
Аппараты для сварки полипропиленовых труб
МО, г. Одинцово
- Доставка по России
- МО, г. Одинцово г. Одинцово, ул. Восточная, 19 Как добраться
- МО, г. Щелково г. Щелково, Пролетарский проспект, д. 20 Как добраться
- Москва, г.
 Щербинка г. Щербинка, ул. Восточная, д. 8 Как добраться
Щербинка г. Щербинка, ул. Восточная, д. 8 Как добраться - Казань Советский район, проспект Альберта Камалеева, д. 44 Как добраться
- Краснодар ул. Шоссе Нефтяников, д. 40 Как добраться
- Ростов-на-Дону ул.
 Малиновского, д.23 Д Как добраться
Малиновского, д.23 Д Как добраться - Пермь Индустриальный район, ул. 2-я Казанцевская, д. 11
- Воронеж пр. Патриотов, д. 45г Как добраться
- Нижний Новгород ул.
 Бетанкура, д. 1 ТРЦ «Седьмое небо» Как добраться
Бетанкура, д. 1 ТРЦ «Седьмое небо» Как добраться - Челябинск ул. Труда, д. 203, ТРК Родник Как добраться
- Екатеринбург ул. Шефская, д. 107 Как добраться
- Саратов Вольский тракт, д.

- Оренбург Шарлыкское ш., д. 1, молл «Армада» Как добраться
Сортировка Популярные дешевле дороже по алфавиту по рейтингу
- Популярные
- дешевле
- дороже
- по алфавиту
- по рейтингу
Количество товаров: 4
4 шт.
Показать
24 36 48 96
Наверх
В интернет-магазине Castorama вы можете купить аппараты для сварки полипропиленовых труб по низким ценам в Москве, Санкт-Петербурге и других городах России.
Интернет-гипермаркет Сastorama — это:
*Большой каталог товаров для дома и дачи;
*Удобный поиск строительно-ремонтных и отделочных материалов;
*Возможность заказать оборудование, устройства для сварки полипропиленовых труб с доставкой недорого.
Вы можете заказать товары для ремонта, дома и дачи на сайте и забрать их в магазине Castorama.
Категория Сварочное оборудование
имеет и другие полезные товары, на которые Вам стоит обратить внимание.
Cогласен на обработку моих персональных данных
Сварочный аппарат (паяльник) для полипропиленовых труб, ЗУБР Мастер АСТ-800, 800 Вт, 50-300С, насадки 20, 25, 32, 40, 50, 63мм, мет. кейс, 220В
Преимущества
- Быстро нагревается, легко управляется, позволяет быстро и качественно сваривать трубы и фитинги между собой.
- Сварочный аппарат служит для надежного соединения полипропиленовых труб и фитингов
- Высокая мощность позволит быстро прогреть аппарат
- В комплекте представлены нагревательные насадки для труб диаметром 20,25,32,40,50,63 мм
- Антипригарное тефлоновое покрытие сварочных поверхностей насадок не подвержено прилипанию расплавленного материала при использовании
- На корпусе аппарата для сварки полипропиленовых труб расположены специальные индикаторы, которые оповещают о включении в сеть и нагреве
- Сварочный аппарат и насадки удобно хранятся в металлическом кейсе, что предотвращает их потерю в процессе транспортировки
- Обрезиненная рукоятка обеспечивает надежный хват и предотвращает проскальзывание во время работы
- В зависимости от толщины соединяемых труб рабочая температура варьируется от 50°С до 300°С
- Высокая скорость нагрева аппарата обеспечивает хороший темп работы
- Аппарат расположен на подставке для устойчивости и комфорта работы
Описание
Сварочный аппарат для полипропиленных труб ЗУБР используется в сфере сантехнических работ для быстрого и легкого образования надежного соединения трубных систем.
Аппарат подходит как для опытных мастеров, так и для новичков, не требует специального оборудования для проведения ручной сварки разных видов полипропиленных труб и фитингов.
Применение
Для ручной сварки пластиковых труб методом расплавления поверхностей трубы и фитинга.
На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
17 722 Р9 470 Р
В наличии
Купить в 1 клик
4 490 Р
Осталась 1 штука
Купить в 1 клик
В наличии
Купить в 1 клик
14 140 Р
В наличии
Купить в 1 клик
3 820 Р
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Распродажа
67 819 Р
35 390 Р
В наличии
Купить в 1 клик
23 452 Р
12 190 Р
В наличии
Купить в 1 клик
New!
21 619 Р
11 450 Р
В наличии
Купить в 1 клик
19 511 Р
10 440 Р
В наличии
Купить в 1 клик
17 722 Р
9 470 Р
В наличии
Купить в 1 клик
14 698 Р
7 640 Р
В наличии
Купить в 1 клик
10 628 Р
5 550 Р
В наличии
Купить в 1 клик
New!
8 456 Р
4 520 Р
Осталась 1 штука
Купить в 1 клик
Утюг для сварки полипропиленовых труб в Владивостоке: 500-товаров: бесплатная доставка, скидка-50% [перейти]
Партнерская программаПомощь
Владивосток
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Утюг для сварки полипропиленовых труб
21 122
23600
Комплект для сварки пластиковых труб DYTRON Set P-4a 650W TW MINI blue (20-32мм. ) (гарантия 5 лет) утюг полипропиленовых (D04531)
) (гарантия 5 лет) утюг полипропиленовых (D04531)
В МАГАЗИНЕще цены и похожие товары
5 904
9580
Сварочный аппарат (ПАЯЛЬНИК). Паяльник-утюг, для полипропиленовых труб (ППР) CANDAN — CM-01-SET-WV 1500W 20-40mm
В МАГАЗИНЕще цены и похожие товары
30 032
30032
Комплект для сварки пластиковых труб DYTRON P-4A 650W TW PROFI blue (16-63мм) (гарантия 5 лет) утюг полипропиленовых (D04105)
В МАГАЗИНЕще цены и похожие товары
1 552
2100
Lava ап-1 утюг для полипропилена Тип: Аппарат для сварки труб, Размер: Длина 30.000 Ширина 25.000
В МАГАЗИНЕще цены и похожие товары
2 661
25480
Паяльник PPR Трубчатый 16-32 1800 Вт TIM / Сварочный аппарат для полипропиленовых труб Утюг пайки труб/ сварки
В МАГАЗИНЕще цены и похожие товары
3 534
6420
Паяльник-утюг, сварочный аппарат для полипропиленовых труб (ППР) CANDAN CM-06 SET набор (20,25,32,40) ECO 1500 Watt (5/1) (VD000100035)
В МАГАЗИНЕще цены и похожие товары
21 269
22547
Комплект для сварки пластиковых труб DYTRON Set P-4A 850W TW MINI blue (20-32) (гарантия 5 лет) утюг для полипропиленовых труб (D04970)
ПОДРОБНЕЕЕще цены и похожие товары
29 212
30958
Комплект для сварки пластиковых труб DYTRON Set P-4A 850W TW PROFI blue (16-63) (гарантия 5 лет) утюг для полипропиленовых труб (D03982)
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат для сварки полипропиленовых труб LAVA АП-1 Производитель: LAVA, Мощность: 1000Вт
ПОДРОБНЕЕЕще цены и похожие товары
19 734
DYTRON Set P-4a 850W MINI blue (20-32) утюг для полипропиленовых труб Производитель: Dytron
ПОДРОБНЕЕЕще цены и похожие товары
13 763
14600
Паяльник для сварки пластиковых труб DYTRON P-4A 650W TW SOLO (гарантия 5 лет) утюг для полипропиленовых труб (D03981)
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат для сварки полипропиленовых труб LAVA 32Р Производитель: LAVA, Способ соединения труб:
ПОДРОБНЕЕЕще цены и похожие товары
20 878
Комплект для сварки пластиковых труб DYTRON Set P-4A 650W TW MINI blue (20-40) (гарантия 5 лет) утюг для полипропиленовых труб (D51404)
ПОДРОБНЕЕЕще цены и похожие товары
22 110
DYTRON Set P-4b 850W TW Plus MINI blue (20-32) утюг для полипропиленовых труб Производитель: Dytron
ПОДРОБНЕЕЕще цены и похожие товары
5 097
6277
Сварочный аппарат «CANDAN СМ-01» Тип: Аппарат для сварки труб, Размер: Длина 50. 000 Ширина 27.000
000 Ширина 27.000
В МАГАЗИНЕще цены и похожие товары
4 510
5306
Аппарат для сварки труб Диолд АСПТ-4 Тип: Аппарат для сварки труб, Размер: Длина 44.000 Ширина
В МАГАЗИНЕще цены и похожие товары
3 499
4700
Паяльник WM-02 Тип: Аппарат для сварки труб, Размер: Длина 45.000 Ширина 30.000 Высота 10.000, Вес:
В МАГАЗИНЕще цены и похожие товары
2 423
3785
Сварочный аппарат (паяльник) для пластик.труб ЗУБР Мастер АСТ-800,800Вт Тип: Аппарат для сварки
В МАГАЗИНЕще цены и похожие товары
1 340
3250
Аппарат / Паяльник для сварки пластиковых ПВХ труб Ресанта АСПТ-1000А, 1000 Вт, 3 сменные насадки, термостат
В МАГАЗИНЕще цены и похожие товары
827
2200
Аппарат для сварки пластиковых ПВХ труб / паяльник полипропиленовых FAVOURITE PC EVO 3108 В, 800 Вт, регулятор температуры, 3 насадки
В МАГАЗИНЕще цены и похожие товары
3 221
15379
Аппарат для сварки полипропиленовых труб (20-63мм) (1400 Вт. ) в металлическом кейсе «VIEIR» Тип:
) в металлическом кейсе «VIEIR» Тип:
В МАГАЗИНЕще цены и похожие товары
5 700
7200
Сварочный аппарат Candan CM-02 (20-40) SET (700W) (Набор:Паяльник, насадки 20-40, Ножницы,ключи, металлический ящик)
В МАГАЗИНЕще цены и похожие товары
27 162
30866
Комплект PROFI blue-Сварочный аппарат стержневой DYTRON P-4a 650 W, с колодочными насадками 16,20,25,32,40,50,63 мм+плоская насадка 100 мм
В МАГАЗИНЕще цены и похожие товары
2 469
5100
Аппарат для сварки пластиковых труб TIM WM-08 Тип: Аппарат для сварки труб, Размер: Длина 21.000
В МАГАЗИНЕще цены и похожие товары
3 490
3490
Аппарат для сварки труб «ЗУБР», АСТ-2000 Тип: Аппарат для сварки труб, Размер: Длина 31.000 Ширина
В МАГАЗИНЕще цены и похожие товары
3 287
5500
Паяльник для полипропиленовых труб AQUAPROM 2300 Вт в стальном кейсе с АНТИПРИГАРНЫМ ПОКРЫТИЕМ Тип:
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
как выбрать и обзор лучших моделей
Полипропиленовые трубы пользуются активным спросом у дачников и владельцев частных домов постоянного проживания. И неудивительно, что такой трубопровод способен выдерживать различные условия эксплуатации, в том числе перепады температур.
И неудивительно, что такой трубопровод способен выдерживать различные условия эксплуатации, в том числе перепады температур.
Кроме того, стоимость труб, небольшой вес и простота сборки конструкции оправданно делают их востребованным материалом. Причем собрать трубопровод можно самостоятельно – понадобится утюг для сварки полипропиленовых труб и навыки работы с таким оборудованием.
Освоить сварочный аппарат достаточно просто, главное соблюдать технику безопасности и правила пользования утюгом. Сомневаетесь в собственных силах? Мы поможем выбрать надежное устройство, подготовить к работе и припаять трубопровод.
В статье изложены основные критерии выбора утюга, указаны популярные производители, описана пошаговая инструкция по использованию сварочного аппарата.
Содержание статьи:
- Как устроено оборудование
- Как правильно выбрать устройство
- Требуемая мощность утюга
- Полный комплект сварочного аппарата
- Соотношение цены и качества
- Сварочный утюг Инструкции
- Меры безопасности при работе
- 0 Первый запуск утюг для полипропилена
Как устроено оборудование
В домашних условиях полипропиленовые трубы свариваются с помощью сварочного аппарата под названием утюг. Все они отличаются техническими характеристиками, цветом, размером и стоимостью. Но их внешний вид и принцип действия схожи у всех производителей подобного оборудования.
Все они отличаются техническими характеристиками, цветом, размером и стоимостью. Но их внешний вид и принцип действия схожи у всех производителей подобного оборудования.
Типовая структура сварочного утюга:
- ручка;
- провод для включения в электрическую сеть;
- индикатор работы утюга;
- индикатор достижения прибором заданной температуры;
- регулятор температуры;
- нагревательная плита с отверстиями для установки форсунок;
- насадки для труб отопления — рукав для надевания труб и оправки для фитингов;
- подставка для установки прибора.
В зависимости от модели оборудования может быть механическая или автоматическая регулировка температуры. В более дешевых моделях установлен механический терморегулятор, который позволяет установить нужную температуру нагрева.
Внешний вид аппарата напоминает бытовой утюг для глажки одежды, что способствовало получению одноименного названия с аппаратом для сварки в среде обычных людей (+)
Профессиональный аппарат может быть оснащен дисплеем, отображающим изменение температуры в режиме реального времени. При достижении желаемого уровня нагрева прибор автоматически выключается. Такой дисплей позволяет отслеживать малейшие колебания.
При достижении желаемого уровня нагрева прибор автоматически выключается. Такой дисплей позволяет отслеживать малейшие колебания.
Более дорогие сварочные утюги способны длительное время поддерживать нужную температуру, а при остывании на 2-5 градусов автоматически включается нагрев оборудования
Как правильно выбрать аппарат
Обилие предложений затрудняет выбор неопытному пользователю — сложно сразу купить идеальный утюг для сварки, который будет удобен и прослужит долго. К выбору подходящего устройства следует подойти внимательно, сравнив необходимые параметры с понравившейся моделью.
Требуемая мощность железа
Для начала необходимо определить требуемую мощность оборудования. Для этого необходимо четко выделить фронт предстоящей сварки полипропиленовых труб. Можно конечно ориентироваться в диапазоне 1,5-2кВт, как советуют некоторые мастера. Но это будет более дорогое устройство, которое, скорее всего, не будет использовано на 100%.
Когда речь идет о скромном трубопроводе с диаметром трубы 16-25 мм, серьезный агрегат будет лишней тратой денег — можно легко обойтись китайским утюгом за 1000 рублей, мощность которого от 350 Вт .
Производители часто наносят мощность аппарата и другие технические характеристики на одну из сторон аппарата
Для расчета требуемой мощности сварочного агрегата исходят из максимального диаметра свариваемого. Этот диаметр необходимо умножить на 10 и добавить 30%. Это запас прочности, чтобы железо не работало на пределе своих возможностей.
Итак, для трубы 25 мм мощность аппарата будет: 25*10+30%=325 Вт. Получается, что мощность будущего утюга должна быть от 350 Вт — этого вполне достаточно для сварки полипропиленовые трубы диаметром 16, 20 и даже 25 мм.
Для масштабных работ лучше не экономить и приобрести более мощный утюг — 1,2-1,5 кВт. Такая мощность позволит надежно соединить пластиковые трубы диаметром 40, 60 и более мм. До 10 см.
Производитель указывает возможности конкретного устройства и особенности его использования в инструкции или паспорте. Если такого документа нет, то лучше отказаться от покупки утюга, выбрав другое устройство, имеющее необходимые документы
Комплектация сварочного аппарата
Помимо мощности следует обратить внимание на сам аппарат и его комплектацию. Также важно качество материала, из которого изготовлен утюг. А без перчаток, рулетки и домашнему мастеру, не имеющему опыта проведения подобных работ, справиться с задачей будет сложно.
Также важно качество материала, из которого изготовлен утюг. А без перчаток, рулетки и домашнему мастеру, не имеющему опыта проведения подобных работ, справиться с задачей будет сложно.
Тефлоновое покрытие вкладыша и оправки должно быть высокого качества. Иногда для дешёвого аппарата лучше купить дорогие насадки, например синие от Dytron
Поэтому перед покупкой утюга следует обратить особое внимание на такие моменты:
- Количество насадок , идущих в комплекте. Если их немного, то лучше купить необходимого диаметра, подобрав подходящие.
- Тефлоновое покрытие качество — для более дорогих утюгов в комплекте идут насадки с хорошим покрытием. Также для самых дешевых агрегатов можно купить дорогие насадки, где применен качественный тефлон.
- Отсутствие пластиковых элементов — корпус утюга не должен содержать полимерных деталей. Ручка и другие элементы корпуса хорошего устройства выполнены из термостойкого материала.
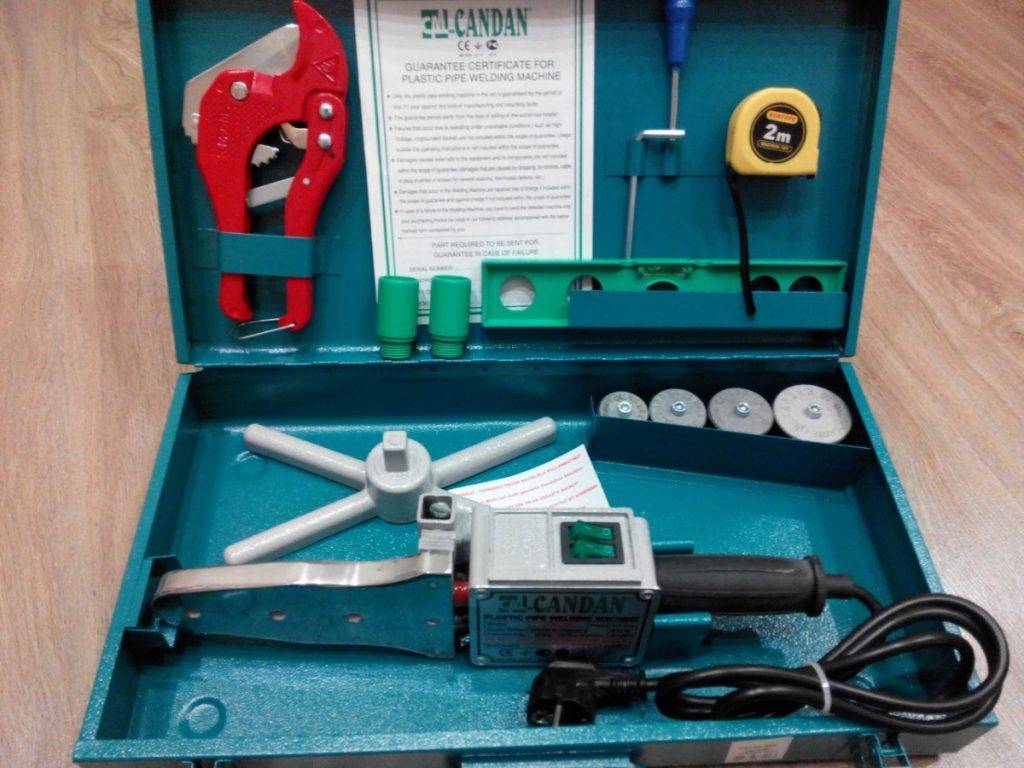
- Наличие в комплекте необходимого оборудования — перчатки, ножницы для резки полипропиленовых труб, необходимые насадки, рулетка, инструкция и другие аксессуары. Если все это покупать, то будет намного дороже.
- Качество упаковки товара — Производитель поставляет хороший утюг в металлическом корпусе, где все компоненты на своих местах.
Что касается комплектации, то она напрямую влияет на стоимость устройства. Здесь следует найти наиболее подходящий для вашего кошелька вариант — сколько они планировали потратить на это оборудование.
Не стоит покупать утюг в бумажной коробке — его будет неудобно хранить и переносить с места установки в гараж. Тем более никто не кладет горячий прибор в бумажную коробку
Когда нужно собрать пластиковую трубу дома, на даче и у тещи, на инструменте лучше не экономить — это в 5-10 раз дороже нанять специалиста. Если вам предстоит заменить участок трубопровода, то утюг покупать вовсе не обязательно – необходимое оборудование можно взять в аренду.
Стоимость услуги зависит от региона проживания и модели устройства. В среднем утюг для сварки может стоить 150 рублей в сутки.
Соотношение цена-качество
Выбирая подходящий утюг для сварки, хочу остановиться на оптимальном соотношении цены и качества. Так, стоимость отдельных моделей может начинаться от 800 рублей и доходить до 20 000 рублей. Такой диапазон вызовет недоумение у новичка.
Чтобы не запутаться, важно изначально определиться с задачей, которую будет выполнять устройство. Если объем работ очень скромный, то переплачивать не стоит — вполне подойдет подходящая модель китайского производства за 1,2-1,5 тысячи.
Например, Фокспластик китайского производства в вполне приемлемой комплектации. Тем более, что покупать отдельно ножницы, перчатки и насадки будет стоить на порядок дороже.
Галерея изображений
Фото
Rothenberger для сварки полипропилена
Чешский утюг Dytron
Турецкий аппарат Cobra
Китайский утюг Foxplastic
Все утюги для сварки полипропилена имеют свои особенности в зависимости от страны, где они были произведены. Итак, самая желанная марка Ротенбергер . Устройства этой немецкой фирмы недешевы – их стоимость начинается от 10 000 рублей.
Итак, самая желанная марка Ротенбергер . Устройства этой немецкой фирмы недешевы – их стоимость начинается от 10 000 рублей.
Вторую ступень занимают чешские аппараты — это различные модели утюгов от фирмы Dytron . Стоимость зависит от технических характеристик. Но эксперты отмечают дороговизну марки – не каждый новичок позволит себе иметь такое устройство.
Хотя покупать насадки отдельно все же стоит, тефлоновое покрытие переживет не один дешевый утюг за 850-1000 руб.
Турецкий утюг Candan радует домашних мастеров отличными моделями по доступной цене. Да и комплектация утюгов хорошая
Турецкие фирмы на третьем месте: Valtec , Candan , Cobra , Kalde другие. Они занимают широкую нишу среди такого оборудования – оригинальные утюги способны прослужить 3 года и более.
При покупке турецких устройств обязательно нужно смотреть на производителя, чтобы не получить подделку.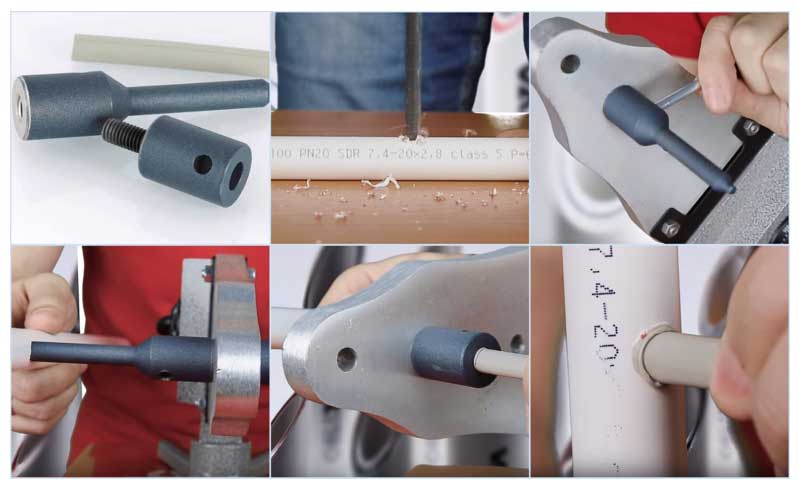 Такая ситуация сейчас не редкость, поэтому следует внимательно изучить предполагаемую покупку, прежде чем оплачивать ее стоимость.
Такая ситуация сейчас не редкость, поэтому следует внимательно изучить предполагаемую покупку, прежде чем оплачивать ее стоимость.
Много отечественных утюгов для сварки полипропилена собирают китайцы. Это, например, Штурм Энергомаш и другие
На последней ступени самые бюджетные модели, собранные китайскими заводами. Их много, к тому же зачастую отечественные бренды собирают свои устройства там же – в Китае.
Китайские утюги имеют невысокую цену, но гарантия на такие изделия около 1 года. А некоторые производители вообще не дают никакой гарантии. Поэтому перед покупкой следует внимательно изучить упаковку и проверить наличие паспорта или инструкции и гарантийного талона.
Для скромного фронта работ утюг за 900-1500 рублей будет в самый раз. Если позволяет бюджет, целесообразнее обратить внимание на турецкие устройства, которые помогут собрать не один полипропиленовый трубопровод.
Сварочный утюг Руководство
Чтобы оборудование прослужило долго и не доставляло много проблем, важно правильно его эксплуатировать. Иначе вместо приятной работы будут сплошные неприятности – сломанное оборудование, нерабочий трубопровод и обожженные руки/ноги невнимательного мастера, занимающегося сваркой полипропиленовых труб.
Иначе вместо приятной работы будут сплошные неприятности – сломанное оборудование, нерабочий трубопровод и обожженные руки/ноги невнимательного мастера, занимающегося сваркой полипропиленовых труб.
Меры безопасности труда
Важно соблюдать основные правила работы с железом, предписанные производителем оборудования. Хотя утюги разных фирм разные, меры личной безопасности во всех случаях будут одинаковыми.
Во-первых , к нагретому прибору нельзя прикасаться голыми руками или ногами — температура нагревательной пластины может достигать 260°С и выше.
Перчатки термостойкие защитят руки домашнего мастера от случайного контакта с горячими поверхностями при сварке
В целях безопасности следует использовать защитные перчатки. Они могут идти в комплекте и лежать в чемодане, в котором производитель поставляет свое устройство. В противном случае лучше заранее приобрести пару термостойких перчаток и проводить в них всю сварку полипропиленовых труб.
Если производитель не поставляет с прибором специальные перчатки, их следует приобрести отдельно. Не нужно экономить на этом средстве индивидуальной защиты – лечение ожогов обойдется намного дороже
Во-вторых , при проведении сварки полипропиленовых труб необходимо своевременно очищать рабочую поверхность патрубков от налипшего пластика. Это правильно сделать сразу после подключения очередного участка трубопровода.
Не ждите, пока установка остынет — просто возьмите мягкую ткань или специальное средство для очистки тефлоновых поверхностей и аккуратно удалите остатки полипропилена с втулки и оправки.
При остатках липкого пластика на насадке после очередного прогрева полипропиленовой трубы и муфты его необходимо удалить, не дожидаясь полного остывания утюга
Тщательно выбирайте средство для чистки тефлоновых форсунок.
Категорически запрещается использовать:
- чистящие средства, содержащие абразивные вещества;
- металлические скребки и губки;
- жидкости, которые могут повредить тефлоновое покрытие.

В-третьих , Не роняйте утюг и не заливайте его водой. При падении он может повредиться и перестать работать. А чтобы охладить утюг, просто отключите его от розетки и подождите пару часов — устройство полностью остынет само.
Четвертый , из помещения, где проводится монтаж трубопровода, необходимо удалить животных и детей. Не забывайте о высокой температуре рабочих частей сварочного утюга.
Хотя работать в компании с питомцем веселее, это может быть для него достаточно опасным занятием — животное может случайно покалечиться, коснувшись раскаленной насадки
Первый запуск
Отдельно стоит отметить первый запуск купленного оборудования — это должно быть сделано на открытом воздухе. Дело в том, что в новом сварочном аппарате внутренние детали покрыты специальной смазкой, которая начнет дымить при первом нагреве утюга.
Появится довольно неприятный запах и густой дым — лучше при тестировании устройства на улице.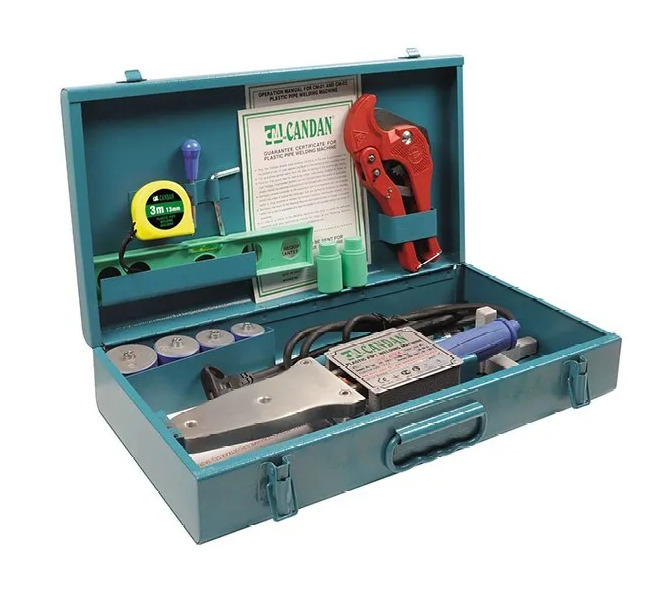
Не нужно пугаться, если при первом включении утюга появится неприятный запах — это вполне допустимо. Чтобы успокоиться, следует заранее прочитать инструкцию к устройству, предоставленную производителем. Зачастую продавец не предупреждает об этой особенности наивного покупателя, не имеющего опыта использования подобного оборудования.
Если все собрано правильно и посторонние предметы не касаются нагревательной части утюга, а идет дым, значит выгорает нанесенная производителем защитная смазка
После первого пуска аппарата желательно потренироваться, прежде чем приступать к сварке реального трубопровода. Особенно, если нет опыта проведения подобных работ. Также желательно привыкнуть к особенностям железа при покупке очень дешевого китайского устройства.
Часто можно встретить отзывы реальных пользователей, которые советуют устанавливать температуру в пределах 220-230°С. Это в корне противоречит правилам сварки полипропиленовых труб, где равна 260°С.
Тут все правильно — проблема в том, что многие дешевые утюги китайского производства просто не умеют поддерживать стабильную температуру в заданном диапазоне.
При правильном нагреве нужного сечения трубы и соединительного фитинга, аккуратном соединении на стыке двух частей образуется двойное ровное пластиковое кольцо минут реальная рабочая температура вполне может достигать 255-265°С. Неудивительно, что при заданной температуре 260°С неопытный сварщик получает обгоревшие детали или соединение, которое полностью непригодно для использования.
В таких случаях вам нужно потренироваться в правильном подключении и привыкнуть к вашему железу. Тем более, что для обучения понадобится пара часов свободного времени, 5-7 штук труб и столько же фитингов. Это недорогое удовольствие – одна примерка стоит в районе 10 рублей.
При обучении важно проверить шов изнутри — для этого разрезать остывший стык и посмотреть, не сужается ли внутренний диаметр трубы после сварки
Как пользоваться утюгом для полипропилена
Для правильного использования аппарата для сварки полипропилена необходимо изучить инструкцию производителя. Затем вам предстоит открыть упаковку, желательно это был чемодан, и собрать устройство, установив втулку и оправку нужного диаметра.
Затем вам предстоит открыть упаковку, желательно это был чемодан, и собрать устройство, установив втулку и оправку нужного диаметра.
Сам паяльник необходимо надежно закрепить, установив его на специальную подставку. Для более комфортной работы мастера советуют прикрутить подставку к доске или листу фанеры, а затем поставить утюг. Это обеспечивает большую стабильность при работе с оборудованием
В ножках подставки можно самостоятельно просверлить отверстия для того, чтобы закрепить устройство на столе или на доске саморезами. Это позволит комфортно использовать утюг для сварки.
Когда необходимые насадки закреплены, необходимо включить прибор в розетку и выставить температуру с помощью терморегулятора. Это может быть крутящееся колесико с указанием нужного числа или электронный дисплей – тонкости настройки зависят от модели устройства.
Рабочая температура для сварки полипропиленовых труб 260°С. Этот параметр необходимо указать.
Время прогрева устройства зависит от мощности и особенностей модели — оно может составлять 5 минут, как у утюгов Wellner , и 20-30 минут у китайских устройств.
Когда индикатор просигнализирует о достижении рабочей температуры, можно начинать процесс сварки труб.
Галерея изображений
Фото
Шаг 1 — необходимо выбрать трубу и фитинг с одинаковым внутренним диаметром. Такой же диаметр должен быть у втулки и оправки, которая будет установлена на утюг
Шаг 2 — медицинской салфеткой обезжириваем ту часть полипропиленовой трубы, которая будет нагреваться
Шаг 3 — аналогичная процедура обезжиривания проводится для фитинга, который будет привариваться к трубе
Шаг 4 — Сейчас надо вставить трубу в гильзу, а фитинг насадить на оправку. Делать это нужно одним движением, без прокручивания.
Шаг 5 — увидев рекомендуемое время, указанное производителем в специальной таблице, вы должны четко выдержать необходимое количество секунд в этом положении
Шаг 6 — далее нужно одним движением снять трубу и фитинг и соединить их между собой. Эта операция занимает 3-5 секунд. Время также прописано в таблице и зависит от диаметра трубы
Шаг 7 — после соединения двух свариваемых деталей их придется выдержать несколько секунд в таком состоянии — это 10-20 секунд. Время указано в таблице и также зависит от диаметра. Необходим для пластиковой закалки
Время указано в таблице и также зависит от диаметра. Необходим для пластиковой закалки
Шаг 8 — оставить узел для доработки результата. Необходимо дождаться полного остывания полипропилена.
Подхват трубы и фитинг
Обезжирить участок полипропиленовой трубы
Обезжирить место фитинга
Вставить трубу в муфту и надеть фитинг на оправку
Удерживать трубы на патрубках нужное количество секунд
Снимите трубу и фитинг одним движением
Подождите 10-20 секунд, пока пластик затвердеет.
Дождитесь полного остывания полипропилена.
В процессе сварки важно соблюдать время, указанное в специальной таблице, идущей к конкретному аппарату.
Там производитель указывает:
- время нагрева трубы и фитинга в секундах;
- время, за которое нужно успеть соединить 2 детали, составляет от 3 до 5-6 секунд;
- время фиксации и создания надежного шва от 10 до 20 секунд.
Все эти параметры могут отличаться у разных производителей утюгов, поэтому действовать следует согласно информации, указанной в паспорте утюга.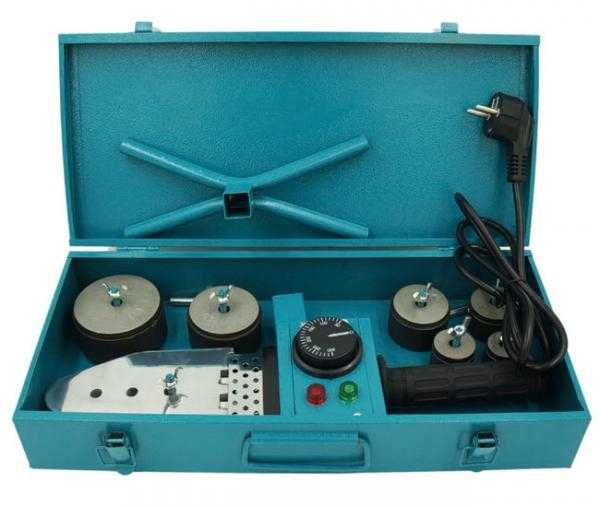
После завершения пробной сварки разрезать соединение и проверить качество сварки — важно, чтобы внутренний диаметр трубы не стал слишком узким
Если все получится, то можно продолжать работу над . По окончании работы отключите технику от розетки и подождите, пока она остынет. Затем снимите насадки и сложите все аксессуары в чемодан.
Утюг следует хранить в специальном металлическом футляре, что продлит срок его эксплуатации и защитит от случайных повреждений
Кроме утюга для пайки полипропиленовых труб используют цилиндрические паяльники и другие приспособления. Подробнее о различных сварочных аппаратах написано в .
Выводы и полезное видео по теме
Более дорогие модели утюгов имеют свои преимущества, позволяющие упростить процесс пайки полипропиленовых труб, особенно при отсутствии практического опыта у домашних мастеров. Об этом в видео ролике:
Основные ошибки новичков при пайке труб утюгом наглядно показаны в видео:
Правила пайки полипропиленовых труб подробно показаны в видео ролике:
Помимо хорошего паяльника, в комплект входят все необходимые принадлежности для сварки полипропиленовых труб. О правилах покупки оптимального набора в видео:
В видео ролике дан обзор утюга для сварки турецкого производителя:
Изучив основные правила выбора утюгов для сварки полипропилена, вы можете выбрать устройство для личного пользования по доступной для вашего кошелька цене. Использовать утюг несложно – при желании полипропиленовый трубопровод можно сварить самостоятельно, купив сварочный аппарат.
Это поможет существенно сэкономить на вызове мастеров, специализирующихся на сварке полипропиленовых труб.
Ищете утюг для сборки полипропиленового трубопровода? Или есть навыки обращения с таким устройством? Делитесь своим опытом с читателями, задавайте вопросы и участвуйте в дискуссиях. Форма комментариев находится ниже.
Форма комментариев находится ниже.
Полипропиленовая труба Plastic Welding0369 Grafiken
Zeiger eines männlichen Klempners erhitzt Полипропилен-Kunststoffr
Werkzeug für die reparatur und install von sanitäranlagen. — полипропиленовая труба, сварка пластика, фото и фотоWerkzeug für die Reparatur und Installation von Sanitäranlagen.
bei kunststoff pipe — полипропиленовая труба, сварка пластика, фотографии и изображения rüde schweißen kunststoffrohre sanitärinstallation — полипропиленовая труба, сварка пластика, фотографии и изображения Arbeiten an der Installation von Heizung oder Sanitär. Rüde…
Reglerrohr geschnitten
bei kunststoff pipe — полипропиленовая труба для сварки пластика, фото и изображения blick auf das schweißen von полиэтилен und kunststoff. полиэтилен или полиэтилен ist der am häufigsten verwendete kunststoff. es ist ein полимер, das hauptsächlich für verpackungen verwendet wird. — полипропиленовая труба пластиковая сварка сток фото и билдерBlick auf das schweißen von polyetylen und kunststoff ….
sanitärwerkzeuge ausrüstung für das rohrlöten — полипропиленовая пластическая сварка. Beschläge aus PolypromenАрматура для штампа Установка из полипропилена-Wasserrohr isoliert auf weiß
bei kunststoff pipe — полипропиленовая труба пластиковая сварка стоковые фотографии и сборкаТруба Bei Kunststoff
оранжевый schere zum schneiden von пропиленрохрен — полипропиленовая труба пластиковая сварка сток-фото и сборкаоранжевый Schere zum Schneiden von Propylenrohren
489 — полипропиленовая труба пластиковая сварка сток-фото и сборка489
Verden vonz 9039 Shirt Полипропиленрорен unterschiedlicher Durchmesser, Nahaufnahme, auf Holzhintergrund
der arbeiter lötete zwei rohre, um den boden mit einem lötkolben zu erwärmen. — полипропиленовая труба пластиковая сварка сток фото и билдерDer Arbeiter lötete zwei Rohre, um den Boden mit einem Lötkolben…
Der Arbeiter lötete zwei Rohre, um den Boden mit einem Lötkolben zu erwärmen.2020
zweikreis-warmwasserbereiran und sanitäse. — полипропиленовые трубы, сварка пластика, фото и фотоZweikreis-Warmwasserbereiter und Sanitäranschlüsse.
Zweikreis-Brauchwasserbereiter und Sanitäranschlüsse.2020
bei kunststoff pipe — полипропиленовая труба, сварка пластика, фотографии и комплектацияBei Kunststoff pipe
Швайсен из полипропилена
der arbeiter arbeitet and der installer von rohren für die fußbodenheizung. — полипропиленовые трубы пластиковые сварные фото и сборкаDer Arbeiter arbeitet an der Installation von Rohren für die Fußbo
nahaufnahme auf den händen von klempner schweißen kunststoff rohre sanitärinstallation — полипропиленовые трубы пластиковые сварные стоковые фотографии и сборка Häufden aufnahmepden a Schweißen Kunststoff. ..
Kunststoff-Schweißwerkzeug zum Verkauf im Laden
bei kunststoff pipe — полипропиленовая труба, сварка пластика, stock-fotos und bilderBei vonrohrenßweststoff pipe
wasserleitung im haus, schneidet die arbeitskraft das rohr — полипропиленовая труба, сварка пластика, фото и материалыSchweißen von Kunststoffrohren für eine Wasserleitung im Haus,…
Werkzeuge für die arbeit mit rohren und verlegung der wasserversorgung zum haus — полипропиленовая труба, пластиковая сварка, фотографии и сборкаWerkzeuge für die Arbeit mit Rohren und Verlegung der…
klempner-warme pfeife vor dem anschluss. — полипропиленовая труба для сварки пластиковых трубKlempner-warme Pfeife vor dem Anschluss.
bei kunststoff pipe — полипропиленовая труба, сварка пластика, стоковые фото и изображенияBei Kunststoff pipe
butt schweißvorrichtung — полипропиленовые трубы, сварка пластика, стоковые фото и изображенияButt Schweißvorrichtung
лоток для полипропилена. — полипропиленовые трубы пластиковые сварные фото и фотоLötkolben для полипропилен-роре.
bei kunststoff pipe — полипропиленовая труба, пластиковая сварка, фото и сборкаBei Kunststoff pipe
Schweißen von Polyпропиленрорен klempner schweißen zwei stücke ppr rohr — полипропиленовая труба, сварка пластика, фото и фотографии
Klempner schweißen zwei Stücke ppR Rohr
Klempner schweißt zwei Stücke grünes PPR-Rohr
montagearbeiten an ersatz stahl-rohrleitungen mit dickwandigen rohren aus polymerer werkstoffe — polypropylene pipe plastic welding stock-fotos und bilderMontagearbeiten an Ersatz Stahl-Rohrleitungen mit dickwandigen. ..
установка einer eingebauten dusche. — сварка полипропиленовых труб, пластика, фото и фотоУстановка einer eingebauten Dusche.
Установка von Wasserleitungen in der Wand für die eingebaute Dusche.
auf dunklem Holzhintergrund erhitzen Hände in gelben Handschuhen…
lötkolben zum schweißen von kunststoff-wasserrohren auf dem boden liegend neben sanitärarmaturen , ansicht von oben, platz für text — полипропиленовая труба, пластиковая сварка, фото и фотографииLötkolben zum Schweißen von Kunststoff-Wasserrohren auf dem…
установка фон полипропилен-рорен цум хайзен. klempner repariert heizungsrohre. — полипропиленовая труба, сварка пластика, стоковые фото и фотографииУстановка от компании «Полипропилен-Рорен цум Хайзен». Клемпнер…
Схема и количество деталей для сварки полипропиленовых труб — полипропиленовые трубы, пластиковые трубы, сварка, фото и сборка ein mannlicher klempner erhitzt полипропилен-kunststoffrohre mit einer elektrischen rohrschweißmachine. — полипропиленовая труба пластиковая сварка сток фото и билдер Установка фон Heizungsoder Wasserversorgungssystemen. Ein män
Verschiedene Kunststoffarmaturen für Polypropylenrohre auf weißem
der arbeitnehmer führt sanitär arbeiten im haus, reittiere wasserleitungen aus polypropylen — polypropylene pipe plastic welding stock-fotos und bilderDer Arbeitnehmer führt Sanitär arbeiten im Haus, Reittiere…
lötkolben kunststoffrohre — полипропиленовые трубы для сварки пластика, фото и чертежиLötkolben Kunststoffrohre
lötkolben — полипропиленовые трубы для сварки пластика, фото и чертежи -Rohre, Formstücke und CutterПолипропиленовые фитинги Kupplungskräne Fräser und Lötkolben — Ausrüstung Sanitär für die Установка из полипропилена-Wasserleitungen
schweißen von полипропилен-роре в raffinerie фор дер установки им грабен — полипропиленовые трубы сварка пластика сток фото и сборка schweißen von полипропилен-роре в дер Raffinerie фор дер дер. ..
Zerlegte Düse zum Lötkolben für PPR-Rohre.
Demontierte Düse für Lötkolben für PPR-Rohre. Isoliert auf weißem Hintergrund.
gelbes lötkolben für pvc-rohre auf gruemhintergrund mit kopierraum — полипропиленовая труба, сварка пластика, фото и фотоЖелоба Lötkolben für PVC-Rohre auf grauem Hintergrund mit…
arbeiten an der Installation von heizung oder sanitär. Männliche klempner lötet полипропилен-kunststoffrohre mit einem elektrischen gerät zum schweißen von rohren. — полипропиленовая труба, пластиковая сварка, фото и фотоArbeiten an der Installation von Heizung oder Sanitär. Männliche…
полипропиленовый рох и ручной лоток. arbeitswerkzeug — полипропиленовая труба, сварка пластика, фото и фотоПолипропилен Rohr und Handschuhe löten. Арбайтсверкцеуг
klempner armaturen und rohrschneider auf holz-board — полипропиленовая труба, сварка пластика, фото и бильдерMonochrome Klempner Emblem Elemente
Набор для Vintage-Emblem-Design с монохромным Zeichen von Rohrfräser und Rohrsolider-Eisen, Rohrschlüssel und Kolben, Elemente для Klempner-Logo-Design, isoliert auf weißem Hintergrund, Vektor
Lötkolben für pvc-rohre. schweißen von kunststoffrohren — полипропиленовая труба, сварка пластика, фото и чертежиLötkolben für PVC-Rohre. Schweißen von Kunststoffrohren
schere zum schneiden von полипропилен-рохр. — полипропиленовая труба, сварка пластика, фото и фотоSchere zum Schneiden von Polyпропилен-Рохре.
hitzebeständige handchuhe für das schweißen, isoliert auf einem weißenhintergrund. — полипропиленовые трубы пластиковые сварные фото и фотографииHitzebeständige Handschuhe für das Schweißen, isoliert auf einem…
das löten von sanitärrohren, individuelles heizsystem. — полипропиленовая труба, сварка пластика, фото и фотоDas Löten von Sanitärrohren, individuelles Heizsystem.
Rohrschneider isoliert sehr nahaufnahme — полипропиленовая труба, сварка пластиковых труб, стоковые фотографии и сборка — полипропиленовые трубы пластиковые сварные фото и фотографииПолипропилен-Rohre Schweißen, Hände arbeiten hautnah.
Установка фон Рорена для демпфирования. полипропилен-рохр для очистки и очистки. — полипропиленовая труба, пластиковая сварка, фото и фотоУстановка von Rohren für die Dampfheizung. Полипропилен-Rohre…
apparat schweißen von kunststoff rohre — полипропиленовая труба, сварка пластика, фото и сборкаApparat Schweißen von Kunststoff Rohre
lötkolben für pvc-rohre auf gruemhintergrund — полипропиленовая труба, сварка пластика, фото и сборкаPVC-Rohre auf grauem Hintergrund
Lötkolben für полипропиленрохре аус nächster nähe. — полипропиленовая труба, пластиковая сварка, фото и фото Лоток из полипропилена — полипропиленовая труба, сварка пластика, фотографии и изображения arbeitswerkzeug — полипропиленовая труба, сварка пластика, фото и фотоПолипропилен Rohr und Handschuhe löten. Arbeitswerkzeug
ein klempner lötet teile einer полипропилен-вассерляйтунг мит хайцунг, монтаж и монтаж в санитарно-гигиенических условиях — полипропиленовые трубы сварка пластика стоковые фотографии и сборка ein Klempner lötet Teile einer Полипропилен-вассерляйтунг с. ..
..
Какой аппарат лучше выбрать для сварки полипропиленовых труб: разновидности, критерии выбора
Как сделать паяльник для полипропиленовых труб
Бывает так, что нужно срочно спаять две полипропиленовые трубы, а паяльника на месте нет. рука для сварки. Что делать в этом случае? Есть ли выход из этой ситуации?
На самом деле, даже если ваш старый аппарат для сварки полипропиленовых труб вышел из строя и не подлежит ремонту, выход из ситуации есть. В любом случае надо было оставить жала паяльника с тефлоновым покрытием. Так что с их помощью можно легко сделать паяльник для полипропиленовых труб своими руками.
Как и из чего его можно сделать, будет рассказано в этой статье строительного журнала.
Паяльник для пластиковых труб: как купить качественный товар
Основной задачей такого паяльника является поддержание необходимой температуры соединения полипропиленовой трубы с фитингом, а температура его нагрева составляет около 260 градусов.
По мнению покупателей, выбирать паяльник следует по 3 критериям :
- Форма нагревательного элемента;
- Тепловая энергия;
- Цена устройства.
- По стоимости паяльники можно разделить на 3 группы:
- Паяльники российского и китайского производства дешевле;
- Среднюю стоимость чаще всего будут иметь паяльники турецкого производства;
- Дорогими паяльниками станут модели европейских производителей, среди них популярными станут немецкие и чешские паяльники.
Паяльник для пластиковых труб от китайского производителя подходит для пайки системы отопления дома. Специалисты утверждают, что такого паяльника точно хватит на две системы, и этого вполне достаточно для первой работы человека, решившего сделать отопление с помощью полипропиленовых труб, а можно даже отдать его в пользование кому-то другому.
Не используйте паяльники китайского производства для коммерческих заказов. Вся причина не в том, что он не качественный, а в том, что он не способен поддерживать точную температуру. Погрешность в дешевых шипах достигает 10 градусов и выше, а это способствует некачественному соединению, а визуально это не проверить. Дефекты такого рода не принимаются при заказе.
Для начинающих больше подойдет трубный паяльник турецкого производства. Погрешность турецких паяльников очень мала и надежность такого паяльника отличная. Средняя стоимость делает паяльники турецкого производства популярными даже в фирмах, которые занимаются монтажом отопления из пластиковых труб. В целях экономии фирмы уверяют, что выгоднее приобрести 3 турецких паяльника, чем один немецкий или чешский. Мастера, занимающиеся видом такой работы не один год, знают, что чешский и немецкий паяльник прослужит долго и обеспечит качество пайки.
Жала для паяльника
При посещении интернет-магазина или розничной сети обращаемся за помощью к консультанту, который поможет выбрать оборудование для соединения полипропиленовых конструкций трубопроводной системы. Как правило, специалисты торговой сети знают только основы продуктов, и не всегда можно поверить консультанту на слово. Достаточно обратиться в Интернет, где потребитель может прочитать отзывы и подробные технические характеристики оборудования, да еще и для себя составить рейтинг лучших фирм паяльников для полипропиленовых труб. Каждый производитель имеет свои секреты и готов предложить потребителю лучший на его взгляд продукт.
Типовые конструкции оборудования имеют обязательный нагревательный элемент и держатели, которые в свою очередь размещаются внутри конструкции паяльника. Держатель, независимо от производителя, должен быть теплоизолирован и сохранять свое положение в одном направлении при проведении технологических операций. Нагревательная часть оборудования должна отвечать за общий принцип плавки и обеспечивать эффективную работу по соединению разнородных деталей из полипропиленовых материалов, предназначенных для монтажа трубопроводной системы.
Самодельный паяльник для полипропиленовых труб
Работа паяльника заключается в склеивании нагретых до нужной температуры труб. Не всегда требуется перепаивать или ремонтировать половину проводки систем отопления и водоснабжения в доме. Часто возникает необходимость работы по замене двух-трех соединений. И в этом случае не обязательно покупать паяльник, а можно сделать самому.
Не всегда требуется перепаивать или ремонтировать половину проводки систем отопления и водоснабжения в доме. Часто возникает необходимость работы по замене двух-трех соединений. И в этом случае не обязательно покупать паяльник, а можно сделать самому.
У электрика, имеющего навыки сантехника, изготовление такого паяльника займет пару часов.
Чаще всего водопроводные трубы прячут от глаз, для этого их заглаживают в каналы и поэтому о красоте и эстетике можно не беспокоиться. Но это не важно, важно неправильно отрегулировать температуру нагрева и перегрев труб или фитингов, даже если перегрев не на много градусов, это приведет к браку. При такой пайке главным вопросом является качество пайки деталей. Если при выполнении пайки самодельным паяльником допускается небольшое несоответствие внешнего вида спаиваемых элементов, то при использовании покупного паяльника все должно быть идеально.
Для изготовления паяльника для пропиленовых труб своими руками потребуются такие материалы :
- Нагревательный элемент;
- Необходимый фитинг для вашего размера трубы и насадка для паяльника;
- Никелированные болты и гайки М8, они будут служить для крепления патрубков к отопителю;
- На основе термопары;
- Крепление для надежной фиксации паяльника на вспомогательной поверхности.
Помимо температуры очень важны мощность и скорость нагрева поверхности трубы для соединения. Если нагрев соединительных элементов длительный, то нагревающиеся детали теряют форму и геометрические размеры.
Именно по этой причине материал должен иметь диаметр от 15 до 30 миллиметров, а мощность аппарата от 700 до 900 единиц. потребность Эта мощность соответствует нагреву утюга.
Схема работ по сантехнике очень проста, понадобится розетка, плойка, труба ПВХ, которую необходимо предварительно очистить и, конечно же, желание мастера. Вся работа не займет много времени, ведь она не сложная.
Советы и рекомендации: как выбрать паяльник для полипропиленовых труб
Определившись с формой нагревательной площадки, переходим к выбору технических параметров. Одним из первых и самых важных является выбор мощности. При выборе мощности не стоит выбирать наибольшую, если больше, то это не значит, что лучше. Так как мощные паяльники предназначены для пайки труб большого диаметра. Если вам нужно паять трубы, размер которых около 50 мм, то есть это стандартная система отопления, то для таких целей подойдет паяльник мощностью 600-800 Вт. В основном на упаковке указано количество насадок и диаметр, для которого они предназначены. Вы можете ориентироваться по таким инструкциям.
Важно отметить термостат, насколько точно он настроен, как долго держит температуру, ведь от этого зависит качество пайки. Это особенно актуально для начинающих.
При отсутствии опыта и практики в данном виде работ оно того стоит, оно основано на нормах и стандартах.
И именно поэтому необходимо выбирать паяльник для труб с плавной настройкой температуры и перед работой изучать инструкцию по пользованию паяльником. Причем изучать нужно не только инструкцию по пользованию паяльником, но и купленные вами трубы и аксессуары, где не только написан состав труб и прочего, но и указана оптимальная температура для пайки. Затем выставляем нужную температуру на вашем паяльнике. Если нет, инструкции нет, то можно использовать среднее время выдержки, но перед началом пайки нужно попробовать свои силы на участках труб и не один раз.
Если нет, инструкции нет, то можно использовать среднее время выдержки, но перед началом пайки нужно попробовать свои силы на участках труб и не один раз.
При тестировании отрезков трубы вы также поймете, достаточное ли время прогрева или нужно ли его добавить или уменьшить. Эти трубы не дорогие, поэтому их можно приобрести с запасом для тренировок. Также нужно обратить внимание на вложения. Патрубки должны быть покрыты тефлоном, из-за тефлонового покрытия нагревательные элементы полипропиленовых труб очень легко снимаются. Качественное покрытие должно иметь голубовато-зеленый цвет.
Для сварки пропилена лучше выбирать аппарат, рейтинг которого внушает доверие. Так, например, электрический паяльник, который производится в Турции, имеет отличное качество. Турецкий полипропиленовый электропаяльник – хороший выбор, если вам нужен профессиональный подход и надежный прибор. Кроме того, он выглядит как духовой пистолет и привлечет внимание ваших работодателей. Если вы собираетесь работать с ППР один раз, то можете приобрести российские бренды. Инструмент для пайки можно приобрести в магазине сантехники Castorama или Stavr. Кроме того, купить такой товар можно на ОЛХ, где можно узнать его полный обзор и просмотреть фотографии.
Инструмент для пайки можно приобрести в магазине сантехники Castorama или Stavr. Кроме того, купить такой товар можно на ОЛХ, где можно узнать его полный обзор и просмотреть фотографии.
Насадки для паяльника для полипропиленовых труб
Минимальное количество насадок должно быть 3, они самые ходовые, и их диаметр 20, 25 и 32 миллиметра. Но через определенный период использования насадки, идущие в комплекте, изнашиваются и подлежат замене.
Наконечники цилиндрической формы из алюминиевого сплава или меди, покрытые антипригарным тефлоновым слоем. Покупая приманки, обращайте внимание на качество слоя, и не слишком экономьте на этом.
Слой покрытия зависит от стоимости насадки, то есть чем меньше слой, тем ниже цена и срок службы у дорогой.
Износ форсунки проявляется так: появлением дыма, остатков пластика на форсунке, слипанием деталей и возникновением трудностей при снятии патрубков.
Как пользоваться утюгом для полипропиленовых труб
Сам процесс соединения труб очень прост и поэтому привлекает многих домашних мастеров.
Работу необходимо проводить в следующей последовательности:
- Подготавливаем трубу к пайке таким образом: ее нужно ровно обрезать и зачистить, при необходимости снять слой фольги;
- Включаем паяльник и выставляем температуру;
- После того, как паяльник нагреется до выбранной вами температуры, об этом будет свидетельствовать световой индикатор, надеваем трубу и штуцер с разных сторон на необходимые насадки;
- Выдерживаем указанное время без промедления и аккуратно вынимаем детали из паяльника;
- Подсоединяем трубу к фитингу без вращения и все соединение готово.
Время, которое необходимо выдерживать, зависит от диаметра трубы.
Сварка встык
Трубы одного диаметра
Данная технология предназначена для соединения труб одного типа, одного диаметра. Очень важно обеспечить строгое выравнивание сопрягаемых частей и хорошо подготовить торцы для идеального начального сцепления поверхностей.
Для монтажных работ вам понадобится труборез. Подробнее о труборезах для полипропиленовых труб можно узнать в этой статье
Затем одновременно нагревают оба конца сопрягаемых труб, чтобы они оплавились на необходимую глубину по всей площади поперечного сечения.
Затем наступает этап сжатия сопрягаемых деталей — это достигается за счет механического усилия, с противоположными векторами, которые направлены строго по оси трубы. В конечном итоге на участке плавления полипропилена наблюдается диффузионный эффект, т.е. взаимное проникновение полимера. Далее наступает необходимая технологическая пауза для обеспечения полной полимеризации и получения монолитного компаунда.
Полный процесс полимеризации
Сама технология достаточно трудоемка. Как уже было сказано, очень важно, чтобы торцы были хорошо обработаны, чтобы они располагались на одной оси и строго соблюдалось количество прилагаемого усилия. Соблюдать все эти условия без использования аппарата для сварки полипропиленовых труб очень сложно.
В домашних условиях сварка встык применяется редко! Обычно он более востребован в профессиональной среде.
Неисправности пластиковых сварных труб
Сварка пластмасс — это технология, которую многие люди неправильно понимают. Стороннему наблюдателю это кажется довольно простым; вы нагреваете пластиковую поверхность до тех пор, пока она не размягчится, прижимаете ее к другой пластиковой поверхности и ждете, пока соединение остынет. Работа выполнена?
Неудавшийся сварной шов между трубой и коленчатым фитингом из высотного офисного здания.
Не совсем. Существует множество различных методов сварки пластмасс, и каждый из них имеет свои тонкости, особенности и детали, которые необходимо учитывать и понимать, если сварка должна быть выполнена успешно.
Сварка пластмасс используется во многих отраслях промышленности и для множества применений, но одна из наиболее важных – это сварка пластиковых (полимерных) труб. С точки зрения Хокинса, это также, вероятно, наиболее распространенное применение сварки пластмасс, с которым мы сталкиваемся, когда расследуем и сообщаем о причинах отказов.
С точки зрения Хокинса, это также, вероятно, наиболее распространенное применение сварки пластмасс, с которым мы сталкиваемся, когда расследуем и сообщаем о причинах отказов.
Для судебно-медицинского эксперта ключом к обнаружению причины отказа пластикового сварного соединения является правильное понимание того, как этот сварной шов должен был быть выполнен успешно. Это знание дает нам хорошее представление о том, на что следует обращать внимание, чтобы затем объяснить, почему сварка не работает так, как ожидалось. Первая часть этой статьи будет кратким введением в общие методы сварки пластмасс (труб) и ключи к их правильному использованию. Во второй части статьи будут описаны некоторые типичные типы отказов и представлены некоторые примеры, которые Хокинс видел в ходе наших исследований.
УСПЕШНАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
В принципе упрощенное представление о том, как делаются сварные швы пластмасс, описанное в первом абзаце этой статьи, верно. Это процесс, который включает в себя размягчение и соединение поверхностей материалов или деталей (труб) для создания соединения. Существует множество доступных методов, позволяющих добиться размягчения пластиковых поверхностей двумя способами:
Существует множество доступных методов, позволяющих добиться размягчения пластиковых поверхностей двумя способами:
- Применение или выделение тепла
- «Растворение» полимера на склеиваемой поверхности химическим растворителем
Сварка пластмасс используется только с термопластичными полимерами (не термореактивными). Это означает, что свариваемые материалы размягчаются при высоких температурах и затвердевают при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.
Способность термопластичных полимеров как размягчаться (или плавиться), так и затвердевать без какого-либо необратимого изменения их свойств позволяет термоклей или используемые методы термической сварки. Две пластиковые поверхности толкаются или прижимаются друг к другу после размягчения под действием тепла. Затем они удерживаются вместе по мере того, как пластик остывает и затвердевает, устраняя границу между двумя частями. Однако в методах термической сварки можно найти множество методологий. Некоторые общие процедуры кратко описаны в следующем разделе.
Однако в методах термической сварки можно найти множество методологий. Некоторые общие процедуры кратко описаны в следующем разделе.
При сварке растворителем химический растворитель смешивается с полимерными «цепочками» на поверхности пластика, что дает этим полимерным цепям больше свободы для перемещения друг вокруг друга и для смешивания с цепями соседней детали. После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).
Двухсекционные пластиковые сварные соединения. «Коленчатый» шов слева был выполнен методом «горячего плавления», в то время как пример справа был выполнен с помощью «сварки растворителем». Стрелки указывают смешанные «области сварки», где поверхности смешались, чтобы эффективно сформировать единую деталь.
Общие методы термической сварки пластмасс
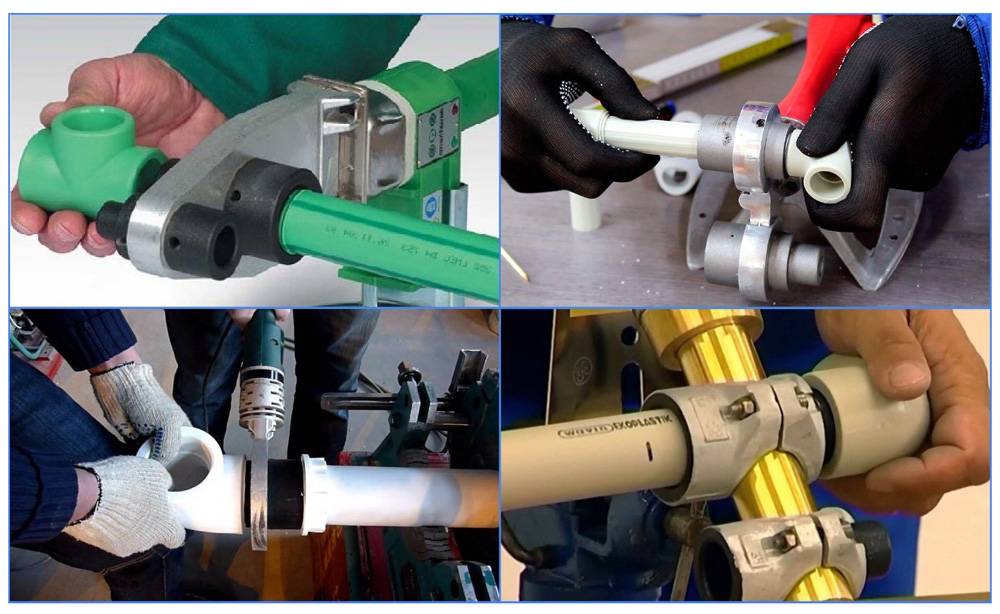
Термосварка: Распространенный метод, при котором тепло воздействует непосредственно на соединяемые поверхности с использованием нагретой матрицы или инструмента (иногда «стержня») для расплавления поверхностей труб. Это характерно для трубопроводов водопроводного типа, где используется нагретый «папа» для раструбов фитингов, таких как колена или муфты, и «мама» для концов труб (см. ниже).
Это характерно для трубопроводов водопроводного типа, где используется нагретый «папа» для раструбов фитингов, таких как колена или муфты, и «мама» для концов труб (см. ниже).
Техник, использующий нагретый инструмент с наружной/внутренней резьбой (выделено) для выполнения сварных соединений между трубами.
Сварка горячей пластиной: Этот метод часто используется для относительно больших или громоздких деталей, таких как пластиковые трубы большого диаметра. Две части (например, концы труб) помещаются в инструмент по обе стороны от нагретой «пластины». Контакт с горячей пластиной размягчает концы труб, после чего пластину снимают, чтобы концы труб можно было соединить вместе до того, как они остынут. Это создает «стыковое» соединение между двумя отрезками трубы.
Инструмент для сварки горячей пластиной, используемый для соединения секций пластиковых труб большого диаметра.
Электромуфтовая сварка: Это еще один метод, который часто используется для соединения секций пластиковых труб. металлические проволоки, которые нагреваются электрическим током. Затем к ошейнику подключается машина с помощью пары кабелей, по которым электрический ток передается по проводам. Машина обрабатывает сварку автоматически, контролируя температуру и время.
По следующей ссылке показана электромуфтовая сварка в видеоклипе (опубликованном на YouTube компанией KPS Petrol Pipe System TM ): визуально похоже на паяльник для расплавления пластиковой поверхности. Инструмент подается с пластиковым «сварочным стержнем» (часто через трубку), который добавляет пластиковый наполнитель между склеиваемыми поверхностями. Этот метод обычно используется для ремонта (см. ниже). Хотя он часто используется с трубами, он в равной степени применим и к другим пластиковым деталям.
Ремонт пластмассового компонента.
Инфракрасная/бесконтактная сварка: В целом похожа на сварку горячей пластиной, но использует инфракрасный (бесконтактный) источник тепла для размягчения поверхности трубы (или детали). Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.
Сварка горячим газом/горячим воздухом: Это еще один «бесконтактный» метод термической сварки, в котором используется «пистолет» горячего воздуха (или газа) для размягчения пластиковых поверхностей, а также присадочный стержень для добавления материала в соединение. Этот метод также часто используется для ремонта в качестве альтернативы скоростной сварке.
Экструзионная/инъекционная сварка: Эти методы используются для крупных/громоздких деталей и обычно выполняются с использованием ручного инструмента, который «выдавливает» или «впрыскивает» струю (часто называемую «шариком») расплавленного полимера. в сварной шов. В то время как экструзионная сварка обычно используется для сварки поверхностей этих больших, громоздких деталей, тогда как инжекционная сварка в основном используется для ремонта. Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
в сварной шов. В то время как экструзионная сварка обычно используется для сварки поверхностей этих больших, громоздких деталей, тогда как инжекционная сварка в основном используется для ремонта. Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
Ручной экструзионный сварочный аппарат, используемый для соединения. [1]
Ключевые аспекты успешной сварки пластмасс
Успешная сварка пластмасс требует определенных знаний, опыта и соответствующего планирования; это тот случай, если вы свариваете трубы или любые другие детали. Во-первых, для рассматриваемых частей должна быть выбрана правильная техника. Например, из методов, описанных выше, термосварка отлично подходит для выполнения многих соединений между трубами относительно небольшого диаметра, например, для водопровода в коммерческом или большом жилом здании. Для сравнения, электромуфта или метод на основе растворителя могут быть более подходящими для труб большего диаметра, таких как канализационные трубы в коммерческом здании. Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
С технической точки зрения есть несколько фундаментальных факторов, которые необходимо учитывать для успешной сварки пластмасс. Кратко их можно обобщить следующим образом:
i) Свариваемость: Некоторые типы термопластичных материалов по своей природе более «свариваемы», чем другие.
ii) Выбор материалов: Разнородные полимеры обычно плохо смешиваются. Для успешной сварки следует использовать такие же или очень похожие типы пластика.
iii) Подготовка поверхности: Пыль, масло, жир, грязь и влага препятствуют процессу смешивания. Перед сваркой может потребоваться удаление окисленных или поврежденных поверхностей.
iv) Место и условия сварки: Трудный доступ к деталям (например, при размещении в узких нишах или под высокими потолками) может сильно затруднить успешную сварку. Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
Слева: сварка в ограниченном пространстве может быть очень сложной.
Справа: сварка в экстремальных погодных условиях ставит интересные задачи. [2]
После выбора материалов и технологии, а также планирования подготовки, условий и параметров, есть три основных фактора для достижения успешного сварного шва:
i) Время: необходимо достаточное время. чтобы свариваемые поверхности достигли нужной температуры, чтобы позволить смешивание, а также для того, чтобы детали снова остыли.
ii) Температура: Должна быть достигнута достаточная температура для достижения нужной степени размягчения. Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать.
Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать.
iii) Давление: между деталями должно быть приложено достаточное давление, чтобы способствовать смешиванию поверхностей, но не настолько, чтобы либо сжимать материал. вдали от рабочей зоны или повредить детали.
Типичные сбои пластиковых сварных сварных соединений
Отказы пластиковых сварных суставов могут быть широко классифицированы как:
I) Трещины и полости
II) Включения
III) Деформация
IV) Совместные разделения
Трещины и Кавлин. : Это может быть вызвано деградацией полимерного материала; например, при воздействии тепла во время или после процесса сварки или при химическом воздействии, например, при сварке растворителем. Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. оказание услуг.
Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. оказание услуг.
Медленный рост трещин является относительно распространенным видом разрушения пластиковых трубопроводов из-за таких механизмов, как растрескивание под воздействием окружающей среды (ESC). Пример, показанный ниже, относится к трубе, которая, как считается, вышла из строя из-за ESC, инициированного воздействием химического вещества в вода, которую несли трубы (после установки). Однако подобные неисправности могут быть вызваны воздействием других химических веществ, например, тех, которые используются при сварке растворителем.
Пример трубы из АБС-пластика в разрезе с мелкими продольными трещинами на внутренней поверхности (отверстии).
Включено: Это относится к «посторонним предметам», которые попадают в сварочный материал при размягчении пластика. Чаще всего они являются результатом плохой очистки и подготовки поверхности, а также могут быть вызваны нечистой средой во время процесса сварки. Например, было бы очень трудно избежать загрязнения частицами песка, если бы сварка пластика проводилась на ветреном пляже или в пустыне без надежной защиты. Посторонние частицы могут выступать в качестве концентрации напряжений и/или точек начала образования трещин, поэтому, если трубопровод подвергается нагрузке во время эксплуатации, это может привести к отказу механического типа (т. е. перегрузке). Присутствие посторонних частиц также снижает общую прочность и качество сварного соединения, поэтому добросовестный техник должен позаботиться о том, чтобы сварочный материал был как можно более чистым.
Другим типом включений могут быть «пузырьки» газа или воздуха, которые попадают в материал сварного шва. Это имеет тот же эффект, что и инородная частица, поскольку действует как потенциальная начальная точка трещины и снижает общую прочность сварного шва.
Это имеет тот же эффект, что и инородная частица, поскольку действует как потенциальная начальная точка трещины и снижает общую прочность сварного шва.
Деформация: Этот тип отказа включает два основных типа. Во-первых, в процессе сварки стык может перегреваться, что приводит к размягчению и деформации склеиваемых поверхностей, а иногда и всего материала трубы. Во-вторых, две детали (например, труба и фитинг) могут быть неправильно выровнены при сварке, поэтому либо образуется неправильный угол или положение, либо труба не вставляется на полную глубину фитинга. Отказы от деформации не всегда являются катастрофическими, но они могут вызвать проблемы, либо нарушая поток жидкости через какой-либо трубопровод, либо вызывая трудности с установкой или применением.
Разделение стыка: Это один из наиболее распространенных типов отказа во всех трубопроводах, в том числе там, где они соединяются с помощью сварки пластика. Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Пример, показанный во введении к этой статье, был таким случаем. Недостаточный нагрев не позволял полностью вставить трубу в коленчатый раструб, а это означало, что поверхности компонентов не стыкуются должным образом. Изображения ниже иллюстрируют влияние этого недостатка тепла на целостность и долговечность соединения, когда участок неисправного соединения был «раздавлен» в губках тисков, и такое же испытание было применено к хорошо сделанному локтевому суставу. . В хорошо сделанном стыке (слева) стык остался неповрежденным, несмотря на то, что стенки трубы были прижаты «плоско». Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
Участки двух сварных соединений, выполненных термосваркой, «дробят» в тисках. Хорошо сделанный стык (слева) не разрушился, несмотря на то, что деформировался гораздо меньше, чем недостаточно нагретый стык (справа).
В другом примере разрыва стыка несколько стыков вышли из строя в трубопроводе ABS[3], по которому шла горячая вода в промышленном здании. Соединения были выполнены с помощью сварки растворителем, и было обнаружено, что некоторые соединения либо полностью, либо частично разошлись в средней точке сварных соединений (см. ниже). Однако при разрезе швов никаких дефектов там не было видно. В основе сварных соединений, сваренных растворителем, часто находится «зона воздействия растворителя» (SAZ), где остатки растворителя все еще присутствуют внутри полимерного материала, поскольку они не полностью испарились.
Частично разъединенный сварной шов в трубопроводе из АБС-пластика .
После исследования было обнаружено, что температура стеклования (T g ) АБС-полимера была значительно снижена в SAZ по сравнению с «объемным» материалом. В таких полимерах, как ABS, T g — это температура, выше которой материал из относительно твердого и жесткого превращается в мягкий, вязкий и «резиноподобный». На участках трубопровода, где температура воды была самой высокой, Т г г в САЗ было превышено, что привело к размягчению стыков, поэтому внутреннее давление воды раздвинуло их.
Подобные отказы также могут возникать, если перед вводом соединения в эксплуатацию выдерживается недостаточное время для охлаждения (или испарения). Если сварной шов не полностью «застыл», то (например) приложение внутреннего давления может раздвинуть соединение.
В заключение я надеюсь, что эта статья продемонстрировала, что сварка пластиковых труб является универсальным процессом с многочисленными преимуществами. Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника часто приводят к отказу, а когда пластиковые сварные соединения выходят из строя, результатом часто является обширное (и дорогостоящее) повреждение водой. Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника часто приводят к отказу, а когда пластиковые сварные соединения выходят из строя, результатом часто является обширное (и дорогостоящее) повреждение водой. Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
Джон Эмм (Jon Emm) — дипломированный инженер по материалам, который исследует дефекты материалов в металлах, полимерах и композитах. Он также расследует утечки воды и масла, телесные повреждения, насильственные проникновения и пожары. Он расследовал несколько инцидентов с крупными потерями, вызванными выходом из строя сварных пластиковых труб в промышленных и коммерческих зданиях. До прихода в Хокинс в 2007 году Джон работал над проектами по разработке аэрокосмических материалов, включая радиопоглощающие покрытия (технология невидимости) и конструкции из композитных материалов для таких клиентов, как Airbus, Lockheed Martin и AgustaWestland.
Он также расследует утечки воды и масла, телесные повреждения, насильственные проникновения и пожары. Он расследовал несколько инцидентов с крупными потерями, вызванными выходом из строя сварных пластиковых труб в промышленных и коммерческих зданиях. До прихода в Хокинс в 2007 году Джон работал над проектами по разработке аэрокосмических материалов, включая радиопоглощающие покрытия (технология невидимости) и конструкции из композитных материалов для таких клиентов, как Airbus, Lockheed Martin и AgustaWestland.
[1] Фотография предоставлена The Three Essentials for Plastic Welding — Articles — STANMECH Technologies Inc. изготовлен из термопластичной смолы под названием акрилонитрил-бутадиен-стирол
Полное руководство по сварке пластмасс (с иллюстрациями)
Последнее обновление
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, поскольку они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сваривать пластик: основные этапы
Создание идеально смешанного пластика может быть кропотливой задачей, особенно если вы новичок. Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного и того же материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите липкой лентой пластиковые детали, чтобы зафиксировать стыки на месте: Перед тем, как включить резак, убедитесь, что вы сформировали нужный стык. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Предварительно прогрейте сварочный пистолет в течение не менее 2-3 минут: Различные пластмассы плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Воздействие на пластик при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0100 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для большей однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сварить пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для получения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Сварка пластмасс не требует расходных материалов.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Ваши рабочие инструменты всегда будут определять вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки, .
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можете ли вы плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Насколько прочны сварные швы?
Известно, что термопласты являются прочными сварными швами. Проект сварки и конечное использование определяют прочность сварных швов.
Заключение
В общем, обучение сварке пластика невероятно новаторское и стало идеальным методом для изобретения безграничных предметов. Эти предметы являются неотъемлемой частью нашей повседневной жизни. Пластмассовая промышленность также наняла большую рабочую силу, обеспечивая доход и средства к существованию для миллионов людей.
- Как сваривать пластик: основные этапы Преимущества сварки пластмасс
- Недостатки сварки пластмасс
- Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
- Часто задаваемые вопросы
- Заключение
Как правильно сваривать пластиковые трубы
Состав:
- Инструменты для сварки полипропиленовых труб;
- Начало работы;
- Ошибки сварки;
- Зачем тебе дорогой паяльник?;
Пару лет назад коллега менял газовый котел на даче. Работа заняла немного времени: коллега с мастером купил фитинги и полипропиленовые трубы, оставил мастеру ключи, и на следующий день все было готово. Работу оценил: отлично установлен котел, проведено отопление, установлено 5 радиаторов — и все это на 1 ден. Коллеге все понравилось, в том числе и цена. И я задумался: не слишком ли высока цена за однодневную работу? На всякий случай посоветовался со знакомым застройщиком. Назвал цену на подключение котла и сориентировал по стоимости точки (радиатора отопления, например) — сумма сошлась.
Через пару месяцев меня пригласили на мастер-класс по установке отопления загородного дома. Там проводят мастер-классы для всех желающих, в том числе по строительству и прокладке коммуникаций. Преподаватель доходчиво объяснил, как правильно сваривать пластиковые трубы. Мне показалось крайне полезным послушать специалиста, так как в будущем хотелось попробовать провести сантехнику на даче самостоятельно.
Инструменты для сварки полипропиленовых труб
Итак, что потребуется для монтажа водопровода или системы отопления из полипропиленовых труб? В первую очередь необходимо приобрести аппарат для сварки пластиковых труб. Многие называют его паяльником. Цены на такое устройство самые разные. Обычно в комплекте с устройством идет три комплекта насадок для самых распространенных труб диаметром 20, 25, 32 мм (внешний диаметр). Пластиковую трубу можно пилить электролобзиком, резать болгаркой, но это не очень удобно. Трубу лучше разрезать, и для этого в продаже есть специальные секаторы-ножницы.
Режут трубу намного быстрее, и рез получается намного ровнее, без заусенцев. В магазине этот секатор называется «ножницы для пластиковых труб».
Но на самом деле эти ножницы очень похожи на усиленный садовый секатор, и они прекрасно срезают ветки.
Вернемся к вопросу сварки полипропиленовых труб. Обратите внимание, что все характеристики полипропиленовой трубы написаны прямо на ней.
Если максимальная температура на трубе +95°С, эта труба для отопления, +20°С для водопровода.
Начало работы
Устанавливаем на аппарат насадку под диаметр труб, которые вы собираетесь сваривать. Включите сварочный аппарат. Ждем, пока он нагреется до +260°С (должна загореться зеленая лампочка).
Берем две детали, которые нужно сварить: трубу и муфту диаметром 25 мм. По таблице в инструкции к сварочному аппарату указываем время прогрева. Для 25-й трубы – 7 секунд или чуть больше. Ни в коем случае нельзя перегревать трубу! Осторожно положите трубу и муфту на сварочный аппарат.
Не надо выкручивать детали! Его нужно сразу посадить строго перпендикулярно паяльнику. Отсчет 7 секунд.
Снимаем заготовки и соединяем их не перекручивая при соединении! В течение первых 4-5 секунд можно изменить положение деталей, например, выпрямить соединение.
Сначала я подумал, что учитель ошибся, объясняя нам все на пальцах. С виду работа просто элементарная! Но потом стал показывать, что может быть, если трубы приварить неправильно.
Ошибки сварки
Для проверки качества сварки необходимо разрезать трубы по сварному стыку. Если на срезе видна граница сварного шва, значит, что-то пошло не так. И такое соединение рано или поздно может дать течь. Обычно такая ошибка возникает при перегреве деталей, искривлении насадки на паяльнике или при перекручивании заготовок при стыковке.
При перегреве деталей может возникнуть еще один очень неприятный дефект — сильно сужается проходное сечение.
Если сантехника накосячила при установке, к сожалению, вы никак не сможете ее проконтролировать. Вы удивитесь, почему вода в трубе не течет, напор маленький, батарея не греет или греет очень мало.
Какой из этого вывод? Если вы собираетесь проводить отопление на даче своими руками, не поленитесь, потренируйтесь и сделайте десяток пробных сварных соединений. Разрежь их, посмотри, что получится.
Вторым этапом обучения сварке пластиковых труб может стать изготовление необходимого в крестьянском хозяйстве изделия, например, табуретки. Она никогда не бывает лишней на даче! Спаяв табуретку, вы почувствуете все тонкости процесса сварки пластика.