
Практические советы по сварке пластмасс — ABS, PE, PP и PVC
Вероятно, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Опубликовано 21 февраля 2017 г.
Ценные практические советы по сварке пластмасс. Узнайте, как создать первые сварные швы из АБС, ПЭ, ПП или ПВХ для надежного и прочного соединения пластиковых деталей.
Сварка пластмасс является распространенным методом соединения и используется очень часто, особенно когда склеивание пластмасс не гарантирует достаточного или прочного соединения.
Это особенно актуально для трудносклеиваемых пластиков, таких как полиэтилен или полипропилен.
Однако для успешной сварки пластмасс необходимо помнить о нескольких моментах, которые мы хотели бы кратко и кратко объяснить вам ниже, чтобы вы тоже осмелились выполнить свой первый сварной шов.
Сварка пластмасс является очень распространенным методом и существенно отличается от классической сварки металлов. Однако оба метода сварки имеют одну общую черту. Идеальный сварной шов требует не только соответствующего опыта, но и определенной практики, ведь, как говорится, еще ни один мастер не падал с неба.
Однако оба метода сварки имеют одну общую черту. Идеальный сварной шов требует не только соответствующего опыта, но и определенной практики, ведь, как говорится, еще ни один мастер не падал с неба.
Что нужно для сварки пластика?
Сварочное оборудование для сварки пластика
Как и в случае с инструментами, для сварки пластика также существуют различные сварочные аппараты в разных ценовых диапазонах.
Сварочный аппарат с вентилятором горячего воздуха лучше всего подходит для сварки пластмасс, поскольку он совсем недорог по сравнению с ручным экструзионным сварочным аппаратом, который очень часто используется в сварочных мастерских.
Ручной экструзионный сварочный аппарат, также известный как ручной экструдер, увеличивает скорость сварки во много раз, что делает его рентабельным для мастерских, которые каждый день сваривают пластик. Однако такой ручной экструдер соответствующего качества также стоит не менее 5 000 евро, так что покупка имеет смысл только в том случае, если каждый день приходится сваривать несколько сотен метров сварных швов.
Сварочный аппарат с вентилятором горячего воздуха можно приобрести по гораздо более низкой цене, начиная примерно с 300 евро, так что даже случайная сварка пластика окупается. С этим вентиляторным сварочным аппаратом уже можно добиться неплохих результатов.
Для очень простого ремонта часто бывает достаточно простого паяльника. Однако это не рекомендуется для надлежащих сварных швов.
Сварочная проволока для сварки пластика
Сварочная проволока должна подходить для свариваемого пластика
При выборе подходящего сварочного стержня очень важно, чтобы он был изготовлен из того же пластика, что и пластмассовые детали, подлежащие сварке. По этой причине для всех пластиков, которые можно сваривать, также имеется подходящая сварочная проволока.
Прочность сварочного стержня определяется толщиной пластика.
Толщина сварочного стержня зависит от применяемого сварного шва. Если вы хотите сварить два пластиковых листа толщиной 2 мм каждый, то 3-мм сварочного стержня будет вполне достаточно. Для более толстых листов рекомендуется более толстый сварочный пруток толщиной 4 мм-5 мм.
Для более толстых листов рекомендуется более толстый сварочный пруток толщиной 4 мм-5 мм.
Соответствующие сварочные прутки в нашем интернет-магазине в качестве товара на складе по выгодным дифференцированным ценам
- ПЭ сварочная проволока 3 мм черная в качестве товара (в одном куске) для сварки полиэтилена
- ПЭ проволока сварочная 4мм черная метражом (целиком) для сварки полиэтилена
- Пруток сварочный ПЭ 4мм натуральный метражом (целиком) для сварки полиэтилена
- ПП Пруток 3мм серый на метр (целиком) для сварки полипропилена
- ПП Пруток сварочный 4мм серый на метр (целиком) для сварки полипропилена
Как правильно сварить пластик?
Важно, чтобы между собой можно было сваривать только пластмассы одного типа. Так что вполне возможно сварить полиэтилен с полиэтиленом или полипропилен с полипропиленом. То же самое относится к сварке АБС-пластика с АБС-пластиком и всеми другими пластиками, для которых сварка является возможным методом соединения вместо склеивания.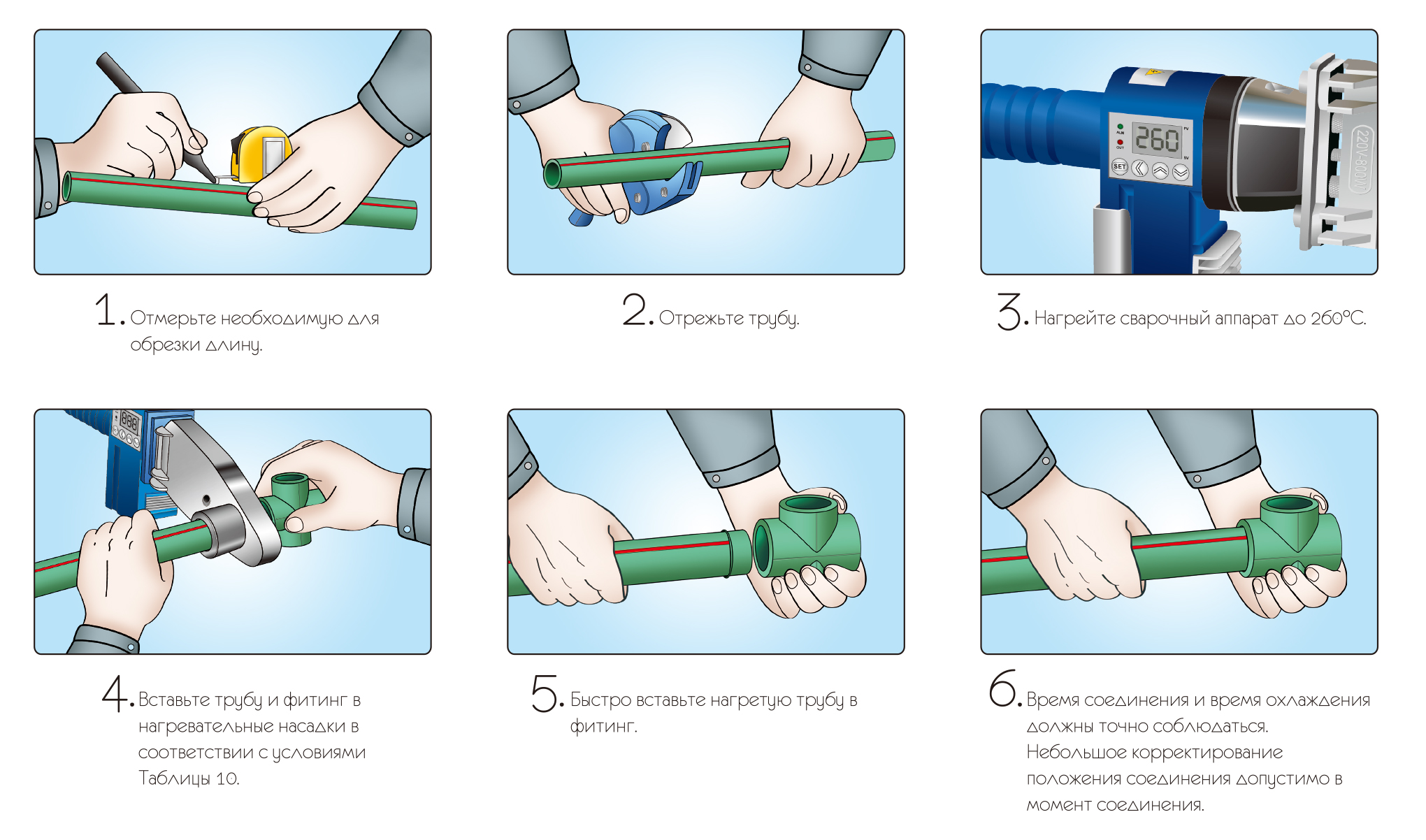
Сварка различных пластиков невозможна, поэтому полиэтилен нельзя сваривать с полипропиленом или полистиролом. Причина кроется в различном химическом составе, который не позволяет создать прочную связь между ними посредством сварки.
Предварительная обработка свариваемых поверхностей
Поверхность пластика содержит оксидный слой, который может значительно ухудшить качество сварки. Поэтому поверхность свариваемых деталей, а также сварочную проволоку следует удалить с помощью устройства для удаления заусенцев или резака. Вы сможете увидеть, как именно это делается в видео ниже.
Правильная сварка пластика
Мы взяли на себя смелость подобрать для вас полезный обучающий видеоролик по теме сварки пластика, который был создан Остфальским университетом прикладных наук.
При сварке пластмасс убедитесь, что и сварочный стержень, и свариваемые пластмассовые поверхности нагреваются в достаточной степени, чтобы поверхности достигли степени плавления, что очень важно для прочного и надежного сварного шва.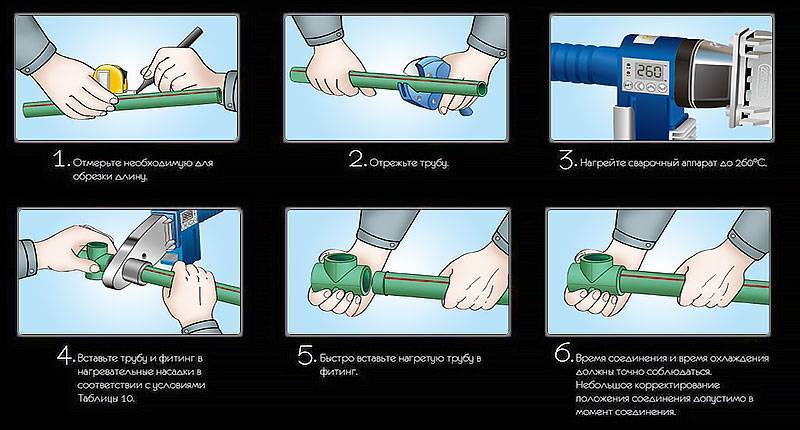 Если несколько сварных швов выполняются друг над другом, например, из-за того, что толстые листы должны быть бесшовно сварены друг с другом, рекомендуется, чтобы сварные швы полностью остыли, прежде чем поверх них будет выполнен новый сварной шов. Выступающие или выступающие сварные швы можно позже срезать канцелярским ножом или отшлифовать шлифовальным бруском, чтобы получить ровный шов заподлицо.
Если несколько сварных швов выполняются друг над другом, например, из-за того, что толстые листы должны быть бесшовно сварены друг с другом, рекомендуется, чтобы сварные швы полностью остыли, прежде чем поверх них будет выполнен новый сварной шов. Выступающие или выступающие сварные швы можно позже срезать канцелярским ножом или отшлифовать шлифовальным бруском, чтобы получить ровный шов заподлицо.
Температура сварки отдельных пластиков
ABS (акрилонитрил-бутадиен-стирол)
Сварка ABS возможна без проблем. Температура воздуха должна быть в диапазоне от +270°C до +310°C для сварки АБС-пластиков.
PS (полистирол)
Полистирол также хорошо поддается сварке. Температура воздуха для сварки полистирола должна быть в пределах от +270°С до +310°С.
ПЭ (полиэтилен)
Полиэтилен нельзя склеивать обычными клеями, поэтому сварка полиэтилена является обычной практикой. Однако ПЭ хорошо и очень легко сваривается. Температура воздуха для шва при сварке полиэтилена должна быть в пределах от +220°С до +280°С.
ПП (полипропилен)
Как и в случае с полиэтиленом, склеивание полипропилена не является простым. Однако это не относится к сварке полипропилена и приводит к хорошим результатам. Однако при сварке ПП следует обращать пристальное внимание на уровень температуры и время нагрева. Полипропилен довольно быстро горит, а сгоревший материал портит сварной шов. Температура воздуха для сварки ПП должна быть в пределах от +230° до +280°С.
ПВХ (поливинилхлорид)
При сварке ПВХ особое внимание следует уделить уровню температуры и времени нагрева. ПВХ также очень быстро горит, образуя соляную кислоту, которая при вдыхании обладает сильным едким эффектом. Обожженная поверхность ПВХ ухудшает качество сварного шва и внешний вид, так как обожженный ПВХ сразу становится темно-коричневым до черного. Температура воздуха для сварки ПВХ должна быть в пределах от +250° до +280°С.
Надеемся, вам понравилась наша статья и она помогла вам при сварке пластиковых деталей.
Поделиться этой статьей
Я хотел бы поделиться этим сообщением и принял к сведению политику конфиденциальности.
Уведомление о конфиденциальности:
Если вы используете функцию обмена этой статьей, личные данные, такие как IP-адрес, имя или адрес электронной почты, также могут быть использованы для соответствующей платформы социальных сетей. Установив флажок, вы даете согласие на передачу персональных данных.
Распространенные проблемы с пайкой | Руководство Adafruit по отличной пайке
Общие проблемы пайки
Сохранить ПодписатьсяПожалуйста, войдите, чтобы подписаться на это руководство.
После входа в систему вы будете перенаправлены обратно к этому руководству и сможете подписаться на него.
Идеальная пайка
Идеальная пайка компонентов со сквозными отверстиями должна выглядеть так, как показано на рисунке ниже.На следующих фотографиях показаны некоторые распространенные проблемы с пайкой, а также рекомендации по их устранению и профилактике:
Нарушенный стык
Нарушенный стык — это стык, подвергшийся смещению во время затвердевания припоя. Поверхность сустава может казаться матовой, кристаллической или шероховатой.
Поверхность сустава может казаться матовой, кристаллической или шероховатой.Часто называют «холодным соединением». Они могут выглядеть так же, как настоящий холодный косяк, но причина другая.
Ремонт: Это соединение можно отремонтировать, повторно нагрев и дав ему остыть без помех.
Профилактика: Правильная подготовка, включая иммобилизацию сустава и стабилизацию работы в тисках, может предотвратить нарушение суставов.
Холодное соединение
«Холодное соединение» означает, что припой не расплавился полностью. Часто характеризуется шероховатой или бугристой поверхностью. Холодные соединения ненадежны. Сцепление припоя будет плохим, и со временем в соединении могут появиться трещины. Ремонт: Холодные соединения обычно можно отремонтировать, просто повторно нагрев соединение горячим утюгом до тех пор, пока припой не потечет. Многие холодные соединения (такие, как на фото) также страдают от слишком большого количества припоя. Излишки припоя обычно удаляются кончиком утюга.
Излишки припоя обычно удаляются кончиком утюга.
Профилактика: Правильно нагретый паяльник с достаточной мощностью поможет предотвратить холодные соединения.
Перегретый стык
С другой стороны, у нас есть перегретый стык. Припой еще не успел хорошо растечься, и остатки сгоревшего флюса затруднят исправление этого соединения.Ремонт : Перегретое соединение обычно можно отремонтировать после очистки. Осторожно соскоблите кончиком ножа или небольшим количеством изопропилового спирта и зубной щеткой, чтобы удалить пригоревший флюс.
Профилактика: Чистый горячий паяльник, правильная подготовка и очистка соединения помогут предотвратить перегрев соединения.
Недостаточное смачивание (площадка)
Оба эти соединения имеют признаки недостаточного смачивания площадки припоя. Припой хорошо смачивает выводы, но плохо сцепляется с контактной площадкой. Это может быть вызвано загрязнением печатной платы или отсутствием нагрева контактной площадки и контакта.
Ремонт: Это состояние обычно можно исправить, поместив кончик горячего утюга у основания соединения, пока припой не потечет, чтобы покрыть контактную площадку.
Предотвращение: Очистка платы и даже нагрев площадки и штифта предотвратит эту проблему.
Недостаточное смачивание (вывод)
Этот припой в этом соединении совсем не смачивает штифт и лишь частично смачивает контактную площадку. В этом случае к штифту не прикладывалось тепло, и припою не давали достаточно времени для растекания.Ремонт : Это соединение можно отремонтировать повторным нагревом и нанесением большего количества припоя. Убедитесь, что кончик горячего утюга касается и булавки, и подушечки.
Предупреждение : Даже нагрев штифта и площадки предотвратит эту проблему.
Недостаточное смачивание
(поверхностный монтаж)
Здесь у нас есть три вывода компонента для поверхностного монтажа, где припой не затек на контактную площадку. Это вызвано нагревом штифта вместо контактной площадки.
Это вызвано нагревом штифта вместо контактной площадки.Ремонт: Это легко исправить, нагрев припойную площадку кончиком утюга, затем нанеся припой, пока он не потечет и не расплавится вместе с припоем, уже находящимся на штыре.
Предотвращение: Сначала нагрейте подушку.
Избыток припоя
В соединении, испытывающем недостаток припоя, просто не хватает припоя. У него может быть хороший электрический контакт, но это трудно проверить при осмотре. В любом случае, это не прочное соединение, и со временем в нем могут образоваться трещины от напряжения, и оно может выйти из строя.Ремонт: Нагрейте соединение и добавьте больше припоя, чтобы получить прочное соединение.
Слишком много припоя
Возможно, это идеальное соединение, но мы не можем сказать наверняка. Вполне возможно, что эта капля припоя не смачивает ни контакт, ни контактную площадку и не является надежным электрическим соединением. Лучшим свидетельством надлежащего смачивания (и хорошего электрического контакта) является хорошая вогнутая поверхность, как на стыке в крайнем левом углу.
Ремонт: Обычно можно удалить излишки припоя кончиком горячего утюга. В крайних случаях также может помочь припой-присоска или какой-нибудь фитиль для припоя.
Необрезанные выводы
Слишком длинные выводы могут привести к короткому замыканию. Два сустава слева представляют собой очевидную опасность прикосновения. Но тот, что справа, достаточно длинный, чтобы быть опасным. Не потребуется много усилий, чтобы согнуть этот провод, чтобы коснуться соседней дорожки.Ремонт : Обрежьте все выводы только в верхней части паяного соединения.
Паяный мостик
Два левых паяных соединения расплавились, образуя непреднамеренное соединение между ними.Ремонт: Иногда излишки припоя можно удалить, проведя концом горячего утюга между двумя местами пайки. Если припоя слишком много, избавиться от лишнего поможет припойная присоска или фитиль.
Предотвращение: Паяные перемычки чаще всего образуются между соединениями, в которых изначально было слишком много припоя.
Поднятая площадка
На этой фотографии показана площадка для пайки, которая оторвалась от поверхности печатной платы. Чаще всего это происходит при попытке отпаять компоненты от платы. Но это может произойти просто из-за чрезмерной обработки соединения до такой степени, что адгезионная связь между медью и платой будет разрушена.Приподнятые контактные площадки особенно распространены на платах с тонкими медными слоями и/или без сквозного покрытия отверстий.
Ремонт приподнятой подушки
Это может быть некрасиво, но приподнятую подушку обычно можно отремонтировать. Самый простой ремонт — согнуть провод к еще прикрепленной медной дорожке и припаять, как показано слева. Если на вашей плате есть паяльная маска, вам нужно будет осторожно соскоблить ее, чтобы обнажить оголенную медь. Другие альтернативы — пройти по трассе до следующего переходного отверстия и установить туда перемычку. Или, в худшем случае, идите по дорожке к ближайшему компоненту и припаяйте перемычку к его ножке. Не совсем красиво, зато функционально.
Или, в худшем случае, идите по дорожке к ближайшему компоненту и припаяйте перемычку к его ножке. Не совсем красиво, зато функционально.
Брызги припоя
Эти частицы припоя удерживаются на плате только липкими остатками флюса. Если они работают плохо, они могут легко вызвать короткое замыкание на плате.Ремонт: Их легко удалить кончиком ножа или пинцетом.
Все вышеперечисленное!
Не паникуйте. Не торопись. Большинство суставов можно восстановить, проявив терпение. Если припой не течет так, как вы хотите:- Остановитесь и дайте косяку остыть.
- Очистите и залудите утюг.
- Удалите пригоревший флюс с соединения.
- Дайте утюгу вернуться к температуре.
- Затем разогрейте косяк и повторите попытку.
Компоненты для поверхностного монтажа Вопросы и ответы по пайке
Это руководство было впервые опубликовано 6 сентября 2012 года.