шагов
- Проходит
- Позиции
- Преимущества
- Общие вопросы
- Приложения и примеры
- Часто задаваемые вопросы
- Заключение
Сварка труб и трубопроводов обычно выполняется с использованием одного из нескольких процессов дуговой сварки, включая:
1.
 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW ), Дуговая сварка с защитой от флюса или сварка электродами.
Также известная как сварка дымохода, использование SMAW для сварки труб означает, что во время сварки не требуется флюс или защитный газ, что делает сварочное оборудование простым и портативным. Металл сваривается путем расплавления электродов за счет тепла, выделяемого электрической дугой. Хотя SMAW имеет некоторые преимущества, низкая скорость перемещения означает, что он не так продуктивен, как другие методы.
2. Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом (GMAW), включая сварку в среде инертного газа (MIG) и сварку в среде активного газа (MAG).
Предлагая более высокую производительность, чем SMAW, эти методы требуют лучшего контроля параметров сварки для обеспечения высокого качества и эффективности работы. Обычно выполняемая на полуавтоматическом или полностью автоматическом оборудовании, GMAW обеспечивает высокую скорость осаждения с низким образованием дыма.
Обычно выполняемая на полуавтоматическом или полностью автоматическом оборудовании, GMAW обеспечивает высокую скорость осаждения с низким образованием дыма.
3. Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) – включая FCAW в самозащитной среде и в среде защитного газа.
FCAW с защитным газом использует полуавтоматические аппараты для обеспечения высокопроизводительной сварки труб, хотя ветреная погода может нарушить подачу защитного газа и привести к дефектам пористости. Самозащитный FCAW позволяет избежать этого, поскольку не требует защитного газа, но имеет более низкую скорость осаждения.
4. Дуговая сварка под флюсом
Дуговая сварка под флюсом — это полуавтоматический процесс, при котором дуга не видна, что может затруднить ее отслеживание. Тем не менее, он предлагает самые высокие скорости наплавки среди всех различных методов сварки трубопроводов, а также обеспечивает бездефектную поверхность.
5.
 Сварка вольфрамовым электродом в среде инертного газа (TIG)
Сварка вольфрамовым электродом в среде инертного газа (TIG)Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW).
Сварка ВИГ имеет низкую скорость наплавки и более высокую стоимость оборудования, чем другие методы сварки труб. Тем не менее, он обеспечивает очень высокое качество сварных швов (в зависимости от навыков сварщика), что делает его идеальным для ответственных и высокоточных сварочных работ.
Как и при всех сварочных работах, необходимо выполнить ряд шагов, начиная с выбора процесса, который включает в себя рассмотрение таких факторов, как:
- Материал трубы
- Диаметр трубы и толщина стенки
- Место сварки
- Свойства сварки
- Направление сварки (вверх или вниз)
- Требуемое качество сварки
- Экономические соображения
- Здоровье и безопасность
- Выходную мощность
- Рабочий цикл
- Портативность
- Безопасность
Когда выбор процесса и оборудования завершен, настало время приступить к фактической сварке, обычно со следующими этапами:
- Подготовка шва: Подготовка шва должна соответствовать соответствующим рекомендациям, изложенным в соответствующем стандарте
- Очистка концов труб: Удалите нежелательную влагу или покрытия, включая масло, краску, ржавчину или лак.
 Это предотвратит дефекты и дорогостоящий ремонт или повторную сварку.
Это предотвратит дефекты и дорогостоящий ремонт или повторную сварку. - Сварка: Выбрав правильные материалы (включая электроды) и параметры (требования к предварительному нагреву и т. д.) в соответствии с требуемыми спецификациями, сварку можно начинать с корневых проходов. Горячие проходы следуют за этим перед проходами заполнения и окончательной заглушки.
- Ремонт: В идеале этот шаг можно пропустить, но стоит проверить сварной шов и устранить дефекты.
Для сварки труб требуется несколько различных проходов:
- Корневые проходы : Эти первые проходы должны заполнить зазор между двумя секциями трубопровода.
- Горячие проходы : Соединяют корневой шов с обеими поверхностями разделки.
- Заполняющие проходы : Эти проходы заполняют большую часть канавки до того, как будут выполнены окончательные проходы заглушек.
- Проходы с заглушками: Эти заключительные проходы должны завершать сварку с минимальным образованием наростов за пределами поверхности трубы.

Существует четыре типа положения сварки труб; 1G, 2G, 5G и 6G. Каждое положение указывает, является ли труба стационарной или вращающейся, а также расположена ли труба горизонтально, вертикально или под углом.
- 1G Сварка: В этом положении труба располагается горизонтально. Трубу можно вращать вдоль горизонтальной оси (X), при этом сварочный аппарат остается неподвижным. Сварка выполняется в верхней части трубы и является самой основной из позиций сварки труб.
- 2G Сварка: В этом положении труба устанавливается в вертикальном положении. Трубу можно вращать по вертикальной оси (Y), при этом сварочный аппарат остается неподвижным. Сварка выполняется горизонтально со стороны трубы.
- 5G Welding: В положении 5G труба размещается горизонтально, но, в отличие от положения 1G, труба не может вращаться.
 Вместо этого сварщик должен двигаться вокруг стационарной трубы в вертикальном направлении, чтобы создать сварной шов.
Вместо этого сварщик должен двигаться вокруг стационарной трубы в вертикальном направлении, чтобы создать сварной шов. - 6G Сварка: В этом положении труба наклоняется под углом 45° для создания наклонной поверхности. Труба закреплена, как и в 5G, и сварщик должен перемещаться по трубе. Это самая продвинутая из четырех позиций, требующая от трубосварщика более высокого уровня знаний.
Сварщики будут изучать каждый тип положения по очереди, причем 1G будет самым легким для освоения, а 6G — самым сложным. Сварщик должен будет пройти сертификацию по каждой должности по очереди, поэтому тот, кто имеет квалификацию 1G, не может сваривать 2G, 5G или 6G, но если у вас есть квалификация 6G, вы можете сваривать любую из других должностей. Эти нормы обеспечивают безопасность рабочей среды при выполнении сварных швов труб.
Сварка труб имеет ряд преимуществ по сравнению с другими методами соединения, такими как резьбовые фитинги. К этим преимуществам относятся:
1.
 Меньше фитингов
Меньше фитинговСварка устраняет необходимость в фитингах для соединения прямых участков трубы. Резьбовая труба требует фитинга между каждым соединением, в то время как сварка может быстро соединить трубы после подготовки концов соединяемых частей.
2. Низкие затраты
Для сварных труб можно использовать трубы с более тонкими стенками, чем для резьбовых соединений, что приводит к значительной экономии средств при больших тиражах и больших объемах работ. Свинчивание труб вместе может потребовать более высоких трудозатрат наряду с более высокими затратами на сами резьбовые фитинги.
3. Улучшенный поток
Резьбовые фитинги создают турбулентность и сопротивление жидкости потоку через трубу. Сварные решения могут создавать гладкие и обтекаемые поверхности для улучшения потока.
4. Простота ремонта
Сварные системы обычно легче ремонтировать, чем системы с резьбой. Там, где сварную трубу часто можно отремонтировать на месте, резьбовая система требует разборки и повторной сборки для ремонта. Это, очевидно, увеличивает трудозатраты и время простоя трубопроводной системы.
Это, очевидно, увеличивает трудозатраты и время простоя трубопроводной системы.
5. Меньше утечек
Сварная труба, как правило, лучше справляется с вибрацией, чем резьбовая система, что делает ее менее подверженной утечкам.
6. Упрощенная изоляция
Сварные трубы легче изолировать, так как нет резьбовых соединений, которые создают сложные неровности, требующие покрытия.
7. Расположение
Сварные трубы можно размещать близко друг к другу, но для труб с резьбой требуется дополнительное пространство, чтобы можно было использовать гаечные ключи и другие инструменты.
8. Труд
В то время как трудозатраты, необходимые для сварки или свинчивания труб меньшего размера, примерно одинаковы по мере увеличения размера трубы, поэтому трудозатраты и время, необходимое для установки сварной трубы, уменьшаются по мере увеличения свинчиваемой трубы. Резьбовая труба также требует различных инструментов для труб разных размеров, в то время как опытный сварщик может использовать один и тот же сварочный аппарат для труб разных размеров.
Лучший способ избежать распространенных ошибок при сварке труб — это понять процесс и условия работы, связанные с процессом.
Во-первых, соединяемые трубы необходимо правильно подготовить, убедившись, что соединяемые края чистые и прямые. Если это сделать неправильно, могут возникнуть проблемы, включая непровар сварного шва, шлаковые ловушки и включения водорода.
Помимо подготовки, существует ряд проблем, связанных с условиями работы сварщика. Сам процесс может привести к травме, если не будут приняты надлежащие меры предосторожности. Риски включают тепло, создаваемое сварочными инструментами, яркий свет, создаваемый дугой, и выделение частиц или газов.
Сварка труб может добавить дополнительные опасности из-за условий работы, связанных с трубами. Это включает в себя необходимость работать в неудобных или даже опасных положениях и местах, в том числе под землей или под водой. Другие факторы могут включать работу в очень жарких или холодных условиях, в зависимости от расположения трубы, а также опасности, связанные с содержимым трубы, будь то сточные воды или масло.
Однако при правильной подготовке, обучении и оборудовании многие из этих проблем можно решить.
Поскольку сварка труб относится к соединению металлических труб, у этого навыка есть множество применений. Количество применений увеличивается, так как сварка является одним из наиболее экономичных способов соединения нескольких секций трубы.
Следовательно, сварка труб используется в различных отраслях промышленности, включая транспортировку природных ресурсов на нефтеперерабатывающие заводы, по магистральным или международным трубопроводам, а также на заводы по переработке полезных ископаемых.
Сварщики труб также работают на заводах химической обработки, производства продуктов питания и напитков и производства электроэнергии, а также обеспечивают инфраструктуру для поставщиков воды и газа, строительной отрасли и т.д.
Трудно ли сваривать трубы?
Сварка труб часто является более сложной задачей, чем другие виды сварки, и требует более высокого уровня навыков сварщика. Это может быть связано с условиями работы, а также с такими факторами, как угол перемещения сварного шва, положение трубы и диаметр трубы. Сложность возрастает по мере изменения положения с 1G на 6G (см. «Позиции сварки труб» выше).
Это может быть связано с условиями работы, а также с такими факторами, как угол перемещения сварного шва, положение трубы и диаметр трубы. Сложность возрастает по мере изменения положения с 1G на 6G (см. «Позиции сварки труб» выше).
Опасна ли сварка труб?
Сварка труб может быть опасной, если не будут приняты надлежащие меры предосторожности. Сварка может подвергать сварщиков воздействию дыма, пыли и других частиц в воздухе, а также высокой температуре и опасным уровням света, которые могут быть вредными без надлежащего защитного оборудования. Опасности увеличиваются из-за условий, в которых могут работать сварщики труб, что делает сварку труб потенциально опасной.
Какой тип сварки относится к сварке труб?
При сварке труб используются методы дуговой сварки, включая дуговую сварку металлическим электродом в среде защитного газа (SMAW), дуговую сварку металлическим электродом в среде защитного газа (GMAW), включая сварку MIG и MAG, дуговую сварку с флюсовой проволокой (FCAW), дуговую сварку под флюсом и вольфрам в среде инертного газа (ВИГ) сварка.
Сколько времени занимает сварка трубы?
Время, необходимое для сварки трубы, зависит от таких факторов, как размер трубы, условия работы и уровень квалификации сварщика. Кроме того, количество требуемых проходов может меняться для разных работ, а разные методы сварки имеют разную скорость наплавки (например, MIG обычно быстрее, чем TIG). Однако, как показывает опыт, средний сварщик может выполнить 140 дюймов сварки в час. Сравнивая эту часовую скорость с диаметром трубы, вы можете получить представление о том, сколько времени потребуется на сварку трубы.
Что такое сварка печных труб?
Сварка печных труб (иногда называемых «дымоходами») представляет собой вариант метода ручной дуговой сварки металлическим электродом в среде защитного газа (MMA/SMAW). Это один из наиболее распространенных методов сварки трубопроводов в отраслях, транспортирующих нефть, газ и воду, и позволяет выполнять позиционную сварку и обеспечивать высокую производительность при прокладке стальных трубопроводов. Вы можете узнать больше о сварке печных труб в нашем FAQ здесь .
Вы можете узнать больше о сварке печных труб в нашем FAQ здесь .
Что такое сварка труб 5g?
Сварка труб 5G относится к положению, в котором сваривается труба. При сварке 5G трубы размещаются горизонтально в фиксированном положении, и сварщик перемещается вокруг труб, сваривая в вертикальном направлении.
Что такое сварка труб 6g?
Сварка труб 6G относится к положению, в котором сваривается труба. В этом положении труба размещается под углом около 45° от горизонтальной (X) или вертикальной (Y) оси. Труба фиксируется, и сварщик перемещается вокруг трубы, чтобы выполнить сварку. Это самое передовое положение для сварки труб.
Что такое сварка труб с уклоном?
Сварка труб с наклоном вниз — это когда сварка выполняется с поступательным движением вниз, в отличие от сварки труб с восходящим уклоном, при которой сварка выполняется с поступательным движением вверх. Хотя сварка вверх считается более прочной и лучше подходит для более толстых материалов, она занимает больше времени и имеет больший потенциал прожога, чем сварка вниз. На более тонких стенках труб сварка под наклоном позволяет сварщику работать «горячо и быстро», повышая производительность там, где проникновение тепла не является такой проблемой.
На более тонких стенках труб сварка под наклоном позволяет сварщику работать «горячо и быстро», повышая производительность там, где проникновение тепла не является такой проблемой.
Как называют трубосварщика?
Сварщиков труб, в отличие от сварщиков трубопроводов, также иногда называют слесарями-трубопроводчиками, слесарями-паропроводчиками или просто «слесарями». Они отвечают за сборку, установку, техническое обслуживание и ремонт трубопроводных систем и арматуры.
Сварка труб использует дуговую сварку для соединения металлических труб. Хотя иногда проводится различие между сваркой труб и сваркой трубопроводов, между ними есть много общего.
Сварщики труб, иногда называемые трубомонтажниками, работают в строительной отрасли, на нефтяных и газовых месторождениях, в водном хозяйстве, в производственных цехах и в энергетике, среди прочих отраслей.
Сварка труб может быть трудным навыком и может также включать работу в неудобных или потенциально опасных местах, однако при правильном опыте, мерах безопасности и стандартах сварка часто предпочтительнее других методов соединения труб.
Соответствующие часто задаваемые вопросы (FAQ)
Советы по процедурам сварки газопроводов
Трубопровод природного газа относится к трубопроводу, транспортирующему природный газ (включая попутный газ нефтяных месторождений) от места эксплуатации или очистных сооружений до городского газораспределительного центра. или пользователей. В этой статье представлен процесс сварки проекта транспортировки газопровода, расчетное давление которого составляет 6,3 МПа, стальная труба API 5L X60 LSAW с внешним диаметром 508 × 11,1 мм и общей длиной 10 км. Процесс сварки в основном представляет собой полуавтоматическую сварку, а в некоторых частях используется ручная дуговая сварка вниз. Бумага включает в себя выбор материалов, последовательность сварки и формы канавки, проверку сварки для сварки газотранспортного трубопровода.
Сварочный материал
В соответствии с проектными требованиями проекта: целлюлозный электрод AWS E6010 используется для ручной дуговой сварки, электрод AWS E8010 используется для заполнения и электрод с низким содержанием водорода AWS E8018G используется для покрытия. Для полуавтоматической сварки используется сварочная проволока AWS E6010, а для заполнения и укупорки – порошковая проволока E71T8-NI1 или E71T8-K6. Выбранный электрод должен соответствовать AWS A5.1 и A5.5, а провод — AWS A5.29.
Для полуавтоматической сварки используется сварочная проволока AWS E6010, а для заполнения и укупорки – порошковая проволока E71T8-NI1 или E71T8-K6. Выбранный электрод должен соответствовать AWS A5.1 и A5.5, а провод — AWS A5.29.
Сварочное оборудование
Дуговая сварка постоянным током или полуавтоматическая сварка должны использоваться в соответствии с требованиями к сварочным материалам и условиями строительства.
Процедуры сварки
В этом документе описывается процесс сварки нисходящим швом заднего шва газопровода. Все слои основной сварки завершаются ручной сваркой вниз, а сварка в среде защитного газа используется для тепловой сварки, присадочной сварки и сварки покрытия. Сварочный процесс нисходящей сварки включает сборку труб → шлифование скребков → групповое сопряжение → сварку.
- Подготовка перед сваркой. Перед сваркой трубы удалите загрязнения в трубе и масляные пятна, ржавчину и другие загрязнения на поверхностях на обоих концах паза и отполируйте их в пределах 10 мм с обеих сторон горловины трубы для придания металлического блеска и защиты канавка.
 Для трубопровода природного газа, не содержащего серу, сварное соединение обычно имеет V-образную форму, угол разделки составляет 600 ± 2,50, тупая кромка составляет от 0 до 0,5 мм, а зазор разделки составляет от 3,0 до 4,5 мм. .
Для трубопровода природного газа, не содержащего серу, сварное соединение обычно имеет V-образную форму, угол разделки составляет 600 ± 2,50, тупая кромка составляет от 0 до 0,5 мм, а зазор разделки составляет от 3,0 до 4,5 мм. .
- Сборка и позиционирующая сварка. Сборка труб и позиционирующая сварка являются ключом к обеспечению качества сварки вниз и хорошего формирования обратной стороны соединения труб. Позиционная сварка является частью формального сварного шва, наилучшей является односторонняя сварка с двусторонним формированием и обеспечение качества сварки. Внутренний зажим можно использовать для выполнения корневой сварки за один раз, а затем зажим можно снять после корневой сварки. 6~7 установочных швов равномерно распределяются по всей окружности сварочного порта с помощью внешнего зажима. Суммарная длина сварки должна быть не менее 50 % длины окружности трубы до снятия внешнего зажима.
- Когда конец трубы соединяется с головкой, для сборки используется внешний хомут; Последний должен удалить следы резания на поверхности канавки.
 Вертикальное отклонение между поверхностью реза и осевой линией трубы должно быть менее 1,5 мм. Размер паза показан на рисунке ниже.
Вертикальное отклонение между поверхностью реза и осевой линией трубы должно быть менее 1,5 мм. Размер паза показан на рисунке ниже. - При сварке двух труб с одинаковой толщиной стенки количество смещенных кромок должно соответствовать требованиям. При соединении с трубами с разной толщиной стенки и одинаковым наружным диаметром величина изнаночной стороны сопряжения не должна превышать 10 % от толщины тонкой стенки и не должна превышать 1 мм; Разница в толщине стенки менее 1 мм может быть непосредственно сварена; Разница в толщине стенки должна быть меньше или равна 30% толщины тонкой стенки, а обработка конца трубы толстостенной трубы должна обеспечивать, чтобы несовпадение краев интерфейса не превышало 10% толщины тонкой стенки. Сварной шов двух труб должен располагаться в шахматном порядке более чем на 100 мм, а радиус кривизны упругой укладки труб должен быть больше 1000D.
- Принцип тонкослойной многопроходной сварки, примеси, такие как шлак и брызги, должны быть удалены между слоями, и должен быть проведен строгий осмотр внешнего вида.
 После подтверждения отсутствия дефекта можно выполнять следующий слой сварки. Точки начала или закрытия дуги каждого слоя сварного шва смещены на 20–30 мм, а точки начала и конца дуги корневой сварки должны для обеспечения провара, неровный наплавленный металл в проходе после корневой сварки должен быть отшлифован во избежание включения шлака. Сварку горячим проходом следует выполнять как можно скорее после корневого шва. Интервал между корневым проходом и сваркой горячим проходом не должен превышать 5 минут.
После подтверждения отсутствия дефекта можно выполнять следующий слой сварки. Точки начала или закрытия дуги каждого слоя сварного шва смещены на 20–30 мм, а точки начала и конца дуги корневой сварки должны для обеспечения провара, неровный наплавленный металл в проходе после корневой сварки должен быть отшлифован во избежание включения шлака. Сварку горячим проходом следует выполнять как можно скорее после корневого шва. Интервал между корневым проходом и сваркой горячим проходом не должен превышать 5 минут. - Сварочный шлак и брызги на поверхности сварного шва должны быть своевременно удалены после сварки, а качество поверхности должно быть тщательно проверено. Поверхность не должна иметь трещин, непроваров, пористости, шлаковых включений и других дефектов.
- Неразрушающий контроль. 100% рентгеновский и ультразвуковой контроль должны проводиться для всего процесса сварки после сварки. После того, как испытание будет квалифицировано, может быть проведена термообработка после сварки.
 После термической обработки необходимо провести ультразвуковой контроль сварного соединения с выборкой 10 %. Если при осмотре в сварном шве обнаружены трещины и другие явления, допускается только один ремонт этой детали.
После термической обработки необходимо провести ультразвуковой контроль сварного соединения с выборкой 10 %. Если при осмотре в сварном шве обнаружены трещины и другие явления, допускается только один ремонт этой детали.
| Сварной шов | Процесс | Сварочный материал | Диаметр | Полярность | направление сварки | сварочный ток, А | Напряжение дуги, В | Скорость подачи, дюйм/мм | Скорость сварки, см/мин |
| Корневая сварка | GMAW | Э80К-Ни | 1,2 мм | Перевернутый | Вниз | 140-180 | 14-18 | 150-180 | 18-35 |
| Сварка горячим способом | FCAW-S | Э818Т-Ни2Дж Э818Т-Г Э551Т8-К2 | 2,0 мм | Получено | Вниз | 160-260 | 18-24 | 80-100 | 18-30 |
| Присадочная сварка | FCAW-S | Э818Т-Ни2Дж Э818Т-Г Э551Т8-К2 | 2,0 мм | Получено | Вниз | 170-280 | 18-24 | 80-120 | 16-28 |
| Сварной шов крышки | FCAW-S | Э818Т-Ни2Дж Э818Т-Г Э551Т8-К2 | 2,0 мм | Получено | Вниз | 160-240 | 18-24 | 80-100 | 16-24 |
Квалификация процедуры сварки, процедура сварки, испытания и проверка, а также параметры процедуры сварки должны быть определены до использования сварки вниз.
- Сварные соединения: Сварные соединения подвержены дефектам при сварке труб. Следует удалить шлак из воронки дуги, зажечь дугу на вершине воронки, слегка приостановить воронку дуги и осторожно покачать до ее заполнения, а затем производить сварку с нормальной скоростью сварки.
- Скорость сварки: скорость сварки следует определять в зависимости от диаметра и толщины стенки трубы. Если скорость сварки мала, расплавленная ванна будет течь вниз, что приведет к пористости и шлаковым включениям. Слишком быстрая сварка приведет к заполнению шва.
- Сварка валиком: при сварке валика обычно используется метод выпрямления с подачей проволоки. Трубы с большой толщиной стенки можно сваривать рядами, чтобы заполнить более широкую канавку. Прямая транспортировка проволоки проста в эксплуатации и обеспечивает хорошее качество сварки и механические свойства. Также возможно сплавление кромок сварного шва с легким покачиванием при подаче проволоки.
- Сварка защитным валиком: при сварке защитным валиком сварной шов должен располагаться в шахматном порядке с швом присадочной сварки.
