
Пайка алюминиевых сплавов твердыми припоями
Алюминий и алюминиевые сплавы можно соединять большим разнообразием процессов пайки. Разделяют высокотемпературную пайку или пайку твердыми припоями и низкотемпературную пайку или пайку мягкими припоями. В английском языке для этих видов пайки применяют различные термины – brazing и soldering соответственно.
К твердым относят припои с температурой плавления ликвидус, то есть окончания плавления, выше 450 °С, а также ниже температуры солидус, то есть начала плавления, основного металла. Пайка мягкими припоями отличается от пайки твердыми припоями точкой плавления припоя – мягкие припои плавятся ниже температуры 450 °С.
Различия твердой пайки и сварки
- Тведая пайка отличается от сварки тем, что при ней не происходит существенного подплавления основного металла.
- Температура твердой пайки находится между температурами сварки и мягкой пайки.
- Кроме того, паяные твердыми припоями алюминиевые конструкции обычно находятся между сварными и паяными мягкими припоями также и по прочности, и сопротивлению коррозии.


Флюсы, температуры ликвидуса и солидуса
Пайка алюминиевых сплавов твердыми припоями стала возможной благодаря разработке:
- флюсов, которые разрушают оксидную пленку, не повреждая при этом нижележащий металл и
- припоев, которые также являются алюминиевыми сплавами.
(См. также Флюсы для плавления алюминия)
Припои на основе алюминия, применяемые для пайки алюминиевых сплавов, имеют температуры ликвидуса намного более близкие к температуре солидуса основного металла, чем при пайке большинства других металлов [1].
- По этой причине припайке твердыми припоями необходим жесткий контроль температуры.
- Температура пайки должна быть примерно на 40 °С ниже температуры солидуса основного металла.
- В отдельных случаях при точном контроле температуры и коротком цикле пайки, эта разница может даже 5 °С.
- Большинство алюминиевых сплавов паяют твердыми припоями при температурах от 560 до 615 °С.

Алюминиевые сплавы для твердой пайки
Термически неупрочняемыми деформируемыми сплавами, которые паяются лучше всех, являются:
- сплавы серии 1ххх и 3ххх, а также
- сплавы серии 5ххх с низким содержанием магния, сплавы с более высоким содержанием магния паяются труднее.
Обычно хорошо паяются термически упрочняемые сплавы серии 6ххх, например, 6063 и 6061. Алюминиевые сплавы серий 2ххх и 7ххх имеют низкие температуры плавления и поэтому их трудно паять, за исключением таких относительно низколегированных сплавов как 7004 и 7005 (таблицы 1 и 2).
Из литейных алюминиевых сплавов хорошо паяются сплавы 356.0, 357.0, 359.0, 443.0, 710.0, 711.0 и 712.0.
Пайка алюминия твердыми припоями обычно ограничена толщиной изделий не более 0,4 мм. Однако при пайке погружением и вакуумной пайке без флюса толщина изделия может такой малой как 0,13 мм.
Таблица 1 – Melting ranges and brazeability of common base metal aluminium alloys [1]
Таблица 2 – Brazeability of aluminium alloys [2]
Промышленные твердые припои
Промышленные твердые припои для пайки алюминия и алюминиевых сплавов содержат от 7 до 12 % кремния. Пониженные точки плавления получают – при некоторой потере в коррозионной стойкости – путем добавок меди и цинка. Твердые припои относятся к алюминиевым деформируемым сплавам серии 4ххх. Самыми известными из них являются сварочные сплавы 4343, 4047 и 4145.
Пониженные точки плавления получают – при некоторой потере в коррозионной стойкости – путем добавок меди и цинка. Твердые припои относятся к алюминиевым деформируемым сплавам серии 4ххх. Самыми известными из них являются сварочные сплавы 4343, 4047 и 4145.
Выбор твердого припоя
При пайке с применение горелки обычно применяют припой с температурой ликвидус как можно ниже от температуры солидус основного металла. Поскольку в этом случае температурный контроль затруднен, то большая разница температур плавления снизит вероятность случайного подплавления основного металла.
(См. Температура плавления алюминиевых сплавов)
Когда необходимо получить плотный паяный шов выбирают припой с коротким интервалом плавления – минимально разницей между температурой ликвидус и солидус. Например, сплав 4047 имеет интервал между температурами твердого и жидкого состояний всего 5,5 °С. Этот припой почти эвтектический и быстро превращается из жидкого в твердый и сильно сокращает время пайки, что часто очень благоприятно сказывается на качестве паяного шва.
Источник:
- Aluminum and Aluminum Alloys, ASM International, 1996
- Brazing of Aluminum Alloys / Y. Sugiyama // Encyclopedia of Aluminum and Its Alloys – Eds. G.E. Totten, M. Tiryakioğlu, and O. Kessler – 2019 – 171-182
Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
- Какие алюминиевые детали можно варить в домашних условиях
- Трудности при сварке алюминия
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0. 8-10 мм. В самых простых случаях это могут быть:
8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.
При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств.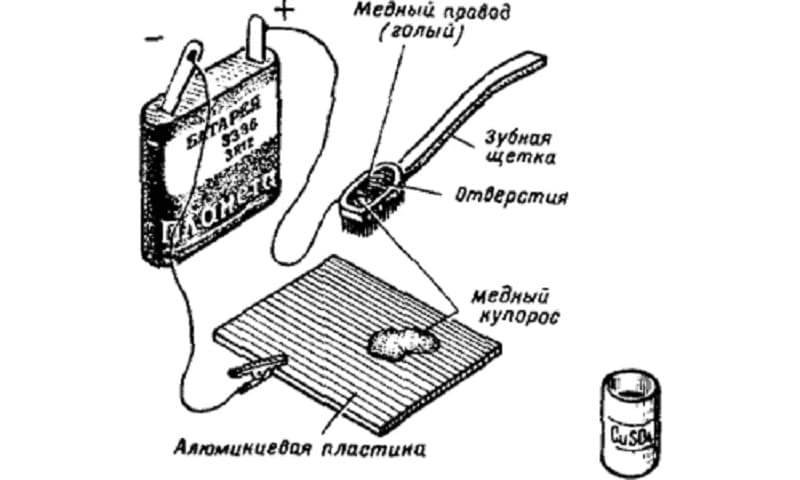 Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
- Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.

- В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
СкрытьПодробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
СкрытьПодробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.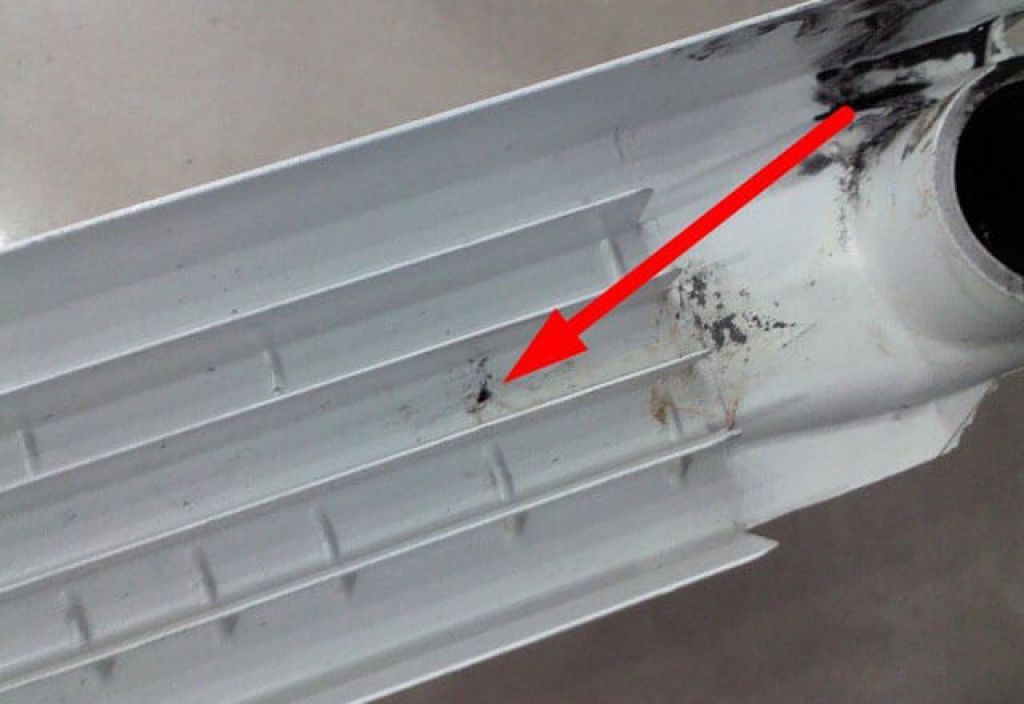
СкрытьПодробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
СкрытьПодробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. «Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
СкрытьПодробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
СкрытьПодробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
СкрытьПодробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить «постоянкой». Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
СкрытьПодробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не «гуляя».
Какая длина горелки МИГ лучше для сварки алюминия?
СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрСварочный полуавтомат ANDELI MIG-200PE (220 В)
44 045 руб
Купить
Сварочный аппарат ANDELI MIG-200PE предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), а также
Быстрый просмотрСварочный инвертор NEON ВД-183
19 900 руб
Купить
Инвертор NEON ВД-183 предназначен для ручной дуговой сварки металлов штучными электродами любых типов и марок (MMA-сварка). Представляет собой малогабаритную переносную установку
Представляет собой малогабаритную переносную установку
Сварочный полуавтомат РЕСАНТА САИПА-135
15 690 руб
Купить
Полуавтоматический сварочный инвертор Ресанта САИПА 135 используется для сварки проволокой толщиной 0.6 — 0.8 мм. Проволока подается автоматически с заданной
Быстрый просмотрПрутки алюминиевые ALUMAT AL99,7 ⌀ 2,0 мм (упак. 5 кг)
1 524.26 руб / кг
Купить
ALUMAT AL99,7 — присадочные прутки для аргонодуговой сварки изделий из алюминия. Применяется при производстве сварных металлоконструкций для химической промышленности и
Применяется при производстве сварных металлоконструкций для химической промышленности и
Сварочный инвертор FUBAG IQ 200 (220 В)
8 240 руб
Купить
Самый мощный, но при этом компактный и легкий инвертор. Работает в самом востребованном диапазоне тока до 200 А. Лучший выбор
Собственный импорт
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
Re:Evolution БАРСВЕЛД – это переворот, крутой перелом в истории сварочного оборудования ТМ БАРСВЕЛД! Благодаря наработанному опыту производства и накопленным знаниям
Быстрый просмотрСварочный инвертор БАРСВЕЛД Profi ARC-207 D МОД. II Росс. (220 В)
II Росс. (220 В)
21 150 руб
Купить
Новая версия БАРСВЕЛД Profi ARC-207 D российского производства поступила на рынок в 2016 году. Представляет собой сварочный инвертор для ручной
Быстрый просмотрСварочный инвертор РЕСАНТА САИ-190
7 790 руб
Купить
По сравнению со сварочными трансформаторами, сварочный инвертор Ресанта САИ-190 намного проще в настройке и в эксплуатации. У этого аппарата есть
Быстрый просмотрБаллон аргоновый 5 -150У (новый, 5 л пустой)
3 730 руб
Купить
Баллон предназначен для хранения аргона. Баллон — сосуд, содержащий одну или две горловины для установки вентилей, штуцеров или фланцев, применяется для
Баллон — сосуд, содержащий одну или две горловины для установки вентилей, штуцеров или фланцев, применяется для
Собственный импорт
Быстрый просмотрРукав газовый имп. ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
46 руб / м
Купить
Рукав газовый предназначен для подвода газа от баллонов к месту сварки. Шланги изготавливаются из вулканизированной резины с тканевыми прокладками и
Быстрый просмотрРедуктор аргоновый БАРО-5МГ, БАМЗ
3 596 руб
Купить
Редуктор баллонный газовый одноступенчатый предназначен для понижения давления газа, поступающего из баллона, и автоматического поддержания заданного рабочего давления постоянным. Редуктор, комплектуются
Редуктор, комплектуются
Собственный импорт
Быстрый просмотрПрутки алюминиевые БАРСВЕЛД AlMg5 ⌀ 1,6 мм (1000 мм, аналог СВ-АМг5)
890 руб / кг
Купить
Алюминиевые сварочные прутки БАРСВЕЛД AlMg5 предназначены для для аргонодуговой сварки на переменном токе АС профилей и металлоконструкций из Al
Собственный импорт
хит продаж
Быстрый просмотрСварочный полуавтомат БАРСВЕЛД Profi MIG-200 D (220 В)
29 690 руб
Купить
Сварочный полуавтомат БАРСВЕЛД Profi MIG 200 D – это профессиональный аппарат для сварки металлической проволокой в среде защитного газа на
Собственный импорт
Быстрый просмотрПроволока алюминиевая БАРСВЕЛД AlMg5 ⌀ 1,6 мм (кассета 6 кг)
900 руб / кг
Купить
Сварочная алюминиевая проволока БАРСВЕЛД AlMg5 предназначена для полуавтоматической сварки на постоянном токе DC Pulse профилей и металлоконструкций из Al
Быстрый просмотрЭлектроды алюминиевые ОЗАНА-1 ⌀ 3,0 мм
2 839 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 2 кг
- пачка 2 кг
ПРОИЗВОДИТЕЛЬ:
Риметалк
- Риметалк
- Спецэлектрод
- ЗЗСМ (Зеленоград)
Электроды марки ОЗАНА-1 используются для сварки и наплавки деталей и конструкций из алюминия технической чистоты. Сварка в нижнем и ограниченно вертикальном
Как паять алюминий: пошаговое руководство
13 января 2023 г. 13 января 2023 г. | 17:32
Пайка алюминия — сложный процесс, но если вы предпримете правильные шаги, это можно сделать относительно легко. Это руководство предоставит вам пошаговое руководство о том, как правильно и безопасно паять алюминий. Следуя этим шагам, вы сможете создать прочные и надежные соединения, которые прослужат вам долгие годы.
Это руководство предоставит вам пошаговое руководство о том, как правильно и безопасно паять алюминий. Следуя этим шагам, вы сможете создать прочные и надежные соединения, которые прослужат вам долгие годы.
Шаг 1: Очистка алюминиевых поверхностей
Первым шагом при пайке алюминия является тщательная очистка обеих соединяемых поверхностей. Жир, грязь и другие загрязняющие вещества могут помешать правильному соединению припоя, поэтому перед началом работы важно убедиться, что поверхности чистые. Используйте проволочную щетку или наждачную бумагу, чтобы удалить грязь или мусор с поверхности алюминия, прежде чем продолжить.
Шаг 2. Нанесите флюс
После очистки поверхностей нанесите флюс на обе соединяемые детали из алюминия. Флюс — это средство, используемое при работе с металлами, которое способствует сцеплению между двумя деталями. Это помогает обеспечить правильное и надежное соединение всех элементов. Обязательно используйте флюс, специально предназначенный для работы с алюминием; использование флюса, предназначенного для другого типа металла, может привести к повреждению или ослаблению соединения.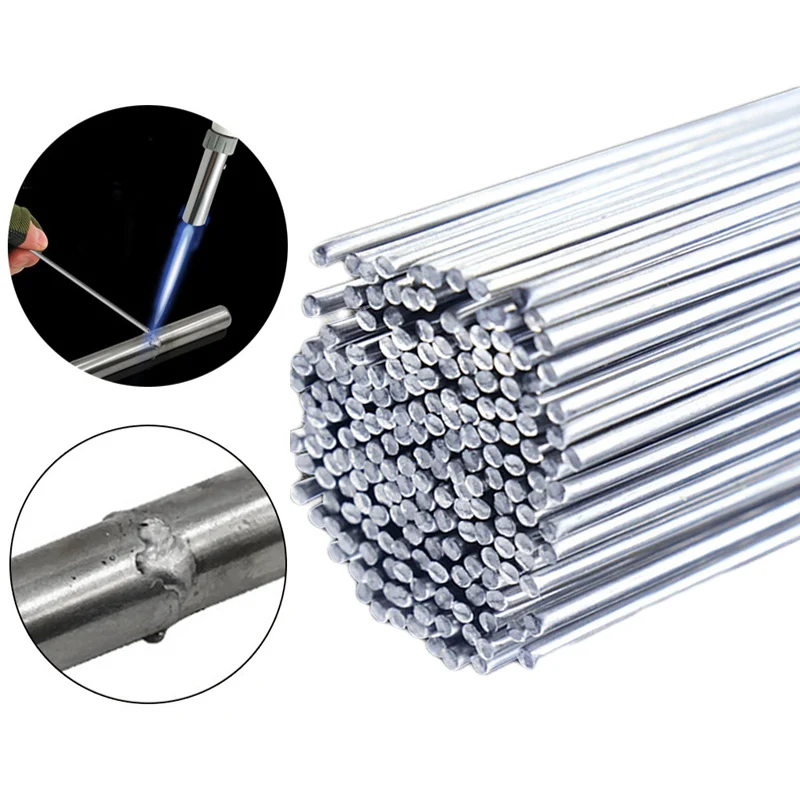
Шаг 3: Нагрейте припой
Далее вам нужно будет нагреть припой, нагрев его горелкой или электрическим паяльником. Убедитесь, что ваш припой достаточно горячий, чтобы он быстро плавился, не обжигая при нанесении на заготовку — эта температура обычно находится в пределах 500 — 700 градусов по Цельсию (932 — 1292 по Фаренгейту). Как только ваш припой станет достаточно горячим, нанесите его непосредственно на одну сторону соединения и дайте ему остыть, прежде чем переходить к следующему шагу.
Шаг 4. Соедините детали
Теперь вы готовы соединить две алюминиевые детали вместе! Убедитесь, что они выровнены правильно, прежде чем плотно прижать их друг к другу примерно на 10 секунд. Как только они будут плотно прижаты друг к другу, удалите лишний флюс вокруг стыка с помощью влажной ткани или тряпки. Дайте вашему суставу полностью остыть, прежде чем проверять его прочность — это должно занять около 30 минут, в зависимости от того, насколько большой и толстый ваш сустав.
Вывод:
Паять алюминий не всегда легко, но если вы потратите время и тщательно выполните следующие шаги, вы сможете в кратчайшие сроки создать прочные соединения между различными металлическими частями! Итак, пришло время применить полученные знания на практике — удачной пайки! Немного терпения и практики, и вскоре вы станете профессионалом в пайке алюминия, как никто другой!
Сакши Гайквад
Сакши — талантливый блогер, уделяющий особое внимание бизнесу и металлургической промышленности. Она увлечена тем, что делится своим мнением о различных металлических изделиях и помогает профессионалам принимать лучшие решения.
Руководство по пайке алюминия | Clickmetal
Алюминий — более сложный металл для пайки, чем, скажем, медь или сталь, и без правильной техники это может стать невероятно разочаровывающим занятием. Но поскольку пайка алюминия быстро становится обычным явлением в производстве автомобилей и электроники (не говоря уже о его более низкой цене), настало время изучить маленькие нюансы, связанные с соединением этого более легкого проводящего металла.
Основываясь на наших знаниях, вместе с этой статьей о методах пайки алюминия мы предоставили это руководство по пайке алюминия, чтобы дать вам несколько советов, которые помогут вам в вашем следующем проекте металлоконструкций.
Clickmetal специализируется на резке алюминия до необходимого размера и может отправить его в любую точку материковой части Великобритании. Свяжитесь с нами сегодня, чтобы узнать больше.
Что такое пайка алюминия?
Пайка – это процесс, при котором сплав металла с низкой температурой плавления (припой) плавится и наносится на соединяемые металлы для соединения после затвердевания припоя.
Пайка обычно используется для соединения более мягких металлов (таких как алюминий), чтобы скрепить их. Припой нагревается до точки плавления, превращая припой в жидкость для склеивания или соединения металлов.
Какие металлы используются для пайки алюминия?
Металлы для пайки можно разделить на три различные группы в зависимости от их температуры плавления:
Низкотемпературные припои
Олово, свинец, цинк и кадмий представляют собой низкотемпературные припои, которые обеспечивают соединения с наименьшей коррозионной стойкостью. Температура плавления этих припоев находится в диапазоне от 149°C до 260°C.
Температура плавления этих припоев находится в диапазоне от 149°C до 260°C.
Припои для промежуточных температур
Эти припои плавятся при температуре от 260°C до 371°C. Припои для промежуточных температур включают олово или кадмий в сочетании с цинком, а также небольшое количество алюминия, меди, никеля, серебра или свинца.
Высокотемпературные припои
Обычно это припои на основе цинка с температурой плавления от 371°C до 427°C. Они содержат от 3 до 10 процентов алюминия в сочетании с небольшим количеством других металлов, таких как медь, никель, серебро и железо. Эти припои с высоким содержанием цинка обладают самой высокой прочностью и обеспечивают наибольшую коррозионную стойкость.
Наконечники для пайки алюминия
Паять алюминий несколько сложнее, чем пайку других металлов (особенно если вы припаиваете алюминий к алюминию), из-за необходимого тепла и потенциальных проблем, вызванных оксидом алюминия.
Кроме того, некоторые алюминиевые серии легче паять, чем другие, а некоторые в настоящее время вообще невозможно паять.
Ознакомьтесь с нашими советами, которые помогут вам в процессе пайки алюминия.
Подготовительные работы – очистка, флюс и предварительное лужение
Перед началом любой пайки мы настоятельно рекомендуем очистить алюминий от нежелательной смазки и масла.
Поскольку оксид алюминия (которым покрыт весь алюминий) нельзя припаивать, его необходимо соскоблить перед пайкой. Мы рекомендуем использовать правильный флюс для пайки для удаления оксида.
Более того, для больших соединений или пайки алюминия со стальным металлом лучше использовать предварительное лужение – покрытие материала расплавленной лужицей припоя, а затем протирание поверхности щеткой из стекловолокна или деревянной палочкой.
Техника нагрева
При пайке алюминия вам понадобится источник тепла большой мощности (например, паяльник, термофен или пропановая горелка), чтобы убедиться, что область соединения нагрета до правильной температуры пайки. Это может занять до десяти минут из-за высокой температуры плавления припоев, которые обычно используются для соединения алюминия.
Когда алюминий будет тщательно подготовлен, используйте источник тепла, чтобы нагреть область соединения. Разогрейте припой, а затем используйте источник тепла, чтобы нанести припой на соответствующие участки для склеивания.
Вы должны знать, что пайка должна выполняться очень быстро, прежде чем под воздействием тепла образуется дополнительное количество оксида алюминия. Если металлы не соединяются, вполне вероятно, что оксид алюминия преобразовался. Затем вам нужно будет почистить алюминий щеткой, прежде чем пытаться снова.
Резюме – общие рекомендации по пайке алюминия
Если вы планируете пайку алюминия, мы рекомендуем вам следовать следующим рекомендациям:
- Во-первых, все металлы должны быть очищены от жира и масла
- Затем следует использовать соответствующий флюс для пайки, чтобы удалить любые оксидные пленки, образующиеся на поверхности металлов. Также рекомендуется предварительное лужение
- Предлагаемое соединение должно быть плотным с зазором, достаточным для пайки
- Для достижения наилучших результатов при пайке держите весь металл неподвижным
- Убедитесь, что вы знаете правильное количество тепла, которое необходимо применить — ознакомьтесь с инструкциями производителя или проверьте в Интернете
Clickmetal специализируется на поставщиках алюминия
Clickmetal является ведущим поставщиком алюминия и других цветных металлов в Великобритании.