
Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании ChemetФлюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производстваДля высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуреПодготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.

Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия в домашних условиях: способы, технология, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.

Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
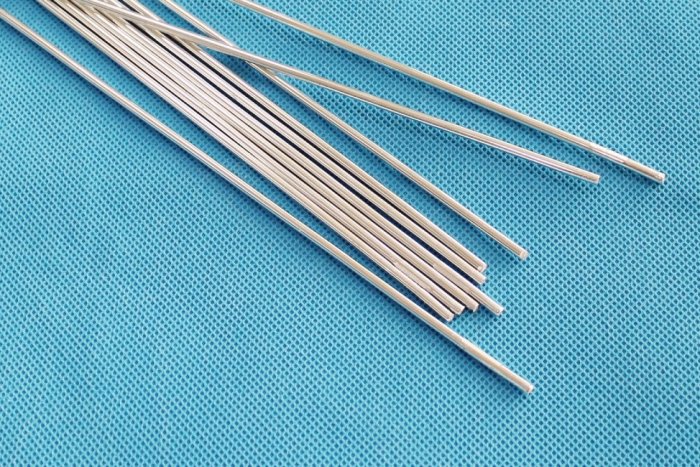
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс — ссылка на припой.
Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.
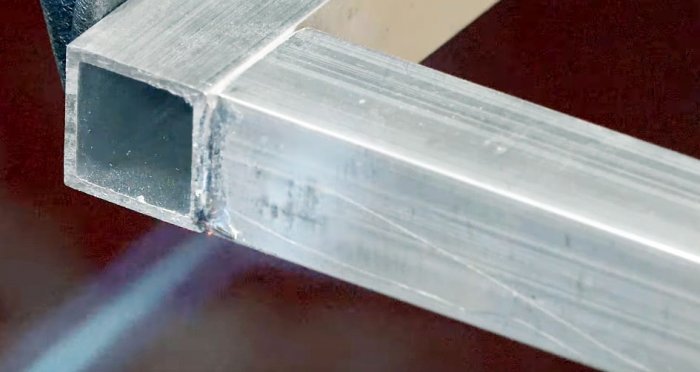
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.

Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.

Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.

Подносим трубчатый припой. Он расплавляется и растекается по шву.
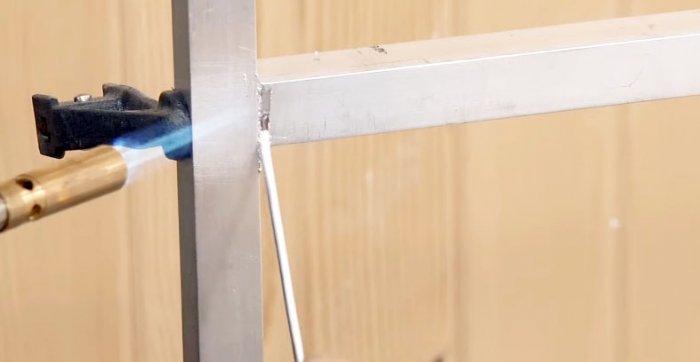
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.

Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.

Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.


Куском наждачной бумаги зачищаем место пайки до блеска.

Наливаем на это место немного масла.

Далее растираем наждачной бумагой масляное пятно.

Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.

Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.

Медный провод припаивается к залуженному алюминию очень легко.

Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.

Далее провод нужно окунуть в масло и тереть наждачной бумагой.

Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.

Провод то же прекрасно паяется к алюминиевой банке.

Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
алюминиевые припои и флюсы, паяльник или газовая горелка
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
 Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
 С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы
 Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
 Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
 Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.
Припои для пайки
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
 Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
 Обезжиривание места пайки.
Обезжиривание места пайки.- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.
Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
 Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
 Кусочек канифоли и металлические опилки помещают на место будущей пайки.
Кусочек канифоли и металлические опилки помещают на место будущей пайки.- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.
Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
 Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
Пайка алюминия в домашних условиях: обзор способов и средств
Пайка алюминия — достаточно сложный процесс, требующий определенных навыков, умений, и без специального оборудования здесь не обойтись. Обычно пайка происходит в специально оборудованных мастерских или в промышленных условиях, что позволяет получить качественный шов и уверенное соединение нескольких алюминиевых деталей или фрагментов. Но как быть, если потребовалось приварить два профиля друг к другу в домашних условиях?

Существуют способы, помогающие провести пайку самостоятельно. В большинстве случаев для этой цели применяется аргонная сварка, т. к. данная технология помогает добиться нужного результата. В домашних условиях можно воспользоваться другим методом.

Для чего это нужно
Способ, о котором будет рассказано далее, позволяет решить проблему на скорую руку. Он применим, когда необходимо:
- починить раму велосипеда;
- запаять радиатор;
- собрать теплицу или алюминиевый каркас.
 Пайка алюминиевого радиатора
Пайка алюминиевого радиатораУ описанного далее метода есть два важных преимущества:
- он получается эффективнее холодной сварки;
- данный способ не требует больших затрат.
Благодаря перечисленным качествам этот метод приобрел популярность среди мастеров и народных умельцев.
к содержанию ↑Определимся с материалами
Для соединения алюминиевых деталей достаточно воспользоваться подручными материалами, имеющимися в любом гараже или мастерской. Первое и основное — газовая горелка. Подойдет любая, главное, чтобы ее мощности было достаточно для плавки алюминия. Второй компонент — порошковая проволока. Она удобна в работе и отлично подходит для создания надежного и крепкого соединительного шва.

Если горелка отсутствует, можно воспользоваться стандартной насадкой на газовый баллон. Этого будет достаточно для работы с порошковой проволокой. Разумеется, работая с подобными приборами, необходимо соблюдать предельную осторожность, не забывая о технике безопасности.
к содержанию ↑Порошковая проволока играет роль припоя. В ее структуре содержатся мелкие крупицы, которые быстро плавятся и столь же быстро отвердевают, создавая крепкий шов. Такой припой отлично подходит для соединения алюминиевых деталей.
Где приобрести материалы
Все необходимое продается в специализированных магазинах. Можно спросить в салонах, продающих автозапчасти или на строительном рынке. Хозяйственные магазины так же реализуют материалы для пайки алюминия в домашних условиях. На крайний случай можно заказать горелку и порошковый припой с популярного китайского маркетплейса AliExpress, причем многие продавцы не берут плату за доставку.
 Паяльная горелка с Алиэкспресс к содержанию ↑
Паяльная горелка с Алиэкспресс к содержанию ↑Процесс пайки: поэтапно
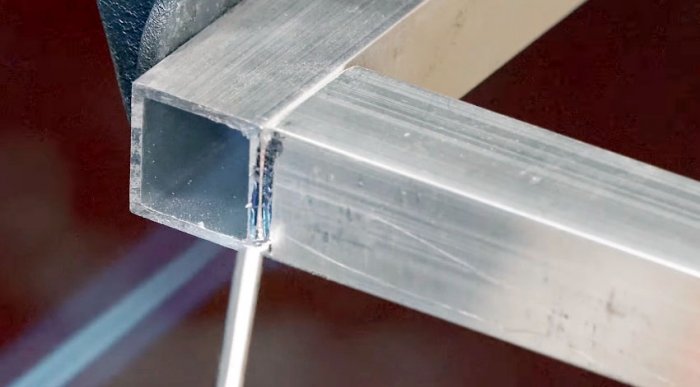
Перейдем непосредственно к технологии пайки. Ключевым элементом является профиль, который необходимо запаять. Рассмотрим процесс на примере квадратного алюминиевого профиля небольшого сечения, поскольку он легок и прост в обращении.
Чтобы пайка была качественной, надежной, долговечной, необходимо зачистить поверхность профиля металлической щеткой. Это помогает избавиться от тонкого поверхностного слоя, препятствующего соединению компонентов, а также устраняет жирные пятна. При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
Правило простое: грубые и глубокие шероховатости обеспечивают качественную пайку. Соединить идеально гладкие детали можно, но малейшее усилие приведет к растрескиванию шва.
Алюминиевая конструкция собирается по чертежу и фиксируется. Для этого рекомендуется воспользоваться струбциной, поскольку данное приспособление надежно удерживает алюминиевый профиль, исключая смещение.
Все стыки прогреваются газовой горелкой, после чего достаточно поднести припой и пройтись им по краям, соединяя их вместе. Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
к содержанию ↑Секрет порошкового припоя
Именно мелкие гранулы обеспечивают быструю плавку и прекрасную текучесть. Данные качества необычайно важны, поскольку припой без труда проникает глубоко в стыки, обеспечивая качественное соединение. В результате шов образуется с нескольких сторон, а не только на поверхности алюминиевого профиля, что делает соединение более качественным.
 Порошковая алюминиевая сварочная проволока
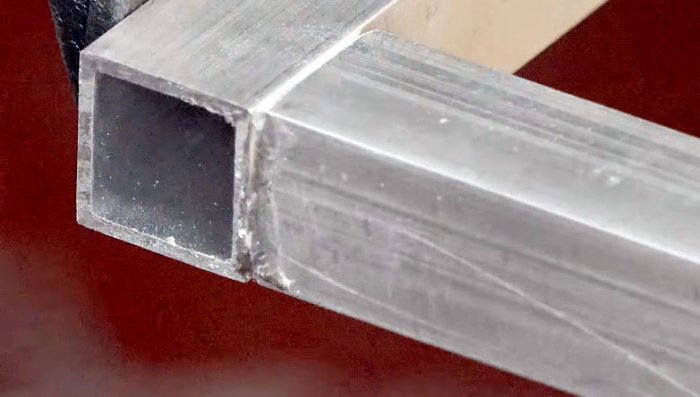
Порошковая алюминиевая сварочная проволокаКогда припой полностью расплавился и растекся по стыку, рекомендуется прогреть место соединения еще немного. Это поможет усилить эффект скрепления, что особенно важно в углах. Далее при необходимости можно зачистить шов шкуркой, сделав его более ровным, гладким, однако в случае с порошковым припоем соединение получается достаточно эстетичным.
Как видите, данный метод не отнимает много времени. Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
к содержанию ↑Другие способы пайки
Существует еще несколько способов соединения алюминиевых деталей в домашних условиях. Например, можно воспользоваться надфилем и шкуркой. Покрыв стык канифолью, и воспользовавшись надфилем, можно соединить алюминиевые детали при помощи паяльника мощностью 50 Вт. Возможно, потребуется попрактиковаться, но в целом данный метод достаточно эффективен.

Многие умельцы приноровились использовать железные опилки. Они добавляются в канифоль, растворенную в этиловом спирте до тягучего состояния. Полученная смесь наносится на паяльник в небольшом количестве, после чего можно приступать к пайке алюминия.
Удивительно, но добиться желаемого результата помогает даже анальгин. Он используется вместо канифоли и втирается в место соединения. Поверхность залуживается припоем и горячим паяльником, а после соединения можно обработать поверхность ацетоном. Дополнительно прогрев стык паяльником, получаем качественное и прочное соединение.
Вот еще несколько советов, которые могут пригодиться при пайке алюминиевых деталей:
- минеральное машинное масло, смешанное с абразивными веществами (например, с железными опилками) помогает добиться хороших результатов, причем припой должен содержать более 50% олова;
- промышленные флюсы — верный способ получить качественный и крепкий шов, устойчивый к механическому воздействию;
- если есть вакуумная камера, то можно обойтись без предварительной зачистки детали;
- как вариант, можно создать своего рода гальваническую установку, используя медный купорос (алюминий покрывается медью и тщательно залуживается).
 Припой и паяльная кислота
Припой и паяльная кислотаКаждый приведенный способ был опробован на практике, а эффективность пайки алюминия доказана богатым опытом. Обратите внимание, что в обычных условиях в ходе пайки алюминиевых деталей на поверхности образуется оксидная пленка, вследствие чего соединение получается менее прочным, ломким, хрупким. Избавиться от нее помогает аргон — инертный газ. С его помощью пайка алюминиевых деталей становится возможной, поэтому в промышленной сфере чаще применяется именно этот метод.
Не забывайте обезжиривать детали перед соединением. Простой обработки металлической щеткой может быть недостаточно (жирные пятна могут проникнуть глубоко в рубцы). Воспользуйтесь обезжиривающими веществами, и сможете добиться действительно качественного соединения.
Расскажите в комментарии о том, какой способ вы готовы применить на практике и каким уже успели воспользоваться. Поделитесь накопленным опытом с другими читателями.
методов пайки алюминия | Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в майском выпуске журнала Welding Journal за 2018 год и озаглавленная «Методы пайки алюминия». Спасибо Уильяму «Биллу» Эйвери, эксперту по соединению металлов в Superior Flux, и доктору Иегуде Баскину, президенту Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы можете паять алюминий!» Если это похоже на вас или у вас есть вопросы по пайке алюминия, сделайте себе одолжение и прочтите статью «Методы пайки алюминия».Вы узнаете, что можно паять алюминий . Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, изложенными в статье, то вы узнаете, как эффективно паять алюминий.
И нет лучшего времени, чем сейчас, чтобы научиться паять алюминий. Все больше и больше компаний исследуют пайку алюминия в самых разных областях, от автомобилей, электроники, радиаторов, систем отопления, вентиляции и кондиционирования воздуха и др.Алюминий легче и дешевле, чем медь, и во многих случаях он достаточно теплопроводен, как термически, так и электрически, чтобы позволить медь работать за свои деньги. А пайка алюминия с его высокими температурами не так проста, как пайка алюминия.
Самое лучшее во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что в статье «Методы пайки алюминия» описывается как некоторые из ключей к пайке алюминия.
Правильный флюс: Вам нужен флюс для пайки алюминия — флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки сплава, такого как нержавеющая сталь, не означает, что он будет работать с алюминием. Superior Flux предлагает самый широкий спектр флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическое соединение с алюминием.Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без каких-либо «зубов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35 ™ компании Nihon Superior, возможно, является единственным припоем на рынке, который может эффективно паять алюминий и затем проходить испытания солевым распылением. И имейте в виду, что припой бывает разных форм: проволока, фольга, преформы и смешанный со специально разработанными флюсами в виде алюминиевой паяльной пасты.Наша порошковая проволока с алюминиевым флюсом (AFCW) — пионер в этой области, эффективная порошковая проволока с алюминиевым флюсом, которая бывает разных типов и диаметров. Наша линейка алюминиевых паяльных паст и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением рецептур и работают с заказчиками в области пайки алюминия. Мы мыслим творчески, подбирая оптимальный вариант для конкретной области применения.
Тип или «серия» алюминия : Алюминиевые сплавы подразделяются на серии в зависимости от состава сплава и добавок.Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии попал под удар. Когда его можно припаять, это можно сделать только предварительно залуживая поверхность алюминия. Также имейте в виду, что пайка алюминия с алюминием всегда является наиболее сложной задачей. Но при пайке алюминия к более удобному для пайки металлу, например, к меди, вы получаете преимущество.
Think HEAT! Алюминий требует тепла для приема припоя, обычно до температуры 300 ° C или более. И вы хотите измерять температуру алюминия, а не вашего источника тепла. Алюминий — отличный теплоотвод, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже при правильной комбинации флюса и припоя вы не добьетесь пайки, если алюминий недостаточно горячий, чтобы принять припой.В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе поток будет израсходован, не выполнив своей работы. К счастью, существует множество методов нагрева, таких как духовки, индукционные печи, горелки, электрические плиты и т. Д., Которые помогут вам достичь нужной температуры в пределах допустимого диапазона.
Не пугайтесь своего проекта по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими алюминиевыми флюсами или свяжитесь с нами по вопросам, связанным с пайкой алюминия.
Наши исследования в области практической пайки алюминия, пожалуй, самые передовые на рынке сегодня, и мы только начинаем. Ожидайте новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
.Как паять алюминий | Форум по электронике
Мне просто нужно было припаять алюминиевую фольгу (злоупотребление cat5e STP для аудиопроводки), и, конечно, для этого есть нить. Сначала я попробовал немного масла + царапины, как предлагалось. В результате фольга в основном поцарапалась. Потом с флюсом. Флюс и царапины. Царапины и флюс. Прыжки вверх и вниз. Протирание провода + капля горячего припоя. Затем я заметил, что там, где проволочные пряди расходятся сильнее всего, я иногда заставлял ее удерживать.Уж если бы там была какая то проволока с обычными жилами! * захватывает фитиль припоя * Фитиль припоя флюса + позволяет впитать немного припоя. Нанесите на него крошечный кусочек флюса и убедитесь, что фитиль припоя ровно лежит на алюминиевой фольге. Прокатываем паяльник с круглым наконечником по фитилю и получаем стык. Затем припаяйте оригинальный провод к другому концу фитиля, и все готово. Ах да, это было с железом, установленным на температуру около 300 C.
Возможно, есть более эффективные способы сделать это, но сейчас это дало мне достаточно хороший результат.
Я, кстати, тоже читал про использование медной липкой ленты. Приклейте медную ленту к фольге, затем припаяйте провод к медной ленте. Я бы так и поступил, но сейчас у меня только что закончилась медная лента.
— — — Обновлено — — —
Ах да, это было с надоевшим старым припоем 60SN / 40PB.
редактировать: RAAAWR !!! Оказывается, я заговорил слишком рано. Хотя сустав, который я сделал, действительно держится, оказывается, что вышеупомянутый метод требует больше удачи, чем что-либо еще.Итак, мы вернулись к чертежной доске в поисках чего-то надежного …
.Пасты для прямой пайки и флюсы для алюминиевых радиаторов
Следующие варианты доступны для пайки радиаторов
Superior AL26-Series Aluminium Solder Paste — это универсальное решение для пайки алюминия. Он содержит как алюминиевый флюс, так и припой. Доступные сплавы включают 99,3Sn / 0,7Cu, 96,5Sn / 3,5Ag, 99Sn / 1Ag, SAC-305 и SN100C. Эта паяльная паста для алюминия показывает отличные характеристики пайки при соединении алюминия с алюминием, никелированных поверхностей, меди и латуни.Если приложение требует точного дозирования, эта паста идеальна. Эту паяльную пасту также можно использовать для теплоотводов, когда медные трубы не встроены в алюминиевые радиаторы. (См. AL261-143-75 для приложений с радиаторами, где медные трубы встроены в алюминиевый радиатор). Остатки флюса растворимы в воде и должны быть смыты после пайки. Наша паяльная паста для алюминия создает настоящую межметаллическую связь между припоем и алюминиевой подложкой. Это означает, что полученный шов менее хрупкий.
Superior AL26-143-75 содержит запатентованный припой, специально разработанный для прямой пайки радиаторов. Он паяется при температуре ниже 200 ° C, защищая медные трубы, встроенные в радиатор. Что наиболее важно, Superior AL26-143-75 позволяет выполнять прямую пайку алюминия с алюминием или алюминия с медью при изготовлении радиаторов, избавляя от необходимости покрывать их. Устранение гальванических покрытий не только приводит к значительному снижению затрат, но и устраняет связанные с этим опасные химические вещества из рабочей среды.Остатки после пайки растворимы в воде и должны быть удалены после пайки.
Superior No. 1260 — флюс для пайки алюминия общего назначения, имеющий консистенцию и цвет медового цвета. Это высокоактивный, органический продукт, не содержащий хлоридов. № 1260 разработан для пайки соединений алюминий-алюминий, алюминий-медь, алюминий-латунь и алюминий с металлическими клеммами. № 1260 эффективно используется с фольгой для припоя в теплоотводах. Остатки после пайки растворимы в воде и должны быть удалены после пайки.Superior No. 1260 также может использоваться для соединения алюминия с трудно поддающимися пайке металлами, такими как нержавеющая сталь, ковар или никелевые сплавы.
Superior № 1261 флюс для лужения алюминия обеспечивает эффективность № 1260 в более жидкой форме. Он эффективен для теплоотвода, лужения проводов, пайки кабельных разъемов, а также для пайки алюминиевых магнитных проводов погружением. Остатки после пайки растворимы в воде и должны быть удалены после пайки.
Superior No.Флюс с алюминиевой пастой 1265 был разработан для применений, где требуется пастообразный флюс вместо жидкого. Superior No. 1265 можно точно дозировать с помощью шприца или системы и распределять оттуда. В радиаторах № 1265 может использоваться в тандеме с преформами или фольгой для припоя. После нанесения флюс из алюминиевой пасты прилипает к желаемому месту, не растекаясь и не капая. Остатки после пайки растворимы в воде и должны быть удалены после пайки.
.Что такое пайка и как использовать инструменты для пайки?
- Программирование
- Электроника
- Что такое пайка и как использовать инструменты для пайки?
Роджер Аррик, Нэнси Стивенсон
Пайка (произносится как «тряпка») включает материал, называемый припоем , который плавится при наложении на горячий объект; расплавленный припой остывает и образует связь между двумя предметами. Ваш самый простой паяльный инструмент — это паяльник с паяльной станцией.
Паяльная станция удерживает горячий паяльник и сохраняет порядок в припое и очистителе жала. Купите небольшой паяльник мощностью 15-30 Вт для электроники и паяльную станцию. Также купите тонкий припой на канифоли диаметром 0,032 дюйма. Вы можете купить их в местном Radio Shack и других местах.
Не используйте большой паяльник и большой 1/4-дюймовый припой с кислотным сердечником, используемый для сантехники, которые обычно можно найти в магазинах товаров для дома. Если вы это сделаете, вы можете повредить чувствительные электронные компоненты.Используйте канифольный припой для закрепления в ваших проектах.
На рисунке 1 показан основной процесс пайки. На рис. 2 процесс увеличен.
Рисунок 1: Для пайки требуются подходящие инструменты и немного навыков.
Рис. 2: Вот пайка, крупный план.
Как паять
Лучшая техника пайки проста, поэтому повторяйте эту мантру: нагревайте металл, а не припой. Например, вы одновременно нагреваете металл штыря компонента и металл контактной площадки печатной платы, а затем касаетесь кончиком канифольного припоя контактной площадки или штифта, но не утюга.Если вы достаточно нагрели два металла (контактную площадку и штифт), они нагреют припой, который затем быстро потечет как к контактной площадке, так и к контакту компонента. На Рисунке 3 показан пример хороших и плохих паяных соединений.
Рисунок 3: Плохое паяное соединение (слева) и хорошее (справа).
Также важно знать, какую деталь припаять к какой другой детали. Например, контактная площадка представляет собой небольшой медный металлический бублик вокруг отверстия на печатной плате, через которое вы можете продеть контактный штифт.Трасса — одна из медных линий на печатной плате. Обычно компонент припаивается к контактной площадке, а не непосредственно к дорожке.
Когда нужно исправить ошибки пайки
Если вы ошиблись с припоем, вы будете рады узнать, что вы можете отменить плохой припой. Один из способов — просто нагреть плохой припой, а затем отсосать его с помощью присоски для припоя, насоса для удаления припоя, который вы можете купить.
Другой способ удалить нежелательный припой — использовать медную оплетку .Вы кладете оплетку поверх припоя, который хотите удалить, и нагреваете ее паяльником. Медная оплетка поглощает нежелательный припой. Затем вы выбрасываете использованную медную оплетку.
Десять наконечников для успешной пайки
Поскольку пайка — важный навык, вам нужно быстро овладеть основными методами. Вот несколько важных советов по хорошей пайке:
- Помните старый анекдот о том, как знать, за какой конец паяльника держаться? Серьезно, паяльник может обжечься или вызвать пожар.Жидкий припой также может вызвать серьезные ожоги, поэтому всегда будьте осторожны при плавлении припоя.
- Когда вы что-то паяете, оно остается горячим в течение многих минут. Всегда беритесь за детали плоскогубцами, чтобы не обжечься даже после снятия паяльника.
- Купите припой правильного типа и ширины, а также правильный паяльник и жало. Подумайте о маленьком наконечнике и тонком припое.
- В некоторые комплекты для пайки входят учебные материалы, которые помогут вам овладеть искусством пайки.Хотя люди могут рассказать вам, как паять, хорошая пайка требует практического опыта. Найдите время, чтобы припаять несколько дешевых тестовых компонентов к тестовой плате-прототипу, чтобы отработать технику, прежде чем использовать свои навыки для более дорогих электронных компонентов.
- Если припой выглядит как скатанная алюминиевая фольга, значит, вы паяли его неправильно. Припой должен выглядеть гладким и блестящим и должен прилегать к обоим элементам (например, к контакту или проводу компонента и контактной площадке печатной платы), чтобы обеспечить хорошее соединение.
- Неправильная пайка (например, холодная пайка) может привести к разного рода проблемам, которые сложно отследить.
- Будьте осторожны, не используйте паяльник в течение длительного времени. В противном случае вы можете повредить чувствительные компоненты или сжечь след на плате. Паяйте быстро, чтобы компоненты или дорожки не оставались горячими слишком долго.
- Перед выполнением пайки всегда следует выполнять механическое соединение.Например, убедитесь, что штифт компонента действительно касается