
Пайка алюминия в домашних условиях паяльником, газовой горелкой
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.
Пайка алюминия в домашних условияхПроблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.
Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить.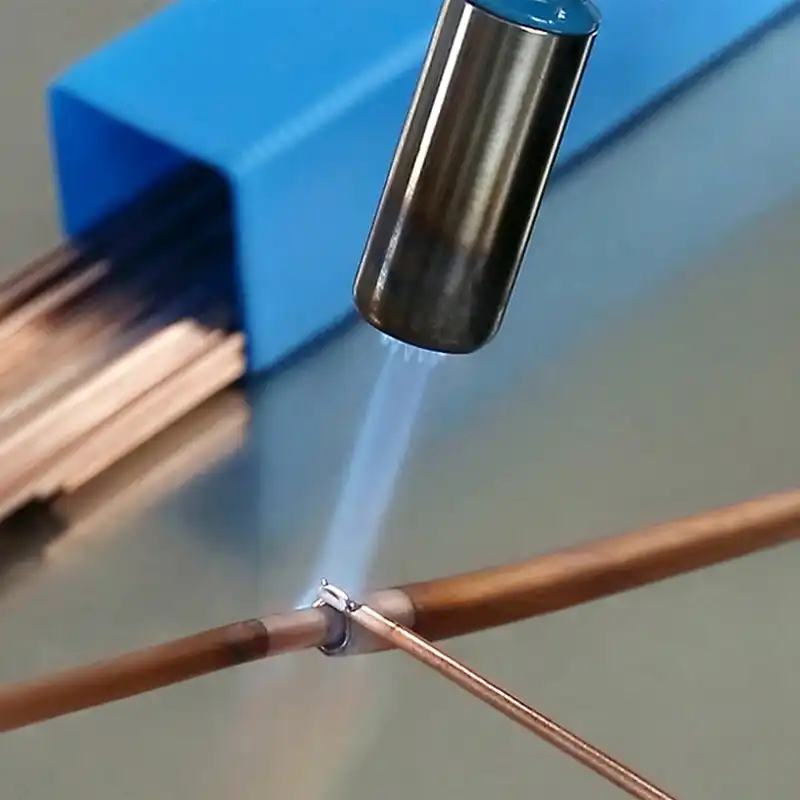 Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.
Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник.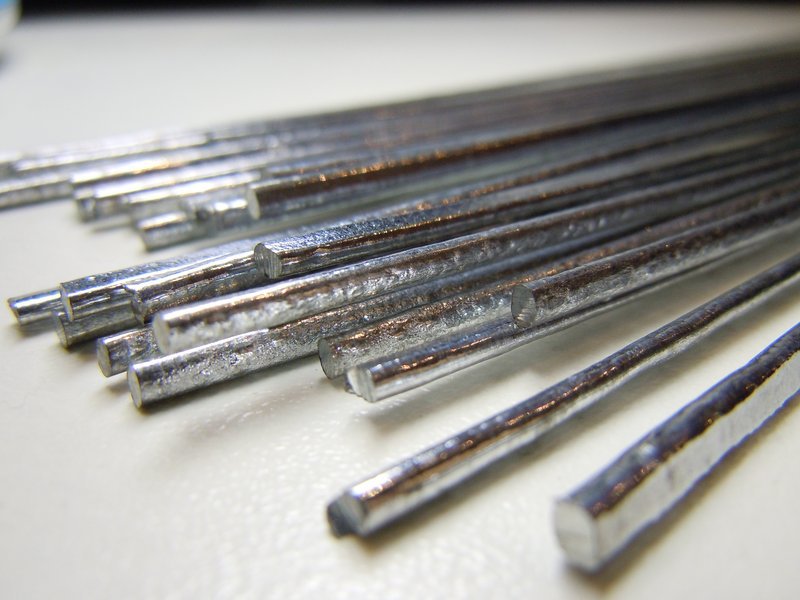 Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия.
 Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить. - Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
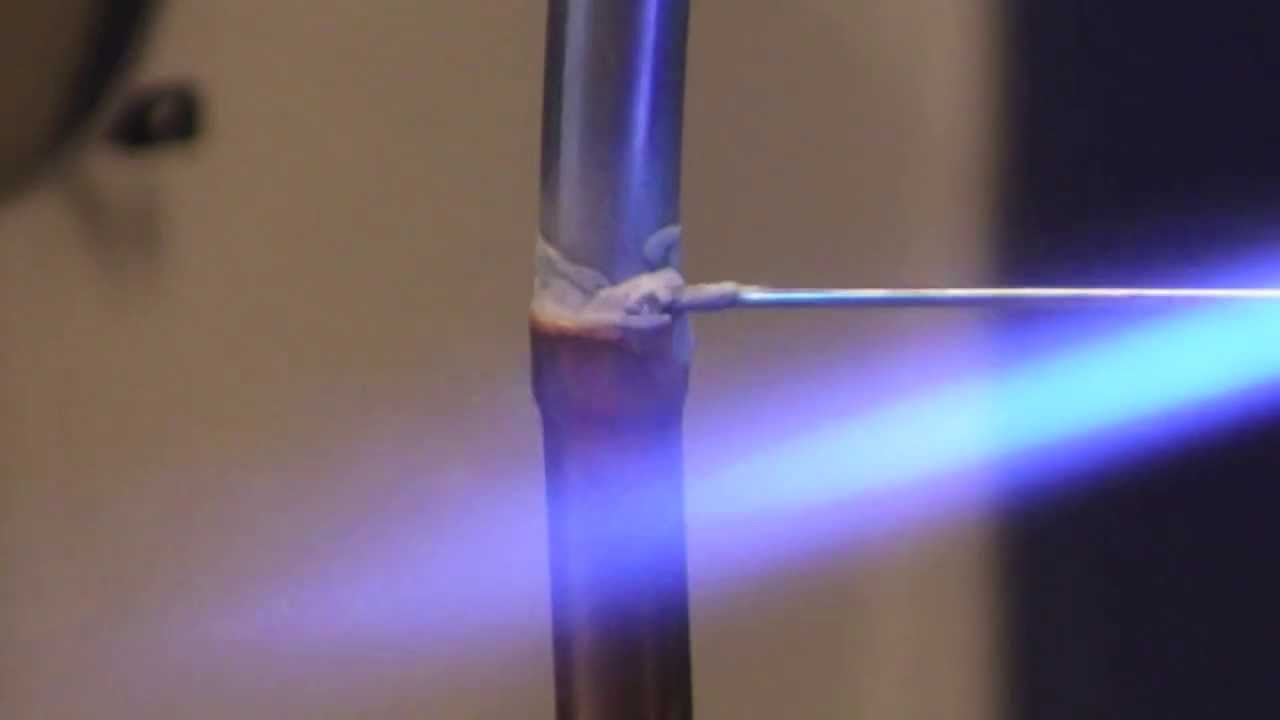
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку. С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Пайка аллюминия — Сварпост. Переносные газосварочные посты ПГСП
Господствует мнение, что алюминий и его сплавы относятся к трудно паяемым материалам. Однако это общераспространенное убеждение можно считать верным лишь в том случае, если речь идет о пайке с использованием обычных припоев и флюсов, применяющихся для пайки меди, стали и некоторых других металлов. При использовании современных материалов, предназначенных специально для пайки алюминия, пресловутая труднопаяемость алюминия почти ничем себя не проявляет.
Трудность пайки алюминия обычными припоями и флюсами обуславливается целым рядом факторов. Прежде всего, это наличие тугоплавкой и химически стойкой оксидной пленки. Оксид Al2O3препятствует смачиванию поверхности припоем и растворению в нем основного металла. Чтобы разрушить его, применяют механическую обработку и сильнодействующие флюсы.
Создает трудности для пайки и низкая температура плавления алюминия, составляющая 660°C. При нагреве прочность металла быстро снижается, и уже при температурах 250-300°С алюминиевые конструкции могут терять устойчивость. Температура солидуса (температура, при которой плавится самый легкоплавкий компонент) основных алюминиевых сплавов, варьируется в интервале 500-640°С. Это оставляет очень узкий температурный интервал для применения высокотемпературной пайки, при которой существует опасность перегрева и расплавления самой паяемой детали.
В отношении большинства элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In), у алюминия имеет место слабая взаимная растворимость, что снижает прочность паяных соединений. Исключением является цинк, который с алюминием хорошо взаиморастворимы, обеспечивая необходимую прочность соединения.
Материалы для пайки алюминия
Припои
При использовании высокоактивных флюсов и хорошей подготовки поверхности, алюминий можно паять и оловянно-свинцовыми припоями.
Качественную пайку алюминия обеспечивают припои содержащие цинк, серебро, медь, алюминий, кремний. Существует большое количество составов как отечественного, так и импортного производства, содержащих эти элементы в различном соотношении. Из отечественных припоев можно привести ЦОП40 (60% олова и 40% цинка) и 34А (66% Аl, 28% Cu и 6% Si). Чем выше содержание цинка в цинковом припое, тем большую коррозионную стойкость и прочность имеет паяное соединение.
Большинство припоев является низкотемпературными, однако температура их плавления выше, чем у оловянно-свинцовых. По-настоящему высокотемпературными являются алюминиево-кремниевые (силумины) и алюминиево-медно-кремниевые припои. В качестве первого можно привести припой Aluminium-13 фирмы Chemet, содержащий 13% Si и 87% Аl (припой покрыт флюсом). Его температура пайки составляет 590-600°C. Примером второго может служить, уже упоминавшийся, отечественный припой 34А, состоящий из 66% Аl, 28% Cu и 6% Si. Интервал его температуры пайки — 530-550°C. Если возникает необходимость в применении высокотемпературных припоев, они применяются для пайки алюминия и тех его сплавов, которые имеют достаточно высокую температуру плавления, или деталей имеющих массивные размеры, обеспечивающие хороший теплоотвод.
По-настоящему высокотемпературными являются алюминиево-кремниевые (силумины) и алюминиево-медно-кремниевые припои. В качестве первого можно привести припой Aluminium-13 фирмы Chemet, содержащий 13% Si и 87% Аl (припой покрыт флюсом). Его температура пайки составляет 590-600°C. Примером второго может служить, уже упоминавшийся, отечественный припой 34А, состоящий из 66% Аl, 28% Cu и 6% Si. Интервал его температуры пайки — 530-550°C. Если возникает необходимость в применении высокотемпературных припоев, они применяются для пайки алюминия и тех его сплавов, которые имеют достаточно высокую температуру плавления, или деталей имеющих массивные размеры, обеспечивающие хороший теплоотвод.
Если говорить о самых удобных материалах, то к ним относятся, конечно, бесфлюсовые низкотемпературные припои, например HTS-2000.
Припой HTS-2000
Флюсы
К выбору флюса нужно подходить очень серьезно, именно его активность определяет паяемость алюминия, особенно при использовании обычных оловянно-свинцовых припоев. Далеко не все флюсы проявляют в отношении алюминия активность, заявляемую их производителями. Одним из отечественных флюсов является состав, называемый предельно информативно — «флюс для пайки алюминия». Ещё есть флюс Ф59А, Ф61А (содержащий триэтаноламин, фторборат цинка, фторборат аммония) и другие. Под названием «флюс для пайки алюминия» могут скрываться Ф59А, Ф61А или другие, даже если это не указано на упаковке.
Далеко не все флюсы проявляют в отношении алюминия активность, заявляемую их производителями. Одним из отечественных флюсов является состав, называемый предельно информативно — «флюс для пайки алюминия». Ещё есть флюс Ф59А, Ф61А (содержащий триэтаноламин, фторборат цинка, фторборат аммония) и другие. Под названием «флюс для пайки алюминия» могут скрываться Ф59А, Ф61А или другие, даже если это не указано на упаковке.
Флюсы для пайки алюминия
В качестве высокотемпературного флюса можно привести флюс 34А, который содержит 50% KCl, 32% LiCl, 10% NaF и 8% ZnCl2.
Высокотемпературный флюс 34А
Подготовка деталей к пайке
Подготовка алюминия к пайке заключается в обезжиривании и механической зачистке зоны соединения. Целью последней является удаление окисной пленки. Обезжиривание производят ацетоном, бензином или иным растворителем. Зачищают поверхность наждачной бумагой, щеткой или сеткой из нержавеющей проволоки, абразивными кругами. Пленку окислов можно убрать и травлением определенными кислотами, но этот способ является более хлопотным в сравнении с механической зачисткой и применяется гораздо реже.
Пленку окислов можно убрать и травлением определенными кислотами, но этот способ является более хлопотным в сравнении с механической зачисткой и применяется гораздо реже.
Нужно понимать, что после удаления старой окисной пленки, взамен ее мгновенно образуется новая, так что полностью избавиться от оксидного барьера все равно не получается. Смысл зачистки состоит в том, что вновь образующаяся пленка оказывается значительно тоньше и слабее старой, в результате чего флюсу с ней легче справляться.
Способы нагрева
В качестве основных инструментов для нагрева относительно массивных алюминиевых деталей применяются газовые горелки, работающие на пропане, бутане, или паяльные лампы.
При нагреве следует проявлять осторожность, чтобы не допустить перегрева основного металла, способного привести к его расплавлению. Нужно постоянно контролировать температуру основного металла, прикасаясь к нему стержнем припоя. При достижении рабочей температуры он начнет плавиться.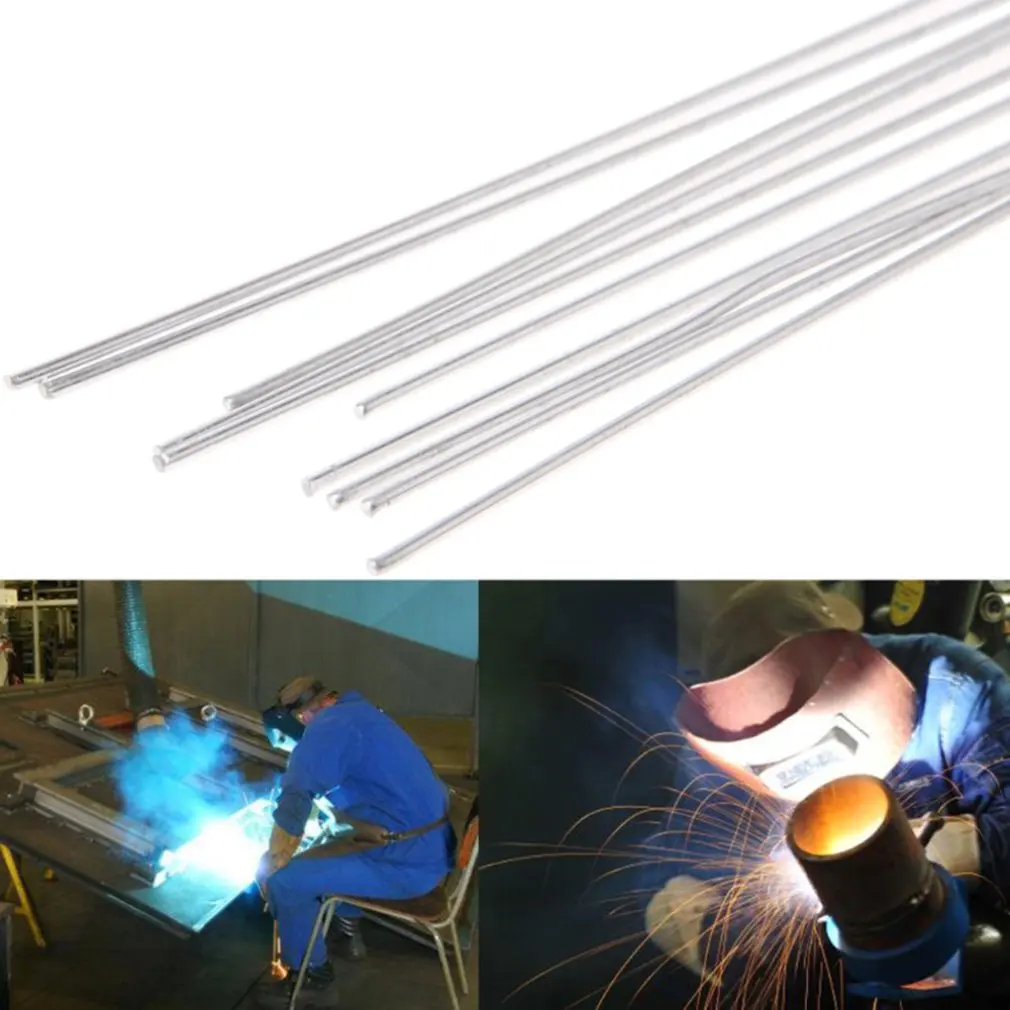
Пламя должно быть нормальным — без избытка или недостатка кислорода. В сбалансированной газовой смеси пламя только нагревает металл и не оказывает сильного окислительного действия. В случае сбалансированной газовой смеси пламя горелки обладает ярко-синим цветом и небольшой величиной. Пересыщенное кислородом пламя сильно окисляет поверхность металла, его факел бледно-голубого цвета и маленький.
Мелкие детали с небольшим теплоотводом при использовании низкотемпературных припоев паяются электропаяльниками.
Технология пайки алюминия
Процесс пайки алюминия с флюсом практически ничем не отличается от пайки меди или стали. После очистки деталей и установки их в нужное положение, на зону пайки наносится флюс, после чего соединение подвергается нагреву до температуры, при которой припой начинается плавиться. Плавление осуществляют прикосновением кончика стержня к стыку соединения.
Пайка бесфлюсовым припоем имеет особенность, заключающуюся в том, что для облегчения проникновения припоя через оксидную пленку, её желательно разрушить, осуществляя чиркающие движения твердым концом прутка припоя или стержнем из нержавеющей стали по расплаву.
Припой расплавленный на неразрушенную оксидную пленку и соединение после разрушения оксидной пенки чирканьем стержнем припоя по расплаву
Разрушать оксидную пленку можно и щеткой из нержавеющей стали, растирая ею расплавленный припой по поверхности деталей. Соединяемые элементы лучше прижимать друг к другу лужеными поверхностями и нагревать до температуры пайки. Полученное таким способом соединение получается очень прочным.
Пайка алюминия: зачистка и плавление припоя
Пайка алюминия: разрушение оксидной пленки щеткой и плавление припоя на второй детали (затем нужно обработать щеткой как первую деталь)
Пайка алюминия: соединение деталей и проверка на прочность
Примеры использования пайки алюминия
Алюминиевой пайкой можно ремонтировать и восстанавливать детали из алюминия и его сплавов любой сложности, начиная от самых простых, используемых в быту, и заканчивая изделиями, к которым предъявляются повышенные требования в отношении прочности и безопасности.
Пайка алюминия широко используется при ремонте автомобилей, тракторов, мотоциклов. Во многих случаях она оказывается предпочтительней, чем сварка, поскольку не приводит к изменению структуры металла и его деформации. Восстановление герметичности протекшего картера из алюминия, пайка алюминиевого радиатора, ремонт изношенной или разрушенной детали — для всех этих случаев пайка может оказаться безальтернативным способом устранения неисправности.
Пайкой можно отремонтировать алюминиевый блок цилиндров, заделать появившиеся на нем трещины, прогары, сколы. Восстановить резьбу в разбитом резьбовом отверстии. Для этого последнее заполняется расплавленным припоем, после чего в него вставляется болт. После охлаждения конструкции остается лишь вывернуть болт. Прочность резьбы, восстановленной таким способом, не уступает прочности исходной.
Восстановление резьбы пайкой: погружение болта в отверстие с расплавленным припоем и выкручивание болта из застывшего расплава
Пайка позволяет заделать отверстия в различных емкостях и изделиях, для которых необходима герметичность. Паять открытым пламенем емкости, в которых хранились воспламеняющиеся жидкости нельзя!!
Паять открытым пламенем емкости, в которых хранились воспламеняющиеся жидкости нельзя!!
Запаивание отверстий. После пайки поверхность зашлифовывается.
Пайкой ремонтируют алюминиевые трубопроводы компрессоров, насосов и кондиционеров. Пайка алюминия в домашних условиях позволяет отремонтировать любую вещь, изготовленную из чистого алюминия или его сплава — лестницу, водосточный желоб, посуду, алюминиевый сайдинг. При использовании качественных материалов может быть достигнута такая прочность соединения, что отремонтированное изделие окажется прочнее нового.
Если нет хорошего флюса и припоя
При отсутствии активных флюсов и предназначенных для алюминия припоев можно попытаться паять алюминий оловянными или оловянно-свинцовыми припоями, применяя способ разрушения оксидной пленки под слоем канифоли. Такой способ позволяет избежать мгновенного образования новой оксидной пленки взамен удаленной старой (как это происходит при зачистке на воздухе).
Роль инструмента, разрушающего оксидную пленку, играет специальный паяльник со скребком или добавленные в канифоль железные опилки. При трении облуженного паяльника о деталь, покрытую канифолью, скребок или опилки удаляют старую пленку, а канифоль не позволяет образоваться новой. Одновременно происходит лужение очищенной от окисла поверхности припоем, добавляемым на паяльник по мере необходимости.
Этот хлопотный и не гарантирующий успеха способ целесообразно применять лишь в случае крайней необходимости. Самый простой и естественный вариант — приобретение качественных флюсов и припоев, пайка которыми обеспечивает получение прочного и коррозионностойкого соединения без ненужной траты времени и сил.
Источник http://tool-land.ru
Проблемы пайки алюминия и его сплавов
Опасность разупрочнения и расплавления алюминия при пайке
Алюминий— металл, не имеющий полиморфного превращения, с относительно невысокой температурой плавления (660°С), легкий (плотность 2,7 г/см3 ), с высокой теплопроводностью и коррозионной стойкостью в атмосферных условиях и некоторых кислотах. При нагреве его модуль упругости быстро снижается, поэтому алюминиевые конструкции при температурах 250—300°С и выше могут терять устойчивость. Температура солидуса промышленных алюминиевых сплавов низкая (500—640°С). Велика вероятность их перегрева, поэтому высокотемпературная пайка проводится в узких интервалов нагрева. Температура рекристаллизации алюминия и его сплавов составляет 250—300 °С, при ней происходит разупрочнение алюминиевых сплавов, упрочненных предварительно наклепом.
При нагреве его модуль упругости быстро снижается, поэтому алюминиевые конструкции при температурах 250—300°С и выше могут терять устойчивость. Температура солидуса промышленных алюминиевых сплавов низкая (500—640°С). Велика вероятность их перегрева, поэтому высокотемпературная пайка проводится в узких интервалов нагрева. Температура рекристаллизации алюминия и его сплавов составляет 250—300 °С, при ней происходит разупрочнение алюминиевых сплавов, упрочненных предварительно наклепом.
Алюминиевые сплавы, упрочняемые по механизму дисперсионного твердения («старения»), при нагреве под пайку разупрочняются в результате коагуляции упрочняющих их фаз. В связи с этим пайке подвергают только алюминий и небольшое число деформируемых, термически необрабатываемых сплавов систем Al — Si, Al—Si—Mg, Al—Mg—Si, Al—Mg—Mn и др. Практически не подвергаются высокотемпературной пайке деформируемые, термически обрабатываемые сплавы систем Al—Сu—Mg (дюралюминий) и Al—Zn— Mg, а также литейные сплавы систем Al—Si—Mg, Al—Сu—Si, Al—Mg, Al—Сu—Ti; Al—Сu—Ti—Si. Одной из причин этого является близость температур нагрева при закалке этих сплавов к температурам их солидуса и опасность вследствие этого пережога паяемых сплавов. Закалка паяных соединений после пайки от более низких температур не обеспечивает достаточной прочности паяных соединений.
Одной из причин этого является близость температур нагрева при закалке этих сплавов к температурам их солидуса и опасность вследствие этого пережога паяемых сплавов. Закалка паяных соединений после пайки от более низких температур не обеспечивает достаточной прочности паяных соединений.
Слабая растворимость компонентов припоя
Алюминий с большинством легкоплавких элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In, Li, Na), образует монотектические диаграммы состояния, с весьма слабой взаимной растворимостью компонентов (кроме цинка, образующего с алюминием эвтектику при температуре 382°С и широкую область твердых растворов со стороны алюминия и олова). Поэтому низкотемпературная пайка алюминия и его сплавов применяется весьма ограниченно.
Большинство депрессантов алюминиевых припоев, таких, как Сu, Сг, Mn, Mg, Ti, имеют с алюминием высокое химическое сродство и образуют химические соединения, входящие в эвтектики. Такой компонент алюминиевых припоев, как кремний, образует с алюминием сплавы с простой, относительно пластичной эвтектикой.
Наиболее прочной является эвтектика с серебром (σв = 24,4 МПа), а затем по мере убывания прочности располагаются эвтектики Al—Si—Сu, Al—Сu; Al—Ni, Al—Mg—Si. Наименее прочной является эвтектика Al—Mg—Сu (σв = 7,5 МПа).
Барьер из оксидной пленки
Первые же попытки паять алюминий припоями и флюсами, пригодными для сталей и медных сплавов, потерпели неудачу. Этот металл и его сплавы не смачивались припоями, пригодными для пайки сталей и медных сплавов. Более двух десятилетий алюминий считали трудно паяемым и даже непаяемым металлом. Причина этого заключалась прежде всего в высокой химической стойкости его оксида.
Пленка оксида, образовавшаяся на воздухе при 20°С, состоит из двух слоев. Внутренний слой оксида, прилежащий к металлу (барьерный), — компактный, с недостроенной кристаллической решеткой, т. е. аморфный, который может перейти в кристаллическую модификацию после длительной выдержки на воздухе или после двухчасовой выдержки при температуре свыше 20°С.
аморфный, который может перейти в кристаллическую модификацию после длительной выдержки на воздухе или после двухчасовой выдержки при температуре свыше 20°С.
Наружный слой так называемой воздушно-оксидной пленки состоит из более проницаемого пористого оксида; его толщина зависит от продолжительности реакции и влажности окружающей атмосферы.
Наибольшая выдержка при температуре до ∼500°С приводит к образованию аморфного оксида. После выдержки при температуре до 475°С в течение 10—12 ч или после выдержки при температуре 500°С в течение 2—4 ч наблюдается частичный переход оксида в кристаллическое состояние. Длительное окисление при температуре свыше 475 °С ведет к полному переходу оксида в кристаллическое состояние.
После погружения в воду при температуре 60 °С на поверхности алюминия мгновенно образуется пленка байерита (Al2O3·ЗН2O). При контакте с водой на поверхности алюминия образуется также гидрат оксида алюминия.
Состав и структура оксидной пленки, покрывающей алюминий, обусловливают ее свойства. При температуре 20°С теоретическая плотность α-Al2O3 составляет 3,97 г/см3.
При температуре 20°С теоретическая плотность α-Al2O3 составляет 3,97 г/см3.
В интервале температур 0—100°С средний коэффициент линейного расширения оксида алюминия α= (6—8) 10-6 °С-1. Температура плавления α-Al2O3 составляет 2045°С, температура кипения равна °С. Коэффициент его теплопроводности при температуе 20°С λ = 30,145 Вт/(м·°С). Давление паров α-Al2O3 при температуре его плавления равно 455 Па; давление диссоциации α-Al2O3 при температуре 2000 °С — 1,33·10-3 Па, т. е. оксид Al2O3 практически не восстанавливается в используемых для этой цели газообразных средах и не испаряется при пайке. Этот оксид устойчив к действию воды и кислот.
На поверхности сплавов Al—Mg (с 2,8—8 % Mg) при нагреве до 120°С образуется пленка аморфного оксида Al2O3; при 120— 350°С — γ-Al2O3. При нагреве выше 400°С растет двухслойная оксидная пленка: сверху оксид MgO, а под ним γ-Al2O3, что обусловлено большим давлением пара магния.
При нагреве выше 400°С растет двухслойная оксидная пленка: сверху оксид MgO, а под ним γ-Al2O3, что обусловлено большим давлением пара магния.
Вследствие перестройки кристаллической решетки и изменения физических свойств при нагреве до температуры пайки в оксиде алюминия возможны местные нарушения ее сплошности и другие дефекты, по которым может происходить контакт паяемого металла с жидким припоем.
Перед пайкой поверхность алюминиевых сплавов нуждается в подготовке
Как паять алюминий без аргона: способ пайки припоем
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т.
 п.
п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место.
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Преимущества и области применения
- Прост в применении и не требует высокой квалификации;
- Высокая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% металлическое соединение как при сварке;
- Незаменим в «полевых» условиях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет любой источник тепла;
- Используется при ремонте любых изделий из алюминия: радиаторов, двигателей, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
Инструкция по использованию
Шаг 1. ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
Шаг 2. Нагреваем рабочую поверхность образца из алюминия (не сам стержень припоя) до температуры 200° C.
Совет: для лучшего проникновения припоя, можно зачистить поверхность еще раз, так как при нагревании алюминия сваркой, на поверхности проявляется оксидная пленка.
Нагревание позволит открыть структурные поры рабочей поверхности для лучшего проникновения сплава вглубь металла.
Шаг 3. Когда соответствующая температура при сварке будет достигнута, нужно равномерно и как можно лучше залудить рабочую поверхность: проводя прутиком по отверстию, натягивая припой с краев, как мыльную пену.
Припой обладает достаточным поверхностным натяжением, что делает удобным заделывание отверстий до 1 см без использования дополнительных заплаток.
Совет: чтобы исключить повторное возникновение оксидной пленки под слоем припоя, следует, поддерживая горелкой жидкое его состояние, еще раз пройтись щеткой (стальным прутом) по поверхности.
В этот момент и происходит проникновения припоя в поры металла.
Шаг 4. Если вам требуется соединить несколько деталей, то для начала, по отдельности залудите обе поверхности, затем, соединив и нагрев оба элемента, притирающими движениями сцепите их друг с другом.
Шаг 5. После завершения сварки, дайте алюминию остыть естественным путем, не используя при этом воздух или воду для ускорения остывания.
Важно помнить, что чем толще и массивнее материал, тем больше потребуется времени для достижения необходимой температуры при сварке алюминия.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.
- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.
|
Хочу поделиться опытом пайки алюминия и нихрома (точнее, сварки нихрома). Алюминий можно паять следующим образом: берЈтся небольшой кусочек цинка и жалом хорошо разогретого паяльника (механически сдирая оксидный слой с алюминия им, т.е. жалом) «облуживается» алюминий. Температура плавления цинка около 400о, поэтому паяльник нужен мощный. Затем, используя обычные припои (ПОС-40, ПОС-60 и т.д. с температурой плавления 220-260о), осуществляем обычную пайку с «облуженным» цинком алюминием. Секрет этот я прочитал в журнале «Приборы.Техника.Эксперимент». А с нихромом следующее: скручиваем оба конца провода и используя обычную угольную щЈтку от электродвигателя «свариваем» оба конца в шарик. Шамиль Гумеров Паяем алюминий В настоящее время в электробытовой технике широко применяется алюминий и его сплавы, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. Способ 1. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чистки оружия после стрельбы). Способ 2. При пайке листового алюминия или его сплавов на шов наносят горячим паяльником канифоль с мелкими железными опилками. Способ 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции), находящегося в “устройстве”, выполненном на базе зубной щетки (см. Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса представляющего собой смесь олеиновой кислоты и йодида лития. Бастанов В.Г. |
 В качестве «сварочного аппарата» можно использовать трансформатор на 3-12 Вольта и током не менее 3 Ампер. Если его нет под рукой, то можно использовать мощную нагрузку (не менее 1кВт) и сеть 220 вольт. Соблюдая меры предосторожности, подлючаем один вывод трансформатора (или сети 220 вольт обязательно последовательно через нагрузку) к скрученным проводам (поближе к концу скрутке), а второй вывод подключаем к щЈтке. Затем прикасаемся на короткое время к концам скрутки. Яркая вспышка и провода «сварены «. Правда, аккуратного шарика с первого раза может не получиться, но если немного потренироваться, то всЈ получится. Сваривать можно любые (не только нихромовые) провода, а так же различные их сочетания.
В качестве «сварочного аппарата» можно использовать трансформатор на 3-12 Вольта и током не менее 3 Ампер. Если его нет под рукой, то можно использовать мощную нагрузку (не менее 1кВт) и сеть 220 вольт. Соблюдая меры предосторожности, подлючаем один вывод трансформатора (или сети 220 вольт обязательно последовательно через нагрузку) к скрученным проводам (поближе к концу скрутке), а второй вывод подключаем к щЈтке. Затем прикасаемся на короткое время к концам скрутки. Яркая вспышка и провода «сварены «. Правда, аккуратного шарика с первого раза может не получиться, но если немного потренироваться, то всЈ получится. Сваривать можно любые (не только нихромовые) провода, а так же различные их сочетания.
 п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
 Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
Пайка алюминиевых сплавов твердыми припоями – aluminium-guide.com
Алюминий и алюминиевые сплавы можно соединять большим разнообразием процессов пайки. Разделяют высокотемпературную пайку или пайку твердыми припоями и низкотемпературную пайку или пайку мягкими припоями. В английском языке для этих видов пайки применяют различные термины – brazing и soldering соответственно.
Разделяют высокотемпературную пайку или пайку твердыми припоями и низкотемпературную пайку или пайку мягкими припоями. В английском языке для этих видов пайки применяют различные термины – brazing и soldering соответственно.
К твердым относят припои с температурой плавления ликвидус, то есть окончания плавления, выше 450 °С, а также ниже температуры солидус, то есть начала плавления, основного металла. Пайка мягкими припоями отличается от пайки твердыми припоями точкой плавления припоя – мягкие припои плавятся ниже температуры 450 °С.
Отличие твердой пайки от сварки
Пайка твердыми припоями отличается от сварки тем, что при ней не происходит существенного подплавления основного металла. Таким образом, температура пайки твердыми припоями находится между температурами сварки и пайки мягкими сплавами. Кроме того, паяные твердыми припоями алюминиевые конструкции обычно находятся между сварными и паяными мягкими припоями также и по прочности, и сопротивлению коррозии.
Флюсы, температуры ликвидуса и солидуса
Пайка алюминиевых сплавов твердыми припоями стала возможной благодаря разработке флюсов, которые разрушают оксидную пленку, не повреждая при этом нижележащий металл и припои, которые также являются алюминиевыми сплавами.
(См. также Флюсы для плавления алюминия)
Припои на основе алюминия, применяемые для пайки алюминиевых сплавов, имеют температуры ликвидуса намного более близкие к температуре солидуса основного металла, чем при пайке большинства других металлов. По этой причине припайке твердыми припоями необходим жесткий контроль температуры. Температура пайки должна быть примерно на 40 °С ниже температуры солидуса основного металла. В отдельных случаях при точном контроле температуры и коротком цикле пайки, эта разница может даже 5 °С. Большинство алюминиевых сплавов паяют твердыми припоями при температурах от 560 до 615 °С.
Алюминиевые сплавы для твердой пайки
Термически необрабатываемыми деформируемыми сплавами, которые паяются лучше всех, являются сплавы серии 1ххх и 3ххх, а также сплавы серии 5ххх с низким содержанием магния. Сплавы с более высоким содержанием магния паяются труднее.
Сплавы с более высоким содержанием магния паяются труднее.
Обычно хорошо паяются термически упрочняемые сплавы серии 6ххх, например, 6063 и 6061. Алюминиевые сплавы серий 2ххх и 7ххх имеют низкие температуры плавления и поэтому их трудно паять, за исключением таких относительно низколегированных сплавов как 7004 и 7005.
Из литейных алюминиевых сплавов хорошо паяются сплавы 356.0, 357.0, 359.0, 443.0, 710.0, 711.0 и 712.0.
Пайка алюминия твердыми припоями обычно ограничена толщиной изделий не более 0,4 мм. Однако при пайке окунанием и вакуумной пайке без флюса толщина изделия может достигать 0,03 мм.
Промышленные твердые припои
Промышленные твердые припои для пайки алюминия и алюминиевых сплавов содержат от 7 до 12 % кремния. Пониженные точки плавления получают – при некоторой потере в коррозионной стойкости – путем добавок меди и цинка. Твердые припои относятся к алюминиевым деформируемым сплавам серии 4ххх. Самыми известными из них являются сварочные сплавы 4343, 4047 и 4145.
Выбор твердого припоя
При пайке с применение горелки обычно применяют припой с температурой ликвидус как можно ниже от температуры солидус основного металла. Поскольку в этом случае температурный контроль затруднен, то большая разница температур плавления снизит вероятность случайного подплавления основного металла.
(См. Температура плавления алюминиевых сплавов)
Когда необходимо получить плотный паяный шов выбирают припой с коротким интервалом плавления – минимально разницей между температурой ликвидус и солидус. Например, сплав 4047 имеет интервал между температурами твердого и жидкого состояний всего 5,5 °С. Этот припой почти эвтектический и быстро превращается из жидкого в твердый и сильно сокращает время пайки, что часто очень благоприятно сказывается на качестве паяного шва. Такой припой особенно подходит для тонких паяных швов.
Источник: Aluminum andAluminumAlloys, ASM International, 1996
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича.
 Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым. А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло. Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой. Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод. На выбор припоя влияет способ соединения алюминиевых деталей. Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа. Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится. В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.Какой припой применяется для пайки алюминия
 Нам они более известны, как радиолюбительские припои серии ПОС.
Нам они более известны, как радиолюбительские припои серии ПОС.
Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.
Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.
Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.
Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.
Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
About sposport
View all posts by sposport
| Советы для
Пайка алюминия А. Э. ГИКЛЕР И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ. Алюминий пайка может быть простой но имеет ряд критических областей, требующих жесткого контроля процесса. Прочный оксид алюминия делает большинство попыток паять, используя обычные средства сложно. Кроме того, следует позаботиться о выбор сплава из-за возможных последствий гальванической коррозии, потому что несхожести алюминия со многими обычными припоями.В разновидности алюминиевых сплавов, калибров и температур часто широко представлены различные результаты пайки и то, как алюминий принимает или отводит тепло При пайке необходимо тщательно изучить каждую отдельную работу. слева. Купоны сплава 6111,2 ¥ 4 ¥ 0,036 дюйма с 2-дюймовым перекрывать. Верхний купон имеет 0,125 дюйма отверстие по центру в области перекрытия для облегчения введения проволоки из твердого припоя Zn / 15Al. Припой течет к каждому краю, обеспечивая полное смачивание стыка.  Методы или процессы в пайка алюминия предполагает механическое трение алюминия припоем, пайка в ультразвуковой ванне, термическое напыление (эти три не используют флюсы), нагрев сборки индукцией, пламенем, инфракрасным излучением, горячей пластиной, печь, паяльник, лазер и дуговая лампа (обычно все предполагают использование флюсов).Пайка алюминия требует соответствующего объем тепла на компоненте, а не на припое. Из-за высокого теплопроводность и отражательная способность алюминия, источник тепла должен быть адаптированным к работе. Использование флюсаБыстрый формирование слой оксида алюминия и сложность удаления этого оксидного слоя, поэтому припой может намочить алюминий — вот причины для использования флюса. В «Нормальная» пайка меди, удаление оксида меди относительно легко с мягкими органическими и неорганические флюсы.Алюминий оксид не так легко удаляется и может потребоваться более сильный флюс, такой как органический флюсы на основе аминов (до 285 ° C), неорганические флюсы (хлорид или фторид до 400 ° C) и комплексные фторалюминатные соли (см.  выше
550 ° С). Использование механического трения, ультразвука или термического
спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва
слой оксида алюминия и позволяющий подповерхностное смачивание алюминия.
Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с
первые два флюса, так как их температура плавления ниже 330 ° C и
цинковая часть помогает предотвратить гальваническую коррозию.На основе цинка
В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления.
Остатки некоторых флюсов для мягкой пайки могут оставаться активными после
пайку и ее необходимо удалить. Припои, обычно используемые для алюминия
содержат цинк с небольшим количеством свинца, кадмия, олова, меди или алюминия.
Однако любой припой, содержащий олово, может вызвать электрохимическое
проблема коррозии из-за его гальванического потенциала. С ожидаемым
всемирный запрет на использование свинца в припое, большинство отраслей уже
переход на бессвинцовые припои. выше
550 ° С). Использование механического трения, ультразвука или термического
спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва
слой оксида алюминия и позволяющий подповерхностное смачивание алюминия.
Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с
первые два флюса, так как их температура плавления ниже 330 ° C и
цинковая часть помогает предотвратить гальваническую коррозию.На основе цинка
В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления.
Остатки некоторых флюсов для мягкой пайки могут оставаться активными после
пайку и ее необходимо удалить. Припои, обычно используемые для алюминия
содержат цинк с небольшим количеством свинца, кадмия, олова, меди или алюминия.
Однако любой припой, содержащий олово, может вызвать электрохимическое
проблема коррозии из-за его гальванического потенциала. С ожидаемым
всемирный запрет на использование свинца в припое, большинство отраслей уже
переход на бессвинцовые припои. Это удаляет некоторые из более пластичных
и / или доступны высокотемпературные мягкие припои. Кадмиевый
припои были фактически запрещены из-за проблем со здоровьем рабочих. Это удаляет некоторые из более пластичных
и / или доступны высокотемпературные мягкие припои. Кадмиевый
припои были фактически запрещены из-за проблем со здоровьем рабочих.Прав. Крупный план подтверждает полное увлажнение. Внешний вид меняется, когда происходит реакция между флюсом и поверхностью. окисление, но остатки считаются некоррозионными. Стыки этого типа обычно прочнее, чем основной материал. Добавки Бессвинцовые и без кадмия Сплавы, которые обычно используются для пайки алюминия, включают 91Sn9Zn, 70Sn30Zn и 98Zn2Al.Другие сплавы семейства Zn / Al включают 85Zn / 15Al, 90Zn / 10Al и 97Zn / 3Al. Другие варианты 60Sn / 40Zn и 80Sn / 20Zn, которые относятся к семейству Sn / Zn. Алюминий часто есть другие добавлены элементы для повышения прочности, жесткости, коррозионной стойкости, обрабатываемость и формуемость. Некоторые добавки не вызывают проблем пайка, но магний — исключение. Магнийсодержащий алюминиевые сплавы (например, серии 5ххх и 6ххх) используются для увеличения отношение прочности к массе и для обеспечения лучшей коррозионной стойкости в некоторые приложения.  Однако авторам неизвестны припои или
флюс, который очень эффективен
с магнийсодержащими алюминиевыми сплавами.
Оксид магния очень быстро восстанавливается и не позволяет паять
увлажнение должно иметь место. Титан и некоторые экзотические добавки, такие как
ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или
выше), 2ххх (добавление меди), 3ххх (добавление марганца), 4ххх (кремний
добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx
(с добавлением магния) серия, вероятно, не подлежит пайке, и 6xxx
(с добавлением кремния и магния) может или не может быть припаяна
в зависимости от индивидуального сплава.Сплав 6061 определенно
паяемые, а серия 2xxx в листовой форме может иметь оболочку 6xxx
это могло изменить его паяемость. Однако авторам неизвестны припои или
флюс, который очень эффективен
с магнийсодержащими алюминиевыми сплавами.
Оксид магния очень быстро восстанавливается и не позволяет паять
увлажнение должно иметь место. Титан и некоторые экзотические добавки, такие как
ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или
выше), 2ххх (добавление меди), 3ххх (добавление марганца), 4ххх (кремний
добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx
(с добавлением магния) серия, вероятно, не подлежит пайке, и 6xxx
(с добавлением кремния и магния) может или не может быть припаяна
в зависимости от индивидуального сплава.Сплав 6061 определенно
паяемые, а серия 2xxx в листовой форме может иметь оболочку 6xxx
это могло изменить его паяемость. слева. Купоны из сплава 6111 припаяны с использованием Zn / 15Al и флюс на основе комплексных фторалюминатных солей. Для Для этого испытания использовалась одна длина припоя диаметром 0,093 дюйма. размещается на одной стороне сустава, затем протягивается к противоположной сторона с теплом.  Облицовка или покрытия В некоторых ящики алюминиевые могут быть плакированы более поддающимся пайке сплавом, покрыты никелем или покрыты с цинком термическим напылением или другими методами.Тогда эта поверхность более паяется и облегчает указанную выше проблему, поскольку их легче припой, чем просто алюминий. Пайка алюминия с другими металлами (сталь, оцинкованная сталь, медь, латунь, нержавейка и др.) тоже делается, но с некоторыми трудностями, поскольку конструкция шарнира должна учитывать дифференциал тепловое расширение и многие флюсы не подходят для обоих металлов. В простая работа по нагреванию сборки в зоне стыка становится сложной поскольку алюминий очень быстро отводит тепло от стыка по сравнению ссклонность других металлов отводить тепло намного медленнее (нержавеющие на ум приходит сталь). Общее практическое правило пайки — «нагреть компонент, а не припой ». Это позволяет субстрату передавать тепло к припою и расплавьте припой, когда он дойдет до плавления температура. Флюсы могут изолировать припой от подложки и вызвать истечение реакционной способности флюса до того, как припой расплавится, или возможно, останется твердый осадок, в который припой не сможет проникнуть. чтобы смочить субстрат.Мягкие припои с сердечником могут использоваться для устранения эта проблема, поскольку флюс не выделяется, пока припой не расплавится; однако не все алюминиевые припои доступны с сердечниками из флюса. Опасностей перегрева из-за его низкая температура плавления температура, алюминий может быть отожжен или отпущен при температурах низкая до 325–350 ° C за относительно короткое время. Это говорит о том, что любой процесс присоединения к этим температурам более чем на короткое время интервал может начать изменять свойства основных металлов присоединился.Перегрев может привести к снятию напряжения, провисанию или деформации. панели, изменение твердости, состояния, состояния поверхности, повторное легирование основной металл в непосредственной близости от стыка, горячих трещин или даже ужасный крах. слева. Крупный план подтверждает хорошее филе с обеих сторон. Твердые припои на основе цинка могут не такие красивые, как мягкий припой, но они не подвержены гальваническая коррозия при пайке алюминия, а также сплавов на основе Sn. Обычно говорящий, мягкий припои не представляют большой опасности для основных материалов от нагрева, при условии, что детали не выдерживаются при температурах пайки в течение длительный период времени.Однако в некоторых случаях воздействие алюминия к расплавленному сплаву цинка даже в течение короткого периода времени может привести к повторное легирование основного металла в зоне термического влияния (ЗТВ). Этот может изменить свои свойства и вызвать появление тепловых трещин, которые исходят за пределы ЗТВ. Один финал совет: Работа в лаборатория может помочь в выборе процесса, сплава и флюса. Макет может быть полезно для определения типа, местоположения и объема тепла требуется для достижения желаемого результата.Как и в других процессах, предварительный нагрев или гибридный нагрев могут быть полезны и могут изменить исходный выбор процесса. Время восстановления и задержка перед обращением могут отличаться существенно от лаборатории до производственного цеха. Алюминий пайка не сложна, но и не прощает ошибок. Контроль процесс плотно.Работы Консультации Металлов
Справочник, 10-е
Ред., Т. 2. 1990. Свойства деформируемого алюминия и алюминиевых сплавов.
Парк материалов, Огайо: ASM International, стр. 102–103. A.E. Gickler и F.ЧАС. ЛеПревост-младший, , работает в Johnson Manufacturing Company, Princeton, Айова. |
Применения для пайки алюминия |
Алюминиевая пайка используется для создания электрических и / или тепловых соединений или уплотнений небольших площадей с другими металлами или керамикой, в то время как алюминиевые соединения используются для соединения больших площадей в тепловых и / или структурных целях. Пайка алюминия находит применение в датчиках, электронике и электроэнергетике, где используются алюминиевые контакты и / или провода.Пайка алюминия также использовалась как средство для герметизации и / или ремонта алюминиевых теплообменников.
К нам много раз обращались за помощью в решении проблемы небольшого контакта с алюминием без использования агрессивного химического флюса или в случаях, когда химический флюс для алюминия был несовместим с металлами противоположной стороны соединения. Кроме того, во многих электронных корпусах использование коррозионно-флюсовой пайки алюминия ограничивает. Когда вы сталкиваетесь с этим выбором, активные безфлюсовые припои, такие как S-Bond, становятся хорошим решением.
Активные сплавыS-Bond® были разработаны для соединения с широким спектром металлов, керамики и композитных материалов без необходимости использования флюсов или предварительного покрытия. Припойные сплавы S-Bond обладают сильным сцеплением с алюминием, что делает пайку алюминия более простой, более экономичной и надежной. Просто расплавьте присадочные металлы S-Bond, механически перемешайте припои S-Bond с помощью щеток, трения или с помощью ультразвукового паяльника, чтобы смачивать, прилипать и обеспечивать основу для соединения. После лужения припоями S-Bond провода или другие поверхности сжимаются, сдвигаются вместе или активируются ультразвуком для создания прочного паяного соединения.
Пайка алюминия S-Bond имеет следующие характеристики:
• Позволяет соединять алюминий с медью и другими металлами и керамикой без флюса.
• Соединение без флюса исключает загрязнение и необходимость очистки.
• Припои при более низких температурах (115–250 ° C) позволяют пайку термочувствительных материалов.
• S-Bond (припой) позволяет создавать электрические и теплопроводные металлические соединения.
• Для подготовки алюминиевых поверхностей не требуется металлизация, что снижает затраты на подготовку.
• Припои S-Bond не текут свободно и не связываются с участками, прилегающими к участкам пайки алюминия, без непосредственного применения механической активации.
Приложения
Панели солнечных батарей: На рисунке 1 показано соединение луженых медных проводов, припаянных к алюминированным слоям на задней стороне кремниевых солнечных панелей. Активные паяные соединения шин S-Bond с задней частью этих панелей оказались более эффективными и прочными, чем соединения, спаянные обычным способом.
Ремонт припоем алюминиевого теплообменника: На рисунках 2 и 3 показана ультразвуковая пайка алюминиевых панелей и заполнение вырезов в протекающих паяных соединениях алюминиевого теплообменника.
Герметичные корпуса датчиков: на рисунках 4 и 5 показано активное пайки S-Bond алюминиевых корпусов датчиков. На рисунке показана пайка алюминия с активными припоями, которые активируются и прикрепляются для герметизации алюминиевой крышки с алюминиевой трубкой.
- фигура 2
- Рисунок 3
- Рисунок 4
- Рисунок 5
Свяжитесь с нами для получения дополнительной информации о пайке алюминия.Чтобы заказать наши материалы для тестирования, запросите форму заказа комплекта. Также предлагаются услуги пайки для тестирования, создания прототипов и производства.
Узнайте, как припаять алюминиевый провод | by Ildiko
Припой — это плавкий металл, расплавленный с помощью паяльника или даже горелки для соединения металлических стыков друг с другом. Это, как правило, сплав олова и свинца, но он также может быть из других металлов, таких как серебро, сурьма или алюминий, которые производятся специально для различных целей.Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов друг с другом требуется паяльник.
Очистите место пайки тряпкой, а также щеткой, чтобы удалить жир, грязь и мусор. Используйте спирт вместе с металлической щеткой, чтобы избавиться от стойких пятен.
Отрежьте алюминиевую ленточную проволоку 5052 необходимой длины с помощью ножниц или, возможно, кусачки. Используйте пинцет или плоскогубцы для обработки проволоки, чтобы предотвратить притягивание жира.
Нанесите флюс кистью на место пайки. Флюс избавит от окислов на металлических поверхностях. Вы найдете 3 вида флюсов, включая органическую кислоту или хлорид, органику и смолу. Смоляной флюс часто используется для электронной пайки; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев жало влажной тканью. Слегка покройте наконечник припоем. Этот метод известен как «лужение» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла на протяжении всего процесса пайки.
Подожгите или нагрейте паяльник или горелку, чтобы убедиться, что они достигли температуры, необходимой для плавления алюминиевого провода катушки 3003. При использовании паяльника убедитесь, что он нагревается до температуры не менее 400 ° C для соответствующей пайки.
Оберните провод вокруг места пайки. Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается как алюминиевой проволоки, так и стыка. Нагрейте припой так, чтобы он равномерно расплавился вдоль паяемого соединения.Также убедитесь, что флюс пузырится, но не горит. Не применяйте также существенный припой, поскольку он может заполнить другие зазоры и вызвать короткое замыкание.
Удалите припой, затем наконечник. Будьте осторожны, чтобы не сдвинуть паяное соединение.
Дайте стыку остыть. Не дуй на это. Обрежьте излишки свинца, выступающие на поверхности, но не проверяйте заранее прочность паяного соединения, так как это может ослабить соединение. После охлаждения паяное соединение будет выглядеть гладким и плотным.
Материалы | Бесплатный полнотекстовый | Пайка алюминиевого сплава 7075 с использованием электроосажденных прослоек Ni-P и Cu-Cr
3.1. Электроосаждение покрытий Ni-P и Cu-Cr
Условия нанесения покрытий определяли с помощью диаграммы Пурбе [30]. Из диаграммы следует, что сплав 7075 показывает значительно ограниченную область коррозионной стойкости в диапазоне возможных гальванических ванн. Таким образом, даже если сплав 7075 можно было бы покрыть в сильно кислых ваннах, это практически невозможно из-за положения алюминия в гальванической серии.Поэтому покрытие сплава производилось с использованием промежуточных слоев, прочно сцепленных с подложкой.Для нанесения гальванических покрытий была построена лабораторная станция, состоящая из источника питания (Elektro-Tech типа ETZ 10/10, Elektrotech, Kryniczno, Dolny ląsk, Польша) с плавно регулируемой силой тока от 0 до 10 А и напряжением от От 0 до 10 В, магнитная мешалка (IKA тип ETS 06, IKA Sp. Z oo, Варшава, Мазовецкое воеводство, Польша) с плавно регулируемой скоростью вращения и системой нагрева с контролем температуры.На мешалку помещали стакан объемом 1 дм 3 , содержащий электролитическую ванну и анод размером 50 × 120 × 5 мм. Анод, используемый для нанесения покрытия Cu-Cr, был изготовлен из титана с родиевым покрытием, а анод для нанесения покрытия Ni-P — из катодного никеля.
Процессу напыления предшествовала надлежащая подготовка поверхности подложки. На первом этапе образцы шлифовали абразивными бумагами № 150 и 280, а затем подвергали отмывке в 5% растворе SurTec 131 (Surtec Poland Sp.z o.o., Яниково, Великопольское воеводство, Польша) при 40 ° C в течение 5 мин. Затем образцы промывали под водопроводной водой и удаляли колпачки в 5% растворе SurTec 495L (Surtec Poland Sp. Z o.o., Яниково, Великопольское воеводство, Польша) при 30 ° C в течение 3 минут. Перед нанесением необходимых покрытий были нанесены промежуточные слои. Этому процессу предшествовала обработка низкотемпературной аргоновой плазмой в течение 30 с, чтобы улучшить сцепление покрытий с алюминиевой подложкой. Благоприятное влияние низкотемпературной плазменной обработки на адгезию медного покрытия к подложке из графитового композита указано в [31].Предварительные исследования также показали, что обработка низкотемпературной плазмой приводит к увеличению более чем на 40% силы, необходимой для царапания покрытия Cu-Cr, нанесенного на алюминиевую подложку.Сначала образцы были подвергнуты химическому цинкованию в ванне SurTec 652Q Surtec Poland Sp. z o.o., Яниково, Великая Польша, Польша при температуре от 15 до 40 ° C в течение 1 мин. Далее предварительное электролитическое меднение в ванне SurTec 864 Surtec Poland Sp. z o.o., Яниково, Великопольское воеводство, Польша, с pH 9,5, проводили при 55 ° C в течение 2 мин.Плотность катодного тока составляла 0,5 А / дм 2 , а анод был изготовлен из бескислородной меди (OFHC). На подготовленные таким образом подложки наносились соответствующие покрытия, предназначенные для пайки. С этой целью были разработаны две ванны:
- Электролитическая ванна Cu-Cr — слабокислая ванна для осаждения медно-хромового слоя, содержащего от 0,9 до 1,2 мас.% Cr [23];
- Ni-P ванна для гальваники — новая кислотная ванна для нанесения никель-фосфорного слоя, содержащего 12 мас.% P [24].
Сплав Cu-Cr может использоваться в качестве покрытия с повышенной стойкостью к истиранию.В соответствующих ссылках не упоминаются гальванические ванны для нанесения покрытий из сплава Cu-Cr, но можно найти информацию о получении этих покрытий в металлургических процессах, в основном применяемых в энергетике.
Состав ванны и технологические параметры нанесения покрытия Cu-Cr следующие:
8–12 г / дм 3 металлического хрома в виде хлорида хрома III;
12–15 г / дм 3 металлической меди в виде хлорида меди II;
80–120 г / дм 3 хлорида аммония в качестве проводящей соли;
pH раствора в пределах 3.От 8 до 4,5;
температура процесса от 55 до 65 ° C;
катодная плотность тока от 1,5 до 3,0 А / дм 2 ;
время процесса от 40 до 60 мин.
Сплав Ni-P применяется, в частности, при производстве присадочных металлов, используемых для пайки без флюса. Может использоваться в гальванике в качестве декоративного никелевого покрытия с повышенной коррозионной стойкостью (альтернатива хромированию).
Покрытия Ni-P, наносимые химическим путем, используются в качестве технических покрытий с высокой коррозионной стойкостью, зависящей от концентрации фосфора. Химическое покрытие никелем также применяется в пластмассовой промышленности.
В литературе можно найти публикации, касающиеся разработанных ванн для электрохимического осаждения покрытия Ni-P. Ванны для нанесения такого покрытия, содержащего 18 мас.% P, являющегося альтернативой хромированию, разработаны немецкими и итальянскими компаниями [32].В этих ваннах ионы фосфора доставляются натриевой солью фосфорной кислоты III, добавляемой в количестве 5–7 мас.%. Покрытия применяются в качестве декоративных покрытий при производстве арматуры, деталей бытовой техники и в автомобильной промышленности.Состав ванны и технологические параметры нанесения разработанного покрытия Ni-P следующие:
15–18 г / дм 3 металлического никеля в виде сульфата никеля II;
100–150 г / дм 3 фосфора в виде нитрилотрис (метилен) фосфоновой кислоты;
100 г / дм 3 лимонной кислоты;
pH раствора в пределах 1.От 5 до 2,5;
температура процесса от 45 до 55 ° C;
катодная плотность тока от 1,0 до 2,5 А / дм 2 ;
время процесса от 15 до 25 мин.
3.2. Оценка нанесенных покрытий
Электролитически нанесенные покрытия были подвергнуты предварительному анализу. Их толщина и химический состав измеряли с помощью рентгенофлуоресцентного анализатора FISCHERSCOPE X-RAY XDL-B производства Fischer GmbH (Ахерн, Бадения-Виртембергия, Германия).Концентрация Cr (мас.%) Была измерена для покрытия Cu-Cr, концентрация P (мас.%) Была измерена для покрытия Ni-P, и остатки были соответственно содержаниями Cu и Ni. Приложения для измерения покрытия Ni-P являются коммерческими продуктами, но приложение для измерения покрытия Cu-Cr было разработано компанией Helmut Fischer GmbH Achern, Бадения-Виртембергия, Германия для нужд этого исследования.
Измерения толщины и химический состав покрытий, нанесенных на подложки 7075, показаны в таблице 3.Адгезионные испытания покрытий проводились согласно EN ISO 2819: 2018 [33]. Предварительные измерения были выполнены методом «теплового удара», и после положительного результата адгезия была определена методом царапания с использованием Micro-Combi-Tester производства CSM Instruments (Needham Heights, MA, США). Тестер определяет профиль поверхности как основы, так и покрытия. Во время процесса отслаивания регистрируется сила и акустический сигнал. Кроме того, регистрируется профилограмма поверхности, а также глубина проникновения в покрытие и в основу.После электролиза все образцы хранили в электрической печи при 200 ° C в течение ок. 30 мин, а затем уронили в емкость с водой комнатной температуры. Через 1 мин отслаивание покрытия оценивали визуально. Все образцы положительно прошли испытание на тепловой удар без видимого отслаивания.
Тестирование адгезии с помощью Micro-Combi-Tester было начато с измерения силы царапания непокрытой основы, а затем было измерено усилие, необходимое для отслаивания покрытия от покрытой основы.Испытание проводилось на расстоянии 5 мм при силе давления 29 Н. Покрытие отслаивалось одновременно в двух местах и приводилось среднее значение приложенных усилий.
Испытания на адгезию проводили следующим образом. Отслаивающая головка, нагруженная вышеупомянутой силой, начала отслаивание покрытия, и компьютер записал все события, сопровождающие процесс (например, разрыв покрытия). После проникновения в материал подложки были сделаны микроскопические фотографии во всех точках, где непрерывность измерения была нарушена, и, наконец, была сфотографирована вся царапина.После испытания получают распечатку, содержащую профилограмму поверхности, величину усилия, необходимого для отслаивания покрытия, величины сил, возникающих в возмущениях, и полную фотодокументацию. Размеры сил, требуемых для царапания подложки без покрытия и подложек с электролитическим нанесением покрытий, показаны на рисунке 2. Результаты представляют собой средние результаты 10 измерений. Смачиваемость подложки 7075 и нанесенных покрытий Cu-Cr и Ni-P был предварительно определен капельным тестом, как описано выше.Примерная смачиваемость поверхности 7075 и покрытий дистиллированной водой показана на рисунке 3. Видно, что смачиваемость покрытий значительно лучше, чем у основного металла. Приведены средние значения углов смачивания для различных эталонных жидкостей. в таблице 4. Дополнительно представлены значения поверхностной свободной энергии, ее дисперсионной и полярной составляющих. Поверхностная энергия нанесенных покрытий выше, чем у подложки. Более высокая поверхностная энергия связана с более низким поверхностным натяжением и, следовательно, лучшей смачиваемостью (меньшие углы смачивания с отдельными контрольными жидкостями).3.3. Тест на смачиваемость
Как было упомянуто выше и показано на рисунке 1, подложка из сплава 7075 не смачивается мягкими припоями. В результате невозможно выполнить пайку напрямую. Пригодность нанесенных покрытий Cu-Cr и Ni-P для пайки определялась путем измерения смачиваемости их поверхностей припоем на основе олова. Образцы были изготовлены описанным выше способом. Согласно критериям смачиваемости, чем меньше угол смачивания и чем больше площадь поверхности растекающихся капель, тем лучше свойства пайки подложки.Считается, что хорошая смачиваемость достигается, когда угол смачивания ниже 30 ° и стремится к 0 ° [34,35,36]. Средний размер плоских поверхностей на этой 0,1 г припоя составлял 74 мм 2 (σ = 7,2 мм 2 ) для покрытия Cu-Cr и 59 мм 2 (σ = 8,1 мм 2 ) для покрытия Ni-P. Примерные площади растекаемости припоев и поперечные сечения капель припоя на подложках, используемых для определения углов смачиваемости, показаны на рисунке 4. Средние значения угла смачиваемости составили 28 ° (σ = 7.3 °) для покрытия Cu-Cr и 17 ° (σ = 4,8 °) для покрытия Ni-P. Согласно критериям оценки [34,35,36], такие значения угла смачиваемости указывают на хорошую смачиваемость покрытий и должны обеспечивать хорошие условия для получения качественных паяных соединений. В случае покрытия Cu-Cr изменение цвета можно увидеть в зоне воздействия флюса (рис. 4c), но сплошность покрытия не нарушилась.3.4. Металлографическая оценка паяных соединений
Как упоминалось ранее, соединения внахлест с длиной нахлеста 10 мм и постоянной шириной пайки фиксируются с помощью дистанционных элементов диам.0,2 мм были подготовлены для металлографических исследований и механических испытаний. Соединения выполнены пламенной пайкой с использованием пропановоздушной горелки. За исключением очень маленьких газовых пор и остатков флюса, никаких других дефектов пайки обнаружено не было. После пайки покрытия все еще были сплошными и хорошо прилипали к подложке из сплава 7075. Соединение, выполненное с промежуточным слоем Cu-Cr толщиной 12 мкм, показано на рис. 5. На рис. 5а, б показаны различные участки паяных соединений. Обе микроструктуры очень похожи, но на рисунке 5b видны следы очень мелких газовых пор.На основании равновесной системы Cu-Sn [37] и анализа EDS (Energy Dispersive Spectroscopy) микроструктура слоя припоя состоит из эвтектической смеси Sn + Cu 6 Sn 5 с серыми первичными кристаллами твердого раствора. Cu 6 Sn 5 . Покрытие Cu-Cr хорошо сцепляется с алюминиевой подложкой 7075. Отсутствуют видимые несовместимости припоев, снижающие качество паяного соединения, за исключением очень мелких газовых пор или остатков флюса. Для анализируемой системы характерно линейное распределение элементов в соединении (рисунок 6).Покрытие (2) состоит из меди (98,99 мас.% Cu) и хрома (1,01 мас.% Cr), что соответствует техническим характеристикам ванны для гальваники. Припой (3) состоит из олова (96,7 мас.% Sn) и меди (3,3 мас.% Cu). Из-за низкой температуры пайки в стыке не видно диффузионных зон. В процессе пайки элементы в покрытии не переходят в припой или обратно от припоя к покрытию. В соединении, спаянном через прослойку Ni-P, также не было обнаружено значительных паяльных дефектов микроструктуры.Покрытие хорошо прилегает к подложке 7075 по всей длине стыка (рис. 7а). Покрытие Ni-P хорошо заполняет поверхностные дефекты подложки (рис. 7b), создавая прочные точки механического крепления. Как и прежде, микроструктура слоя припоя состоит из эвтектической смеси Sn + Cu 6 Sn 5 с серыми первичными кристаллами твердого раствора Cu 6 Sn 5 . Морфология обоих припоев в паяных соединениях выполнена с использованием Cu-Cr (Рисунок 5) и прослойка Ni-P (Рисунок 7) очень похожи.Форма серых первичных кристаллов твердого раствора Cu 6 Sn 5 в обоих паяных соединениях аналогична, но больше кристаллов находится в соединении, выполненном с Ni-P. Скорее всего, разница может быть результатом разницы во времени пайки обоих соединений. Соединения были выполнены с помощью ручной газовой пайки, что затрудняет точный контроль времени пайки. Место, выбранное в структуре соединения для анализа EDS, показано на рисунке 8а. На рис. 8b – f вертикальными линиями отмечены покрытие Ni-P и линейное распределение элементов в отдельных зонах соединения.В этом соединении также не было обнаружено диффузионных зон или элементов, движущихся от припоя к покрытию или обратно от покрытия к припою. Покрытие Ni-P (2) состоит из никеля (87,7 мас.% Ni) и фосфора (12,3 мас.% P), что соответствует техническим характеристикам ванны для гальваники. Концентрация фосфора в покрытии увеличивается с удалением от алюминиевой подложки 7075 (рис. 8f) с 11,5 до 13,2 мас.%. Это закономерность, возникшая в результате курса электролиза.Припой (3) состоит из олова (96,9 мас.% Sn) и меди (3,1 мас.% Cu). Механизмы диффузии не обнаружены из-за низкой температуры процесса пайки. В отличие от покрытий, нанесенных методом холодного напыления низкого давления (LPCS), покрытия, нанесенные электролитически, не являются пористыми, что благоприятно для их применения при пайке. Это связано с тем, что пористость покрытий, нанесенных методом термического напыления, способствует образованию газовых пор в паяном соединении [38].3,5. Испытания механических свойств паяных соединений
Испытания на растяжение и сдвиг соединений, выполненных с использованием прослоек Cu-Cr и Ni-P, проводились на универсальной испытательной машине Zwick / Roell Zmart-PRO (Zwick-Roell GmbH, Бадения- Виртембергия, Ульм, Германия). Паяные соединения помещались в зажимы станка с использованием подходящих дистанционных вставок и затем растягивались со скоростью 2 мм / мин. Для каждого покрытия было приготовлено пять комплектов паяных соединений. Перед испытанием на сдвиг с обеих сторон соединения были механически удалены пятна припоя.Результаты испытания паяных соединений на статический сдвиг при растяжении показаны в Таблице 5. Прочность паяных соединений на сдвиг в обоих случаях была одинаковой на уровне прибл. 35 МПа. Механизм разрушения обоих соединений носил когезионный характер и происходил в слое припоя (Рисунок 9). Что важно, покрытия Cu-Cr и Ni-P сохраняли сцепление с подложкой. Таким образом, можно предположить, что соединения могут выдерживать более высокие нагрузки, если механические свойства используемого припоя выше. Прочность соединений с электролитически нанесенными покрытиями более чем на 40% выше, чем у соединений с покрытиями, нанесенными методом LPCS [38], где в результате разрушения покрытий происходило их разрушение в результате их декогезии.Как сообщается в [38], причиной может быть высокая пористость напыленных покрытий LPCS. Твердость по Виккерсу измерялась также в отдельных зонах паяных соединений [39]. Из-за малой толщины электролитических слоев нагрузка на пенетратор составляла 25 Г. Распределение твердости в соединениях показано на рисунке 10. Представленные точки являются средними значениями 10 измерений. Твердость покрытия Ni-P составляет в среднем 471 HV 0,025 (σ = 14,4 HV 0,025), что намного выше, чем у металла подложки.Как сообщается в [40], твердость электролитически осажденных покрытий Ni-P, содержащих 16 мас.% P, составляет ок. 600 HV. Покрытия с более высокой твердостью более 700 HV могут быть получены добавлением керамических частиц SiC или B 4 C [40]. Твердость покрытия Cu-Cr практически такая же, как у металлической подложки, и составляет в среднем 121 HV 0,025 (σ = 8,7 HV 0,025). В [41] указано, что твердость покрытия Cu, нанесенного электролитическим способом на слой Cr, ранее нанесенный на подложку из углеродистой стали, находится в диапазоне от 42 до 84 HV и зависит от напряжения, используемого во время электроосаждения.Наименьшую твердость в паяных соединениях показывает S-Sn97Cu3, в среднем 18,9 HV 0,025 (σ = 3,6 HV 0,025).Алюминиевый ремонтный стержень | Капп Сплав
- Более низкая температура плавления облегчает деликатный ремонт алюминиевых радиаторов.
- Matching Kapp Golden Flux ™ действует как температурный ориентир, обеспечивая простое нанесение и успешное склеивание.
- Используйте любой источник тепла — кислородно-ацетиленовую, газовую или пропановую горелку, тепловую пушку или паяльник.
- Превосходный многоцелевой припой, может использоваться для алюминия, нержавеющей стали, белого металла, олова, меди, латуни и гальваники.
- В большинстве случаев ремонт прочнее оригинального металла.
- Может быть покрыт хромом, никелем или медью.
Физические свойства:
Состав: 40 олово — 27 цинк — 33 кадмий
Диапазон плавления: 350 — 500 ° F / 176 — 260 ° C
Электропроводность: 23 (% IACS при 68 o F)
Прочность на растяжение: 20 000 фунтов на кв. Дюйм
Прочность на сдвиг: 11000 фунтов на кв. Дюйм
Успешная пайка с помощью KappRad ™
Шаг 1 — Предварительно очистите основной металл или соединяемые металлы.Используйте ткань emory, проволочную щетку, пескоструйную очистку и т. Д. Подготовьте алюминиевые поверхности с помощью чистой проволочной щетки из нержавеющей стали .
Шаг 2 — Нанесите неагрессивную жидкость Golden Flux ™ компании Kapp на место ремонта. Вы можете использовать стержень для распределения флюса.
Шаг 3 — С помощью мягкого пламени, теплового пистолета или паяльника нагрейте основной металл, прилегающий к зоне ремонта. Прямое пламя на участке ремонта может привести к перегреву припоя и флюса.
Шаг 4 — Держите наконечник резака на расстоянии 4–6 дюймов от основного металла. Если необходимо подать пламя напрямую
к стержню или флюсу, потяните наконечник резака еще дальше от рабочей поверхности и продолжайте движение.
Шаг 5 — Флюс начнет пузыриться и станет светло-коричневым. Это подготовит основной металл к припою и укажет на правильную рабочую температуру. (Если флюс становится черным, значит он перегрет.Дайте области остыть, очистите ее и начните заново с шага 1.) Проведите стержнем припоя по области, которую нужно припаять, пока он не начнет течь. ПРЕКРАТИТЕ НАГРЕВ! При необходимости нанесите дополнительные слои.
Шаг 6 — Иногда необходимо слегка нагреть кончик стержня пламенем, чтобы припой легче стекал на место ремонта. НЕ НАГРЕВАЙТЕ ПРУТ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 7 — Наблюдайте за отложением припоя.Припой должен плавно приклеиваться. НЕ ПЕРЕГРЕВАЙТЕ! Стержень плавится при перегреве, но не соединяется должным образом.
Шаг 8 — Если вы прекратили пайку и хотите нанести больше припоя или вылить существующий слой, дайте ему остыть, добавьте еще флюса и повторно нагрейте. Флюс поможет процессу склеивания, будь то добавление стержня или просто вытекание предыдущего осадка.
Шаг 9 — Удалите излишки флюса теплой водой и тканью или металлической щеткой.
Ремонт алюминия с помощью низкотемпературного алюминиевого припоя KappAloy ™
До
Разрушение оксидного покрытия путем перемешивания и флюсования является одним из ключей к успешной пайке, особенно для алюминиевых деталей. Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может образоваться и затруднить соединение припоя. Итак, перед тем, как начать, убедитесь, что у вас есть все инструменты и расходные материалы, готовые к работе.
Предварительное лужение
Для некоторых трудно поддающихся пайке соединений с большой площадью поверхности может быть очень полезно предварительно залудить область соединения на каждой части припоем перед тем, как приступить к соединению деталей. Просто выполните следующие действия, чтобы покрыть область стыка каждой детали ровным слоем припоя. Затем, когда детали остынут, повторите шаги еще раз, чтобы соединить детали.
Здесь также применяется правило 1-2-3. Не стоит сегодня оловить заранее, а завтра паять.Свежая поверхность без окислов важна для успешной пайки. Предварительное лужение деталей с помощью правильного припоя может значительно улучшить соединения на трудно паяемых металлах и деталях с большой площадью поверхности.
Шаг 1
Предварительно очистите основной металл или соединяемые металлы. Сделайте фаску на краях деталей в месте соединения, чтобы припой мог заполнить и приклеиться к деталям. Подготовьте алюминиевые поверхности проволочной щеткой из нержавеющей стали. Разрушение прочного оксидного покрытия на алюминиевых деталях является секретом прочных и надежных паяных соединений.Эти барьеры быстро восстанавливаются, поэтому следует быстро перемешивать, флюсовать и паять.
Шаг 2
Нанесите Kapp Golden ™ Flux, чтобы разрушить оксидный барьер и втянуть припой в зону соединения / ремонта. Не забудьте оставить достаточный зазор, чтобы флюс и припой могли течь между деталями. Активный диапазон Kapp Golden Flux составляет 350-550 ° F. Вы можете легко использовать припой для распределения флюса.
Шаг 3
С помощью мягкого пламени, теплового пистолета или паяльника нагрейте основной металл, прилегающий к зоне ремонта.Прямое пламя на участке ремонта может привести к перегреву припоя и флюса.
ЗАПРЕЩАЕТСЯ НАГРЕВАТЬ ПАЯЛЬНУЮ СТАНКУ или ПОТОК!
Шаг 4
При использовании резака держите наконечник резака на расстоянии 4–6 дюймов от основного металла. Если необходимо подать пламя непосредственно на стержень или флюс, оттяните наконечник резака еще дальше от рабочей поверхности и продолжайте движение.
Шаг 5
Флюс начнет пузыриться и станет светло-коричневым.Помимо подготовки основного металла для припоя, эти изменения указывают на правильную рабочую температуру флюса. Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
Шаг 6
Когда флюс пузырится и становится коричневым, пора применить стержень. Перетащите стержень по области, подлежащей пайке, пока он не начнет течь. ПОСЛЕ ПОТОКА СТЕРЖНЯ, ПРЕКРАТИТЕ ПОДАЧУ ТЕПЛА!
Если необходимы дополнительные слои, продолжайте перетаскивать стержень по области.В некоторых случаях, например, при использовании очень тонких проводов, перед пайкой деталей может оказаться полезным залудить алюминиевую поверхность стержнем. В этом случае выполните шаги 1-6, чтобы нанести ровный слой припоя на алюминиевые детали. Дайте этим деталям остыть, а затем снова выполните шаги 1-6, спаяв детали вместе. Это часто приводит к более плотному пайке мелких деталей.
Шаг 7
Иногда необходимо нагреть кончик стержня пламенем, чтобы припой легче стекал на место ремонта. НЕ НАГРЕВАЙТЕ ПРУТ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 8
Обратите внимание на наплавку. Припой должен плавно приклеиваться. НЕ ПЕРЕГРЕВАЙТЕ! Стержень плавится при перегреве, но не соединяется должным образом.
Шаг 9
Если вы прекратили пайку и хотите нанести больше припоя или вылить осадок, дайте ему немного остыть, добавьте еще флюса и снова нагрейте.Флюс поможет процессу соединения, будь то добавление припоя или просто вытекание предыдущего слоя.
Шаг 10
Удалите излишки флюса теплой водой и металлической щеткой.
Ремонт литого алюминия, литья под давлением и металлической посуды с помощью алюмита
До
Разрушение оксидного покрытия путем перемешивания и флюсования является одним из ключей к успешной пайке, особенно для деталей из алюминия, нержавеющей стали и никелированного покрытия.Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может образоваться и затруднить соединение припоя. Итак, перед тем, как начать, убедитесь, что у вас есть все инструменты и расходные материалы, готовые к работе.
Предварительное лужение
Для некоторых трудно поддающихся пайке соединений с большой площадью поверхности может быть очень полезно предварительно залудить область соединения на каждой части припоем перед тем, как приступить к соединению деталей.Просто выполните следующие действия, чтобы покрыть область стыка каждой детали ровным слоем припоя. Затем, когда детали остынут, повторите шаги еще раз, чтобы соединить детали.
Здесь также действует правило 1-2-3. Не стоит сегодня оловить заранее, а завтра паять. Свежая поверхность без окислов важна для успешной пайки. Предварительное лужение деталей с помощью правильного припоя может значительно улучшить соединения на трудно паяемых металлах и деталях с большой площадью поверхности.
Пайка алюмитом и лунным флюсом Каппа
При пайке алюминия невидимая оксидная пленка должна быть разрушена припоем для обеспечения контакта металла с металлом.ЕСЛИ вся поверхность соединения доступна для взбалтывания щеткой и припоем, оксид можно просто и эффективно разрушить без химического флюса с помощью АЛЮМИТА. Однако для стыковых и других труднодоступных стыков поверхность стыка должна быть хорошо залужена АЛЮМИТОМ, в противном случае потребуется флюс Kapp LUNAR.
НЕОБХОДИМО НАГРЕТЬ ДЕТАЛИ ДО ТЕМПЕРАТУРЫ, КОТОРОЙ РАСПЛАВАЕТ КОНЦЫ ПРИГОТОВЛЕНИЯ ПРИГОТОВЛЕНИЯ НА ПОВЕРХНОСТИ НАГРЕВАЕМЫХ ДЕТАЛЕЙ.
Твердый конец алюмитового стержня сначала прокалывает и ослабляет оксидный слой, позволяя припою течь под ним. Это известно как «лужение поверхности».
С использованием этой безфлюсовой техники возможно множество видов ремонта и строительства; однако алюминиевая поверхность должна быть доступна для поглаживания стержнем припоя из алюминия. Припой не потечет сам по себе в узкое соединение. Чтобы втянуть припой в узкий стык, требуется дополнительный флюс — Lunar Flux.
ВСЕГДА ИСПОЛЬЗУЙТЕ НЕЙТРАЛЬНОЕ ПЛАМЯ! ВСЕГДА ПОДДЕРЖИВАЙТЕ ПЛАМЯ В ДВИЖЕНИИ! ВСЕГДА МЕДЛЕННО ОХЛАЖДАЕТСЯ! НИКОГДА НЕ ОГОНЯЙТЕ НАГРЕВАЕМЫЕ ЧАСТИ В ВОДУ!
T — шарниры
Для максимальной прочности залудите оба элемента, как описано выше, и соедините вместе. Нагрейте детали и нанесите на место пересечения полоску припоя. Скругления изготавливаются путем пропускания припоя вдоль установочных элементов, где требуется контакт.Позвольте теплу от элементов, а НЕ ПЛАМЕНИ расплавить припой. Пропустите твердый конец припоя через расплавленную кромку, чтобы удалить захваченный оксид. Во многих случаях достаточную прочность можно получить без предварительного лужения. Однако, когда элементы не были предварительно лужены, скругления сами по себе выдерживают нагрузку на соединение, поскольку элементы соединяются не друг с другом, а только с галтелями.
Стыковые соединения
Наиболее эффективно покрыть стыковые поверхности алюминиевым стержнем перед сборкой деталей для окончательной сборки.Нанесите Kapp Lunar Flux на стыковые поверхности. Концы скошены и сведены. Следуйте процедуре лужения, нанося АЛЮМИТ на обе скошенные поверхности стыка.
Коленчатые соединения
Детали можно лужить и сдвигать, пока припой еще расплавлен. В качестве альтернативы, можно нанести обильную кромку припоя на края стыка внахлест, чтобы обеспечить лужение, пропустив стержень через расплавленный припой.
Соединения под углом в окнах, дверях, экранах, рамах
Членов надо крепко отсадить.над областью стыка зажигают нейтральное пламя, пока АЛЮМИТ не расплавится при прохождении через стык. Убедитесь в наличии лужения, протянув твердый конец припоя через слой расплавленного припоя. После лужения шов можно наращивать и обрабатывать по желанию. Эти соединения устойчивы к высокой влажности и остаются в идеальном состоянии после многих лет выдержки.
Ремонт и изменение конструкции алюминиевых матриц и штампов
Обрабатываемая секция очищается опиливанием или шлифовкой, а затем лужится путем нагревания алюминия до температуры, при которой припой плавится, трясь о поверхность.ПРИ ЛУДОВАНИИ АЛЮМИТОВАЯ ПАЛКА ВСЕГДА НЕ ДОПУСКАЕТСЯ БЕЗ ПЛАМЕНИ. Воспламените материал мягким пламенем. Предварительный нагрев всей матчевой пластины матрицы примерно до 600 ° F облегчает эту процедуру.
Сварка отливок на основе цинка с АЛЮМИТОМ
Удалите покрытие, естественный оксид или посторонние предметы с соединяемых поверхностей. «V» из трещины и надежно настроить работу. Используйте наконечник №1 или №2, чтобы предварительно нагреть область вокруг перелома.Затем выполняется сварка путем нагревания трещины непосредственно нейтральным пламенем до тех пор, пока ПОВЕРХНОСТЬ основного металла не может быть разрушена путем прикосновения к ней АЛЮМИТОВЫМ стержнем. ПРИ ЗАПУСКЕ СВАРОЧНОЙ СВАРКИ НЕ ДОПУСКАЙТЕ ПРУТКА ОТ ПЛАМЕНИ. Продолжайте приваривать трещину, нанося припой на основной металл. НИКОГДА НЕ ОГНАТЬСЯ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ. Готово по желанию.
Сварка белого металла с АЛЮМИТОМ
Очистить покрытие и окалину со свариваемой поверхности.»V» из трещины и надежно настроить работу. Обычно предварительно нагревают нейтральным пламенем или пламенем ацетилена. Нагрейте непосредственно до тех пор, пока основной металл не начнет плавиться, затем окуните стержень припоя в расплавленную лужу и вытащите из нее до желаемого нароста.
НИКОГДА НЕ ОГНАТЫВАЙТЕСЬ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ . Готово по желанию.
Ремонт снятой резьбы с помощью АЛЮМИТА
Просверлите старую резьбу больше размера, чтобы при добавлении нового галтеля все сверление и нарезание резьбы выполнялись из АЛЮМИТА.Это облегчит работу и увеличит силу. После сверления нагрейте основной металл снизу вверх. Прижмите стержень к стенке отверстия, начиная снизу и двигаясь вверх. Заполните отверстие, остудите, просверлите и постучите по нему по мере необходимости.
Alumite ™ Физические свойства и технические данные | |
Диапазон плавления | 715 ° F — 735 ° F / 379 ° C — 391 ° C |
Прочность на разрыв | 39000 фунтов на кв. Дюйм |
Прочность на сжатие | от 60 000 до 75 000 фунтов на кв. Дюйм |
Прочность на сдвиг | 34,000 фунтов на кв. Дюйм |
Ударная вязкость (по Шарпи) | 4 фут.фунты. сломать стержень 1/4 « |
Твердость (нагрузка по Бринеллю-500 кг.) | 100 |
Пластичность | Хорошо |
Плотность | 0,25 фунта / куб. дюйм |
Удлинение | 3% в 2 дюймах |
Коэффициент линейного расширения | 15.4 x 106 / ° F |
Электропроводность | 24,9 (% IACS) |
Теплопроводность | ,24 кал / см 3 / ° C |
Проникновение коррозии | 300 x 106 дюймов 1 1 / R |
Флюс | Нет на доступных соединениях |
MIL Технические характеристики | Отвечает MIL-R4208 |
* Примечание: Прочность на сдвиг для соединений внахлест, прочность на разрыв зависит от основного металла, методов пайки и типа соединения. | |
Пайка алюминия
Пайка алюминия и его сплавов аналогична процессу пайки других металлов. Но при выборе флюса следует проявлять особую осторожность.
Нельзя использовать тот же флюс, который вы используете для пайки других металлов. Алюминий легче реагирует с атмосферным воздухом и образует на поверхности толстый слой оксида алюминия. Убрать этот слой очень сложно.
Итак, вам нужен более сильный флюс для пайки алюминия.
Кроме того, алюминий лучше поглощает тепло, чем большинство других металлов. Для повышения температуры алюминия необходимо использовать сильный источник тепла. Только тогда припой (присадочный материал) расплавится и соединит две металлические детали.
В статье ниже описаны различные методы пайки алюминия и его сплавов. Он также предоставляет информацию о различных типах припоев, которые можно использовать для эффективной пайки.
Пайка алюминиевых сплавовЧаще всего паяются алюминиевые сплавы, содержащие менее 1 процента магния и 5 процентов кремния.Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Кроме того, для пайки не подходят сплавы с высоким содержанием меди и цинка.
ПодготовкаПеред тем как приступить к пайке алюминия, убедитесь, что металлическая поверхность чистая. На нем не должно быть пыли, жира и другого мусора.
Для очистки поверхности можно использовать щетку из нержавеющей стали или шерсть.
Кроме того, вы должны обезжирить поверхность растворителем, чтобы обезжирить поверхность. Если поверхность окислена, возможно, вам потребуется использовать химические вещества для очистки алюминиевой поверхности.
Методы пайки алюминияСуществует 4 различных метода пайки алюминия. Они следующие:
1. Жидкий флюс и припойВ этом случае жидкий флюс получают с использованием смеси органических аминов и неорганических солей фторборатов.Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, такие как спирт, чтобы снизить вязкость.
Жидкий флюс идеально подходит для индукционной пайки, поскольку он быстро портится после достижения определенной температуры.
2. Паста флюс и припойВы можете создать пастообразный флюс, добавив в жидкий флюс химические связующие. Пастообразный флюс обеспечивает более точное нанесение, поскольку он использует иглу для дозирования его по металлу.
3. Паяльный присадочный металлНаполнитель с флюсовой сердцевиной будет иметь более высокую вязкость и более твердое содержание.Когда этот флюс нагревается, он переходит в жидкую форму. Затем вы можете использовать инжектор, чтобы нанести его на металлическую поверхность.
Наполнитель остынет и станет твердым, прочно удерживая две детали вместе.
4. Паяльная присадочная пастаОрганический флюс можно превратить в металлическую пластину для пайки, добавив порошок припоя и связующие. Вы можете использовать его для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Наполнитель выдерживает температуру до 420 ºC.Но это означает, что вам нужно произвести столько тепла, чтобы расплавить наполнитель.
Типы припоевПрипои делятся на три основных типа в зависимости от температуры плавления. Ниже приведены эти типы,
1. Низкотемпературные припоиНизкотемпературные припои имеют температуру плавления в диапазоне от 300 до 500 ºF. Обычно они сделаны из цинка, олова, свинца и кадмия.
Эти припои создают соединения с низкой коррозионной стойкостью.
2. Припои для промежуточных температурТемпература плавления припоев с промежуточной температурой составляет от 500 до 700 ºF. Олово или кадмий с цинком являются основным материалом. Кроме того, он также содержит небольшое количество других материалов, таких как свинец, медь, алюминий, никель или серебро.
3. Высокотемпературные припоиВысокотемпературные припои имеют точку плавления в диапазоне температур от 700 до 800 ºF. В качестве основного материала используется цинк, а припой содержит от 3 до 10 процентов алюминия.
Кроме того, в нем есть другие материалы, такие как железо, никель и серебро. В зависимости от состава этих материалов будет небольшая разница в их характеристиках плавления и смачивания.
Припои с самым высоким содержанием цинка обладают наибольшей прочностью. Кроме того, они являются наиболее стойкими к коррозии припоями.
Правила пайки алюминия- Перед пайкой удалите пыль и прочий мусор с алюминиевой поверхности
- Во время пайки следите, чтобы детали не двигались
- Используйте правильный тип флюса
- Используйте правильную температуру для плавления присадочного материала
Основным преимуществом пайки алюминия является устранение необходимости в отдельном покрытии алюминия перед пайкой.Для пайки алюминия существует несколько методов и способов пайки.
Основываясь на составе алюминиевых сплавов, вы можете выбрать технику, которая позволит создать наиболее прочное соединение.
Кроме того, не забудьте очистить алюминиевую поверхность перед пайкой.
Если у вас есть другие вопросы или сомнения, сообщите нам об этом в разделе комментариев. Мы вам поможем. Вы также можете публиковать свои мысли и мнения в поле для комментариев.
Пайка алюминия мягким припоем электронных компонентов
Алюминий можно паять обычным припоем из олова / свинца для электроники при условии, что алюминиевая поверхность отшлифована щеткой из стекловолокна, щеткой из нержавеющей стали или наждачной бумагой для удаления оксидного слоя.
Дело в том, что паять алюминий обычным припоем олово / свинец практически невозможно, потому что очищенная щеткой поверхность окисляется, как только она вступает в контакт с воздухом. Поэтому поверхность следует чистить термостойким моторным маслом. Масло защищает очищенную поверхность от кислорода воздуха.
В отличие от фильма, шлифование под маслом даже лучше, так что свежеочищенная поверхность не контактирует с кислородом. Перед пайкой полностью не удаляйте масло.
Можно любое жаростойкое масло. Любое моторное масло и даже масло для автоматических трансмиссий подойдет. Лучше всего отшлифовать алюминиевую поверхность каплей масла и карандашом из стекловолокна. Не вытирайте появившуюся серую грязь. Важно, чтобы поверхность всегда была защищена от окисления маслом. Затем поцарапайте горячим паяльником и припаяйте поверхность. Это не работает, вероятно, температура слишком низкая.
Крупный план пайки алюминия. Царапины от отвертки можно увидеть.
Мягкое паяное соединение на толстой алюминиевой фольге.
Уловка с моторным маслом была известна уже много десятилетий. В отличие от показанного в фильме, было бы еще лучше очистить поверхность в масле, так как алюминий быстро окисляется на воздухе. Но я не хотел загрязнять щетку из стекловолокна маслом. По другим данным, моторное масло можно заменить парафиновым маслом.
Этот метод открывает новые возможности. Экраны из толстой алюминиевой фольги и алюминиевой пластины радиатора можно припаять непосредственно к печатной плате.
.