
время и температура по таблице.
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Содержание статьи:
- 1 Метод стыковки: пайка.
- 2 Типы труб из полипропилена.
- 3 Технологические особенности процесса.
- 4 Температура пайки труб из ПП материала.
- 5 Монтажные работы.
- 6 Процесс нагрева и соединения деталей.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
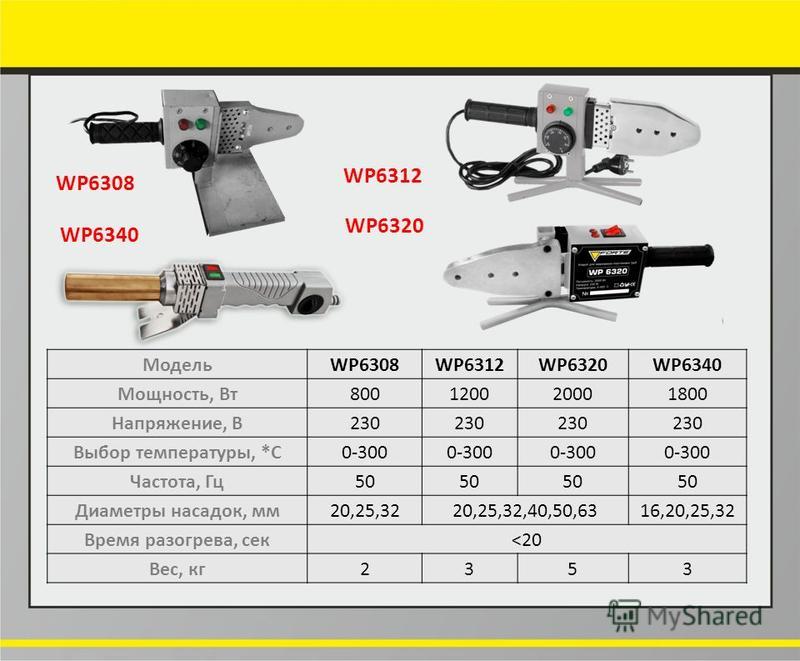
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
1. с синими полосками для водопровода с холодной водой.
с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.
3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.

Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1. стыковой тип.
стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.
Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.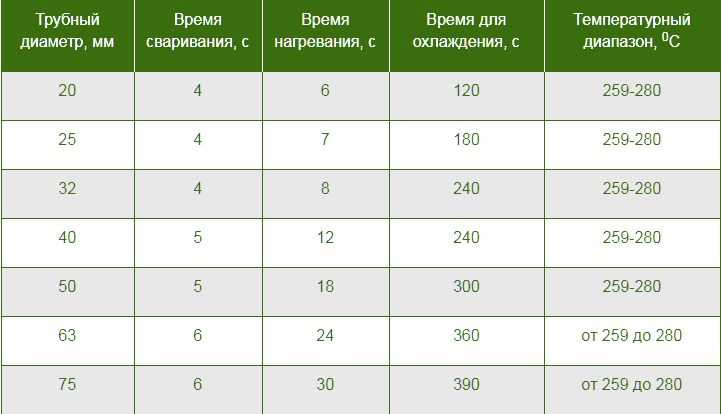
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.
НАКОНЕЧНИКИ ДЛЯ СВАРКИ ТЕРМОПЛАСТИКОВ — King Plastic Corporation
Из архива IAPD
Сварка – это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, что имеет решающее значение для правильного сварного шва.
Правило номер один при сварке термопластов: вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, полипропилен в полипропилен, полиуретан в полиуретан или полиэтилен в полиэтилен.
Вот несколько советов по сварке различных видов пластика и шаги, необходимые для обеспечения качественного сварного шва.
Полипропилен (ПП) — один из термопластов, который легче всего сваривать, и он используется для самых разных целей. Полипропилен обладает отличной химической стойкостью, низким удельным весом, высокой прочностью на растяжение и является наиболее стабильным полиолефином. Доказанные области применения полипропилена: гальваническое оборудование, резервуары, воздуховоды, травильные станки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварочный аппарат должен быть настроен примерно на 572°F/300°C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы покупаете, и рекомендаций производителя. При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 Вт и напряжением 120 В регулятор подачи воздуха должен быть установлен приблизительно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.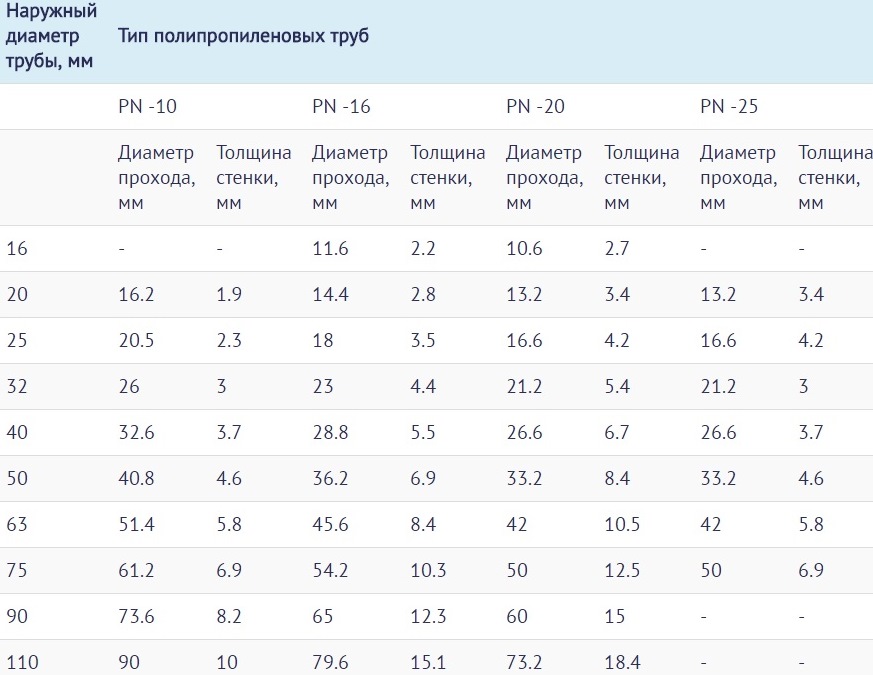
Другим термопластом, который достаточно легко сваривается, является полиэтилен (PE). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на растяжение, поддается механической обработке и имеет низкое водопоглощение. Доказанными областями применения полиэтилена являются контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и горки.
Самое важное правило сварки полиэтилена заключается в том, что можно сваривать низкое к высокому, но не высокое к низкому. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина довольно проста. Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходимо, чтобы температура составляла примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при температуре 572°. Ф/300°С.
Для сварки ПЭНП необходимо, чтобы температура составляла примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при температуре 572°. Ф/300°С.
Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащий сварной шов. Очистите все поверхности, включая сварочный стержень, МЭК или подобным растворителем. Вырежьте на подложке достаточно большую канавку, чтобы принять сварочный стержень, а затем обрежьте конец сварочного стержня под углом 45°. После того, как сварочный аппарат настроится на правильную температуру, вам необходимо подготовить подложку и сварочный стержень. Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно в дюйме над основанием, вставьте сварочный стержень в наконечник и перемещайте его вверх-вниз три-четыре раза.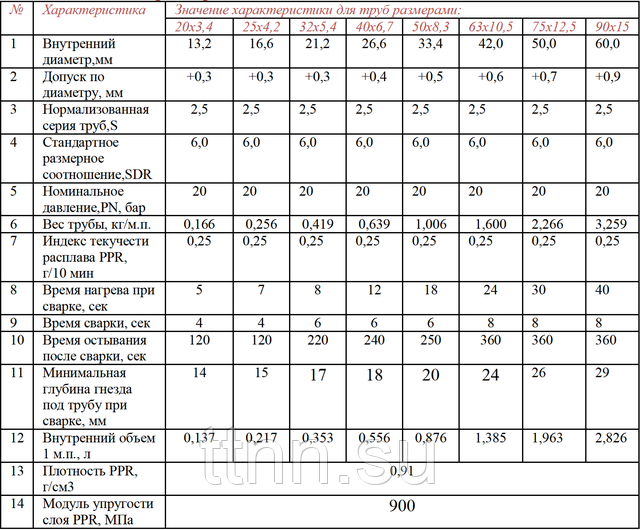 Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
С сильным и постоянным давлением надавите на пыльник наконечника. Ботинок будет вдавливать сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов поддаются шлифованию, и прочность сварного шва не пострадает при шлифовке. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварного шва, затем доведите до мокрой наждачной бумаги с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно восстановить их глянцевую поверхность, слегка нагрев поверхность желтой пропановой горелкой с открытым пламенем. (Имейте в виду, что необходимо соблюдать обычные правила пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фото внизу слева.
Принимая во внимание приведенные выше советы, процесс сварки термопластов может быть довольно простым в освоении. Несколько часов практических занятий сваркой дадут «чувство» поддержания правильного равномерного давления на стержень прямо в зону сварки. А эксперименты с разными видами пластики помогут освоить процедуру. Чтобы узнать о других процедурах и стандартах, обратитесь к местному дистрибьютору пластмасс.
Дополнительные советы по сварке пластмасс
Сантехнический припой | Oatey
Oatey
420°-460°F
№
Бессвинцовый припой для сантехники
Металл
Кисть изготовлена из 100% чистого жесткого конского волоса и покрыта стальным флюсом, что делает ее идеальной для нанесения. поверхностей и внутренней арматуры
поверхностей и внутренней арматуры
В комплект входят проволочный припой, флюс для лужения, наждачная ткань и кисточка для нанесения
Соответствует требованиям Закона о безопасной питьевой воде
Сплав меди, висмута, олова и серебра обеспечивает низкую температуру плавления
Предназначен для соединения медных водопроводов и трубопроводов питьевой воды
Бессвинцовый флюс для лужения представляет собой гладкую, нетекучую пасту, которая легко наносится и равномерно распределяется
Абразивный материал наждачная ткань представляет собой прочный абразив на основе оксида алюминия, обеспечивающий быструю очистку и длительный срок службы.
1/2 унции. пастообразный флюс
Идеально подходит для небольших работ по ремонту ювелирных изделий, ремесленных изделий или других работ, где требуется припой из узкой проволоки
1 унция. Проволочный припой калибра 0,032
0,45 фунта
0,8 унции
95/5 Бессвинцовый припой для сантехники представляет собой припой на основе олова и сурьмы, разработанный для использования в сантехнике, где происходят частые и экстремальные перепады температуры и вибрации
1,7 унции. пастообразный флюс
 wire solder»> 1/4 фунта проволочный припой
wire solder»> 1/4 фунта проволочный припой
0,084 дюйма бессвинцовый серебряносодержащий проволочный припой
0,45 фунта
0,8 унции
95/5 Бессвинцовый припой для сантехнических проводов представляет собой припой на основе олова и сурьмы, предназначенный для использования в сантехнических работах, где происходят частые и экстремальные перепады температуры и вибрации
1,7 унции. пастообразный флюс
1/4 фунта проволочный припой
0,084 дюйма бессвинцовый серебряносодержащий проволочный припой
