
Как паять полипропиленовые трубы — Учебник сантехника
22-12-2017
ТрубыМногие собственники домов и квартир при проведении ремонта довольно часто решаются на замену существующих изношенных трубопроводов на новые современные аналоги из полипропиленового материала. Такие трубопроводные изделия имеют следующие преимущества перед железными трубами:
- отсутствие возможности появления коррозии;
- хорошая работоспособность при температурах и высоких давлениях;
- благодаря современным разработкам пайки полипропиленовых трубных изделий обеспечивается простота монтажа в условиях дома;
- стойкость к механическим действиям;
- доступная цена.
При качественной установке полипропиленовых труб и верной их эксплуатации они могут служить долго и надежно. Каждому, кто решил сделать капремонт, предполагающий не считая множества работ замену ветхих труб на новые, придется выяснить, как паять полипропиленовые трубы. Имея оборудование и соответствующие инструменты, и обладая определенными знаниями, выполнить эту работу будет не так уж и сложно.
Инструмент для полифузной пайки труб из полипропилена
Делать работы по пайке полипропиленовых труб нереально без особого инструмента. Для пайки дома возможно купить доступный по цене несложной паяльник, который продается во многих строительных магазинах. Он имеет мощность элемента нагрева равную 800 Вт. В случае если паять трубы для отопления либо водопровода, то данной мощности достаточно.
Кроме этого необходимо знать, с какой температурой направляться паять изделия. Основная задача паяльника – разогрев соединяемых полипропиленовых торцов труб до температуры 260 °С. При таком температурном режиме происходит диффузионная сварка, которая образует соединение неразъемного типа со свойствами, аналогичными материалу трубы.
Совет! Мощность паяльника определяет только скорость нагрева элемента. Процесс пайки от этого параметра никак не зависит.
Классические бытовые паяльники комплектуются насадками для труб самых распространенных диаметров – 20, 25 и 32 мм. Для работы с трубопроводами в доме либо квартире возможно ограничиться этим ассортиментом. В случае если же окажется, что их не хватает, насадки возможно докупить дополнительно. Особенность насадок содержится в наличии тефлонового антипригарного покрытия, которое мешает налипанию полипропилена при пайке.
Для работы с трубопроводами в доме либо квартире возможно ограничиться этим ассортиментом. В случае если же окажется, что их не хватает, насадки возможно докупить дополнительно. Особенность насадок содержится в наличии тефлонового антипригарного покрытия, которое мешает налипанию полипропилена при пайке.
При покупке паяльного инструмента стоит обратить внимание на следующие параметры:
- Рукоятка должна быть эргономичной, что будет содействовать облегчению работ на весу. Конструкция данной ответственной части инструмента обязана защищать мастера от ожогов.
- При исполнении пайки в стационарных условиях устойчивость паяльника обязана обеспечиваться посредством надежной подставки.
- Бытовые инструменты для пайки должны иметь два регулятора мощности, при переключении которых будет изменяться температура нагрева рабочего элемента. Регулировка температуры в опытных паяльниках происходит плавно, что разрешает более совершенно верно установить температурный режим.

- Процесс нагревания рабочего элемента должен быть автоматизирован. Автоматика обязана включать и выключать нагрев при выхода температуры за пределы установленных параметров.
Для работ по пайке труб из полипропилена одного паяльника будет мало. Не считая паяльника потребуются особые труборезные ножницы, которыми легким перемещением руки возможно ровно и под углом в 90° отрезать трубу в нужном месте. Они имеют конструкцию усиленного типа и смогут резать кроме того армированные трубы. Такие ножницы присутствуют в любом наборе, предназначенном для пайки труб из полипропиленового материала. Армированные трубы требуют для работы с ними особого приспособления — шейвера, благодаря которому снимается фаска с заготовки вместе с алюминиевой фольгой. В случае если с армированной трубы не убрать железный слой, спаять трубу будет нереально.
Совет! В большинстве наборов паяльного инструмента шейвер для снятия фольги отсутствует, исходя из этого его нужно купить раздельно.
Не обращая внимания на появляющиеся в связи с приобретением дополнительные траты, рекомендуем не отказываться от приобретения. Шейвер отличается износостойкостью, и его использование существенно упростит и облегчит работу.
Помимо этого, в отдельных случаях пригодится дополнительный инструмент для пайки труб из полипропилена:
- рулетка для измерительных работ с целью определения нужной длины фрагмента трубы;
- карандаш для проставления отметок, по которым будет выполняться резка;
- ножовка по металлу, которая при отсутствия труборезных ножниц будет делать их функцию;
- острый нож для снятия фаски с торца трубы, которая будет подвержена спайке;
- ацетон либо спирт для обезжиривания.
Разработка полифузной пайки
Полипропиленовые трубы паяются в определенном порядке:
- Насадки требуемого диаметра устанавливаются на рабочий элемент нагревания паяльника. В случае если в один момент требуется соединение труб разного диаметра, на инструмент надеваются насадки нужных размеров.
 В то время, когда прибор уже будет включен, снять и поменять насадки будет нереально из-за угрозы взять ожог – нужно будет ждать, в то время, когда нагревательный элемент остынет.
В то время, когда прибор уже будет включен, снять и поменять насадки будет нереально из-за угрозы взять ожог – нужно будет ждать, в то время, когда нагревательный элемент остынет. - Паяльник стационарно закрепляется на подставке и подсоединяется к электросети. Регулятор переключается на температуру нагрева элемента в 260 °С, которая есть оптимальной для полипропилена. В случае если лампочки индикаторов горят, это говорит о том, что прибор начал разогреваться. По окончании первого выключения индикатора через некоторое время он опять включается. Повторное выключение лампочки сигнализирует об отключении рабочего элемента нагрева, который купил оптимальную температуру нагрева.
- Пока паяльник набирает нужную температуру нужно совершить подготовительные работы с трубами, каковые будут подвержены спайке. Посредством карандаша и рулетки необходимо отметить место обрезки трубы, нарезать заготовки труборезными ножницами, снять ножом либо особым инструментом фаски и, в случае если это армированный патрубок, шейвером снять алюминиевую фольгу.
 Необходимо не забывать – железный слой присутствует лишь в трубных изделиях, в фитингах он не используется. Затем необходимо примерить соединяемые части друг к другу, прижав их в таком положении, в котором они будут находиться по окончании спайки. Это необходимо чтобы по окончании окончания операции фасонные части были развёрнуты в том направлении, в котором необходимо. У новичков время от времени бывают случаи, в то время, когда по окончании спайки фитинги наблюдают в сторону, хорошую от планируемой.
Необходимо не забывать – железный слой присутствует лишь в трубных изделиях, в фитингах он не используется. Затем необходимо примерить соединяемые части друг к другу, прижав их в таком положении, в котором они будут находиться по окончании спайки. Это необходимо чтобы по окончании окончания операции фасонные части были развёрнуты в том направлении, в котором необходимо. У новичков время от времени бывают случаи, в то время, когда по окончании спайки фитинги наблюдают в сторону, хорошую от планируемой. - По окончании того как паяльник разогрелся до нужной температуры, подготовленные подробности надеваются на соответствующие размеру насадки. Период нахождения изделий на нагревательных элементах зависит от диаметра трубы и обязан соответствовать указанному в инструкции, которая прилагается к инструменту. По окончании контрольного времени подробности снимаются с паяльника и уверенным перемещением прижимаются друг к другу. Дабы стык был качественный и надежный, соединенные части нельзя сдвигать.
 По окончании стыковки соединенные элементы оставляют в покое на некоторое время, в соответствии с требованиям инструкции.
По окончании стыковки соединенные элементы оставляют в покое на некоторое время, в соответствии с требованиям инструкции.
Совет! Трубопровод возможно эксплуатировать по окончании полного остывания.
Пайка посредством электрофитинга
Пайка электрофитингом отличается от полифузного соединения тем, что для ее осуществления употребляется особый муфтовый агрегат. Он устанавливается на требуемое место с применением особого кабеля-подводки.
Процесс проведения электрофитинговой пайки следующий:
- Применяют наличный инструмент, трубы нарезают на патрубки нужной длины, определенной заблаговременно.
- Трубы подвергаются окончательному осмотру, агрегат приводится к рабочей готовности.
- Внешнюю поверхность патрубков подвергают очистке от слоя окиси и обезжириванию. Такую же процедуру проходит электрофитинг, но с внутренней стороны.
- На трубе делают карандашом отметку, показывающую, как она обязана войти в фитинг.

- Патрубок устанавливают в электрофитинг и надежно закрепляют подробности в стационарном положении, поскольку нагретый полипропилен возрастает в объеме и пытается под действием давления выскользнуть из фасонной подробности.
- Припаечный агрегат подсоединяют к электросети и ожидают нужной степени нагрева.
- Посредством контактных проводов соединяют припаечный агрегат с электрофитингом.
- Дабы начался процесс пайки, нажимается клавиша «старт». По окончании завершения процесса аппарат отключается машинально.
- Верно ли прошел процесс пайки, возможно определить по точкам контроля на фитинге, каковые определяют выталкивание пластикового изделия.
По завершении пайки труб из полипропилена место скрепления должно пребывать в стационарном положении до полного остывания. Охлаждение соединения должно происходить естественным методом. По окончании остывания место стыка по своим прочностным свойствам не будет уступать чертям поверхности трубного изделия. Стыковка подробностей должна быть выполнена так, дабы шов как с наружной, так и с внутренней сторон не образовывал рубцов, каковые при эксплуатации смогут ухудшить пропускную свойство. Соединения полипропиленовых изделий выгодно отличаются от металлических – они существенно прочнее и надежнее. Практически любой участок системы трубопроводов из полипропилена возможно демонтировать и заменить.
Стыковка подробностей должна быть выполнена так, дабы шов как с наружной, так и с внутренней сторон не образовывал рубцов, каковые при эксплуатации смогут ухудшить пропускную свойство. Соединения полипропиленовых изделий выгодно отличаются от металлических – они существенно прочнее и надежнее. Практически любой участок системы трубопроводов из полипропилена возможно демонтировать и заменить.
Совет! Полипропиленовая трубопроводная система может эксплуатироваться по окончании 60 мин. по окончании произведения последнего соединения. Чем продолжительнее шов будет пребывать в состоянии остывания, тем громадные нагрузки он будет способен выдержать. На протяжении охлаждения место спайки не должно подвергаться механическому действию.
Способ скрепления полипропиленовых труб с применением электрофитинга есть в полной мере качественным и стремительным. Он существенно превосходит метод соединения диффузной пайкой в производительности. Неудивительно, что этим способом пользуются большие компании, каковые занимаются монтажом полипропиленовых труб в громадных объемах.
Холодная пайка
Не считая двух приведенных выше способов соединения полипропиленовых труб используется способ холодной пайки. Он основан на применении агрессивного клея:
- нарезка и подготовка трубных изделий производится способом, аналогичным методу при классической пайке;
- трубы и фитинги подвергаются разметке в соответствии с будущим размещением подробностей, в соответствии с разводке;
- клеящий состав наносят на места скрепления подробностей, после этого их соединяют между собой и прижимают друг к другу;
- фиксация продолжается четверть 60 секунд.
Совет! Воду в установленную систему возможно подавать не раньше чем через 60 мин. по окончании холодной спайки трубопровода.
Нужно подчернуть, что клеевое соединение по своей прочности не хуже простой пайки. Таким методом нельзя соединять трубы, предназначенные для систем газоснабжения, отопления и горячего водоснабжения. Они пригодны только для холодной воды. В других случаях годятся только железные трубопроводы либо полипропиленовые трубопроводы, спаянные приведенными выше способами.
В других случаях годятся только железные трубопроводы либо полипропиленовые трубопроводы, спаянные приведенными выше способами.
Угловая пайка
Полипропиленовые трубные изделия должны подвергаться обрезке только под прямым углом. Обезжириваться и зачищаться они должны простым методом. Так как трубы в районах углов должны проходить плавно и без упрочнений, на протяжении процесса пайки используют фитинги либо зажимное устройство. Перед началом проведения работ карандашом рисуют отметку, обозначающую глубину вхождения патрубков. После этого полипропиленовые трубы в один момент с угловой насадкой нагревают до нужной температуры. При завершении пайки соединения труб как в большинстве случаев должны некоторое время остывать. В большей мере это относится подробностей с узкими стенками, каковые легко поддаются механическому действию.
Пайка в труднодоступных местах
Сложность таковой работы, как пайка полипропиленовых труб своими руками в местах, к каким тяжело добраться, содержится в исполнении перемещений, требующих особой точности. При образовании громадных либо малых искривлений, каковые в большей мере касаются подробностей большого диаметра, соединенные элементы возможно сразу же заменять на новые и как следует скрепленные. Пайка полипропиленовых изделий обязана производиться при неизменно подключенном агрегате, а нагрев труб и фитингов следует сделать в один момент.
При образовании громадных либо малых искривлений, каковые в большей мере касаются подробностей большого диаметра, соединенные элементы возможно сразу же заменять на новые и как следует скрепленные. Пайка полипропиленовых изделий обязана производиться при неизменно подключенном агрегате, а нагрев труб и фитингов следует сделать в один момент.
Совет! Недостаточный и неравномерный нагрев подробностей может привести к некачественному соединению, что в будущем угрожает выходом системы из строя. В случае если передержать трубы на нагревательном элементе, это может привести к деформации невозможности и трубного изделия его введения в фитинг либо зажимное устройство в труднодоступных местах.
Нередкие неточности
В случае если при спайке трубы из фасонной детали и полипропилена трубное изделие не будет введено до конечного упора, то показавшийся зазор, если он будет больше одного миллиметра, между фитинговым упором в и концом патрубка будет очень нежелателен. На подготовленной к применению трубопроводной системе данный зазор будет являться участком со стенкой, толщина которой будет меньше нужной. Помимо этого, внутренний диаметр в проблемном месте будет меньше трубного в следствии нагревания на рабочем элементе паяльника. Это произведет к дисбалансу между расчетным давлением трубы и настоящим, которое будет неизменно влиять на проблемный участок. В возможности это может привести к аварийной обстановке.
На подготовленной к применению трубопроводной системе данный зазор будет являться участком со стенкой, толщина которой будет меньше нужной. Помимо этого, внутренний диаметр в проблемном месте будет меньше трубного в следствии нагревания на рабочем элементе паяльника. Это произведет к дисбалансу между расчетным давлением трубы и настоящим, которое будет неизменно влиять на проблемный участок. В возможности это может привести к аварийной обстановке.
Иначе, возможно и переусердствовать, используя силу при соединении подробностей, подвергающихся пайке. В этом случае между фитинговым упором в и концом патрубка выдавливается перемычка в середине фасонной подробности, что приведет к затруднению перемещения воды либо другой жидкости. О том, как верно паять трубы из полипропилена, возможно взглянуть видео, на котором доступно продемонстрированы все нюансы работы.
Видео
Как паять полипропиленовые трубы правильно
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Содержание:
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.
Эти насадки парные – одна для фитинга, вторая для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство
, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.Второй отрицательный момент заключается в том, что при возникновении необходимости в текущем ремонте приходится отключать всю схему водоснабжения на это время.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре порядка 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал пригоден для любых водопроводов отопления, за исключением парового.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.

Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложен и поэтому получил широкое распространение в технологии монтажа водопроводов холодного и горячего водоснабжения и систем отопления.
Тем не менее, имеются некоторые тонкости, который надо знать и учитывать в работе.
Как правильно паять диффузионным методом – инструкция по шагам
Процесс пайки основан на расплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две детали и остудить их, то материал возвращается в исходное состояние и принимает первоначальную структуру.
Смотреть видео
[sociallocker]
За это время расплав успевает перемешаться, создавая монолитные материал на глубину проникновения. В физике это называется диффузионной сваркой.
Выполнение стыка предполагает производство следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.

- Снять фаски под углом 45 градусов на обоих концах.
- Очистить от загрязнений и обезжирить свариваемые поверхности на заготовке снаружи и фитинге внутри.
- Установить на паяльник насадки необходимого размера.
- Включить паяльник и прогреть сопрягаемы детали в течение времени, указанного в инструкции.
- Снять детали с паяльника и состыковать их в нужном положении. Удерживать до полного охлаждения.
Необходимо уделить пристальное внимание соблюдению времени нагрева. Для получения качественного соединения необходимо, чтобы под слоем расплавленного пластика оставалось твердое основание. Это позволит деталям состыковаться соосно. Если детали перегреты и пластик размягчится на всю толщину, соединить их будет невозможно, они просто сомнутся.
Поэтому производителями инструмента рекомендуются временные отрезки для каждого размера отдельно.
Из приведенной таблицы видно, сколько времени нужно для качественного прохождения каждой стадии сборки. Как видно, условия достаточно жесткие.
Как видно, условия достаточно жесткие.
При исполнении пайки своими руками важно перед началом работы произвести сборку нескольких пробных стыков, чтобы прочувствовать длительность временных материалов.
Нужно также обратить внимание на точность установки в осевом направлении при сопряжении деталей. Времени на контроль и исправление останется считанные секунды.
При какой температуре паять полипропиленовые трубы, установлено в конструкции сварочного аппарата, важно соблюдать рекомендации по времени нагрева деталей. Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как паять муфтовым (раструбным) способом
Такой способ соединения применяется для соединения изделий с целью удлинения прямых участков. Для этого используется муфтовый фитинг.
Смотреть видео
[sociallocker]
Его устанавливают на конец трубы пайкой, после чего припаивают, вторю деталь. Пайка производится в соответствии с описанной выше технологией.
Паять торцевым методом
Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по такой технологии может успешно использоваться и в полевых условиях. Как ровно паять полипропиленовые трубы встык?
Для этого нужно произвести предварительную механическую обработку торцов, обеспечивая абсолютную параллельность стыкуемых концов.
Как правильно паять армированный полипропилен
Армирующий слой, укрепляя структуру полипропиленовой трубы. Создает определенное препятствие для стыковки отдельных частей. Армирующая вставка препятствует диффузии материала, в результате чего соединение становится ненадежным.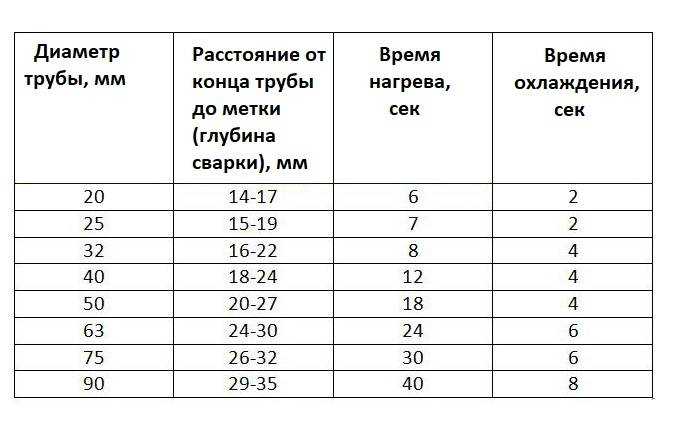
Единственным способом обеспечить надежное соединение является удаление армированного слоя. Удаление наружного и армирующего слоя производится специальным инструментом – шайвером.
После зачистки верхнего слоя нужно тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно выполнять пайку по указанной выше технологии.
Чтобы понять, при какой температуре паять армированный полипропилен, нужно учитывать, что его структура ничем не отличается от обычных труб и режимы пайки те же.
«Холодная сварка» в соединениях полипропилена
Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Физические свойства клеевого состава не позволяет использовать его на водопроводах горячего водоснабжения или отопления.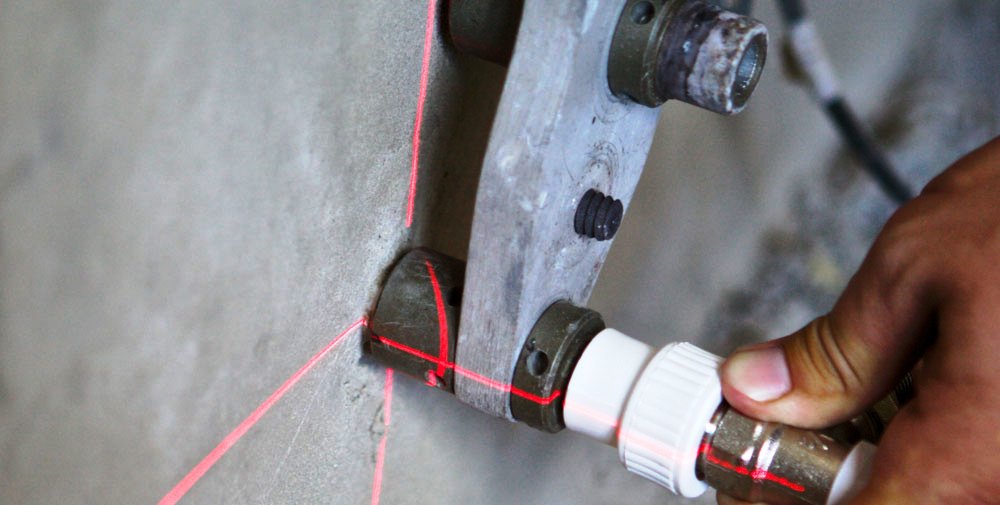 Он пригоден только для монтажа водопровода.
Он пригоден только для монтажа водопровода.
Соединение полипропиленовых труб электрофитингами
Этот способ монтажа находит широкое применение в промышленности. Для выполнения стыков в данном случае применяются электрофитинги. В корпусе детали в процессе ее изготовления устанавливается нагревательный элемент.
Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Под воздействием тока нагревательные элементы расплавляют сопрягаемые детали до необходимого состояния, отключение производится автоматически. После остывания деталей вся сеть или ее локальный участок готовы к эксплуатации.
Использование такого способа монтажа значительно увеличивает производительность труда и устраняет личностный фактор при выполнении работ. Поэтому качество соединений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопровода в труднодоступных местах.
Пайка труб на сложных участках
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Смотреть видео
[sociallocker]
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
- В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.
- Сопрягаемые детали прогреваются паяльником по традиционной технологии.
- Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
Видео как выбрать аппарат для сварки полипропилена
Как паять полипропиленовые трубы своими руками
04-10-2018
СваркаОчень часто в процессе ремонтных работ возникает необходимость замены водопроводной системы или системы отопления. В качестве альтернативы привычным металлическим трубам сегодня используются полипропиленовые трубы, отличающиеся высокими техническими качествами.
Устройство для пайки пластиковых труб.
Сварка полипропиленовых труб своими руками – достаточно легкий процесс. Но следует понимать, что необходимо строго соблюдать технологию выполнения. Только в этом случае будет получен качественный результат.
Эксплуатировать систему из полипропиленовых труб можно уже через полчаса после сварки. Для соединения элементов из полипропилена необходимо использовать раструбную сварку. Муфтовой метод предполагает использование специальной насадки, в результате чего пайка происходит за счет внутренней пайки, а не впритык
Подготовка инвентаря
Для работы без перерыва стоит подготовить:
Время сварки полипропиленовых труб.
- паяльник, которым будет производиться развальцовочная пайка полипропиленовых элементов;
- в зависимости от диаметра используются соответствующие насадки;
- труборез (чаще всего продается с паяльником), можно использовать специальные кусачки;
- если используются изделия с алюминиевым покрытием, необходимо использовать бритву, с помощью которой оно будет удаляться;
- Фаскомнимат.
Все необходимые инструменты есть в каждом хозяйственном магазине. Чтобы провести качественную работу и получить хороший результат, следует приобрести качественное оборудование. Не покупайте самый дешевый вариант. Особенно это касается паяльной машины.
Чем выше качество продукта, тем дольше прослужит инструмент. Он сможет долго выполнять свою работу, при этом все ТЭНы и тефлоновое покрытие форсунок останутся в исправном состоянии. При выборе паяльника очень важно подобрать комплект, в состав которого входит специальная подставка, облегчающая работу.
Схема соединения полипропиленовых труб с муфтами.
Комбинирование полипропиленовых элементов с использованием подручных материалов практически невозможно. Несмотря на то, что вся работа в этом направлении относительно легкая и не требует большого опыта, необходимо соблюдать определенную последовательность, в которой выполняются соединения.
Также необходимо использовать только специальное оборудование, предназначенное для этой цели. Единственное, что можно заменить, это труборез. Разрезать полипропиленовый элемент можно самой простой пилой по дереву. Но следует понимать, что процесс будет более продолжительным, а трудозатраты возрастут.
Прежде чем приступить к работе, необходимо подготовить схему прокладки. Он даст полное представление о том, с каких участков стоит начать, а какие детали будут спаяны и установлены в самом конце. Это необходимо для того, чтобы минимизировать объем работы, которая будет выполняться на весу. При правильном распределении работы специалисты выполняют пайку сложных секций на столе, и только после этого секция устанавливается в нужное место.
Процесс пайки полипропиленовых труб
Для качественного соединения краев трубы необходимо нагреть две детали. Один элемент прогревается внутри, второй снаружи, это делается одновременно. После соединения этих элементов происходит процесс перемешивания полипропилена, в результате чего получается надежный стык.
Схема пайки пластиковой трубы.
Пайка полипропиленовых труб начинается с подготовки всех необходимых элементов. Для этого замеряются участки и измеряются необходимые части трубы. С помощью специальных ножниц или пилы отрежьте необходимую длину. В наружной части трубы в обязательном порядке необходимо сделать фаску. К этому процессу применяются международные стандарты, согласно которым фаска должна иметь уклон 15 градусов и заходить вниз на 2-3 мм.
Вы также можете следовать национальным стандартам. По ним угол, под которым делается фаска, должен составлять 45 градусов, при этом углубление осуществляется на треть толщины. Можно использовать любой вариант, все зависит от условий эксплуатации и личных предпочтений.
Можно использовать любой вариант, все зависит от условий эксплуатации и личных предпочтений.
Для выполнения фаски нужен любой предмет, в результате чего будет снят равномерный ровный слой материала. Перед тем, как сделать шип, необходимо обезжирить место фаски и проверить, чтобы внутри не было примесей и стружки, которые могут значительно ухудшить прохождение воды.
Перед сваркой полипропиленовых труб необходимо подготовить паяльный аппарат.
Схема пайки труб ПНД.
Обязательна установка на специальную подставку. Если в устройстве есть терморегулятор, его необходимо выставить на 260°С. Такая температура является идеальной, поскольку достаточно хорошо прогреть полипропилен, и в то же время температура не повредит тефлоновое покрытие форсунок. Кроме того, на отопительные приборы не приходится слишком большая нагрузка, поэтому прибор прослужит долго, сохранив свои положительные качества.
После того, как паяльник нагреется до необходимой температуры, можно приступать к сварке двух деталей. В этом процессе одновременно участвуют две части. С одной стороны изделие вставляется в гильзу, а с другой крепится на специальный штуцер необходимого диаметра.
В этом процессе одновременно участвуют две части. С одной стороны изделие вставляется в гильзу, а с другой крепится на специальный штуцер необходимого диаметра.
После того, как материал достаточно размякнет, их одновременно снимают с паяльника и максимально быстро соединяют между собой. Очень важно выдержать элементы трубы на устройстве для сварки определенное время. Время будет зависеть от диаметра изделия и толщины стенки. Перегрев негативно скажется на штуцере и на элементе, они могут деформироваться, и припаять их будет невозможно.
В свою очередь, недостаточный нагрев может привести к ненадежным соединениям, что приведет к протечкам. Для того чтобы узнать необходимое время выдержки, необходимо изучить специальные таблицы, информация в них дана относительно мировых стандартов.
При вставке элемента в муфту или фитинг необходимо прилагать некоторое усилие. Элемент нужно вставлять до упора, но не нажимать сильно. Это может вызвать приток внутрь трубы, в результате чего значительно ухудшится проходимость системы.
Чтобы этого не произошло, можно измерить глубину втулки и сделать отметку на трубе с края. Это даст возможность визуально контролировать процесс работы. Через некоторое время, когда вы наберетесь опыта, это будет ощущаться руками, и вам не нужно будет делать разметку.
Соединение элементов после нагрева необходимо как можно быстрее. Ни в коем случае нельзя вращать элементы. Сварка полипропиленовых труб происходит в результате того, что два элемента вставляются друг в друга, при этом необходимо соблюдать ось. Любое постороннее движение во время соединения может привести к нарушению соединения.
Вернуться к оглавлениюОсновные особенности монтажа полипропиленовых труб своими руками
- Монтаж осуществляется по частям, это значительно облегчает процесс сборки.
- Установка клапанов и соединений с отопительными приборами может производиться в самом конце.

- Для крепления всей системы к стене используются специальные пластиковые хомуты. Их необходимо предварительно прикрепить дюбелями.
- Для соединения с металлическим элементом необходимо использовать специальные фитинги.
Соблюдая все рекомендации, вы сможете выполнить этот процесс самостоятельно. Удачи!
СОВЕТЫ ПО СВАРКЕ ТЕРМОПЛАСТИКОВ — King Plastic Corporation
Из архива IAPD
Сварка – это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, что имеет решающее значение для правильного сварного шва.
Правило номер один при сварке термопластов: вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, полипропилен в полипропилен, полиуретан в полиуретан или полиэтилен в полиэтилен.
Вот несколько советов по сварке различных видов пластика и шаги, необходимые для обеспечения качественного сварного шва.
Сварочный полипропиленПолипропилен (ПП) — один из термопластов, который легче всего сваривать, и он используется для самых разных целей. Полипропилен обладает отличной химической стойкостью, низким удельным весом, высокой прочностью на растяжение и является наиболее стабильным полиолефином. Доказанные области применения полипропилена: гальваническое оборудование, резервуары, воздуховоды, травильные станки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварочный аппарат должен быть настроен примерно на 572°F/300°C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы покупаете, и рекомендаций производителя. При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 Вт и напряжением 120 В регулятор подачи воздуха должен быть установлен примерно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
Другой термопласт, который довольно легко сваривается, — это полиэтилен (ПЭ). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на растяжение, поддается механической обработке и имеет низкое водопоглощение. Доказанными областями применения полиэтилена являются контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и горки.
Самое важное правило сварки полиэтилена заключается в том, что можно сваривать низкое к высокому, но не высокое к низкому. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина довольно проста. Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходимо, чтобы температура составляла примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при 572°. Ф/300°С.
Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходимо, чтобы температура составляла примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при 572°. Ф/300°С.
Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку. Очистите все поверхности, включая сварочный стержень, МЭК или подобным растворителем. Вырежьте на подложке достаточно большую канавку, чтобы принять сварочный стержень, а затем обрежьте конец сварочного стержня под углом 45°. После того, как сварочный аппарат настроится на правильную температуру, вам необходимо подготовить подложку и сварочный стержень. Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно в дюйме над поверхностью, вставьте сварочный стержень в наконечник и перемещайте его вверх-вниз три-четыре раза. Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Приложив сильное и постоянное давление, надавите на наконечник наконечника. Ботинок будет вдавливать сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не влияет на прочность сварного шва. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварного шва, затем доведите до мокрой наждачной бумаги с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно восстановить их глянцевую поверхность, слегка нагрев поверхность желтой пропановой горелкой с открытым пламенем. (Имейте в виду, что необходимо соблюдать обычные правила пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фото внизу слева.