
Вес 1 секции чугунного радиатора
Содержание
- Каков вес одной секции чугунного радиатора отопления?
- Общие характеристики чугунных радиаторов
- Ситуация на современном рынке
- Статьи по теме
- Расчет отопления — вес 1 секции чугунного радиатора
- Немного о чугунных радиаторах
- Основные характеристики
- Расчет нагрузки
- Заключение
- Сколько весит секция чугунной батареи?
- Вес одной секции чугунной батареи
- О чугунных батареях
- Базовые характеристики классического радиатора
- Современные модели радиаторов отопления
Каков вес одной секции чугунного радиатора отопления?
Чугунные радиаторы появились более ста лет назад, и до сих пор пользуются спросом. Конечно, пик их популярности остался позади – он пришелся на середину-конец прошлого века. Несмотря на то, что чугунные батареи имеют очевидные преимущества, есть у них недостатки. Точнее, недостаток всего один – большой вес. Вес одной секции радиатора отопления из чугуна составляет семь с половиной килограмм, соответственно, среднего размера батарея, состоящая из семи секций, будет весить 50 килограмм.
Вес одной секции радиатора отопления из чугуна составляет семь с половиной килограмм, соответственно, среднего размера батарея, состоящая из семи секций, будет весить 50 килограмм.
Общие характеристики чугунных радиаторов
Обычный чугунный радиатор состоит, как правило, из 5-10 секций. Количество секций зависит от желаемого теплового эффекта. Чем больше секций, тем больше теплоотдача и температура в доме. Тем более, что установить можно радиатор, состоящий из любого количества секций: чугунные батареи, также как и биметаллические, могут быть разделены. Это позволит создать наиболее комфортную обстановку.
Радиаторы советских квартир
Большой вес не является проблемой при эксплуатации: главное правильно произвести монтаж батареи. Узнать, сколько весит радиатор чугунный 10 секций можно путем простых расчетов. Одна секция современного радиатора весит 7,1 килограмм, а значит, 10 секций будут весить 71 килограмм.
Несмотря на то, что популярность чугунных батарей уже не так велика, нельзя не упомянуть об их преимуществах.
- устойчивость к образованию коррозии;
- толстые стенки, которые являются гарантией долговечности;
- возможность использовать теплоносители любого качества;
- отличная теплоаккумулирующая способность;
- продолжительный срок эксплуатации;
- большое внутреннее сечение, благодаря которому чугунные радиаторы не приходится часто чистить.
Батареи МС-140 производства Беларуси
Стандартные модели чугунных батарей имеют межосевое расстояние 300 либо 500 миллиметров. Однако встречаются и модели, имеющие большую высоту – межосевое расстояние у которых достигает 800 миллиметров. Кроме того, выпускаются промежуточные модели, у которых межосевое расстояние составляет 350 миллиметров. Глубина может быть разной – 110, 99 или 92 миллиметра. Ширина секций чугунных радиаторов составляет от 35 до 60 миллиметров.
Ситуация на современном рынке
Пусть и не в таких масштабах, как со времен СССР, но производятся чугунные радиаторы и сегодня. Например, в Минске и Луганске изготавливают пользующиеся высоким спросом чугунные радиаторы МС-140. Радиаторы имеют практически одинаковые характеристики, за исключением одной − цвета. Минчане выпускают радиаторы красного цвета, Луганский завод – серого.
Например, в Минске и Луганске изготавливают пользующиеся высоким спросом чугунные радиаторы МС-140. Радиаторы имеют практически одинаковые характеристики, за исключением одной − цвета. Минчане выпускают радиаторы красного цвета, Луганский завод – серого.
Современный радиатор «под старину»
Современные чугунные радиаторы производят из чугуна высокого качества. Это во многом определяет их параметры и стабильность характеристик, в том числе веса. В частности независимо от партии поставки вес 1 секции чугунного радиатора МС-140 – 7,1 килограмма. Благодаря этому можно в процессе проектных расчетов определить нагрузку, которую будут испытывать стены, к которым будут крепиться батареи отопления.
Белорусский и украинский заводы, конечно же, не единственные предприятия, выпускающие чугунные батареи. Так как в последнее время такая продукция пользуется все более высоким спросом, производят радиаторы различных цветов и размеров. Кроме того, недавно на рынке появились батареи, украшенные литьем, и имитирующие старинные изделия. Это значительно увеличивает интерес к изделиям подобного типа.
Это значительно увеличивает интерес к изделиям подобного типа.
Статьи по теме
Расчет отопления — вес 1 секции чугунного радиатора
Для расчета системы отопления необходимо учитывать множество разных параметров. Один из них — тяжесть приборов отопления. Допустим, планируется поставить классические радиаторы из чугуна, состоящие из 4–10 элементов. Для того чтобы подсчитать массу всей системы, необходимо знать, сколько весит чугунная батарея — это обеспечит надежность ее монтажа.
Немного о чугунных радиаторах
Чугунный радиатор — классика жанра. Его устанавливают уже более 100 лет, и ни одна современная новинка так и не смогла полностью вытеснить такую батарею с рынка. Популярность, которой пользуются эти радиаторы, определяется характеристиками самого чугуна.
Среди важнейших преимуществ нужно обязательно отметить:
- Коррозионную устойчивость.
- Продолжительный срок службы.
- Нетребовательность к качеству теплоносителя.

- Отличную теплопередачу.
- Нетребовательность в эксплуатации.
Капля дегтя в этой бочке меда — значительная масса конструкции. Один элемент чугунной батареи весит 7,5 кг. Несложно подсчитать, что стандартный радиатор из 7 секций потянет на 50 кг. Для обеспечения нормального теплового режима в помещении не всегда бывает достаточно одного нагревательного элемента. Из-за этого приходится задумываться о надежности крепления элементов системы к стенам.
Кроме того, следует помнить, что чугун является хрупким материалом. Поэтому при перемещении изделий из него и их монтаже следует соблюдать особую осторожность, чтобы от случайного удара в чугуне не появились невидимые глазу микротрещины. В процессе эксплуатации, когда давление в сети отопления будет возрастать, эти трещины начнут увеличиваться, что неизбежно приведет к протечкам.
Основные характеристики
Стандартный прибор отопления состоит из 4–10 отдельных элементов. Размер батареи определяется исходя из теплового режима, который необходимо обеспечить в помещении, а также в зависимости от архитектурных особенностей последнего.
Размер батареи определяется исходя из теплового режима, который необходимо обеспечить в помещении, а также в зависимости от архитектурных особенностей последнего.
Несмотря на большую массу чугунного прибора отопления и возникающие в связи с этим сложности тяжесть батареи не является проблемой при ее установке. Самое главное — правильно выполнить ее монтаж. Для обеспечения правильности установки радиаторов недостаточно знать только их массу. Необходимо учитывать и другие характеристики:
- Межосевое расстояние. Для стандартных моделей оно может составлять 350 или 500 мм. Радиаторы, имеющие большую высоту, как правило, производятся с большим расстоянием между осями.
- Глубина. Стандартные цифры — 92, 99 и 110 мм.
- Ширина секции. Здесь есть небольшой разброс — 35–60 мм.
- Объем секции — количество теплоносителя, необходимого для ее полного заполнения. В среднем объем составляет 1–4 литра и зависит от размеров элемента.
Современные радиаторы изготавливаются из качественного чугуна, что позволило производителям обеспечить стабильность технических характеристик своей продукции. Это касается и веса одной секции — важнейшего параметра при расчете нагрузки на несущие конструкции помещения.
Это касается и веса одной секции — важнейшего параметра при расчете нагрузки на несущие конструкции помещения.
Важно! Чугунные батареи отличаются модульностью конструкции. Это значит, что при необходимости можно добавить или удалить секции.
Варьирование количества секций — простейший способ регулировать температуру в помещении. Как правило, рекомендуется выбирать приборы с большим по отношению к расчетному количеством секций. Это поможет решить проблему сильных перепадов температур, характерных для холодных периодов года в средней полосе России.
Расчет нагрузки
Расчет тепловой мощности
Рассчитать нагрузку на несущие конструкции, зная вес одной секции чугунной батареи, достаточно просто. Например, рассчитаем, сколько будет весить радиатор, состоящий из 7 секций. Вес одной секции без воды равен 7,5 кг. Умножив эту цифру на количество элементов, получаем вес пустой батареи — 50 кг. Значит, кронштейны и крепления, используемые при монтаже системы, должны выдержать такой вес. Это теоретически. На практике все немного сложнее.
Это теоретически. На практике все немного сложнее.
После окончания монтажа система заполняется водой, что неизбежно приведет к увеличению веса и нагрузки на крепежные элементы. Увеличение веса может быть различным, что зависит от объема секции. В среднем вес всей батареи после заполнения системы теплоносителем увеличится на 10–30 кг. Кронштейны, выбранные из расчета 50 кг, просто не справятся с возросшей нагрузкой.
К факторам, оказывающим негативное влияние на крепежные элементы системы, нужно отнести еще и движение, вызванное физическими процессами, происходящими при нагревании и остывании теплоносителя.
Заключение
Чтобы отопительная система служила долгие годы, нельзя игнорировать такие параметры, как вес и объем секции радиатора. Только правильно рассчитав нагрузку на крепежные элементы, можно гарантировать надежность монтажа, а также бесперебойную эксплуатацию всей отопительной сети.
Сколько весит секция чугунной батареи?
Вес одной секции чугунной батареи
О чугунных батареях
Радиатор из чугуна принадлежит к классике жанра. Его применяют уже более 100 лет и полностью вытеснить с рынка пока еще неспособна ни одна современная модель. Чугунные радиаторы пользуются спросом благодаря характеристикам самого материала.
Его применяют уже более 100 лет и полностью вытеснить с рынка пока еще неспособна ни одна современная модель. Чугунные радиаторы пользуются спросом благодаря характеристикам самого материала.
Важными преимуществами чугуна являются:
- Устойчивость к коррозии,
- Долговременность эксплуатации,
- Нетребовательность к качеству теплоносителя,
- Отличная теплопередача,
- Нетребовательность в применении.
Не может быть все так гладко, и два недостатка все же находятся.
- Один кроется в массе. Сколько весит секция чугунной батареи? Вес 1 секции чугунного радиатора составляет примерно 7,5 кг. Благодаря несложным умозаключениям можно прийти к выводу, что стандартная батарея из 7 секций будет весить 52,5 кг. Чтобы обеспечить комфортную температуру в комнате, одной секции нагревательного элемента, как правило, недостаточно. Исходя из данных обстоятельств, осуществляя надежность конструкции, приходится продумывать способы крепления радиаторных элементов к стене.
 Давайте произведем расчет на примере. Советская модель МС 140. которая до сих пор присутствует на рынке, имеет немалую массу — 7,12 кг. Объем ее одной секции составляет 1,5 литра воды, общая масса получается равной 8,62 кг. Тепловая мощность при этом равна примерно 170 Вт. Сколько нужно секций для обогрева комнаты площадью 20 м2? Если необходимо обогреть комнату 20 м2, то потребуется 12 секций, тогда масса будет составлять 85,4 кг, плюс вода – 103,4кг.
Давайте произведем расчет на примере. Советская модель МС 140. которая до сих пор присутствует на рынке, имеет немалую массу — 7,12 кг. Объем ее одной секции составляет 1,5 литра воды, общая масса получается равной 8,62 кг. Тепловая мощность при этом равна примерно 170 Вт. Сколько нужно секций для обогрева комнаты площадью 20 м2? Если необходимо обогреть комнату 20 м2, то потребуется 12 секций, тогда масса будет составлять 85,4 кг, плюс вода – 103,4кг. - Вторым отрицательным моментом чугуна является его хрупкость. Поэтому, чтобы осуществить перенос изделия с большой массой и его крепление, необходимо все манипуляции с ним проделывать максимально осторожно, предотвращая малейшие удары во избежание невидимых глазу микротрещин. Так как в процессе работы с неизбежным ростом давления в сети отопления, образовавшиеся трещины начнут увеличиваться, что закончится протечками радиатора.
Базовые характеристики классического радиатора
Стандартная чугунная батарея состоит из 4-10 отдельных секций. Ее размер зависит от выбора теплового режима в помещении и архитектурных особенностей дома.
Ее размер зависит от выбора теплового режима в помещении и архитектурных особенностей дома.
Несмотря на возникающие сложности при установке тяжелого радиатора отопления из чугуна, все же основной проблемой это не считается. Основная задача состоит в выполнении правильного монтажа батареи. Чтобы его осуществить, недостаточно знать лишь массу изделия, необходимо учесть следующие моменты:
- Расстояние между осями. Стандартные модели могут иметь 350 или 500 мм. Батареи с большой высотой характеризуются пропорциональными размерами между осями.
- Глубину. Стандартные размеры 92, 99, 110 мм.
- Ширину секции. Размеры находятся в несколько большем диапазоне – 35 — 60 мм.
- Объем секции. Это количество теплоносителя, которое необходимо для полного заполнения элемента радиатора. Объем находится в зависимости от размера секции. Средние значения колеблются от 1 до 4 литров.
Важной проблемой установки чугунной батареи классического образца является то, что она предназначена только для крепления на стене. В то же время большинство домов современности изготавливаются из пористых материалов. таких как газобетон, пенобетон, а также SIP-панели с пенопластовым наполнением. Данные стены нуждаются в специальном креплении сложной конструкции с многоточечной фиксацией, что вряд ли будет вам по душе.
В то же время большинство домов современности изготавливаются из пористых материалов. таких как газобетон, пенобетон, а также SIP-панели с пенопластовым наполнением. Данные стены нуждаются в специальном креплении сложной конструкции с многоточечной фиксацией, что вряд ли будет вам по душе.
Современные модели радиаторов отопления
Для крепления на стенах различными производителями разработаны новые модели из серого чугуна, их масса гораздо меньше старых классических образцов. К примеру, опишем чешский радиатор отопления Viadrus STYL 500. Сколько весит 1 секция данного радиатора отопления? И сколько выйдет масса всей конструкции?
Масса 1 секции составляет 3,8 кг. воды вмещается 0,8 литра, поэтому масса одной секции радиатора с водой составит 4,6 кг. При тепловом потоке 140 Вт для обогрева комнаты в 20 м2 потребуется 14 секций, по весу соответственно выйдет 64,4 кг с водой. Таким образом, этот показатель отличается в меньшую сторону на 40%, чем у классического образца МС 140. Если это значение разделить на две части (по 32 кг), то можно сделать вывод, что установку на стены из современных материалов, включая пористый бетон, осуществить вполне возможно без дополнительных крепежных элементов.
Если это значение разделить на две части (по 32 кг), то можно сделать вывод, что установку на стены из современных материалов, включая пористый бетон, осуществить вполне возможно без дополнительных крепежных элементов.
Еще более легкая конструкция разработана российскими производителями. Их отопительные приборы предлагаются под брендом EXEMET. модель MODERN отличается следующими весовыми характеристиками:
Одна секция у этого производителя весит 3,2 кг, теплоотдача 93 Вт. Чтобы обогреть комнату в 20 м2 потребуется 22 секции, тогда общая масса составит 70,4 кг. Данные параметры неплохи, особенно если учесть, что компания производит модели с возможной установкой на полу.
Несколько слов о винтажной батарее из чугуна. Ее вес превосходит советский образец, который может достигать 14 кг. Данные отопительные приборы внешне очень напоминают старинные, которые устанавливали в далеком 19 веке в резиденциях и усадьбах.
Модель EXEMET FIDELIA весит 12 кг, теплоотдача 156 Вт, общая масса прибора для нашего примера выходит просто чудовищной – 154 кг. Сложный вопрос установки здесь неактуален, так как первая и последняя секции снабжены ножками для размещения прибора на полу.
Сложный вопрос установки здесь неактуален, так как первая и последняя секции снабжены ножками для размещения прибора на полу.
Итак, чтобы обеспечить отопительной системе бесперебойную службу, нельзя игнорировать такие важные показатели, как вес и объем секции батареи. Благодаря правильному подсчету нагрузки на крепежные элементы, можно рассчитывать на надежность установки и долгосрочную эксплуатацию прибора.
- Автор: Вадим Николаевич Лозинский
Источники: http://79w.ru/otoplenie/batarie-radiatory/ves-odnoj-sekcii-chugunnogo-radiatora-sprosy, http://gidotopleniya.ru/montazh-otopleniya/raschet/ves-1-sekcii-chugunnogo-radiatora-raschet-6816, http://kotel.guru/radiatory/chugunnye/skolko-vesit-sekciya-chugunnoy-batarei.html
Как вам статья?
Вес чугунных радиаторов отопления
Содержание
- Расчет отопления — вес 1 секции чугунного радиатора
- Немного о чугунных радиаторах
- Основные характеристики
- Расчет нагрузки
- Заключение
- Сколько весит секция чугунной батареи?
- Вес одной секции чугунной батареи
- О чугунных батареях
- Базовые характеристики классического радиатора
- Современные модели радиаторов отопления
- Чугунные батареи: вес одной секции, характеристики и советы по монтажу
- Преимущества и недостатки
- Популярные модели российских производителей
- Сравнительный анализ российских и зарубежных производителей
- Советы по монтажу
Расчет отопления — вес 1 секции чугунного радиатора
Для расчета системы отопления необходимо учитывать множество разных параметров.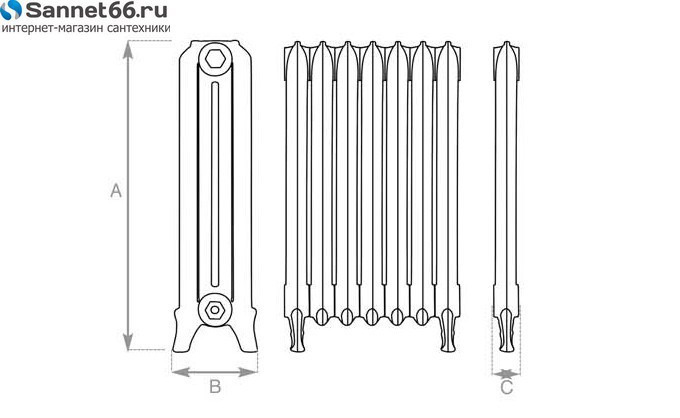 Один из них — тяжесть приборов отопления. Допустим, планируется поставить классические радиаторы из чугуна, состоящие из 4–10 элементов. Для того чтобы подсчитать массу всей системы, необходимо знать, сколько весит чугунная батарея — это обеспечит надежность ее монтажа.
Один из них — тяжесть приборов отопления. Допустим, планируется поставить классические радиаторы из чугуна, состоящие из 4–10 элементов. Для того чтобы подсчитать массу всей системы, необходимо знать, сколько весит чугунная батарея — это обеспечит надежность ее монтажа.
Немного о чугунных радиаторах
Чугунный радиатор — классика жанра. Его устанавливают уже более 100 лет, и ни одна современная новинка так и не смогла полностью вытеснить такую батарею с рынка. Популярность, которой пользуются эти радиаторы, определяется характеристиками самого чугуна.
Среди важнейших преимуществ нужно обязательно отметить:
- Коррозионную устойчивость.
- Продолжительный срок службы.
- Нетребовательность к качеству теплоносителя.
- Отличную теплопередачу.
- Нетребовательность в эксплуатации.
Капля дегтя в этой бочке меда — значительная масса конструкции. Один элемент чугунной батареи весит 7,5 кг. Несложно подсчитать, что стандартный радиатор из 7 секций потянет на 50 кг. Для обеспечения нормального теплового режима в помещении не всегда бывает достаточно одного нагревательного элемента. Из-за этого приходится задумываться о надежности крепления элементов системы к стенам.
Для обеспечения нормального теплового режима в помещении не всегда бывает достаточно одного нагревательного элемента. Из-за этого приходится задумываться о надежности крепления элементов системы к стенам.
Кроме того, следует помнить, что чугун является хрупким материалом. Поэтому при перемещении изделий из него и их монтаже следует соблюдать особую осторожность, чтобы от случайного удара в чугуне не появились невидимые глазу микротрещины. В процессе эксплуатации, когда давление в сети отопления будет возрастать, эти трещины начнут увеличиваться, что неизбежно приведет к протечкам.
Основные характеристики
Стандартный прибор отопления состоит из 4–10 отдельных элементов. Размер батареи определяется исходя из теплового режима, который необходимо обеспечить в помещении, а также в зависимости от архитектурных особенностей последнего.
Несмотря на большую массу чугунного прибора отопления и возникающие в связи с этим сложности тяжесть батареи не является проблемой при ее установке. Самое главное — правильно выполнить ее монтаж. Для обеспечения правильности установки радиаторов недостаточно знать только их массу. Необходимо учитывать и другие характеристики:
Самое главное — правильно выполнить ее монтаж. Для обеспечения правильности установки радиаторов недостаточно знать только их массу. Необходимо учитывать и другие характеристики:
- Межосевое расстояние. Для стандартных моделей оно может составлять 350 или 500 мм. Радиаторы, имеющие большую высоту, как правило, производятся с большим расстоянием между осями.
- Глубина. Стандартные цифры — 92, 99 и 110 мм.
- Ширина секции. Здесь есть небольшой разброс — 35–60 мм.
- Объем секции — количество теплоносителя, необходимого для ее полного заполнения. В среднем объем составляет 1–4 литра и зависит от размеров элемента.
Современные радиаторы изготавливаются из качественного чугуна, что позволило производителям обеспечить стабильность технических характеристик своей продукции. Это касается и веса одной секции — важнейшего параметра при расчете нагрузки на несущие конструкции помещения.
Важно! Чугунные батареи отличаются модульностью конструкции. Это значит, что при необходимости можно добавить или удалить секции.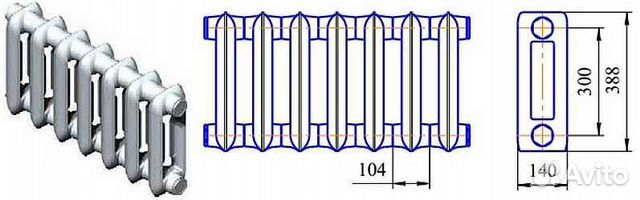
Варьирование количества секций — простейший способ регулировать температуру в помещении. Как правило, рекомендуется выбирать приборы с большим по отношению к расчетному количеством секций. Это поможет решить проблему сильных перепадов температур, характерных для холодных периодов года в средней полосе России.
Расчет нагрузки
Расчет тепловой мощности
Рассчитать нагрузку на несущие конструкции, зная вес одной секции чугунной батареи, достаточно просто. Например, рассчитаем, сколько будет весить радиатор, состоящий из 7 секций. Вес одной секции без воды равен 7,5 кг. Умножив эту цифру на количество элементов, получаем вес пустой батареи — 50 кг. Значит, кронштейны и крепления, используемые при монтаже системы, должны выдержать такой вес. Это теоретически. На практике все немного сложнее.
После окончания монтажа система заполняется водой, что неизбежно приведет к увеличению веса и нагрузки на крепежные элементы. Увеличение веса может быть различным, что зависит от объема секции. В среднем вес всей батареи после заполнения системы теплоносителем увеличится на 10–30 кг. Кронштейны, выбранные из расчета 50 кг, просто не справятся с возросшей нагрузкой.
В среднем вес всей батареи после заполнения системы теплоносителем увеличится на 10–30 кг. Кронштейны, выбранные из расчета 50 кг, просто не справятся с возросшей нагрузкой.
К факторам, оказывающим негативное влияние на крепежные элементы системы, нужно отнести еще и движение, вызванное физическими процессами, происходящими при нагревании и остывании теплоносителя.
Заключение
Чтобы отопительная система служила долгие годы, нельзя игнорировать такие параметры, как вес и объем секции радиатора. Только правильно рассчитав нагрузку на крепежные элементы, можно гарантировать надежность монтажа, а также бесперебойную эксплуатацию всей отопительной сети.
Сколько весит секция чугунной батареи?
Вес одной секции чугунной батареи
О чугунных батареях
Радиатор из чугуна принадлежит к классике жанра. Его применяют уже более 100 лет и полностью вытеснить с рынка пока еще неспособна ни одна современная модель. Чугунные радиаторы пользуются спросом благодаря характеристикам самого материала.
Важными преимуществами чугуна являются:
- Устойчивость к коррозии,
- Долговременность эксплуатации,
- Нетребовательность к качеству теплоносителя,
- Отличная теплопередача,
- Нетребовательность в применении.
Не может быть все так гладко, и два недостатка все же находятся.
- Один кроется в массе. Сколько весит секция чугунной батареи? Вес 1 секции чугунного радиатора составляет примерно 7,5 кг. Благодаря несложным умозаключениям можно прийти к выводу, что стандартная батарея из 7 секций будет весить 52,5 кг. Чтобы обеспечить комфортную температуру в комнате, одной секции нагревательного элемента, как правило, недостаточно. Исходя из данных обстоятельств, осуществляя надежность конструкции, приходится продумывать способы крепления радиаторных элементов к стене. Давайте произведем расчет на примере. Советская модель МС 140. которая до сих пор присутствует на рынке, имеет немалую массу — 7,12 кг.
 Объем ее одной секции составляет 1,5 литра воды, общая масса получается равной 8,62 кг. Тепловая мощность при этом равна примерно 170 Вт. Сколько нужно секций для обогрева комнаты площадью 20 м2? Если необходимо обогреть комнату 20 м2, то потребуется 12 секций, тогда масса будет составлять 85,4 кг, плюс вода – 103,4кг.
Объем ее одной секции составляет 1,5 литра воды, общая масса получается равной 8,62 кг. Тепловая мощность при этом равна примерно 170 Вт. Сколько нужно секций для обогрева комнаты площадью 20 м2? Если необходимо обогреть комнату 20 м2, то потребуется 12 секций, тогда масса будет составлять 85,4 кг, плюс вода – 103,4кг. - Вторым отрицательным моментом чугуна является его хрупкость. Поэтому, чтобы осуществить перенос изделия с большой массой и его крепление, необходимо все манипуляции с ним проделывать максимально осторожно, предотвращая малейшие удары во избежание невидимых глазу микротрещин. Так как в процессе работы с неизбежным ростом давления в сети отопления, образовавшиеся трещины начнут увеличиваться, что закончится протечками радиатора.
Базовые характеристики классического радиатора
Стандартная чугунная батарея состоит из 4-10 отдельных секций. Ее размер зависит от выбора теплового режима в помещении и архитектурных особенностей дома.
Несмотря на возникающие сложности при установке тяжелого радиатора отопления из чугуна, все же основной проблемой это не считается. Основная задача состоит в выполнении правильного монтажа батареи. Чтобы его осуществить, недостаточно знать лишь массу изделия, необходимо учесть следующие моменты:
- Расстояние между осями. Стандартные модели могут иметь 350 или 500 мм. Батареи с большой высотой характеризуются пропорциональными размерами между осями.
- Глубину. Стандартные размеры 92, 99, 110 мм.
- Ширину секции. Размеры находятся в несколько большем диапазоне – 35 — 60 мм.
- Объем секции. Это количество теплоносителя, которое необходимо для полного заполнения элемента радиатора. Объем находится в зависимости от размера секции. Средние значения колеблются от 1 до 4 литров.
Важной проблемой установки чугунной батареи классического образца является то, что она предназначена только для крепления на стене. В то же время большинство домов современности изготавливаются из пористых материалов.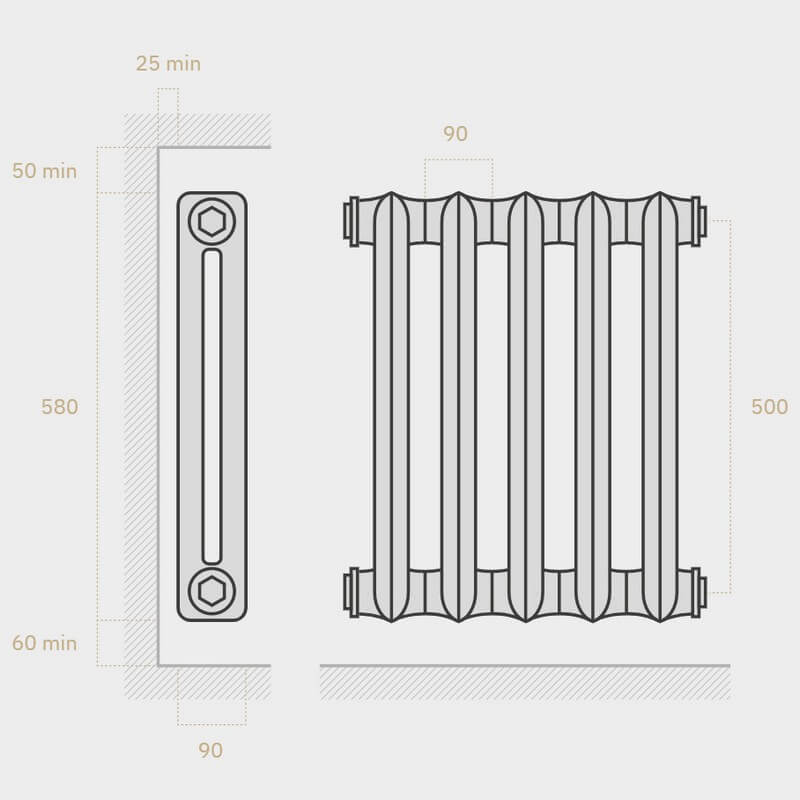 таких как газобетон, пенобетон, а также SIP-панели с пенопластовым наполнением. Данные стены нуждаются в специальном креплении сложной конструкции с многоточечной фиксацией, что вряд ли будет вам по душе.
таких как газобетон, пенобетон, а также SIP-панели с пенопластовым наполнением. Данные стены нуждаются в специальном креплении сложной конструкции с многоточечной фиксацией, что вряд ли будет вам по душе.
Современные модели радиаторов отопления
Для крепления на стенах различными производителями разработаны новые модели из серого чугуна, их масса гораздо меньше старых классических образцов. К примеру, опишем чешский радиатор отопления Viadrus STYL 500. Сколько весит 1 секция данного радиатора отопления? И сколько выйдет масса всей конструкции?
Масса 1 секции составляет 3,8 кг. воды вмещается 0,8 литра, поэтому масса одной секции радиатора с водой составит 4,6 кг. При тепловом потоке 140 Вт для обогрева комнаты в 20 м2 потребуется 14 секций, по весу соответственно выйдет 64,4 кг с водой. Таким образом, этот показатель отличается в меньшую сторону на 40%, чем у классического образца МС 140. Если это значение разделить на две части (по 32 кг), то можно сделать вывод, что установку на стены из современных материалов, включая пористый бетон, осуществить вполне возможно без дополнительных крепежных элементов.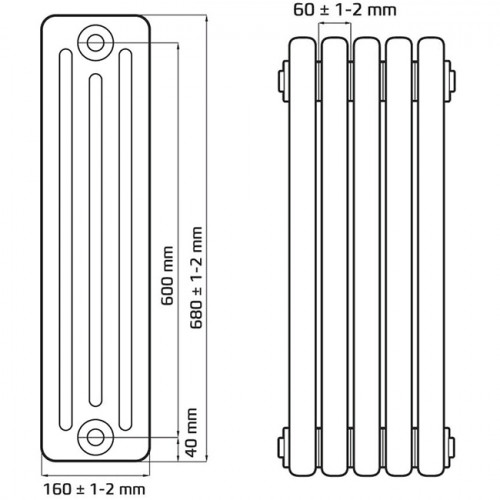
Еще более легкая конструкция разработана российскими производителями. Их отопительные приборы предлагаются под брендом EXEMET. модель MODERN отличается следующими весовыми характеристиками:
Одна секция у этого производителя весит 3,2 кг, теплоотдача 93 Вт. Чтобы обогреть комнату в 20 м2 потребуется 22 секции, тогда общая масса составит 70,4 кг. Данные параметры неплохи, особенно если учесть, что компания производит модели с возможной установкой на полу.
Несколько слов о винтажной батарее из чугуна. Ее вес превосходит советский образец, который может достигать 14 кг. Данные отопительные приборы внешне очень напоминают старинные, которые устанавливали в далеком 19 веке в резиденциях и усадьбах.
Модель EXEMET FIDELIA весит 12 кг, теплоотдача 156 Вт, общая масса прибора для нашего примера выходит просто чудовищной – 154 кг. Сложный вопрос установки здесь неактуален, так как первая и последняя секции снабжены ножками для размещения прибора на полу.
Итак, чтобы обеспечить отопительной системе бесперебойную службу, нельзя игнорировать такие важные показатели, как вес и объем секции батареи. Благодаря правильному подсчету нагрузки на крепежные элементы, можно рассчитывать на надежность установки и долгосрочную эксплуатацию прибора.
- Автор: Вадим Николаевич Лозинский
Чугунные батареи: вес одной секции, характеристики и советы по монтажу
Рассмотрим основные преимущества чугунных батарей :
- Чугунные системы долговечны и имеют срок службы 50 лет, но при должном уходе прослужат намного дольше. Это известно всем и доказано временем.
- Выдерживают давление 9–12 атмосфер, что надежно защищает батареи от гидроударов. Именно поэтому их устанавливают в многоэтажных домах с центральным отоплением.
- Легко выдерживают температуру от 100 до 130°С.
- Одна секция может производить тепловую мощность до 160 кВт.
- Чугунные радиаторы, в отличие от всех остальных, наиболее устойчивы к воздействиям агрессивной среды вызывающей коррозию.

- Имеют широкие каналы, что так же защищает батареи от гидроударов, и не требует частой прочистки.
- Инфракрасное излучение, которым обладают только чугунные батареи, способно передавать тепло к другим предметам. От этого помещение после нагрева дольше сохраняет тепло.
- Легко модифицируются, давая возможность установить батарею нужной мощности. При необходимости, ее можно снять и увеличить, или же уменьшить. Например: чугунный радиатор старого образца обычно состоит из 8-10 частей. Чем больше площадь, которую нужно обогреть, тем больше нужно сборных частей отопления. Так, для нужного теплового эффекта и комфорта, в комнате 14 кв.м, понадобится всего 4 секции, что можно сделать обычным и простым разделением секций.
- Доступная стоимость.
Но и недостатки в использовании чугунных радиаторов отопления тоже подмечены:
- Самый главный недостаток – очень тяжелые. Так, вес одной секции без воды достигает 7,5 кг.
 В среднем, устанавливают от 6 до 10 ребер, и весит такая конструкция 50–58 кг.
В среднем, устанавливают от 6 до 10 ребер, и весит такая конструкция 50–58 кг. - Трудоемкая установка, требующая специальных навыков.
- Маленькая теплоотдача за счет большой теплоемкости. Но при этом, после полного отключения, это способствует более долгому сохранению тепла.
Популярные модели российских производителей
Наибольшей популярностью пользуются следующие модели:
МС90. Используются для отапливания производственных и жилых помещений.
- тепловая мощность от 130 Вт;
- ширина одной секции от 7,1 – 9 см;
- высота от 58 – 58,1см;
- глубина от 9 см;
- объем от 1,15 – 1,45 л;
- вес 1–ой секции от 5,48 – 6,5 кг;
- расстояние между осями от 50 см;
- температура до 130°С;
- давление рабочее 9 – 12 атм.
МС 140. Используются для отопления производственных и жилых помещений с низким подоконником.
- тепловая мощность от 130 – 160 Вт;
- ширина одной секции от 9,3 – 6,65 см;
- высота от 38,8 – 58 см;
- глубина от 14 см;
- объем от 1,11 – 1,45 л;
- вес 1–ой секции от 5,4 – 6,65 кг;
- расстояние между осями от 30 – 50 см;
- температура до 130°С;
- давление рабочее 9 – 12 атм.

Современные модели чугунных радиаторов Российских производителей имеют вес одной секции радиатора 5,8 кг и ровную поверхность.
Сравнительный анализ российских и зарубежных производителей
На современном российском рынке представлено различное исполнение чугунных батарей. Их производство отлажено не только в России, но и Чехии, Китае и Германии.
Вес. Масса одной секции, произведенной в Чехии, составит от 5 кг, а германо-китайское производство представляет батареи, секция которой весит от 3кг.
Износостойкость. Чугунные батареи зарубежных производителей имеют более высокую стойкость к коррозии и гладкую поверхность, что уменьшает гидравлическое сопротивление.
Дополнительные параметры. Поверхность импортных систем окрашивают либо покрывают антикоррозийным напылением. В то время как батареи от российских производителей чаще всего требуют дополнительного окрашивания.
Монтаж. Произведенные за рубежом батареи не нуждаются в протяжке соединений.
Произведенные за рубежом батареи не нуждаются в протяжке соединений.
Цена. Российские батареи стоят гораздо дешевле зарубежных.
Советы по монтажу
Некоторые рекомендации по использованию и установке чугунных батарей:
- Если Вы решили поставить в своем доме или квартире систему отопления из чугуна, то можете не сомневаться, что большой вес никаким образом не влияет на процесс эксплуатации. Все зависит от правильного и качественного монтажа.
- Мощность чугунных батарей можно увеличивать и уменьшать, добавляя или удаляя дополнительные секции.
- Так как батарея имеет немалый вес, её нужно надёжно закреплять на стене.
- Для увеличения срока эксплуатации батареи и поддержания хорошей теплопроводности рекомендуется промывать радиаторы из чугуна каждый сезон.
Проводить монтаж чугунных радиаторов самостоятельно не рекомендуется, но если все же вы решились на это, то следует изучить всю информацию по этому поводу. Монтажные работы по установке чугунных батарей требуют специальных навыков и выверенных действий. Неточности в работе могут привести к серьезным авариям.
Монтажные работы по установке чугунных батарей требуют специальных навыков и выверенных действий. Неточности в работе могут привести к серьезным авариям.
Самое правильное решение в данном вопросе – это обратиться за услугами к профессионалам. Они помогут определиться не только с установкой, но и выбором отопительного прибора, в зависимости от помещения, где он будет находиться.
Источники: http://gidotopleniya.ru/montazh-otopleniya/raschet/ves-1-sekcii-chugunnogo-radiatora-raschet-6816, http://kotel.guru/radiatory/chugunnye/skolko-vesit-sekciya-chugunnoy-batarei.html, http://teplo.guru/radiatory/chugunnye/ves-odnoy-sektsii.html
Как вам статья?
Сколько весит чугунная батарея
Сколько весит чугунная батарея: вес одной секции радиатора отопления старого образца и нового
Содержание
Преимущества чугуна
Если не учитывать, сколько весит чугунная батарея, можно отметить целый спектр преимуществ отопительных приборов данного типа, в число которых входит:
- устойчивость к коррозии;
- стойкость к химически агрессивным средам – материал нетребователен к характеристикам теплоносителя;
- долговечность;
- высокие показатели теплового излучения – чем больше количество секций, тем выше теплоотдача прибора отопления.
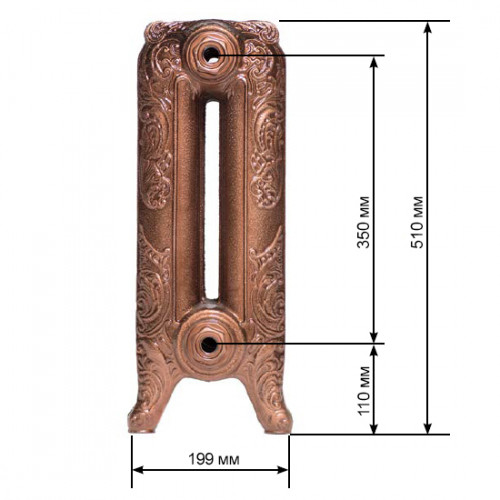
Внешний вид стандартных батарей из чугуна прост и лаконичен, но сегодня производители предлагают и радиаторы, выполненные под старину. К преимуществам таких моделей относится стильный и респектабельный внешний вид.
Различные варианты радиаторов
Технические характеристики
Мощность прибора отопления – показатель его теплоэффективности. При расчете системы отопления учитываются потребности дома в тепле. Важно знать мощность 1 секции чугунного радиатора, чтобы определить размер батарей для каждого отапливаемого помещения. Неправильные расчеты приводят к тому, что помещение не будет качественно прогреваться либо наоборот – придется его часто проветривать, удаляя излишки тепла.
У рядового стандартного радиатора из чугуна мощность 1 звена составляет 170 Вт. Чугунные батареи выдерживают нагрев свыше 100°С и успешно функционируют при рабочем давлении 9 атм. Это позволяет использовать изделия данного типа в составе центральных и автономных отопительных сетей.
Современные модели
Производители предлагают облегченные варианты батарей из серого чугуна. Если вес 1 звена советского радиатора МС140 составляет 7,12 кг, то 1 секция модели Viadrus STYL 500 чешского производства весит 3,8 кг, и ее внутренний объем составляет 0,8 л. Это означает, что заполненный теплоносителем чешский радиатор из 10 звеньев будет иметь массу (3,8 + 0,8) × 10 = 46 кг. Это на 40% меньше, чем масса заполненной батареи МС 140, состоящей из аналогичного количества элементов.
В России также производятся чугунные отопительные приборы облегченного образца. Под брендом EXEMET выпускаются батареи MODERN, 1 секция которых весит 3,3, а ее внутренний объем составляет 0,6 л. Эти трубчатые чугунные радиаторы характеризуются относительно невысокой теплоотдачей, что требует увеличения количества звеньев. Отопительные приборы рассчитаны на напольную установку.
Растущей популярностью пользуются винтажные радиаторы из чугуна. Это напольные модели, изготовленные по технологии художественного литья. Из-за объемных сложных узоров вес секции чугунного радиатора значительно увеличен, он достигает 12 и более килограммов.
Из-за объемных сложных узоров вес секции чугунного радиатора значительно увеличен, он достигает 12 и более килограммов.
Винтажный напольный радиатор из чугуна
Срок службы
В домах, построенных до революции, до сих пор работают радиаторы из чугуна, установленные более 100 лет назад. Современные приборы отопления из этого материала также рассчитаны на десятки лет безремонтной эксплуатации.
Долговечность объясняется прочностью чугуна, устойчивостью к нагреву и давлению. Отопительные приборы из чугуна не ржавеют в период, когда из сети слит теплоноситель и внутренняя поверхность батарей контактирует с воздухом.
Габариты
Вес секции чугунного радиатора зависит от ее высоты, конфигурации и толщины стенок.
Производители предлагают модели с различными характеристиками
- глубина батареи составляет от 70 до 140 мм в стандартном исполнении;
- ширина звена варьируется от 35 до 93 мм;
- объем секции – от 0,45 до 1,5 л в зависимости от габаритов;
- высота отопительного прибора в стандартном исполнении — 370-588 мм;
- межосевое расстояние – 350 либо 500 мм.

Источник: http://profiteplo.com/radiatory/31-skolko-vesit-sekciya-chugunnoj-batarei.html
Характеристики чугунных радиаторов отопления
До покупки того или иного чугунного радиатора нужно рассмотреть его технические характеристики, которые будут подходить под особенности вашей отопительной системы.
Источник: http://ribler.ru/otoplenie/harakteristiki-chugunnyh-radiatorov-otopleniya-skolko-vesit-odna-sekciya-razmer-pljusy-i-minusy/
Зачем нужно знать вес батарей
Эта информация особенно важна для тех, кто строит новый дом и выбирает материалы для системы отопления:
- Покупая батареи и решая вопрос их транспортировки, необходимо выбрать транспорт с определенной грузоподьемностью. Если дом большой и отопительных приборов требуется много, вряд ли получится перевезти их на личном транспорте, и даже на прицепе. Придется заказывать доставку либо нанимать грузовую машину.
- Менее актуальный, но важный вопрос – разгрузка и доставка радиаторов к месту монтажа.
 Большую чугунную батарею тяжело переносить в одиночку.
Большую чугунную батарею тяжело переносить в одиночку. - Самый важный момент касается монтажа радиаторов. В современных каркасных домах, зданиях из газоблоков, СИП-панелей и других подобных материалов стены могут не удержать в себе сильно нагруженные крепления. Зная вес одной секции чугунной батареи и их необходимое количество на отопление каждого помещения, можно вместо одной большой установить 2-3 маленькие батареи или выбрать конструкции с опорой на пол.
Напольный чугунный радиатор Источник stroy-podskazka.ru
Источник: http://m-strana.ru/articles/skolko-vesit-odna-sektsiya-chugunnoy-batarei/
Сколько весит батарея чугунная. Вес одной секции
November 28, 2016
Чугунные батареи существуют уже более века. И сегодня этот вид отопительных радиаторов продолжает обогревать человеческие жилища, ничуть не уступая более современным компактным конвекторам и аллюминиевым аналогам.
Источник: http://teplosten24. ru/ves-chugunnoj-batarei-1-sektsiya.html
ru/ves-chugunnoj-batarei-1-sektsiya.html
Вес секции чугунного радиатора
Вес 1 секции стандартно чугунного радиатора 7.5 килограмм.
Таким образом вес чугунной батареи из:
2 секций будет 15 килограмм.
3 секций будет 22.5 килограмма.
4 секций будет 30 килограмм.
5 секций будет 37.5 килограмма.
6 секций будет 45 килограмм.
7 секций будет 52.5 килограмма.
8 секций будет 60 килограмм.
9 секций будет 67.5 килограмма.
10 секций будет 75 килограмм.
11 секций будет 82.5 килограмма.
12 секций будет 90 килограмм.
13 секций будет 97.5 килограмм.
14 секций будет 105 килограмм.
Источник: http://ribler.ru/otoplenie/harakteristiki-chugunnyh-radiatorov-otopleniya-skolko-vesit-odna-sekciya-razmer-pljusy-i-minusy/
Классические батареи: базовые параметры
Классической считается советская батарея МС140 со следующими параметрами:- высота 388/588 мм;
- глубина 140 мм;
- ширина 93 мм;
- объем одного звена высотой 588 мм – 1,5 л;
- масса одного звена высотой 588 мм – 7,12 кг.

Зная, сколько весит одна секция радиатора и ее объем, можно рассчитать массу прибора отопления МС140, заполненную теплоносителем. Общая масса заполненной секции составит 8,62 кг, батарея из 10 звеньев будет весить около 86 кг.
Богатый выбор разнообразной стилистики батарей
Источник: http://profiteplo.com/radiatory/31-skolko-vesit-sekciya-chugunnoj-batarei.html
Размер секции чугунного радиатора
Высота каждой секции чугунного радиатора 59 сантиметров (590 мм)
Размер 1 секции стандартно чугунного радиатора: 59 см высота и 10.8 см ширина
Таким образом длина чугунной батареи из:
2 секций будет 21.6 см.
3 секций будет 32.4 см.
4 секций будет 43.2 см.
5 секций будет 54 см.
6 секций будет 64.8 см.
7 секций будет 75.6 см.
8 секций будет 86.4 см.
9 секций будет 97.2 см.
10 секций будет 108 см.
11 секций будет 118.8 см.
12 секций будет 129.6 см.
13 секций будет 140.
4 см.
14 секций будет 151.2 см.
Источник: http://ribler.ru/otoplenie/harakteristiki-chugunnyh-radiatorov-otopleniya-skolko-vesit-odna-sekciya-razmer-pljusy-i-minusy/
Объем секции чугунного радиатора
Объем 1 секции стандартно чугунного радиатора 1.5 литра.
Таким образом объем чугунной батареи из:
2 секций будет 3 литра.
3 секций будет 4.5 литра.
4 секций будет 6 литров.
5 секций будет 7.5 литров.
6 секций будет 9 литров.
7 секций будет 10.5 литров.
8 секций будет 12 литров
9 секций будет 13.5 литров.
10 секций будет 15 литров.
11 секций будет 16.5 литров.
12 секций будет 18 литров.
13 секций будет 19.5 литров.
14 секций будет 21 литр.
Источник: http://ribler.ru/otoplenie/harakteristiki-chugunnyh-radiatorov-otopleniya-skolko-vesit-odna-sekciya-razmer-pljusy-i-minusy/
Теплоотдача чугунного радиатора
Мощность чугунного радиатора напрямую зависит от площади её внешней поверхности и заключается в способности отдавать энергию тепла при максимально высокой температуре теплоносителя. В основном это значение колеблется от 80 до 200 Ватт на одну секцию. Для расчёта нужной мощности используется следующая формула: на 25-30 куб. м. мощность батареи должна быть 1 кВт. В случае если есть несколько внешних стен показатель мощности увеличивается.
В основном это значение колеблется от 80 до 200 Ватт на одну секцию. Для расчёта нужной мощности используется следующая формула: на 25-30 куб. м. мощность батареи должна быть 1 кВт. В случае если есть несколько внешних стен показатель мощности увеличивается.
Источник: http://ribler.ru/otoplenie/harakteristiki-chugunnyh-radiatorov-otopleniya-skolko-vesit-odna-sekciya-razmer-pljusy-i-minusy/
Основные расчеты
Проектируя систему отопления, требуется рассчитать вес радиатора и необходимое количество секций в батареях. Расчеты ведутся на основании мощности одной секции отопительного прибора (для классического изделия из чугуна это 170 Вт) и теплового расчета помещения.
Чтобы подсчитать необходимое количество секций и итоговый вес чугунного радиатора, следует учесть площадь и теплопотери помещения, которые зависят от характеристик материалов, из которых возведены стены, наличия утепления. Также требуется обратить внимание на количество окон и вид оконных систем.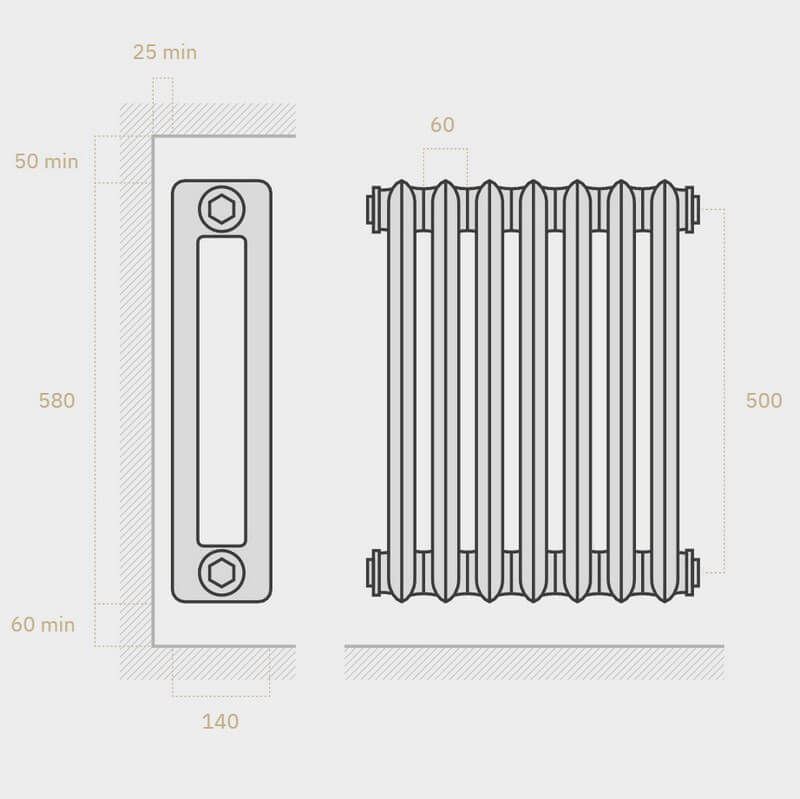
Для панельного дома оптимальная величина теплового потока составляет 0,041 кВт/м3, для кирпичного – 0,034 кВт/м3, для зданий с утепленными стенами (независимо от материала, из которого они возведены) – 0,02 кВт/м3.
Учитывая немалый вес одной секции чугунной батареи, количество звеньев в стандартном радиаторе варьируется от 4 до 10. В большом помещении удобнее установить два-три прибора отопления по 4-5 секций вместо того, чтобы монтировать один крайне тяжелый радиатор с числом звеньев более 10-ти.
Источник: http://profiteplo.com/radiatory/31-skolko-vesit-sekciya-chugunnoj-batarei.html
Производители чугунных радиаторов
В большинстве на рынке России представлены отечественные модели. Это объяснятся тем, что затраты на транспортировку батарей из чугуна составляют большую часть в его окончательной стоимости. Из основных производителей можно выделить:
- ЧАЗ — Чебоксарский Агрегатный завод (Россия)
- Минский завод отопительного оборудования (Беларусь)
- Kiran (Украина)
- Viadrus (Чехия)
Источник: http://ribler.
В завершение
Уверен, что теперь вопрос о весе радиатора не станет для вас неожиданным, и вы сможете аргументированно ответить на него. Видео в этой статье даст дополнительную информацию, а если остались вопросы — задавайте, с удовольствием отвечу.
Источник: http://otoplenie-gid.ru/elementy/radiatori/776-skolko-vesit-sekciya-chugunnoj-batarei
Чугунные изделия имеют много положительных сторон, но как и везде в них есть свои недостатки:
В чугунные модели сложно установить системы авто. контроля температуры помещения. Это связано с тем, что даже после полного отключения радиатора, он будет продолжать нагревать воздух, благодаря своей инертности теплопередачи.
Из за большого объёма теплоносителя, после включения батареи, потребуется более 30 минут для её нагрева. Причём само помещение за этот период времени прогреваться почти не будет.

Очень большой вес в сравнении с аналогами из другим материалов. Вес одной секции составляет 7,5 кг. И таких секций бывает от 6 и больше штук. Поэтому при переноске и монтаже чугунной батареи потребуется помощь
Все чугунные батареи представлены изделиями одного внешнего вида. Это обусловлено особенностями литья чугунных деталей. Для того, что бы как-то разнообразить модели, некоторые производители наносят на внешнюю поверхность радиатора рисунок. При этом стоимость изделия повышается более чем в 10 раз.
Чугун слабо переносит гидроудары. Согласно требованиям ГОСТ 8690-94 чугунный радиатор должен выдерживать непродолжительное давление в 1,5 Мпа.
Источник: http://ribler.ru/otoplenie/harakteristiki-chugunnyh-radiatorov-otopleniya-skolko-vesit-odna-sekciya-razmer-pljusy-i-minusy/
Легкие материалы для легковых и грузовых автомобилей
Видео URL
Motorweek канала PBS освещает исследования и разработки в области легких материалов, поддерживаемые Управлением транспортных технологий Национальной лаборатории Ок-Ридж. Читать текстовую версию.
PBS Motorweek
Передовые материалы необходимы для повышения топливной экономичности современных автомобилей при сохранении безопасности и производительности. Поскольку для ускорения более легкого объекта требуется меньше энергии, чем более тяжелого, легкие материалы обладают большим потенциалом для повышения эффективности транспортного средства. Уменьшение веса автомобиля на 10 % может привести к снижению расхода топлива на 6–8 %. Замена чугуна и традиционных стальных компонентов легкими материалами, такими как высокопрочная сталь, магниевые (Mg) сплавы, алюминиевые (Al) сплавы, углеродное волокно и полимерные композиты, может напрямую снизить вес кузова и шасси автомобиля до 50 раз.
Используя легкие конструкционные материалы, автомобили могут быть оснащены дополнительными передовыми системами контроля выбросов, устройствами безопасности и встроенными электронными системами без увеличения общего веса автомобиля. Хотя легкие материалы могут использоваться в любом транспортном средстве, они особенно важны для гибридных электрических, подключаемых гибридных электрических и электрических транспортных средств. Использование легких материалов в этих транспортных средствах может компенсировать вес систем питания, таких как батареи и электродвигатели, повышая эффективность и увеличивая их полностью электрический запас хода. В качестве альтернативы, использование легких материалов может привести к необходимости использовать аккумулятор меньшего размера и по более низкой цене, сохраняя при этом запас хода электромобилей на постоянном уровне.
Исследования и разработки в области легких материалов имеют важное значение для снижения их стоимости, повышения их способности к переработке, обеспечения возможности их интеграции в транспортные средства и максимизации преимуществ экономии топлива.
Управление транспортных технологий (VTO) работает над улучшением этих материалов четырьмя способами:
- Углубление понимания самих материалов посредством моделирования и вычислительных материаловедческих исследований
- Улучшение их свойств (таких как прочность, жесткость и пластичность)
- Улучшение их производства (стоимость материала, производительность или выход)
- Разработка сплавов из современных материалов
В краткосрочной перспективе замена тяжелых стальных компонентов такими материалами, как высокопрочная сталь, алюминий или армированный стекловолокном полимерные композиты могут уменьшить массу компонента на 10-60 процентов. Ученые уже понимают свойства этих материалов и связанных с ними производственных процессов. Исследователи работают над снижением их стоимости и улучшением процессов соединения, моделирования и переработки этих материалов.
Исследователи работают над снижением их стоимости и улучшением процессов соединения, моделирования и переработки этих материалов.
Узнайте больше об исследованиях VTO поддерживает краткосрочные прикладные исследования в области современной высокопрочной стали и алюминия.
В долгосрочной перспективе передовые материалы, такие как композиты, армированные магнием и углеродным волокном, могут снизить вес некоторых компонентов на 50–75 процентов. Управление работает над расширением наших знаний о химических и физических свойствах этих материалов и снижением их стоимости.
Узнайте больше об исследованиях VTO поддерживает долгосрочные прикладные исследования магния и углеродного волокна.
Инструменты для исследований
Дальнейшая разработка передовых материалов требует углубления нашего понимания их состава и морфологии. В то время как в предыдущих исследованиях использовались физические эксперименты, чтобы лучше понять обычную сталь и алюминий, наука о вычислительных материалах может ускорить процесс, моделируя эксперименты. Вычислительное материаловедение должно вывести на рынок передовые материалы, такие как магний, намного быстрее, чем материалы прошлого. Исследователи также могут использовать вычислительные подходы для создания конструкций транспортных средств, максимально раскрывающих потенциал этих материалов.
Вычислительное материаловедение должно вывести на рынок передовые материалы, такие как магний, намного быстрее, чем материалы прошлого. Исследователи также могут использовать вычислительные подходы для создания конструкций транспортных средств, максимально раскрывающих потенциал этих материалов.
Чтобы улучшить эти инструменты, VTO сотрудничает с Инициативой Materials Genome, межведомственной инициативой, которая помогает сократить время, необходимое для разработки передовых материалов и структур, за счет интегрированных вычислений, экспериментов и данных. Работа, поддерживаемая VTO, позволила разработать вычислительные инструменты, которые позволили улучшить методы соединения, предотвратить коррозию и модели прогнозирования.
Партнерство, цели и результаты
VTO также сотрудничает с Национальными лабораториями Министерства энергетики США, Отделом передового производства EERE и через ряд других многопрофильных партнерств между правительством и промышленностью по легким материалам:
- Партнерство США DRIVE, специализирующееся на малотоннажных автомобилях
- Партнерство 21st Century Truck, фокусирующееся на грузовиках большой грузоподъемности
- Партнерство США по автомобильным материалам (USAMP)
Эти исследования и разработки направлены на достижение следующей цели. : к 2015 году подтвердить возможность снижения веса кузова и шасси легкового автомобиля на 50% по сравнению с автомобилем 2002 года. Это сокращение должно быть рентабельным, а материалы также должны поддаваться вторичной переработке.
: к 2015 году подтвердить возможность снижения веса кузова и шасси легкового автомобиля на 50% по сравнению с автомобилем 2002 года. Это сокращение должно быть рентабельным, а материалы также должны поддаваться вторичной переработке.
Результаты этих исследований и разработок ежегодно описываются на Ежегодном собрании по оценке заслуг и коллегиальной оценке, а также в ежегодном отчете о ходе работы. Кроме того, в рамках подпрограммы «Материалы» в марте 2011 года в Дирборне, штат Мичиган, был проведен семинар по легким и силовым материалам, чтобы понять потребности отрасли и технологические пробелы. Эти отчеты служат эталоном современного состояния технологий, а также технических целей в следующих областях: Технические требования и пробелы для легких транспортных средств и материалов для двигателей, а также технические требования и пробелы для грузовых и большегрузных транспортных средств. Легкие и силовые материалы.
Свяжитесь с нами
ПРОЕКТЫ ОБЛЕГЧЕННЫХ МАТЕРИАЛОВ
Исследователи представляют резюме своих проектов, поддерживаемых VTO, на Ежегодном обзоре заслуг и экспертной оценке. Избранные презентации по исследованиям и разработкам в области легких материалов из обзора заслуг 2014 года:
Избранные презентации по исследованиям и разработкам в области легких материалов из обзора заслуг 2014 года:
- Обзор исследований и разработок в области технологий материалов
- Многокомпонентные легкие транспортные средства
- Высокоскоростное соединение сварных заготовок из разнородных сплавов алюминия
Посмотреть ежегодные презентации Merit Review Обзор базы данных презентаций.
| Легкий материал | Снижение массы | |
|---|---|---|
| Магний | 30-70% | |
| COBRID FOUPSITES | 50-708. | COMPOSISTE |
| Титан | 40-55% | |
| Композиты из стекловолокна | 25-35% | |
| Улучшенная высокопрочная сталь | 4 10081 | |
| Высокопрочная сталь | 10-28% |
Суспензии на водной основе для высокоэнергетических батарей LiFePO4 с использованием вышитых токосъемников
Abstract
Более высокая удельная плотность энергии в литий-ионных батареях может быть достигнута за счет использования трехмерных (3D) пористых токосъемников, которые позволяют увеличить площадь поверхности загрузки электроактивного материала. В этой статье мы представляем использование вышитых токосъемников для изготовления толстых литий-ионных аккумуляторов карманного типа. Эксперименты проводились на LiFePO 9Были исследованы суспензии на водной основе 0131 4 (LFP) с использованием стирол-бутадиенового каучука (SBR) в качестве связующего и натрийкарбоксиметилцеллюлозы (CMC) в качестве загустителя, а также составы с различными реологическими характеристиками. Электрохимические характеристики (циклическая вольтамперометрия, скоростная способность) и морфологические характеристики клеток полумешка LFP (рентгеновская микрокомпьютерная томография и сканирующая электронная микроскопия) сравнивали между препаратами. Был определен оптимальный состав электрода, и предложен механизм, объясняющий различия между составами. Благодаря оптимальному составу электрода были получены литые электроды толщиной 350 мкм с высокой механической стабильностью. Электроды демонстрировали в 4–6 раз большую удельную нагрузку по массе (4–6 мАч·см -2 ) и вес электроактивного материала на 50% больше, чем у фольги.
В этой статье мы представляем использование вышитых токосъемников для изготовления толстых литий-ионных аккумуляторов карманного типа. Эксперименты проводились на LiFePO 9Были исследованы суспензии на водной основе 0131 4 (LFP) с использованием стирол-бутадиенового каучука (SBR) в качестве связующего и натрийкарбоксиметилцеллюлозы (CMC) в качестве загустителя, а также составы с различными реологическими характеристиками. Электрохимические характеристики (циклическая вольтамперометрия, скоростная способность) и морфологические характеристики клеток полумешка LFP (рентгеновская микрокомпьютерная томография и сканирующая электронная микроскопия) сравнивали между препаратами. Был определен оптимальный состав электрода, и предложен механизм, объясняющий различия между составами. Благодаря оптимальному составу электрода были получены литые электроды толщиной 350 мкм с высокой механической стабильностью. Электроды демонстрировали в 4–6 раз большую удельную нагрузку по массе (4–6 мАч·см -2 ) и вес электроактивного материала на 50% больше, чем у фольги. В тестах вышитых ячеек с половинным и полным мешочком наблюдалось использование емкости на 50% при скорости 1C и на 11% при скорости 2C с полным восстановлением при скорости C/5. Стабильность при циклировании также сохранялась в течение 55 циклов.
В тестах вышитых ячеек с половинным и полным мешочком наблюдалось использование емкости на 50% при скорости 1C и на 11% при скорости 2C с полным восстановлением при скорости C/5. Стабильность при циклировании также сохранялась в течение 55 циклов.
Введение
Чтобы сделать литий-ионные батареи практичными, необходимо учитывать такие аспекты, как компромисс между энергией и плотностью мощности, рентабельность и экологичность обработки. Аккумуляторы для электромобилей требуют, с одной стороны, удельной энергии около 225 Втч кг −1 , чтобы обеспечить соотношение между весом и автономностью батареи 1 , а с другой стороны, затраты должны быть менее 300 € кВтч −1 , чтобы быть более доступным.
Изготовление толстых электродов путем увеличения загрузки массы является одной из стратегий для достижения этих целей. Однако металлическая фольга повсеместно используется в качестве токосъемников в батареях, и они не позволяют использовать большую толщину электродов из-за риска расслаивания материала электрода и плохой электропроводности некоторых электроактивных материалов 2 . Другая стратегия заключается в использовании трехмерных (3D) пористых структур, которые допускают более высокие массовые нагрузки на единицу площади. Металлические пены ранее исследовались с массовыми нагрузками до 30–50 мг см −2 , т. е. в пять раз выше плотности энергии обычных батарей 3 . Тем не менее, неравномерная пористость пены затрудняет покрытие электродного материала внутри конструкции и ограничивает производительность батареи. Кроме того, после обрезки до нужной геометрии открытые концы металлической пены могут повредить сепаратор. Конфигурации 3D-электродов с использованием наноструктурированных материалов, таких как 3D-микробатареи с кремниевыми нанопроволоками или углеродными микростержнями, также позволяют увеличить плотность энергии и мощности до 100 раз по сравнению с обычными батареями 4,5 . Однако смачивание или пропитка всей конструкции электролитом представляет собой сложную задачу. Общая емкость также невелика, от 10 мкАч до 10 мАч, что ограничивает их применение в миниатюрных электронных устройствах.
Другая стратегия заключается в использовании трехмерных (3D) пористых структур, которые допускают более высокие массовые нагрузки на единицу площади. Металлические пены ранее исследовались с массовыми нагрузками до 30–50 мг см −2 , т. е. в пять раз выше плотности энергии обычных батарей 3 . Тем не менее, неравномерная пористость пены затрудняет покрытие электродного материала внутри конструкции и ограничивает производительность батареи. Кроме того, после обрезки до нужной геометрии открытые концы металлической пены могут повредить сепаратор. Конфигурации 3D-электродов с использованием наноструктурированных материалов, таких как 3D-микробатареи с кремниевыми нанопроволоками или углеродными микростержнями, также позволяют увеличить плотность энергии и мощности до 100 раз по сравнению с обычными батареями 4,5 . Однако смачивание или пропитка всей конструкции электролитом представляет собой сложную задачу. Общая емкость также невелика, от 10 мкАч до 10 мАч, что ограничивает их применение в миниатюрных электронных устройствах. Использование электропроводящего текстиля является еще одной стратегией изготовления аккумуляторов с большой массовой загрузкой 6,7,8 . Ху и его коллеги 9 изготовили литий-ионный аккумулятор, нанеся углеродные нанотрубки на полиэфирную ткань погружением. Электроды имели толщину 600 мкм и демонстрировали очень высокую массовую нагрузку около 168 мг см 9 .0133 −2 . Тем не менее, возможность крупномасштабного производства является одной из проблем, позволяющих сделать эти системы коммерчески жизнеспособными. Толстые электроды также можно изготавливать с помощью методов 3D-печати и шаблонов. Вей и его коллеги 10 представили характеристики напечатанных на 3D-принтере толстых электродов с удельной емкостью 4,45 мАч·см −2 . Демортьер и его коллеги продемонстрировали изготовление толстых электродов с удельной емкостью 20 мАч см -2 с использованием шаблонного метода для создания трехмерных структур. Несмотря на преимущества упомянутых технологий, они также увеличивают стоимость аккумуляторов и не могут быть легко реализованы на крупномасштабных предприятиях по производству аккумуляторов.
Использование электропроводящего текстиля является еще одной стратегией изготовления аккумуляторов с большой массовой загрузкой 6,7,8 . Ху и его коллеги 9 изготовили литий-ионный аккумулятор, нанеся углеродные нанотрубки на полиэфирную ткань погружением. Электроды имели толщину 600 мкм и демонстрировали очень высокую массовую нагрузку около 168 мг см 9 .0133 −2 . Тем не менее, возможность крупномасштабного производства является одной из проблем, позволяющих сделать эти системы коммерчески жизнеспособными. Толстые электроды также можно изготавливать с помощью методов 3D-печати и шаблонов. Вей и его коллеги 10 представили характеристики напечатанных на 3D-принтере толстых электродов с удельной емкостью 4,45 мАч·см −2 . Демортьер и его коллеги продемонстрировали изготовление толстых электродов с удельной емкостью 20 мАч см -2 с использованием шаблонного метода для создания трехмерных структур. Несмотря на преимущества упомянутых технологий, они также увеличивают стоимость аккумуляторов и не могут быть легко реализованы на крупномасштабных предприятиях по производству аккумуляторов.
Недавно мы предложили использовать трехмерные вышитые структуры в качестве токосъемников в качестве еще одной альтернативы для изготовления толстых электродов 11,12,13 . В отличие от металлических пенопластов, здесь нет открытых концов проволоки за счет изготовления вышитых конструкций почти по форме. Однако необходимо разработать рецептуры электродов с критериями выбора, отличными от критериев для тонких электродов, чтобы обеспечить надлежащую консистенцию слоя, однородность и характеристики покрытия.
Хотя для изготовления анодов из графита используется водная обработка, большинство катодов по-прежнему изготавливают с использованием поливинилиденфторида (ПВДФ) в качестве связующего и N-метил-2-пирролидона (NMP) в качестве органического растворителя. NMP токсичен и дорог. Считается, что замена NMP водой вдвое снижает затраты на обработку электродов, более экологична и упрощает размещение заводов по производству аккумуляторов 14 . Использование смесей SBR и CMC было положительно оценено для замены связующего PVDF в тонких катодах 15,16,17 и тонких графитовых анодах 18,19,20,21 . Тем не менее, существует несколько исследований составов на водной основе для изготовления толстых электродов. Guyomard и коллеги 22 сравнили электрохимические характеристики толстых электродов LiFePO 4 (LFP) и реологические свойства составов на водной основе, приготовленных с использованием комбинации поливинилового спирта и полиэтиленгликоля (ПЭГ) в качестве связующего и двух разных загустителей. Хотя они достигли характеристик, аналогичных неводным суспензиям, рецептуры не подходили для практического применения, поскольку они содержали ПЭГ, который можно растворить в некоторых литий-ионных электролитах.
Тем не менее, существует несколько исследований составов на водной основе для изготовления толстых электродов. Guyomard и коллеги 22 сравнили электрохимические характеристики толстых электродов LiFePO 4 (LFP) и реологические свойства составов на водной основе, приготовленных с использованием комбинации поливинилового спирта и полиэтиленгликоля (ПЭГ) в качестве связующего и двух разных загустителей. Хотя они достигли характеристик, аналогичных неводным суспензиям, рецептуры не подходили для практического применения, поскольку они содержали ПЭГ, который можно растворить в некоторых литий-ионных электролитах.
Мы представляем здесь систематическое исследование составов LiFePO на водной основе 4 для изготовления толстых электродов карманного типа с использованием вышитых токосъемников. LiFePO 4 (LFP) благодаря своей безопасности и длительному сроку службы считается наиболее перспективной литий-ионной технологией для крупноформатных аккумуляторов 23 . Ячейки LFP/графит являются единственными, которые проходят все испытания на безопасность без теплового разгона, что представляет особый интерес для автомобильных приложений 24 . Дополнительным преимуществом LFP является то, что его можно обрабатывать водой 25 . Были исследованы составы с использованием пяти различных массовых соотношений SBR:CMC при фиксированном содержании LFP и воды. Показаны реологические свойства, электрохимическое поведение и морфологические характеристики для различных составов. Были определены оптимальные составы катодов и предложено объяснение лежащего в их основе механизма. Также были приготовлены и электрохимически охарактеризованы полноразмерные ячейки с анодными суспензиями, показывающими то же массовое соотношение CMC:SBR, что и оптимальные составы катодов. Результаты демонстрируют многообещающие характеристики толстых элементов с половиной и полным пакетом, демонстрируя успешный подход к изготовлению крупноформатных батарей с высокой удельной энергией с более экологически чистой и экономичной обработкой электродов.
Ячейки LFP/графит являются единственными, которые проходят все испытания на безопасность без теплового разгона, что представляет особый интерес для автомобильных приложений 24 . Дополнительным преимуществом LFP является то, что его можно обрабатывать водой 25 . Были исследованы составы с использованием пяти различных массовых соотношений SBR:CMC при фиксированном содержании LFP и воды. Показаны реологические свойства, электрохимическое поведение и морфологические характеристики для различных составов. Были определены оптимальные составы катодов и предложено объяснение лежащего в их основе механизма. Также были приготовлены и электрохимически охарактеризованы полноразмерные ячейки с анодными суспензиями, показывающими то же массовое соотношение CMC:SBR, что и оптимальные составы катодов. Результаты демонстрируют многообещающие характеристики толстых элементов с половиной и полным пакетом, демонстрируя успешный подход к изготовлению крупноформатных батарей с высокой удельной энергией с более экологически чистой и экономичной обработкой электродов.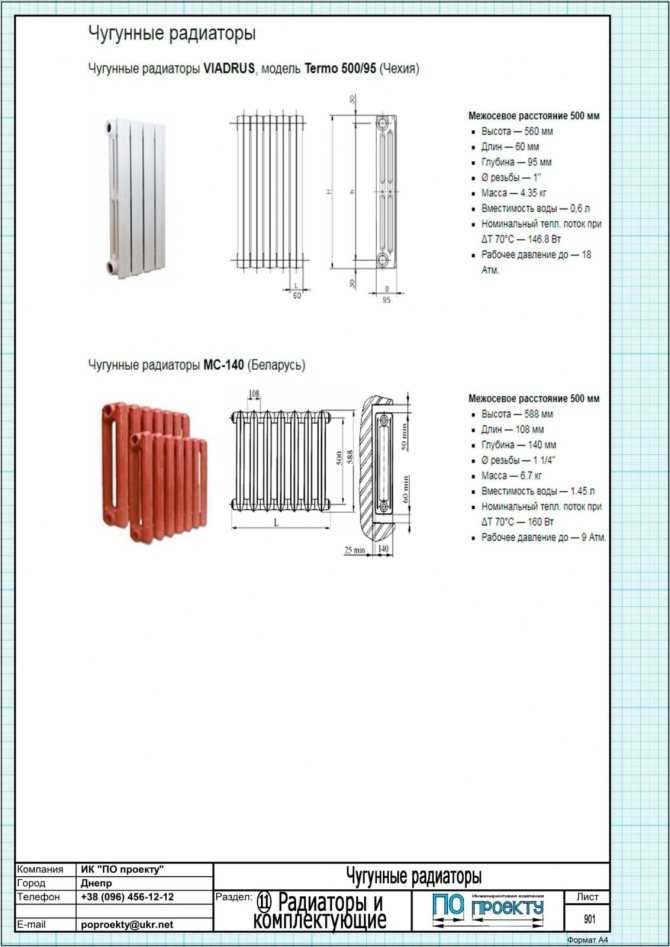
Материалы и методы
Шлам и подготовка электродов
Были исследованы пять различных составов шлама на водной основе с содержанием твердых веществ 35% по весу и содержанием воды 65% по весу с различными пропорциями бутадиен-стирольного каучука (SBR). и натрийкарбоксиметилцеллюлоза (КМЦ) (таблица 1). Частицы LFP (Pholicat FE100, beLife, Бельгия) использовали в готовом виде. Частицы LFP были покрыты углеродом со средним диаметром (D50 с ультразвуком) 2,76 мкм, процентным содержанием углерода 2,14% и удельной площадью поверхности по БЭТ 20,9.м 2 г −1 , (значения предоставлены поставщиком). Используемой углеродной добавкой был C65 (Super C65, Timcal, Швейцария) с удельной поверхностью по БЭТ 62 м 2 г -1 . Связующее SBR было получено в виде эмульсии с содержанием твердых веществ 48 мас. % (MTI Corporation, США). Используемая в качестве загустителя натриевая КМЦ имела степень замещения (СЗ) 0,6–0,9, вязкость 1500–3000 мПа·с при концентрации 1 мас. % и температуре 25 °С (Sigma-Aldrich Chemie GmbH, Штайнхайм, Германия). . Раствор КМЦ готовили из натриевой КМЦ, вымоченной в течение ночи в деионизированной воде при комнатной температуре при желаемой концентрации. Суспензии получали, сначала смешивая LFP с C65, а затем добавляя желаемую весовую концентрацию CMC и SBR. Наконец, суспензии смешивали в смесителе со сверхвысоким сдвиговым усилием при 10000 об/мин в течение 5 мин (S25N-25G Ultra-turrax, IKA-Werke GmbH & Co.KG, Германия).
% и температуре 25 °С (Sigma-Aldrich Chemie GmbH, Штайнхайм, Германия). . Раствор КМЦ готовили из натриевой КМЦ, вымоченной в течение ночи в деионизированной воде при комнатной температуре при желаемой концентрации. Суспензии получали, сначала смешивая LFP с C65, а затем добавляя желаемую весовую концентрацию CMC и SBR. Наконец, суспензии смешивали в смесителе со сверхвысоким сдвиговым усилием при 10000 об/мин в течение 5 мин (S25N-25G Ultra-turrax, IKA-Werke GmbH & Co.KG, Германия).
Полноразмерный стол
Вышитые токоприемники изготовлены методом вышивки (Texible GmbH, Хоэнемс, Австрия). Два слоя алюминиевых проволок (диаметром 80 мкм) были вышиты на полиэфирной ткани. Алюминиевые проволоки образуют сетку, как показано на рис. 1. Расстояние между алюминиевыми проволоками составляло около 0,4 мм. Первоначальная толщина только вышитой структуры составляла 870 мкм. Толщины получены толщиномером при нормальном давлении 17,5 г см −2 (Карл Шредер К.Г. Вайнхайм, Германия).
Толщины получены толщиномером при нормальном давлении 17,5 г см −2 (Карл Шредер К.Г. Вайнхайм, Германия).
( a–c ) Нанесение суспензии LFP SBR:CMC 4:1 (вес:вес) на вышитые токосъемники с помощью пленочного аппликатора. Пластиковый лист использовали в качестве шаблона для определения желаемой площади электрода 4 × 4 см 2 . ( d ) Конечный электрод после сушки и прессования.
Изображение в полный размер
Суспензию наносили на площадь примерно 4 × 4 см 2 вышитых токоприемников с помощью пленочного аппликатора (Coatmaster 510, Erichsen GmbH & Co.KG, Hemer, Германия) со спиралью пленочный аппликатор Модель 358, скорость 10 мм/с. На рисунке 1 показан пример процесса нанесения, примененного к вышитым токосъемникам. Пластиковый лист был использован в качестве шаблона для определения площади нанесения 4 × 4 см 2 . Электроды сначала предварительно сушили при 80 °C, а затем прессовали при 13,3 МПа в течение 3 мин. Электроды были высушены в аргоновой вакуумной печи в течение 4 часов при 150°С и окончательно запрессованы при 25 МПа в течение 3 минут при комнатной температуре. Электроды прессовали на лабораторном прессе Polystat 200 T (Sevitec Maschinenservice GmbH, Германия). Окончательный состав электрода после сушки показан в таблице 1 для каждого состава суспензии. После окончательной сушки и прессования электроды имели общую толщину около 350–400 мкм. Все электроды показали одинаковые массовые нагрузки и общие емкости.
Электроды были высушены в аргоновой вакуумной печи в течение 4 часов при 150°С и окончательно запрессованы при 25 МПа в течение 3 минут при комнатной температуре. Электроды прессовали на лабораторном прессе Polystat 200 T (Sevitec Maschinenservice GmbH, Германия). Окончательный состав электрода после сушки показан в таблице 1 для каждого состава суспензии. После окончательной сушки и прессования электроды имели общую толщину около 350–400 мкм. Все электроды показали одинаковые массовые нагрузки и общие емкости.
Аноды для ячейки с полным пакетом были изготовлены с токосъемниками с медным шитьем, используя ту же конструкцию, что и алюминиевые токосъемники. Используемый состав анодной суспензии включал 32,5 мас. % графита (E-SLS30 Graphite, Timcal, Швейцария), 0,35 мас. % проводящего углерода (Super C65, Timcal, Швейцария), 0,35 мас. % натрия CMC, 1,39 мас. % SBR ( 48 мас.% водной эмульсии, MTI Corporation, США), 16,4 мас.% деионизированной воды. Все материалы использовались в том виде, в каком они были получены. Используемое массовое соотношение SBR:CMC составляло 4:1. Аноды сушили в вакууме аргоновой печи в течение 4 часов при 150°С и прессовали при 4 МПа в течение 3 минут при комнатной температуре.
Используемое массовое соотношение SBR:CMC составляло 4:1. Аноды сушили в вакууме аргоновой печи в течение 4 часов при 150°С и прессовали при 4 МПа в течение 3 минут при комнатной температуре.
Реологические измерения
Реологические измерения проводились при комнатной температуре с использованием реометра (MCR 302, Anton Paar GmbH, Германия) с измерительной системой с параллельными пластинами диаметром 25 мм. Зазор между пластинами был зафиксирован на уровне 1 мм для всех измерений. Вязкость и напряжение сдвига в зависимости от скорости сдвига были получены с помощью испытания на вращение. Модуль накопления и потерь ( G’, G” ) в зависимости от деформации сдвига измеряли при развертке по амплитуде при постоянной угловой частоте 10 рад/с. G’ и G” в зависимости от угловой частоты были получены при постоянной деформации сдвига 1% от расстояния зазора для обеспечения режима линейной вязкоупругости (LVE).
Морфологическая характеристика
Изображения, полученные с помощью сканирующей электронной микроскопии (СЭМ), были получены с использованием микроскопа JEOL JSM-7100F, работающего при 20 кэВ. Изображения лазерного сканирующего микроскопа (LSM) LSM (LSM 3D Profile Measurement серии VK-X100 от KEYENCE) использовались для оптических наблюдений. Рентгеновскую микрокомпьютерную томографию (µCT) выполняли с использованием GE phoenix nanotom m (в настоящее время распространяется BarkerHughes, компанией GE) при размере фокусного пятна 1,7 мкм. Все сканирования проводились при напряжении трубки 80 кВ и токе трубки 110 мкА. Детектор манотома m (GE DXR500L) имеет разрешение 3070×2400 пикселей, размер шага пикселя 100 мкм и динамический диапазон 10 000:1. Сканирование с полным вращением с 1600 проекциями, в среднем 3 изображения на угловое приращение и время экспозиции 1000 мс на изображение дали общую продолжительность сканирования 1 ч 40 мин. Геометрия конического луча привела к геометрическому коэффициенту увеличения 66,7 и размеру вокселя 1,5 × 1,5 × 1,5 мкм 3 . Объемную реконструкцию выполняли с помощью коммерчески доступного программного пакета phoenix datos|x (BakerHughes, компания GE).
Изображения лазерного сканирующего микроскопа (LSM) LSM (LSM 3D Profile Measurement серии VK-X100 от KEYENCE) использовались для оптических наблюдений. Рентгеновскую микрокомпьютерную томографию (µCT) выполняли с использованием GE phoenix nanotom m (в настоящее время распространяется BarkerHughes, компанией GE) при размере фокусного пятна 1,7 мкм. Все сканирования проводились при напряжении трубки 80 кВ и токе трубки 110 мкА. Детектор манотома m (GE DXR500L) имеет разрешение 3070×2400 пикселей, размер шага пикселя 100 мкм и динамический диапазон 10 000:1. Сканирование с полным вращением с 1600 проекциями, в среднем 3 изображения на угловое приращение и время экспозиции 1000 мс на изображение дали общую продолжительность сканирования 1 ч 40 мин. Геометрия конического луча привела к геометрическому коэффициенту увеличения 66,7 и размеру вокселя 1,5 × 1,5 × 1,5 мкм 3 . Объемную реконструкцию выполняли с помощью коммерчески доступного программного пакета phoenix datos|x (BakerHughes, компания GE). Для уменьшения шума изображения данные 3D-изображения подвергались постобработке с использованием медианного фильтра с размером ядра 5 вокселей.
Для уменьшения шума изображения данные 3D-изображения подвергались постобработке с использованием медианного фильтра с размером ядра 5 вокселей.
Подготовка ячеек мешка и электрохимическая характеристика
Ячейки мешка были собраны в аргоновом перчаточном боксе (MBraun Unilab Plus, M. Braun Inertgas-Systeme GmbH, Германия) с уровнями влаги и кислорода ниже 0,1 ppm. Литиевая фольга (Sigma-Aldrich Chemie GmbH, Штайнхайм, Германия) с размерами 4,5 см в ширину, 4,5 см в длину и 0,6 мм в толщину использовалась в качестве анода и электрода сравнения для экспериментов с полуячейками. Для экспериментов с полной ячейкой аноды были изготовлены из графитовых электроактивных порошков, как описано в предыдущем разделе. В качестве сепаратора использовали Celgard 2400 (образцы предоставлены компанией Celgard LLC, Франция). Электролит был 1 M LiPF 6 в соотношении 1:1 об/об этиленкарбоната и диэтилкарбоната EC/DEC (Sigma-Aldrich Chemie GmbH, Штайнхайм, Германия). Во всех элементах использовалось одинаковое количество электролита (около 8 мл). Циклические вольтамперограммы (ЦВА) и циклы гальваностатического заряда и разряда были выполнены на системе VSP Bio-Logic с программным обеспечением EC-Lab (Gamec Analysentechnik, Германия). C-скорость была рассчитана с учетом теоретической удельной емкости LiFePO 4 (170 мАч·г -1 ).
Циклические вольтамперограммы (ЦВА) и циклы гальваностатического заряда и разряда были выполнены на системе VSP Bio-Logic с программным обеспечением EC-Lab (Gamec Analysentechnik, Германия). C-скорость была рассчитана с учетом теоретической удельной емкости LiFePO 4 (170 мАч·г -1 ).
Результаты и обсуждение
Характеристика вышитого токосъемника
На рисунке 2 показана вышитая структура, используемая в качестве токосъемника. Емкость аккумулятора зависит от объема, доступного для размещения электродного материала внутри вышитой 3D-структуры. Сегмент r на рис. 2 показывает самое дальнее расстояние между материалом электрода и токосъемником. Для данного вышитого макета с диаметром проволоки 80 мкм r было около 0,286 мм, а расстояние между проволоками 0,4 мм. В плоской геометрии 9Значение 0241 r соответствует толщине материала электрода. Расстояние r в вышитых структурах — это расстояние между двумя точками, тогда как в металлических фольгах толщина электрода — это расстояние между двумя плоскостями. Следовательно, в случае металлической фольги большая часть материала электрода подвергается воздействию самого дальнего расстояния. Для данной компоновки были допустимы массовые нагрузки в диапазоне 25–35 мг см -2 . Эти массовые нагрузки соответствуют теоретическим площадным емкостям 4–6 мАч·см 9 .0133 −2 , что в 4–6 раз больше, чем у обычных планарных электродов 20 . Масса только токосъемника составляла 12,3 ± 0,5 мг см -2 , а доля массы электроактивного материала составляла 60-70% от общей массы электрода. Для сравнения, доля электроактивного материала в обычных электродах находится в диапазоне 40% 26 .
Следовательно, в случае металлической фольги большая часть материала электрода подвергается воздействию самого дальнего расстояния. Для данной компоновки были допустимы массовые нагрузки в диапазоне 25–35 мг см -2 . Эти массовые нагрузки соответствуют теоретическим площадным емкостям 4–6 мАч·см 9 .0133 −2 , что в 4–6 раз больше, чем у обычных планарных электродов 20 . Масса только токосъемника составляла 12,3 ± 0,5 мг см -2 , а доля массы электроактивного материала составляла 60-70% от общей массы электрода. Для сравнения, доля электроактивного материала в обычных электродах находится в диапазоне 40% 26 .
Микрофотография вышитого токосъемника и схематический рисунок (не в масштабе) конструкции с указанием диаметра алюминиевой проволоки ( ϕ ), расстояние между проводами ( l ) и максимальное расстояние между материалом электрода и токосъемником ( r ).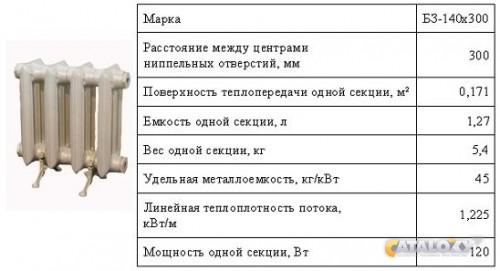
Увеличить
Механическая стабильность материала электрода в толстых батареях зависит от площади поверхности, доступной для контакта с токосъемником. Для металлической фольги площадь поверхности определяется геометрической площадью, то есть произведением длины и ширины. В вышитой структуре площадь поверхности их элементов (металлических проволок и нитей фоновой ткани) можно рассчитать, умножив площадь цилиндрической поверхности проволоки/нити (π ϕl /2) с количеством проводов/нитей ( N ). При одинаковых геометрических размерах (длине и ширине) площадь поверхности металла в данной схеме вышивки была в 1,26 раза больше, чем в металлической фольге. Фоновая ткань из полиэстера (PES), используемая для вышивки, также может способствовать повышению стабильности благодаря площади поверхности, в 4,28 раза большей, чем у металлической фольги. Из-за большей доступной площади вышитые электроды, несмотря на их толщину, вероятно, сохранят свою целостность, даже если они согнуты.
Реологические свойства
Состав суспензии должен обладать надлежащей текучестью, чтобы обеспечить хорошее проникновение через вышитую структуру, и в то же время должно быть незначительное оседание частиц и надлежащая консистенция для поддержания желаемой толщины. Эти факторы можно оценить по реологическим свойствам составов, показанным на рис. 3. Вязкость суспензий в зависимости от скорости сдвига (от 0,1 до 100 с -1 ) показана на рис. 3а. Из этого диапазона скорость сдвига 12 с -1 был выбран для дальнейшего анализа (рис. 3b), поскольку он соответствовал скорости сдвига в нашем методе применения. Это было рассчитано путем деления скорости нанесения (10 мм с −1 ) на первоначальную толщину токосъемников (850 мкм). На рис. 3b видно, что вязкость состава А (без КМЦ) была намного выше, чем у других составов. Наблюдали вытеснение воды из суспензии в ходе измерений с составом А, чего не наблюдалось с другими составами. Таким образом, значительно более высокая вязкость состава А была обусловлена более высокими концентрациями частиц по мере удаления воды. По существу, Состав А ведет себя скорее как смесь песка/воды, чем как структура твердого геля. Таким образом, мы заметили, что для придания суспензии структуры твердого геля требуется КМЦ. Добавления небольшого количества КМЦ (т.е. SBR:CMC 4:1) уже было достаточно, чтобы значительно снизить вязкость суспензии и сформировать сетчатую структуру. Вязкости составов В и С, которые находились в пределах 5–15 Па·с при скорости сдвига 12 с -1 показали наилучшую согласованность при испытаниях на литье. Эти вязкости примерно в 100 раз выше, чем при ленточном литье тонких электродов 16,27 , и примерно в 10 раз выше, чем при ленточном литье толстых электродов на металлическую фольгу 22 . Поэтому для изготовления толстых электродов с использованием шитых токосъемников требовались значения вязкости, отличные от используемых для планарных токосъемников.
По существу, Состав А ведет себя скорее как смесь песка/воды, чем как структура твердого геля. Таким образом, мы заметили, что для придания суспензии структуры твердого геля требуется КМЦ. Добавления небольшого количества КМЦ (т.е. SBR:CMC 4:1) уже было достаточно, чтобы значительно снизить вязкость суспензии и сформировать сетчатую структуру. Вязкости составов В и С, которые находились в пределах 5–15 Па·с при скорости сдвига 12 с -1 показали наилучшую согласованность при испытаниях на литье. Эти вязкости примерно в 100 раз выше, чем при ленточном литье тонких электродов 16,27 , и примерно в 10 раз выше, чем при ленточном литье толстых электродов на металлическую фольгу 22 . Поэтому для изготовления толстых электродов с использованием шитых токосъемников требовались значения вязкости, отличные от используемых для планарных токосъемников.
(Вверху) Изображения суспензий для каждой рецептуры. ( a ) Вязкость в зависимости от скорости сдвига, ( b ) вязкость при 12 с −1 в зависимости от концентрации КМЦ натрия, ( c ) G’ и G” с увеличением напряжения сдвига, ( d ) коэффициент потерь при увеличении деформации сдвига, ( e ) G’ и G” и ( f ) коэффициент потерь при увеличении угловой частоты при 1% деформации сдвига.
( a ) Вязкость в зависимости от скорости сдвига, ( b ) вязкость при 12 с −1 в зависимости от концентрации КМЦ натрия, ( c ) G’ и G” с увеличением напряжения сдвига, ( d ) коэффициент потерь при увеличении деформации сдвига, ( e ) G’ и G” и ( f ) коэффициент потерь при увеличении угловой частоты при 1% деформации сдвига.
Полноразмерное изображение
На рисунке 3c показаны модули накопления ( G’ ) и потерь ( G” ) в зависимости от напряжения сдвига для различных составов. Из этих измерений предел текучести ( τ y ), который указывает конец области линейной вязкоупругости (LVE), и предел текучести ( τ f ), который является точкой где G’ и G” кроссовер, можно определить. Из этих точек индекс перехода потока, который представляет собой отношение τ y /τ f . Индекс текучести обеспечивает меру поведения суспензии при хрупком разрушении. Чем ближе значения к 1, тем более резкий спад наблюдается для G’ и G” после области LVE. Это свидетельствует о большей склонности раствора к хрупкому разрушению и его низкой растекаемости. Индекс текучести состава А был близок к 1, в то время как для всех других составов значения находились в диапазоне 0,11–0,17. Таким образом, за исключением состава А, который проявлял поведение при хрупком разрушении, все составы продемонстрировали одинаковую растекаемость при различных напряжениях сдвига. Чем больше содержание КМЦ, тем выше температура текучести τ f , и, следовательно, большее сжимающее усилие требуется для распределения навозной жижи. Это было связано с загущающим действием КМЦ на водную фазу, что согласуется со значениями вязкости.
Индекс текучести обеспечивает меру поведения суспензии при хрупком разрушении. Чем ближе значения к 1, тем более резкий спад наблюдается для G’ и G” после области LVE. Это свидетельствует о большей склонности раствора к хрупкому разрушению и его низкой растекаемости. Индекс текучести состава А был близок к 1, в то время как для всех других составов значения находились в диапазоне 0,11–0,17. Таким образом, за исключением состава А, который проявлял поведение при хрупком разрушении, все составы продемонстрировали одинаковую растекаемость при различных напряжениях сдвига. Чем больше содержание КМЦ, тем выше температура текучести τ f , и, следовательно, большее сжимающее усилие требуется для распределения навозной жижи. Это было связано с загущающим действием КМЦ на водную фазу, что согласуется со значениями вязкости.
На рисунке 3d показан коэффициент потерь tan δ = G”/G’ в зависимости от деформации сдвига. Предельное значение деформации сдвига ( γ L ) указывает предел области LVE. Состав B показал самое низкое G”, но также и самый низкий коэффициент потерь (т.е. больше G’ по сравнению с G’ ). Это указывает на большую структурную прочность в составе В и указывает на большую склонность к текучести с более последовательной трехмерной сетчатой структурой. Таким образом, при такой постановке ожидается лучшее заполнение неровных частей токоприемника. На рисунке 3e,f показаны G’ и G” и коэффициент потерь (tan δ = G”/G ) как функция угловой частоты. Состав В показал наименьшие значения при самых низких частотах, что свидетельствует о лучшей стабильности дисперсии частиц.
Состав B показал самое низкое G”, но также и самый низкий коэффициент потерь (т.е. больше G’ по сравнению с G’ ). Это указывает на большую структурную прочность в составе В и указывает на большую склонность к текучести с более последовательной трехмерной сетчатой структурой. Таким образом, при такой постановке ожидается лучшее заполнение неровных частей токоприемника. На рисунке 3e,f показаны G’ и G” и коэффициент потерь (tan δ = G”/G ) как функция угловой частоты. Состав В показал наименьшие значения при самых низких частотах, что свидетельствует о лучшей стабильности дисперсии частиц.
Из реологических исследований мы могли сделать вывод, что хотя оба состава В и С обеспечивают оптимальную вязкость для литья на вышитых токосъемниках; состав В продемонстрировал дополнительные реологические характеристики (растекаемость при более низком напряжении сдвига, лучшую текучесть с более однородной сетчатой структурой и меньшую вероятность осаждения частиц), которые были выбраны в качестве оптимального состава. Для подтверждения реологических данных мы провели дальнейшую морфологическую и электрохимическую характеризацию электродов.
Для подтверждения реологических данных мы провели дальнейшую морфологическую и электрохимическую характеризацию электродов.
Морфологические свойства
На рисунке 4 показаны (а) микроКТ и (б) СЭМ-изображения высушенных электродов, полученные с использованием различных составов. Составы C, D и E проявляли сходные свойства. Дополнительные изображения представлены в дополнительной информации (рис. S1). В зависимости от концентрации КМЦ в высушенных электродах были идентифицированы три различных свойства: (i) когда КМЦ отсутствовала (т. е. состав А), наблюдались более высокие агломерации проводящего углерода, (ii) когда соотношение БСК:КМЦ составляло 4:1 ( то есть состав B) было достигнуто более равномерное распределение частиц (как LFP, так и углерода), и (iii) когда КМЦ составляла 2,5 мас.% и выше, а SBR составляла 2,5 мас.% и ниже (т.е. составы C, D и E ) наблюдались более высокие агломерации и трещины LFP. Поскольку концентрация LFP и проводящего углерода поддерживалась постоянной во всех составах, различия, наблюдаемые на изображениях, были вызваны различиями в распределении частиц внутри электрода.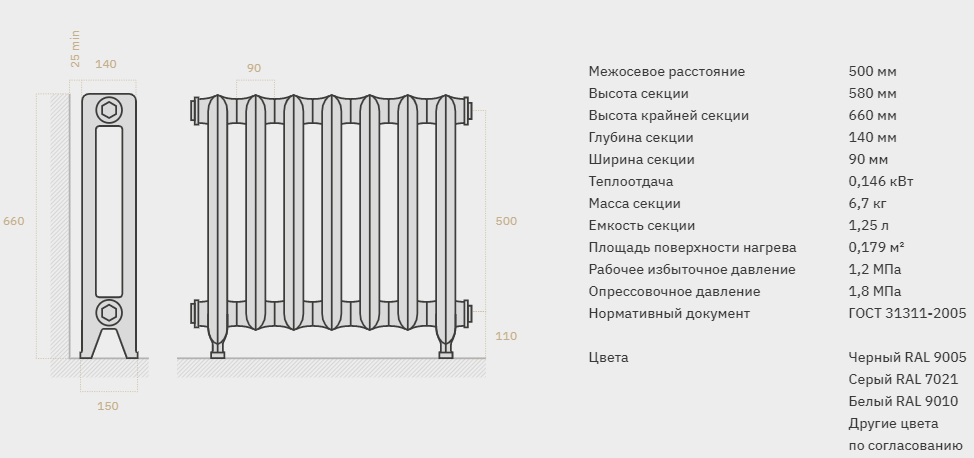 Из-за агломераций LFP, наблюдаемых во влажной суспензии, как показано на изображениях LSM, представленных в дополнительной информации (рис. S2), ожидается, что агломерации уже присутствовали, а не образовывались во время сушки электрода.
Из-за агломераций LFP, наблюдаемых во влажной суспензии, как показано на изображениях LSM, представленных в дополнительной информации (рис. S2), ожидается, что агломерации уже присутствовали, а не образовывались во время сушки электрода.
( a ) Слева направо, микроКТ-изображения высушенных электродов, соответствующие составам A, B, C. Шкала: 450 мкм. ( b ) Слева направо, СЭМ-изображения, полученные с помощью обратнорассеянных электронов (BE) поперечного сечения высушенных электродов, соответствующих составам A, B, D. ( c ) Механизм объяснения агломерации частиц в зависимости по содержанию CMC и SBR.
Изображение полного размера
Предлагаемый механизм агломерации частиц показан на рис. 4в. SBR имеет тенденцию прикрепляться к твердым частицам. Без КМЦ (т.е. состава А) происходило быстрое механическое разделение твердых частиц и жидкой фазы (уже наблюдаемое в реологических исследованиях), что приводило к неравномерному распределению проводящего углерода внутри электрода. Диспергирующий агент, используемый в растворах SBR, также может играть роль в склонности LFP к агломерации. Когда концентрации SBR превышали 4 мас.% (т.е. составы A, B), агломерации LFP не наблюдалось.
Диспергирующий агент, используемый в растворах SBR, также может играть роль в склонности LFP к агломерации. Когда концентрации SBR превышали 4 мас.% (т.е. составы A, B), агломерации LFP не наблюдалось.
При добавлении КМЦ в рецептуры водная фаза загущается (наблюдается при реологических исследованиях), и таким образом предотвращается механическое разделение между водой и твердыми частицами и диспергируются частицы. Предыдущие исследования показали, что КМЦ более предпочтительно адсорбируется на частицах углерода, чем SBR 21 . Это может способствовать облегчению распределения частиц углерода внутри электрода, когда присутствует КМЦ. Однако избыток КМЦ препятствовал механическому разделению частиц LFP при перемешивании с высоким усилием сдвига (более низкая текучесть при более высоком содержании CMC), и происходили агломерации LFP.
Электрохимические характеристики
На рисунке 5 показаны электрохимические характеристики электродов с использованием составов от A до E. В таблице 2 приведены электрохимические свойства, полученные на основе измерений CV и циклов заряда/разряда (рис. 5a,b). Максимальные значения удельной емкости составили около 150 мАч·г -1 при самой низкой С-скорости (С/5-скорость). Это значение близко к теоретической удельной мощности LFP. Следовательно, можно считать, что мы достигли 100%-го использования электродной емкости при данном коэффициенте С. Лучшей удельной емкости при этом коэффициенте C можно достичь, используя более мелкие частицы LFP в качестве сырья. 9Рисунок 5 -скорость, ( c ) коэффициент использования емкости в зависимости от скорости заряда (закрытые символы) и разряда (незакрашенные символы) для полуэлементов, изготовленных с использованием электродов с использованием составов из таблицы 1. ( d ) Циклическая стабильность при различных C- нормы для электродов, приготовленных с массовым соотношением SBR:CMC 4:1 для полу- и полной ячейки.
В таблице 2 приведены электрохимические свойства, полученные на основе измерений CV и циклов заряда/разряда (рис. 5a,b). Максимальные значения удельной емкости составили около 150 мАч·г -1 при самой низкой С-скорости (С/5-скорость). Это значение близко к теоретической удельной мощности LFP. Следовательно, можно считать, что мы достигли 100%-го использования электродной емкости при данном коэффициенте С. Лучшей удельной емкости при этом коэффициенте C можно достичь, используя более мелкие частицы LFP в качестве сырья. 9Рисунок 5 -скорость, ( c ) коэффициент использования емкости в зависимости от скорости заряда (закрытые символы) и разряда (незакрашенные символы) для полуэлементов, изготовленных с использованием электродов с использованием составов из таблицы 1. ( d ) Циклическая стабильность при различных C- нормы для электродов, приготовленных с массовым соотношением SBR:CMC 4:1 для полу- и полной ячейки.
Изображение полного размера
Таблица 2. Электрохимические свойства по данным CV и циклам заряда/разряда. Полноразмерная таблица
Состав B продемонстрировал наилучшие электрохимические характеристики: наиболее выраженные окислительно-восстановительные пики, самые высокие удельные зарядно-разрядные емкости и наилучшие КПД. Гравиметрическая плотность энергии для этого состава, полученная при скорости C/5, составила 314 Втч кг -1 (рассчитано при удельной разрядной емкости 142,9 мА·ч·г -1 , среднем напряжении разряда при скорости C/5 3,39).V и 65% электроактивного материала по отношению к общей массе электрода). Это соответствует более чем в 1,5 раза большей гравиметрической плотности энергии, чем у обычных планарных электродов LFP (90–160 Втч кг −1 ) 26 . Напротив, объемная плотность энергии составила около 248 Втч л -1 (рассчитано с учетом общей толщины электрода 360 мкм), что было в два раза ниже значений, полученных с обычными плоскими электродами с общей толщиной 50 мкм. Однако для таких приложений, как электромобили, гравиметрическая плотность энергии более важна, чем объемная. Хорошие характеристики этой композиции объясняются равномерным распределением частиц углерода и LFP в катодах, а также малыми размерами LFP, которые облегчают диффузию ионов лития и снижают сопротивление переносу заряда.
Состав А показал наибольшее разделение пиков и перенапряжения (напряжения в средней точке) во время циклирования. Это было связано с плохой дисперсией проводящего углерода в катодах, что отрицательно сказывалось на их электронной проводимости. Составы от C до E демонстрировали двойные пики во время окисления и/или восстановления в CV. Это было следствием присутствия крупных агломератов LFP, которые могут способствовать бимодальному распределению размеров с первичными и вторичными размерами частиц LFP 9.0133 28 . Составы от B до E обеспечивали максимальную емкость заряда при самом низком уровне C (скорость C/10) с низкими перенапряжениями. Это было связано с положительным вкладом ККМ в дисперсию углерода в катодах. Однако составы от С до Е продемонстрировали огромную потерю емкости и, следовательно, низкий КЭ во время разряда со скоростью С/10. Это может быть следствием разрушения больших агломератов LFP во время заряда, что может привести к потере контакта с токосъемником и проводящим углеродом.
Зависимость удельных зарядно-разрядных емкостей от C-скорости показана на рис. 5d. При увеличении C-скорости удельная емкость, как и ожидалось, уменьшилась. Тем не менее, состав B продемонстрировал самое плавное падение емкости при увеличении скорости C, поскольку катоды могли выдерживать самые высокие плотности тока, как это наблюдалось в CV. Циклы заряда/разряда при различных скоростях C и измерения спектроскопии электрохимического импеданса представлены в дополнительной информации (рис. S3 и S4). Скоростная способность во время циклирования для состава B показана на рис. 5d. Плотность тока до 0,34 Ag -1 (скорость 2C) можно применять без деградации ячеек и с полным восстановлением емкости при скорости C/5. Мы должны отметить, что аккумуляторы были представлены в условиях высокой нагрузки, так как они заряжались и разряжались с одинаково высоким C-скоростью. Загрузка мощности 50% и 11% была достигнута при скорости 1 C и 2C. Скоростная способность полных элементов, изготовленных с использованием катодов и анодов с массовым соотношением SBR:CMC 4:1, также показана на рис. 5d. Изображение полной ячейки показано в дополнительной информации (рис. S5). Хотя разрядные емкости для полного элемента были снижены на 11% (емкости составляли 109мАч·г 90 133 -1 90 134 и 107 мА·ч·г 90 133 -1 90 134 при скорости C/5 для заряда и разряда, соответственно), была получена аналогичная характеристика скорости. Кроме того, кулоновская эффективность (98% при скорости C/5) была выше по сравнению с полуячейками, а стабильность цикла сохранялась в течение 55 циклов.
Выводы
Было проведено систематическое исследование составов LFP на водной основе для изготовления толстых электродов с использованием вышитых токосъемников. Вышитые структуры имеют большую площадь поверхности, чем металлическая фольга, что позволяет в 4–6 раз увеличить нагрузку на площадь поверхности по сравнению с плоской металлической фольгой, при этом вес электроактивного материала составляет 60–70 % по отношению к общему весу электрода (на 50 % больше, чем у металлической фольги). ).
Были исследованы пять различных составов с использованием различных массовых соотношений SBR:CMC при сохранении того же содержания LFP, углерода и воды. Реологические, морфологические и электрохимические свойства соответствовали друг другу. Состав B (с массовым соотношением SBR:CMC 4:1) показал наиболее подходящие характеристики. Что касается реологических свойств, состав В показал наиболее подходящую консистенцию, растекаемость, текучесть, сеткообразование и осаждение частиц. Электроды, приготовленные с составом B, также продемонстрировали наиболее равномерное распределение частиц (LFP и углерод) и лучшие электрохимические характеристики с большей удельной зарядной/разрядной емкостью и скоростями. Аналогичные характеристики также наблюдались для полных элементов с использованием анодов и катодов, приготовленных с массовым соотношением SBR:CMC 4:1, которые демонстрировали циклическую стабильность в течение 55 циклов. Результаты демонстрируют наилучшие из когда-либо зарегистрированных электрохимических характеристик толстых электродов LFP общей толщиной 350–400 мкм, изготовленных с составами на водной основе. Оптимизированные электроды LFP демонстрируют гравиметрическую плотность энергии около 314 Втч кг -1 при скорости C/5, что более чем в 1,5 раза выше, чем заявленные значения для обычных плоских электродов LFP. Оптимизацию массового соотношения SBR:CMC, которая определяет оптимизированные реологические свойства суспензии для применения в вышитых токосъемниках, можно использовать с другими химическими веществами, как показано в нашей работе, при подготовке анодов и испытании их рабочих характеристик в полные клетки. С этого момента можно проводить дальнейшую оптимизацию, например, путем модификации исходного сырья, используемого в рецептурах (например, с использованием более мелких частиц LFP или различных типов связующих, загустителей и проводящих добавок). Результаты открывают новые стратегии в разработке высокопроизводительных толстых электродов с более экологичной и экономичной обработкой электродов.
Ссылки
Галлахер, К. Г. и др. . Оптимизация площадных емкостей за счет понимания ограничений литий-ионных электродов. Дж. Электрохим. соц. 163 , А138–А149 (2016).
КАС Статья Google ученый
Чжэн, Х., Ли, Дж., Сонг, X., Лю, Г. и Батталья, В. С. Всестороннее понимание влияния толщины электрода на электрохимические характеристики катодов литий-ионных аккумуляторов. Электрохим. Acta 71 , 258–265 (2012).
КАС Статья Google ученый
Ян Г.-Ф., Сонг К.-Ю. и Джу, С.-К. Сверхтолстые электроды литий-ионных аккумуляторов с использованием токосъемников из металлической пены разного размера.
 RSC Adv. 5 , 16702–16706 (2015).
RSC Adv. 5 , 16702–16706 (2015).КАС Статья Google ученый
Робертс, М. и др. . 3D литий-ионные аккумуляторы — от основ до изготовления. Дж. Матер. хим. 21 , 9876 (2011).
КАС Статья Google ученый
Оуденховен, Дж. Ф. М., Баггетто, Л. и Ноттен, П. Х. Л. Полностью твердотельные литий-ионные микробатареи: обзор различных трехмерных концепций. Доп. Энергия Матер. 1 , 10–33 (2011).
КАС Статья Google ученый
Ху, Л. и др. . Эластичный, пористый и проводящий энергетический текстиль. Нано Летт. 10 , 708–714 (2010).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Йост, К., Дион, Г. и Гогоци, Ю. Аккумулятор энергии в ткани в перспективе. Дж. Матер. хим. А 2 , 10776–10787 (2014).
КАС Статья Google ученый
Ху, Л. и др. . Литий-ионные текстильные аккумуляторы с большой удельной массой нагрузки. Доп. Энергия Матер. 1 , 1012–1017 (2011).
КАС Статья Google ученый
Вей, Т. С., Ан, Б. Я., Гротто, Дж. и Льюис, Дж. А. 3D-печать индивидуальных литий-ионных аккумуляторов с толстыми электродами. Доп. Матер. 30 , 1–7 (2018).
Google ученый
Агило-Агуайо, Н., Эспиньера, П.П., Маниан, А.П. и Бехтольд, Т. Трехмерные вышитые токосъемники для сверхтолстых электродов в батареях. RSC Adv . 6 , (2016).
Breitung, B. и др. . Вышитый токосъемник из медного микропровода для улучшения характеристик циклирования кремниевых анодов в литий-ионных батареях. Науч. 7 , 3–8 (2017).
Артикул Google ученый
Ли, Дж. и др. . На пути к недорогим литий-ионным батареям с высокой плотностью энергии и высокой плотностью мощности. Джом 69 , 1484–1496 (2017).
КАС Статья Google ученый
Герфи, А., Канеко, М., Петитклерк, М., Мори, М. и Загиб, К. Водорастворимый связующий электрод LiFePO4 для литий-ионных аккумуляторов. J. Источники питания 163 , 1047–1052 (2007).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Ли, Дж. Х., Ким, Дж. С., Ким, Ю. К., Занг, Д. С. и Пайк, У. Дисперсионные свойства паст LiFePO4 на водной основе и их электрохимические характеристики для литиевых батарей. Ультрамикроскопия 108 , 1256–1259 (2008).
КАС Статья Google ученый
Добердо, И. и др. . Активирующие водные связующие для катодов литиевых батарей — Углеродное покрытие алюминиевого токосъемника. J. Источники питания 248 , 1000–1006 (2014).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Ли, Дж.-Х., Пайк, У., Хакли, В.А. и Чой, Ю.-М. Влияние карбоксиметилцеллюлозы на водную обработку отрицательных электродов из природного графита и их электрохимические характеристики для литиевых батарей. Дж. Электрохим. соц. 152 , А1763 (2005 г.).
КАС Статья Google ученый
Buqa, H., Holzapfel, M., Krumeich, F., Veit, C. & Novák, P. Исследование бутадиен-стирольного каучука и метилцеллюлозы натрия в качестве связующего для отрицательных электродов в литий-ионных батареях. J. Power Sources 161 , 617–622 (2006).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Люкс, С. Ф., Шаппахер, Ф., Бальдуччи, А., Пассерини, С. и Винтер, М. Недорогие, экологически безопасные связующие вещества для литий-ионных аккумуляторов.
Дж. Электрохим. соц. 157 , А320 (2010 г.).КАС Статья Google ученый
Лим, С., Ким, С., Ан, К. Х. и Ли, С. Дж. Влияние связующих на реологические свойства и формирование микроструктуры суспензий анодов литий-ионных аккумуляторов. J. Источники питания 299 , 221–230 (2015).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Порше, В., Лестрие, Б., Жуанно, С. и Гюомар, Д. Разработка толстых композитных электродов LiFePO [sub 4], обработанных водным раствором, для высокоэнергетической литиевой батареи. Дж. Электрохим. соц. 156 , А133 (2009 г.).
КАС Статья Google ученый
Нитта Н., Ву Ф., Ли Дж. Т. и Юшин Г. Материалы для литий-ионных аккумуляторов: настоящее и будущее. Матер.
Сегодня 18 , 252–264 (2015).КАС Статья Google ученый
Mauger, A. & Julien, C.M. Критический обзор литий-ионных аккумуляторов: безопасны ли они? Стабильный? Ионика 23 , 1933–1947 (2017).
КАС Статья Google ученый
Порше В., Моро П., Лестрие Б., Жуанно С. и Гиомар Д. Стабилен ли LiFePO4 в воде? Электрохим. Твердотельное письмо. 11 , А4 (2008 г.).
КАС Статья Google ученый
Стрибель К., Шим Дж., Шринивасан В. и Ньюман Дж. Сравнение LiFePO4 из разных источников. Дж. Электрохим. соц. 152 , A664–A670 (2005 г.).
КАС Статья Google ученый
Jianlin, L. Armstrong, Beth, Kiggans Jim, Daniel Claus, W.
D.L. Оптимизация суспензий наночастиц LiFePO4 с полиэтиленимином для обработки в воде. Ленгмюр 28 , 3783–3790 (2012).Артикул Google ученый
Ли, Дж., Армстронг, Б.Л., Кигганс, Дж., Дэниел, К. и Вуд, Д.Л. Повышение производительности литий-ионных элементов с использованием водных катодных дисперсий LiFePO4 и полиэтилениминового диспергатора. Дж. Электрохим. соц. 160 , A201–A206 (2012 г.).
Артикул Google ученый
Бао, Л. и Ли, X. На пути к накоплению энергии текстилем из хлопковых футболок. Доп. Матер. 24 , 3246–3252 (2012).
КАС Статья Google ученый
Агило-Агуайо, N. и др. . Рентгеновская микротомография трехмерных вышитых токосъемников для литий-ионных аккумуляторов. J. Источники питания 306 , 826–831 (2016).
ОБЪЯВЛЕНИЕ Статья Google ученый
Ссылки на скачивание
Благодарности
Авторы Н.А.А., Д.Х., Ф.К. благодарим Управление проректора по научной работе Университета Инсбрука за профинансированный проект «Вышитые электроды для высокоэффективных литий-ионных аккумуляторов (3D-LiB)» в рамках программы «Nachwuchsfördermittel aus der Nachwuchsförderung der LFU — 2017». Авторы также признают K-Project TCCV Nr. 860474 финансируется Федеральным министерством транспорта, инноваций и технологий (BMVIT), Федеральным министерством науки, исследований и экономики Австрии (BMWFW), землями Форарльберг, Земля Тироль и Земля Вена в рамках Центров компетенции COMET по передовым технологиям. Программой COMET управляет Австрийское агентство содействия исследованиям (FFG). Н.А.А. спасибо д-ру Авинашу П. Маниану за исправления и обсуждения. Авторы благодарят профессора доктора Хайнца Дуэлли из Исследовательского центра микротехнологий Ф.Х. Форарльберга (Университет прикладных наук) за помощь в электронной микроскопии.
Информация об авторе
Авторы и организации
Научно-исследовательский институт химии и физики текстиля, Инсбрукский университет, Hoechsterstrasse 73, 6850, Дорнбирн, Австрия
Ноэми Агило и Тихольд Бехад Ульлах-Агуайо, Доминик Хубома
illwerke vkw Профессор энергоэффективности, Исследовательский центр энергетики, Форарльбергский университет прикладных наук, Hochschulstrasse 1, 6850, Дорнбирн, Австрия
Stefan Arzbacher
Авторы
- Noemí Aguiló-Aguayo
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Dominic Hubmann
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Fahad Ullah Khan
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- Stefan Arzbacher
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Thomas Bechtold
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Взносы
Ноэми Агило-Агуайо: концептуализация, исследование, формальный анализ, написание — первоначальный проект, надзор, получение финансирования. Доминик Хабманн: исследование, формальный анализ. Фахад Улла Хан: расследование, формальный анализ. Стефан Азбахер: Ресурсы по рентгеновской микрокомпьютерной томографии, Написание — Обзор и редактирование. Томас Бехтольд: Написание — обзор и редактирование, привлечение финансирования.
Автор, ответственный за переписку
Переписка с Ноэми Агило-Агуайо.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Дополнительная информация
Дополнительная информация.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате при условии, что вы укажете соответствующую ссылку на первоначальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons для статьи, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Полностью твердотельные литиевые батареи при комнатной температуре на основе ионного проводника с растворимой органической клеткой
- Цзин Ли
- Цзичжэнь Ци
- Ливэй Чен
Nature Communications (2022)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Аккумуляторы: литий-ионные против AGM — Victron Energy
В свете моего последнего поста об использовании концепции DC или Hybrid для электроснабжения мне пришло в голову, что в системе также могут использоваться моноблочные AGM/гелевые аккумуляторы или действительно банк 2-вольтовых гелевых элементов с длительным сроком службы. В таком случае, почему был выбран литий? Надеюсь, что этот пост поможет осветить этот процесс принятия решений.
На всех рынках в последние годы литий-ионные батареи набирают популярность [так в оригинале]. Для непосвященных легко отмахнуться от литий-ионных аккумуляторов как от дорогостоящей альтернативы технологиям VRLA (свинцово-кислотные аккумуляторы с регулируемым клапаном), таким как AGM (абсорбирующий стекломат), если просто посмотреть на рейтинг в ампер-часах (Ач). Это была первая ошибка, которую я совершил несколько лет назад. Копнув глубже, мне стало ясно, что при выборе лучших аккумуляторов для вашего приложения нужно учитывать гораздо больше, чем номиналы в ампер-часах.
В морском мире (в котором у меня больше всего опыта) выбор в наши дни, особенно при более высоких нагрузках, часто сводится просто к литий-ионному или AGM. В приведенных ниже сравнениях показаны гелевые батареи, но они имеют меньшую эффективную емкость при высоких токах разряда. Они стоят примерно столько же, сколько AGM, при условии, что оба типа являются моноблоками, в отличие от гелевых элементов с длительным сроком службы 2 В. Аккумуляторы с жидкостными или залитыми свинцово-кислотными батареями (FLA), хотя и упоминаются, не учитываются в этом конкретном сравнении, в первую очередь из-за соображений технического обслуживания и безопасности в морской среде. Это, конечно, может не относиться к другим рынкам.
Полезная энергия и стоимость
Общепринято, что наиболее экономичная и практичная глубина разряда (DOD) для AGM-аккумулятора составляет 50 %. Для литий-железо-фосфатных (LiFePO4 или LFP), которые являются самыми безопасными из основных типов литий-ионных аккумуляторов, используется 80% DOD.
Как это работает в реальном мире? Давайте возьмем два примера аккумуляторов Victron 24 В и сравним полезную энергию для небольшой яхты:
.- 1 литий-ионный аккумулятор Victron 24 В 180 Ач
Номинальное напряжение элемента LFP 3,3 В. Этот аккумулятор LFP 26,4 В состоит из 8 последовательно соединенных элементов емкостью 180 А·ч. Доступная энергия – 26,4 x 180 = 4,75 кВтч. Полезная энергия равна 26,4 х 180 х 0,80 = 3,8 кВтч .
- 2 x Victron AGM 12 В 220 Ач
Номинальное напряжение свинцово-кислотного элемента составляет 2,0 В/элемент. Каждая моноблочная батарея на 12 В состоит из 6 последовательно соединенных элементов емкостью 220 Ач. При последовательном соединении 2 аккумуляторов 12 В 220 Ач получается 24 В и 220 Ач, доступная энергия составляет 24,0 х 220 = 5,28 кВтч. Полезная энергия 24 х 220 х 0,50 = 2,64 кВтч .
В связи с этим возникает вопрос, какой номинал аккумуляторов AGM в Ач будет эквивалентен полезной энергии литий-ионного аккумулятора 3,8 кВтч? Чтобы получить 3,8 кВтч полезной энергии от батареи AGM, ее размер должен быть в два раза больше из-за правила экономии 50% DOD, то есть 3,8 x 2 = 7,6 кВтч. При напряжении 24 В это будет означать 7600/24, что дает нам номинал батареи 316,66 Ач, что приближается к удвоенной номинальной емкости литий-ионной батареи 24 В 180 Ач. Обратите внимание, что здесь не учитываются старение аккумуляторов, снижение номинальных характеристик из-за температуры или влияние более высоких нагрузок. Для аккумуляторов AGM более высокие нагрузки имеют больший эффект, чем для литиевых. См. раздел «Полезная энергия: влияние на разрядную емкость и напряжение при различных нагрузках» ниже. Исходя из всего этого, разумно сказать, что аккумулятор AGM должен иметь номинал в два раза больше, чем литиевый.
Как насчет цены? Используя прайс-лист Victron, мы видим, что AGM 12 В 220 Ач стоит 470 евро без НДС или 2,136 евро/Ач. Для 316,66 Ач это эквивалентно 676,50 евро при 12 В или 1353 евро при 24 В. Литиевая батарея 24 В 180 Ач стоит 4704 евро за то же количество полезной энергии и, следовательно, 4704/1353 = в 3,48 раза дороже ( или меньше, если мы учтем коэффициент 2, упомянутый выше) при сравнении рейтингов Ah.
Основываясь на этом, вы можете сразу заключить, что литий нерентабелен, однако полезная энергия по сравнению с ценой — это только часть истории.
Вес
Большинство аккумуляторов емкостью Ач, независимо от типа, указаны из расчета 20 часов. Это было нормально во времена легких нагрузок, но поскольку количество и размер нагрузок со временем увеличивались, нам также необходимо учитывать высокие краткосрочные, среднесрочные и долгосрочные нагрузки для различных типов оборудования. Это может означать большой аккумулятор. В крайних случаях у нас может быть кондиционер, работающий в течение 10 часов, с использованием 10 кВт, по сравнению со светодиодным освещением, потребляющим 100 Вт за это время. Уравновешивание этих различных требований и всех промежуточных нагрузок становится ключевым моментом. С большой батареей, как показано ниже, становится ясно, насколько тяжелая свинцово-кислотная батарея может сравниться с литием. 1360/336 = в 4 раза тяжелее .
Полезная энергия: влияние на разрядную емкость и напряжение при различных нагрузках
Как указывалось ранее, номинал большинства аккумуляторов в ампер-часах указан из расчета 20 часов. На изображении ниже для свинцово-кислотной батареи, если бы это была батарея емкостью 100 Ач при 20-часовом режиме работы, вы можете видеть, что 0,05 ° C означает 100 x 0,05 = 5 ампер в течение 20 часов = 100 Ач, доступных до тех пор, пока батарея полностью не разрядится. Поскольку мы используем только 50% батареи, мы видим, что напряжение по-прежнему будет 24 В при 50% DOD для нагрузки 5 А в течение 10 часов, и, следовательно, мы бы потребляли 50 Ач.
Увеличение потребляемого тока (как показано на графиках ниже) может повлиять на доступную полезную энергию и напряжение батареи. Это эффективное уменьшение рейтинга известно как эффект Пейкерта. Со свинцово-кислотным аккумулятором, чем выше нагрузка, тем больше вам нужно увеличить емкость аккумулятора в Ач, чтобы облегчить это. Однако с литием нагрузка даже в 10 раз выше при 0,5 ° C может по-прежнему иметь напряжение на клеммах 24 В при 80% DOD / 20% SOC , без увеличения номинальной емкости Ач батареи. Это то, что делает литий особенно подходящим для высоких нагрузок.
Примечание: На приведенных ниже графиках показана зависимость разрядной емкости от напряжения на клеммах. Обычно вы видите графики AGM в виде зависимости времени разряда от напряжения на клеммах. Причина, по которой мы строим разрядную емкость (вместо времени разрядки), заключается в том, что литий имеет более высокое и стабильное напряжение на клеммах, чем AGM, поэтому построение кривых с учетом разрядной емкости дает более точное сравнение химического состава, показывая, что литий увеличивает полезную энергию. при более высоких нагрузках из-за более высоких и стабильных напряжений на клеммах. Хотя вы можете считать это серой областью (отчасти также из-за различного внутреннего сопротивления батарей), это, вероятно, единственный верный способ сравнить технологии. Это дополнительно продемонстрировано на изображениях под графиками.
Литий – емкость разряда в зависимости от напряжения на клеммах
Свинцово-кислотные – разрядная емкость в зависимости от напряжения на клеммах
Полезная энергия (свинцово-кислотная)
Полезная энергия (литий)
Эффективность зарядки
Многое из того, что мы видели в процессе разрядки, верно и в обратном процессе зарядки. Не пугайтесь больших размеров генератора, показанных ниже, так как в этом блоге просто показан ряд сценариев. Решения в принципе масштабируемы. Сначала давайте сравним эффективность заряда свинцово-кислотного аккумулятора слева и литиевого аккумулятора справа во время полного цикла зарядки. Зарядка последних 20% свинцово-кислотной батареи всегда медленная и неэффективная по сравнению с литиевой. Это подтверждается расходами на топливо (или любой другой источник зарядки, который вы используете) на изображениях ниже. Обратите внимание и на разницу во времени зарядки.
Примечание: Тарифы на оплату
Рекомендуемая скорость заряда для аккумуляторов AGM большого размера составляет 0,2C, т. е. 120 А для аккумулятора на 600 А, состоящего из параллельно соединенных блоков по 200 Ач.
Более высокая скорость заряда приведет к нагреву батареи (температурная компенсация, измерение напряжения и хорошая вентиляция абсолютно необходимы в таком случае для предотвращения теплового разгона), а из-за внутреннего сопротивления напряжение поглощения будет достигнуто, когда батарея заряжена только при 60 % или менее, что приводит к более длительному времени поглощения, необходимому для полной зарядки аккумулятора.
Таким образом, высокая скорость зарядки существенно не сократит время зарядки свинцово-кислотной аккумуляторной батареи.
Для сравнения, литиевую батарею емкостью 200 Ач можно заряжать током до 500 А, однако рекомендуемая скорость зарядки для максимального срока службы составляет 100 А (0,5 °С) или меньше. Опять же, это показывает, что как при разряде, так и при заряде литий лучше.
Выбор аккумуляторов, рынки и срок службы
В зависимости от того, как вы обращаетесь с аккумулятором, вы можете разумно ожидать диапазон циклов, указанный ниже, при условии, что DOD и блоки аккумуляторов имеют правильный размер для нагрузок. Рабочая температура также имеет значение. Чем горячее аккумулятор, тем меньше времени он прослужит. Емкость батареи также уменьшается с температурой окружающей среды. Базовая линия для колебаний из-за температуры составляет 25 градусов по Цельсию.
Выводы
Очевидно, что батареи AGM нужно будет заменять чаще, чем литиевые. Это стоит иметь в виду, так как это влечет за собой затраты времени, установки и транспортировки, что еще больше сводит на нет более высокие первоначальные капитальные затраты на литий, как и более низкие затраты на перезарядку лития.
Независимо от того, какой аккумулятор вы выберете, с самого начала вам придется столкнуться с капитальными затратами и технологическим риском. Если у вас есть капитал для более высоких первоначальных затрат на литий, вы можете обнаружить, что жизнь становится проще, и этот выбор со временем становится экономически выгодным. Многое здесь зависит от знаний оператора и от того, как он обращается с аккумуляторной системой. Есть старая поговорка, что батареи не умирают, их убивают. Хорошая практика управления — это ваша страховка от преждевременного провала, независимо от используемой технологии.
Литий-ионный или AGM? Выбор за вами.