
Технология пайки полипропиленовых труб своими руками: инструмент-паяльник и частые ошибки
Канализационная система, системы горячего и холодного водоснабжения, отопительная система – всё это является неотъемлемой комфортной составляющей каждого современного дома и квартиры. Для получения надежной и долговечной системы водоснабжения, отопления и водоотведения многие желают устанавливать современный аналог ушедшим в прошлое металлическим изделиям – полипропиленовые трубы.
Содержание
- 1 Описание полипропиленовых труб
- 1.1 Преимущества
- 2 Технология пайки: подготовка, инструменты, материалы, порядок действий
- 2.1 Инструменты и материалы
- 2.2 Инструкция
- 2.3 Комплектующие
- 3 Технические моменты и частые ошибки
Описание полипропиленовых труб
Пайка трубопровода из полипропиленовых труб – ответственная задача, требующая информирования относительно процедурных тонкостей. Четкая последовательность действий позволяет добиться максимально качественно результата.
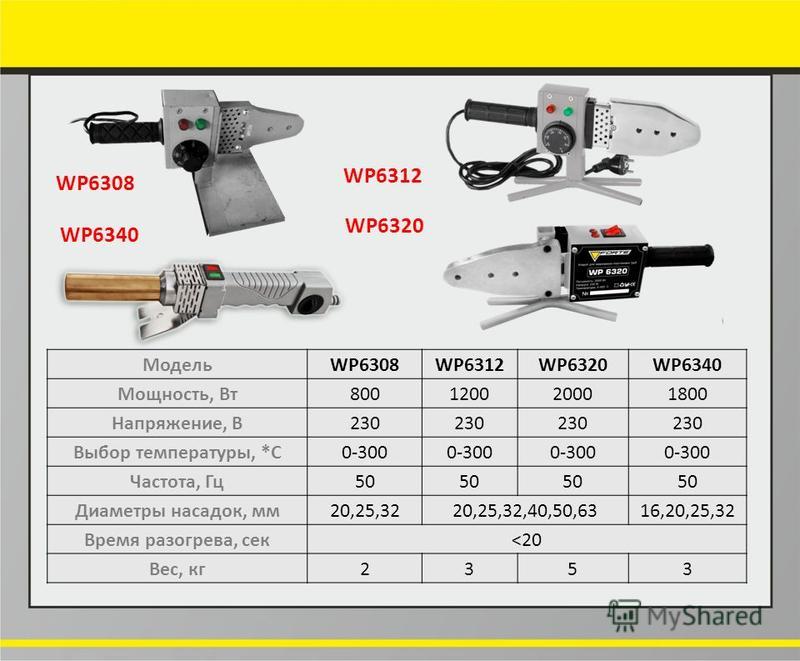
Прежде всего, пайка полипропиленовых систем подразумевает применение специального приспособления – электрического аппарата, именуемого в среде профессиональных работников паяльным утюгом.
Так, аппарат для пайки оборудован специальными разъемами различных диаметров для придания распаленного состояния трубам различной толщины и предназначения.
Довольно часто в комплектацию рассматриваемого устройства для пайки труб входит специальный резак, предназначенный для получения изделий нужной длины.
К каждому приспособлению прилагается инструкция по использованию, где указывается вся необходимая информация, касающаяся технических моментов эксплуатации.
Преимущества
- Длительный эксплуатационный срок;
- Отсутствие необходимости окрашивания трубопровода;
- Низкая степень теплопроводности;
- Несущественная масса;
- Диэлектрические свойства;
- Отсутствует известняковый налет в процессе длительной эксплуатации;
- Простота монтажа;
- Невысокая стоимость в сравнении с аналогами;
- Быстрота монтажных работ;
- Образование бактериальных образований практически исключается;
- Звук подаваемой по трубопроводу воды отсутствует;
- Незначительное сопротивление потокам воды;
- Устойчивость к воздействию кислот, прочих химических соединений;
- Доступность и др.

В данный момент полипропиленовые трубы для водопровода являются современной заменой старых железных изделий, низкая стоимость и ремонтопригодность делает их бесспорными лидерами.
Технология пайки: подготовка, инструменты, материалы, порядок действий
Правила пайки такие: прежде всего, перед работой по спайке систем трубопровода понадобится ознакомиться с инструкцией, прилагающейся к электрическому аппарату (утюгу). Пайке должен в обязательном порядке предшествовать подготовительный этап. Перед тем как собрать новую систему трубопровода, понадобится составить подробную схему, включающую места расположения кранов, поворотных муфт, тройников и т. п.
Во время подготовительного этапа потребуется установить на утюг для пайки насадки с тефлоновым покрытием, причем насадки должны иметь необходимый диаметр. Следующим образом инструмент для пайки полипропиленовых труб надо разогреть до температуры нагрева 270 градусов Цельсия. Разогрев устройства должен производиться правильно, соблюдая нормы времени.
Разогрев устройства должен производиться правильно, соблюдая нормы времени.
Инструменты и материалы
- Ручной паяльный аппарат для соединения;
- Специальные ножницы или кусачки для резки труб нужной длины;
- Маркер для отметок;
- Рулетка измерительная;
- Зачистка;
- Насадки для пайки;
- Ветошь для протирки.
Стоит отметить, что технология пайки трубопровода подразумевает четкое следование определенным шагам. В противном случае результат стараний может получиться неожиданным.
Инструкция
- Прежде чем начать пайку, понадобится включить прибор и разогреть его до температуры 270 градусов по Цельсию;
- Предварительно отрезанные отрезки нужной длины должны быть очищены от неровностей и заусенцев;
- Для точного контроля глубины вхождения трубопровода в нагревательный аппарат, на концах труб выполняются засечки, либо отметки;
- Следующим этапом трубы и соединительные элементы надеваются на насадки паяльника для пайки, после чего выполняется пайка;
- Вхождение должно быть максимально ровным и точным.
 Если нагрев деталей производится в кривом положении, то пайка будет некачественной, а это в дальнейшем при эксплуатации полипропиленового трубопровода будет негативно сказываться на эксплуатационных характеристиках всей системы;
Если нагрев деталей производится в кривом положении, то пайка будет некачественной, а это в дальнейшем при эксплуатации полипропиленового трубопровода будет негативно сказываться на эксплуатационных характеристиках всей системы; - После расплавления концов труб и фитингов, надетых на нагретые насадки устройства, их понадобится вытянуть и соединить, при этом осуществляя давление на протяжении 10-30 секунд;
- Изделия должны располагаться ровно, без искривлений, аккуратно вжимая друг в друга;
- Давление не должно быть слабым, поскольку добиться прочности и долговечности трубопровода можно исключительно ровными движениями под давлением рук;
- После того как детали состыкованы, — выдерживаются несколько минут в неподвижном положении;
- Когда шов остывает, соединение становится монолитным и герметичным.
Пайка полипропиленовых труб по шагам
Для работы по предложенному выше порядку действий понадобятся дополнительные комплектующие, относительно которых также стоит поговорить. Поскольку участки труб соединяются при помощи фитингов, представляющих собой соединительные части, то стоит знать, что фитинги устанавливаются на участках поворотов, либо разветвлений трубопровода. Фитинги служат также для герметичного соединения, перекрытия.
Поскольку участки труб соединяются при помощи фитингов, представляющих собой соединительные части, то стоит знать, что фитинги устанавливаются на участках поворотов, либо разветвлений трубопровода. Фитинги служат также для герметичного соединения, перекрытия.
Комплектующие
- Отводы, делающие возможным измерение направления трубопровода;
- Крестовики;
- Крестовины;
- Фитинги–переходники;
- Заглушки;
- Соединительные штуцеры (необходимы в случае, если пайка полипропиленовых изделий производится с использованием труб с гибким шлангом).
Фитинги отличаются в зависимости от прочности и надежности. Благодаря этому фитинги широко распространены на строительно-ремонтном рынке.
Полипропиленовые фитинги отличны от пластиковых аналогов не такой чувствительностью к температурным воздействиям.
Технические моменты и частые ошибки
Отсутствие необходимого опыта, а также сжатые сроки на выполнение работ толкают порой на ошибки в работе, и пайка полипропиленовых изделий – не исключение.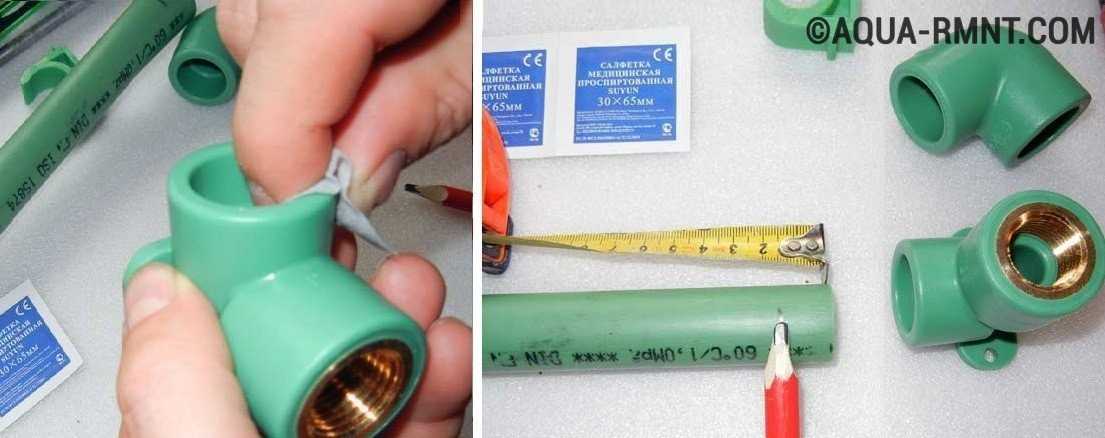 Неправильное совмещение элементов потенциального трубопровода служит распространенной причиной образования дефектов. Если труба вводится в фитинг не до конца, то, скорее всего, образуется зазор, который будет иметь меньшую толщину и давление.
Неправильное совмещение элементов потенциального трубопровода служит распространенной причиной образования дефектов. Если труба вводится в фитинг не до конца, то, скорее всего, образуется зазор, который будет иметь меньшую толщину и давление.
Неправильно выставленная температура пайки аналогично предыдущему случаю служит частой причиной возникновения дефектов во время работы по спайке полипропилена. Стоит помнить, что оптимальное значение – 260 градусов Цельсия (допускается погрешность +/-10%). Неправильный подбор оборудования – еще одна распространенная ошибка работника, осуществляющего работу.
Имеется определенное технологией пайки соотношение температуры и диаметра трубы, которое необходимо соблюдать. Соотношения указываются производителем оборудования в инструкции, прилагающейся к прибору. К примеру, для соединения трубы диаметром 50 миллиметров, понадобится мощность станка для пайки полипропиленовых изделий примерно пол киловатта. Для диаметра 100 миллиметров нужна мощность в 1 кВт.
Для диаметра 100 миллиметров нужна мощность в 1 кВт.
Надежный и ожидаемый результат не заставит себя ждать, если Вы следуете шагам, приведенным выше, соблюдаете правила, наставления и рекомендации. Главное – следовать алгоритму работы, указанному выше.
Глава 21: Гидравлические трубопроводы, Жилищный кодекс штата Айдахо (издание 2020 г.)
M2101.1 Общие положения
Гидравлические трубопроводы должны соответствовать таблице M2101.1. Утвержденные трубопроводы, клапаны, фитинги и соединения должны быть установлены в соответствии с инструкциями производителя. Трубы и фитинги должны быть рассчитаны на использование при рабочей температуре и давлении гидравлической системы. Используемые трубы, фитинги, клапаны или другие материалы не должны содержать посторонних материалов.
| МАТЕРИАЛ | ПРИМЕНЕНИЕ КОД a | СТАНДАРТ б | СОЕДИНЕНИЯ | |
| Акрилонитрилбутадиенстирол (ABS) пластиковая труба | 1, 5 | АСТМ D1527 АСТМ F2806 АСТМ F2969 | Швы на растворителях | — |
| Хлорированный поливинилхлорид (ХПВХ) трубы и шланги | 1, 2, 3 | АСТМ Д2846 | Швы на растворителях, компрессионные швы и резьбовые переходники | — |
| Труба из меди и медного сплава | 1 | АСТМ Б42, Б43, Б302 | Паяные и механические фитинги резьбовые, сварные и фланцевые | — |
| Трубки из меди и медных сплавов (тип K, L или M) | 1, 2 | АСМЭ Б16.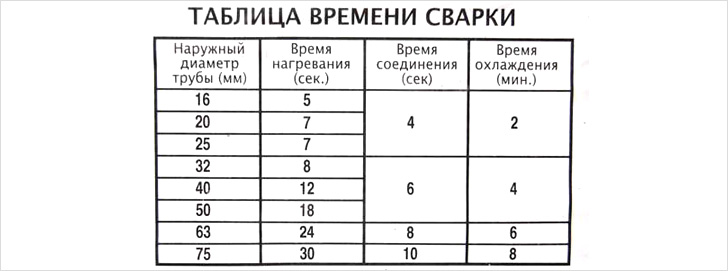 51, АСТМ Б75, Б88, Б135, Б251, 51, АСТМ Б75, Б88, Б135, Б251,Б306 | Паяные, припаянные, опрессованные и механические фитинги с раструбом | Швы, залитые бетоном припаивается |
| Сшитый полиэтилен (PEX) | 1, 2, 3 | АСТМ F876 | (см. фитинги PEX) | Установить в соответствии с инструкции производителя |
| Сшитый полиэтилен/алюминий/сшитый полиэтилен (PEX-AL-PEX) напорная труба | 1, 2 | ASTM F1281 или CAN/CSA B137.10 | Механический, обжим/вставка | Установить в соответствии с инструкции производителя |
| Фитинги PEX | АСТМ F877 АСТМ Ф1807 АСТМ F1960АСТМ F2098 АСТМ F2159АСТМ F2735 | Медные обжимные/вставные фитинги, фитинги холодного расширения, хомут из нержавеющей стали, вставка фитинги | Установить в соответствии с инструкции производителя | |
| Трубы и трубки из полибутилена (ПБ) | 1, 2, 3 | АСТМ D3309 | Термоплавление, обжим/вставка и сжатие | Швы в бетоне должны быть проплавлены |
| Полиэтилен/алюминий/полиэтилен (PE-AL-PE) напорная труба | 1, 2, 3 | АСТМ F1282 CSA B 137. | Механический, обжим/вставка | — |
| Полипропилен (ПП) | 1, 2, 3 | ИСО 15874 АСТМ F2389 | Соединения термосваркой, механические фитинги, резьбовые переходники, компрессионные соединения | — |
| Полиэтилен повышенной температуры (PE-RT) | 1, 2, 3 | АСТМ F2623 АСТМ F2769, CSA B137.18 | Медный обжимной/вставной фитинг, нержавеющая сталь хомут, вставные фитинги | — |
| Полиэтилен повышенной температуры (PE-RT) фитинги | 1, 2,3 | АСТМ D3261 АСТМ Ф1807 АСТМ F2098АСТМ F2159 АСТМ F2735АСТМ F2769 CSA B137.18 | Медный обжимной/вставной фитинг, нержавеющая сталь зажим, вставные фитинги | — |
| Стальная труба | 1, 2 | АСТМ А53 АСТМ А106 | Паяные, сварные, резьбовые, фланцевые и механические фитинги | Швы в бетоне должны быть сварной. припаян. |
| Стальная трубка | 1 | АСТМ А254 | Механические фитинги, сварные | — |
 9
9 Труба оцинкованная
Труба оцинкованнаяДля SI: °C = [(°F)-32]/1,8.
- Используйте код:
- Над землей.
- Встраивается в излучающие системы.
- Только для температур ниже 180°F.
- Только для применения при низких температурах (ниже 130°F).
- Только при температуре ниже 160°F.
- Стандарты, перечисленные в главе 44.
M2101.2 Дренаж системы
Гидравлические трубопроводы должны быть установлены для обеспечения дренажа системы. Если система сливается в водопроводно-канализационную систему, установка должна соответствовать требованиям глав с 25 по 32 настоящего Кодекса.
Исключение: Заглубленные части систем, встроенных в землю или под полы.
M2101.3 Защита питьевой воды
Система питьевой воды должна быть защищена от противотока в соответствии с положениями, перечисленными в Разделе P2902.
M2101.5 Контакт со строительным материалом
Гидравлическая система трубопроводов не должна находиться в прямом контакте со строительным материалом, который вызывает разрушение или коррозию материала трубопровода.
M2101.6 Сверление и нарезание надрезов
Элементы конструкции с деревянным каркасом должны быть просверлены, надрезаны или изменены в соответствии с положениями разделов R502.8, R602.6, R602.6.1 и R802.7. Отверстия в несущих элементах облегченной конструкции из холодногнутой стали допускаются только в соответствии с разделами R505.2.6, R603.2.6 и R804.2.6. В соответствии с положениями разделов R505.3.5, R603.3.4 и R804.3.3 не допускается резка и надрезы на полках и кромках несущих элементов облегченной конструкции из холодногнутой стали. Структурно-изолированные панели (SIP) должны быть просверлены и прорезаны или изменены в соответствии с положениями Раздела R610. 7.
7.
M2101.8 Расширение, сжатие и осадка
Трубопроводы должны быть установлены таким образом, чтобы трубопроводы, соединения и оборудование не подвергались чрезмерным нагрузкам или напряжениям. Должны быть приняты меры для компенсации расширения, сжатия, усадки и структурной осадки.
M2101.9 Опора трубопровода
Подвески и опоры должны быть изготовлены из материала, достаточно прочного для поддержки трубопровода, и должны быть изготовлены из материалов, совместимых с материалом трубопровода. Трубопровод должен поддерживаться с интервалами, не превышающими расстояния, указанные в таблице M2101.9..
TABLE M2101.9
HANGER SPACING INTERVALS
| PIPING MATERIAL | MAXIMUM HORIZONTAL SPACING (feet) | MAXIMUM VERTICAL SPACING (feet) | |||||||||||||
| ABS | 4 | 10 A | |||||||||||||
| CPVC ≤ 1-дюймовая труба или трубка | 3 | 5 A | |||||||||||||
| 4 | 10 a | ||||||||||||||
| Copper or copper-alloy pipe | 12 | 10 | |||||||||||||
| Copper or copper-alloy tubing | 6 | 10 | |||||||||||||
| PB Труба или трубка | 2,67 | 4 | |||||||||||||
| PE Труба | 2,67 | 4 | 2,67 | 4 | 2,67 | 4 | 2,67 | 4 | 2,67 | 4 | 2,67 | 4 | 2,67 | 4 | 2,67 | .
| PE-RT ≥ 1 1 / 4 inches | 4 | 10 a | |||||||||||||
| PEX tubing ≤ 1 inch | 2.67 | 4 | |||||||||||||
| PEX tubing ≥ 1 1 / 4 inches | 4 | 10 a | |||||||||||||
| PP < 1-inch pipe or tubing | 2.67 | 4 | |||||||||||||
| PP > 1 1 / 4 дюймов | 4 | 10 a | |||||||||||||
| PVC | 4 | 10 a | |||||||||||||
| Steel pipe | 12 | 15 | |||||||||||||
| Steel tubing | 8 | 10 |
 0021 a
0021 a Для СИ: 1 дюйм = 25,4 мм, 1 фут = 304,8 мм.
- Для размеров 2 дюйма и меньше посередине между требуемыми вертикальными опорами должна быть установлена направляющая. Такие направляющие должны препятствовать перемещению трубы в направлении, перпендикулярном оси трубы.
M2101.10 Испытания
Гидравлические трубопроводные системы должны подвергаться гидростатическим испытаниям при давлении, в полтора раза превышающем максимальное расчетное давление системы, но не менее 100 фунтов на квадратный дюйм (689 кПа). Продолжительность каждого испытания должна быть не менее 15 минут.
Исключение: Для трубопроводных систем PEX испытание сжатым газом должно быть альтернативой гидростатическим испытаниям, если испытание давлением сжатого или другого газа специально разрешено всеми инструкциями производителей для труб и фитингов PEX, устанавливаемых на во время тестирования системы, а тестирование сжатого воздуха или другого газа не запрещено иным образом применимыми нормами, законами или нормативными актами за рамками настоящего кодекса.
M2102.1 Общие положения
Плинтусные конвекторы должны быть установлены в соответствии с инструкциями производителя. Конвекторы должны поддерживаться независимо от гидравлических трубопроводов.
M2103.1 Материалы для трубопроводов
Трубопроводы для заделки в бетон или гипсовые материалы должны представлять собой стальные трубы стандартного веса, трубы и трубки из меди и медных сплавов, сшитый полиэтилен/алюминий/сшитый полиэтилен (PEX- AL-PEX) напорная труба, хлорированный поливинилхлорид (ХПВХ), полибутилен, трубка из сшитого полиэтилена (PEX), полиэтилен повышенной температуры (PE-RT) или полипропилен (PP) с номиналом не менее 100 фунтов на квадратный дюйм при 180 °F (690 кПа при 82°C).
M2103.2 Требуется тепловой барьер
Системы лучистого обогрева пола должны иметь тепловой барьер в соответствии с разделами M2103.2.1 и M2103.2.2. Изоляция R — значения для плит на уровне земли и подвесных полов должны соответствовать Главе 11.
Исключение: Изоляция не требуется в инженерных системах, где можно продемонстрировать, что изоляция снизит эффективность или оказать негативное влияние на установку.
M2103.2.1 Требуется термический разрыв
В месте, где нагретая плита соприкасается со стеной фундамента или другой токопроводящей плитой, должна быть предусмотрена термическая перегородка, состоящая из битумных компенсационных материалов или аналогичных изоляционных материалов.
M2103.2.2 Маркировка материала теплового барьера
Изоляционные материалы, используемые в тепловых барьерах, должны быть установлены таким образом, чтобы при осмотре была хорошо видна маркировка производителя R .
M2103.3 Соединения трубопроводов
Системы из меди и медных сплавов должны быть соединены пайкой, пайкой или прессованием. Пайка должна производиться в соответствии со стандартом ASTM B828. Флюсы для пайки должны соответствовать ASTM B813. Флюсы для пайки должны соответствовать AWS A5.31. Пресс-соединения должны соответствовать ASME B16.51. Закладные стыки трубопроводов должны устанавливаться в соответствии со следующими требованиями:
Флюсы для пайки должны соответствовать AWS A5.31. Пресс-соединения должны соответствовать ASME B16.51. Закладные стыки трубопроводов должны устанавливаться в соответствии со следующими требованиями:
- Соединения стальных труб должны быть сварными.
- Медные трубки должны быть соединены пайкой в соответствии с разделом P3003.6.1.
- Соединения полибутиленовых труб и трубопроводов должны устанавливаться с полибутиленовыми фитингами раструбного типа.
- Трубки из ХПВХ должны соединяться с помощью клеевых соединений.
- Соединения полипропиленовых труб и насосно-компрессорных труб должны устанавливаться с помощью раструбных полипропиленовых фитингов, сваренных под действием тепла.
- Трубки из сшитого полиэтилена (PEX) должны соединяться с использованием холодного расширения, вставных или компрессионных фитингов.
- Трубки из полиэтилена повышенной температуры (PE-RT) должны соединяться с помощью вставок или компрессионных фитингов.

M2103.4 Испытания
Трубопроводы или трубки, предназначенные для заделки, должны быть испытаны приложением гидростатического давления не менее 100 фунтов на квадратный дюйм (690 кПа). Давление должно поддерживаться в течение 30 минут, в течение которых соединения должны быть осмотрены на наличие утечек.
M2104.1 Материалы трубопроводов
Низкотемпературные трубопроводы для заделки в бетон или гипсовые материалы должны соответствовать указанным в таблице M2101.1.
M2104.2 Соединения трубопроводов
Закладные соединения трубопроводов, отличные от тех, которые указаны в разделе M2103.3, должны соответствовать следующим требованиям:
- Трубки из сшитого полиэтилена (PEX) должны быть установлены в соответствии с инструкции производителя.
- Полиэтиленовые трубки должны устанавливаться с термосваркой.
- Полипропиленовые (ПП) трубки должны быть установлены в соответствии с инструкциями производителя.

- Полиэтилен повышенной температуры (PE-RT) должен быть установлен в соответствии с инструкциями производителя.
M2104.3 Пластиковые трубки из полиэтилена для повышенных температур (PE-RT)
Соединения между трубками из полиэтилена для повышенных температур и фитингами должны соответствовать разделам с M2104.3.1 по M2104.3.3. Механические соединения должны быть установлены в соответствии с инструкциями производителя.
M2104.3.1 Фитинги компрессионного типа
Если фитинги компрессионного типа включают вставки и наконечники или уплотнительные кольца, фитинги должны устанавливаться без исключения таких вставок и наконечников или уплотнительных колец.
M2104.3.2 Соединения PE-RT с металлом
Паяные соединения в металлической трубе не должны располагаться в пределах 18 дюймов (457 мм) от перехода такой металлической трубы к трубе из PE-RT.
M2104.4 Напорная труба из полиэтилена/алюминия/полиэтилена (PE-AL-PE)
Соединения напорной трубы из полиэтилена/алюминия/полиэтилена и фитингов должны соответствовать разделам M2104. 4.1 и M2104.4.2. Механические соединения должны быть установлены в соответствии с инструкциями производителя.
4.1 и M2104.4.2. Механические соединения должны быть установлены в соответствии с инструкциями производителя.
M2104.4.1 Фитинги компрессионного типа
Если фитинги компрессионного типа включают вставки и наконечники или уплотнительные кольца, фитинги должны устанавливаться без пропуска таких вставок и наконечников или уплотнительных колец.
M2104.4.2 Соединения PE-AL-PE-металл
Паяные соединения в металлической трубе не должны располагаться в пределах 18 дюймов (457 мм) от перехода от такой металлической трубы к трубе PE-AL-PE.
M2105.1 Пластиковый контур контура теплового насоса с источником заземления
Пластиковые трубы и трубки, используемые в системах контура заземления с использованием тепловых насосов на водной основе, должны соответствовать стандартам, указанным в этом разделе.
M2105.2 Использованные материалы
Повторно использованные трубы, фитинги, клапаны и другие материалы не должны использоваться в контурных системах тепловых насосов, использующих грунт.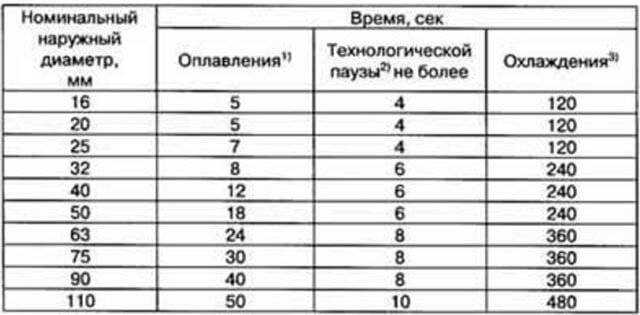
M2105.3 Номинальные характеристики материалов
Трубы и шланги должны быть рассчитаны на рабочую температуру и давление системы контура теплового насоса с грунтовым источником. Фитинги должны быть пригодны для применения под давлением и рекомендованы изготовителем для установки с установленными трубами и трубными материалами. При использовании под землей материалы должны быть пригодны для захоронения.
M2105.4 Стандарты на материалы труб и трубок
Трубы и трубки контура заземления теплового насоса, работающего от земли, должны соответствовать стандартам, перечисленным в таблице M2105.4.
| Материал | Стандарт |
| Хлорированный поливинилхлорид (CPVC) | 46 ;646; ASTM F437; ASTM F438; ASTM F439; АСТМ F441; ASTM F442; CSA B137.6 |
| Сшитый полиэтилен (PEX) | ASTM F876; CSA B137. 5 5 |
| Полиэтилен высокой плотности (HDPE) | ASTM D2737; ASTM D3035; ASTM F714; АВВА С901; CSA B137.1; CSA C448; NSF 358-1 |
| Полиэтилен/алюминий/полиэтилен (PE-AL-PE) напорная труба | ASTM F1282; АВВА С 903; CSA B137.9 |
| Полипропилен (PP-R) | ASTM F2389; CSA B137.11, NSF 358-2 |
| Поливинилхлорид (ПВХ) | ASTM D1785; ASTM D2241; CSA 137.3 |
| Полиэтилен повышенной температуры (PE-RT) | ASTM F2623; ASTM F2769, CSA B137.18 |
M2105.5 Фитинги
Фитинги для тепловых насосов с грунтовым источником должны быть одобрены для установки с материалами трубопровода, должны соответствовать стандартам, перечисленным в таблице M2105. .5 и, если они установлены под землей, должны быть пригодны для захоронения.
| Сшитый полиэтилен (PEX) | ASTM F877; АСТМ F1807; АСТМ F1960; АСТМ F2080; ASTM F2159; ASTM F2434; CSA B137.5 |
| Полиэтилен высокой плотности (HDPE) | ASTM D2683; ASTM D3261; ASTM F1055; CSA B137.1; CSA C448; NSF 358-1 |
| Полиэтилен/алюминий/полиэтилен (PE-AL-PE) | ASTM F1282; ASTM F2434; CSA B137.9 |
| Полипропилен (PP-R) | ASTM F2389; CSA B137.11; NSF 358-2 |
| Поливинилхлорид (ПВХ) | ASTM D2464; ASTM D2466; ASTM D2467; ASTM F1970, CSA B137.2; CSA B137.3 |
| Полиэтилен повышенной температуры (PE-RT) | ASTM D2683; ASTM D3261; ASTM F1055; АСТМ F1807; АСТМ F2098; ASTM F2159; ASTM F2735; АСТМ F2769; CSA B137.1; CSA B137.18 |
 6
6M2105.6 Соединения и соединения
Соединения и соединения должны быть утвержденного типа. Стыки и соединения должны быть герметичными для давления системы контура «земля-источник». Соединения, используемые под землей, должны быть одобрены для таких применений.
Соединения, используемые под землей, должны быть одобрены для таких применений.
M2105.7 Подготовка концов труб
Труба должна быть обрезана под прямым углом, рассверлена и не должна иметь заусенцев и препятствий. Трубы из ХПВХ, ПЭ и ПВХ должны иметь фаску. Концы труб должны иметь полнопроходные отверстия и не должны иметь подрезов.
M2105.8 Подготовка и установка соединения
Если требуется разделами с M2105.9 по M2105.11, подготовка и установка механических и термопластичных сварных соединений должны соответствовать разделам M2105.8.1 и M2105.8.2.
M2105.8.1 Механические соединения
Механические соединения должны быть установлены в соответствии с инструкциями производителя.
M2105.8.2 Сварные соединения термопластов
Поверхности сварных соединений термопластов должны быть очищены в соответствии с утвержденной процедурой. Стыки должны быть сварены в соответствии с инструкциями изготовителя.
M2105.9 Пластиковая труба из ХПВХ
Соединения пластиковых труб или фитингов из ХПВХ должны быть склеены растворителем в соответствии с Разделом P2906.9.1.2. Резьбовые соединения между фитингами и пластиковой трубой из ХПВХ должны соответствовать разделу M2105.9.1.
M2105.9.1 Резьбовые соединения
Резьба должна соответствовать ASME B1.20.1. Труба должна быть пластиковой трубой сортамента 80 или более толстой и должна иметь резьбу с помощью плашек, специально предназначенных для пластиковых труб. Смазка для резьбы, состав для соединения труб или лента должны наноситься только на наружную резьбу и должны быть одобрены для нанесения на материал трубопровода.
M2105.10 Пластиковые трубки из сшитого полиэтилена (PEX)
Соединения между пластиковыми трубками из сшитого полиэтилена и фитингами должны соответствовать разделам M2105.10.1 и M2105.10.2. Механические соединения должны соответствовать Разделу M2105.8.1.
M2105.10.1 Фитинги компрессионного типа
Если фитинги компрессионного типа включают вставки и наконечники или уплотнительные кольца, фитинги должны устанавливаться без пропуска вставок и наконечников или уплотнительных колец.
M2105.10.2 Соединения пластика с металлом
Паяные соединения в металлической трубе не должны располагаться в пределах 18 дюймов (457 мм) от перехода такой металлической трубы в пластиковую трубу или трубу.
M2105.11 Полиэтиленовые пластмассовые трубы и трубки
Соединения между полиэтиленовыми пластиковыми трубами и трубками или фитингами для контурных систем тепловых насосов с грунтовым источником должны быть сварными соединениями в соответствии с разделом M2105.11.1, электромуфтовыми соединениями в соответствии с разделом M2105.11.2 или врезные соединения в соответствии с разделом M2105.11.3.
M2105.11.1 Соединения термической сваркой
Соединения должны быть раструбного, седлового или стыкового типа и соединяться в соответствии со стандартом ASTM D2657. Соединяемые поверхности должны быть чистыми и не содержать влаги. Соединяемые поверхности нагревают до температуры плавления и соединяют. Соединение должно оставаться нетронутым до тех пор, пока оно не остынет. Фитинги должны быть изготовлены в соответствии с ASTM D2683 или ASTM D3261.
Соединяемые поверхности должны быть чистыми и не содержать влаги. Соединяемые поверхности нагревают до температуры плавления и соединяют. Соединение должно оставаться нетронутым до тех пор, пока оно не остынет. Фитинги должны быть изготовлены в соответствии с ASTM D2683 или ASTM D3261.
M2105.11.2 Электромуфтовые соединения
Соединения должны быть электромуфтовыми. Соединяемые поверхности должны быть чистыми и обезвоженными, а также зачищенными, чтобы обнажить первичную смолу. Соединяемые поверхности должны нагреваться до температуры плавления в течение времени, установленного изготовителем. Соединение должно оставаться нетронутым до тех пор, пока оно не остынет. Фитинги должны быть изготовлены в соответствии со стандартом ASTM F1055.
M2105.11.3 Вставные фитинги
Соединяемые поверхности должны быть чистыми и не содержать влаги. Концы труб должны быть скошены и вставлены в фитинги на полную глубину. Фитинги должны быть изготовлены в соответствии со стандартом ASTM F1924.
M2105.12.1 Соединения термосваркой
Соединения термосваркой для полипропиленовых (ПП) труб и насосно-компрессорных труб должны устанавливаться с раструбными полипропиленовыми фитингами, электросварными полипропиленовыми фитингами или сваркой встык. Соединяемые поверхности должны быть чистыми и не содержать влаги. Соединение должно оставаться нетронутым до тех пор, пока оно не остынет. Соединения должны быть выполнены в соответствии с ASTM F2389..
M2105.13.1 Фитинги компрессионного типа
Если фитинги компрессионного типа включают вставки и наконечники или уплотнительные кольца, фитинги должны устанавливаться без пропуска вставок и наконечников или уплотнительных колец.
M2105.13.2 Соединения PE-RT с металлом
Паяные соединения в металлической трубе не должны располагаться в пределах 18 дюймов (457 мм) от перехода от такой металлической трубы к трубе или трубке из PE-RT.
M2105.13.3 Соединения для сварки
Соединения, сваренные внахлест, должны быть раструбного, седлового или стыкового типа и должны быть соединены в соответствии со стандартом ASTM D2657. Соединяемые поверхности должны быть чистыми и не содержать влаги. Соединяемые поверхности нагревают до температуры плавления и соединяют. Соединение должно оставаться нетронутым до тех пор, пока оно не остынет. Фитинги должны быть изготовлены в соответствии с ASTM D2683 или ASTM D3261.
Соединяемые поверхности должны быть чистыми и не содержать влаги. Соединяемые поверхности нагревают до температуры плавления и соединяют. Соединение должно оставаться нетронутым до тех пор, пока оно не остынет. Фитинги должны быть изготовлены в соответствии с ASTM D2683 или ASTM D3261.
M2105.13.4 Электромуфтовые соединения
Соединения должны быть электромуфтовыми. Соединяемые поверхности должны быть чистыми и обезвоженными, а также зачищенными, чтобы обнажить первичную смолу. Соединяемые поверхности нагревают до температуры плавления в течение времени, установленного изготовителем, и соединяют. Соединение должно оставаться нетронутым до тех пор, пока оно не остынет. Фитинги должны быть изготовлены в соответствии со стандартом ASTM F1055.
M2105.14 Пластиковая труба из ПВХ
Соединения между пластиковыми трубами или фитингами из ПВХ должны быть склеены растворителем в соответствии с разделом P2906.9.1.4. Резьбовые соединения между фитингами и пластиковой трубой из ПВХ должны соответствовать разделу M2105. 9.1.
9.1.
M2105.15 Запорная арматура
Запорная арматура должна быть установлена в контурных трубопроводных системах «земля-источник» в местах, указанных в разделах M2105.15.1–M2105.15.6.
M2105.15.1 Теплообменники
Запорная арматура должна быть установлена на стороне подачи и возврата теплообменника.
Исключение: Запорные клапаны не требуются, если теплообменники являются неотъемлемой частью котла или являются составной частью блока котла и теплообменника изготовителя и могут быть изолированы от гидросистемы с помощью требуемых подающих и обратных клапанов. Разделом M2001.3.
M2105.15.2 Центральные системы
Запорная арматура должна быть установлена на подаче и возврате здания центральной инженерной системы.
M2105.15.5 Оборудование и приспособления
Запорная арматура должна быть установлена на соединениях с механическим оборудованием и приборами. Это требование не распространяется на компоненты контурных систем «земля-источник», такие как насосы, воздухоотделители, приборы учета и подобное оборудование.
M2105.15.6 Расширительные баки
Запорная арматура должна быть установлена на соединениях с недиафрагменными расширительными баками.
M2105.16 Пониженное давление
Предохранительный клапан должен быть установлен на стороне низкого давления гидравлической системы трубопроводов, давление в которой было снижено. Предохранительный клапан должен быть установлен на максимальное давление системы. Клапан должен быть установлен в соответствии с Разделом M2002.
M2105.17 Установка
Трубопроводы, клапаны, фитинги и соединения должны быть установлены в соответствии с инструкциями производителя.
M2105.18 Защита питьевой воды
В тех случаях, когда системы контура заземления с использованием тепловых насосов, использующих грунт, подключены к системе снабжения питьевой водой, система снабжения питьевой водой должна быть защищена от противотока в соответствии с разделом P2902.
M2105.
 19 Проходки для труб
19 Проходки для трубОтверстия для проходок труб в стенах, полах и потолках должны быть больше диаметра проходки трубы. Отверстия в бетонных или каменных строительных элементах должны быть заглушены. Кольцевое пространство вокруг вводов труб должно быть защищено в соответствии с разделом P2606.1.
M2105.20 Зазор от горючих материалов
Труба в системе трубопроводов геотермального теплового насоса, температура наружной поверхности которой превышает 250°F (121°C), должна иметь зазор не менее 1 дюйма (25 мм) ) из горючих материалов.
M2105.21 Контакт со строительным материалом
Система трубопроводов контура заземления с тепловым насосом не должна находиться в прямом контакте со строительными материалами, которые вызывают разрушение или коррозию материала труб или фитингов или мешают работу системы.
M2105.22 Деформации и напряжения
Трубопровод должен быть установлен таким образом, чтобы предотвратить вредные деформации и напряжения в трубе. Должны быть приняты меры для защиты трубопровода от повреждений, вызванных расширением, сжатием и структурной осадкой. Трубопроводы должны быть установлены таким образом, чтобы избежать структурных напряжений или деформаций в компонентах здания.
Должны быть приняты меры для защиты трубопровода от повреждений, вызванных расширением, сжатием и структурной осадкой. Трубопроводы должны быть установлены таким образом, чтобы избежать структурных напряжений или деформаций в компонентах здания.
M2105.22.1 Опасность затопления
Трубопровод, расположенный в зоне риска затопления, должен выдерживать гидростатические и гидродинамические нагрузки и напряжения, в том числе воздействие плавучести, при возникновении затопления до проектной отметки затопления.
Upcodes Диаграммы
M2105.24 Скорости
Системы контура заземления с тепловыми насосами, работающими от грунта, должны быть спроектированы таким образом, чтобы скорости потока не превышали максимальную скорость потока, рекомендованную производителем труб и фитингов. Скорость потока должна контролироваться, чтобы уменьшить вероятность гидравлического удара.
M2105.25 Маркировка и маркировка
Трубопровод системы контура заземления теплового насоса должен быть маркирован лентой, металлическими бирками или другими способами в месте входа в здание. В маркировке должны быть указаны следующие слова: «ГРУНТОВАЯ СИСТЕМА КОНТУРА ТЕПЛОВОГО НАСОСА». В маркировке должно быть указано, используется ли в системе антифриз, а также указано наименование и концентрация химических веществ.
В маркировке должны быть указаны следующие слова: «ГРУНТОВАЯ СИСТЕМА КОНТУРА ТЕПЛОВОГО НАСОСА». В маркировке должно быть указано, используется ли в системе антифриз, а также указано наименование и концентрация химических веществ.
M2105.26 Химическая совместимость
Антифриз и другие материалы, используемые в системе, должны быть химически совместимы с трубами, трубопроводами, фитингами и механическими системами.
M2105.27 Подпиточная вода
Перекачивающая жидкость должна быть совместима с подпиточной водой, подаваемой в систему.
M2105.28 Испытания
Перед засыпкой траншей соединительного коллектора собранная петлевая система должна быть испытана водой под давлением 100 фунтов на кв. дюйм (689кПа) в течение 15 минут без наблюдаемых утечек. Должны быть выполнены испытания на расход и потери давления, а фактические значения расхода и падения давления должны быть сравнены с расчетными расчетными значениями. Если фактические значения расхода или перепада давления отличаются от расчетных расчетных значений более чем на 10 %, необходимо установить причину и принять меры по ее устранению.
M2105.29 Заглубленные трубопроводы
Заглубленные в бетон трубопроводы контура заземления теплового насоса перед заливкой бетона должны быть испытаны под давлением. Во время заливки в трубе должно поддерживаться предполагаемое рабочее давление.
Использование вставных фитингов для ремонта труб без пайки
- предыдущий пост
- следующий пост
Общая сантехника
К Бенджамин Франклин СантехникПоделиться с:
Один из самых сложных моментов при ремонте сантехники своими руками — это когда вам нужно выломать паяльную горелку. Вы должны быть особенно осторожны, чтобы не создать опасность возгорания, а сам ремонт может быть трудным и потребует нескольких попыток, прежде чем вы сделаете все правильно. К счастью, во многих случаях можно обойтись без пайки, используя вставные фитинги. Читайте дальше, чтобы узнать больше о том, как эти аксессуары могут сэкономить вам время и нервы при ремонте сантехники.
Читайте дальше, чтобы узнать больше о том, как эти аксессуары могут сэкономить вам время и нервы при ремонте сантехники.
Вы больше никогда не будете паять
Обычно, если вы обнаружили течь в медной трубе, вам нужно нагреть ремонтную муфту, чтобы она плотно прилегала. Тем не менее, накладные фитинги могут значительно облегчить вашу жизнь. Одним из примеров таких удобных инструментов является система соединения SharkBite, позволяющая соединить трубы практически из любого материала, приложив немного усилий.
SharkBite работает с медными трубами, а также с пластиковыми моделями, такими как CPVC и PEX. В дополнение к устранению необходимости пайки, вам также не нужен клей. Вместо этого фитинг сделан со стальными зубьями, которые захватывают трубу, позволяя уплотнительному кольцу плотно прилегать, чтобы вода не вытекала. Более того, даже после того, как вы зажмете рукоятку, вы сможете отпустить фитинг позже, если вам нужно будет внести какие-либо корректировки или ремонт.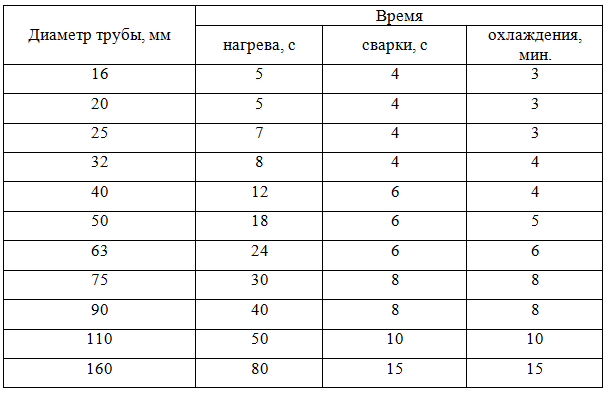
Рукав на любой сезон
Часто причиной ремонта сантехники является протечка, и даже после того, как вы отключили воду, вокруг поврежденного участка все еще остается влага. Однако еще одно преимущество вставных сантехнических фитингов заключается в том, что вам не нужно ждать, пока область высохнет, прежде чем приступить к ремонту. Просто наденьте рукав, и все готово.
В вашем местном хозяйственном магазине должны быть представлены различные модели вставных фитингов, которые можно надеть на любую из ваших существующих труб, включая соединители, колена, скользящие муфты и скользящие тройники. Эти устройства подходят для любого количества ремонтов сантехники, таких как ремонт протекающих или треснувших труб, ремонт замерзших труб, течи на линиях душа, смесителей и стиральных машин, или даже для упрощения установки совершенно новых сантехнических установок. Какой бы ни была работа, любой способ, которым вы можете облегчить ее для себя, будет иметь большое значение для устранения боли и раздражения от работы.