
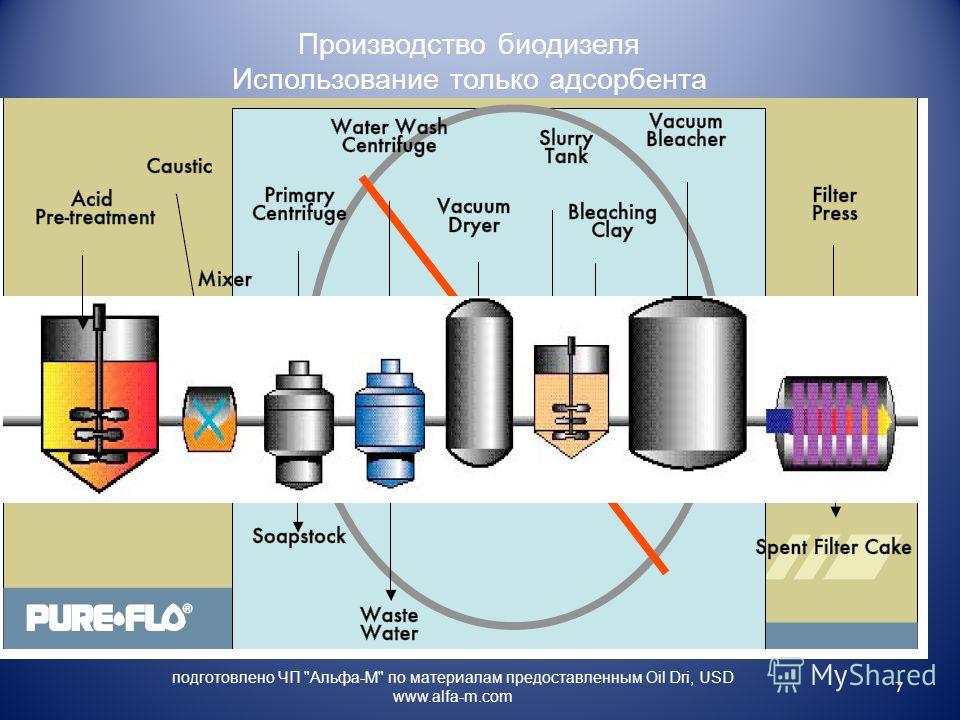
Производство биодизеля с помощью центрифуг и сепараторов для биодизеля
Биодизель — это топливо, которое производится из натуральных жиров и масел. В качестве сырья используются главным образом растительные масла, например, рапсовое масло, подсолнечное масло, пальмовое масло и т. д.
Биодизель применяется вместо обычного дизельного топлива и тем самым уменьшает зависимость от горючих ископаемых. В зависимости от вида и качества сырья при производстве биодизеля используются различные методы.
Центрифуга для производства биодизеля применяется на нескольких этапах процесса:
- разделительный сепаратор для выделения глицериновой воды из сложного эфира жирной кислоты и промывки биодизеля,
- кларификатор для выделения мелких веществ из биодизеля,
- трикантер® для обработки сырья перед этерификацией,
- трикантер® для разделения трех фаз: свободных жирных кислот, глицерина и осажденных солей, например, сульфата калия, при очистке глицерина за одну технологическую операцию,
- декантер для дополнительной промывки осажденных солей, например, сульфата калия, при очистке глицерина.

Ваши преимущества при производстве биодизеля с помощью центрифуг:
- улучшенное качество биодизеля и побочных продуктов благодаря удалению загрязнений перед преобразованием,
- повышение четкости разделения при отделении глицерина и промывке биодизеля,
- предотвращение образования отложений и возникновения проблем с фильтрами благодаря эффективному отделению стеролгликозидов,
- максимальное обезжиривание твердого вещества,
- изготовленные по индивидуальному заказу компоненты — также для дооборудования при существующих процессах.
Разделение биодизеля и глицерина
Для обеспечения оптимальной степени переэтерификации требуется максимально быстрое и максимально полное отделение образовавшегося глицерина. Для выполнения этих задач уже на протяжении десятилетий используются доказавшие свою надежность сепараторы. Отделенную смесь глицерина и воды можно переработать для применения в качестве сырья в фармацевтической и косметической промышленности.
Для выполнения этих задач уже на протяжении десятилетий используются доказавшие свою надежность сепараторы. Отделенную смесь глицерина и воды можно переработать для применения в качестве сырья в фармацевтической и косметической промышленности.
Промывка биодизеля
При промывке биодизеля с помощью воды вымывается большое количество побочных продуктов, которые затем удаляются посредством сепаратора. Путем промывки биодизеля можно дополнительно в значительной степени повысить качество продукта. Это также уменьшает нагрузку на следующие агрегаты.
Ваши преимущества при разделении биодизеля и глицерина и промывке биодизеля:
- высокоэффективное разделение с помощью сепаратора при минимальном расходе электроэнергии,
- высокая степень чистоты и качество,
- защита от взрыва согласно директивам ATEX95,
- все компоненты имеют газонепроницаемое исполнение и инертизированы.
Осветление биодизеля до кристальной прозрачности
При осветлении биодизеля до кристальной прозрачности осушенный биодизель дополнительно очищается и полируется посредством дополнительного сепаратора. Оставшиеся загрязнения удаляются, тем самым повышается качество продукта.
Ваши преимущества при осветлении биодизеля до кристальной прозрачности
- «Отполируйте» свой конечный продукт!
- Удалите последние следы твердых веществ
- Обеспечьте соответствие самым строгим стандартам качества
Удаление стеролгликозидов
При определенных условиях, в первую очередь при использовании в качестве сырья пальмового и соевого масел, в биодизеле могут осаждаться стеролгликозиды. При переработке таких масел в большинстве случаев требуются повышенные расходы на техническое обслуживание производственного оборудования. Сепараторы могут эффективно удалять осажденные стеролгликозиды и тем самым снижать риск нарушений процессов.
При переработке таких масел в большинстве случаев требуются повышенные расходы на техническое обслуживание производственного оборудования. Сепараторы могут эффективно удалять осажденные стеролгликозиды и тем самым снижать риск нарушений процессов.
Ваши преимущества при удалении стеролгликозидов:
- эффективно удалите стеролгликозиды с помощью сепаратора,
- высокое качество продукта,
- надежный процесс и выполнение требований стандартов качества.
Очистка глицерина и промывка соли
Побочные продукты при производстве биодизеля также можно переработать и получить ценные вещества. Наряду с глицерином можно выделять использованную соль с высокой степенью чистоты.
Ваши преимущества при очистке глицерина и промывке соли
- Эффективное механическое разделение — большая доля сухого вещества в полученной соли
- Защита сушильного оборудования — соль эффективно удаляется
- Надежная техника и простое управление
его свойства, преимущества и особенности – petrolcards.ru
Биодизелем называют жидкое горючее на основе эфиров кислот и спиртов. Сырьем для производства биологического ДТ служат различные растительные масла и животине жиры. Сегодня у нас в стране не существует государственной программы и стандартов производства ГСМ этого вида, хотя в СССР для сельскохозяйственной техники активно использовалось горючее на основе рапсового масла. Также биодизель применяется во многих странах Европы и мира в качестве альтернативы классическому дизельному топливу. Кроме того, например, в США, Канаде, Аргентине, Бразилии, Чили, на Филиппинах и в некоторых других государствах биологическое горючее добавляется в обычное дизельное топливо для его удешевления.
Кроме того, например, в США, Канаде, Аргентине, Бразилии, Чили, на Филиппинах и в некоторых других государствах биологическое горючее добавляется в обычное дизельное топливо для его удешевления.
Основа для производства биотоплива
Материалом для получения биотоплива может служить самое разное сырье. В зависимости от этого горючее классифицируют по поколениям. Этот показатель является косвенной характеристикой качества топлива, хотя и не определяет его полностью. Вообще химические и физические характеристики биологического ДТ очень сильно зависят от сырья и процесса получения. Поэтому качественные показатели биодизеля могут колебаться в довольно широких пределах даже в рамках одного поколения.
Классификация по поколениям:
- 1-е поколение – биологическое топливо, производимое из сельскохозяйственных культур;
- 2-е поколение – биотопливо из различных жиросодержащих отходов;
- 3-е поколение – биологическое ДТ, получаемое из водорослей с высоким содержанием масла.

В разных странах и регионах в качестве сырья используют самые разные биологические культуры, что связано с возможностями и особенностями их выращивания на конкретной территории. В настоящее время наиболее распространенными источниками биологического горючего являются:
- Рапс и его разновидности (например, канола, выращиваемая в Канаде). Благодаря высокой урожайности культуры, дешевизне и хорошему качеству получаемого из нее растительного масла, сегодня все больше сельскохозяйственных площадей в мире отдается под рапс.
- Кукуруза. Получаемый из нее кукурузный этанол – качественное и устойчивое биотопливо, обладающее стабильными характеристиками, способно сохранять их в течение продолжительного времени. Данная культура активно возделывается в США и Мексике именно для получения возобновляемого горючего.
- Соя. Еще одна богатая маслами сельхозкультура, в больших количествах выращиваемая в США и Африке, благодаря своей неприхотливости и дешевизне. Простота переработки делает ее перспективным и популярным источником биогорючего;
- Пальмовое и кокосовое масла.
 В больших количествах производится на Филиппинах, в Индонезии и Малайзии, но за пределами этих стран практически не применяются как источник биологического топлива из-за преимущественно пищевого использования;
В больших количествах производится на Филиппинах, в Индонезии и Малайзии, но за пределами этих стран практически не применяются как источник биологического топлива из-за преимущественно пищевого использования; - Касторовое масло. Широко использовалось в качестве моторного масла в авиации – на заре ее развития. Сегодня находит ограниченное применение в качестве биотоплива, например, в Бразилии. Использование касторового масла обусловлено широким диапазоном его рабочих температур.
Кроме того, в последнее время – в связи с удорожанием нефти и развитием промышленных технологий климатического регулирования – все более актуальным становится выращивание водорослей в качестве источника для биодизеля. Тем более, что выращивать их можно на заболоченных и пустынных территориях, не подходящих для иного хозяйственного использования.
Особенности, преимущества и недостатки биотоплива
Биотопливо относится к возобновляемым источникам энергии, в отличие от той же самой нефти. Поэтому на законодательном уровне стандарты качества и производство биодизеля утверждены более чем в 50 странах мира. Причем в некоторых крупных мировых экономиках доля биологического топлива довольно значительна. Например, в Индии и Малайзии его потребление составляет свыше 20% от общего уровня потребления ДТ, а в Португалии, Дании, Франции, Индонезии уже превышает уровень в 10%.
Поэтому на законодательном уровне стандарты качества и производство биодизеля утверждены более чем в 50 странах мира. Причем в некоторых крупных мировых экономиках доля биологического топлива довольно значительна. Например, в Индии и Малайзии его потребление составляет свыше 20% от общего уровня потребления ДТ, а в Португалии, Дании, Франции, Индонезии уже превышает уровень в 10%.
Помимо возможности возобновления этого ресурса, биодизель имеет еще ряд преимуществ:
- Хорошие смазочные способности, что существенно продлевает срок службы двигателя, топливной и выхлопной системы у автомобилей, заправляемых биодизелем.
- Высокое цетановое число, показатель которого превышает 51. Это значение может расти еще больше, за счет увеличения содержания метилового спирта в горючем.
- Возможность использования на любых агрегатах с ДВС без их модификации. Более того, биодизель на 60% снижает износ двигателя за счет его естественной смазки во время работы, что положительно отражается также на расходе ГСМ.

- Безопасность биологического топлива. Его температура возгорания составляет 150С и выше, а само горючее плохо испаряется в нормальных условиях, что практически исключает бытовые и производственные несчастные случаи.
- Наличие полезных побочных продуктов переработки. Таким, например, при получении биологического топлива является глицерин, который можно использовать в фармакологии и косметологии. Кроме того, побочным продуктом производственного процесса при использовании кукурузы является зерновой дистиллят, находящий широкое применение в сельском хозяйстве.
Отдельно следует выделить доступность и дешевизну биологического горючего. Впрочем, последний фактор стал актуален в последние годы – в связи с ростом цен на нефть.
Справедливости ради, стоит отметить, что биодизель не лишен и недостатков, главным из которых является температура застывания. Из-за этого использовать данный вид топлива в условиях пониженных температур затруднительно. Необходимо либо смешивать его с классическим ДТ, либо использовать специализированные системы подогрева топлива в топливопроводе.
Также биодизель не отличается высокой химической стойкостью. Срок хранения этого типа горючего редко превышает 3-4 месяца. Но в настоящее время ведутся поиски путей решения данной проблемы.
Еще одна сложность массовой организации производственных предприятий – необходимость использования сельскохозяйственных площадей, которые сегодня применяются для выращивания пищевых и кормовых культур.
Рапсовые перспективы — Журнал «Сибирская нефть» — №78 (февраль 2011) — ПАО «Газпром нефть»
Биодизель завоевывает белорусский топливный рынок.
По экспертным прогнозам, к 2020 году потребление биодизельного топлива в Европе должно составить 20% от общего оборота транспортных энергоносителей. Топливный рынок Республики Беларусь развивается в русле европейских тенденций, что неудивительно — ситуация на энергети ческом рынке страны сформирована теми же факторами, что и в большинстве других государств Старого Света, не располагающих собственными запасами углеводородов. Производство биодизеля позволяет сократить зависимость страны от поставщиков нефти, улучшить экологическую ситуацию. Поэтому за три года производства популярность «зеленого» топлива в Беларуси значительно выросла.
Производство биодизеля позволяет сократить зависимость страны от поставщиков нефти, улучшить экологическую ситуацию. Поэтому за три года производства популярность «зеленого» топлива в Беларуси значительно выросла.
БИОСТИМУЛЫ
По данным Национального статистического комитета Республики Беларусь, в 2010 году было произведено 805,7 тыс. тонн биодизельного топлива. Это на 55,7% больше в сравнении с аналогичным периодом 2009-го. А за два последних года производство биодизельного топлива в стране увеличилось почти в пять раз. Главный стимул продвижения биодизеля на республиканском рынке — возможность снижения за счет этого импорта углеводородного сырья. Учитывая регу лярно возникающие проблемы и с объемами поставок углеводородов в страну, и со стоимостью энергоресурсов, стимул более чем весомый. Если прибавить к этому относительную безопасность этого вида топлива для окружающей среды по сравнению с натуральными нефтепродуктами, становится ясно, почему белорусское правительство уделяет повышенное внимание вопросам произ водства биодизеля.
НЕУРОЖАЙНЫЙ ГОД
Планировалось, что в 2010 году объем производства биодизельного топлива в Беларуси достигнет 1 млн тонн. Одна из основных причин невыполнения плана — низкая урожайность рапса. Одержать победу в традиционной для стран постсоветского пространства «битве за урожай» не удалось из-за сложных условий зимовки (погибло свыше 30% посевов) и аномальной жары в период налива и созревания посевов озимого и ярового рапса.
Впрочем, объективно, переработать весь рапс, который предполагалось вырастить в 2010 году, все равно бы не удалось из-за нехватки производственных мощностей. Что говорит больше о нестабильности в отрасли, а не о снижении в стране интереса к биодизелю.
СТРАТЕГИЧЕСКИЙ ТОВАР
Сегодня в Беларуси 30% от всего объема реализуемого дизтоплива приходится на биодизель. Топливо с 5%-ной биодобавкой предлагают 43 склада нефтепродуктов и 241 автозаправочная станция. При этом самый мощный игрок на белорусском топливном рынке — государство. В планах госконцерна «Белнефтехим» практически полная замена в течение 2–3 лет всего реализуемого дизельного топлива на продукцию с 5%-ной биодобавкой. Если учесть, что две трети дизтоплива в республике реализуется через систему государственных предприятий ПО «Белоруснефть», входящего в «Белнефтехим», становятся ясны масштабы предстоящей «биореволюции».
Впрочем, реализацией дизеля и биодизеля на территории Республики Беларусь занимается не только государственный гигант, но и частные сети, в том числе ИООО «Газпромнефть-Белнефтепродукт». По оценке заместителя директора предприятия по коммерческим вопросам Сергея Солодовникова, для «ГПН-Белнефтепродукта» дизельное топливо является «стратегическим товаром»: в общей структуре реализации его доля составляет около 30%. «Если смотреть с точки зрения среднезаправочной продажи, то на нашем предприятии процент реализации биодизельного топлива выше, чем у конкурентов, — отметил он. — Месячный план по закупке биодизеля может достигать 3–4 тыс. тонн. Из них не менее 1 тыс. тонн закупается под дальнейшую розничную реализацию через сеть наших автозаправочных станций».
Стоит отметить, что объемы биодизельного топлива, попадающего в свободную продажу, крайне ограничены: приоритет при отгрузках отдается «Белоруснефти». Однако, у «Газпромнефть-Белнефтепродукта» в 2010 году проблем с доступом к биоресурсам не было за счет партнерства российской нефтяной компании с одним из производителей биодизеля — объединением «Могилевхимволокно». «Газпром нефть» поставляет предприятию химическое сырье — параксилол, получая взамен необходимую продукцию. Сергей Солодовников не сомневается, что перспективы биодизеля в Республике Беларусь достаточно радужны: «Потребитель уже прочувствовал этот продукт и с экономической точки зрения, и в вопросе качества. Наши покупатели — крупные транспортные организации, транзитный транспорт, популярен биодизель и у зарубежных автоперевозчиков». Что касается качества, то производимое в стране дизельное и биодизельное топливо соответствуют стандарту «Евро-4» (EN 590:2004), а в 2011 году качество планируется довести до стандарта «Евро-5». При этом, по оценке специалистов, для использования биотоплива не требуется специальной адаптации дизельных двигателей. Более того, МЭЖК (метиловые эфиры жирных кислот) рапсового масла значительно улучшают смазывающую способность топлива, а значит, положительно влияют на ресурс двигателей.
«Газпром нефть» поставляет предприятию химическое сырье — параксилол, получая взамен необходимую продукцию. Сергей Солодовников не сомневается, что перспективы биодизеля в Республике Беларусь достаточно радужны: «Потребитель уже прочувствовал этот продукт и с экономической точки зрения, и в вопросе качества. Наши покупатели — крупные транспортные организации, транзитный транспорт, популярен биодизель и у зарубежных автоперевозчиков». Что касается качества, то производимое в стране дизельное и биодизельное топливо соответствуют стандарту «Евро-4» (EN 590:2004), а в 2011 году качество планируется довести до стандарта «Евро-5». При этом, по оценке специалистов, для использования биотоплива не требуется специальной адаптации дизельных двигателей. Более того, МЭЖК (метиловые эфиры жирных кислот) рапсового масла значительно улучшают смазывающую способность топлива, а значит, положительно влияют на ресурс двигателей.
УГЛЕВОДОРОДНЫЕ РАЗНОГЛАСИЯ
Использование дизтоплива с 5%-ной биодобавкой — это экономия для страны порядка 300 тыс. тонн нефти ежегодно, но, конечно, не панацея от энергетических неурядиц. Проблему зависимости от государств — крупных поставщиков энергоресурсов производство этого вида топлива может решить только отчасти. Собственно, до прошлого года география этой зависимости ограничивалась одной страной — Россией. Однако ряд разногласий между правительствами двух государств по поводу условий поставок нефти заставили Беларусь искать нефть для переработки в других странах. В результате на заводах республики появилась и венесуэльская нефть. С 2011 года Россия отменила ввозные пошлины на сырую нефть в обмен на передачу в бюджет страны экспортных пошлин от продажи нефтепродуктов, произведенных в республике из российской нефти. В начале 2011 года стабильность поставок вновь была нарушена — возникли разногласия относительно цен на нефть и тарифов на прокачку транзита из России в Европу. Все это, конечно, не самым лучшим образом отражается на ситуации в белорусской экономике, отрасли и бизнесе нефтяных компаний, работающих в стране.
тонн нефти ежегодно, но, конечно, не панацея от энергетических неурядиц. Проблему зависимости от государств — крупных поставщиков энергоресурсов производство этого вида топлива может решить только отчасти. Собственно, до прошлого года география этой зависимости ограничивалась одной страной — Россией. Однако ряд разногласий между правительствами двух государств по поводу условий поставок нефти заставили Беларусь искать нефть для переработки в других странах. В результате на заводах республики появилась и венесуэльская нефть. С 2011 года Россия отменила ввозные пошлины на сырую нефть в обмен на передачу в бюджет страны экспортных пошлин от продажи нефтепродуктов, произведенных в республике из российской нефти. В начале 2011 года стабильность поставок вновь была нарушена — возникли разногласия относительно цен на нефть и тарифов на прокачку транзита из России в Европу. Все это, конечно, не самым лучшим образом отражается на ситуации в белорусской экономике, отрасли и бизнесе нефтяных компаний, работающих в стране. Однако к концу января большая часть экономических противоречий между двумя странами была разрешена, что позволило «Газпром нефти» возобновить поставки собственных объемов нефти для переработки. «Это позволяет укрепить наши позиции на рынке, обеспечивает независимость, гибкость и наибольшую удельную эффективность работы „Газпромнефть-Белнефтепродукта“, — оценил Сергей Солодовников. — Кроме того, это дает возможность создания экспортного потенциала, что должно послужить импульсом для дальнейшего развития предприятия».
Однако к концу января большая часть экономических противоречий между двумя странами была разрешена, что позволило «Газпром нефти» возобновить поставки собственных объемов нефти для переработки. «Это позволяет укрепить наши позиции на рынке, обеспечивает независимость, гибкость и наибольшую удельную эффективность работы „Газпромнефть-Белнефтепродукта“, — оценил Сергей Солодовников. — Кроме того, это дает возможность создания экспортного потенциала, что должно послужить импульсом для дальнейшего развития предприятия».
ДИЗЕЛЬ С ДОБАВКОЙ
Биодизельное топливо, реализующееся на белорусских АЗС, представляет собой смесь минерального (нефтяного) дизельного топлива и биокомпонента (биотоплива) в соотношении 95 и 5% соответственно. В качестве компонента биотоплива используется метиловый эфир жирных кислот рапсового масла. Основные производители — ОАО «Гродно Азот», ОАО «Могилевхимволокно», ОАО «Белшина».
«ГАЗПРОМНЕФТЬ-БЕЛНЕФТЕПРОДУКТ»
Дочернее предприятие ОАО «Газпромнефть», зарегистрировано в Республике Беларусь в июне 2009 года. Основное направление деятельности — производство и сбыт нефтепродуктов в Республике Беларусь. В активе компании 36 АЗС и 5 СНП. В 2010 году реализация бензина и дизельного топлива через эксплуатируемые компанией АЗС составила порядка 114 тыс. тонн.
Основное направление деятельности — производство и сбыт нефтепродуктов в Республике Беларусь. В активе компании 36 АЗС и 5 СНП. В 2010 году реализация бензина и дизельного топлива через эксплуатируемые компанией АЗС составила порядка 114 тыс. тонн.
Производство биодизеля из растительного сырья на заводах Total
Нефтегазовая компания «Тотал» заявила, что один из заводов запустил производство биотоплива.Мощность модернизированного завода составляет сейчас 500 тыс. тонн топлива в год, налажено производство биодизеля для автомобилей и топливо «биоджет» для авиации. Инвестиции в реконструкцию старого нефтеперерабатывающего завода составили свыше $310 млн.
Потребление пальмового масла снижено до 300 тыс. тонн в год (50% от необходимого сырья), а рапсового масла не менее 50 тыс. тонн.
Биодизельное топливо может использоваться в дизельных двигателях вместе со стандартным дизельным топливом.
Биодизель не содержит нефти, но его можно смешивать с любой маркой солярки. Смеси из 20% биодизеля и 80% дизельного топлива могут использоваться почти во всех типах дизельных установок. Такие низкоуровневые смеси обычно не требуют каких-либо модификаций двигателя (за исключением топливных фильтров, топливных шлангов и уплотнений на некоторых старых марках дизельных двигателей), однако смеси, содержащие более высокий процент биотоплива (включая и чистый биодизель) уже потребуют незначительной модификации. Биодизель прост в использовании, биоразлагаемый, экологически чистый и практически не содержит серы и ароматических соединений.
Смеси из 20% биодизеля и 80% дизельного топлива могут использоваться почти во всех типах дизельных установок. Такие низкоуровневые смеси обычно не требуют каких-либо модификаций двигателя (за исключением топливных фильтров, топливных шлангов и уплотнений на некоторых старых марках дизельных двигателей), однако смеси, содержащие более высокий процент биотоплива (включая и чистый биодизель) уже потребуют незначительной модификации. Биодизель прост в использовании, биоразлагаемый, экологически чистый и практически не содержит серы и ароматических соединений.
Смазочные материалы
по отраслям промышленности
Моторные масла для смешанных автопарков тяжелой техники
Смазки и масла для оборудования цементной отрасли
Смазочные материалы для карьерной техники
Экспертиза и анализ моторного масла
Масла и смазки для сельскохозяйственной техники
Помощь в подборе масла для техники
Смазка для суппорта
Трансмиссионные масла 75W-90 — характеристики
Трансмиссионные масла для Kia
Трансмиссионное масло для тяжелой техники
Масла и смазки для Peugeot
Производство биотоплива на растительном масле
Масло Total для грузовиков команды «Камаз-Мастер»
Обзор: производство биотоплива из биомассы растений и водорослей | Волошин
1. Wurfel P. Physics of solar cells from principles to new concepts. WILEY-VCH; 2005. ISBN 3-527-40428-7.
Wurfel P. Physics of solar cells from principles to new concepts. WILEY-VCH; 2005. ISBN 3-527-40428-7.
2. Renewables 2015 global status report. REN21. Paris: REN21 Secretariat; 2015. ISBN 978-3-9815934-6-4.
3. Voloshin R.A., Kreslavski V.D., Zharmukhamedov S.K., Bedbenov V.S., Ramakrishna S., Allakhverdiev S.I. Photoelectrochemical cells based on photosynthetic systems: a review. Biofuel Res J, 2015;6:227-35.
4. Allakhverdiev S.I., Ramakrishna S. A random walk to and through the photoelectrochemical cells based on photosynthetic systems. Biofuel Res J., 2015;6:222.
5. Voloshin R.A., Rodionova M.V., Zharmukhamedov S.K., Hou H., Shen J.-R., Allakhverdiev S.I. Components of natural photosynthetic apparatus in solar cells. In: Najafpour MM, editor. Applied photosynthesis e new progress. Rijeka, Croatia: InTech d.o.o; 2016. p. 161-88.
In: Najafpour MM, editor. Applied photosynthesis e new progress. Rijeka, Croatia: InTech d.o.o; 2016. p. 161-88.
6. Allakhverdiev S.I., Kreslavski V.D., Thavasi V., Zharmukhamedov S.K., Klimov V.V., Nagata T., et al. Hydrogen photoproduction by use of photosynthetic organisms and biomimetic systems. Photochem. Photobiol.Sci, 2009;8:148-56.
7. Allakhverdiev S.I., Thavasi V., Kreslavski V.D., Zharmukhamedov S.K., Klimov V.V., Ramakrishna S., et al. Photosynthetic hydrogen production. J. Photochem. Photobiol. CPhotochem. Rev., 2010;11:101-13.
8. Razzak S.A., Hossain M.M., Lucky R.A., Bassi A.S., de Lasa H. Integrated CO2 capture, waste water treatment and biofuel production by microalgae culturing-A review. Renew. Sustain. Energy Rev., 2013;27:622-53.
9. Surriya O., Syeda S.S., Waqar K., Gul Kazi A., Ozturk M. Bio-fuels: a blessing in disguise. In: Ozturk M., Ashraf M., Aksoy A., Ahmad M.S.A., editors. Phytoremediation for green energy. Springer; 2015. p. 11-30. http://dx.doi.org/10.1007/978-94-007-7887-0_2.
Surriya O., Syeda S.S., Waqar K., Gul Kazi A., Ozturk M. Bio-fuels: a blessing in disguise. In: Ozturk M., Ashraf M., Aksoy A., Ahmad M.S.A., editors. Phytoremediation for green energy. Springer; 2015. p. 11-30. http://dx.doi.org/10.1007/978-94-007-7887-0_2.
10. Nigam P.S., Singh A. Production of liquid biofuels from renewable resources. Prog. Energy Combust. Sci., 2011;37:52-68.
11. Dragone G., Fernandes B., Vicente A.A., Teixeira J.A. Third generation biofuels from microalgae. In: Mendez-Vilas A., editor. Current research, technology and education topics in applied microbiology and microbial biotechnology. Formatex; 2010. p. 1355-66.
12. McKendry P. Energy production from biomass (Part 1): overview of biomass. Bioresour. Technol., 2002;83(1):37-46.
13. Alonso D.M., Bond J.Q., Dumesic J.A. Catalytic conversion of biomass to biofuels. GreenChem., 2010;12:1493-513. http://dx.doi.org/10.1039/c004654j.
14. Nada E.M. The manufacture of biodiesel from the used vegetable oil. 2011. A thesis submitted to the Faculty of Engineering at Kassel and Cairo Universities for the degree of Master of Science University of Kassel.
15. Demirbas A. Political, economic and environmental impacts of biofuels: a review. Appl. Energy, 2009;86:108-17.
16. Demirbas A. Biofuels sources, biofuel policy, biofuel economy and global biofuel projections. Energy Convers Manag 2008;49:2106-16.
17. Allakhverdiev S.I., Kreslavski V.D., Thavasi V., Zharmukhamedov S.K., Klimov V.V., Ramakrishna S., et al. Photosynthetic energy conversion: hydrogen photoproduction by natural and biomimetic systems. In: Mukhetjee A, editor. Biomimetics, learning from nature. Rijeka, Croatia: InTech d.o.o; 2010. p. 49-76.
Allakhverdiev S.I., Kreslavski V.D., Thavasi V., Zharmukhamedov S.K., Klimov V.V., Ramakrishna S., et al. Photosynthetic energy conversion: hydrogen photoproduction by natural and biomimetic systems. In: Mukhetjee A, editor. Biomimetics, learning from nature. Rijeka, Croatia: InTech d.o.o; 2010. p. 49-76.
18. Abdelaziz AEM, Leite GB, Hallenbeck PC. Addressing the challenges for sustainable production of algal biofuels: II. Harvesting and conversion to biofuels. Environ Technol 2013;34:1807-36.
19. Chisti Y. Biodiesel from microalgae. Biotechnol Adv 2007;25:249-306.
20. Wang B., Li Y., Wu N., Lan C.Q. CO2 biomitigation using microalgae. Appl. Microbiol. Biotechnol., 2008;79:707-18.
21. Slade R., Bauen A. Micro-algae cultivation for biofuels: cost, energy balance, environmental impacts and future prospects. Biomass Bioenergy, 2013;53:29-38.
Slade R., Bauen A. Micro-algae cultivation for biofuels: cost, energy balance, environmental impacts and future prospects. Biomass Bioenergy, 2013;53:29-38.
22. Bhatt N.C., Panwar A., Bisht T.S., Tamta S. Coupling of algal biofuel production with wastewater. Sci. World J, 2014:10. http://dx.doi.org/10.1155/2014/210504. Article ID 210504.
23. Pandey A., Lee D.-J., Chisti Y., Socol C.R. Biofuels from algae. Elsevier; 2014. ISBN: 978-0-44459558-4.
24. Carlsson A.S., van Beilen J.B., Moller R., Clayton D. In: Bowles D, editor. Micro- and macroalgae: utility for industrial applications, outputs from the EPOBIO project. Newbury (UK). University of York: CPL Press; 2007. p. 1-82.
25. Tran N.H., Bartlett J.R., Kannangara G.S.K., Milev A.S., Volk H., Wilson M.A. Catalytic upgrading of biorefinery oil from micro-algae. Fuel, 2010;189:265-74.
Tran N.H., Bartlett J.R., Kannangara G.S.K., Milev A.S., Volk H., Wilson M.A. Catalytic upgrading of biorefinery oil from micro-algae. Fuel, 2010;189:265-74.
26. Razaghifard R. Algal biofuels. Photosynth. Res, 2013. http://dx.doi.org/10.1007/s11120-0113-9828-z.
27. Alam F., Date A., Rasjidin R., Mobin S., Moria H., Baqui A. Biofuel from algae e is it a viable alternative? Proced. Eng., 2012;49:221-7.
28. Abdulqader G., Barsanti L., Tredici M.R. Harvest of arthrospira platensis from lake Kossorom (Chad) and its household usage among the Kanembu. J. Appl. Phycol., 2000;12:493-8.
29. Borowitzka M.A. Culturing microalgae in outdoor ponds. In: Andersen R.A., editor. Algal culturing techniques. Burlington M.A.: Elsevier Academic Press; 2005. p. 205-18.
Burlington M.A.: Elsevier Academic Press; 2005. p. 205-18.
30. Carvalho A.P., Meireles L.A., Malcata F.X. Microalgal reactors: a review of enclosed system designs and performances. Biotechnol. Prog, 2006;22:1490-506.
31. Brennan L., Owende P. Biofuels from microalgae e a review of technologies for production, processing, and extractions of biofuels and co-products. J. Renew. Sustain. Energy, 2010;14:557-77.
32. Chini Zittelli G., Rodolfi L., Biondi N., Tredici M.R. Productivity and photosynthetic efficiency of outdoor cultures of Tetraselmis suecica in annular columns. Aquaculture, 2006;261:932-43.
33. Kirm I., Brandin J., Sanati M. Shift catalysts in biomass generated synthesis gas. Top. Catal., 2007;45:2-11. http://dx.doi.org/10.1007/s11244-007-0236-5.
Top. Catal., 2007;45:2-11. http://dx.doi.org/10.1007/s11244-007-0236-5.
34. Hu J., Yu F., Lu Y. Application of FischereTropsch synthesis in biomass to liquid conversion. Catalysts, 2012;2:303-26. http://dx.doi.org/10.3390/catal2020303.
35. Roy S., Das D. Liquid fuels production from algal biomass. In: Das D, editor. Algal biorefinery: an integrated approach. Capital Publishing Company; 2015. p. 277-96.
36. The global biofuels market: energy security, trade and development United Nations Conference on trade and development. 2013.
37. Shah Y.R., Sen D.J. Bioalcohol as green energy e a review. Int. J. Cur. Sci. Res., 2011;01:57-62.
38. Dias M.O.S., Ensinas A.V., Nebra S.A., Filho R.M., Rossell C.E.V., Maciel M.R.W. Production of bioethanol and other bio-based materials from sugarcane bagasse: integration to conventional bioethanol production process. Chem. Eng. Res., 2009;87:1206-16.
Dias M.O.S., Ensinas A.V., Nebra S.A., Filho R.M., Rossell C.E.V., Maciel M.R.W. Production of bioethanol and other bio-based materials from sugarcane bagasse: integration to conventional bioethanol production process. Chem. Eng. Res., 2009;87:1206-16.
39. Ensinas A.V., Nebra S.A., Lozano M.A., Serra L.M. Analysis of process steam demand reduction and electricity generation in sugar and ethanol production from sugarcane. Energy Convers. Manag., 2007;48:2978-87.
40. Buddadee B., Wirojanagud W., Watts D.J., Pitakaso R. The development of multi-objective optimization model for excess bagasse utilization: a case study for Thailand. Environ. Impact Assess’. Rev., 2008;28:380-91.
41. Harun R., Singh M., Forde G.M., Danquah M.K. Bioprocess engineering of microalgae to produce a variety of consumer products. J. Renew. Sustain. Energy, 2010;14:1037-47.
J. Renew. Sustain. Energy, 2010;14:1037-47.
42. Hirano A., Ueda R., Hirayama S., Ogushi Y. CO2 fixation and ethanol production with microalgal photosynthesis and intracellular anaerobic fermentation. Energy, 1997;22:137-42.
43. Ueda R., Hirayama S., Sugata K. and Nakayama H. Process for the production of ethanol from microalgae. US Patent 1996; 5,578,472.
44. Chen P., Min M., Chen Y., Wang L., Li Y., Chen Q., et al. Review of the biological and engineering aspects of algae to biofuels approach. Int. J. Agri. Biol. Eng, 2009;2(4):1-24.
45. Ueno Y., Kurano N., Miyachi S. Ethanol production by dark fermentation in the marine green alga, Chlorococcum littorale. J. Ferment.Bioeng. , 1998;86:38-43.
, 1998;86:38-43.
46. Sarkar N., Ghosh S.K., Bannerjee S., Aikat K. Bioethanol production from agricultural wastes: an overview. Renew. Energy, 2012;37:19-27.
47. Kosaric N., Duvnjak Z., Farkas A., Sahm H., Bringer-Meyer Sindustrial chemistry. Weinheim: Wiley-VCH; 2011. http://dx.doi.org/10.1002/14356007.a09_587.pub2.
48. Sriranjan K., Pyne M.E., Chou C.P. Biochemical and genetic engineering strategies to enhance hydrogen production in photosynthetic algae and cyanobacteria. Bioresour. Technol., 2011;102:8589-604.
49. Takezawa N., Shimokawabe M., Hiramatsu H., Sugiura H., Asakawa T., Kobayashi H. Steam reforming of methanol over Cu/ZrO2. Role of ZrO2 support. React. Kinet. Catal. Lett., 1987;33:191-6.
Lett., 1987;33:191-6.
50. Phillips V.D., Kinoshita C.M., Neill D.R., Takashi P.K. Thermochemical production of methanol from biomass in Hawaii. Appl. Energy, 1990;35:167-75.
51. McGinn P.J., Dickinson K.E., Bhatti S., Frigon J., Guiot S.R., O’Leary S.J. Integration of microalgae cultivation with industrial waste remediation for biofuel and bioenergy production: opportunities and limitations. Photosynth. Res., 2011;109:231-47.
52. Yeole S.D., Aglave B.A., Lokhande M.O. Algaeoleum-a third generation biofuel. Asian J. Bio. Sci., 2009;4:344-7.
53. Naik S.N., Goud V.V., Rout P.K., Dalai A.K. Production of first and second generation biofuels: a comprehensive review. Renew. Sust. Energy Rev., 2010;14:578-97.
Energy Rev., 2010;14:578-97.
54. Raja S.A., Robinson smart D.S., Lee C.L.R. Biodiesel production from jatropha oil and its characterization. Res. J. Chem. Sci., 2011;01:81-7.
55. Cadenas A., Cabezudo S. Biofuels as sustainable technologies: perspectives for less developed countries. Technol. Forecast. Soc., 1998;58:83-103.
56. Khan S.A., Rashmi, Hussain M.Z., Prasad S., Banerjee U.C. Prospects of biodiesel production from microalgae in India. Renew. Sustain. Energy Rev., 2009;13:2361-72.
57. Gerpen V. Biodiesel processing and production. Fuel Process. Technol., 2005;86:1097-107.
58. Sheehan J. , Camobreco V., Duffield J., Graboski M., Shapouri H. Life cycle inventory of biodiesel and petroleum diesel for use in an urban bus. NREL; 1998.
, Camobreco V., Duffield J., Graboski M., Shapouri H. Life cycle inventory of biodiesel and petroleum diesel for use in an urban bus. NREL; 1998.
59. Singh A., Nigam P.S., Murphy J.D. Renewable fuels from algae: an answer to debatable and based fuels. Bioresour. Technol., 2011;102:10-6.
60. Schenk P.M., Thomas-Hall S.R., Stephens E., Marx U.C., Mussgnug J.H., Posten C., et al. Second generation biofuels: high efficiency microalgae for biodiesel production. BioEnergy Res., 2008;01:20-43.
61. Scott S.A., Davey M.P., Dennis J.S., Horst I., Howe C.J., Lea-Smith D.J., et al. Biodiesel from algae: challenges and prospects. Curr. Opin. Biotechnol., 2010;21:277-86.
62. Xu H., Miao X. , Wu Q. High quality biodiesel production from a microalga Chlorella protothecoides by heterotrophic growth in fermenters. J. Biotechnol., 2006;126:499-507.
, Wu Q. High quality biodiesel production from a microalga Chlorella protothecoides by heterotrophic growth in fermenters. J. Biotechnol., 2006;126:499-507.
63. Li Y., Horsman M., Wu N., Lan C.Q., Dubois-Calero N. Biofuels from microalgae. Biotechnol. Prog, 2008;24:815-20.
64. Ge Y., Liu J., Tian G. Growth characteristics of Botryococcus braunii 765 under high CO2 concentration in photobioreactor. Bioresour. Technol, 2011;102:130-4.
65. Suresh B., Yoneyama M., Schlag S. CEH Marketing Research Report Abstract: HYDROGEN. Chemical Industries Newsletter, SRI Consulting, Menlo Park, CA. 2007.
66. Kruse O., Rupprecht J., Mussgnug J.H., Dismukes G.C., Hankamer B. Photosynthesis: a blueprint for solar energy capture and biohydrogen production technologies. Photochem. Photobiol. Sci, 2005;04:957-70.
Photochem. Photobiol. Sci, 2005;04:957-70.
67. Prince R.C., Kheshgi H.S. The photobiological production of hydrogen: potential efficiency and effectiveness as a renewable fuel. Crit. Rev. Microbiol., 2005;31:19-31.
68. Ghirardi M.L., Dubini A., Yu J., Maness P.-C. Photobiological hydrogen-producing systems. Chem. Soc. Rev, 2009;38:52-61.
69. Seibert M. Applied photosynthesis for biofuels production. In: Smith K.C., editor. Photobiological sciences online. American Society for Photobiology; 2009.
70. Benemann J.R. Hydrogen production by microalgae. J. Appl. Phycol., 2000;12:291-300.
71. Seibert M. , King P., Posewitz M.C., Melis A., Ghirardi M.L. In: Wall J., Harwood C., Demain A., editors. Photosynthetic water-splitting for hydrogen production. Washington DC: ASM Press; 2008. p. 273-91.
, King P., Posewitz M.C., Melis A., Ghirardi M.L. In: Wall J., Harwood C., Demain A., editors. Photosynthetic water-splitting for hydrogen production. Washington DC: ASM Press; 2008. p. 273-91.
72. Tsygankov A., Kosourov S. Immobilization of photosynthetic microorganisms for efficient hydrogen production. In: Zannoni D., De Philippis R., editors. Microbial BioEnergy: hydrogen production. Dordrecht: Springer Netherlands; 2014. p. 321-47.
73. Ghirardi M.L., King P.W., Posewitz M.C., Maness P.C., Fedorov A., Kim K., et al. Approaches to developing biological h3-producing organisms and processes. Biochem. Soc. Trans., 2005;33:70-2.
74. Ghirardi M.L., Posewitz M.C., Maness P.C., Dubini A., Yu J., Seibert M. Hydrogenases and hydrogen photoproduction in oxygenic photosynthetic organisms. Annu. Rev. Plant. Biol., 2007;58:71-91.
Annu. Rev. Plant. Biol., 2007;58:71-91.
75. Allahverdiyeva Y., Aro E.M., Kosourov S.N. Recent developments on cyanobacteria and green algae for biohydrogen photoproduction and its importance in CO2 reduction. In: Gupta V.K., Tuohy M., Kubicek C.P., Saddler J., editors. Bioenergy research: advances and applications. Amsterdam: Elsevier; 2014. p. 367-87.
76. Melis A., Zhang L., Forestier M., Ghirardi M.L., Seibert M. Sustained photobiological hydrogen gas production upon reversible inactivation of oxygen evolution in the green alga Chlamydomonas reinhardtii. Plant Physiol, 2000;122:127-36.
77. Greenbaum E. Photosynthetic hydrogen and oxygen production: kinetic studies. Science, 1982;196:879-80.
78. Greenbaum E., Blankinship S.L., Lee J.W., Ford R.M. Solar photobiochemistry: simultaneous photoproduction of hydrogen and oxygen in a confined bioreactor. J. Phys. Chem. B, 2001;105:3605-9.
Greenbaum E., Blankinship S.L., Lee J.W., Ford R.M. Solar photobiochemistry: simultaneous photoproduction of hydrogen and oxygen in a confined bioreactor. J. Phys. Chem. B, 2001;105:3605-9.
79. Volgusheva A., Kukarskikh G., Krendeleva T., Rubin A., Mamedov F. Hydrogen photoproduction in green algae Chlamydomonas reinhardtii under magnesium deprivation. RSCAdv., 2015;5:5633-7.
80. Leino H., Kosourov S.N., Saari L., Sivonen K., Tsygankov A.A., Aro E.-M., et al. Extended h3 photoproduction by N2-fixing cyanobacteria immobilized in thin alginate films. Int. J. Hydrogen Energy, 2012;37:151-61.
81. Jea-Hwa L., Dong-Geun L., Jae-Il P., Ji-Youn K. Biohydrogen production from a marine brown algae and its bacterial diversity. Korean J. Chem. Eng, 2010;27(1):187-92. http://dx.doi.org/10.1007/s11814-009-0300-x.
82. Benemann J.R. Hydrogen biotechnology: progress and prospects. Nat. Biotech., 1996;14:1101-3.
83. Gaffron H., Rubin J. Fermentative and photochemical production of hydrogen in algae. J. Gen. Physiol, 1942;26:219-40.
84. Benemann J.R., Weare N.M. Hydrogen evolution by nitrogenfixing Anabaena cylindrica cultures. Science, 1974;184:174-5.
85. Winkler M., Kuhlgert S., Hippler M., Happe T. Characterization of the key step for light-driven hydrogen evolution in green algae. J. Biol. Chem., 2009;284:36620-7.
86. Gutekunst K., Chen X., Schreiber K., Kaspar U., Makam S., Appel J. The bidirectional NiFe-hydrogenase in Synechocystis sp. PCC 6803 is reduced by flavodoxin and ferredoxin and is essential under mixotrophic, nitratelimiting conditions. J. Biol. Chem, 2014;289:1930-7.
87. Shima S., Pilak O., Vogt S., Schick M., Stagni M.S., Meyer-Klaucke W., et al. The crystal structure of [Fe].-hydrogenasereveals the geometry of the active site. Science, 2008;321(5888):572-5. http://dx.doi.org/10.1126/science.1158978.
88. Appel J., Schulz R. Hydrogen metabolism in organisms with oxygenic photosynthesis: hydrogenases as important regulatory devices for a proper redox poising? Photochem. Photobiol., 1998;47:1-11.
89. Poudyal R.S., Tiwari I., Najafpour M.M., Los D.A., Carpentier R., Shen J.-R., et al. Current insights to enhance hydrogen production by photosynthetic organisms. In: Stolten D., Emonts B., editors. Hydrogen science and engineering: materials, processes, systems and technology. Wiley-VCH Verlag GmbH & Co. KGaA; 2016. p. 461-87.
90. Miura Y., Akano T., Fukatsu K., Miyasaka H., Mizoguchi T., Yagi K., et al. Hydrogen production by photosynthetic microorganisms. Energy Convers. Manag., 1995;36:903-6.
91. Antal T.K., Lindblad P. Production of h3 by sulphur-deprived cells of the unicellular cyanobacteria Gloeocapsa alpicola and Synechocystis sp. PCC 6803 during dark incubation with methane or at various extracellular pH. J. Appl. Microbiol., 2005;98:114-20.
92. Dauvillee D., Chochois V., Steup M., Haebel S., Eckermann N., Ritte G., et al. Plastidial phosphorylase is required for normal starch synthesis in Chlamydomonas reinhardtii. Plant J., 2006;48:274-85.
93. Melis A., Melnicki M.R. Integrated biological hydrogen production. Int. J. Hydrogen Energy, 2006;31:1563-73.
94. Lee J.Z., Klaus D.M., Maness P.-C., Spear J.R. The effect of butyrate concentration on hydrogen production via photofermentation for use in a Martian habitat resource recovery process. Int. J. Hydrogen Energy, 2007;32:3301-7.
95. Skjanes K., Rebours C., Lindblad P. Potential for green microalgae to produce hydrogen, pharmaceuticals and other high value products in a combined process. Crit. Rev. Biotechnol., 2013;33:172-215.
96. Bothe H., Schmitz O., Yates M.G., Newton W.E. Nitrogen fixation and hydrogen metabolism in cyanobacteria. Microbiol. Mol. Biol. Rev., 2010;74:529-51.
97. Compaore J., Stal L.J. Oxygen and the light-dark cycle of nitrogenase activity in two unicellular cyanobacteria. Environ. Microbiol., 2010;12:54-62.
98. Bandyopadhyay A., Stockel J., Min H., Sherman L. A., Pakrasi H.B. High rates of photobiological h3 production by a cyanobacterium under aerobic conditions. Nat. Commun., 2010;1:139.
99. Antoni D., Zverlov V.V., Schwarz W.H. Biofuels from microbes. Appl. Microbiol. Biotechnol, 2007;77(1):23-35.
100. Markov S.A., Weaver P.F. Bioreactors for h3 production by purple nonsulfur bacteria. Appl. Biochem. Biotecnol., 2008;145:79-86.
101. Ghirardi M.L., Mohanty P. Oxygenic hydrogen photoproduction e current status of the technology. Curr. Sci. India, 2010;98:499-507.
102. Vignais P.M., Colbeau A., Willison J.C., Jouanneau Y. Hydrogenase, nitrogenase, and hydrogen metabolism in the photosynthetic bacteria. Adv. Microbiol. Physiol., 1985;26:155-234.
103. Kars G., Gunduz U, Yucel M, Turker L, Eroglu I. Hydrogen production and transcriptional analysis of nifD, nifK and hupS genes in Rhodobacter sphaeroides O.U.001 grown in media with different concentrations of molybdenum and iron. Int. J. Hydrogen Energy, 2006;31:1536-44.
104. Uyar B., Schumacher M., Gebicki J., Modigell M. Photoproduction of hydrogen by Rhodobacter capsulatus from thermophilic fermentation effluent. Bioprocess. Biosyst. Eng., 2009;32:603-6.
105. Ozgur E., Mars A.E., Peksel B., Louwerse A., Yucel M., Gunduz U., et al. Biohydrogen production from beet molasses bysequential dark and photofermentation. Int. J. Hydrogen Energy, 2010;35:511-7.
106. Liu B.-F., Ren N.-Q., Ding J., Xie G.-J., Guo W.-Q. The effect of Ni2+, Fe2+ and Mg2+ concentration on photo-hydrogen production by Rhodopseudomonas faecalis RLD-53. Int. J. Hydrogen Energy, 2009;34:721-6.
107. Martmez-Perez N., Cherryman S.J., Premier G.C., Dinsdale R.M., Hawkes D.L., Hawkes F.R., et al. The potential for hydrogenenriched biogas production from crop: scenarios in the UK. Biomass Bioenergy, 2007;31:95-104.
108. Markov S.A., Waldron B. Hollow-fiber bioreactor for glycerin conversion into h3 by bacterium Enterobacter aerogenes. Int. Sci. J. Altern. Energy Ecol. (ISJAEE), 2010;88(8):130-4.
109. Pinto F.A.L., Troshima O., Lindbald P. A brief look at three decades of research on cyanobacterial hydrogen evolution. Int. J. Hydrogen Energy, 2002;27:1209-15.
110. Chong M.L., Sabaratnam V., Shirai Y., Hassan M.A. Biohydrogen production from biomass and industrial wastes by dark fermentation. Int. J. Hydrogen Energy, 2009;34:3277-87.
111. Guwy A.J., Dinsdale R.M., Kim J.R., Massanet-Nicolau J., Premier G. Fermentative biohydrogen production systems integration. Bioresour. Technol., 2011;102:8534-42.
112. Nath K., Das D. Modeling and optimization of fermentative hydrogen production. Bioresour. Technol., 2011;102:8569-81.
113. Zhanga Y., Yanga H., Guo L. Enhancing photo-fermentative hydrogen production performance of Rhodobacter capsulatus by disrupting methylmalonate-semialdehyde dehydrogenase gene. Int. J. Hydrogen Energy, 2016;41(1):190-7. http://dx.doi.org/10.1016/jijhydene.2015.09.122.
114. Zhou P., Wang Y., Gao R., Tong J., Yang Z. Transferring [NiFe. hydrogenase gene from Rhodopeseudomonas palustris into E. coli BL21(DE3) for improving hydrogen production. Int. J. Hydrogen Energy, 2015;40(12):4329-36. http://dx.doi.org/10.1016/j.ijhydene.2015.01.171.
115. Liu T., Zhu L., Wei W., Zhou Z. Function of glucose catabolic pathways in hydrogen production from glucose in Rhodobacter sphaeroides 6016. Int. J. Hydrogen Energy, 2015;39(9):4215-21. http://dx.doi.org/10.1016/j.ijhydene.2013.12.188.
116. Eroglu E., Melis A. Microalgal hydrogen production research. Int. J. Hydrogen Energy, 2016;41:12772-98.
117. Scoma A., Krawietz D., Faraloni C., Giannelli L., Happe T., Torzillo G. Sustained h3 production in a Chlamydomonas reinhardtii D1 protein mutant. J. Biotechnol., 2012;157:613-9.
118. Gronenberg L.S., Marcheschi R.J., Liao J.C. Next generation biofuel engineering in prokaryotes. Curr. Opin. Chem. Biol., 2013;17:462-71.
119. Hasunuma T., Okazaki F., Okai N., Hara K.Y., Ishii J., Kondo A. A review of enzymes and microbes for lignocellulosic biorefinery and the possibility of their application to consolidated bioprocessing technology. Bioresour. Technol., 2013;135:513-22.
120. Atsumi S., Higashide W., Liao J.C. Direct photosynthetic recycling of carbon dioxide to isobutyraldehyde. Nat. Biotechnol., 2009;27:1177-80.
121. Lindberg P., Park S., Melis A. Engineering a platform for photosynthetic isoprene production in cyanobacteria, using Synechocystis as the model organism. Metab. Eng., 2010;12:70-9.
122. Carere C.R., Rydzak T., Verbeke T.J., Cicek N., Levin D.B., Sparling R. Linking genome content to biofuel production yields: a meta-analysis a major catabolic pathways among select h3 and ethanol-producing bacteria. BMC Microbiol., 2012;12:295.
123. Cha M., Chung D., Elkins J.G., Guss A.M., Westpheling J. Metabolic engineering of Caldicellulosiruptor bescii yields increased hydrogen production from lignocellulosic biomass. Biotechnol. Biofuels, 2013;6:85.
124. Melis A. Solar energy conversion efficiencies in photosynthesis: minimizing the chlorophyll antennae to maximize efficiency. Plant Sci., 2009;177:272-80.
125. Verbeke T.J., Zhang X., Henrissat B., Spicer V., Rydzak T., Krokhin O.V., et al. Genetic evaluation of Thermoanaerobactor spp. for the construction of designer co-cultures to improve ignocellulosic biofuel production. PLoS One 2013;8(3): 59362.http://dx.doi.org/10.1371/journal.pone.0059362.
126. Ilmen M., den Hann R., Brevnova E., Mcbride J., Wiswall E., Froehlich A., Koivula A., et al. High level secretion of cellobiohydrolases by Saccharomyces cerevisiae. Biotechnol. Biofuels, 2011;4:30.
127. Tai M., Stephanopoulos G. Engineering the push and pull of lipid biosynthesis in oleaginous yeast Yarrowia lipolytica for biofuel production. Metab. Eng., 2013;15:1-9.
128. Buijs N.A., Siewers V., Nielsen J. Advanced biofuel production by the yeast Saccharomyces cerevisiae. Curr. Opin. Chem. Biol., 2013;17:480-8.
Биодизель — Christof Industries
Производство альтернативного горючего топлива относится к самым большим вызовам нашего времени. Многосырьевые биодизельные установки Christof Industries способствуют развитию ресурсосберегающей экономики замкнутого цикла и вносят вклад в защиту окружающей среды.
Благодаря интенсивной работе в сфере разработок и исследований компания Christof Industries стандартизировала технологию по производству биодизеля. Из недорогих сырьевых материалов или масляных отходов мы производим высококачественный биодизель по стандартам качества EN 14214 и ASTM-D6751-02.
Эффективность благодаря гибкому использованию закладываемого сырья
В разработанной компанией Christof Industries многосырьевой биодизельной установке могут перерабатываться неочищенные масла из различных старых пищевых масел и старых жиров, жирных кислот, а также других растительных масел (рапсовое масло, масло подсолнечника) различного качества (зависит от содержания свободных жирных кислот). По сравнению с другими обычными технологиями наша запатентованная технология обеспечивает высокий выход биодизеля
Установки по индивидуальным размерам с ценными побочными продуктами
С учётом специфических потребностей наших заказчиков мы проектируем, разрабатываем и строим многосырьевые биодизельные установки с производительностью от 50.000 до 250.000 тонн биодизеля в год. Наши биодизельные установки объединяют идеи экологичной экономики замкнутого цикла с максимальной экономической рентабельностью: от эффективного использования сырья и переработки всех используемых вспомогательных материалов до комплексной последующей переработки побочных продуктов (например, сельскохозяйственные удобрения, фармацетическое сырье и др.). При производстве биодизеля практически не образуются продукты отходов.
Услуги
- Консультации, проектирование и вертикально интегрированные решения
- Инжиниринг (согласования, основной и детальный инжиниринг)
- Строительство готовых «под ключ» установок (EPC), мультисырьевых биодизельных установок
- Сервисное обслуживание & поддержание в рабочем состоянии и управление производством
FFAT – мобильные решения для контейнеров
- Мобильные контейнерные установки до 9.000 т/г
- Простые решения по дополнительному оснащению или переоснащению для всех имеющихся реверсивных технологий
- Дополнительная переработка вспомогательных сырьевых материалов (низкосортных и дешёвых побочных продуктов и /или отходов)
- Низкие производственные затраты благодаря восстанавливающемуся катализатору
- Время амортизации / срок окупаемости менее трёх лет
- Отсутствуют высокие давления и температуры, нет остатков и побочных продуктов
БИОДИЗЕЛЬ ТАРЫМСАЛ ЭНЕРДЖИ УРЕТИМИ САН ВЕ ТИЖ А.Ш. (ПРОИЗВОДСТВО СЕЛЬХОЗ ЭНЕРГИИ
Цель проекта: Первая инвестиция в Турции в сбор отработанного масла для производства биотоплива
Охват проекта: Строительство завода по производству биотоплива из собранного отработанного масла по Турции с мощностью 50,000 тонн/год.
Описание компаний
Организационная структура:
Местоположение: Завод по производству расположен в области Коджаэли, Картепе, Свободной Промышленной Зоне Арсланбек. Выгодное местоположение по причине близкого местонахождения складских помещений клиентов, осуществляющих продажу продукта. По Турции имеется 74 лицензированных машины для сбора и 23 второстепенных и 1 главный объект складирования отработанного растительного масла.
Общие сведения о проекте: В Турции положено начало благодаря сбору отработанного растительного масла и производству биотоплива. Применение дизельного топлива на основе биотоплива параллельно с миром имеет 4 главные цели и вносит вклад в экономику Турции:
1. Благодаря переработке собираемого отработанного растительного масла и его переработке в продукт с высокой добавленной стоимостью, огромная польза для здоровья человека и окружающей среды,
2. Открытие для сельхоз продукции нового сектора с высокой добавленной стоимостью, и таким способом внесение вклада в снижение субсидий,
3. Снижение зависимости Турции от нефти
4. Уменьшить выделение в атмосферу при горении в двигателе отравляющих газов, и, в особенности, окиси углерода (%3), за счёт смешения биотоплива с %11 кислородом. Если в Турции использовать 150,000 тонн переработанного животного жира и растительного масла в производстве биотоплива, высвобождаемое количество окиси углерода уменьшится на 450,000 тонн.
Результат: Наш проект, распределительная деятельность которого полностью передана крупным дистрибьюторским компаниям, является первым в Турции в своём роде. Мы вносим вклад как в охрану здоровья человека, так и защиту окружающей среды благодаря переработке отработанных растительных масел в продукцию с высокой добавленной стоимостью. Мы верим в правильное основание для вложенных инвестиций, судя по тому, что наша компания единственная производит данный продукт на рынке, в настоящее время имеет 6 клиентов на покупку товара и выбрала стратегически правильное местоположение. Поддержка данного проекта, имеющего огромный экологический и социальный вклад, имеет большой смысл для нас.
Нажмите для перехода на сайт TBE Биотопливо
Ежемесячный отчет о производстве биодизеля— Управление энергетической информации
Уведомление: Управление энергетической информации США (EIA) объявило, что оно опубликует расширенные ежемесячные данные о биотопливе в новом отчете — Ежемесячный отчет о производственных мощностях и сырье . 31 марта 2021 года EIA планирует опубликовать первую редакцию этого отчета, которая будет содержать данные за январь 2021 года.
Ежемесячный отчет о производстве биотоплива и сырье заменяет ежемесячный отчет о производстве биодизеля , но отчет по биодизелю будет по-прежнему источником исторических ежемесячных данных EIA по биодизелю до января 2021 года.
| Состояние | Производители | Годовая производительность (миллионов галлонов в год) |
|---|---|---|
| Алабама | 1 | 20 |
| Аляска | 1 | 0 |
| Аризона | 1 | 2 |
| Арканзас | 3 | 115 |
| Калифорния | 8 | 81 |
| Коннектикут | 1 | 33 |
| Грузия | 3 | 19 |
| Гавайи | 1 | 6 |
| Иллинойс | 5 | 168 |
| Индиана | 3 | 107 |
| Айова | 10 | 459 |
| Канзас | 1 | 60 |
| Кентукки | 1 | 54 |
| Мэн | 1 | 1 |
| Массачусетс | 1 | 1 |
| Мичиган | 2 | 15 |
| Миннесота | 3 | 85 |
| Миссисипи | 3 | 102 |
| Миссури | 8 | 253 |
| Нью-Гэмпшир | 1 | 4 |
| Северная Каролина | 1 | 2 |
| Северная Дакота | 1 | 85 |
| Огайо | 1 | 71 |
| Оклахома | 1 | 38 |
| Орегон | 1 | 17 |
| Пенсильвания | 2 | 90 |
| Род-Айленд | 1 | 7 |
| Южная Каролина | 1 | 5 |
| Теннесси | 2 | 38 |
| Техас | 8 | 380 |
| Вирджиния | 4 | 13 |
| Вашингтон | 2 | 112 |
| Висконсин | 2 | 33 |
Основные моменты
Производство — U.S. производство биодизеля составило 159 миллионов галлонов в декабре 2020 года. Производство биодизеля в декабре 2020 года было на 8 миллионов галлонов выше, чем производство в ноябре 2020 года. Всего штатов. Производство производилось на 85 заводах по производству биодизеля мощностью 2,5 миллиарда галлонов в год.
Продажи — Продажи биодизеля производителями в декабре 2020 года включали 74 миллиона галлонов, проданных как чистый B100 (100% биодизель), и еще 73 миллиона галлонов, проданных как биодизельные смеси (содержащие как чистое биодизельное топливо, так и нефтяное дизельное топливо).
Сырье — Всего в декабре 2020 года было использовано 1176 миллионов фунтов сырья для производства биодизеля. Соевое масло оставалось крупнейшим сырьем для биодизеля в декабре 2020 года с потребленным 744 миллионами фунтов.
Принципы и процессы производства биодизеля — Farm Energy
Введение
Процесс производства биодизеля включает химическую реакцию. Это означает, что промышленность по производству биодизеля — это химическая промышленность.Те, кто занимается производством биодизеля, должны хорошо разбираться в химическом составе, чтобы гарантировать безопасное получение качественного топлива.
Найдите эти темы и многие другие связанные ресурсы СМИ Farm Energy в архиве СМИ Farm Energy.
Биодизель — это альтернативное топливо для дизельных двигателей, которое получают путем химической реакции растительного масла или животного жира со спиртом, таким как метанол или этанол. На словах реакция:
- Масло + спирт → биодизель + глицерин
На фотографии изображена бутылка биодизеля и глицерина (также называемого глицерином).Биодизель — это более светлый слой вверху. Неочищенный глицерин более темного цвета осел на дно.
Бутылка биодизеля (верхний слой) и глицерина (нижний слой)
Важно понимать, что немодифицированное растительное масло, иногда называемое чистым растительным маслом (SVO) или отработанным растительным маслом (WVO), не является биодизельным топливом. Некоторые люди использовали SVO или WVO в дизельных двигателях с разной степенью успеха. Основная проблема — высокая вязкость и низкая летучесть немодифицированных растительных масел.Все без исключения производители двигателей США не рекомендуют использовать SVO и WVO. Более подробное обсуждение SVO и WVO можно найти здесь.
Биодизель обычно предпочтительнее SVO и WVO, потому что химическая реакция превращает масло или жир в соединения, которые ближе к углеводородам, содержащимся в обычном дизельном топливе.
Химическая реакция, при которой растительное масло или животный жир превращается в биодизельное топливо, называется «переэтерификацией». Это длинное название простого процесса объединения химического соединения, называемого «сложным эфиром», и спирта для получения другого сложного эфира и другого спирта.Масла и жиры относятся к семейству сложных эфиров. Когда они реагируют с метанолом или этанолом, они образуют метиловые или этиловые эфиры и новый спирт, называемый глицерином или, чаще, глицерином.
Растительные масла и животные жиры, используемые для производства биодизеля, могут быть получены практически из любого источника. Все эти продукты состоят из химических веществ, называемых триглицеридами, поэтому биодизельное топливо можно производить из соевого масла, масла канолы, говяжьего жира и свиного сала и даже из таких экзотических масел, как масло грецкого ореха или масло авокадо.
Для производства биодизеля можно использовать даже использованное кулинарное масло или отработанное масло. Однако эти масла представляют особые проблемы для производства биодизельного топлива, поскольку они содержат загрязнители, такие как вода, мясные обрезки и панировка, которые необходимо отфильтровать, прежде чем масло превратится в биодизельное топливо.
Метанол — наиболее распространенный спирт, используемый для производства биодизеля. Иногда его называют метиловым или древесным спиртом. Он очень токсичен, и проглатывание всего лишь ложки может вызвать слепоту или даже смерть.Опасное воздействие может также произойти при вдыхании паров метанола или абсорбции метанола через контакт с кожей. В Соединенных Штатах этанол обычно дороже метанола, поэтому его реже используют для производства биодизеля. Это алкоголь, который содержится в алкогольных напитках, поэтому в небольших количествах он не токсичен. Тем не менее, он подлежит очень жестким правительственным постановлениям из-за налоговых требований, связанных с алкогольными напитками.
Химическая реакция, используемая для производства биодизеля, требует катализатора.Катализатор обычно представляет собой химическое вещество, добавляемое к реакционной смеси для ускорения реакции. Поскольку катализатор не расходуется в реакции, он останется в конце в той или иной форме. В производстве биодизеля соединение, которое катализирует реакцию, называется метоксидом. Один из распространенных способов получения метоксида — растворение гидроксида натрия или гидроксида калия в метаноле. Крупные производители покупают раствор метоксида натрия в метаноле, с которым гораздо безопаснее работать.
Высококачественное биодизельное топливо соответствует требованиям спецификации D6751 Американского общества испытаний материалов (ASTM).Тестирование топлива для проверки соответствия может быть дорогостоящим, особенно для мелких производителей, но это самый надежный способ гарантировать, что потребители топлива будут иметь доступ к высококачественному топливу.
Другие темы о производстве биодизеля
Масличные культуры для производства биодизеля
Обработка масличных культур для производства биодизеля
Старые и отработанные масла и смазки для биодизеля
Предварительная обработка сырья при производстве биодизеля
Безопасное обращение с химическими веществами при производстве биодизеля
Коммерческие и крупномасштабные системы производства биодизеля
Малые системы производства биодизеля
Мобильные системы производства биодизеля
Реакторы для производства биодизеля
Оборудование для систем производства биодизеля
Органы управления и приборы для производства биодизеля
Качество биодизельного топлива
Транспортировка и хранение биодизеля
Производительность процессора для производства биодизеля
Последующая обработка при производстве биодизеля
Управление отходами при производстве биодизеля
Восстановление метанола при маломасштабном производстве биодизеля
Омыление в производстве биодизеля
Метоксидные катализаторы в производстве биодизеля
Новые способы применения сырого глицерина при производстве биодизеля
Для получения дополнительной информации
Соавторы этой статьи
Автор
Рецензенты
Основные сведения о биодизеле
Что такое биодизель?
Биодизель, изготовленный из все более разнообразного сочетания ресурсов, таких как переработанное кулинарное масло, соевое масло и животные жиры, представляет собой возобновляемую, экологически чистую замену дизельного топлива, которую можно использовать в существующих дизельных двигателях без модификации.Это национальный первое отечественное коммерчески доступное современное биотопливо.
A Техническое определение
Биодизель, пригодный для использования в качестве топлива, должен производиться в соответствии со строгими отраслевыми спецификациями, чтобы обеспечить надлежащую производительность. Смеси биодизеля соответствуют требованиям для легального дизельного моторного топлива (ASTM D7467). Кроме того, B100 должен соответствовать определению ASTM для самого биодизеля (ASTM D6751). Сырое растительное масло не соответствует этим требованиям к дизельному топливу. и поэтому не считается биодизелем.
Техническое определение биодизеля выглядит следующим образом:
Биодизель, n — топливо, состоящее из моноалкиловых эфиров длинноцепочечных жирных кислот, полученных из растительных масел или животных жиров, обозначенное B100 и отвечающее требованиям ASTM D. 6751.
Biodiesel Blend, n — смесь биодизельного топлива, соответствующего ASTM D 6751, с дизельным топливом на нефтяной основе, обозначенным BXX, где XX представляет объемный процент биодизельного топлива в смеси.
Производство биодизеля
Биодизель производится с помощью химического процесса, называемого переэтерификацией, при котором глицерин отделяется от жира или растительного масла. В результате остаются два продукта — метиловые эфиры и глицерин.
Метиловые эфиры — это химическое название биодизеля, а глицерин используется в различных продуктах, включая мыло.
Рост отрасли
Производство биодизеля на ранних этапах роста было осторожным и осознанным, с упором на обеспечение устойчивости отрасли.Биодизель без проблем работает с существующей инфраструктурой и транспортными средствами, и отрасль потратила много времени на документирование и демонстрацию способности топлива. Сегодня с производства снимается более 78 процентов дизельных автомобилей. линии одобрены для использования до B20.
Текущее производство
Производство биодизеля охватывает все США и выросло до более чем 125 заводов, способных производить 3 миллиарда галлонов. В 2018 году биодизельная промышленность США произвела 2,6 миллиарда галлонов биодизеля.Производство — это не только галлоны произведено, но и об экономических выгодах для США. Индустрия биодизеля поддерживает почти 60 000 рабочих мест и генерирует миллиарды долларов в ВВП, доходах домохозяйств и налоговых поступлениях.
Наличие биодизеля
Биодизель доступен по всей стране, и смеси, превышающие 4 процента, необходимо маркировать на насосе. При заправке ищите черную и синюю наклейку с биодизелем. Биодизель можно приобрести у дистрибьюторов или в розничных точках.
Устойчивое развитие
Новые земли не требуются для производства биодизеля. Вместо этого в этом передовом биотопливе используются легко доступные и разнообразные ресурсы. И это еще не все. Биодизель имеет ряд экологических преимуществ по сравнению с дизельным топливом. топливо:
- Снижает количество парниковых газов в течение всего жизненного цикла на 86 процентов
- Снижает содержание твердых частиц на 47 процентов, уменьшает смог и делает наш воздух более здоровым для дыхания
- Снижает выбросы углеводородов на 67 процентов
- На каждую единицу ископаемой энергии, необходимой для производства биодизеля, 3.Возвращено 5 единиц возобновляемой энергии, лучшее из любого топлива в США
Что такое топливо Bioheat®?
Топливо Bioheat® представляет собой смесь биодизеля и печного топлива со сверхнизким содержанием серы. Это простой выбор и разумное решение, позволяющее получить более качественное топливо для вашего дома и окружающей среды. Топливные смеси Bioheat® — это будущее печного топлива, промышленность штурмом. Сегодня дилеры обычно поставляют топливные смеси Bioheat® от B2 до B100.Потребители систем отопления должны проконсультироваться со своим поставщиком топлива о преимуществах каждого из них и о том, для какого типа топливной смеси Bioheat® лучше всего подходит их дом. Более подробную информацию можно найти на сайте www.mybioheat.com.
Термины и сокращения
Чтобы помочь, мы составили набор основных терминов и сокращений и создали простой список, который поможет отслеживать ключевую отраслевую информацию.
Оборудование, материалы и коррозия в биодизельной промышленности
Рудольф Дизель, изобретатель двигателя с воспламенением от сжатия, изначально проектировал двигатель для работы на растительных маслах.В 1912 году он заявил: «Использование растительных масел в качестве моторного топлива сегодня может показаться незначительным, но со временем такие масла могут стать такими же важными, как нефть и продукты из каменноугольной смолы в настоящее время». Однако с развитием недорогого дизельного топлива использование растительных масел в качестве топлива было понижено. Позже, в 1937 году, в Бельгии был получен первый патент на процесс производства биодизеля. Он был получен путем переэтерификации растительных масел с использованием этанола.Основной причиной преобразования растительного масла в биодизельное топливо было снижение его высокой вязкости и улучшение горящих свойств. 1
В связи с нефтяным кризисом 1970-х годов, связанным с проблемами энергетической безопасности и окружающей среды, развитие биотоплива было стимулировано. Таким образом, снова на первый план вышло использование растительных масел. В настоящее время наибольшая доля в мировом производстве биодизеля принадлежит США и Европейскому Союзу, за ними следуют Аргентина, Бразилия, Индонезия, Сингапур, Таиланд и другие страны. 2
В Мексике все еще нет рынка биодизеля; однако существует Инициатива по реформированию Закона о продвижении и развитии биоэнергетики, которая предусматривает обязательное внедрение биотоплива на мексиканский рынок.
Биодизель
Биодизель представляет собой смесь моноалкиловых эфиров с длинными цепями жирных кислот и производится путем переэтерификации растительных масел или животных жиров. Обычные катализаторы являются щелочными или кислотными (например, гидроксид натрия [NaOH], гидроксид калия [KOH], серная кислота [H 2 SO 4 ]) или получают прививкой оснований, солей, оксидов металлов и ферментов на различных носители, такие как оксид алюминия, диоксид кремния и смолы.В настоящее время переэтерификация через щелочной катализатор является предпочтительным и наиболее часто используемым методом для производства биодизельного топлива на коммерческом уровне из-за экономических причин и высоких выходов. Он состоит из реакции растительных масел или животных жиров с короткоцепочечным спиртом в присутствии NaOH или KOH [уравнение (1)]. 3 Молярное соотношение составляет 1: 3 (масло / спирт) для получения трех метиловых эфиров жирных кислот (FAME) и глицерина в качестве побочного продукта. Неочищенное биодизельное топливо (рис. 1) производится из отработанного растительного масла (верхняя фракция) и глицерина (нижняя фракция).
Обычно биодизельное топливо смешивают с дизельным топливом с разными уровнями концентрации. Наиболее продаваемые и используемые смеси на рынке биотоплива — это B2, B5, B10 и B20, поскольку в используемых системах не требуется никаких серьезных модификаций. Заглавная буква «B» отражает присутствие биодизеля в смеси, а следующая цифра обозначает процентное содержание биотоплива. В настоящее время проводятся новые исследования для оценки характеристик и свойств бинарных и тройных смесей биотоплива (например,например, биодизель-дизель-биоэтанол и биодизель-дизель-биобутанол).
Устойчивость к окислению биодизеля ниже, чем у дизельного топлива. Воздух, влажность, ультрафиолетовое излучение и микроорганизмы ускоряют окисление биодизеля. Продуктами окисления биодизельного топлива являются пероксиды, гидропероксиды, монокарбоновые кислоты (например, муравьиная кислота, уксусная кислота, пропионовая кислота и гексановая кислота), альдегиды, кетоны и спирты. Присутствие кислот увеличивает общее кислотное число и потенциальные проблемы коррозии. 4-5
Среди других особенностей, которые делают биодизельное топливо более коррозионным и с более высоким потенциалом разложения, чем дизельное топливо, можно выделить следующие: 6-7 Старение биодизеля играет важную роль — подобно растительным маслам, оно становится прогорклым в течение нескольких недель; имеет более высокую электропроводность; он более гигроскопичен; и как растворитель может ускорять разрушение полимеров и эластомеров, вызывая их набухание и потерю механических свойств.
Следовательно, надлежащее обращение с биодизелем от производства, хранения и транспортировки до конечного использования должно включать надлежащий выбор материалов и меры по обеспечению качества, чтобы гарантировать снижение коррозионных повреждений и проблем деградации на различных этапах цепочки поставок биодизеля.
Оборудование и материалы для биодизеля
Производство биодизеля требует использования устойчивых к коррозии и разложению материалов из-за характеристик, связанных с химическими реагентами и катализаторами, используемыми в процессе производства биодизеля, а также с характеристиками самого топлива. Цепочка поставок биодизеля начинается с производства сырья и логистики, за которыми следуют производство, хранение и распределение биодизеля. Заключительный этап — конечное использование. В цепочке поставок биодизеля существует большое разнообразие систем, оборудования и компонентов, состоящих из различных металлических и полимерных материалов.Биодизель остается в контакте со многими из них, в основном на этапах производства, хранения, распределения и конечного использования (рис. 2).
Наиболее типичное оборудование, компоненты и соответствующие материалы, используемые в цепочке поставок биодизеля, сведены в Таблицу 1.
Было проведено исследование совместимости биодизельного топлива с металлическими и полимерными материалами. В таблице 2 показаны совместимые и несовместимые с биодизелем материалы с учетом характеристик коррозии и разложения.
Деградация материалов
Точечная коррозия была обычным явлением для металлов, которые были протестированы на коррозионную активность в биодизельном топливе, таких как алюминий, медь, медные сплавы и углеродистая сталь. SS оказался невосприимчивым к точечной коррозии в биодизельном топливе и наиболее устойчив к коррозии.
Что касается полимеров и эластомеров, наиболее подвержены деградации полимеры на основе натурального каучука. Они наименее совместимы с биодизелем, поскольку биотопливо ведет себя как растворитель.Биодизель вызывает набухание полимеров и эластомеров и влияет на их механические свойства. В конце концов, материал затвердевает, а хрупкость увеличивается, что приводит к разрыву. 9 В дальнейшем рекомендуется использование полиэтилена высокой плотности и синтетического каучука, такого как фторэластомеры, поскольку доказана их совместимость с биодизелем.
В настоящее время биодизель находит множество применений в различных отраслях промышленности по всему миру, в том числе в качестве топлива в армии, на морском транспорте, самолетах, общественном транспорте, бытовых транспортных средствах, системах аварийного питания, печах и котлах.Совместимость биодизеля с различными материалами — это проблема, требующая особого внимания в каждой отрасли или секторе, где она применяется. Таким образом, производители и поставщики обеспечивают качество биодизеля. Не отвечающий техническим требованиям биодизель может повредить или поставить под угрозу надлежащую работу систем, машин или автомобилей из-за коррозии и разрушения материалов, плохого сгорания, низкой производительности и засорения фильтров, среди прочего.
Биодизель должен соответствовать требованиям, установленным соответствующими органами США и Европейского Союза, или нормативным актам каждой страны.Что касается коррозионных испытаний меди в Соединенных Штатах, биотопливо соответствует ASTM D130 «Метод испытания на коррозионную активность меди из нефтепродуктов с помощью теста на медную пластину». 10 Свежеполированную медную полоску погружают в определенный объем испытываемого топлива и нагревают в условиях температуры и времени, специфичных для класса испытуемого материала. В конце периода нагрева медная полоса удаляется и промывается, а цвет и степень потускнения оцениваются по стандарту ASTM D130.Уровень коррозии оценивается как легкое потускнение (1a, 1b), умеренное потускнение (2a, 2b, 2c, 2d, 2e), темное потускнение (3a, 3b) и коррозия (4a, 4b, 4c). Обычно при оценке коррозии меди в биодизельном топливе полученные результаты соответствуют легкому потускнению.
Официальный мексиканский стандарт (NOM) NOM-EM-005-CRE-2015 11 — это официальный стандарт, применяемый к нефтепродуктам, связанный со спецификациями качества. Он устанавливает все требования, которым должно соответствовать топливо на каждом этапе цепочки поставок в стране.В соответствии со стандартом оцениваются следующие виды топлива: бензин, авиационное топливо, автомобильное дизельное топливо, сельскохозяйственное дизельное топливо, судовое дизельное топливо, промышленное дизельное топливо, тяжелая нефть, авиационный газ и сжиженный нефтяной газ. Этот NOM цитирует ASTM D130.
Медь была выбрана в качестве примера, чтобы показать реакции, которые происходят на ее поверхности при воздействии биодизеля: 12
ASTM D130 — это качественный тест, который оценивает только коррозионную активность меди, подвергнутой воздействию свежего образца биодизеля. Основная проблема, связанная с этим тестированием, заключается в том, что биодизельное топливо подвержено старению и самоокислению, которое за несколько недель становится более кислым и коррозионным.Кроме того, медь — не единственный материал, который остается в контакте с биодизелем в системах, оборудовании и механизмах; следовательно, проводится более всестороннее тестирование для оценки коррозионных характеристик биодизеля в присутствии различных материалов с помощью методов гравиметрической, электрохимической, инфракрасной спектроскопии и сканирующей электронной микроскопии. Другие определения, применяемые к биодизелю и связанные с потенциальными проблемами коррозии и разложения, — это кислотное число, устойчивость к окислению и содержание метанола, установленные международными стандартами.Предотвращение коррозии
В биодизельной промышленности применяются ингибиторы коррозии для замедления коррозии металлических частей оборудования. 13 Было проведено исследование ингибиторной эффективности ингибиторов коррозии на основе амина этилендиамина, н-бутиламина и трет-бутиламина в отношении коррозионного железа, подверженного воздействию биодизельного топлива. Ингибиторы на основе амина абсорбируются на поверхности металла и предотвращают коррозию, образуя барьер. 14
Биодизель имеет низкую окислительную стабильность; поэтому добавление антиоксидантов к биодизелю является нормальной практикой в биодизельной промышленности для замедления процесса его самоокисления и образования коррозионных соединений. 15 Используемые антиоксиданты варьируются от природных токоферолов до синтетических (например, бутилированного гидрокситолуола, третичного бутилгидрохинона, пирогаллола, пропилгаллата и бутилированного гидроксианизола). Синтетические антиоксиданты широко используются в нефтяной промышленности.
Выводы
Производство и потребление биодизеля поощряются и расширяются во всем мире благодаря текущим усилиям по снижению зависимости от ископаемого топлива и смягчению проблемы изменения климата.Биодизельная промышленность требует использования устойчивых к коррозии и деградации материалов в цепочке поставок оборудования, машин, транспортных средств и систем, таких как нержавеющая сталь, алюминий, фторэластомеры и полиэтилен высокой плотности. Добавление ингибиторов коррозии и антиоксидантов к биодизелю также необходимо для смягчения последствий коррозии и проблем деградации металлических и полимерных материалов.
† Торговое наименование.Список литературы
1 G. Knothe, J.Герпен, Дж. Краль, Справочник по биодизелю (Урбана, Иллинойс: AOCS Press, 2005), стр. 309, ISBN: 978-1-893997-79-0.
2 Международное агентство по возобновляемым источникам энергии (IRENA), «Глобальные прогнозы предложения и спроса на биоэнергетику», рабочий документ для REmap 2030 (2014 г.), https://www.irena.org/publications/2014/Sep/Global-Bioenergy-Supply -and-Demand-Prosions-A-working-paper-for-REmap-2030 (9 декабря 2015 г.).
3 Г. Монтеро и др., «Обзор производства биодизеля в Мексике, биотопливо — состояние и перспективы», Кшиштоф Бирнат, изд., https://www.intechopen.com/books/biofuels-status-and-perspective/an-overview-of-biodiesel-production-in-mexico (2 ноября 2015 г.), ISBN: 978-953-51-2177 -0, InTech (2015), DOI: 10.5772 / 59400.
4 С. Шобер, М. Миттельбах, «Влияние антиоксидантов на окислительную стабильность биодизеля», European J. of Lipid Science and Technology 106 (2004): стр. 382-389.
5 Х. Тан и др., «Обзор качества биодизельных смесей, продаваемых на розничных станциях», Fuel 87 (2008): стр.2,951-2,955.
6 Э. Торснер, «Решение проблем коррозии в индустрии биотоплива», Коррозионная инженерия, наука и технологии 45 (2010): стр. 42-48.
7 М. Коронадо и др., «Технологические проблемы материалов для развития биодизельной промышленности в Мексике», в «Материалы и процессы для энергетики: связь текущих исследований и технологических разработок», Исследовательский центр Formatex (2013), http: // www.formatex.info/energymaterialsbook/book/279-288.pdf (24 ноября 2015 г.).
8 Национальный совет по биодизелю (NBB), https://biodiesel.org/docs/ffs-performace_usage/materials-compatibility.pdf?sfvrsn=4 (3 января 2016 г.).
9 М. Коронадо и др., «Разрушение топливного шланга из нитрилкаучука при использовании биодизеля», Energy 68, 15 (2014): стр. 364-369.
10 ASTM D130-12. «Стандартный метод определения коррозионного воздействия на медь из нефтепродуктов с помощью теста медной полосы» (Вест Коншохокен, Пенсильвания: ASTM International, 2012).
11 NOM-EM-005-CRE-2015, «Norma Oficial Mexicana de Emergencia,« Especificaciones de Calidad de los Petrolíferos », http: // dof.gob.mx/nota_detalle.php?codigo=5413788&%20fecha=30.10.2015.
12 А. Фазал, А. Хасиб, Х. Масьюки, «Механизм коррозии меди в пальмовом биодизе», Corros. Sci. 67 (2013): стр. 50-59.
13 Н. Ченг и др., Ингибиторы коррозии для длительной защиты военной техники и транспортных средств », MP 55, 1 (2016): стр. 54-57.
14 Б. Сингх, Дж. Корстад, Ю. Шарма, «Критический обзор коррозии деталей двигателя с воспламенением от сжатия (CI) биодизелем и смесями биодизельного топлива и ее ингибирование», Обзоры возобновляемой и устойчивой энергетики 16, 5 (2012 г.) ): стр.3,401–3,408.
15 Дж. Пуллен, К. Саид, «Экспериментальное исследование факторов, влияющих на окислительную стабильность биодизельного топлива FAME», Технология переработки топлива 125 (2014): стр. 223-235.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно.Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом.Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу.Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в cookie-файлах может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
границ | Современные катализаторы для производства биодизеля
Введение
Потребность в энергии, ограниченные запасы, быстро растущие цены на нефтяное масло и пагубное воздействие парниковых газов заставили обратить наше внимание на альтернативные источники энергии.Стремление к экологически чистым технологиям стимулирует исследовательские инициативы по поиску потенциальных источников энергии, которые являются возобновляемыми, биоразлагаемыми, нетоксичными и в основном углеродно нейтральными (Arbab et al., 2015). Исторически ископаемое топливо играло жизненно важную роль в глобальном спросе на энергию (Jayed et al., 2009). Дизельный двигатель, названный в честь его изобретателя Рудольфа Дизеля, был запатентован в 1892 году и с тех пор существенно удовлетворял эту потребность в энергии. Дизельные двигатели были наиболее важны для тяжелых и коммерческих транспортных средств, и их важность постоянно возрастает.Дизельный двигатель является наиболее эффективным типом двигателя внутреннего сгорания, обеспечивающим отличную экономию топлива и низкий уровень выбросов углекислого газа (CO 2 ) (Fattah et al., 2018). Хотя дизельные двигатели, возможно, превосходят любые другие энергопроизводящие устройства для транспортного сектора с точки зрения эффективности, крутящего момента и общей управляемости, они страдают от худших характеристик с точки зрения выбросов (Silitonga et al., 2013a).
Биодизель — это возобновляемый источник энергии, который может заменить дизельное топливо на основе ископаемого топлива и может уменьшить недостатки дизельных выбросов (Abedin et al., 2014). Дизельное топливо получают фракционной перегонкой из сырой нефти, которая обычно содержит смесь чистых молекул углеводорода (без молекулы кислорода), размер которых варьируется от 8 до 21 атома углерода. С другой стороны, биодизельное топливо состоит из длинноцепочечных углеводородов со сложноэфирной функциональной группой (–COOR). Таким образом, он определяется как моноалкиловые сложные эфиры длинноцепочечных жирных кислот, полученных из различного сырья, а именно растительных масел, животных жиров или других липидов, также известных как триацилглицериды (ТАГ) или, проще говоря, триглицериды (Hoekman and Robbins , 2012).Биодизельное топливо производится с использованием процесса переэтерификации или алкоголиза, которому обычно способствуют кислоты, основания, ферменты и другие типы и формы катализаторов (Ong et al., 2014). Катализаторы могут быть как в гомогенной, так и в гетерогенной фазе реагентов. Если катализатор остается в той же фазе (обычно жидкой), что и реагенты во время алкоголиза, то это гомогенный катализатор. Если катализатор находится в фазе, отличной от фазы реагентов (обычно нежидкой), то это гетерогенный катализатор (Ruhul et al., 2015). Выбор подходящего катализатора зависит от нескольких факторов, а именно от количества свободных жирных кислот (СЖК) в масле, содержания воды и т. Д.
Гомогенные катализаторы, как правило, эффективны при преобразовании биодизельного топлива с низким содержанием FFA и воды, содержащей сырье единственного происхождения (Silitonga et al., 2013a). Масла с более высоким содержанием FFA приводят к образованию мыла, что, в свою очередь, влияет на активность катализатора (Fattah et al., 2014a). Кроме того, катализатор частично смешивается с биодизелем и смешивается с глицерином, что приводит к проблемам отделения продукта от смеси реагентов (Tan et al., 2019). С другой стороны, гетерогенные катализаторы обеспечивают высокую активность, селективность и приспособляемость к воде благодаря наличию большого количества активных кислотных или основных центров. По теме катализаторов, особенно гетерогенных, ранее публиковались различные обзоры. В таблице 1, представленной ниже, обобщены некоторые критические обзорные статьи за последнее десятилетие, а также их краткое введение. Новизна данной статьи заключается в обзоре работ многих исследователей по разработке различных гомогенных и гетерогенных катализаторов, используемых на сегодняшний день для производства биодизеля.В этой статье представлены различные типы катализаторов и сравнивается их пригодность и связанные с ними проблемы в процессе переэтерификации с акцентом на каталитическую активность, селективность, загрузку катализатора и возможность повторного использования.
Таблица 1 . Подробности обзора каталитической переэтерификации.
Производство биодизеля с использованием алкоголиза
Обычным процессом производства биодизеля является переэтерификация или алкоголиз (обычно метанолиз), при котором триглицериды реагируют со спиртами (обычно с метанолом) в присутствии катализатора, гомогенного или гетерогенного, в качестве промотора реакции, с образованием жирной кислоты. сложные алкиловые эфиры [обычно метиловые эфиры жирных кислот (FAME)] (Mahlia et al., 2020). Переэтерификация состоит из нескольких последовательных обратимых и катализируемых реакций, в которых триглицериды постепенно превращаются в диглицериды, моноглицериды и, наконец, глицерин (также известный как глицерин) (Ong et al., 2019). Обычно биодизельное топливо получают с использованием одностадийной реакции переэтерификации, катализируемой щелочными катализаторами. Однако, в зависимости от содержания свободных жирных кислот и воды, может потребоваться двухстадийная реакция, когда кислотно-катализируемый алкоголиз, также известный как этерификация, предшествует процессу переэтерификации (Ashraful et al., 2014). Принципиальная схема одно- и двухступенчатого производства биодизеля показана на рисунке 1. Стандарт свойств нефтяного дизельного топлива и биодизеля в соответствии с Американским обществом испытаний и материалов (ASTM) и Европейским стандартом (EN) показан в таблице 2.
Различные катализаторы для производства биодизеля
Присутствие катализатора увеличивает скорость реакции, тем самым увеличивая выход продукта. В процессе переэтерификации для производства биодизеля используются различные катализаторы.Как обсуждалось ранее, катализаторы, используемые для реакции переэтерификации, сложны для группы. Однако, основываясь на предыдущих обзорных статьях, их можно разделить на четыре основные категории, а именно: гомогенные катализаторы, гетерогенные катализаторы, биокатализаторы и нанокатализаторы (Shan et al., 2018; Akubude et al., 2019), которые можно дополнительно классифицировать. в разные подгруппы. Классификация представлена на рисунке 2.
Рисунок 2 . Различные катализаторы, используемые для производства биодизеля.
Переэтерификация или алкоголиз могут катализироваться как гомогенно, так и гетерогенно. При гомогенном катализе реакции обычно протекают быстрее и требуют меньшей нагрузки, чем при гетерогенном катализе. Одним из основных недостатков гомогенных катализаторов является то, что отделение этих катализаторов от среды является сложным и часто неэкономичным; как таковые, их повторное использование часто невозможно. Кроме того, несколько этапов промывки, связанных с удалением катализатора из продукта, приводят к потреблению воды, часто деионизированной, и значительному образованию сточных вод (De Lima et al., 2016). С другой стороны, гетерогенные катализаторы находятся в другой фазе, чем реакционная система, что позволяет удалять катализатор на различных стадиях. Впоследствии их можно использовать повторно без интенсивной мойки. Кроме того, можно получить глицерин высокой чистоты по сравнению с глицерином при гомогенном катализе за счет значительно меньшего количества растворенных ионов, что позволяет использовать его в промышленных процессах. Из-за упомянутых выше преимуществ переэтерификации с использованием гетерогенных катализаторов в последнее десятилетие уделяется повышенное внимание (Lam et al., 2010; Ling et al., 2019). Однако частичное выщелачивание активных центров, разрушение микроструктуры катализатора и осаждение органических веществ из реакционной смеси создают проблемы для применимости этих катализаторов (Zhang et al., 2020). Поэтому синтез активных многоразовых гетерогенных катализаторов представляет собой серьезную проблему в производстве биодизельного топлива.
Гомогенные катализаторы
Гомогенный катализ включает последовательность реакций, катализируемых химическим веществом, находящимся в той же фазе, что и реакционная система.Наиболее предпочтительным катализатором, используемым для производства биодизеля, является гомогенный катализатор, поскольку они просты в использовании и требуют меньше времени для достижения полной реакции. К этой категории относятся как кислотные, так и основные катализаторы. Гомогенные катализаторы обычно растворяют в растворителе, который находится в одной фазе со всеми реагентами.
Базовый катализатор
Гомогенные основные катализаторы представляют собой щелочную жидкость, такую как гидроксиды щелочных металлов, а именно гидроксид натрия или калия; оксиды на основе щелочных металлов, такие как метоксиды натрия и калия; и карбонаты.Основные катализаторы обладают высокой активностью при переэтерификации (Endalew et al., 2011). Гидроксиды металлов часто используются в качестве катализаторов из-за более низкой цены, но обычно обладают более низкой активностью, чем алкоксиды. Сообщалось, что скорость реакции, катализируемой основанием, в 4000 раз выше, чем скорость реакции, катализируемой кислотой (De Lima et al., 2016). Известным недостатком является то, что масло, содержащее значительные количества FFA, не может быть полностью преобразовано в биодизельное топливо, а остается в виде мыла в огромных количествах (Helwani et al., 2009). При содержании до ~ 5% свободных жирных кислот реакция все еще может катализироваться щелочным катализатором, но требуется дополнительное количество катализатора, чтобы компенсировать потерю катализатора с образованием мыла (Gerpen, 2005). Большинство исследований рекомендуют, чтобы содержание FFA было <2 мас.% Для производства биодизельного топлива с использованием гомогенного катализатора.
Кислотный катализатор
Процесс этерификации катализируется кислотами Бренстеда, предпочтительно сульфоновой и серной кислотами, а также соляной кислотой (Schuchardt et al., 1998). Эти катализаторы дают очень высокие выходы алкиловых эфиров. Однако реакции протекают медленнее по сравнению с реакциями, катализируемыми щелочью, что делает процесс экономически невыгодным из-за повышенных требований к энергии (Silitonga et al., 2020). Гомогенный кислотный катализ нечувствителен к содержанию FFA и может катализировать как реакции этерификации, так и реакции переэтерификации. Несмотря на эти дополнительные преимущества, гомогенный кислотный катализ представляет те же проблемы разделения, что и гомогенный основной катализ.Некоторые исследования с использованием гомогенных катализаторов для производства биодизельного топлива из разного биодизельного сырья показаны в таблице 3.
Таблица 3 . Гомогенные катализаторы, используемые для производства биодизеля из разных источников.
Гетерогенные катализаторы
Гетерогенные катализаторы находятся в фазе или состоянии, отличном от фазы или состояния реагентов. Это тип катализаторов, которые регулярно создают активные центры с реагентами во время реакции (Melero et al., 2009). Гетерогенно катализируемая реакция метанолиза очень сложна, поскольку она протекает в трехфазной системе, состоящей из твердой (гетерогенный катализатор) и двух несмешивающихся жидких фаз (масло и метанол). Некоторые побочные реакции, такие как омыление глицеридов и сложных метиловых эфиров и нейтрализация свободных жирных кислот катализатором, также происходят одновременно с метанолизом. Основные недостатки этого катализа включают повышенные температуры и более высокие отношения масло / спирт, чем у гомогенного катализа.Другие преимущества включают легкость разделения и очистки, а также превосходную возможность повторного использования катализатора и т. Д. Гетерогенные катализаторы можно разделить на кислотные и основные катализаторы. Эти катализаторы можно классифицировать как катализаторы Бренстеда или Льюиса (Di Serio et al., 2008). Однако во многих случаях могут присутствовать сайты обоих типов; как таковые, некоторые из катализаторов можно использовать в качестве катализаторов для обоих типов реакций.
Базовый катализатор
Гетерогенный основной катализатор направлен на преодоление ограничений, таких как омыление, которое препятствует отделению глицерина от слоя сложного метилового эфира, связанного с использованием гомогенного основного катализатора.Эти катализаторы также демонстрируют превосходную каталитическую активность в мягких условиях (Calero et al., 2014). Эти катализаторы обладают многими другими преимуществами, а именно неагрессивностью, экологичностью и меньшим количеством проблем при утилизации. Кроме того, они легко отделяются от реакционной среды и могут быть сконструированы так, чтобы обеспечить более высокую активность, селективность и более длительный срок службы катализатора (Liu et al., 2008b). Многие оксиды на основе металлов, включая оксиды щелочных металлов, щелочноземельных металлов и переходных металлов, использовались в качестве катализаторов процесса переэтерификации масел.Структура оксидов металлов состоит из положительных ионов (катионов) металлов, обладающих характеристиками кислоты Льюиса, и отрицательных ионов кислорода (анионов), обладающих характеристиками оснований Бренстеда (Di Serio et al., 2008; Zabeti et al., 2009). Иногда два или более типа оксидов металлов комбинируются для использования в качестве катализаторов. Другими типами катализаторов, которые преимущественно работают как основные гетерогенные катализаторы, являются катализаторы на основе группы бора и катализаторы на основе отходов (Semwal et al., 2011).
Катализатор на основе щелочноземельных и щелочных металлов
Оксиды на основе металлов чаще всего используются в качестве гетерогенных катализаторов переэтерификации.Структура поверхности оксида металла представлена на рисунке 3. Zhang et al. (1988) продемонстрировали основные свойства оксидов щелочноземельных металлов, используя термопрограммируемую десорбцию (TPD) анализа адсорбированного диоксида углерода. Они показали, что количество основных центров на единицу веса приблизительно соответствует количеству площади поверхности и следует последовательности: CaO> MgO> SrO> BaO. Оксиды более сильных основных центров более эффективно способствуют реакции.
Рисунок 3 .Структура поверхности оксидов металлов (М представляет металл).
Среди катализаторов на основе металлов CaO является наиболее изученным каталитическим материалом для производства биодизельного топлива, поскольку он имеет множество преимуществ, а именно длительный срок службы катализатора, относительно высокую щелочную прочность, высокую активность и низкую растворимость в метаноле, и требует только умеренной реакции. условий (Рощат и др., 2016; Latchubugata et al., 2018). Arun et al. (2017) изучали производство биодизеля из Terminalia belerica и Garcinia gummi-gutta с использованием кальцинированного CaO в качестве гетерогенного катализатора.Прокаливание проводилось в муфельной печи при 605 ° C в течение 5 часов, перед этим осуществлялась сушка в печи при 125 ° C в течение 12 часов. Переэтерификацию проводили при 60 ° C, соотношении метанол / масло 9: 1 и катализаторе 2% w / v в течение 3 часов. Свойства биодизеля, полученного из этого сырья, находились в пределах диапазона, предложенного стандартом Американского общества испытаний и материалов (ASTM), устанавливающего успешное производство. Рощат и др. (2016) провели переэтерификацию пальмового олеинового масла (FFA 0.29 мг КОН / г) с использованием оксида кальция (СаО), полученного из гашеной извести, в качестве катализатора. Катализатор готовили сушкой в течение ночи в печи при 100 ° C, измельчали и просеивали, а затем прокаливали в печи при различных температурах (700, 800 и 900 ° C) на воздухе в течение 3 ч. Выход биодизеля 97,20% был достигнут для прокаленного образца при 800 ° C. Этот катализатор можно было повторно использовать по крайней мере пять раз без значительного ухудшения выхода (более 90%).
Du et al. (2019) синтезировали три новые твердые основы MgO на углеродной основе с использованием золь-гель метода и метода прокаливания для производства биодизельного топлива из касторового масла.Эти катализаторы были идентифицированы как MgO-PVA-800, MgO-UREA-800 и MgO-GLY-800, где 800 обозначает температуру прокаливания, а PVA, UREA и GLY обозначают поливинилацетат, мочевину и этиленгликоль соответственно. . Переэтерификацию проводили при соотношении этанол / масло 12: 1, концентрации катализатора 6 мас.% При 75 ° C. Наивысшая степень превращения 96,5% была получена с MgO-UREA-800 через 50 минут в этих условиях. Выход биодизеля для MgO-PVA-800 и MgO-GLY-800 составил 93,6 и 91.8% соответственно за такое же время реакции. Manríquez-Ramírez et al. (2013) изучали каталитическую активность MgO, пропитанного КОН, NaOH и нитратом церия. Базовая прочность образцов соответствовала порядку: MgO – KOH> MgO – NaOH> MgO – CeO 2 , как определено с помощью инфракрасной спектроскопии с преобразованием Фурье (FTIR). Реакцию проводили при 60 ° C с соотношением масло / метанол 4: 1, и выход биодизеля через 1 час реакции составил 44, 56, 78 и <99% для MgO и MgO – CeO 2 , MgO –NaOH и MgO – KOH соответственно.Сообщалось, что MgO имеет низкую активность при переэтерификации растительных масел в биодизельное топливо (Liu et al., 2007).
Рощат и др. (2018) изучали процесс производства биодизельного масла из пальмового масла с использованием оксида стронция (SrO) посредством реакции этанолиза. Оптимальные условия реакции для этой работы были определены экспериментально: температура реакции 80 ° C, соотношение этанол / масло 12: 1 M, количество загрузки катализатора 5 мас.% И время реакции 3 часа. Это привело к выходу 98,2% этилового эфира жирной кислоты.Катализатор можно использовать повторно пять раз с выходом более 90%. Лю и др. (2007) изучали переэтерификацию соевого масла в биодизельное топливо с использованием SrO в качестве твердого основного катализатора. Они предложили механизм каталитической реакции SrO2, который создает основные промежуточные соединения, тем самым превращая ее в реакцию, катализируемую твердым основанием. Результаты показали, что выход биодизеля составлял <95% при температуре ниже 70 ° C в течение 30 минут. Возможность повторного использования SrO была высокой и позволяла поддерживать устойчивую активность даже после 10 циклов.
Mootabadi et al. (2010) провели ультразвуковую переэтерификацию пальмового масла с использованием различных оксидов щелочноземельных металлов, таких как CaO, SrO, BaO и т. Д., В качестве катализаторов. Они варьировали параметры реакции, а именно: время реакции 10-60 мин, соотношение спирт / масло 3: 1-15: 1 M, загрузку катализатора 0,5-3% и амплитуду ультразвука 25-100%. Их результаты противоречат ранее опубликованному ранжированию активности катализаторов как CaO
Катализатор на основе смешанных металлов
В качестве основного катализатора преимущественно используются смешанные оксиды на основе металлов, в зависимости от каталитической смеси.Их основность можно регулировать, изменяя их химический состав и методику синтеза (Teo et al., 2017). Тип метода синтеза, температура активации и структура имеют сильное влияние на конечную основность смешанных оксидов (Mckenzie et al., 1992; Tichit et al., 1995). Некоторые исследователи иногда использовали их в качестве смешанного кислотно-основного катализатора. Salinas et al. (2018) изучили каталитическую активность 1–5 мас.% La 2 O 3 в ZrO 2 смешанных оксидов металлов, полученных золь-гель методом и прокаленных при 600 ° C в производстве биодизельного топлива из масла канолы путем метанолиза. реакция.Золь-гель метод позволяет улучшить каталитическую активность за счет изменения кислотно-основных свойств. Было обнаружено, что La 2 O 3 , допированный ZrO 2 , образует моноклинную структуру ZrO 2 и усиливает ее основность, которая играет ключевую роль в катализе, и 3 мас.% La 2 O 3 был оптимальным процентом переэтерификации масла канолы. Limmanee et al. (2013) изучали каталитическую активность смешанных оксидов нанокристаллита CaMgZn в качестве гетерогенного катализатора, полученного методом соосаждения с использованием Na 2 CO 3 в качестве осадителя в синтезе биодизельного топлива из пальмоядрового масла посредством метанолиза.Они сообщили о максимальном выходе 97,5 мас.% По смешанному оксиду CaMgZn, полученному с соотношением Ca / Mg / Zn 3: 1: 1 при концентрации Na 2 CO 3 0,75 моль / л и CaMg (CO 3 ) 2 и CaZn (CO 3 ) 2 соотношение ионов металлов 1,0, когда условиями реакции были соотношение метанол / масло 20: 1 M, 6 мас.% Катализатора и 60 ° C. Сантьяго-Торрес и др. (2014) изучали Na 2 ZrO 3 в качестве основного катализатора переэтерификации соевого масла.Они сообщили о максимальной эффективности преобразования биодизеля 98,3% при 3% катализатора за 3 часа времени реакции при температуре реакции 65 ° C. Ли и др. (2015) синтезировали бифункциональный кислотно-основной катализатор, состоящий из смешанных оксидов металлов Ca и La (CaO – La 2 O 3 ) при различных атомных отношениях Ca / La путем соосаждения. Эта интеграция усиливала каталитическую активность из-за диспергирования СаО на поверхности композита, тем самым увеличивая кислотные и основные центры поверхности по сравнению с отдельными оксидами.Они сообщили о самом высоком выходе биодизеля 98,76% в условиях 160 ° C, 3 часа, соотношение метанол / масло 25: 1 и катализатор 3 мас.%.
Катализатор на основе переходных металлов
Оксид титана (TiO 2 ) и оксид цинка (ZnO) относятся к оксидам переходных металлов, которые используются в качестве гетерогенного основного катализатора для производства биодизельного топлива (Yoo et al., 2010). Kaur et al. (2018) синтезировали катализатор TiO 2 / SiO 2 на носителе из вольфрама (W), используя золь-гель метод для изучения переэтерификации отработанного хлопкового масла для производства биодизеля.Полная реакция переэтерификации была достигнута за 4 часа с соотношением масло / метанол 1:30 М, катализатором 5 мас.% При 65 ° C. Они также сообщили о хорошей возможности повторного использования, когда катализатор был активен в четырех каталитических прогонах без значительного снижения активности. Мадхувилакку и Пираман (2013) изучали каталитическую активность смешанных оксидов Ti и Zn (TiO 2 -ZnO) и ZnO, используя их в процессе переэтерификации пальмового масла. Выход биодизельного топлива 92% был достигнут при загрузке катализатора 200 мг TiO 2 -ZnO, соотношении метанол / масло 6: 1 и температуре реакции 60 ° C за 5 часов.Они также сообщили о лучшем выходе по сравнению с катализатором ZnO (83%).
Катализатор на основе группы бора
Соединения на основе группы бора, особенно оксид алюминия (Al 2 O 3 ), широко используются для поддержки различных оксидов, галогенидов, нитратов и сплавов металлов (Chouhan and Sarma, 2011). Kesserwan et al. (2020) сообщили о новом гибридном аэрогеле CaO / Al 2 O 3 для катализирования метанолиза отработанного кулинарного масла. Катализатор был приготовлен быстрым золь-гель процессом, инициированным эпоксидом, с последующим прокаливанием при 700 ° C в сверхкритических условиях диоксида углерода.Они сообщили, что при оптимальных условиях реакции с соотношением метанол / масло 11: 1, 1 мас.% 3: 1 CaO / Al 2 O 3 прокаленный аэрогель, температура реакции 65 ° C и время реакции 4 часа. приводит к максимальному выходу биодизеля 89,9%. Benjapornkulaphong et al. (2009) изучали различные нитраты щелочных и щелочноземельных металлов, нанесенные на Al 2 O 3 , а именно: LiNO 3 / Al 2 O 3 , NaNO 3 / Al 2 O 3 , Ca (NO 3 ) 2 / Al 2 O 3 , KNO 3 / Al 2 O 3 и Mg (NO 3 ) 2 / Al 2 O 3 , полученные методом пропитки с последующим прокаливанием при 450–850 ° С.Они использовали их, чтобы катализировать метанолиз косточкового и кокосового масла. Они обнаружили, что температура прокаливания значительно влияет на выход Ca (NO 3 ) 2 / Al 2 O 3 и LiNO 3 / Al 2 O 3 с выходом <90% биодизеля при прокаливании. при 450 ° C и более высокой температуре прокаливания снизился выход биодизельного топлива. Они рекомендовали количество катализатора 10 мас.% И 15–20 мас.% Ca (NO 3 ) 2 / Al 2 O 3 катализатора для переэтерификации косточкового пальмового масла и кокосового масла, соответственно. при соотношении метанол / масло 65: 1 M, температуре 60 ° C и времени реакции 3 часа.
Катализатор на основе гидротальцита
«Гидротальциты — это класс анионных и основных глин с общей формулой M1-x2 + M x 3+ (OH 2 ) x + (A x / n ) n− . y H 2 O, где M 2+ и M 3+ — двухвалентные и трехвалентные металлы, соответственно, A n- (CO3-, SO42-, Cl —, NO3-) — n -валентный анион, а x обычно имеет значение от 0.25 и 0,33 ”(Helwani et al., 2009; Endalew et al., 2011). Гидротальциты преимущественно используются в качестве гетерогенного основного катализатора. Преимущества этих катализаторов заключаются в их регулируемой высокой основной прочности, достигаемой за счет изменения соотношения Mg / Al, и присущей им лучшей морфологии катализатора по сравнению с оксидами щелочноземельных металлов. Однако неоднородность и чувствительность к FFA и воде являются основными недостатками этого типа катализаторов. Navajas et al. (2018) изучали каталитическую активность гидроталькита Mg – Al с соотношением Mg / Al, равным 1.5–5 М, синтезированные соосаждением при переэтерификации подсолнечного масла. Они сообщили об оптимальной конверсии 96% при соотношении метанол / масло 48: 1 M, 1 атм, 60 ° C, 2 мас.% Катализатора через 24 часа. Они объяснили активность катализатора наличием основных центров типа Бренстеда на краях кристалла. Nowicki et al. (2016) изучали каталитические свойства гидроталькита Mg-Al с примесью Zr при различных молярных соотношениях Zr / Mg при переэтерификации рафинированного рапсового масла. Они обнаружили, что четырехвалентный катион Zr (Zr 4+ ) был эффективным в значительном увеличении каталитической активности катализатора.Они сообщили об оптимальной конверсии масла 99,9% для гидроталькита с соотношением Zr / Mg / Al = 0,45: 2,55: 1 M и условиями реакции: температура 373–393 К, давление 4,8–5,0 атм и время реакции 6 ч. Trakarnpruk и Porntangjitlikit (2008) изучали каталитическую активность кальцинированного гидротальцита Mg – Al, нагруженного калием (Mg / AL = 4), при переэтерификации пальмового масла метанолом. Они обнаружили, что катализатор действует как основной катализатор. Они также сообщили о выходе метилового эфира 86,6% при параметрах реакции 30: 1 М соотношение метанол / масло, 100 ° C и 7 мас.% катализатора в течение 6 ч. Zeng et al. (2009) сообщили, что иммобилизация липазы Saccharomyces cerevisiae (биокатализатор) на гидротальците Mg-Al (молярное отношение Mg / Al, 4,0) посредством физической адсорбции заметно улучшила производительность фермента. Переэтерификацию рафинированного рапсового масла проводили с иммобилизованной липазой (1,5 мас.%) И при атмосферном давлении при 45 ° C с конверсией сложного эфира 96% за 4,5 часа. Биокатализатор сохранял высокую активность с превращением сложного эфира 81,3% после 10 циклов повторного использования.
Катализатор на отработанной основе
Отходы промышленных процессов и окружающей среды могут помочь в разработке недорогого твердого основного катализатора.Эти катализаторы могут способствовать устойчивому и экологически безопасному подходу к производству биодизеля (Majhi and Ray, 2016; Pandit and Fulekar, 2017). Обогащенные кальцием отходы, а именно скорлупа мидий, яиц, ракушек, улиток и устриц; рыбья чешуя; кости животных; зола, полученная из видов растений, и т. д. легко доступна по низкой цене (Marwaha et al., 2018). Как обсуждалось ранее, кальций, полученный из этих отходов, может быть преобразован в СаО, который является наиболее универсальным гетерогенным основным катализатором.Yaşar (2019) изучил каталитическую активность CaO на основе яичной скорлупы и сравнил ее с чистым CaO. Переэтерификацию рапсового масла проводили при соотношении метанол / масло 9: 1, катализаторе 4 мас.% И температуре реакции 60 ° C в течение 1 часа. Максимальный выход для этих условий составил 96,81 и 95,12% для CaO и CaO на основе отходов яичной скорлупы, соответственно. Sirisomboonchai et al. (2015) изучали каталитическую активность кальцинированной скорлупы гребешка при переэтерификации отработанного кулинарного жира с использованием метанола.Выход 86% наблюдался в присутствии небольшого количества воды при загрузке катализатора 5 мас.%, Соотношении метанол / масло 6: 1 и температуре реакции 65 ° C в течение 2 часов. Тот же катализатор использовали в течение четырех циклов с 20% снижением выхода МЭЖК из-за образования Са-глицероксида на его поверхности. Hu et al. (2011) изучали катализатор, полученный из отработанной скорлупы пресноводных мидий при переэтерификации китайского таллового масла. Катализатор был синтезирован методом прокаливания – пропитки – активации.Оболочку мидий сначала прокаливали при 900 ° C с последующей пропиткой в деионизированной воде и активировали прокаливанием при 600 ° C в течение 3 часов. Выход более 90% был получен при соотношении метанол / масло 12: 1, катализаторе 5 мас.% И температуре реакции 70 ° C за 1,5 часа. Катализатор также продемонстрировал отличную возможность повторного использования с уменьшением выхода всего на 10-15% после 12 циклов.
Кислотные катализаторы
Гетерогенные кислотные катализаторы обладают меньшим коррозионным и токсичным действием и вызывают меньше проблем с окружающей средой по сравнению с гомогенными кислотными катализаторами (Aransiola et al., 2014). Эти катализаторы содержат множество кислотных центров с различной степенью кислотности по Бренстеду или Льюису. Хотя эти катализаторы обеспечивают обнадеживающие результаты в умеренных условиях реакции, они реагируют очень медленно по сравнению с твердыми основными катализаторами. Кроме того, для использования этого типа катализаторов требуются высокая загрузка катализатора, высокая температура и длительное время реакции (Mansir et al., 2017).
Катионообменные смолы
Многие исследователи использовали катионообменную смолу для производства биодизельного топлива в лабораторных условиях.Катионообменные смолы являются макропористыми и содержат многочисленные кислотные центры, которые катализируют образование свободных жирных кислот в биодизельном топливе посредством гетерогенных реакций этерификации и предотвращают омыление. Fu et al. (2015) изучали каталитическую активность макропористой смолы сульфированного полистирол-дивинилбензола (ST-DVB-SO 3 H) при этерификации масла с высоким содержанием FFA (кислотное число, 64,9 мг КОН / г). Максимальная конверсия FFA 97,8% была достигнута, когда реакцию проводили в следующих условиях: загрузка катализатора 10 мас.%, Соотношение метанол / масло 15: 1 M и 100 ° C в течение 3 часов.Feng et al. (2011) изучали непрерывную этерификацию отработанного жареного масла с кислотным числом 36,0 мг КОН / г в реакторе с неподвижным слоем с использованием коммерческой катионообменной смолы (NKC-9). Они сообщили о степени превращения 98% в течение 500 часов при массовом соотношении метанол / олеиновая кислота 2,8: 1, высоте слоя катализатора 44,0 см, скорости потока сырья 0,62 мл / мин и температуре реакции 65 ° C.
Производные гетерополикислот
Гетерополикислоты (HPA) и их соли в качестве твердых (гетерогенных) кислотных катализаторов также часто используются для производства биодизельного топлива (Hanif et al., 2017; Alcañiz-Monge et al., 2018). Предпочтительно использовать HPA, имеющие структуру Кеггина, поскольку они обладают высокой термостабильностью и могут быть легко синтезированы по сравнению с другими типами HPA. Однако HPA типа Кеггина имеет низкую удельную поверхность, которую можно преодолеть с помощью соответствующего поддерживающего материала. HPA, нанесенные на носители, используются в производстве биодизельного топлива из-за их структурной мобильности и повышенной кислотности. Курхаде и Далаи (2018) изучали 12-вольфрамофосфорную кислоту (ТФК) (H 3 PW 12 O 40 .nH 2 O), пропитанный катализатором γ-Al 2 O 3 для производства биодизельного топлива. Оптимизированная конверсия 94,9 ± 2,3% может быть достигнута при 10 мас.% Загрузки катализатора, соотношении метанол / масло 17,5: 1 М, 200 ° C и 4 МПа за 10 часов. Конверсия 90,3 ± 4,3% была достигнута после второго запуска. Siddiquee et al. (2011) изучали каталитическую активность мезопористого упорядоченного диоксида кремния SBA-15, пропитанного HPA, при производстве биодизельного топлива из липидов осадка сточных вод.Эксперимент проводился в установке микрореактора при различных условиях эксплуатации. Выход биодизеля 30,14 мас.% Был получен с 15% HPA при температуре 135 ° C и давлении 135 фунтов на квадратный дюйм за время реакции 3 часа.
Катализаторы на основе сульфоновой кислоты
Катализаторы группы сульфоновой кислоты характеризуются сульфированным сшитым полистиролом и, как правило, менее агрессивны и экологически безопасны (Mansir et al., 2017). Катализаторы этого типа обладают повышенной активностью из-за притяжения жирных кислот и хвостов спирта к полимерному носителю.Кроме того, сильная группа сульфоновой кислоты, присоединенная к полимерным цепям, увеличивает кислотность участков (Vaccari, 1999). Типичными примерами этих катализаторов являются непористые смолы Nafion и пористые Amberlysts. Лю и др. (2008a) изучали синтез мезопористых твердых кислотных катализаторов на основе функционализированных сульфоновой кислотой упорядоченных мезопористых углеродов (OMC-SO 3 H) для использования в качестве гетерогенного кислотного катализатора для этерификации олеиновой кислоты этанолом. Этерификацию проводили в атмосфере N 2 в закрытой колбе при 80 ° C.Результаты показали, что этот катализатор очень эффективен благодаря высокой кислотной плотности и гидрофобным поверхностным свойствам. Andrijanto et al. (2012) изучали катализаторы сульфоновой кислоты, нанесенные на сверхсшитый полистирол (D5082), для этерификации олеиновой кислоты метанолом. Результаты показали, что D5082 обладает высокой каталитической активностью, несмотря на низкие концентрации кислотных центров и силу кислотных центров, что они приписывают высокой доступности кислотных центров во всех частицах катализатора.
Катализатор на основе сульфатного оксида
Сульфатированные оксиды металлов обычно действуют как кислотный гетерогенный катализатор в реакции этерификации (Chen et al., 2007; Shi et al., 2016). Каур и Али (2015) изучали эффективность и возможность повторного использования Ce / ZrO 2 -TiO 2 / SO42-, катализатора этерификации олеиновой кислоты метанолом или этанолом. Каталитическая активность этого катализатора является функцией его кислотных центров Бренстеда, которая зависит от концентрации церия.Церий в количестве 2 мас.% В катализаторе при прокаливании при 600 ° C показал наивысшую каталитическую активность. С 5 мас.% Катализатора, соотношением метанол / масло 6: 1 при 65 ° C и времени реакции 1 час достигается конверсия <98% для этерификации растительного масла. Они также не сообщили о значительной потере активности катализатора до пятого цикла. Роперо-Вега и др. (2010) изучали каталитическую активность диоксида титана, сульфатированного сульфатом аммония [TiO 2 / SO42 — (NH 4 ) 2 SO 4 ], а также серной кислоты (TiO 2 / SO42— H 2 SO 4 ).Они обнаружили, что сульфатированные образцы показали сильную кислотность, определенную с помощью индикаторов Хаммета. Анализ FTIR TiO 2 / SO42 — (NH 4 ) 2 SO 4 и TiO 2 / SO42 — H 2 SO 4 показал присутствие как Льюиса, так и Бренстеда. кислотные центры и только сайты типа Льюиса соответственно. Дальнейший анализ показал очень высокую активность при этерификации жирных кислот этанолом в смеси олеиновой кислоты (79%). Конверсия олеиновой кислоты до 82,2% была достигнута через 3 часа реакции при 80 ° C.
Кислотно-основной катализатор
Как обсуждалось ранее, масло с высоким содержанием FFA требует кислотного катализатора для этерификации содержания FFA перед переэтерификацией. Для производства биодизеля из масел этого типа очень востребована гетерогенная каталитическая система с кислотными и основными центрами, способными к этерификации и переэтерификации с минимальным образованием мыла (Semwal et al., 2011). Этот тип катализаторов имеет центры «кислоты Льюиса», которые принимают участие в реакции этерификации карбоновой кислоты метанолом, а также конъюгированные основные центры, которые влияют на переэтерификацию триглицерида метанолом.В зависимости от типа реагента и параметров реакции, этот тип катализаторов может работать как кислотный катализатор, основной катализатор или бифункциональный катализатор.
Диоксид циркония и его производные
Диоксид циркония (ZrO 2 ), также известный как диоксид циркония, используется как в качестве кислотного, так и в качестве основного гетерогенного катализатора. По своей природе этот катализатор является кислотным, так как он имеет сильную кислотность на поверхности (Lam et al., 2010). Другие производные диоксида циркония включают сульфатированный ZrO 2 (Shi et al., 2016), оксиды металлов с ZrO 2 (Guldhe et al., 2017), диоксид циркония на металлической подложке (Wan Omar and Amin, 2011), оксиды металлов на оксиде циркония (Kim et al., 2012) и т. Д. Ibrahim et al. al. (2019) изучали каталитическую активность ZrO 2 , загруженного в различные носители, а именно: Al 2 O 3 , Fe 2 O 3 , TiO 2 и SiO 2 с использованием гибридного золя. –Гелевый метод автожжения. Наивысшая конверсия биодизеля 48,6% была достигнута при соотношении спирт / кислота 120: 1 M, 0.1 мас.% Катализатора и температура реакции 120 ° C в течение 3 ч при использовании ZrO 2 / SiO 2 . Кроме того, катализатор можно было повторно использовать пять раз без значительной потери каталитической активности. Guldhe et al. (2017) изучали вольфрамированный диоксид циркония (WO 3 / ZrO 2 ) в качестве гетерогенного кислотного катализатора синтеза биодизельного топлива для липидов S. obliquus. FTIR-характеристика катализатора показала присутствие как кислотных центров Бренстеда, так и Льюиса. Оптимизированная конверсия биодизеля — 94.58% было достигнуто при температуре 100 ° C, соотношении метанол / масло 12: 1 и количестве катализатора 15 мас.% За 3 часа. Sun et al. (2010) изучали ZrO 2 на носителе La 2 O 3 в качестве катализатора реакции переэтерификации подсолнечного масла метанолом с получением биодизельного топлива. Катализатор был приготовлен методом пропитки по начальной влажности с последующей сушкой при 110 ° C в течение ночи и прокаливанием при 600 ° C в течение 4 часов на воздухе. Они сообщили, что преобразование биодизеля стало возможным благодаря основной природе катализатора, которая была определена с использованием TPD адсорбированного CO 2 и 21 мас.% La 2 O 3 , загруженный на ZrO 2 , показал самую высокую основность. Оптимизированными условиями испытаний были соотношение метанол / масло 30: 1, температура реакции 200 ° C и время реакции 5 часов, что приводило к выходу биодизельного топлива 84,9% для каждого случая.
Катализатор на основе цеолита
Цеолиты встречаются в природе в виде микропористых кристаллических алюмосиликатов, связанных атомами кислорода. Химический состав, размер пор и ионообменные свойства цеолитов определяют их разностороннее каталитическое поведение (De Lima et al., 2016). Каркасная структура цеолита содержит молекулярные поры и каналы одинакового размера, которые могут поглощать молекулы, которые помещаются в них, и исключать более крупные. Это свойство цеолита помогает обмениваться ионами, которые, в свою очередь, производят отрицательные ионы в структуре катализатора, тем самым превращаясь в базовый катализатор (Hattori, 1995; Mansir et al., 2017). Основная прочность щелочного ионообменного цеолита увеличивается с увеличением электроположительности обменного катиона. Как синтетические, так и природные цеолиты рассматриваются как многообещающие катализаторы.Цеолиты обладают уникальными свойствами катализаторов, а именно избирательностью формы, способностью сохранять электронейтральность за счет обратимых взаимодействий катион-полярные молекулы и т. Д. Слабая основная прочность и малый диаметр каталитических пор являются основными проблемами, о которых сообщается для основных цеолитных катализаторов (Endalew et al. ., 2011). Их также можно использовать в качестве кислотного гетерогенного катализатора.
Li et al. (2019) изучали щелочные цеолитные катализаторы Li / NaY с различным молярным соотношением Li 2 CO 3 к цеолиту NaY при переэтерификации касторового масла этанолом.Идеальный катализатор был синтезирован из летучей золы методом соосаждения с соотношением Li 2 CO 3 к цеолиту NaY 1: 1 M, прокаленному при 750 ° C в течение 4 часов. Выход этилового эфира жирной кислоты 98,6% был получен для условий реакции при соотношении этанол / масло 18: 1 M, 3 мас.% Катализатора и температуре реакции 75 ° C в течение 2 часов. Du et al. (2018) изучали каталитическую активность катализаторов La 2 O 3 на основе цеолита NaY в производстве биодизельного топлива на основе касторового масла.Они произвели оптимизированный катализатор, S-La 2 O 3 / NaY-800, путем физического смешивания цеолита NaY, карбоксиметилцеллюлозы натрия (CMC), оксида лантана и каолина (массовое соотношение NaY / каолин / La 2 O 3 / CMC = 70: 20: 10: 2,5). К этой смеси добавляли поверхностно-активное вещество (4 мас.%) И затем прокаливали при 800 ° C. В оптимизированных условиях реакции: отношение этанола к маслу 15: 1 M, 10 мас.% Катализатора и температура реакции 70 ° C в течение 50 мин; Получали 84,6% этилового эфира жирной кислоты.Дойл и др. (2016) изучали кислотную каталитическую активность цеолита Y с отношением Si / Al, равным 3,1, при этерификации олеиновой кислоты. Оптимальная конверсия олеиновой кислоты с использованием цеолитного катализатора составляла 85% при соотношении этанол / олеиновая кислота 6: 1, загрузке катализатора 5 мас.% И температуре реакции 70 ° C в течение 1 часа.
Биокатализаторы
Производство биодизельного топлива посредством химического катализа требует больших затрат энергии и приводит к образованию нежелательных побочных продуктов, а именно мыла и полимерных пигментов, которые препятствуют отделению продукта от глицерина и ди- и моноацилглицеринов (Gog et al., 2012). Эти препятствия можно устранить с помощью биокатализаторов. Биокатализаторы, также известные как ферменты, получают от живых организмов, которые способствуют химическим реакциям, не влияя на самих себя химически (Amini et al., 2017a, b). В производстве биодизельного топлива обычно используются два типа ферментных биокатализаторов, а именно внеклеточные липазы и внутриклеточные липазы. Внеклеточные липазы — это ферменты, выделенные из бульона с микроорганизмами и затем очищенные. С другой стороны, внутриклеточная липаза остается либо в клеточных стенках, либо внутри клетки.Основными продуцентами внеклеточных липаз являются Rhizopus oryzae, Mucor miehei, Candida antarctica и Pseudomonas cepacia . К коммерческим иммобилизованным липазам, которые были тщательно изучены, относятся Novozym 435, Lipozyme TL IM, Lipozyme RM IM и Lipase PS-C (Gog et al., 2012). Недостатком использования внеклеточных ферментов в качестве катализатора является сложность процедур разделения и очистки и связанные с этим затраты. Его можно снизить, используя микробные клетки в качестве цельноклеточных биокатализаторов с приемлемым выходом биодизеля.Нитчатые грибы считаются цельноклеточными биокатализаторами. Однако липаза, используемая в цельноклеточной форме, не может быть повторно использована в конце реакции.
В отличие от химических катализаторов, биокатализаторы применимы к широкому спектру источников триглицеридов, с содержанием свободных жирных кислот от 0,5 до 80% (Aransiola et al., 2014). Другие преимущества производства ферментативного биодизеля включают легкое удаление продукта, умеренную температуру процесса (35–45 ° C), отсутствие побочных продуктов и возможность повторного использования катализаторов (Christopher et al., 2014; Mardhiah et al., 2017). Ключевые параметры, влияющие на выход биодизельного топлива для ферментативного синтеза, представлены на рисунке 4. Как видно на рисунке, различные факторы, такие как выбор липазы, выбор субстрата, концентрация субстрата, pH микросреды, температура, расстояние между молекулами фермента и субстрат и т. д. влияют на выход биодизельного топлива при катализируемой ферментами переэтерификации. Некоторые исследования с использованием катализируемой ферментами переэтерификации различного сырья для биодизеля представлены в таблице 4.Как видно из таблицы, эффективность процесса биокатализируемой переэтерификации зависит от источника фермента и рабочих условий.
Таблица 4 . Для производства биодизеля из разных источников используются различные биокатализаторы.
Нанокатализаторы
В последнее время нанокатализаторы привлекли большое внимание в производстве биодизельного топлива из-за их высокой каталитической эффективности (Qiu et al., 2011). Эти катализаторы имеют большую площадь поверхности, что приводит к повышенной активности по сравнению с обычными катализаторами.Кроме того, эти катализаторы обладают высокой стабильностью, превосходной стойкостью к омылению, эффективным соотношением поверхность / объем и возможностью повторного использования (Rahmani Vahid et al., 2017). Нанокатализаторы можно синтезировать различными методами. Некоторые из методов включают самораспространяющийся высокотемпературный синтез, микроволновое сжигание, традиционный гидротермальный, микроволновый гидротермальный, микроволновый сольвотермический, золь-гель метод, соосаждение, пропитку, газовую конденсацию, химическое осаждение из паровой фазы, электрохимическое осаждение, вакуумное осаждение и испарение и т. Д. .(Quirino et al., 2016; Ambat et al., 2018). Определение характеристик этих катализаторов имеет решающее значение, прежде чем они могут быть использованы для производства биодизельного топлива. До сих пор для этого использовались разные методы. Наиболее часто используемый метод определения состава и кристалличности этих катализаторов — это дифракция рентгеновских лучей (XRD). Морфология полученных нанокатализаторов и их прекурсоров определяется с помощью сканирующей электронной микроскопии (SEM). Для анализа диаметра частиц и морфологии катализаторов используется просвечивающая электронная микроскопия (ПЭМ).Другие методы характеризации включают инфракрасную спектроскопию с преобразованием Фурье (FTIR), которая используется для определения ассимиляции фаз, методы Барретта – Джойнера – Хленда (BJH) и Брунауэра – Эммета – Теллера (BET) для расчета удельной площади поверхности, а также термогравиметрический анализ (TGA). для исследования характера разложения образцов катализаторов и др. (Nayebzadeh et al., 2017; Baskar et al., 2018). Некоторые из последних работ по нанокатализаторам для реакции переэтерификации приведены в таблице 5.Как видно из таблицы, нанокатализатор может достигать высокого выхода FAME при очень мягких условиях реакции и коротком времени реакции. Возможность повторного использования этих катализаторов также превосходна, поскольку они сохраняют хорошую активность даже после 11 циклов в зависимости от катализатора.
Таблица 5 . Различные нанокатализаторы, используемые для производства биодизеля из разных источников.
Перспективы, проблемы и дальнейшая работа
Таблица 6 суммирует преимущества и недостатки различных типов катализаторов на основе приведенного выше обсуждения.
Таблица 6 . Преимущества и недостатки различных типов катализаторов.
Гомогенный катализатор был исчерпывающе изучен, и проблемы были рассмотрены в литературе. С другой стороны, гетерогенные катализаторы — это относительно новая область исследований, в которой в настоящее время ведутся значительные исследования. В литературе описано несколько проблем, связанных с этими катализаторами:
1. Короткий срок службы катализатора, низкая скорость реакции и нестабильность считаются основными проблемами гетерогенных катализаторов.
2. Катализаторы на твердом основании были чувствительны к CO 2 , воде и FFA. Они расходуют и дезактивируют катализатор путем омыления.
3. Сообщалось, что твердые кислотные катализаторы вызывают выщелачивание и загрязнение продукта из-за гидролиза ионной группы водой.
4. Сообщалось об ингибировании липазы в присутствии метанола во время ферментативной переэтерификации.
5. В случае нанокатализаторов при относительно мягких условиях эксплуатации необходимо увеличивать время реакции для достижения высоких характеристик.Однако важно применять жесткие рабочие условия для достижения обычного времени реакции, тем самым увеличивая потребность в энергии.
В будущих работах необходимо учесть следующие аспекты:
1. Для разработки новых катализаторов с улучшенными каталитическими характеристиками необходимы дальнейшие исследования катализаторов, полученных из отходов.
2. Разработка высокоактивных и селективных гетерогенных катализаторов, экономически целесообразных для использования в промышленных масштабах.
3. Изучение новых носителей катализатора с избирательной площадью поверхности и взаимосвязанной системой соответствующих размеров пор.
4. Изучение биомассы или отходов в качестве источника катализатора для снижения связанных с этим затрат и повышения устойчивости коммерчески доступных твердых катализаторов.
5. Улучшение маршрутов приготовления и стадий обработки катализаторов на основе гидротальцита для перевода их применения из лабораторных в промышленные масштабы.
6. Повышение чувствительности к FFA и воде и морфологии за счет сохранения высокой основной прочности катализатора на основе цеолита.
7. Дальнейшее исследование промышленного производства ферментативного биодизеля для обеспечения жизнеспособного варианта в будущем.
8. Энергоэффективные и недорогие методы эффективного восстановления и повторного использования нанокатализаторов.
Заключение
Производство биодизельного топлива в лабораторных условиях с использованием гетерогенных катализаторов подробно описано в литературе. Среди катализаторов основные гомогенные катализаторы обладают высокой скоростью реакции и высоким выходом и требуют мягких рабочих условий.Однако они чувствительны к содержанию FFA в масле, которое вызывает нежелательные побочные продукты, а именно мыла и полимерные пигменты, что затрудняет процесс очистки и делает невозможным повторное использование катализаторов. Гомогенные кислотные катализаторы подходят для этих масел с высоким содержанием FFA. Однако они страдают некоторыми недостатками, включая относительно низкую скорость реакции, коррозионную природу, сложность отделения катализатора от продукта и т. Д. Гетерогенные основные катализаторы преодолевают некоторые недостатки гомогенных основных катализаторов, а именно простоту разделения, простые методы извлечения катализатора и возможность повторного использования катализатора из продукта.Гетерогенные кислотные катализаторы показывают очень меньшую чувствительность к высокому содержанию FFA и воды в сырье и могут быть легко извлечены, переработаны и повторно использованы после процесса производства биодизеля. В связи с нынешним интересом к «зеленым» альтернативам химическим катализаторам внимание привлекли биокатализаторы, то есть ферменты. Катализаторы работают в условиях относительно более низких температур реакции по сравнению с другими катализаторами и могут катализировать низкосортные масла с чрезвычайно высоким содержанием FFA. Полученные результаты доказали, что при использовании ферментов может быть достигнута высокая производительность, включая выход и количество повторных использований, а также низкое время реакции.Основным ограничением является скорость реакции, которая является самой медленной среди всех катализаторов. Кроме того, синтез катализаторов дороже, чем синтез как гомогенных кислотных, так и основных катализаторов. Высокая каталитическая эффективность при мягких условиях эксплуатации недавно привлекла внимание к нанокатализаторам. Разработка высокоактивных и селективных гетерогенных катализаторов, наряду с их экономической целесообразностью для использования в промышленных масштабах, является предметом, требующим решения.
Авторские взносы
IR сформулировал статью, написал разнородную базу и другие разделы, составил всю статью.НО внесен в секцию гетерогенного кислотного катализатора. TM курировал работу и предоставил обзор. MM внесла секцию гомогенного катализатора. AS внесла свой вклад в раздел биокатализаторов. SR внесла вклад в раздел нанокатализаторов. AA рассмотрел и улучшил статью. Все авторы внесли свой вклад в статью и одобрили представленную версию.
Финансирование
Это исследование финансировалось исследовательским фондом Школы информации, систем и моделирования Технологического университета Сиднея, Австралия.
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могут быть истолкованы как потенциальный конфликт интересов.
Список литературы
Абдулла Р. и Равиндра П. (2013). Иммобилизованная липаза Burkholderia cepacia для производства биодизеля из неочищенного масла Jatropha curcas L. Биомасса Биоэнергетика 56, 8–13. DOI: 10.1016 / j.biombioe.2013.04.010
CrossRef Полный текст | Google Scholar
Абедин, М.Дж., Масджуки, Х. Х., Калам, М. А., Санджид, А., Рахман, С. М. А., и Ризванул Фаттах, И. М. (2014). Производительность, выбросы и тепловые потери смесей биодизеля из пальмы и ятрофы в дизельном двигателе. Ind. Crops Prod. 59, 96–104. DOI: 10.1016 / j.indcrop.2014.05.001
CrossRef Полный текст | Google Scholar
Абоэлазайем, О., Эль-Генди, Н. С., Абдель-Рехим, А. А., Ашур, Ф., и Садек, М. А. (2018). Производство биодизеля из касторового масла в Египте: оптимизация процесса, кинетическое исследование, характеристики дизельного двигателя и анализ выбросов выхлопных газов. Энергия 157, 843–852. DOI: 10.1016 / j.energy.2018.05.202
CrossRef Полный текст | Google Scholar
Акубуде В. К., Нвайгве К. Н. и Динтва Е. (2019). Производство биодизеля из микроводорослей с помощью процесса нанокатализируемой переэтерификации: обзор. Mater. Sci. Energy Tech. 2, 216–225. DOI: 10.1016 / j.mset.2018.12.006
CrossRef Полный текст | Google Scholar
Алаеи, С., Хагиги, М., Тогхиани, Дж., И Рахмани Вахид, Б. (2018).Магнитный и многоразовый нанокатализатор MgO / MgFe2O4 для производства биодизельного топлива из подсолнечного масла: влияние соотношения топлива при синтезе сгорания на каталитические свойства и производительность. Ind. Crops Prod. 117, 322–332. DOI: 10.1016 / j.indcrop.2018.03.015
CrossRef Полный текст | Google Scholar
Альканьис-Монж, Дж., Баккали, Б. Э., Траутвайн, Г., и Рейносо, С. (2018). Вольфрамофосфорная гетерополикислота на основе диоксида циркония в качестве гетерогенного кислотного катализатора для производства биодизельного топлива. Прил. Cataly. B Environ. 224, 194–203. DOI: 10.1016 / j.apcatb.2017.10.066
CrossRef Полный текст | Google Scholar
Амбат И., Шривастава В. и Силланпяя М. (2018). Последние достижения в методологиях производства биодизеля с использованием различного сырья: обзор. Обновить. Sust. Energy Rev. 90, 356–369. DOI: 10.1016 / j.rser.2018.03.069
CrossRef Полный текст | Google Scholar
Амини, З., Ильхам, З., Онг, Х. К., Мазахери, Х., и Чен, В.-ЧАС. (2017a). Современное состояние и перспективы катализируемой липазой реакции переэтерификации для производства биодизельного топлива. Energy Convers. Управлять. 141, 339–353. DOI: 10.1016 / j.enconman.2016.09.049
CrossRef Полный текст | Google Scholar
Амини, З., Онг, Х. К., Харрисон, М. Д., Кусумо, Ф., Мазахери, Х., и Ильхам, З. (2017b). Производство биодизеля путем катализируемой липазой переэтерификации масла семян Ocimum basilicum L. (базилик душистый). Energy Convers. Управлять. 132, 82–90. DOI: 10.1016 / j.enconman.2016.11.017
CrossRef Полный текст | Google Scholar
Андриянто Э., Доусон Э. А. и Браун Д. Р. (2012). Сверхсшитые катализаторы на основе полистиролсульфоновой кислоты для этерификации свободных жирных кислот в синтезе биодизельного топлива. Прил. Cataly. B Environ. 115–116, 261–268. DOI: 10.1016 / j.apcatb.2011.12.040
CrossRef Полный текст | Google Scholar
Арансиола, Э. Ф., Оджуму, Т. В., Оекола, О.О., Мадзимбамуто, Т. Ф., и Иху-Оморегбе, Д. И. О. (2014). Обзор современных технологий производства биодизеля: современное состояние. Biomass Bioenerg. 61, 276–297. DOI: 10.1016 / j.biombioe.2013.11.014
CrossRef Полный текст | Google Scholar
Арбаб М. И., Варман М., Масьюки Х. Х., Калам М. А., Имтенан С., Саджад Х. и др. (2015). Оценка сгорания, рабочих характеристик и выбросов оптимальной смеси пальмы и кокоса в дизельных двигателях с турбонаддувом и без него. Энерг. Беседы. Управлять. 90, 111–120. DOI: 10.1016 / j.enconman.2014.11.017
CrossRef Полный текст | Google Scholar
Арумугам А., Поннусами В. (2014). Производство биодизельного топлива из масла Calophyllum inophyllum с использованием продуцирующих липазу клеток Rhizopus oryzae, иммобилизованных в сетчатых пенах. Обновить. Energ. 64, 276–282. DOI: 10.1016 / j.renene.2013.11.016
CrossRef Полный текст | Google Scholar
Арун, С.Б., Суреш, Р., Ятиш, К.В., Омкареш Б. Р. и Чанна Кешава Найк Н. (2017). Использование катализаторов CaO и Na 3 PO 4 в синтезе биодизеля и исследовании свойств топлива. Mater. Сегодня Proc. 4, 11111–11117. DOI: 10.1016 / j.matpr.2017.08.074
CrossRef Полный текст | Google Scholar
Ашрафул А. М., Масджуки Х. Х., Калам М. А., Ризванул Фаттах И. М., Имтенан С., Шахир С. А. и др. (2014). Производство и сравнение свойств топлива, характеристик двигателя и характеристик выбросов биодизеля из различных непищевых растительных масел: обзор. Energy Convers. Управлять. 80, 202–228. DOI: 10.1016 / j.enconman.2014.01.037
CrossRef Полный текст | Google Scholar
Баскар, Г., Аберна Эбенезер Селвакумари, И., и Айсвария, Р. (2018). Производство биодизельного топлива из касторового масла с использованием гетерогенного нанокатализатора ZnO, легированного Ni. Биоресурсы. Technol. 250, 793–798. DOI: 10.1016 / j.biortech.2017.12.010
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Benjapornkulaphong, S., Ngamcharussrivichai, C., и Буньякиат, К. (2009). Al 2 O 3 — оксиды щелочных и щелочноземельных металлов на носителях для переэтерификации косточкового и кокосового масла. Chem. Англ. J. 145, 468–474. DOI: 10.1016 / j.cej.2008.04.036
CrossRef Полный текст | Google Scholar
Борхес, М. Э., и Диас, Л. (2012). Последние разработки гетерогенных катализаторов для производства биодизельного топлива реакциями этерификации и переэтерификации масла: обзор. Обновить. Sust.Energ. Ред. 16, 2839–2849. DOI: 10.1016 / j.rser.2012.01.071
CrossRef Полный текст | Google Scholar
Калеро, Дж., Луна, Д., Санчо, Э. Д., Луна, К., Баутиста, Ф. М., Ромеро, А. А. и др. (2014). Разработка нового биодизельного топлива, которое включает глицерин с использованием CaO в качестве гетерогенного катализатора при частичном метанолизе подсолнечного масла. Топливо 122, 94–102. DOI: 10.1016 / j.fuel.2014.01.033
CrossRef Полный текст | Google Scholar
Чен, X.-R., Ju, Y.-H. и Mou, C.-Y. (2007). Прямой синтез мезопористых сульфатированных кремнеземно-циркониевых катализаторов с высокой каталитической активностью для биодизельного топлива путем этерификации. J. Phys. Chem. C 111, 18731–18737. DOI: 10.1021 / jp0749221
CrossRef Полный текст | Google Scholar
Choi, N., No, D. S., Kim, H., Kim, B.H., Kwak, J., Lee, J.-S., et al. (2018). In situ Катализируемая липазой переэтерификация рисовых отрубей для синтеза метилового эфира жирной кислоты. Ind.Crops Prod. 120, 140–146. DOI: 10.1016 / j.indcrop.2018.04.049
CrossRef Полный текст | Google Scholar
Чохан, А. П. С., Сарма, А. К. (2011). Современные гетерогенные катализаторы для производства биодизеля: всесторонний обзор. Обновить. Sust. Energ. Ред. 15, 4378–4399. DOI: 10.1016 / j.rser.2011.07.112
CrossRef Полный текст | Google Scholar
Кристофер, Л. П., Хеманатан, К., и Замбаре, В. П. (2014). Ферментативный биодизель: проблемы и возможности. Прил. Энергия 119, 497–520. DOI: 10.1016 / j.apenergy.2014.01.017
CrossRef Полный текст | Google Scholar
Чуа, С. Ю., Периасами, Л. А. П., Го, К. М. Х., Тан, Ю. Х., Мубарак, Н. М. и др. (2020). Синтез биодизеля с использованием природного твердого катализатора, полученного из отходов биомассы — обзор. J. Industr. Англ. Chem. 81, 41–60. DOI: 10.1016 / j.jiec.2019.09.022
CrossRef Полный текст | Google Scholar
Клохесси Дж. И Квапински В.(2020). Катализаторы на основе углерода для производства биодизеля — обзор. Прил. Sci. 10: 918. DOI: 10.3390 / app10030918
CrossRef Полный текст | Google Scholar
Дай, Ю.-М., Ван, Ю.-Ф., и Чен, К.-К. (2018). Синтез и характеристика магнитного LiFe 5 O 8 -LiFeO 2 в качестве твердого основного катализатора для производства биодизельного топлива. Catal. Commun. 106, 20–24. DOI: 10.1016 / j.catcom.2017.12.002
CrossRef Полный текст | Google Scholar
Де Лима, А.Л., Ронкони, К. М., и Мота, К. Дж. А. (2016). Гетерогенные базовые катализаторы для производства биодизеля. Catal. Sci. Technol. 6, 2877–2891. DOI: 10.1039 / C5CY01989C
CrossRef Полный текст | Google Scholar
Ди Серио, М., Тессер, Р., Пенгмей, Л., и Сантачесария, Э. (2008). Гетерогенные катализаторы для производства биодизеля. Energy Fuels 22, 207–217. DOI: 10.1021 / ef700250g
CrossRef Полный текст | Google Scholar
Дойл, А.М., Албаяти, Т.М., Аббас, А.С., и Алисмаил, З.Т. (2016). Производство биодизеля путем этерификации олеиновой кислоты над цеолитом Y, полученным из каолина. Обновить. Energy 97, 19–23. DOI: 10.1016 / j.renene.2016.05.067
CrossRef Полный текст | Google Scholar
Ду, Л., Дин, С., Ли, З., Львов, Э., Лу, Дж. И Дин, Дж. (2018). Переэтерификация касторового масла в биодизельное топливо с использованием катализаторов La 2 O 3 , нанесенных на цеолит NaY. Energy Convers. Manag. 173, 728–734. DOI: 10.1016 / j.enconman.2018.07.053
CrossRef Полный текст | Google Scholar
Du, L., Li, Z., Ding, S., Chen, C., Qu, S., Yi, W., et al. (2019). Синтез и характеристика катализаторов MgO на углеродной основе для производства биодизельного топлива из касторового масла. Топливо 258: 116122. DOI: 10.1016 / j.fuel.2019.116122
CrossRef Полный текст | Google Scholar
Дубей П. и Гупта Р. (2017). Воздействие двойного биотоплива (биодизельное топливо Jatropha и скипидарное масло) на одноцилиндровый дизельный двигатель без наддува без системы рециркуляции отработавших газов. Прил. Therm. Англ. 115, 1137–1147. DOI: 10.1016 / j.applthermaleng.2016.12.125
CrossRef Полный текст | Google Scholar
Dueso, C., Muñoz, M., Moreno, F., Arroyo, J., Gil-Lalaguna, N., Bautista, A., et al. (2018). Производительность и выбросы дизельного двигателя, использующего биодизель подсолнечника с возобновляемой антиоксидантной добавкой из биомасла. Топливо 234, 276–285. DOI: 10.1016 / j.fuel.2018.07.013
CrossRef Полный текст | Google Scholar
Эндалью, А.К., Кирос Ю. и Занзи Р. (2011). Неорганические гетерогенные катализаторы для производства биодизеля из растительных масел. Биомасса Биоэнергетика 35, 3787–3809. DOI: 10.1016 / j.biombioe.2011.06.011
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Калам, М. А., Масджуки, Х. Х., и Вакиль, М. А. (2014a). Производство биодизеля, характеристики, характеристики двигателя и характеристики выбросов малазийского александрийского лаврового масла. RSC Advanc. 4, 17787–17796.DOI: 10.1039 / C3RA47954D
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Масьюки, Х. Х., Калам, М. А., Мофиджур, М., и Абедин, М. Дж. (2014b). Влияние антиоксиданта на рабочие характеристики и характеристики выбросов дизельного двигателя, работающего на смесях пальмового биодизеля. Energy Convers. Manag. 79, 265–272. DOI: 10.1016 / j.enconman.2013.12.024
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Масьюки, Х. Х., Калам, М. А., Вакил, М.А., Ашрафул, А.М., и Шахир, С.А. (2014c). Экспериментальное исследование рабочих характеристик и регулируемых выбросов дизельного двигателя со смесями биодизеля Calophyllum inophyllum в сопровождении ингибиторов окисления. Energy Convers. Manag. 83, 232–240. DOI: 10.1016 / j.enconman.2014.03.069
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Масджуки, Х. Х., Калам, М. А., Вакил, М. А., Рашедул, Х. К., и Абедин, М. Дж. (2014d). Характеристики и характеристики выбросов двигателя CI, работающего на смесях Cocos nucifera и Jatropha curcas B20 с антиоксидантами. Ind. Crops Prod. 57, 132–140. DOI: 10.1016 / j.indcrop.2014.03.022
CrossRef Полный текст | Google Scholar
Фаттах И. М., Масджуки Х. Х., Лиакват А. М., Рамли Р., Калам М. А. и Риазуддин В. Н. (2013). Влияние различных видов биодизельного топлива, полученного из пищевых и непищевых масел, на выхлопные газы двигателя и уровень шума. Обновить. Sust. Energ. Ред. 18, 552–567. DOI: 10.1016 / j.rser.2012.10.036
CrossRef Полный текст | Google Scholar
Фаттах, I.M. R., Ming, C., Chan, Q. N., Wehrfritz, A., Pham, P. X., Yang, W., et al. (2018). Исследование распыления и горения пост-впрыска в условиях низкотемпературного горения биодизеля. Energy Fuels 32, 8727–8742. DOI: 10.1021 / acs.energyfuels.8b00284
CrossRef Полный текст | Google Scholar
Фэн Ю., Чжан А., Ли Дж. И Хе Б. (2011). Непрерывный процесс производства биодизеля в реакторе с неподвижным слоем, заполненный катионообменной смолой в качестве гетерогенного катализатора. Биоресурсы. Technol. 102, 3607–3609. DOI: 10.1016 / j.biortech.2010.10.115
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Фейзи М., Хассанхани А. и Рафи Х. Р. (2013). Приготовление и характеристика нанокатализаторов Cs / Al / Fe3O4 для производства биодизеля. Энерг. Беседы. Управлять. 71, 62–68. DOI: 10.1016 / j.enconman.2013.03.022
CrossRef Полный текст | Google Scholar
Fu, J., Chen, L., Lv, P., Yang, L., and Yuan, Z.(2015). Этерификация свободных жирных кислот для производства биодизельного топлива с использованием самосинтезирующейся макропористой катионообменной смолы в качестве твердого кислотного катализатора. Топливо 154, 1–8. DOI: 10.1016 / j.fuel.2015.03.048
CrossRef Полный текст | Google Scholar
Герпен, Дж. В. (2005). Переработка и производство биодизеля. Топливный процесс. Technol. 86, 1097–1107. DOI: 10.1016 / j.fuproc.2004.11.005
CrossRef Полный текст | Google Scholar
Гог, А., Роман, М., Тоша, М., Пайс, К., Ирими, Ф. Д. (2012). Производство биодизеля с использованием ферментативной переэтерификации — Состояние и перспективы. Обновить. Energ. 39, 10–16. DOI: 10.1016 / j.renene.2011.08.007
CrossRef Полный текст | Google Scholar
Гога, Г., Чаухан, Б. С., Махла, С. К., и Чо, Х. М. (2019). Рабочие характеристики и характеристики выбросов дизельного двигателя, работающего на биодизеле из рисовых отрубей и н-бутаноле. Energy Rep. 5, 78–83. DOI: 10.1016 / j.egyr.2018.12.002
CrossRef Полный текст | Google Scholar
Гулдхе А., Сингх П., Ансари Ф. А., Сингх Б. и Букс Ф. (2017). Синтез биодизельного топлива из липидов микроводорослей с использованием вольфрамированного диоксида циркония в качестве гетерогенного кислотного катализатора и его сравнение с гомогенными кислотными и ферментными катализаторами. Топливо 187, 180–188. DOI: 10.1016 / j.fuel.2016.09.053
CrossRef Полный текст | Google Scholar
Ханиф, М. А., Нисар, С., Рашид, У. (2017). Поддерживаемые твердые и гетерополикислотные катализаторы для производства биодизеля. Catal. Ред. 59, 165–188. DOI: 10.1080 / 01614940.2017.1321452
CrossRef Полный текст | Google Scholar
Хелвани З., Осман М. Р., Азиз Н., Ким Дж. И Фернандо В. Дж. Н. (2009). Твердые гетерогенные катализаторы переэтерификации триглицеридов метанолом: обзор. Прил. Катал. A Gen. 363, 1–10. DOI: 10.1016 / j.apcata.2009.05.021
CrossRef Полный текст | Google Scholar
Хукман, С. К., и Роббинс, К. (2012).Обзор воздействия биодизеля на выбросы NOx. Топливный процесс. Technol. 96, 237–249. DOI: 10.1016 / j.fuproc.2011.12.036
CrossRef Полный текст | Google Scholar
Ху С., Ван Ю. и Хань Х. (2011). Использование отработанной скорлупы пресноводных мидий в качестве экономического катализатора производства биодизеля. Биомасса Биоэнергетика 35, 3627–3635. DOI: 10.1016 / j.biombioe.2011.05.009
CrossRef Полный текст | Google Scholar
Ибрагим, М. М., Махмуд, Х. Р., и Эль-Молла, С. А. (2019). Влияние носителя на физико-химические свойства твердых кислотных гетерогенных катализаторов на основе ZrO2 для производства биодизельного топлива. Catal. Commun. 122, 10–15. DOI: 10.1016 / j.catcom.2019.01.008
CrossRef Полный текст | Google Scholar
Ислам, А., Тауфик-Яп, Й. Х., Равиндра, П., Тео, С. Х., Сивасангар, С., и Чан, Э.-С. (2015). Синтез биодизеля на миллиметровом катализаторе γ-Al2O3 / KI. Energy 89, 965–973.DOI: 10.1016 / j.energy.2015.06.036
CrossRef Полный текст | Google Scholar
Джахирул М. И., Браун Р. Дж., Сенадира В., Ашват Н., Расул М. Г., Рахман М. М. и др. (2015). Физиохимическая оценка красивого листа (Calophyllum inophyllum) как сырья для биодизеля второго поколения. Energy Rep. 1, 204–215. DOI: 10.1016 / j.egyr.2015.10.003
CrossRef Полный текст | Google Scholar
Джаяраман, Дж., Алагу, К., Аппаву, П., Джой, Н., Джаярам, П., и Мариадосс, А. (2020). Ферментативное производство биодизельного топлива с использованием липазного катализатора и испытание немодифицированного двигателя с воспламенением от сжатия с использованием его смесей с дизельным топливом. Обновить. Энергия 145, 399–407. DOI: 10.1016 / j.renene.2019.06.061
CrossRef Полный текст | Google Scholar
Джайед М. Х., Масджуки Х. Х., Сайдур Р., Калам М. А. и Джахирул М. И. (2009). Экологические аспекты и проблемы биодизеля, производимого из масличных семян, в Юго-Восточной Азии. Обновить. Sust.Energ. Ред. 13, 2452–2462. DOI: 10.1016 / j.rser.2009.06.023
CrossRef Полный текст | Google Scholar
Камран Э., Машхади Х., Мохаммади А. и Гобадиан Б. (2020). Производство биодизеля из семян Elaeagnus angustifolia.L в качестве нового исходного сырья для отходов с использованием катализатора гидроксида калия. Biocatal. Agric. Biotechnol. 25: 101578. DOI: 10.1016 / j.bcab.2020.101578
CrossRef Полный текст | Google Scholar
Каур, М., Малхотра, Р., и Али, А.(2018). Нанесенный вольфрамом Ti / SiO 2 наноцветков в качестве многоразового гетерогенного катализатора для производства биодизельного топлива. Обновить. Энергия 116, 109–119. DOI: 10.1016 / j.renene.2017.09.065
CrossRef Полный текст | Google Scholar
Каур, Н., и Али, А. (2015). Получение и применение Ce / ZrO 2 -TiO 2 / SO4 2 — в качестве твердого катализатора этерификации жирных кислот. Обновить. Энергия 81, 421–431. DOI: 10.1016 / j.Renene.2015.03.051
CrossRef Полный текст | Google Scholar
Каземифард С., Наебзаде Х., Сагатолеслами Н. и Сафакиш Э. (2018). Оценка активности магнитного KOH / Fe 3 O 4 @Al 2 O 3 нанокатализатор ядро – оболочка в реакции переэтерификации: влияние соотношения Fe / Al на структуру и характеристики. Environ. Sci. Загрязнение. Res. 25, 32811–32821. DOI: 10.1007 / s11356-018-3249-7
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Кессерван, Ф., Ахмад, М. Н., Халил, М., и Эль-Расси, Х. (2020). Гибридный аэрогель CaO / Al2O3 как гетерогенный катализатор производства биодизеля. Chem. Англ. J. 385: 123834. DOI: 10.1016 / j.cej.2019.123834
CrossRef Полный текст | Google Scholar
Ким М., Димаджио К., Салли С. О. и Саймон Нг К. Ю. (2012). Новое поколение катализаторов на основе оксидов металлов на диоксиде циркония для преобразования низкосортного возобновляемого сырья в биодизельное топливо. Биоресурсы. Technol. 118, 37–42. DOI: 10.1016 / j.biortech.2012.04.035
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Курхаде А. и Далай А. К. (2018). Физиохимические характеристики и взаимодействие носителя гетерополикислоты на оксиде алюминия для производства биодизеля. Asia-Pac. J. Chem. Англ. 13: e2249. DOI: 10.1002 / apj.2249
CrossRef Полный текст | Google Scholar
Лам, М. К., Ли, К. Т., и Мохамед, А. Р. (2010). Гомогенный, гетерогенный и ферментативный катализ для переэтерификации масла с высоким содержанием свободных жирных кислот (отработанное кулинарное масло) в биодизельное топливо: обзор. Biotechnol. Advanc. 28, 500–518. DOI: 10.1016 / j.biotechadv.2010.03.002
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Latchubugata, C. S., Kondapaneni, R. V., Patluri, K. K., Virendra, U., and Vedantam, S. (2018). Исследования кинетики и оптимизации с использованием методологии поверхности отклика в производстве биодизеля с использованием гетерогенного катализатора. Chem. Англ. Res. Des. 135, 129–139. DOI: 10.1016 / j.cherd.2018.05.022
CrossRef Полный текст | Google Scholar
Ли, А.Ф., Беннетт, Дж. А., Манайил, Дж. К., и Уилсон, К. (2014). Гетерогенный катализ для устойчивого производства биодизельного топлива путем этерификации и переэтерификации. Chem. Soc. Ред. 43, 7887–7916. DOI: 10.1039 / C4CS00189C
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Ли, Х. В., Хуан, Дж. К., и Тауфик-Яп, Ю. Х. (2015). Приготовление и применение бинарного кислотно-основного катализатора CaO – La2O3 для производства биодизеля. Обновить. Энергия 74, 124–132.DOI: 10.1016 / j.renene.2014.07.017
CrossRef Полный текст | Google Scholar
Li, X., He, X.-Y., Li, Z.-L., Wang, Y.-D., Wang, C.-Y., Shi, H., et al. (2012). Ферментативное производство биодизеля из масла семян Pistacia chinensis bge с использованием иммобилизованной липазы. Топливо 92, 89–93. DOI: 10.1016 / j.fuel.2011.06.048
CrossRef Полный текст | Google Scholar
Li, Z., Ding, S., Chen, C., Qu, S., Du, L., Lu, J., et al. (2019). Перерабатываемый цеолит Li / NaY как гетерогенный щелочной катализатор для производства биодизеля: оптимизация процесса и исследование кинетики. Energy Convers. Manag. 192, 335–345. DOI: 10.1016 / j.enconman.2019.04.053
CrossRef Полный текст | Google Scholar
Лиммани, С., Нари, Т., Буньякиат, К., и Нгамчаруссривичай, К. (2013). Смешанные оксиды Ca, Mg и Zn в качестве гетерогенных основных катализаторов для синтеза метиловых эфиров пальмоядрового масла. Chem. Англ. J. 225, 616–624. DOI: 10.1016 / j.cej.2013.03.093
CrossRef Полный текст | Google Scholar
Линг, Дж. С. Дж., Тан, Ю.Х., Мубарак, Н. М., Канседо, Дж., Сапторо, А., и Ноласко-Иполито, К. (2019). Обзор гетерогенного катализатора на основе оксида кальция из отходов синтеза биодизельного топлива. SN Прил. Sci. 1: 810. DOI: 10.1007 / s42452-019-0843-3
CrossRef Полный текст | Google Scholar
Лю Р., Ван X., Чжао X. и Фэн П. (2008a). Сульфированный упорядоченный мезопористый углерод для каталитического приготовления биодизельного топлива. Углерод 46, 1664–1669. DOI: 10.1016 / j.carbon.2008.07.016
CrossRef Полный текст | Google Scholar
Лю, X., Хе, Х., Ван, Ю. и Чжу, С. (2007). Переэтерификация соевого масла в биодизельное топливо с использованием SrO2 в качестве твердого основного катализатора. Catal. Commun. 8, 1107–1111. DOI: 10.1016 / j.catcom.2006.10.026
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Лю X., Хэ Х., Ван Ю., Чжу С. и Пяо X. (2008b). Переэтерификация соевого масла в биодизельное топливо с использованием СаО в качестве твердого основного катализатора. Топливо 87, 216–221. DOI: 10.1016 / j.fuel.2007.04.013
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Лопресто, К.Г., Наккарато, С., Альбо, Л., Де Паола, М. Г., Чакраборти, С., Курсио, С. и др. (2015). Ферментативная переэтерификация отработанного растительного масла для производства биодизеля. Ecotoxicol. Environ. Безопасный. 121, 229–235. DOI: 10.1016 / j.ecoenv.2015.03.028
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Мадхувилакку Р., Пираман С. (2013). Синтез биодизельного топлива с помощью TiO 2 Процесс переэтерификации пальмового масла, катализируемый нанокатализатором из смешанных оксидов -ZnO. Биоресурсы.Technol. 150, 55–59. DOI: 10.1016 / j.biortech.2013.09.087
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Mahlia, T. M. I., Syazmi, Z. A. H. S., Mofijur, M., Abas, A. E. P., Bilad, M. R., et al. (2020). Обзор патентного ландшафта производства биодизеля: технологические обновления. Обновить. Sust. Energ. Ред. 118: 109526. DOI: 10.1016 / j.rser.2019.109526
CrossRef Полный текст | Google Scholar
Majhi, S., и Ray, S. (2016). Исследование производства биодизеля с использованием нового твердого оксидного катализатора, полученного из отходов. Environ. Sci. Загрязнение. Res. 23, 9251–9259. DOI: 10.1007 / s11356-015-4824-9
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Малеки, Э., Ароуа, М. К., Сулейман, Н. М. Н. (2013). Касторовое масло — более подходящее сырье для ферментативного производства метиловых эфиров. Топливный процесс. Technol. 112, 129–132. DOI: 10.1016 / j.fuproc.2013.03.003
CrossRef Полный текст | Google Scholar
Манрикес-Рамирес, М., Гомес, Р., Эрнандес-Кортес, Х.Г., Суньига-Морено, А., Реза-Сан-Херман, К. М. и др. (2013). Достижения в переэтерификации триглицеридов в биодизельное топливо с использованием MgO – NaOH, MgO – KOH и MgO – CeO2 в качестве твердых основных катализаторов. Catal. Сегодня 212, 23–30. DOI: 10.1016 / j.cattod.2012.11.005
CrossRef Полный текст | Google Scholar
Мансир Н., Тауфик-Яп Ю. Х., Рашид У. и Локман И. М. (2017). Исследование характеристик гетерогенного твердого кислотного катализатора на низкосортном сырье для производства биодизеля: обзор. Energy Convers. Manag. 141, 171–182. DOI: 10.1016 / j.enconman.2016.07.037
CrossRef Полный текст | Google Scholar
Мардхиа, Х. Х., Онг, Х. К., Масджуки, Х. Х., Лим, С., и Ли, Х. В. (2017). Обзор последних разработок и будущих перспектив гетерогенного катализатора в производстве биодизельного топлива из непищевых масел. Обновить. Sust. Energ. Ред. 67, 1225–1236. DOI: 10.1016 / j.rser.2016.09.036
CrossRef Полный текст | Google Scholar
Марин-Суарес, М., Мендес-Матеос, Д., Гуадикс, А., и Гуадикс, Э. М. (2019). Повторное использование иммобилизованных липаз при переэтерификации отработанного рыбьего жира для производства биодизеля. Обновить. Energ. 140, 1–8. DOI: 10.1016 / j.renene.2019.03.035
CrossRef Полный текст | Google Scholar
Марваха А., Роша П., Мохапатра С. К., Махла С. К. и Дхир А. (2018). Отходы как потенциальные катализаторы производства биодизеля: текущее состояние и перспективы. Топливный процесс. Technol. 181, 175–186. DOI: 10.1016 / j.fuproc.2018.09.011
CrossRef Полный текст | Google Scholar
Мата, Т. М., Соуза, И. Р. Б. Г., Виейра, С. С., Каэтано, Н. С. (2012). Производство биодизеля из кукурузного масла путем ферментативного катализа этанолом. Energy Fuels 26, 3034-3041. DOI: 10.1021 / ef300319f
CrossRef Полный текст | Google Scholar
Маккензи, А. Л., Фишел, К. Т., и Дэвис, Р. Дж. (1992). Исследование структуры поверхности и основных свойств прокаленных гидроталькитов. J. Catal. 138, 547–561. DOI: 10.1016 / 0021-9517 (92) -3
CrossRef Полный текст | Google Scholar
Мелеро, Дж. А., Иглесиас, Дж., И Моралес, Г. (2009). Гетерогенные кислотные катализаторы для производства биодизеля: текущее состояние и будущие задачи. Green Chem. 11, 1285–1308. DOI: 10.1039 / b
CrossRef Полный текст | Google Scholar
Мофиджур М., Масджуки Х. Х., Калам М. А., Атабани А. Э., Ризванул Фаттах И. М. и Мобарак Х.М. (2014). Сравнительная оценка рабочих характеристик и характеристик выбросов биодизеля на основе Moringa oleifera и пальмового масла в дизельном двигателе. Ind. Crops Prod. 53, 78–84. DOI: 10.1016 / j.indcrop.2013.12.011
CrossRef Полный текст | Google Scholar
Мохебби, С., Ростамизаде, М., и Кахфорушан, Д. (2020). Влияние молибденового промотора на характеристики нанокатализатора с высоким содержанием кремнезема MoO 3 / B-ZSM-5 в производстве биодизельного топлива. Топливо 266: 117063.DOI: 10.1016 / j.fuel.2020.117063
CrossRef Полный текст | Google Scholar
Мутабади, Х., Саламатиния, Б., Бхатия, С., и Абдулла, А. З. (2010). Ультразвуковой процесс производства биодизельного топлива из пальмового масла с использованием оксидов щелочноземельных металлов в качестве гетерогенных катализаторов. Топливо 89, 1818–1825. DOI: 10.1016 / j.fuel.2009.12.023
CrossRef Полный текст | Google Scholar
Моради, Г., Мохадези, М., Резаи, Р., и Моради, Р. (2015). Производство биодизеля с использованием катализатора CaO / γ-Al2O3, синтезированного золь-гель методом. Canad. J. Chem. Англ. 93, 1531–1538. DOI: 10.1002 / cjce.22258
CrossRef Полный текст | Google Scholar
Навахас А., Кампо И., Морал А., Эчаве Дж., Санс О., Монтес М. и др. (2018). Выдающиеся характеристики регидратированных гидроталькитов Mg-Al в качестве гетерогенных катализаторов метанолиза для синтеза биодизельного топлива. Топливо 211, 173–181. DOI: 10.1016 / j.fuel.2017.09.061
CrossRef Полный текст | Google Scholar
Наебзаде, Х., Сагатолеслами, Н., Хагиги, М., и Табасизаде, М. (2017). Влияние типа топлива на получение нанокатализатора KOH / Ca 12 Al 14 O 33 с помощью микроволн для производства биодизельного топлива с помощью микроволнового нагрева. J. Taiwan Inst. Chem. Англ. 75, 148–155. DOI: 10.1016 / j.jtice.2017.03.018
CrossRef Полный текст | Google Scholar
Новицки Дж., Лах Дж., Органек М. и Сабура Э. (2016). Переэтерификация рапсового масла в биодизельное топливо над гидроталькитами MgAl, легированными цирконием. Прил. Катал. Генрл. 524, 17–24. DOI: 10.1016 / j.apcata.2016.05.015
CrossRef Полный текст | Google Scholar
Онг, Х. К., Масджуки, Х. Х., Махлия, Т. М. И., Силитонга, А. С., Чонг, В. Т., и Юсаф, Т. (2014). Характеристики двигателя и выбросы при использовании биодизеля Jatropha curcas , Ceiba pentandra и Calophyllum inophyllum в дизельном двигателе CI. Энергия 69, 427–445. DOI: 10.1016 / j.energy.2014.03.035
CrossRef Полный текст | Google Scholar
Онг, Х.К., Милано, Дж., Силитонга, А. С., Хассан, М. Х., Шамсуддин, А. Х., Ван, С.-Т. и др. (2019). Производство биодизеля из смеси масел Calophyllum inophyllum-Ceiba pentandra: Оптимизация и характеристика. J. Clean. Prod. 219, 183–198. DOI: 10.1016 / j.jclepro.2019.02.048
CrossRef Полный текст | Google Scholar
Палаш, С. М., Масджуки, Х. Х., Калам, М. А., Атабани, А. Э., Ризванул Фаттах, И. М., и Санджид, А. (2015). Производство биодизеля, характеристики, характеристики дизельного двигателя и характеристики выбросов метиловых эфиров из полистахового масла Aphanamixis из Бангладеш. Energy Convers. Manag. 91, 149–157. DOI: 10.1016 / j.enconman.2014.12.009
CrossRef Полный текст | Google Scholar
Пандит П. Р. и Фулекар М. Х. (2017). Отходы яичной скорлупы как гетерогенный нанокатализатор для производства биодизеля: оптимизация с помощью методологии поверхности отклика. J. Environ. Управлять. 198, 319–329. DOI: 10.1016 / j.jenvman.2017.04.100
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Цю, Ф., Ли, Ю., Ян, Д., Ли, X., и Sun, P. (2011). Гетерогенный нанокатализатор на твердой основе: получение, характеристика и применение в производстве биодизеля. Биоресурсы. Technol. 102, 4150–4156. DOI: 10.1016 / j.biortech.2010.12.071
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Квирино, М. Р., Оливейра, М. Дж. К., Кейсон, Д., Лусена, Г. Л., Оливейра, Дж. Б. Л. и Гама, Л. (2016). Синтез алюмината цинка с большой площадью поверхности микроволновым гидротермальным методом, применяемым при переэтерификации соевого масла (биодизеля). Mater. Res. Бык. 74, 124–128. DOI: 10.1016 / j.materresbull.2015.10.027
CrossRef Полный текст | Google Scholar
Рахмани Вахид, Б., Хагиги, М., Алаеи, С., и Тогхиани, Дж. (2017). Повышение возможности повторного использования синтезированного сгорания нанокатализатора MgO / MgAl 2 O4 в производстве биодизельного топлива путем обработки плазмой тлеющего разряда. Energy Convers. Manag. 143, 23–32. DOI: 10.1016 / j.enconman.2017.03.075
CrossRef Полный текст | Google Scholar
Роперо-Вега, Дж.Л., Алдана-Перес, А., Гомес, Р., и Ниньо-Гомес, М. Э. (2010). Сульфат диоксида титана [TiO 2 / SO4 2 -]: очень активный твердый кислотный катализатор для этерификации свободных жирных кислот этанолом. Прил. Катал. A-Gen. 379, 24–29. DOI: 10.1016 / j.apcata.2010.02.020
CrossRef Полный текст | Google Scholar
Roschat, W., Phewphong, S., Khunchalee, J., and Moonsin, P. (2018). Производство биодизеля этанолизом пальмового масла с использованием SrO в качестве основного гетерогенного катализатора. Mater. Сегодня Proc. 5, 13916–13921. DOI: 10.1016 / j.matpr.2018.02.040
CrossRef Полный текст | Google Scholar
Рощат В., Сиританон Т., Юсук Б. и Промарак В. (2016). Производство биодизельного топлива из пальмового масла с использованием CaO, полученного из гашеной извести, в качестве недорогого основного гетерогенного катализатора. Energy Convers. Manag. 108, 459–467. DOI: 10.1016 / j.enconman.2015.11.036
CrossRef Полный текст | Google Scholar
Рухул, А. М., Калам, М.А., Масджуки, Х. Х., Фаттах, И. М. Р., Рехам, С. С., и Рашед, М. М. (2015). Современное состояние процессов производства биодизеля: обзор гетерогенного катализатора. RSC Advanc. 5, 101023–101044. DOI: 10.1039 / C5RA09862A
CrossRef Полный текст | Google Scholar
Рухул, А. М., Калам, М. А., Масджуки, Х. Х., Шахир, С. А., Алабдулкарем, А., Теох, Ю. Х. и др. (2017). Оценка характеристик сгорания, рабочих характеристик и выбросов биодизельных смесей Millettia pinnata и Croton megalocarpus в дизельном двигателе. Energy 141, 2362–2376. DOI: 10.1016 / j.energy.2017.11.096
CrossRef Полный текст | Google Scholar
Салинас, Д., Сепульведа, К., Эскалона, Н., Гфьерро, Дж. Л., и Печки, Г. (2018). Золь – гель La 2 O 3 -ZrO 2 смешанные оксидные катализаторы для производства биодизельного топлива. J. Energ. Chem. 27, 565–572. DOI: 10.1016 / j.jechem.2017.11.003
CrossRef Полный текст | Google Scholar
Сани, Ю. М., Дауд, В. М. А. В., и Абдул Азиз, А. Р. (2014). Активность твердых кислотных катализаторов для производства биодизеля: критический обзор. Прил. Катал. A Gen. 470, 140–161. DOI: 10.1016 / j.apcata.2013.10.052
CrossRef Полный текст | Google Scholar
Сантьяго-Торрес, Н., Ромеро-Ибарра, И. К., и Пфайфер, Х. (2014). Цирконат натрия (Na 2 ZrO 3 ) в качестве катализатора в реакции переэтерификации соевого масла для производства биодизельного топлива. Топливный процесс. Technol. 120, 34–39.DOI: 10.1016 / j.fuproc.2013.11.018
CrossRef Полный текст | Google Scholar
Сараванан А., Муруган М., Шриниваса Редди М. и Парида С. (2020). Рабочие характеристики и характеристики выбросов двигателя CI с переменной степенью сжатия, работающего на двойном биодизельном топливе, состоящем из семян рапса и махуа. Топливо 263: 116751. DOI: 10.1016 / j.fuel.2019.116751
CrossRef Полный текст | Google Scholar
Шухардт У., Серчели Р. и Варгас Р. М. (1998). Переэтерификация растительных масел: обзор. J. Braz. Chem. Soc. 9, 199–210. DOI: 10.1590 / S0103-50531998000300002
CrossRef Полный текст | Google Scholar
Сеффати К., Хонарвар Б., Эсмаили Х. и Эсфандиари Н. (2019). Увеличение производства биодизельного топлива из куриного жира с использованием нанокатализатора CaO / CuFe2O4 и его комбинации с дизельным топливом для улучшения свойств топлива. Топливо 235, 1238–1244. DOI: 10.1016 / j.fuel.2018.08.118
CrossRef Полный текст | Google Scholar
Секоай, П.Т., Оума, К. Н. М., Дю Пре, С. П., Модиша, П., Энгельбрехт, Н., Бессарабов, Д. Г. и др. (2019). Применение наночастиц в биотопливе: обзор. Топливо 237, 380–397. DOI: 10.1016 / j.fuel.2018.10.030
CrossRef Полный текст | Google Scholar
Семвал С., Арора А. К., Бадони Р. П. и Тули Д. К. (2011). Производство биодизеля с использованием гетерогенных катализаторов. Биоресурсы. Technol. 102, 2151–2161. DOI: 10.1016 / j.biortech.2010.10.080
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Шах, С., и Гупта, М. Н. (2007). Катализируемое липазой получение биодизельного топлива из масла ятрофы в системе без растворителей. Process Biochemi. 42, 409–414. DOI: 10.1016 / j.procbio.2006.09.024
CrossRef Полный текст | Google Scholar
Шан, Р., Лу, Л., Ши, Ю., Юань, Х., и Ши, Дж. (2018). Катализаторы из возобновляемых источников для производства биодизеля. Энерг. Беседы. Управлять. 178, 277–289. DOI: 10.1016 / j.enconman.2018.10.032
CrossRef Полный текст | Google Scholar
Ши, Г., Ю, Ф., Ван, Ю., Пан, Д., Ван, Х., и Ли, Р. (2016). Новый однореакторный синтез тетрагонального сульфатированного диоксида циркония катализатора с высокой активностью для производства биодизельного топлива путем переэтерификации соевого масла. Обновить. Energy 92, 22–29. DOI: 10.1016 / j.renene.2016.01.094
CrossRef Полный текст | Google Scholar
Сиддик, М. Н., Каземян, Х., Рохани, С. (2011). Производство биодизеля из липидов осадка сточных вод с использованием кислотного гетерогенного катализатора. Chem. Англ. Technol. 34, 1983–1988. DOI: 10.1002 / ceat.201100119
CrossRef Полный текст | Google Scholar
Силитонга, А.С., Масджуки, Х. Х., Махлия, Т. М. И., Онг, Х. К., Чонг, В. Т., и Босро, М. Х. (2013a). Обзор свойств биодизельных дизельных смесей из пищевого и непищевого сырья. Обновить. Sust. Energ. Ред. 22, 346–360. DOI: 10.1016 / j.rser.2013.01.055
CrossRef Полный текст | Google Scholar
Силитонга, А.С., Онг, Х. К., Малия, Т. М. И., Масджуки, Х. Х., и Чонг, В. Т. (2013b). Характеристика и производство биодизеля Ceiba pentandra и его смесей. Топливо 108, 855–858. DOI: 10.1016 / j.fuel.2013.02.014
CrossRef Полный текст | Google Scholar
Силитонга, А.С., Шамсуддин, А.Х., Махлия, Т.М.И., Милано, Дж., Кусумо, Ф., Сисванторо, Дж., И др. (2020). Синтез биодизеля из масла Ceiba pentandra путем переэтерификации с помощью микроволнового излучения: моделирование и оптимизация ELM. Обновить. Энергия 146, 1278–1291. DOI: 10.1016 / j.renene.2019.07.065
CrossRef Полный текст | Google Scholar
Sirisomboonchai, S., Abuduwayiti, M., Guan, G., Samart, C., Abliz, S., Hao, X., et al. (2015). Производство биодизеля из отработанного растительного масла с использованием в качестве катализатора обожженной скорлупы гребешка. Energy Convers. Управлять. 95, 242–247. DOI: 10.1016 / j.enconman.2015.02.044
CrossRef Полный текст | Google Scholar
Сулейман, Н. Ф., Ван Абу Бакар, В.А., и Али Р. (2017). Методология поверхности отклика для оптимального производства биодизеля на катализаторе Cr / Ca / γ-Al 2 O 3 : Каталитические характеристики и физико-химические исследования. Обновить. Энергия 113, 697–705. DOI: 10.1016 / j.renene.2017.06.007
CrossRef Полный текст | Google Scholar
Sun, H., Ding, Y., Duan, J., Zhang, Q., Wang, Z., Lou, H., et al. (2010). Переэтерификация подсолнечного масла в биодизельное топливо на катализаторе La2O3 на носителе из ZrO2. Биоресурсы. Technol. 101, 953–958. DOI: 10.1016 / j.biortech.2009.08.089
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Szczesna Antczak, M., Kubiak, A., Antczak, T., and Bielecki, S. (2009). Ферментативный биодизельный синтез — ключевые факторы, влияющие на эффективность процесса. Обновить. Energ. 34, 1185–1194. DOI: 10.1016 / j.renene.2008.11.013
CrossRef Полный текст | Google Scholar
Тан, Ю. Х., Абдулла, М. О., Канседо, Дж., Мубарак, Н. М., Чан, Ю. С., Ноласко-Иполито, К. (2019). Производство биодизеля из отработанного кулинарного масла с использованием твердого зеленого катализатора, полученного из кальцинированных отходов плавления куриных и рыбных костей. Обновить. Energ. 139, 696–706. DOI: 10.1016 / j.renene.2019.02.110
CrossRef Полный текст | Google Scholar
Тео, С. Х., Рашид, У., Томас Чунг, С. Й., и Тауфик-Яп, Я. Х. (2017). Гетерогенный биметаллический оксид на основе кальция, катализируемый переэтерификацией триглицеридов, полученных из Elaeis guineensis, для производства биодизельного топлива. Energy Convers. Управлять. 141, 20–27. DOI: 10.1016 / j.enconman.2016.03.042
CrossRef Полный текст | Google Scholar
Тичит Д., Лути М. Х., Гуида А., Чиче Б. Х., Фигерас Ф., Ору А. и др. (1995). Текстурные свойства и каталитическая активность гидроталькитов. J. Catal. 151, 50–59. DOI: 10.1006 / jcat.1995.1007
CrossRef Полный текст | Google Scholar
Trakarnpruk, W., и Porntangjitlikit, S. (2008). Биодизель из пальмового масла, синтезированный с кальцинированным гидротальцитом, нагруженным калием, и влияние смеси биодизеля на свойства эластомера. Обновить. Energ. 33, 1558–1563. DOI: 10.1016 / j.renene.2007.08.003
CrossRef Полный текст | Google Scholar
Vaccari, A. (1999). Глины и катализ: многообещающее будущее. Прил. Clay Sci. 14, 161–198. DOI: 10.1016 / S0169-1317 (98) 00058-1
CrossRef Полный текст | Google Scholar
Вакил М. А., Калам М. А., Масджуки Х. Х. и Ризванул Фаттах И. М. (2016). Рисовые отруби: перспективный ресурс для производства биодизеля в Бангладеш. Внутр. J. Green Energy 13, 497–504. DOI: 10.1080 / 15435075.2014.966374
CrossRef Полный текст | Google Scholar
Ван Омар, В. Н. Н., Амин, Н. А. С. (2011). Производство биодизеля из отработанного кулинарного масла на щелочно-модифицированном циркониевом катализаторе. Топливный процесс. Technol. 92, 2397–2405. DOI: 10.1016 / j.fuproc.2011.08.009
CrossRef Полный текст | Google Scholar
Яшар, Ф. (2019). Производство биодизеля из отработанной яичной скорлупы в качестве недорогого гетерогенного катализатора: влияние на некоторые критические свойства топлива и сравнение с CaO. Топливо 255: 115828. DOI: 10.1016 / j.fuel.2019.115828
CrossRef Полный текст | Google Scholar
Yoo, S.J., Lee, H.-S., Veriansyah, B., Kim, J., Kim, J.-D., and Lee, Y.-W. (2010). Синтез биодизельного топлива из рапсового масла с использованием сверхкритического метанола с катализаторами на основе оксидов металлов. Биоресурсы. Technol. 101, 8686–8689. DOI: 10.1016 / j.biortech.2010.06.073
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Забети, М., Ван Дауд, В.М. А. и Ароуа М. К. (2009). Активность твердых катализаторов для производства биодизеля: обзор. Топливный процесс. Technol. 90, 770–777. DOI: 10.1016 / j.fuproc.2009.03.010
CrossRef Полный текст | Google Scholar
Цзэн, Х.-Й., Ляо, К.-Б., Дэн, X., Цзян, Х., и Чжан, Ф. (2009). Характеристика липазы, иммобилизованной на гидротальците Mg – Al для биодизельного топлива. Process Biochem. 44, 791–798. DOI: 10.1016 / j.procbio.2009.04.005
CrossRef Полный текст | Google Scholar
Чжан, Г., Хаттори, Х., и Танабе, К. (1988). Добавление ацетона в альдол, катализируемое твердыми основными катализаторами: оксид магния, оксид кальция, оксид стронция, оксид бария, оксид лантана (III) и оксид циркония. Прил. Катал. 36, 189–197. DOI: 10.1016 / S0166-9834 (00) 80114-1
CrossRef Полный текст | Google Scholar
Чжан, Ю., Ню, С., Лу, К., Гонг, З., и Ху, X. (2020). Каталитические характеристики NaAlO2 / γ-Al2O3 в качестве гетерогенного нанокатализатора для производства биодизельного топлива: оптимизация с использованием методологии поверхности отклика. Energy Convers. Управлять. 203: 112263. DOI: 10.1016 / j.enconman.2019.112263
CrossRef Полный текст | Google Scholar
Что такое биодизель
Что такое биодизель? Каковы преимущества биодизеля? Производство биодизеля Производственный процесс| Рапсовые поля дают яркие цвета |
Что такое биодизель?
Биодизель — это альтернативное топливо, аналогичное обычному или ископаемому дизельному топливу.Биодизель можно производить из прямой растительное масло, животное масло / жиры, жир и отработанное кулинарное масло. Процесс, используемый для преобразования этих масел в биодизельное топливо: называется переэтерификацией. Этот процесс более подробно описан ниже. Максимально возможный источник подходящего масла получают из масличных культур, таких как рапс, пальма или соя. В Великобритании рапс представляет наибольшую потенциал для производства биодизеля. Большая часть производимого в настоящее время биодизеля производится из отработанного растительного масла. из ресторанов, магазинов чипсов, промышленных производителей продуктов питания, таких как Birdseye и т. д.Хотя масло прямо из сельского хозяйства промышленность представляет собой величайший потенциальный источник, она не добывается в коммерческих целях просто потому, что сырая нефть слишком дорогой. После того, как была добавлена стоимость преобразования его в биодизельное топливо, он стал слишком дорогим, чтобы конкурировать с ископаемым дизельным топливом. Отработанное растительное масло часто можно получить бесплатно или получить уже обработанное за небольшую плату. (Отработанное масло необходимо обработать перед переходом на биодизельное топливо для удаления примесей).В результате производится биодизель. из отработанного растительного масла может конкурировать с ископаемым дизельным топливом. Подробнее о стоимости биодизеля и таких факторах, как пошлина играют важную роль можно найти здесь.
Каковы преимущества биодизеля?Биодизель обладает множеством экологически полезных свойств. Основное преимущество биодизеля заключается в том, что его можно описать как углеродно-нейтральный. Это означает, что топливо не производит чистый выброс углерода в виде диоксида углерода (CO2).Этот Эффект возникает из-за того, что при росте масличных культур поглощается такое же количество CO2, которое выделяется при сгорании топлива. На самом деле это не совсем точно, так как CO2 выделяется во время производства удобрений, необходимых для внесения удобрений. поля, на которых выращиваются масличные культуры. Производство удобрений — не единственный источник загрязнения, связанного с производство биодизеля, другие источники включают процесс этерификации, экстракцию масла растворителем, очистка, сушка и транспортировка.Все эти процессы требуют ввода энергии в виде электричества или от топлива, оба из которых обычно приводят к выбросу парниковых газов. Чтобы правильно оценить влияние все эти источники требуют использования метода, называемого анализом жизненного цикла. Наш раздел по LCA присматривается к этому анализу. Биодизельное топливо быстро разлагается микроорганизмами и совершенно нетоксично, а это означает, что его утечки представляют гораздо меньший риск, чем ископаемое. разливы дизельного топлива.Биодизель имеет более высокую температуру воспламенения, чем ископаемое дизельное топливо, и поэтому он более безопасен в случае аварии.
Производство биодизеляКак упоминалось выше, биодизельное топливо можно производить из растительного масла прямого действия, животного масла / жиров, твердого жира и отработанных масел. Существует три основных пути производства биодизеля из масел и жиров:
- Переэтерификация масла, катализируемая основанием.
- Прямая переэтерификация масла, катализируемая кислотой.
- Превращение масла в жирные кислоты, а затем в биодизельное топливо.
Почти все биодизельное топливо производится с использованием переэтерификации, катализируемой основанием, поскольку это наиболее экономичный процесс, требующий только низкие температуры и давления с выходом конверсии 98%. По этой причине только этот процесс будет описано в этом отчете.
Процесс переэтерификации — это реакция триглицерида (жир / масло) со спиртом с образованием сложных эфиров и глицерина.Триглицерид имеет молекулу глицерина в качестве основы с тремя присоединенными длинноцепочечными жирными кислотами. Характеристики жир определяется природой жирных кислот, связанных с глицерином. Природа жирных кислот может в свою очередь влияют на характеристики биодизеля. В процессе этерификации триглицерид реагирует с спирт в присутствии катализатора, обычно сильной щелочи, такой как гидроксид натрия. Спирт реагирует с жирные кислоты с образованием сложного моноалкилового эфира или биодизельное топливо и сырой глицерин.В большинстве производств метанол или этанол используемый спирт (метанол производит сложные метиловые эфиры, этанол дает этиловые эфиры) и является основанием, катализируемым либо гидроксид калия или натрия. Было обнаружено, что гидроксид калия более подходит для биодизельного топлива на основе этилового эфира. При производстве метилового эфира можно использовать любое из оснований. Обычным продуктом процесса переэтерификации является изнасилование. Метиловый эфир (RME), полученный из сырого рапсового масла, прореагировал с метанолом.
На рисунке ниже показан химический процесс получения биодизельного топлива на основе метилового эфира. Реакция между жиром или маслом и спиртом является обратимой реакцией, поэтому необходимо добавлять спирт в избытке, чтобы направить реакцию вправо и обеспечить полное преобразование.
Продуктами реакции являются собственно биодизель и глицерин.
Об успешной реакции переэтерификации свидетельствует разделение слоев сложного эфира и глицерина после время реакции.Более тяжелый побочный продукт, глицерин, оседает и может быть продан как есть или может быть очищен для использования в другие отрасли, например фармацевтика, косметика и др.
Прямое растительное масло (SVO) можно использовать непосредственно в качестве заменителя ископаемого дизельного топлива, однако использование этого топлива может привести к некоторые довольно серьезные проблемы с двигателем. Из-за своей относительно высокой вязкости SVO приводит к плохому распылению топлива, неполное сгорание, закоксовывание топливных форсунок, карбонизация колец и скопление топлива в смазочном масле.Лучшим методом решения этих проблем является переэтерификация масла.
Преимущества переэтерификации масла для сгорания двигателя:
- Пониженная вязкость
- Полное удаление глицеридов
- Пониженная точка кипения
- Пониженная температура вспышки
- Пониженная температура застывания
Ниже приводится пример простой производственной схемы с кратким объяснением каждого шага.(ссылка 1)
Смесь спирта и катализатора
Катализатором обычно является гидроксид натрия (каустическая сода) или гидроксид калия (поташ). Его растворяют в спирте с помощью стандартной мешалки или миксера. Реакция. Затем смесь спирт / катализатор загружают в закрытый реакционный сосуд и добавляют масло или жир. С этого момента система полностью закрыта от атмосферы, чтобы предотвратить потерю алкоголя.Реакционная смесь держится чуть выше точки кипения спирта (около 160 F), чтобы ускорить вверх реакция и реакция имеет место. Рекомендуемое время реакции варьируется от 1 до 8 часов, а некоторые системы рекомендуют проводить реакцию при комнатной температуре. Избыточный спирт обычно используется для обеспечения полной конверсии жир или масло к его сложным эфирам. Необходимо следить за количеством воды и свободных жирных кислот в поступающем масле или жире. Если уровень свободных жирных кислот или воды слишком высок, это может вызвать проблемы с образованием мыла и отделением побочный продукт глицерина ниже по потоку.
Разделение
После завершения реакции существуют два основных продукта: глицерин и биодизель. У каждого есть значительное количество избыток метанола, который использовали в реакции. Прореагировавшую смесь иногда нейтрализуют на этом этапе, если это необходимо. Фаза глицерина намного более плотная, чем фаза биодизеля, и их можно просто разделить под действием силы тяжести с помощью глицерина. отводится от дна отстойника.В некоторых случаях для более быстрого разделения двух материалов используется центрифуга.
Удаление спирта
После разделения фаз глицерина и биодизеля избыток спирта в каждой фазе удаляется с помощью процесс мгновенного испарения или перегонкой. В других системах спирт удаляется, а смесь нейтрализуется перед глицерин и сложные эфиры были разделены. В любом случае спирт восстанавливается с помощью дистилляционного оборудования и используется повторно.Необходимо следить за тем, чтобы вода не скапливалась в потоке рекуперированного спирта.
Нейтрализация глицерина
Побочный продукт глицерина содержит неиспользованный катализатор и мыла, которые нейтрализуются кислотой и отправляются на хранение. как сырой глицерин. В некоторых случаях соль, образовавшаяся на этом этапе, восстанавливается для использования в качестве удобрения. В большинстве случаев соль остается в глицерине. Вода и спирт удаляются, чтобы получить глицерин с чистотой 80-88%, который готов к продаже. как сырой глицерин.При более сложных операциях глицерин перегоняется до чистоты 99% или выше и продается в косметический и фармацевтический рынки.
Промывка на основе метилового эфира
После отделения от глицерина биодизель иногда очищают путем осторожной промывки теплой водой для удаления Остаточный катализатор или мыла сушат и отправляют на хранение. В некоторых процессах этот шаг не нужен. Это обычно окончание производственного процесса, в результате которого получается прозрачная жидкость янтарно-желтого цвета с вязкостью, аналогичной нефтедизелю.В некоторых системах биодизельное топливо перегоняется на дополнительной стадии для удаления небольших количеств цветных тел для получения бесцветный биодизель.