
алюминиевые припои и флюсы, паяльник или газовая горелка
Содержание
- 1 Металл алюминий
- 1.1 Трудности пайки
- 2 Удаление оксидной плёнки
- 2.1 Активные флюсы
- 2.2 Электрохимический метод (процесс электролиза)
- 2.3 Припои для пайки
- 3 Процесс пайки алюминия
- 3.1 Разогрев спаиваемых поверхностей
- 3.2 Использование канифоли
- 3.3 Минусы пайки алюминия
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64.
 Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества. - НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
- Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.

- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.
Припои для пайки
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
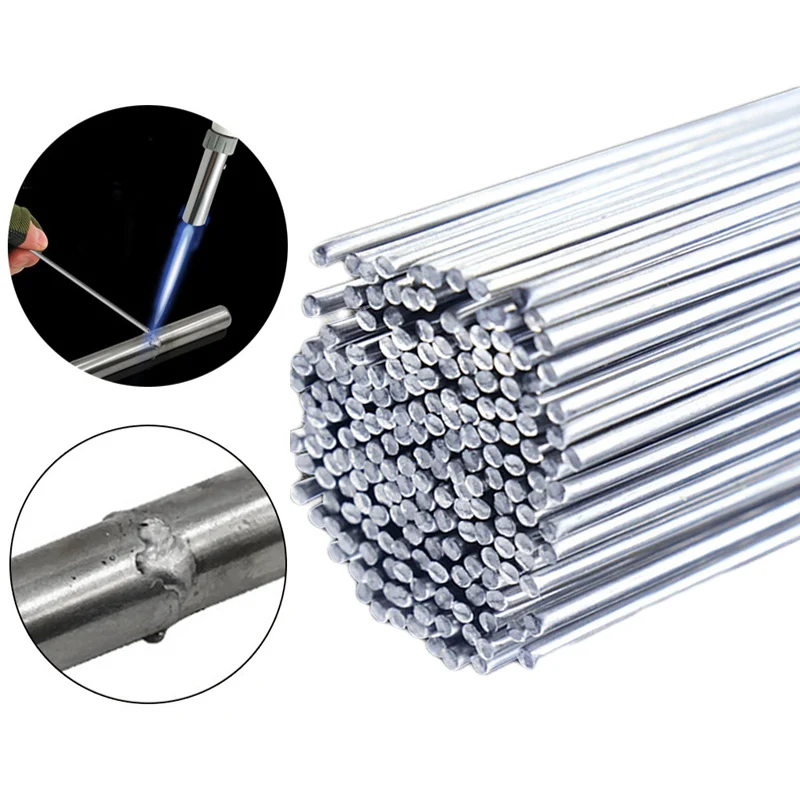
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
- 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%.
 Температура плавления 530−550 градусов.
Температура плавления 530−550 градусов. - ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
- Обезжиривание места пайки.
- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.
Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
- Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом.
 Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать. - Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
- Кусочек канифоли и металлические опилки помещают на место будущей пайки.
- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.
Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
Как в домашних условиях паять алюминий
Алюминий и его сплавы прочностью лишь немногим уступают стали, зато очень удобны в обработке, имеют приличный внешний вид и обладают такими отличными качествами, как теплопроводность и электропроводность. Однако наряду с этими свойствами присутствует сложность их пайки. Вопросом, как паять алюминий, задаются не только начинающие любители, но и те, кого не затрудняет пайка меди, латуни и стали.
Пайка алюминия процесс сложный, поэтому нужно знать всю его технологию.
Работать с алюминием непросто из-за его способности мгновенно окисляться на воздухе, в результате чего поверхность покрывается тонкой пленкой окисла А12О3, обладающей повышенной стойкостью к агрессивной среде. Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, или, в зависимости от способа пайки, различными путями удаляется окись.
Перед тем как паять алюминий, прибегают к механическому удалению пленки, зачищая рабочее место надфилем, но контакт алюминия с водой или воздухом приводит к первоначальному состоянию – появлению той же пленки.
Для пайки алюминия можно использовать специальный флюс.
Знатоки советуют зачищать место пайки при помощи кирпича либо песка, не удаляя пыль, а прямо на нее наносить расплавленную канифоль, затем растирать паяльником, сильно нажимая жалом. Это поможет разрушению тонкой пленки, образовавшейся до нанесения канифоли.
Также зачищенный алюминий заливается канифолью и посыпается опилками от железного гвоздя, полученными в процессе опиливания. Далее, паяльником надо залудить поверхность, тщательно потирая жалом. Железная крошка разрушит пленку, канифоль же предотвратит образование новой пленки.
Читайте также:
Схема диодного моста.
Изготовление топора своими руками.
Что такое фен для пайки – читайте тут.
Химические методы зачистки
Важно не дать зачищаемому алюминию контактировать с воздухом, для чего место пайки заливают флюсом или канифолью, при этом нагревая его. Часто мелкие элементы, например, провода, опускаются прямо в канифоль или во флюс, налитый в емкость.
Часто мелкие элементы, например, провода, опускаются прямо в канифоль или во флюс, налитый в емкость.
Кроме механического способа удаления окиси существуют несколько так называемых химических способов.
Очистку алюминия перед пайкой можно сделать с помощью медного купароса.
Очистка с помощью медного купороса. Точка, где нужно сделать припой, зачищается надфилем, смачивается двумя или тремя каплями раствора медного купороса. Алюминиевая основа соединяется с отрицательным полюсом батарейки или аккумулятора, небольшой кусок зачищенной и соединенной с положительным полюсом медной проволоки опускается в раствор, не касаясь основы. После включения батарейки на 4,5 вольта через небольшой промежуток времени на алюминии образуется медный налет. К высохшей меди затем припаивается нужная деталь.
Применение абразивного порошка. Готовится жидкая паста путем смешивания порошка и трансформаторного масла, которая наносится на зачищенную поверхность и затем паяльником затирается до появления слоя олова.
Еще один способ – трансформаторный. Изделие подключается к его минусу, медный провод, содержащий несколько жил, подсоединяется к плюсу. После замыкания цепи произойдет микросварка алюминия с медью. Чтобы ускорить процесс, используется паяльная кислота.
Вернуться к оглавлению
Применение флюсов и припоев
Конструкция паяльника.
Для пайки больших деталей, таких как радиаторы охлаждения, используются паяльники с большой мощностью (100-200 Вт), с мелкими элементами вполне успешно справляются паяльники мощностью 60-100 Вт. Конечно, место припоя не обладает особой крепостью, ну да этого и не требуется.
В домашних условиях для спаивания алюминия подходят флюсы Ф-64, ФТБф-А, ФИМ. Конечно, можно применить в качестве флюса и аспирин, и технический вазелин, и солидол, и паяльный жир, и стеарин.
Используя специальные активные флюсы, паять легче, они хорошо справляются с оксидной пленкой при условии, что температура нагрева 250-360°С.
Припой распределяется по всей поверхности соединения, что приводит к прочному соединению частей. Флюс необходимо удалить, применяя растворители, спирт или специальную жидкость. Удобство употребления таких флюсов в том, что они применяются и для пайки никеля, меди и стали.
Флюс необходимо удалить, применяя растворители, спирт или специальную жидкость. Удобство употребления таких флюсов в том, что они применяются и для пайки никеля, меди и стали.
Как правило, для пайки алюминия применяются сплавы из 2 частей цинка и 8 частей олова, или 1 части меди и 99 частей олова, или 1 части висмута и 30 частей олова. Обычные припои ПОС. 40 и ПОС. 60 также справляются с поставленной задачей.
Небольшие отверстия (диаметром не более 7 мм) в алюминиевой посуде можно запаять и без паяльника. Имеющуюся эмаль вокруг дырки следует отбить на 5 мм, слегка постукивая молотком. Теперь надо с помощью напильника или наждачной бумаги до блеска начистить металл, применяя крошку канифоли или паяльную кислоту, положить в кастрюлю на отверстие кусочек олова и нагреть над спиртовкой, которая обеспечивает точечный нагрев, не разрушая оставшуюся эмаль. Металл, расплавляясь, полностью закроет отверстие.
Так что, имея желание, можно и в домашних условиях паять алюминии.
Как соединить алюминий без сварки
Алюминий — один из самых популярных металлов, используемых в мире, и неудивительно, почему. Этот невероятно пластичный металл, используемый в таких предметах повседневного обихода, как банки из-под напитков и используемый в качестве основного материала в строительстве и сборке автомобилей, можно прокатывать, сжимать и обрабатывать для выполнения широкого спектра функций. Но когда дело доходит до соединения, можно ли соединить алюминий без сварки?
Являясь одним из ведущих поставщиков алюминия и цветных металлов в Великобритании, мы считаем, что лучше всего можем объяснить вам альтернативы сварке алюминия. Читай дальше, чтобы узнать больше.
Свяжитесь с нами, чтобы заказать алюминий онлайн сегодня
Клей для алюминия
Использование мгновенного клея или суперклея, возможно, является самой простой и беспроблемной альтернативой сварке.
Как обсуждалось ранее в нашем Руководстве по склеиванию металла, мы рекомендуем использовать эпоксидный клей для более прочного соединения. И алюминиевый эпоксидный клей, и водостойкая эпоксидная смола обладают способностью связывать алюминий с алюминием и содержат необходимые атрибуты для обеспечения его безопасности.
И алюминиевый эпоксидный клей, и водостойкая эпоксидная смола обладают способностью связывать алюминий с алюминием и содержат необходимые атрибуты для обеспечения его безопасности.
Однако из-за паров эпоксидной смолы лучше использовать его на улице в маске и перчатках. Кроме того, подготовка поверхности также имеет основополагающее значение, так как пыль и грязь на металле будут мешать склеиванию. Мы предлагаем обезжиривание, чтобы тщательно очистить алюминиевую поверхность перед нанесением эпоксидной смолы.
Пайка алюминия
Пайка похожа на сварку, но имеет небольшое отличие; в то время как сварка — это метод, при котором металлы соединяются путем плавления основного металла, вызывающего плавление, пайка — это процесс соединения металлов путем плавления и заливки присадочного металла в два металла, которые вы хотите соединить.
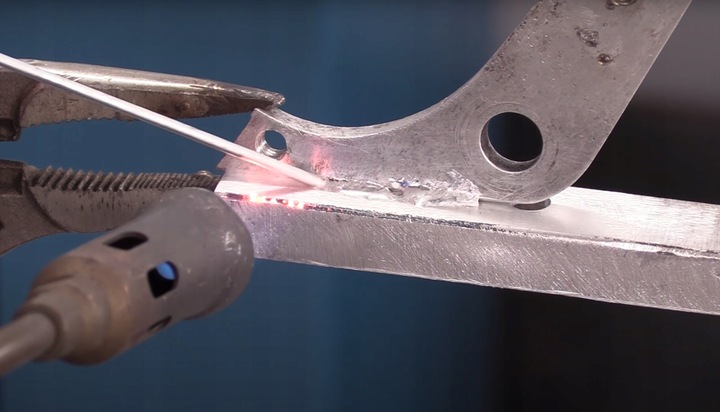
Для быстрой пайки алюминия мы рекомендуем использовать пропановую горелку и несколько алюминиевых прутков для пайки металла.
Пайка алюминиевая
Подобно пайке твердым припоем, алюминий также можно паять, при этом металлический сплав с низкой температурой плавления (припой) плавится и наносится на соединяемые металлы для соединения после затвердевания припоя.
Имейте в виду, что по сравнению с пайкой других металлов пайка алюминия сравнительно сложнее. Это связано с тем, что оксид алюминия (которым покрыт весь алюминий) нельзя припаивать и его необходимо соскрести. Пайка должна выполняться очень быстро, прежде чем под воздействием тепла образуется больше оксида алюминия.
Клепка алюминия
Клепка относится к процессу ковки, при котором два металла скрепляются силой путем захвата и зацепления с использованием металлической застежки, называемой заклепкой. Доступно много типов заклепок, и важно, чтобы в металле были пробиты или просверлены отверстия, чтобы заклепки могли подойти. В зависимости от толщины алюминия клепка может выполняться вручную или с помощью машины, такой как пневматический молот.
Купите алюминий онлайн
Clickmetal специализируется на онлайн-поставках алюминия и других цветных металлов. Мы режем весь металл по размеру и поставляем по всей Великобритании как для торговли, так и для внутренних клиентов.
Выберите из нашего широкого ассортимента изделий из алюминия и нержавеющей стали. Закажите онлайн сегодня для индивидуального размера и быстрой доставки по всей стране.
Для получения дополнительной информации свяжитесь с нами через нашу контактную форму или позвоните нам по телефону 01794 526090.
Как паять алюминий в домашних условиях
08.12.2018
Сварка Алюминийи его сплавы лишь по прочности уступают стали, но очень удобны в обработке, имеют достойный вид и обладают такими прекрасными качествами, как теплопроводность и электропроводность. Однако наряду с этими свойствами существует и сложность их пайки. Вопрос, как паять алюминий, задают не только новички, но и те, кому не мешает пайка меди, латуни и стали.
Процесс пайки алюминия сложен, поэтому нужно знать всю его технологию.
Работать с алюминием непросто из-за его способности мгновенно окисляться на воздухе, в результате чего поверхность покрывается тонкой пленкой оксида А12О3, обладающего высокой устойчивостью к агрессивным средам.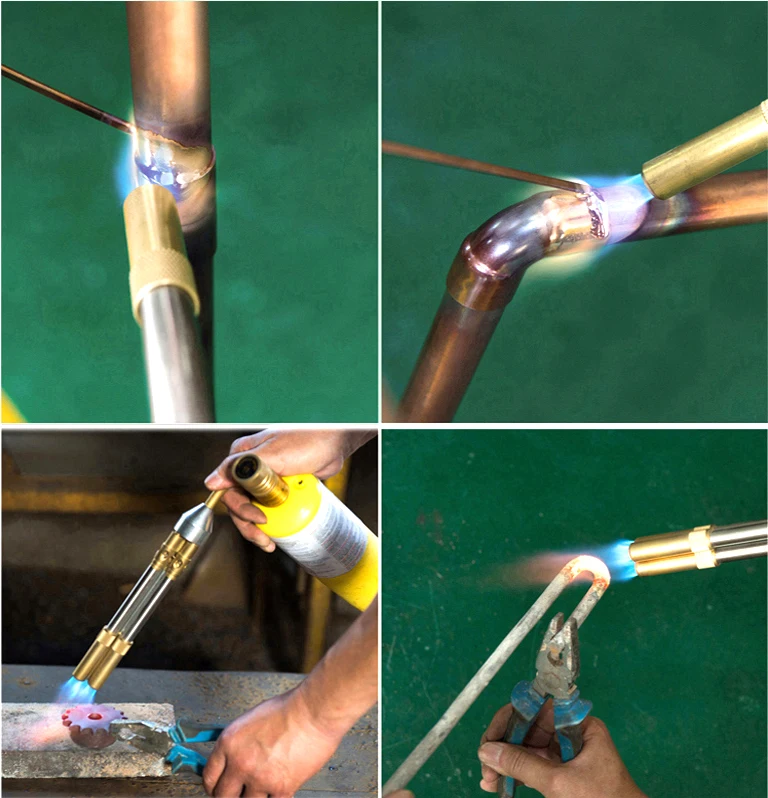 Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, либо, в зависимости от метода пайки, окисел удаляют различными способами.
Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, либо, в зависимости от метода пайки, окисел удаляют различными способами.
Перед пайкой алюминия прибегали к механическому удалению пленки, зачистке рабочего места напильником, но контакт алюминия с водой или воздухом приводит к исходному состоянию — появлению такой же пленки.
Для пайки алюминия можно использовать специальный флюс.
Специалисты советуют зачистить место пайки кирпичом или песком, не удаляя пыль, а нанести непосредственно на него расплавленную канифоль, затем протереть паяльником, сильно нажимая на жало. Это поможет разрушению тонкой пленки, образовавшейся перед нанесением канифоли.
Также матовый алюминий заливают канифолью и обсыпают железными стружками гвоздей, полученными в процессе распиловки. Далее паяльником необходимо залудить поверхность, тщательно притирая жало. Железная крошка разрушит пленку, канифоль также предотвратит образование новой пленки.
Химические методы зачистки
Важно не допускать контакта очищенного алюминия с воздухом, для чего место пайки заполнено флюсом или канифолью при его нагревании. Часто мелкие предметы, например провода, тонут прямо в канифоли или во флюсе, залитом в емкость.
Помимо механического способа удаления оксида, существует несколько так называемых химических способов.
Очистку алюминия перед пайкой можно производить с помощью медной чашечки.
Очистка медным купоросом. Место, где нужно произвести припой, зачищают надфилем, смоченным двумя-тремя каплями раствора медного купороса. Алюминиевое основание соединяется с отрицательным полюсом батареи или аккумуляторной батареи, в раствор опускается небольшой кусок зачищенного и соединенного с положительным полюсом медного провода, не касаясь основания. После включения 4,5-вольтовой батареи через небольшой промежуток времени на алюминии образуется медный налет. Нужная деталь затем припаивается к высушенной меди.
Применение абразивного порошка. Готовят жидкую пасту путем смешивания порошка и трансформаторного масла, которую наносят на очищенную поверхность, а затем растирают паяльником до появления слоя олова.
Другой способ — трансформер. Изделие подключается к своему минусу, к плюсу подключается медный провод, содержащий несколько жил. После замыкания цепи произойдет микросварка алюминия с медью. Паяльная кислота используется для ускорения процесса.
Вернуться к содержаниюПрименение флюсов и припоев
Конструкция паяльника.
Для пайки крупногабаритных деталей, таких как радиаторы охлаждения, используются паяльники большой мощности (100-200 Вт), с мелкими элементами вполне успешно справляются паяльники мощностью 60-100 Вт. Конечно, место припоя не имеет особой крепости, но это и не требуется.
В домашних условиях для пайки алюминия подходят флюсы Ф-64, ФТБФ-А, ФИМ. Конечно, в качестве флюса можно использовать аспирин, технический вазелин, солидол, паяльный жир, стеарин.
С помощью специальных активных флюсов легче паять, они хорошо справляются с оксидной пленкой при условии температуры нагрева 250-360°С.
Припой распределяется по всей поверхности соединения, что приводит к прочному соединению деталей. Флюс необходимо удалить с помощью растворителей, спирта или специальной жидкости. Удобство использования таких флюсов заключается в том, что они также применяются для пайки никеля, меди и стали.
Как правило, сплавы из 2 частей цинка и 8 частей олова, или 1 части меди и 9 частейДля пайки алюминия используют 9 частей олова, или 1 часть висмута и 30 частей олова. Обычные припои ПОС. 40 и рис. 60 тоже справляются с задачей.
Небольшие отверстия (диаметром не более 7 мм) в алюминиевой посуде можно запаивать без паяльника. Эмаль вокруг отверстия подправить на 5 мм, слегка постукивая молотком. Теперь напильником или наждачной бумагой полируем металл крошкой канифоли или паяльной кислоты, на отверстие накладываем в кастрюле кусочек олова и нагреваем его над спиртовкой, обеспечивающей точечный нагрев без разрушения остатков эмали.