Электродный нагрев жидких сред / Публикации / Energoboard.ru
24 июля 2012 в 10:00
Электродный способ нагрева применяют для нагрева проводников II рода: воды, молока, фруктовых и ягодных соков, почвы, бетона и т.д. Электродный нагрев широко распространен в электродных водонагревателях, водогрейных и паровых котлах, а также в процессах пастеризации и стерилизации жидких и влажных сред, тепловой обработки кормов.
Материал помещают между электродами и нагревают электрическим током, протекающим по материалу от одного электрода к другому. Электродный нагрев считается прямым нагревом — здесь материал служит средой, в которой электрическая энергия преобразуется в тепловую.
Электродный нагрев — наиболее простой и экономичный способ нагрева материалов, не требует специальных источников питания или нагревателей из дорогостоящих сплавов.
Электроды подводят ток к нагреваемой среде и сами током практически не нагреваются. Электроды изготавливают из недифицитных материалов, чаще всего из металлов, но и могут быть и неметаллическими (графитовыми, угольными), Во избежание электролиза для электродного нагрева используют только переменный ток.
Проводимость влажных материалов обуславливается содержанием воды, поэтому в дальнейшем электродный нагрев будем рассматривать, главным образом, к нагреву воды, но приводимые зависимости применимы и к нагреву других влажных сред.
Нагрев в электролите
В машиностроении и ремонтном производстве применяют нагрев в электролите. Металлическое изделие (деталь) помещают в электролитическую ванну (5 — 10 %-ный раствор Na2CO3 и др.) и подсоединяют к отрицательному полюсу источника постоянного тока. В результате электролиза на катоде выделяется водород, а на аноде — кислород. Слой пузырьков водорода, покрывающий деталь, представляет для тока высокое сопротивление. В нем выделяется основная доля теплоты, нагревающая деталь. На аноде , имеющем гораздо большую поверхность, плотность тока мала. При определенных условиях деталь нагревается электрическими разрядами, возникающими в водородном слое. Газовый слой одновременно служит теплоизоляцией, предотвращающей охлаждение детали электролитом.
Преимущество нагрева в электролите — значительная плотность энергии (до 1 кВт / см2), обеспечивающая высокую скорость нагрева. Однако это достигается повышенным расходом энергии.
Электрическое сопротивление проводников II рода
Проводники II рода называют электролитами. К ним относятся водные растворы кислот, щелочей, солей, а также различные жидкие и влагосодержащие материалы (молоко, влажные корма, почва).
Дистиллированная вода имеет удельное электрическое сопротивление порядка 104 ом х м и практически не проводит электрический ток, а химически чистая вода является хорошим диэлектриком. «Обычная» вода содержит в растворенном виде соли и другие химические соединения, молекулы которых диссоциируют в воде на ионы, сообщая ей ионную (электролитическую проводимость). Удельное электрическое сопротивление воды зависит от концентрации солей и приближенно может быть определено по эмпирической формуле
p20 = 8 х 10 / С,
где p20 — удельное сопротивление воды при 200 С, Ом х м, С — суммарная концентрация солей, мг/г
Атмосферная вода содержит растворенных солей не более 50 мг/л, воды рек — 500 — 600 мг/л, подземные воды — от 100 мг/л до нескольких граммов на литр. Наиболее часто встречающиеся значения удельного электрического сопротивления p20 для воды находятся в диапазоне 10 — 30 Ом х м.
Наиболее часто встречающиеся значения удельного электрического сопротивления p20 для воды находятся в диапазоне 10 — 30 Ом х м.
Электрическое сопротивление проводников II рода существенно зависит от температуры. С ее возрастанием увеличивается степень диссоциации молекул солей на ионы и их подвижность, вследствие чего проводимость повышается, а сопротивление снижается. Для любой температуры t до начала заметного парообразования удельная электрическая проводимость воды, Ом х м -1, определяется линейной зависимостью
yt = y20 [1 + a (t-20)],
где y20 — удельная проводимость воды при температуре 20 o C, а — температурный коэффициент проводимости, равный 0,025 — 0,035 oC-1.
В технических расчетах обычно пользуются не проводимостью, а удельным сопротивлением
pt = 1/yt = p20 / [1 + a (t-20)] (1)
и его упрощенной зависимостью p (t), принимая a = 0,025 oC-1.
Тогда удельное сопротивление воды определяют по формуле
pt = 40 p20 / (t +20)
В диапазоне температур 20 — 100 оС удельное сопротивление воды возрастает в 3 — 5 раз, во столько же раз изменяется мощность, потребляемая из сети. Это один из существенных недостатков электродного нагрева, приводящий к завышению сечения питающих проводов и усложняющий расчет установок электродного нагрева.
Это один из существенных недостатков электродного нагрева, приводящий к завышению сечения питающих проводов и усложняющий расчет установок электродного нагрева.
Удельное сопротивление воды подчиняется зависимости (1) только до наступления заметного парообразования, интенсивность которого зависит от давления и плотности тока в электродах. Пар не является проводником тока, и поэтому при парообразовании удельное сопротивление воды возрастает. В расчетах это учитывается коэффициентом b, зависящим от давления и плотности тока:
pcм = pв b = pв a e k J
где pcм — удельное сопротивление смеси вода — пар, pв — удельное сопротивление воды без заметного парообразования, a — постоянная, равная для воды 0,925, k — величина, зависящая от давления в котле (можно принять k = 1,5), J — плотность тока на электродах, А/см2.
При нормальном давлении влияние парообразования сказывается при температуре выше 75 оС. Для паровых котлов коэффициент b достигает значения 1,5.
Электродные системы и их параметры
Электродная система — совокупность электродов, определенным образом связанных между собой и питающей сетью, предназначенных для подвода тока к нагреваемой среде.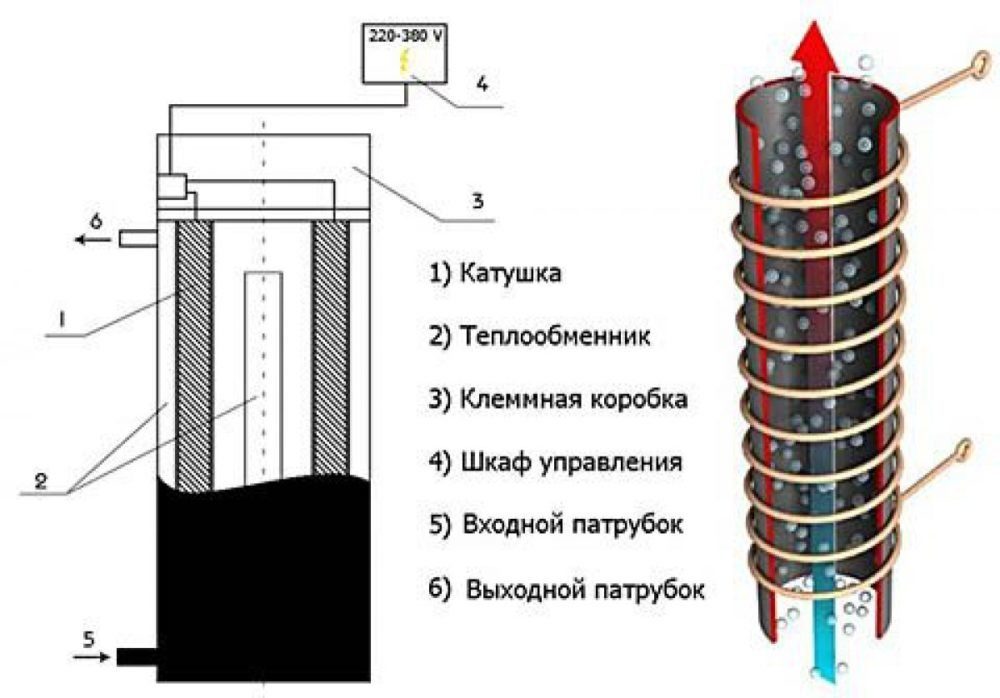
Параметрами электродных систем являются: число фаз, форма, размеры, число и материал электродов, расстояние между ним, электрическая схема соединения («звезда», «треугольник», смешанное соединение и т. п.).
При расчете электродных систем определяют их геометрические параметры, обеспечивающие выделение в нагреваемой среде заданной мощности и исключающих возможность ненормальных режимов.
Мощность трехфазной электродной системы при соединении звездой:
P = U2л / Rф = 3Uф / Rф
Мощность трехфазной электродной системы при соединении треугольником:
P = 3U2л / Rф
При заданном напряжении Uл питания мощность электродной системы P определяется сопротивлением фазы Rф, которое представляет собой сопротивление тела нагрева, заключенного между электродами, образующими фазу. Конфигурация и размеры тела зависят от формы, размеров и расстояния между электродами. Для простейшей электродной системы с плоскими электродами шириной каждого b, высотой h и расстоянием между ними:
Rф = pl / S = pl / (bh)
где, l, b, h — геометрические параметры плоскопараллельной системы.
Для сложных систем зависимость Rф от геометрических параметров не представляется выразить столь просто. В общем случае ее можно представить в виде Rф = с х ρ, где с — коэффициент, определяемый геометрическими параметрами электродной системы (его можно определить по справочникам).
Размеры электродов, обеспечивающие необходимое значение Rф, могут быть рассчитаны, если известно аналитического описание электрического поля между электродами, а также зависимость p от определяющих ее факторов (температура, давление и др.).
Геометрический коэффициент электродной системы находят как k = Rф h / ρ
Мощность любой трехфазной электродной системы можно представить в виде P = 3U2h /(ρ k)
Кроме этого, важно обеспечить надежность электродной системы, исключение порчи продукта и электрического пробоя между электродами. Эти условия выполняются ограничением напряженности поля в межэлектродном пространстве, плотности тока на электродах и правильным выбором материала электродов.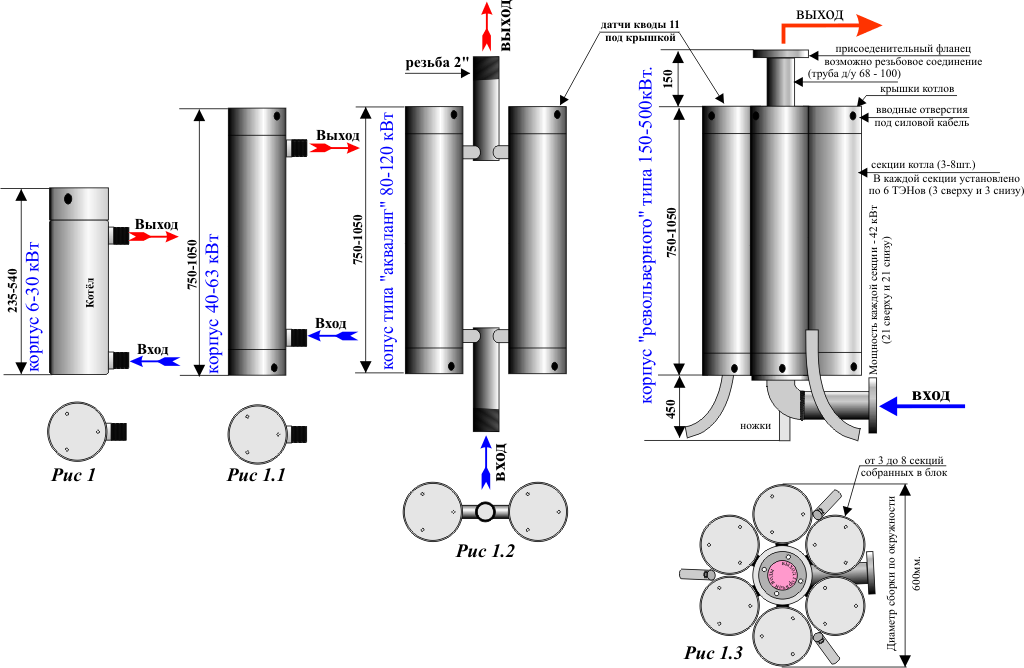
Допустимую напряженность электрического поля в межэлектродном пространстве ограничивают требованием недопущения электрического пробоя между электродами и нарушения работы установок. Допустимую напряженность Eдоп поля выбирают по электрической прочности Епр поля выбирают по электрической прочности Епр материала с учетом коэффициента запаса: Едоп = Епр / (1,5 … 2)
Величина Едоп определяет расстояние между электродами:
l = U / Едоп = U / (Jдоп ρт),
где Jдоп — допустимая плотность тока на электродах, ρт — удельное сопротивление воды при рабочей температуре.
По опыту проектирования и эксплуатации электродных водонагревателей значение Едоп принимают в пределах (125 … 250) х 102 Вт/м, минимальное значение соответствует удельному сопротивлению воды при температуре 20 оС менее 20 Ом х м, максимальное — удельному сопротивлению воды при температуре 20 оС более 100 Ом х м.
Допустимую плотность тока ограничивают из-за возможности загрязнения нагреваемой среды вредными продуктами электролиза на электродах и разложения воды на водород и кислород, которые в смеси образуют гремучий газ.
Допустимую плотность тока определяют по формуле:
Jдоп = Едоп / ρт,
где ρт — удельное сопротивление воды при конечной температуре.
Максимальная плотность тока:
Jmax = kн Iт / S,
где, kн = 1,1 … 1,4 — коэффициент, учитывающий неравномерность плотности тока по поверхности электрода, Iт — сила рабочего тока, стекающего с электрода при конечной температуре, S — площадь активной поверхности электрода.
Во всех случаях должно быть соблюдено условие:
Jmaх доп
Материалы для электродов должны быть электрохимически нейтральны (инертны) относительно нагреваемой среды. Недопустимо выполнять электроды из алюминия или оцинкованной стали. Лучшими материалами для электродов служат титан, нержавеющие стали, электротехнический графит, графитизированные стали. При нагреве воды для технологических нужд используют обычную (черную) углеродистую сталь. Для питья такая вода непригодна.
Регулирование мощности электродной системы возможно при изменении значений U и R. Чаще всего при регулировании мощности электродных систем прибегают к изменению рабочей высоты электродов (площади активной поверхности электродов) путем введения между электродами диэлектрических экранов или изменением геометрического коэффициент электродной системы (определяется по справочникам в зависимости от схем электродных систем).
Чаще всего при регулировании мощности электродных систем прибегают к изменению рабочей высоты электродов (площади активной поверхности электродов) путем введения между электродами диэлектрических экранов или изменением геометрического коэффициент электродной системы (определяется по справочникам в зависимости от схем электродных систем).
4177
Закладки
Пишу ПМ. Часть 2
18 ноября в 13:31 52
Удмуртэнерго проводит Дни клиента по вопросам техприсоединения
18 ноября в 11:16 36
АНТРАКС приглашает на Международный форум «Электрические сети»
17 ноября в 17:56 40
«Курскэнерго» проводит Дни клиента
17 ноября в 16:12 43
ПИШУ ПМ. Часть 1
Часть 1
17 ноября в 12:16 71
Удмуртэнерго присоединило к сетям компании кислородный концентратор Завьяловской районной больницы
17 ноября в 11:41 40
Бесплатный вебинар ПТК КРУГ-2000 – российское решение для промышленной автоматизации
16 ноября в 17:31 49
22 трансформатора Полигон изготовлены для детского корпуса ММКЦ «Коммунарка»!
16 ноября в 11:46 47
Игорь Маковский: «Россети Центр» и «Россети Центр и Приволжье» получили высший балл готовности к работе в отопительный сезон 2022/2023
15 ноября в 22:03 49
Продолжается автоматизация котельных в Брянской области
15 ноября в 18:43 54
Новая газотурбинная ТЭЦ в Касимове выдаст в энергосистему Рязанской области более 18 МВт мощности
4 июня 2012 в 11:00 250096
Выключатель элегазовый типа ВГБ-35, ВГБЭ-35, ВГБЭП-35
12 июля 2011 в 08:56 53093
Выключатели нагрузки на напряжение 6, 10 кВ
28 ноября 2011 в 10:00 44048
Распределительные устройства 6(10) Кв с микропроцессорными терминалами БМРЗ-100
16 августа 2012 в 16:00 28061
Элегазовые баковые выключатели типа ВЭБ-110II
21 июля 2011 в 10:00 23098
Признаки неисправности работы силовых трансформаторов при эксплуатации
29 февраля 2012 в 10:00 20980
Оформляем «Ведомость эксплуатационных документов»
24 мая 2017 в 10:00 19333
Правильная утилизация батареек
14 ноября 2012 в 10:00 14994
Схемы и группы соединений обмоток трансформаторов
7 января 2012 в 10:00 13889
Элегаз и его применение.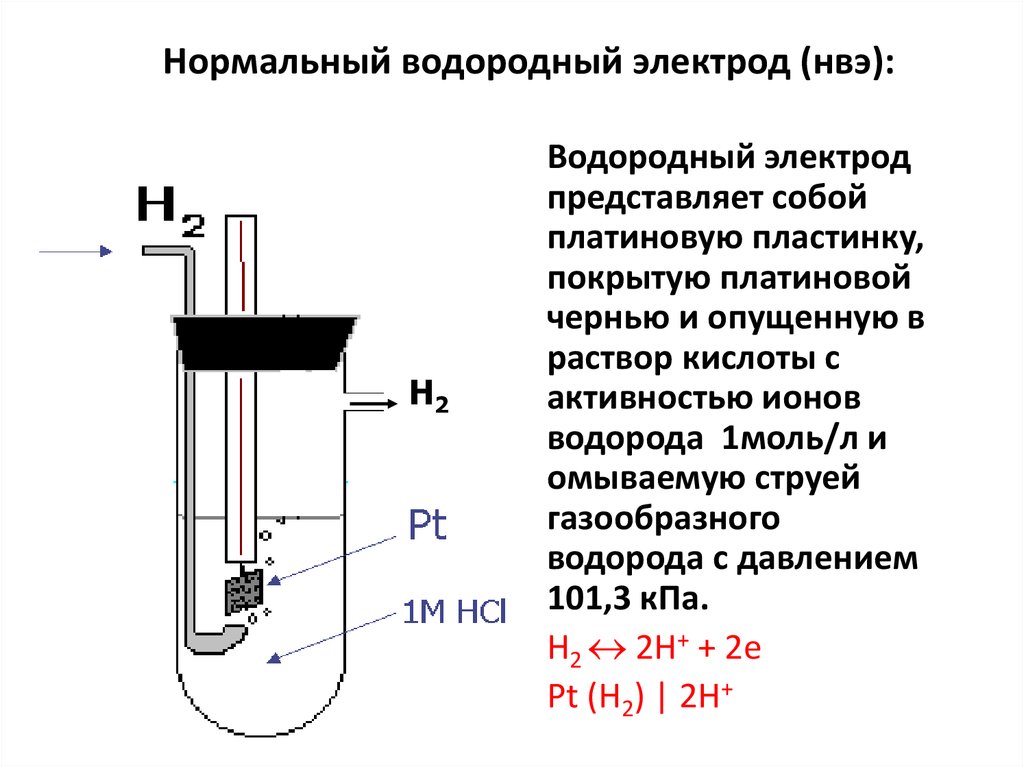 Свойства и производство
Свойства и производство
7 октября 2011 в 10:00 13759
товары и услуги Экструзионные головки и инструмент.
851
Сегодня, в 05:13
публикации Электродный нагрев жидких сред
4177
Сегодня, в 05:13
пользователи Профиль пользователя ID7482
507
Сегодня, в 05:13
товары и услуги
Авангард современной электротехники — нелинейные ограничители перенапряжения ОПН-35.
901
Сегодня, в 05:13
публикации Конденсаторное торможение асинхронных электродвигателей
4466
Сегодня, в 05:13
товары и услуги ПД476 пресс гидравлический
499
Сегодня, в 05:13
пользователи Профиль пользователя ID10577
319
Сегодня, в 05:13
товары и услуги
Трансформатор тока НОЛ. 08-10 у2 10000/100в
08-10 у2 10000/100в
1031
Сегодня, в 05:13
товары и услуги Автоклав для домашнего консервирования
670
Сегодня, в 05:13
пользователи Профиль пользователя ID17715
477
Сегодня, в 05:13
публикации Новая газотурбинная ТЭЦ в Касимове выдаст в энергосистему Рязанской области более 18 МВт мощности
250096
Сегодня, в 04:55
справочник Инструкция по монтажу контактных соединений шин между собой и с выводами электротехнических устройств
74031
Сегодня, в 03:18
справочник Измерение сопротивления обмоток постоянному току
61579
Сегодня, в 01:00
публикации Выключатель элегазовый типа ВГБ-35, ВГБЭ-35, ВГБЭП-35
53093
Сегодня, в 04:53
справочник Инструкция по осмотру РП, ТП, КТП, МТП
49396
Сегодня, в 05:10
пользователи Профиль пользователя ID7667
47225
Вчера, в 08:34
справочник Эксплуатация, хранение и транспортировка кислородных баллонов
46175
Сегодня, в 04:53
публикации Выключатели нагрузки на напряжение 6, 10 кВ
44048
Сегодня, в 03:48
справочник Методика измерения сопротивления изоляции
43700
Сегодня, в 01:09
справочник Положение об оперативно-выездной бригаде района электрических сетей
41192
Вчера, в 20:01
Информация обновлена сегодня, в 05:12
Евгений 272 Объявления
Сергей 178 Объявлений
Владимир 111 Объявлений
522889 70 Объявлений
Николай 69 Объявлений
find2pm 46 Объявлений
Анатолий 44 Объявления
Неликвиды 39 Объявлений
Антон 38 Объявлений
enprom@inbox. ru
34 Объявления
ru
34 Объявления
Информация обновлена сегодня, в 05:12
Елена Владимировна 1059 Объявлений
Ирина 972 Объявления
[email protected] 720 Объявлений
Евгений 684 Объявления
Евгений 426 Объявлений
Сергей 267 Объявлений
Сергей 178 Объявлений
522889 136 Объявлений
Сергей 134 Объявления
Владимир 111 Объявлений
Информация обновлена сегодня, в 05:12
Электродный нагрев — презентация онлайн
Похожие презентации:
Влияния состава и размера зерна аустенита на температуру фазового превращения и физико-механические свойства сплавов
3D печать и 3D принтер
Газовая хроматография
Видеокарта. Виды видеокарт
Виды видеокарт
Анализ компании Apple
Геофизические исследования скважин
Искусственные алмазы
Трансформаторы тока и напряжения
Транзисторы
Воздушные и кабельные линии электропередач
1. Электродный нагрев
2. Принцип нагрева
Применяют для проводников второго рода (различные жидкости).Сущность нагрева состоит в том, что вещество помещают между
электродами и нагревают электрическим током, протекающим по
материалу от электрода к электроду. Электроды выполняют функцию
подвода тока к среде и сами не нагреваются.
Основными носителями тока в электролитах являются ионы,
которые получаются в результате распада растворенных солей,
щелочей, кислот. При пропускании через такую жидкость
электрического тока ионы начнут движение к соответствующим
электродам, образуя при этом ток ионной проводимости. По мере
своего движения к электродам положительно и отрицательно
заряженные ионы запасают электрическую энергию.
 При соударении
При соударениис атомами и молекулами передают им избыток энергии, которая
переходит в тепло. Так происходит нагрев электролита. Степень
нагрева электролита в межэлектродном промежутке определяется
мощностью интервала, межэлектродным расстоянием, площадью
электрода.
Основными носителями тока в электролитах
являются ионы, которые получаются в результате
распада растворенных солей, щелочей, кислот.
При пропускании через такую жидкость
электрического тока ионы начнут движение к
соответствующим электродам, образуя при этом ток
ионной проводимости.
По мере своего движения к электродам
положительно и отрицательно заряженные ионы
запасают электрическую энергию. При соударении с
атомами и молекулами передают им избыток
энергии, которая переходит в тепло. Так происходит
нагрев электролита. Степень нагрева электролита в
межэлектродном
промежутке
определяется
мощностью
интервала,
межэлектродным
расстоянием, площадью электрода.

4. Плотность тока на электродах
Процесснагрева
жидкости
сопровождается
сложными
электрохимическими
реакциями,
проходящими на электродах. Результатами этих
реакций является образование вредных веществ,
разложение воды на водород и кислород, которые
смешиваясь образуют взрывоопасный газ. Избежать
этих процессов можно выполнив правильный выбор
материалов электрода и недопущением превышения
допустимой величины плотности тока на
электродах. Для изготовления электродов самыми
лучшими считаются нержавеющая сталь, титан.
Плотность тока на электродах определяется
максимальным током
и площадью
электрода:
j=I/s
При
использовании
обычной
стали
допустимое значение плотности тока для
плоских электродов составит 0.5 А/см2, а
для цилиндрических 2 А/см2.
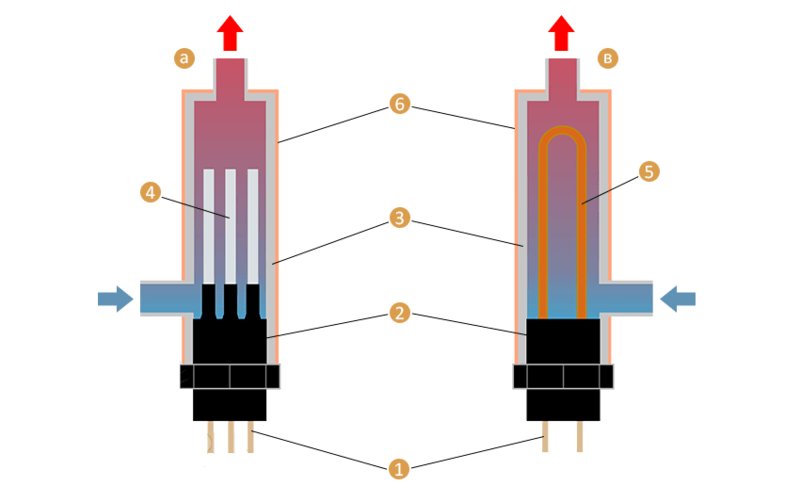
6. Электродный нагреватель
Электродный нагреватель представляетсобой
систему
электродов,
предназначенных
для
подвода
электрического тока к нагреваемому
материалу.
 К основным параметрам
К основным параметрамнагревателей
относятся:
число
фаз,
количество электродов, электрическая схем
соединения, форма, размеры и материал
электродов, расстояние между электродами.
7. Расчет электродного нагревателя
Исходными данными для расчета являются:• Производительность установки Q, м3/ч
• Диапазон температур нагреваемой
жидкости
• Удельное сопротивление жидкости
• Параметры питающей сети (U,f)
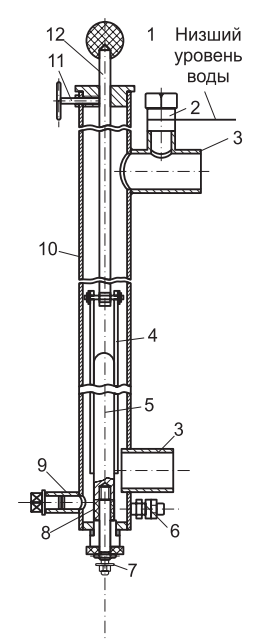
8. 1. Выбор типа электродной системы
В котлах малой мощности (до 1 кВт) используется однофазная системаэлектродов, основными параметрами которой являются b-ширина электродов;
l-длина межэлектродного промежутка; d-внутренний диаметр корпуса
нагревателя, мм; D-внешний корпус нагревателя, мм
Для расчета параметров электродной системы необходимо вычисление
геометрического коэффициента электродного нагревателя К.
К=l/b
1
D
K
ln
2 d
В котлах большой мощности используется трехфазная система
электродов, для такой системы со стержневыми электродами
радиусом r, расположенными в корпусе с диаметром D=2К в
вершинах равностороннего треугольника на расстоянии a от оси
цилиндра
1 3a 2 ( R 2 a 2 )3
K
ln 2 6
2
r (R a6 )
10.
 2. Определение размеров электродов и расстояния между нимиДля любой температуры t мощность определяется как:
2. Определение размеров электродов и расстояния между нимиДля любой температуры t мощность определяется как:U 2 h (20 t )
Pt
40 20 K
U-напряжение питающей сети, h- высота электродов, ρ20 – удельное
сопротивление жидкости при температуре 20ºC
Средняя мощность за время нагрева и отношение мощностей:
Gc(t2 t1 )
Pср
t Т
G- заданная производительность (м3/ч)
Время нагрева τ от температуры t1 до t2 (T – постоянная времени
нагрева) :
20 t 2
t T ln
,
20 t1
40GcK 20
T
U 2 h Т
12. 3. Высота электродов
Если задано время нагрева, то можно определитьвысоту электродов:
h
40GcK 20 20 t2
ln
2
U Т
20 t1
13. 4. Проверка по плотности тока
Полученную площадь электрода проверяютусловиям максимальной плотности тока
jmax
по
kнU
K t b
b для плоских электродов их ширина, для
цилиндрических – длина окружности сечения или
дуги окружности.
Полученное значение проверяют по максимальной
плотности тока исходя из условия
jmax<jдоп
14.
 Варианты Рассчитать электродный нагреватель для парового
Варианты Рассчитать электродный нагреватель для паровогоэлектрокотла производительностью Q. Температура воды из
водопроводной сети 10ºС, удельное сопротивление при 20 ºС
2000 Ом·см, напряжение питания U. Корпус цилиндрический с
диаметром D.
Удельная теплоемкость воды 4200 Дж/кг ºС, тепловой КПД
0,97.
Указание:
при
расчетах
необходимо
перевести
производительность из м3/ч в кг/с. Электродную систему
выбрать самостоятельно из таблицы 1. Для систем 5 и 6
принимается a=0.51R, r=0.21R. Для остальных систем
Параметр b принимаете самостоятельно.
Вариа
нт
Q,
U,В
D, мм
м /ч
3
1
0,5
380
120
2
2
220
140
3
4
380
90
English Русский Правила
Все продукты — Фергюсон
правда
правда
Чтобы увидеть местную доступность и точные местные цены, сначала нужно выбрать ближайший к вам магазин.
категория
Нет подходящего результата поиска
Ванная сантехника
(35959)
Отопление и охлаждение
(35508)
Сантехнические детали и расходные материалы
(28004)
Трубная арматура
(27473)
Освещение и вентиляторы
(19208)
Инструменты
(17150)
Клапаны
(12549)
Дворник
(9649)
Охрана и безопасность
(9314)
Насосы
(9126)
- Показать больше
торговая марка
Нет подходящих результатов поиска
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zc6pv0&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zc6pv0&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zc6pv0&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zc6pv0&sr=everywhere»>Оборудование для подписи
(11777)
КОЛЕР
(6461)
 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zc6pv0&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zc6pv0&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zc6pv0&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zc6pv0&sr=everywhere»>Коробка счетчика Ford
(3393)
Рим
(3140)
 jsp?/category/jones-stephens/_/N-zbqrof&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zc6pv0&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zc6pv0&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zc6pv0&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zc6pv0&sr=everywhere»>Джонс Стивенс
(3091)
Моэн
(3072)
 jsp?/category/proflo/_/N-zbq6na&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zc6pv0&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zc6pv0&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zc6pv0&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zc6pv0&sr=everywhere»>ПРОФЛО®
(2935)
Компания Мюллер
(2718)
 jsp?/category/victaulic/_/N-zbq6nz&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zc6pv0&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zc6pv0&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zc6pv0&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zc6pv0&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zc6pv0&sr=everywhere»>Victaulic
(2464)
Американский стандарт
(2294)
- Показать больше
 org/ListItem» itemprop=»itemListElement»>
Дом
org/ListItem» itemprop=»itemListElement»>
Дом
Сварка | Сварочные процессы
Дуговая сварка защищенным металлом (SMAW)
Процесс дуговой сварки, при котором происходит коалесценция металлов путем нагревания их дуга между покрытым флюсом металлическим электродом и заготовкой. Экранирование получено от разрушения флюсового покрытия электрода в процессе сварки.
Применение в промышленности:
— Конструкционная сталь
— Сварка и изготовление труб
— Техническое обслуживание и ремонт
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Дуговая сварка порошковой проволокой (FCAW)
Процесс дуговой сварки, при котором происходит коалесценция металла путем его нагревания
дуга между непрерывным металлическим электродом наполнителя и заготовками. Обеспечивается экранирование
флюсом, содержащимся внутри трубчатого электрода. Дополнительное экранирование может или может
не может быть получен из подаваемого извне газа или газовой смеси.
Обеспечивается экранирование
флюсом, содержащимся внутри трубчатого электрода. Дополнительное экранирование может или может
не может быть получен из подаваемого извне газа или газовой смеси.
Применение в промышленности:
— Конструкционная сталь
— Сварка и изготовление труб
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка металлическим газом (GMAW)
Процесс дуговой сварки, при котором происходит коалесценция металла путем его нагрева дугой между сплошным присадочным металлическим электродом и заготовкой. Экранирование получено полностью от газа извне.
Промышленное применение:
— Производство светоизмерительных приборов
— Автомобильный кузов
— Листовой металл
— Автоспорт
Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа, также известная как сварка вольфрамовым электродом в среде инертного газа, представляет собой дуговую сварку. процесс, при котором для сварки используется неплавящийся вольфрамовый электрод. Сварка
область и электрод защищены от окисления или других атмосферных загрязнений
инертным защитным газом.
процесс, при котором для сварки используется неплавящийся вольфрамовый электрод. Сварка
область и электрод защищены от окисления или других атмосферных загрязнений
инертным защитным газом.
Промышленное применение:
— Производство световых приборов
— Автомобильный кузов
— Листовой металл
— Автоспорт
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка лазерным лучом (LBW)
Процесс сварки, при котором происходит коалесценция материалов путем нагревания с помощью тепла. получается при использовании концентрированного когерентного светового пучка, сфокусированного в соединение.
Применение в промышленности:
— Производство медицинского оборудования
— Аэрокосмическая промышленность
— Производители автомобилей
— Ремонт пресс-форм
Лазерная сварка (LBW)
Роботизированная дуговая сварка металлическим электродом (
Роботизированная GMAW) В роботизированной газовой сварке робот-контроллер управляет всей роботизированной системой.