
Как сварить полипропиленовые трубы: схема и полезные советы
Полипропиленовые трубы и фитингиПластиковые трубы в системе отопления стали использоваться сразу, как только они появились на рынке. О преимуществах данного вида изделий говорить много не нужно, поскольку сама жизнь сделала их наиболее популярными и лучшими на сегодня. Нас же будет интересовать один вопрос, который волнует многих потребителей — как правильно сварить полипропиленовые трубы, чтобы они прослужили долго. Ведь именно этот вид труб сегодня делает возможным их монтаж своими руками без потери качества работ.
Но не все так просто, как может показаться на первый взгляд. Поэтому будем разбираться в этом вопросе досконально.
Сварка полипропиленовых труб
Начнем с того, что для соединения полипропиленовых труб вам обязательно понадобятся пластиковые фитинги. Без них данный процесс не провести. Это переходные элементы в виде угольников, тройников или муфт.
Самое важное для новичков — понять, что сами трубы нагреваются снаружи, а фитинги только изнутри.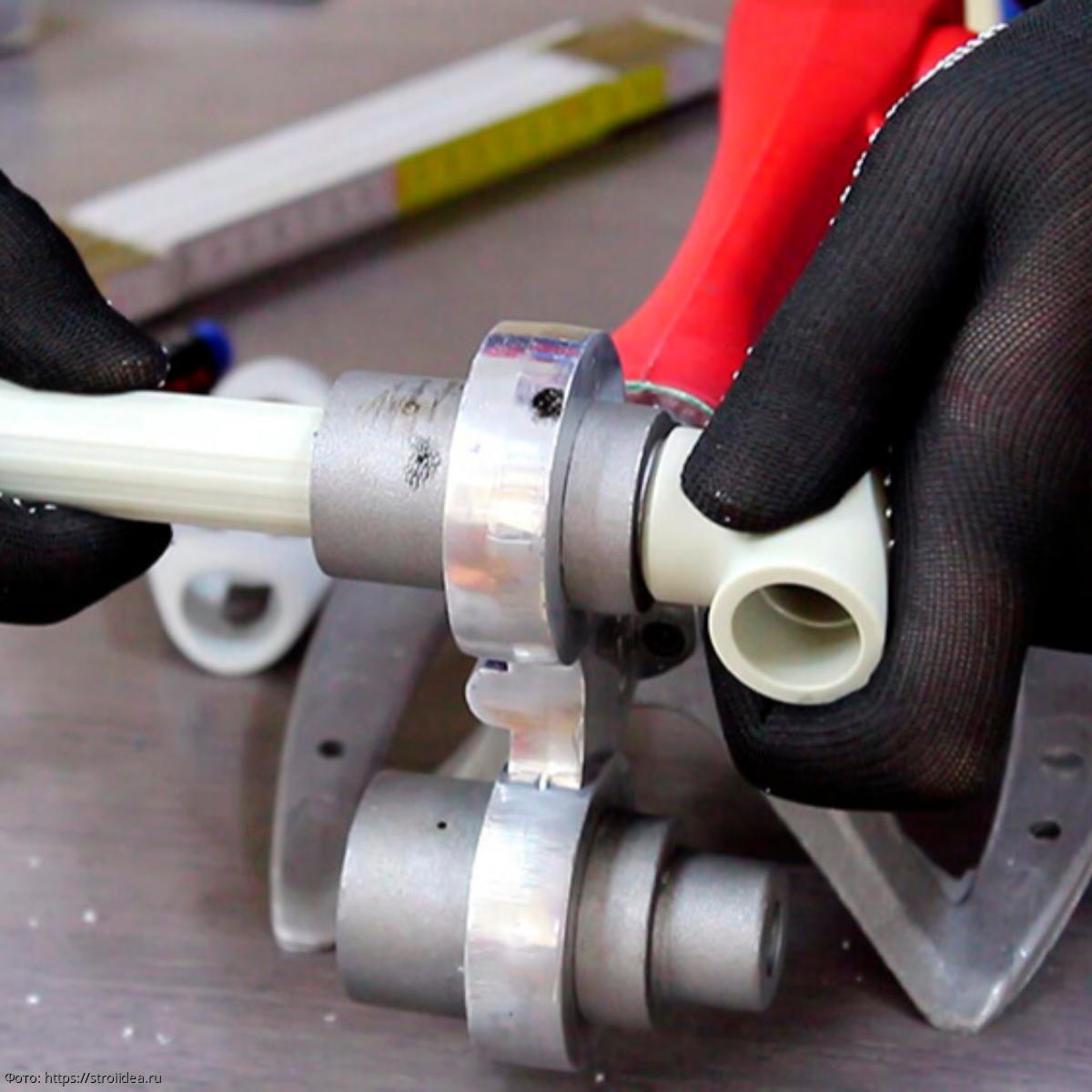
Некоторые задают вопрос — можно ли спаять две трубы без фитинга? В принципе, стык в стык запаять трубы можно, и такая технология существует. Но прочность подобного соединения очень низкая. Так что прослужит трубопровод недолго.
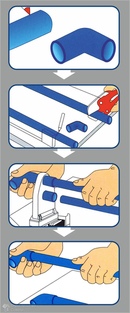
Этапы сварки
В первую очередь разогревается сварочный аппарат. Но перед этим на него надевается специальная насадка, которая представляет собой нагревательную пару в виде муфты и дорна. В зависимости от того, какого диаметра трубы, надевается и соответствующая насадка. Опытные мастера аппарат прочно закрепляют на станине, чтобы он не двигался, потому что при сварке на него будут действовать определенные механические нагрузки.
Затем сварочный аппарат включается в розетку напряжением 220 вольт, а тумблером устанавливается необходимая для сварки температура. Обычно это 260С.
Каких важных критериев правильной сварки вы должны придерживаться?
- Точно выдерживать время нагрева материала. Чуть меньше или чуть больше, и за качество можно уже не отвечать.
- Соблюдение температурного режима.
Кстати, специальная насадка для сварочного аппарата — это прибор, одна сторона которого нагревает внутренний диаметр трубы, а вторая внешний. Для пайки двух труб без использования фитингов вам понадобится соответствующая насадка. Это для информации.
Теперь, когда сварочный аппарат готов, можно переходить к процессу сварки.  Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Внимание! Нельзя стыковать трубу и фитинг между собой, прокручивая их друг относительно друга. Нужно просто один вставить в другой, доведя соединение по длине до конца. Именно это дает гарантию, что стык будет стопроцентно герметичным.
Некоторые особенности
Этапы варки трубЕсли проводятся ремонтные работы в системе отопления, где смонтированы полипропиленовые трубы, то велика вероятность, что на стыке труб может оказаться вода. Варить такой стык нельзя, потому что вода под действием высоких температур превращается в пар. А он обязательно в теле стыка образует воздушные поры, которые снижают качество и герметичность соединения.
Опытные мастера, чтобы избавиться от влажности внутри трубы, используют обычный хлебный мякиш. Они из него делают пробку, которая поглощает воду. Как только отопительная система начнет работать, мякиш попросту растворится в теплоносителе. Но учтите, что мякиш долго не сможет сдерживать влагу, потому что он имеет высокий показатель поглощения. Секунд 10–15 у вас есть, так что сварить трубы вы успеете.
Теперь несколько слов о времени для сварки. Период, который выделяется на нагрев трубы и фитинга зависит от толщины изделий и их диаметра. Понятно, что на толстые трубы времени уйдет больше, чем на тонкие. Для примера — полипропиленовая труба диаметром 20 мм нагревается 2–3 секунды, а диаметром 32 мм 5–6 секунд. Здесь важно как не перегреть, так и не сократить нагрев.
И еще один момент. При нагреве полипропиленовых труб происходит их линейное расширение. Обычно один стык удлиняется на 5 миллиметров, и это необходимо учитывать при проведении монтажного процесса. Есть в линейке пластиковых изделий полипропиленовые трубы с металлическим армирующим слоем. Так вот они не имеют линейного расширения, поэтому среди производителей и специалистов носят название стабильных.
Полезные советы
Монтаж ПЕ труб- Монтаж полипропиленового трубопровода обычно проводится участками и зависит от конфигурации проводки отопительной системы.
 Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м.
Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м. - Оптимальный вариант — насаживать полипропиленовые трубы на специальные пластиковые хомуты. Это крепежные трубные элементы, которые не только надежны, но и стоят недорого.
- Рекомендуем перед началом сваривания трубной системы, если вы в этом деле новичок, немного потренироваться. Для этого купите несколько лишних фитингов, отрежьте от трубы несколько кусков и попробуйте их сварить. Обязательно тщательно подготовьтесь. Приобретите все необходимые элементы в большем количестве, чем требуется.
- Точно по схеме разрежьте полипропиленовые трубы и разложите их по требуемому порядку. Концы труб и фитингов очистите от грязи и пыли. Если обнаружили масляные пятна или включения, обязательно обезжирьте их, используя любой растворитель. Если вы будете сваривать пластиковые трубы с металлическим армированием, то верхний полипропиленовый слой и металлический на концах труб надо обязательно снять.

- Ни в коем случае не пытайтесь остудить стык какими-нибудь быстрыми способами — холодным воздухом или водой. Все должно происходить естественно. Быстрое охлаждение пластика может привести к образованию внутри напряжений, которые просто-напросто снизят надежность и прочность соединения.
- И последнее — это соосность. Старайтесь сварить трубы так, чтобы они представляли собой прямолинейный отрезок. Нарушение данного показателя может привести к образованию складок, трещин и других дефектов, снижающих качество проведенной работы.
Заключение по теме
Как видите, ничего сложного нет. Но обязательно прислушайтесь к тем советам, которые прозвучали в статье. Сварочный стык — это не резьбовое соединение, которое можно легко разобрать и переделать. Если уж что-то пошло не так, то это потребует дополнительных расходов — и временных, и трудовых, и денежных. Так что не стоит торопиться, сваривая полипропиленовые трубы не спеша.
Как сварить пластиковые (полипропиленовые) трубы поэтапно
Полипропиленовые трубы используют в водоснабжении, в оросительных и дренажных системах, отоплении жилищ. Их изготавливают из материала, принадлежащего к классу полиолефинов, что гарантирует экологическую чистоту изделия. Полипропиленовые трубы рассчитаны на долгий срок службы без больших затрат на эксплуатацию. Надежность и долговечность пластиковых трубопроводов зависит не только от правильно подобранного изделия, но и от качества монтажных работ. Желающие произвести монтаж самостоятельно должны знать, как сваривать полипропиленовые трубы, чтобы они служили долго и не доставляли хлопот при эксплуатации. Для тех, кто только собирается освоить этот процесс, поэтапное описание действий прилагается.
Полипропиленовые трубы обладают неоспоримыми достоинствами. А именно:
- соединяясь при помощи сварки, полипропиленовые трубы образуют монолитные детали, срок службы которых достигает полувека;
- пропускная способность труб в процессе эксплуатации не изменяется;
- изделия обладают высокой устойчивостью к бытовой химии;
- цена на фитинги для полипропиленовых труб на порядок ниже, чем для других пластиковых изделий.

Недостатки полипропиленовых труб связаны в основном с неправильным подбором деталей и некачественным выполнением монтажа.
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
[include title=»РСЯ — в записи»]
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH – вентиляция, холодное водоснабжение.
- PPB – системы холодного водоснабжения, отопление.
- PPR– системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR – универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Для сварки необходимы следующие инструменты:
- рулетка;
- маркер;
- ножницы или роликовый труборез для нарезания труб необходимой длины;
- зачистка для армированных труб;
- сварочный аппарат с насадками различного диаметра.
Так выглядит аппарат для сварки полипропиленовых труб
Как подготовить трубы ↑
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Все свариваемые детали должны быть чистыми.
Даже крупица песка, попавшая в шов, может быть причиной порыва трубопровода в дальнейшем.
Подготовка сварочного аппарата ↑
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
[include title=»РСЯ — в записи»]
Во время процесса сварки необходимо проводить контроль температуры нагрева аппарата.
Из чего состоит процесс сварки? ↑
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Время нагревания фитинга и трубы отсчитывают с момента полной насадки деталей
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
На готовом соединении деталей не должно быть «наплывов» внутри трубы.
Они снижают пропускную способность трубопровода.
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
Как варить трубы ПВХ своими руками
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения. В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ. Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки.
-
при диаметре 16-63 мм необходимая мощность не менее 700 Вт;
-
при диаметре 63-75 мм — не менее 850 Вт;
-
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.

При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение. Сварочные аппараты для поливинилхлоридных изделий, независимо от мощности, работают от бытовой электросети 220 В.
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
-
В первую очередь необходимо подготовить отрезок трубы требуемой длины. Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой.
 Для этой цели используют специальный труборез.
Для этой цели используют специальный труборез.
-
-
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.
-
Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы.
-
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата).
 После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте.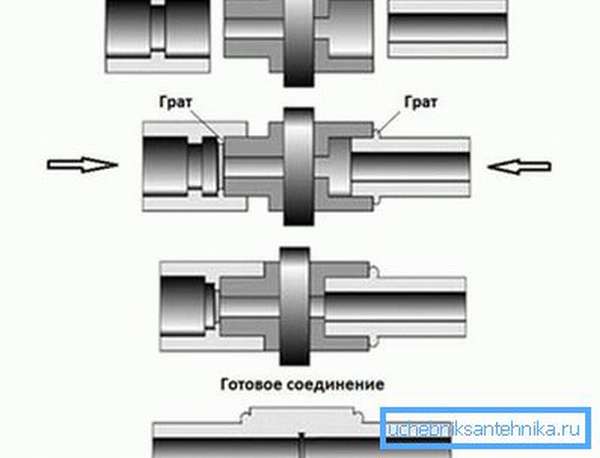 Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Пайка труб из полипропилена без специального оборудования
Пайка труб из полипропилена – это такая операция, которую иногда приходится производить в собственном доме своими руками. Специально покупать для этого сварочный аппарат вовсе не целесообразно. Поэтому многие пытаются отыскать такую инструкцию, такие методы, которые избавили бы их от дорогостоящего приобретения. Сегодня мы намерены предложить такой способ, который вполне применим в домашних условиях и не требует совершенно никакого специального оборудования.
Максимум информации о полипропиленовых трубах и способах их сварки вы можете почерпнуть из нашей статьи, полностью посвященной этой теме.
Пайка труб из пропилена небольшого диаметра своими руками
Речь пойдет о таких трубах, которые чаще всего применяются при разводке внутри дома, т.е. о трубах диаметром 20 мм. Допустим, нам требуется произвести спайку трубы и примыкающего к нему углового фитинга.
Пайка труб из пропилена такого диаметра без труда может быть произведена, если под рукой имеется какой-то безопасный источник огня, каким может являться, например, вот такая миниатюрная газовая горелка.
По существующим регламентам и для обеспечения необходимого качества соединения труба должна заходить в фитинг на 14 мм. Чтобы не произошло нарушения данного норматива, целесообразно заранее отмерить это расстояние от края трубы и карандашом поставить метку.
Сделав это, можно приступать к глубокому разогреву спаиваемых элементов. Фитинг, естественно, должен разогреваться изнутри.
Разогрев конца трубы производится снаружи.
Когда обе детали хорошенько разогреты, их можно вставлять друг в друга.
Вставляя трубу, следует ориентироваться на нанесенную ранее карандашную метку, которая должна оказаться точно по краю фитинга.
После этого выполненное соединение следует охладить, не подвергая его никаким внешним воздействиям. Охлажденное место спайки будет очень прочным и ни в коей мере не уступит по прочности тем соединениям, которые обычно производятся с помощью специальных сварочных аппаратов, о которых мы уже рассказывали. В этом можно убедиться, разрезав только что выполненное место спайки.
Как видно на приведенном выше фото, место стыка трубы и фитинга является совершенно монолитным, и такую трубу можно без малейшей опаски включать в состав домашней системы водоснабжения.
Итак, если вам необходима пайка труб из полипропилена, вы без труда сумеете выполнить эту работу своими силами, не приобретая для этого никаких специальных инструментов. Для этого достаточно лишь взять себе на заметку приведенную нами рекомендацию.
Автор статьи: Сергей Минеев
Я вкладываю в написанные мной материалы всю свою душу и все свои знания в надежде, что это будет полезно посетителям нашего сайта. Буду очень признателен всем, кто решит написать свое мнение о моей работе, свои замечания и предложения в форме для комментариев, имеющейся после каждой из опубликованных мной статей.
Буду очень признателен всем, кто решит написать свое мнение о моей работе, свои замечания и предложения в форме для комментариев, имеющейся после каждой из опубликованных мной статей.
монтаж системы труб в частном доме, самостоятельная сварка и прокладка
Полипропилен, применяемый при производстве отопительных труб, позволяет им выдерживать высокие температуры (до +75 °C). Изделия из этого материала не проводят электричество и имеют малый вес.
К тому же у них низкая теплопроводность, а монтировать отопительные системы с их помощью могут не только профессионалы. Выполняя монтаж полипропиленовых труб своими руками, учитывают их диаметр, линейное расширение, постоянное давление в системе и температуру воды.
Свойства материала
Благодаря устойчивости перед агрессивной средой полипропиленовые трубы в стенах частного дома могут эксплуатироваться более 50 лет. Рабочее давление, которое выдерживает материал, равняется 20 барам. Более выносливы изделия из армированного полипропилена.
Сравнение устойчивости полипропилена
Положительные характеристики
Установка полипропиленовых трубопроводов стала такой популярной благодаря следующим качествам материала:
- высокая теплоизоляция, что значительно уменьшает теплопотери в системе;
- устойчивость к химическим реагентам и коррозии;
- герметичное соединение посредством пайки;
- высокая прочность;
- низкая стоимость.
Вместе с тем, выбирая отопительные трубы для квартиры или частного дома, следует учесть и недостатки:
- линейное расширение во время эксплуатации вызывает необходимость оставлять зазор при прокладке трубопроводов;
- жесткость материала не позволяет выполнять сгибы, что влечет за собой применение специальных соединительных элементов – фитингов.
Проведение монтажных работ
Монтаж труб отопления из полипропилена лучше проводить в замкнутой системе, когда температурный режим ограничен настройками котла. Стандартные трубки для отопления диаметром 63 мм соединяются встык.
Инструменты
Кроме самих трубопроводов понадобятся фитинги различных типов: муфты, уголки, тройники. С помощью муфт соединяют прямые отрезки. Для угловых соединений используют уголки, а тройники необходимы для разветвления системы.
Поскольку изделия из полипропилена нельзя состыковывать резьбовым способом, понадобится специальный паяльный прибор, а также ножницы для полипропилена или лобзик.
Последовательность действий
Чтобы выполнить монтаж отопления из полипропиленовых труб, их потребуется сварить специальным аппаратом, разогретым до 260 °C. При соединении обычно применяют раструбный метод. Для этого при помощи ножниц под прямым углом отрезают необходимый сегмент. Концы труб и фитингов очищают, обезжиривают спиртовым или мыльным раствором и тщательно высушивают.
У армированных изделий необходимо шейвером снять верхний полипропиленовый слой и алюминиевую часть.
Затем поверхность зачищается до необходимого уровня с учетом вхождения в фитинг (глубину намечают с запасом в 2 мм).
Далее детали помещаются на специальные насадки сварочного аппарата и закрепляются. В зависимости от размера деталей их выдерживают несколько минут при необходимой температуре. Труба и муфта выравниваются по оси, прижимаются одна к другой и неподвижно охлаждаются. Прогретый полипропилен склеивается на стыке и создается неразрывное сцепление.
Разводка по стенам
Для того чтобы сделать правильное крепление полипропиленовых труб к стенам, размечается схема разводки. В процессе работы понадобятся клипсы подходящего размера, дюбеля и саморезы. Прокладка труб проводится с небольшим наклоном в сторону течения воды.
Чтобы исключить застой теплоносителя и уменьшить гидравлическое сопротивление в системе, желательно избегать изгибов и разветвлений. Монтаж трубопроводов можно сделать двумя способами: верхним и нижним.
Верхняя
Такая схема разводки предполагает установку подающего трубопровода вверху – на чердаке или под потолком.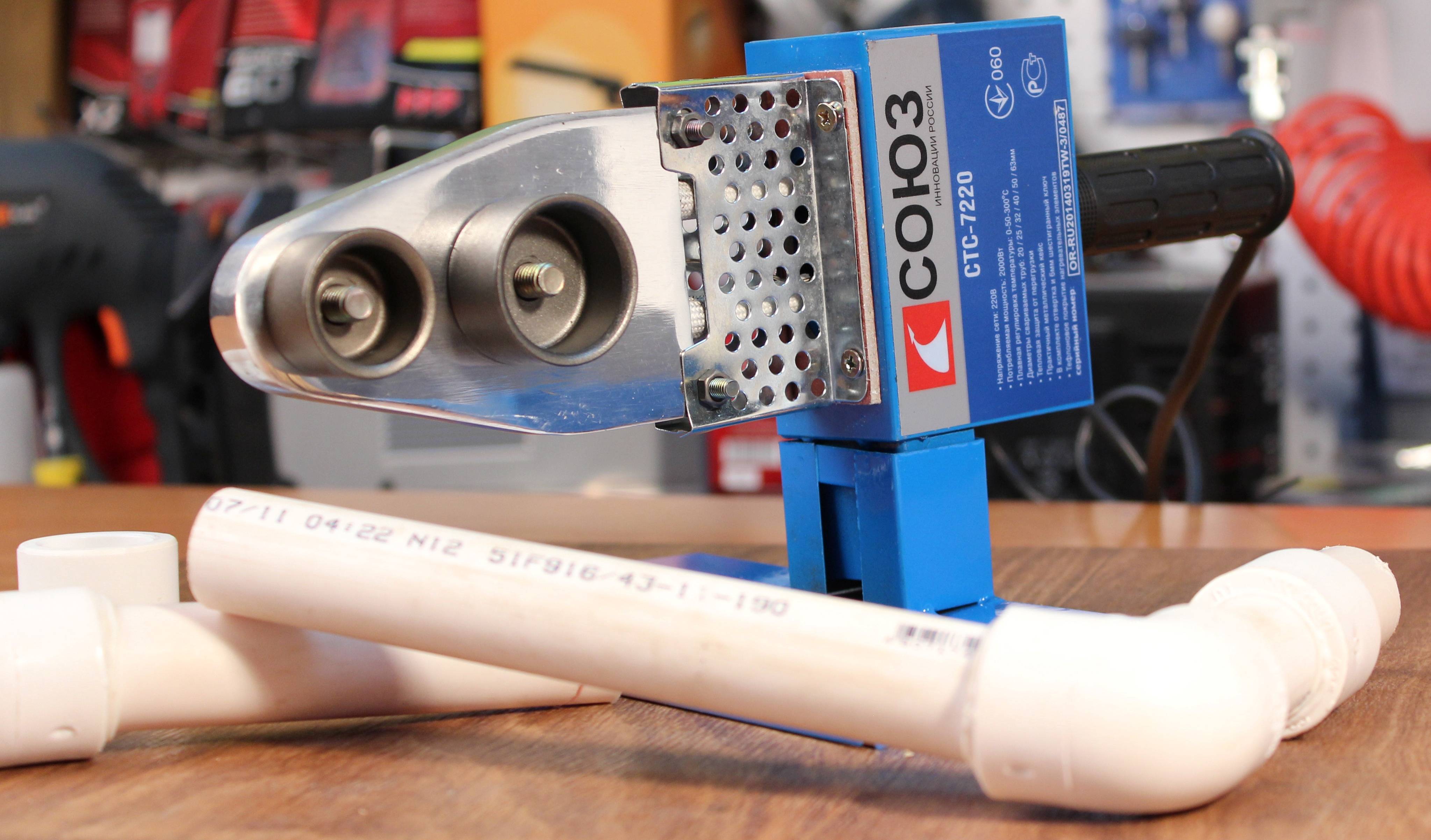 К радиаторам теплоноситель подается по вертикальным стоякам, а возвращается к теплогенератору по трубам, проложенным в подвале или по полу.
К радиаторам теплоноситель подается по вертикальным стоякам, а возвращается к теплогенератору по трубам, проложенным в подвале или по полу.
Схема верхней разводки отопления
Нижняя
В этом случае подача и возврат теплоносителя осуществляется по параллельным трубопроводам, проведенным по полу или под потолком подвала. По нижней схеме горячая вода подается независимо в каждый нагревательный прибор.
Пример верхней и нежней разводки отопления
Некоторые нюансы
Из изложенного выше становится понятно, что установка отопительных труб из полипропилена требует предварительной разметки, приобретения материала и наличия определенного инструмента. Если все это подкрепить знаниями, то монтировать систему можно самостоятельно, однако следует учесть несколько важных моментов.
Температура теплоносителя и давление
Планируя монтаж полипропиленовых труб, особое внимание следует уделять температуре теплоносителя. Именно этот показатель вызывает больше всего вопросов, недоразумений. Многие производители заявляют, что допустимая температура 95 °C, тогда срок эксплуатации не меньше 50 лет, но еще необходимо учитывать давление в системе.
Многие производители заявляют, что допустимая температура 95 °C, тогда срок эксплуатации не меньше 50 лет, но еще необходимо учитывать давление в системе.
Давление влияет на срок службы
Небольшое давление положительно влияет на срок службы даже при высоких температурах. Допускается обратное соотношение, когда давление большое, а температура минимальна. Но сочетание больших показателей температуры с давлением сокращает сроки эксплуатации, для определения необходимых показателей существует специальная таблица.
Линейное расширение
Выполняя монтаж отопления из полипропиленовых труб, необходимо обязательно учитывать их способность расширяться под воздействием высоких температур. Ограничивать расширение нельзя, ведь создаваемое внутреннее напряжение опаснее, чем воздействие давлением.
Как результат — большая часть повреждений трубопроводов приходится не на нарушение эксплуатационных требований. В основном это связано с неграмотной установкой трубопроводов, особенно участков большой протяженности.
Чтобы снизить риск повреждения необходимо сделать компенсаторы. Монтаж полипропиленовых труб длиной более метра делают с компенсационной нишей, предварительно защитив их теплоизоляционным материалом. Размещать трубопроводы в узких штробах не рекомендуется
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
- Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
- Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Советы и рекомендации по работе с пластиковой трубой
Безопасная, прочная и дешевая пластиковая труба является стандартом для водопроводных сетей, а DWV & lpar; слив & дефис; отходы & дефис; вентиляция & rpar; система. Традиционно чугун, медь и сталь использовались во всех жилых и коммерческих зданиях, но в последние 50 лет или около того эти материалы были заменены ПВХ и поливинилхлоридом. и его пластиковые собратья ХПВХ & lpar; Хлорированный ПВХ & rpar; и ABS & lpar; акрилонитрил-бутадиен-стирол & rpar ;.Различные трубы имеют разные «графики», которые относятся к толщине трубы и тому, какое давление она будет выдерживать.
Использование пластиковых труб:
- ПВХ используется как для водоснабжения, так и для канализации, но для трубопроводов водоснабжения, только если они рассчитаны на давление. В некоторых юрисдикциях он используется для подачи в здание, но не для распределения внутри здания. Никогда не используется для горячей воды. ПВХ поставляется по разным графикам в зависимости от области применения — наиболее распространенными являются & двоеточие; график 35 для канализации, график 40 для водоснабжения и DWV и график 80 для высокого давления.ПВХ и АБС, используемые для DWV, также доступны с пенопластом.
- CPVC используется как для водоснабжения, так и для распределения, и, если это одобрено местными юрисдикциями, может использоваться для распределения горячей и холодной воды внутри здания. ХПВХ выпускается с медными трубками размера & lpar; CTS & rpar;, сортамента 40 и сортамента 80.
- ABS обычно используется только для DWV.
Трубы из ПВХ, ХПВХ и АБС обычно соединяются с использованием одних и тех же методов склеивания растворителем, также известного как сварка растворителем.Если это звучит немного пугающе, не волнуйтесь & двоеточие; это безопасно и просто & искл; Если вы собираетесь приступить к собственному пластиковому проекту, у нас есть несколько советов, которые помогут вам добиться успеха.
Стоит отметить, что эти трубы также могут быть соединены с использованием механических методов, таких как компрессионные фитинги, переходники с наружной и внутренней стороны, резиновые втулки с зажимами и фитинги толкаемого и дефисного типа, хотя эти методы различаются для каждой трубы и обычно не считаются так же надежно, как и приклеивание & rpar ;.Чаще всего эти альтернативные методы используются для ремонта, а не для первичной сантехники.
Прежде чем начать
- Если вам не нужно снимать застрявший фитинг или решать какую-либо другую случайную проблему, вам, скорее всего, понадобятся только основы, чтобы приступить к работе с пластиковой трубкой и толстой кишкой; резаки и ножницы для пластиковых труб, грунтовка для ПВХ и ХПВХ, а также клей для клея на основе растворителя. И не забудьте свое полотенце и искл.
- В случае негабаритного разреза вам также может понадобиться инструмент для удаления заусенцев, сделанный для пластика, вы также можете использовать напильник, наждачную бумагу & sol; ткань или универсальный нож & rpar ;.Трубы большого диаметра часто лучше разрезать ножовкой, и в этом случае удаление заусенцев абсолютно необходимо.
- Если у вас есть устойчивая поверхность для установки контейнеров, вы можете сэкономить время, открутив крышки для грунтовки и цемента. К крышкам следует прикрепить аппликатор или «мазок», который можно оставить внутри контейнера & двоеточие; вместо того, чтобы поворачивать и открывать контейнер при каждом использовании, вы можете просто быстро вытащить мазок. Просто не забудьте закрыть все, когда закончите & excl;
- При соединении пластмасс нужно работать быстро, но также нужно быть в безопасности.Хотя на самом деле вам не придется напрямую контактировать с кожей с грунтовкой или цементом & lpar ;, благодаря малярке & rpar ;, но рекомендуется носить нитриловые или другие химически стойкие перчатки. Убедитесь, что рабочая зона хорошо вентилируется, и не работайте вблизи источников высокой температуры или открытого огня.
Остерегайтесь & искл; Существует множество различных цементов на основе растворителей & lpar; «клеи» & rpar; там, так что не забудьте внимательно прочитать этикетку того, что вы получаете.ПВХ, ХПВХ и АБС требуют разных цементов и полуфабрикатов; они не взаимозаменяемы. Существуют также переходные цементы для соединения различных материалов, а некоторые цементы специально разработаны для холодной погоды, быстрого высыхания и т. Д.
Лучшие методы измерения и резки труб
Конечно, первый необходимый шаг к склейке труб — это отрезать куски нужной длины. Во всех типах пластиковых труб кусок необходимо обрезать под прямым углом, удалить заусенцы и снять фаску & lpar; или снять фаску & rpar; по внешнему краю перед приклеиванием.Удаление заусенцев позволит обеспечить плавный поток воды через водопроводный трубопровод или плавный поток отходов через дренажную трубу, а снятие фаски упростит вставку трубы в фитинг и предотвратит выталкивание всего цемента. примерки. & lpar; При использовании механического фитинга снятие фаски предотвратит повреждение прокладки или уплотнительного кольца. & rpar;
Сейчас вы, вероятно, думаете, что можете собрать все вместе для своей спринклерной системы или другого проекта, чтобы точно знать , сколько нужно отрезать, сделать надрезы, а затем навсегда склеить все вместе.Отличная идея, верно & quest; К сожалению, это не работает — если вы установите пластиковые водопроводные соединения всухую с целью их измерения, вы получите неверные измерения.
Сухая труба будет проходить только часть пути в фитинг — цемент на основе растворителя & lpar; и небольшое скручивание & rpar; необходим для того, чтобы труба прошла до дюйма, где она упирается в выступ или выступ, называемый «ступицей». Загляните внутрь пластикового фитинга, и вы увидите ступицу чуть дальше середины отверстия.Это расстояние называется глубиной раструба.
- Пластиковые фитинги предназначены для соединения с пластиковой трубой с помощью посадки с натягом, также известной как прессовая посадка или посадка с трением. Это означает, что фитинг спроектирован так, что он не точно соответствует трубе — ступица фитинга на самом деле немного сужается, чтобы обеспечить максимально плотное прилегание, чтобы не было зазоров для заполнения клея и цемента.
- Клей для пластиковой трубы, несмотря на название, вовсе не клей. На самом деле это растворитель, который разжижает пластик, поэтому труба и фитинг будут плавиться вместе.Думайте об этом как о сварке металла — та же идея, но с использованием химикатов вместо горелки. После затвердевания соединения труба и фитинг перестают быть отдельными частями, что делает правильно зацементированное соединение практически герметичным.
- Если вам нужно точно знать, какую длину трубы вам нужно отрезать для вашего проекта, просто измерьте расстояние от ступицы фитинга до внешнего края, чтобы определить точную глубину раструба.
Pro Наконечник и двоеточие; У разных производителей может быть немного разная глубина гнезда, поэтому, если вы приобретаете фитинги у разных поставщиков и вам нужна высокая степень точности, вы можете измерить каждый фитинг.Если вы приобретаете все фитинги от одного производителя, вам не нужно проверять каждый фитинг, но мы рекомендуем проверять хотя бы по одному каждого размера и типа.
Подготовка трубы и фитингов к приклеиванию
Подготовка к склеиванию труб каждого типа немного отличается. Тем не менее, ВСЕ необходимо очистить от грязи, жира, масла, воска или любых других посторонних веществ, и ВСЕ должны быть сухими и помещенными через дефис.
- Трубу и фитинги можно очистить наждачной бумагой или химическим очистителем.Учтите, что очиститель не заменяет грунтовку. Грунтовка начинает химическую реакцию трубы и фитинга, поэтому может иметь место надлежащее соединение. После очистки ПВХ и ХПВХ грунтуются и склеиваются. Приклеивается только АБС & полу; грунтовка не используется.
- Для обеспечения надежного клеевого соединения трубопровод и фитинг должны быть установлены сухими и соединенными дефисом. После того, как труба будет очищена и снята фаска, вставьте ее в раструб фитинга на глубину от одного дефиса до одной половины раструба.
- Если труба выходит за пределы дна & lpar;, то есть доходит до глубины раструба & rpar ;, тогда трубу и фитинг необходимо оценить, чтобы определить, какая из них выходит за пределы допуска, а затем снова начать с другой трубы или другого фитинга.
Примечания к грунтовкам
Некоторые клеи ПВХ и ХПВХ содержат грунтовку, а некоторые грунтовки содержат чистящие средства. Некоторые виды клея вообще не требуют грунтовки, обычно используемой для труб из АБС-пластика. И грунтовка, и цемент должны наноситься с соблюдением всех мер предосторожности и процедур производителя, чтобы гарантировать безопасность рабочего и герметичное соединение.
Следует проконсультироваться с местной юрисдикцией относительно их конкретных требований. Если специалист по ремонту или профессиональный сантехник использует продукт, для которого не требуется грунтовка на трубе из ПВХ или ХПВХ, им может потребоваться капитальный ремонт трубы, если инспектор сочтет, что грунтовка была необходима, но не была использовал.
Грунтовки бывают фиолетового или прозрачного цвета. В некоторых юрисдикциях требуется, чтобы грунтовка была пурпурной и чтобы цвет был виден во время осмотра.Если допускается использование прозрачной грунтовки, у сантехника должна быть банка с грунтовкой на рабочем месте, чтобы инспектор мог ее оценить.
Как подключить трубу и фитинги
Фактический процесс соединения труб и фитингов из ПВХ, ХПВХ и АБС называется «сварка растворителем». Это довольно простая процедура — нужно просто двигаться быстро и стараться не навести беспорядок & excl;
- Шаг 1 и двоеточие; Перед нанесением грунтовки и цемента всегда проверяйте, чтобы ваши срезы были квадратными и без заусенцев, даже при использовании резака для труб.Неровные порезы и случайные кусочки пластика делают сварные швы слабыми и могут вызвать проблемы на стыке в будущем. Труба должна быть сухой и очищенной от грязи и мусора.
- Шаг 2 и двоеточие; Убедитесь, что срок годности клея и грунтовки не истек. Срок годности большинства чистящих средств, грунтовок и клея составляет три года. Срок годности клея ХПВХ составляет два года. Дата изготовления проставляется на банке. Цемент должен быть жидким, а не густым, как желе.
- Шаг 3 и двоеточие; ТОЛЬКО для ПВХ и ХПВХ & lpar; ABS не использует грунтовку & rpar; — Нанесите грунтовку как на внутреннюю часть фитинга, так и на внешнюю часть трубы, начиная с фитинга.Вы захотите покрыть каждый на глубину гнезда. Не будьте скупы, но не используйте столько, чтобы он слишком сильно забрызгал лужи. Удерживайте фитинг или трубу так, чтобы в случае капания грунтовки она капала вниз и из трубы фитинга, а не внутрь.
- Шаг 4 и двоеточие; Когда вы закончите наносить грунтовку, быстро нанесите цемент на фитинг и трубу, пока грунтовка еще влажная. & lpar; Грунтовка иногда выглядит сухой, но она все равно будет влажной, если соединение будет выполнено в течение пяти минут.Это период, когда химические вещества в грунтовке испаряются. & Rpar; Нанесите большой ровный слой цемента прямо на загрунтованные участки.
- Шаг 5 и двоеточие; Вставьте трубу в фитинг, медленно повернув ее на четверть оборота. Это позволит распределить цемент и создать более прочный сварной шов. Полоса цемента должна образоваться вокруг нового шва, при этом излишки цемента будут вытеснены.
- Pro Наконечник и двоеточие; Если ориентация фитинга имеет значение — например, в случае колена или тройника — вставьте трубу фитингом на четверть или дефис от ее окончательного положения.Таким образом, фитинг будет идеально выровнен, когда вы повернете его для распределения цемента.
- Шаг 6 и двоеточие; Крепко удерживайте новое соединение в течение 30 секунд, чтобы все оставалось на месте, пока растворитель делает свое дело. Через 30 секунд два куска пластика «расплавятся» в достаточной степени, чтобы их оставили в покое для полного отверждения. Осторожно сотрите излишки цемента и грунтовки сразу после 30 секунд & полутвердого; оставив его включенным, можно повредить трубу.
- Шаг 7 и двоеточие; Время отверждения можно узнать в инструкциях производителя цемента.Большинству потребуется не менее двух часов, прежде чем соединение будет запущено.
Соединение пластика с другими материалами
Трубы из ПВХ и ХПВХ можно соединять друг с другом и с другими материалами трубопроводов, такими как медь и полиэтиленгликоль. Это можно сделать с помощью переходников «папа» и «мама». Если при использовании этого метода один из переходников металлический, рекомендуется, чтобы пластмассовая сторона соединения была наружной стороной. Если вы примените переходник с металлической вилкой к переходнику с пластиковой розеткой, фитинг с внутренней резьбой будет подвергаться нагрузке, может сломаться и потребовать замены.
PVC и CPVC могут быть соединены с помощью компрессионных муфт и нажимных фитингов. Рекомендации производителей по сборке и ограничения в отношении расположения & lpar; т. Е. Внутри или снаружи зданий & rpar; следует строго соблюдать.
Трубопроводы DWV из ПВХ и АБСмогут быть соединены с чугунными, медными и оцинкованными вентиляционными трубами с помощью гибких муфт. Муфты для материалов, которые могут быть соединены, будут проштампованы на фитингах. Некоторые экранированы лентой по периметру и закреплены несколькими дефисами для обеспечения стабильного перехода.Пластиковые трубы могут быть присоединены к разнородным металлическим фитингам с помощью прокладки типа «толкающий дефис», вставляемой в чугунный фитинг.
Как приклеить пластиковую трубу & lpar; Видеоурок & rpar;
Узнайте, как быстро и правильно загрунтовать и приклеить пластиковые трубы & lpar; PVC, CPVC, ABS и т. Д. & Rpar; для прочных стыков без протечек и дефисов.
Стыковая сварка пластмасс плавлением
Сварка плавлением встык — это название, данное термической сварке труб из термопласта.Это один из двух основных методов соединения газовых и водопроводных труб из полиэтилена плавлением.
Процесс
Фаза нагрева, иногда называемая «буртиком вверх», — это когда концы трубы прижимаются к нагретой пластине в течение определенного периода времени. За этим следует фаза «выдержки тепла», когда давление снижается, чтобы просто удерживать концы труб на горячей пластине. Это дает время, чтобы тепло впиталось в материал на концах труб.
После фазы выдержки нагревательная плита снимается и концы труб соединяются.Время, необходимое для этого, называется «временем выдержки» и должно быть как можно короче. Заключительным этапом является время сварки / охлаждения, которое определяется диаметром трубы и толщиной стенки.
Установка станка
Перед выполнением любых трубных сварных швов аппарат для стыковой сварки плавлением необходимо проверить на плавность работы и настроить для материала трубы, из которого следует сваривать.
- Выбор правильных зажимов или вставок, обеспечивающих затяжку всех креплений, чтобы уменьшить возможность перекоса из-за осевого перемещения.
- Правильная температура горячей пластины для свариваемого материала; это следует проверить с помощью датчика температуры поверхности и цифрового термометра в нескольких положениях после периода стабилизации не менее 20 минут. Между сварными швами горячую плиту следует накрывать термостойким мешком, чтобы защитить ее от поверхностного загрязнения и предотвратить потерю тепла.
- Проверьте лезвия строгального станка, используемые для обрезки и квадратного сечения концов труб; они должны быть острыми, неповрежденными и прочно прикрепленными к поверхности строгального станка, чтобы избежать соскальзывания станка во время вращения.
- Проверьте все движущиеся части на предмет плавности работы и, если используется гидравлическая машина, проверьте шланги и фитинги на предмет утечек.
Подготовка трубы
Перед сваркой необходимо правильно подготовить трубы. При измерении длины трубы следует делать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
Перед тем, как зажать трубы в машине, необходимо проверить концы на неправильную форму, повреждения или вкрапления песка.Максимально допустимая глубина этого должна быть менее 10% толщины стены. Поврежденную трубу или трубу с глубокими зазубринами следует выбросить. Любые незакрепленные загрязнения можно удалить, протерев концы труб безворсовой тканью как с внутренней, так и с внешней поверхностей.
После очистки трубы зажимаются в машине. Для облегчения совмещения рекомендуется зажимать трубы таким образом, чтобы их штампованные отметки находились на одной линии. Это также помогает при идентификации позже, если потребуется.
После надежной фиксации в зажимах концы трубы должны войти в контакт с вращающимся строгальным инструментом до тех пор, пока с каждого конца не будет обрезана непрерывная стружка.Процесс строгания гарантирует, что концы труб будут гладкими и квадратными, готовыми к фазе сварки. Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб. Затем следует проверить трубы на предмет совмещения и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Сварка
Перед последовательностью сварки следует записать время нагрева и охлаждения и давление плавления для конкретного диаметра трубы и записать для быстрой справки во время цикла сварки.На некоторых машинах для удобства есть все соответствующие таблицы. Для точного отсчета времени должны быть доступны таймер или секундомер.Термостойкий мешок следует снять с конфорки и проверить температуру с помощью цифрового термометра и поверхностного зонда.
Рекомендуется выполнить фиктивный сварной шов перед тем, как приступить к сварке. Это необходимо для того, чтобы поверхность плиты, контактирующая с концами труб, была полностью очищена от любых частиц пыли или других загрязнений.
Поместите конфорку между концами труб, убедившись, что она расположена правильно и перпендикулярно поверхности трубы. Придвиньте трубы к поверхности, приложив осевую силу. Усилие следует прикладывать плавно, следя за тем, чтобы не превышалось требуемое давление. Усилие необходимо удерживать надежно, чтобы вокруг трубы образовалась капля расплавленного материала.
Бортик должен быть ровным по окружности трубы с обеих сторон конфорки. Это фаза процесса.
Способы приложения силы зависят от типа оборудования. На некоторых типах машин сила будет прикладываться механическими средствами с использованием подпружиненного механизма, при этом сила поддерживается стопорным винтом. На других типах оборудования используются гидроцилиндры, давление которых поддерживается переключением клапанов в гидроагрегате.
Когда будет получен требуемый валик, давление снижается для фазы выдержки при нагревании. Трубы опираются на горячую плиту, что позволяет теплу проникать в материал, уменьшая возможность холодных сварных швов.
Это время будет зависеть от диаметра трубы и толщины стенки, поэтому следует использовать время, рекомендованное производителем.
Когда эта фаза завершена, поверхности труб отводятся от плиты как можно более плавно, чтобы гарантировать, что ни один из расплавленных шариков не прилипнет к поверхности, и плита будет удалена. Затем трубы собираются вместе настолько плавно и быстро, насколько это возможно, чтобы свести к минимуму возможность падения температуры, стараясь не превысить требуемое усилие.
Фаза сварки / охлаждения начинается после достижения необходимого усилия. Усилие сварного шва должно поддерживаться на протяжении всего этого этапа, чтобы обеспечить максимальную прочность сварного шва
По истечении времени охлаждения давление может быть уменьшено до нуля, а труба снята с зажимов. Готовый сварной шов теперь можно визуально проверить на однородность и соосность.
Более подробную информацию о работе TWI с пластиковыми трубами можно найти здесь.
См. Дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
Тепловая сварка пластмасс — Accendo Reliability
Написано при содействии Бена Карела из Fusion Engineering Plastics
Pty Ltd. Unit 1, 7 Dobra Rd, Yangebup WA тел. (08) 9494 1004
Абстрактные
Сваркой можно соединять детали из термопласта. Это может быть плавление поверхностей и их сжатие или экструзионная сварка с присадочным прутком.
Доступно несколько методов сварки. Правильные ручные методы имеют решающее значение для успеха, как и испытания деталей, работающих под давлением.
Ключевые слова: электросварка, стыковая сварка, муфтовая сварка, термофен, температура расплава.
Зачем нужен пластик?
Пластмассы обладают замечательными инженерными свойствами, которые можно использовать с большой пользой.
- они работают с широким спектром химикатов
- они не ржавеют
- некоторые из них очень скользкие и мало к ним прилипают
- они чрезвычайно дешевы по сравнению с экзотическими сплавами
, необходимыми для соответствия некоторым свойствам - они не передают электричество или тепло легко
- некоторые из них прочные и деформируются вместо того, чтобы ломаться
при ударе - они настолько просты в изготовлении, что людей можно обучить
в неделю, чтобы хорошо соединять пластмассы
Их основные недостатки по сравнению с металлами:
- наиболее мягкая при сравнительно низких температурах
- они не могут постоянно выдерживать высокое напряжение
- некоторые могут сильно расшириться при нагревании
- они ломаются на солнечном свете без защиты
Две семьи из пластика
Пластмассы в целом подразделяются на два различных семейства — термореактивные и термопластические.
Термореактивные элементы можно формовать только один раз. После первой плавки они затвердевают навсегда. Термопласт можно плавить несколько раз и менять форму. Сварные пластмассы — это термопласты.
Разница между двумя семействами пластмасс связана с тем, как макромолекулы (см. Статью о полиэтилене в июле 2000 г.) связываются вместе на атомном уровне. Под воздействием тепла молекулы термореактивного материала вступают в химическую реакцию и соединяются.
Молекулы термопласта притягиваются друг к другу, но не связываются химически.На рис. 1 показано различие в типе и количестве связей между термореактивными и термопластическими материалами.
Рисунок 1 Склеивание пластмассТермо соединенные пластмассы
Обычные пластмассы, которые соединяются вместе с помощью тепла, — это PE (полиэтилен), PP (полипропилен) и PVC (поливинилхлорид).
Что касается экзотики, то также можно сваривать ПВДФ (поливинилиденфторид) и ПТФЭ (политетрафторэтилен).
Соединение пластика вместе
Нагрев контактных поверхностей выше их точки плавления, а затем плотно прижимая их друг к другу, пока они не соединятся с термопластами.Когда расплавленные поверхности сходятся, макромолекулы переплетаются и соединяются при охлаждении.
Три критических фактора для хорошего соединения: достижение правильной температуры расплава; достаточное давление при сведении граней вместе; время, в течение которого соединение остынет, прежде чем сбросить давление.
Способы соединения пластмасс с использованием тепла
Существует несколько методов термического соединения пластмасс.
Трубы соединяются встык.Концы труб удерживаются в специальном зажимном приспособлении, затем режущимся инструментом вырезается и выравнивается квадрат. Горячая пластина, настроенная на температуру плавления, вставляется между двумя концами, и трубы надвигаются на горячую пластину.
По прошествии достаточного времени, чтобы расплавить концы трубы, нагревательную пластину снимают и концы соединяют вместе под давлением. Через некоторое время от нескольких секунд до нескольких минут, в зависимости от толщины трубы, давление сбрасывается.
Затем трубку дают остыть.Это может занять несколько минут для труб с малым диаметром и до полутора часов для больших труб с толщиной стенки 50 мм.
Приварка внахлест выполняется с использованием нагретых инструментов для плавления внешней части первых нескольких сантиметров конца трубы и первых нескольких сантиметров внутренней части фитинга. Трубка проталкивается внутрь раструба и удерживается на месте, пока она не остынет.
Электроразъемная сварка аналогична муфтовой сварке, за исключением того, что при изготовлении в фитинг вставляется электрический провод.Труба вставляется в розетку и провод подключается к источнику питания. Проволока нагревается и плавит пластмассовые поверхности. При отключении питания пластик остывает.
Помните, что металлический нагревательный провод может соприкоснуться с технологическим химическим веществом в трубе. Если химическое вещество несовместимо с металлом, оно вызовет коррозию нити накала и вытекнет по проводам.
Экструзионная сварка используется для сварки пластиковых листов. Пластиковая проволока диаметром от 2 до 6 мм, в зависимости от размера экструдера, пропускается через нагретый цилиндр, где она плавится.
Наконечник экструдера нагревает пластиковый лист и плавит его поверхность. Расплавленная проволока в экструдере прижимается к расплавленным поверхностям и соединяет края листов вместе. Экструдер постепенно подается вдоль стыка, плавя поверхности и укладывая наполнитель по ходу движения.
Прочность соединений, полученных экструзией, снижена до 80% прочности основного материала.
Сварка горячим воздухом используется для изготовления легких изделий и скрепления крупных готовых изделий перед окончательной сваркой экструзией.При использовании этого метода ручная пластиковая проволока вставляется в стык, образованный угловыми краями двух частей. Пистолет с горячим воздухом используется для расплавления угловых краев пластмассы и ручной пластмассовой проволоки.
Оператор наблюдает за развитием расплава и вдавливает проволоку в сварной шов. Пистолет горячего воздуха находится впереди движущейся ленты, а пластиковая проволока непрерывно катится вперед в лужу.
Охлаждение происходит быстро, и к тому моменту, когда рука оператора проходит через точку, пластик соединяется.
Надлежащая практика сварки пластмасс
Секрет качественной сварки пластика — чистота.
Следует избегать загрязнения. Например, вода вызовет пустоты и пузырьки в сварном шве. Контактные поверхности или кромки должны быть чистыми. Перед нагреванием ацетон для стыковой или раструбной сварки протирают конец трубы.
Необходимо надлежащим образом выполнять признанные процедуры, обучать операторов и проверять их соответствие процедурам. Большинство процедур сварки пластмасс основаны на немецких стандартах.
Качество стыковых швов можно проверить испытаниями на растяжение. Образец трубы, сваренной встык, удерживают за каждый конец в машине и растягивают. Усилие измеряется, и сварной шов должен оставаться вместе до требуемой нагрузки.
Для проверки экструзионных сварных швов можно использовать искровое испытание. Напряжение, создаваемое электрически заряженной пластиной на одной стороне листа и противоположно заряженной ручной проволочной щеткой на другой стороне, вызовет скачок искры, если имеется отверстие.
Хорошая практика — всегда проверять сварные швы водой при полном рабочем давлении.В случае трубопровода это подтвердит его целостность, а в случае резервуаров — обнаружение утечек.
Майк Сондалини — инженер по техническому обслуживанию
Мы (Accendo Reliability) опубликовали эту статью с любезного разрешения Feed Forward Publishing, дочерней компании BIN95.com
. Интернет: trade-school.education
Эл. Почта: [email protected]
Идентификация пластмасс, как идентифицировать пластмассы перед сваркой
Идентификация пластмасс — как идентифицировать пластмассы перед сваркой:
Пластмассы Сварку и ремонт относительно легко выполнить, и если вы выполните несколько основных шагов, прочные структурные сварные швы может быть достигнут.Из-за высокой стоимости замены поврежденных пластиковых компонентов сварка и ремонт этих деталей становится очень разумным выбором.
Начало работы с пластмассами Ремонт предлагает ремонтнику ряд существенных преимуществ —
- Улучшенное обслуживание клиентов — получение запчастей по заказу может занять некоторое время. Наличие необходимых навыков и оборудования для выполнения такого ремонта помогает улучшить обслуживание клиентов, как и вы. может вернуть автомобиль клиенту, что сократит время выполнения заказа.
- Больше возможностей для работы — мастер по ремонту с необходимыми навыками и оборудованием теперь может предложить услуги другим мастерам.
- Больше прибыли — ВСЯ прибыль от ремонтных работ поступает к Вам! Теперь вы можете перестать отправлять половину своей прибыли другому ремонтному предприятию.
Пластмасса Идентификация:
Вы можете сваривать только «похожие» материалы. Например, полипропилен (большинство автомобилей) можно сваривать только полипропиленовой сварочной проволокой. Поэтому очень важно сначала определить свариваемый материал. Сегодня большинство пластмасс, используемых в производстве современных транспортных средств, имеют маркировку с идентификационными кодами пластмасс, однако там, где эта идентификация отсутствует, требуется испытание на сварку для идентификации свариваемого материала.Существует около 20 широко распространенных пластиков и еще больше, состоящих из двух или более смесей материалов, известных как «пластмассовые композитные материалы». Поскольку сваривать можно только «похожие» материалы, правильная идентификация пластика имеет жизненно важное значение. Есть два способа идентифицировать пластмассы — первый известен как «испытание на пламя», а второй ( — наш рекомендуемый вариант ) — использовать наш «комплект для испытания стержней» (RTK).
Испытание на пламя:
Для этого нужно взять небольшой кусок исходного материала и с помощью пинцета поджечь материал над пламенем Бунзена.Наблюдая за тем, как горит пластик, цвет пламени и образование дыма от детали, есть ли капли и т. Д.
Наблюдения при испытании на пламя:
- Воспламенение — трудно ли воспламенить пластик?
- Самостоятельно гаснет пламя после горения?
- А вообще горит?
- Капает?
- Какого цвета пламя?
- Пламя плещется или стабильно?
- Как пахнет? (сладкая, прогорклая, горящая шерсть, резина)
Этот простой тест пламенем может дать вам довольно точное определение типа пластика, однако есть ряд отрицательных аспектов использования такого теста.Во-первых, вы вводите пламя в свою рабочую среду. Также нет наблюдения за пламенем. 7 выше (Как пахнет?) Подразумевает, что вы вдыхаете пары и запахи, образовавшиеся после горения и разложения материала. Мы не рекомендуем этот тест, так как лично я не буду вдыхать горящий пластик любого вида.
Итак, это подводит меня к самому безопасному и наиболее рекомендуемому методу проверки идентификации — набору для проверки стержня (RTK).
Набор для проверки стержней (RTK): Мы рекомендуем только этот метод.
Этот набор для проверки пластикового идентификатора предоставляет сварщику более 40 различных материалов для проверки внутреннего диаметра.Это, безусловно, самый простой и безопасный способ проверить тип пластика. Стержни RTK были специально выбраны из соображений свариваемости и совместимости с широким спектром пластмасс, которые обычно используются в автомобильной ремонтной и производственной отраслях. Стержни RTK, где это применимо, стабилизированы УФ-излучением. Techspan RTK содержит следующие термопластические материалы: ABS, ABS Blend, ABS / PA, ABS / PBT, ABS / PC, ASA / PC, ASA / PBT, AES, ASA, HDPE (ящик), HDPE (труба), HIPS ( Полистирол), HMWPE, LLDPE (PE), MDPE (труба), MDPE (вращающийся), PA (нейлон 6), PA66HS, PA / PPE-GTX, PBT, PC, PC / PBT, PC / PET, PET-G, PMMA (акрил), POM (ацеталь), PP (лист), PP (ящик), PP (гомополимер), PP / EPDM, PPE, PPE / PA, PPO (норил), PUR, PVC (гибкий), PVC (жесткий ), C-PVC, RANCO (случайный полипропилен), TPR и UHMWPE.
Процедура набора для испытания стержней:
- Просто очистите область на нижней стороне детали, которую нужно проверить. Убедитесь, что вы удалили все загрязнения (жир, масла, краски и т. Д.) Перед попыткой его теста.
- Выберите стержень из RTK, который кажется похожим на основной материал.
- Попытка приварить (прибл. 30 мм) выбранный стержень к основному материалу, оставив хвост (длиной 30 мм) под углом 90 градусов к основному материалу.
- После завершения дайте остыть.Важно отметить, что пластмассы не сохранят полную прочность до полного остывания.
- Попытка снять стержень плоскогубцами, потянув под углом 90 градусов к приваренной части. Если стержень отломился, оставив материал на родительском элементе, значит, у вас есть спичка.
- Повторите тест с другим выбранным стержнем, пока не найдете правильное совпадение.
Купите набор для испытания стержней (RTK) онлайн здесь.
Обучение сварке труб — Сертификация сварки ПНД и ПП-Р
Компания Ferguson не только является ведущим поставщиком труб из полиэтилена высокой плотности, но и предлагает решения для обучения плавлению труб из полиэтилена высокой плотности.HDPE выпускается в широком диапазоне размеров до 65 дюймов и подходит для множества применений, включая канализационные и канализационные линии, кислотные линии и почвенные коммуникации. Наши опытные сотрудники по обучению помогут вашей команде научиться плавить трубы из ПНД, необходимые для выполнения работы. Предлагаемый нами курс обучения сварке труб из ПНД соответствует стандартам, установленным Американским обществом тестирования. и материалы, или ASTM. Это позволяет нам гарантировать, что ваша бригада будет обучена в соответствии с высочайшими стандартами сварки труб из полиэтилена высокой плотности.От небольшого ручного сварочного оборудования до более крупных электромуфтовых — Ferguson — ваш источник комплексных Решения для обучения сварке HDPE.
Наше партнерство с McElroy Manufacturing позволяет нам предоставлять нашим клиентам уважаемые и качественные тренинги по сварке труб из полиэтилена высокой плотности. Наши инструкторы являются сертифицированными мастерами-инструкторами McElroy по новейшим методам фьюжн и проходят регулярную переподготовку, чтобы сохранить с новыми отраслевыми стандартами. Мы обучим вашу команду на объекте McElroy в Талсе, Окей, или обучим вашу команду у вас.
Мы проводим обучение по следующим методам сварки труб из ПНД:
- Электросварка
- Стыковая сварка
- Седло сварное
- Socket fusion
Фергюсон преподает любую сертификацию по сварке HDPE, включая сварку для газовых трубопроводов. Пройдя обучение сварке труб из ПНД в компании Ferguson, вы можете быть уверены, что ваша бригада будет обучена самым строгим стандартам для обеспечения качественной работы. По окончании обучения ваш бригада будет проверена, чтобы получить свою карту сварки труб ASTM.Эта карта дает им право плавить трубы из полиэтилена высокой плотности в течение одного года после ее выдачи.
Помимо обучения широкому спектру методов сварки, Ferguson также проводит обучение работе с регистраторами данных для проверки качества готовой работы по сварке труб из полиэтилена высокой плотности. Использование регистратора данных позволяет фиксировать все данные сварки труб и обеспечивает соответствие каждого предохранителя. Стандарты ASTM. С помощью Фергюсона вы выиграете, зная, что ваша бригада квалифицирована для плавки и испытания всей системы труб из полиэтилена высокой плотности.
Узнайте, как Фергюсон может помочь вам выполнить работу быстрее. Узнать больше об Aquatherm >>
↑ ВЕРНУТЬСЯ В началоОбщие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и применения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости.Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.Изображение предоставлено: Cegli / Shutterstock.com
Существует некоторая несогласованность в терминологии, окружающей термины труба, труба и трубка.Поэтому термин «трубопроводная арматура» иногда упоминается в контексте труб, а также труб. Несмотря на то, что по форме они похожи на трубные фитинги, трубные фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрываются, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и методов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Объяснение фитингов: материалы для фитингов и производственные процессы
Чугун чугун ковкий
Фитинги для чугунных труб подразделяются на гладкие и раструбные.В конструкциях без хаблесса используются эластомерные муфты, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно это ленточный зажим из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому — например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с раструбом, соединяются сегодня в основном с эластомерными прокладками, которые подходят внутри раструба и позволяют вставлять гладкий конец трубы или фитинг.Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных трубчасто используются там, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.ком
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (так называемых «черных труб») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитинги из ковкого чугуна». Они могут быть оцинкованы. диаметры, они обычно не используются сегодня, так как нарезание резьбы на трубах большого диаметра считается излишне трудным.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или сварки муфтами. Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка.Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми швами, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Используются также фланцы, при этом фланцевые участки трубы соединяются болтами.Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. Эти стили включают внахлестку, сварную шейку, сварку муфтой, кольцевое соединение, резьбовое соединение и накладку. Фланец с резьбой подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление.Притертые фланцы часто используются там, где будут частые отсоединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцы могут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при таком же напряжении болта, прилагаемом к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере. Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику.Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцевых соединений и фланцевых соединений для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам трубы, подготовленной таким же образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Трубная арматура из нержавеющей стали может использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно оснащена быстросъемными зажимами, позволяющими демонтировать линию для внутренней очистки.Фланцы для этих зажимных систем доступны в виде приварных элементов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены в виде трубопроводов с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или колена на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура.Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая труба также является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительных конструкций, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные патрубки для труб, соответствующие диаметрам труб, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений звездой, специализированная фурнитура включает порталы для служебных отверстий и хранилища различных стилей. Типичные соединения используют концы с буртиком на фитингах, которые соприкасаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые трубные фитинги доступны как для сварки враструб (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной.Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитинги доступны в стандартных формах и стилях, а также с диапазоном размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, штуцеры и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубами из ПВХ, предназначенными для использования в конструкциях, таких как заборы, перила или мебельные конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых является оцинкованная трубная арматура для перил.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
ФитингиCPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходные переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых случаях, когда используются пластиковые трубы, например, в водопроводе для слива раковин, некоторые приспособления для труб, такие как сифоны, могут быть соединены резьбовым соединением с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку для удаления засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты с сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также часто могут использоваться стеклянные трубки и фитинги из стеклянных профилей.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы идентифицировать как трубу, облицованную стеклом.
Керамическая глина
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, для этих фитингов обычным способом соединения является раструб и втулка с уплотнительным кольцом или прокладкой, используемыми для герметизации соединения.
Типы трубопроводной арматуры: области применения и отрасли промышленности
Вызовы
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, тогда как фитинги с трубной резьбой Британского стандарта (BPST) используют немного меньший угол конуса — 55 градусов.Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны метрические трубные фитинги, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключение составляет уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно однолинейного чертежа с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы можно было показать всю систему трубопроводов в одной плоскости.
Велдолеты
Эти небольшие свариваемые ответвления укрепляют трубу в месте отверстия, избавляя от необходимости добавлять арматуру. Различные формы этих фитингов доступны под различными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше, стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для опорного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда перед сваркой трубы необходимо предварительно нагреть, а после — подвергнуть термообработке для снятия теплового напряжения.
Накидной фланец приваривается спереди (показано) и сзади.Навертные фланцы иногда усиливают аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, сваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где в процессе изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционно сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб.Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и, в частности, труба из ПНД могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для выполнения этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения участков труб из ПНД.Изображение предоставлено: Yuthtana artkla / Shutterstock.com
Обычно при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов по Фаренгейту.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- крышек
- заглушки
- соски
- колено
- тройники
- звезд
- крестов
- штуцеры
- втулки
- редукторы
- адаптеры
Заглушки или колпачки могут использоваться для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб для облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с небольшой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают фурнитуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать какую-либо трубу. Адаптеры позволяют системе переключаться между материалами, например, между пластиковой и металлической трубой.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5D-изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Арматура для дождевателей
Системы пожаротушения и пожарные спринклеры могут использовать трубы нескольких видов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб, фитинги могут быть резьбовыми, сварными или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых используются системы с кольцом и кулачком для соединения труб вместе. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате эти системы с кольцом и кулачком, по-видимому, довольно распространены в этой отрасли.
Соединения с прорезанными канавками, как правило, разрешены спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малым количеством людей.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем, в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявлять дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co nsiderations / AttributesПадение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсыПомимо организаций, спонсирующих стандарты для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
СводкаЭто руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Аббревиатуры- ABS — акрилонитрилбутадиенстирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическая, электрическая, сантехническая
- NPT — трубная коническая резьба National
- NPS — прямая трубная резьба National; также, номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартный размерный коэффициент
- WPS — Спецификация процедуры сварки
Источники:
- https: // www.plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
Трубы прочие изделия
Больше из оборудования
Steinel Heat Gun — Как сваривать пластик
Сварка пластика очень похожа на сварку металла в том смысле, что нужно знать, какой вид пластика используется, его температуру плавления и как сделать надлежащее сварное соединение. Помните, что пластиковые сварные швы будут похожи на металлические сварные швы, и что перед тем, как сварка будет завершена, необходимо выполнить процесс шлифовки и отделки.Это лишь краткий обзор сварки пластмасс и содержит только основную информацию, которая может потребоваться для выполнения всех видов сварки и отделки пластмасс.
Введение в сварку пластмасс
Пластмассы, которые можно сваривать, называются «термопластами», что означает, что при нагревании до достаточно высокой температуры они размягчаются и, следовательно, их можно сваривать. Наиболее распространенными типами термопластов являются полиэтилен, полипропилен, поливинилхлорид (ПВХ), полиуретан и акрилонитрилбутадиенстирол (АБС).
Сварка горячим воздухом наиболее эффективна, если толщина материала превышает 1/16 дюйма. При хорошем сварном шве соединение будет примерно таким же прочным или прочным, как исходный материал.
Перед тем, как приступить к реальному проекту, необходимо потренироваться на ломе, чтобы получить «ощущение» сварки пластмасс. Сварка пластика требует такой же практики, как и сварка металла.
Основной материал и сварочный стержень
Сварочный стержень должен быть из того же материала, что и материал, который вы пытаетесь сварить.
В некоторых случаях вы можете определить материал, с которым работаете, по информации, предоставленной производителем продукта; в других случаях вы этого не сделаете.
Один из методов определения типа пластика — это «Тест на горение». Это достигается путем наблюдения за тем, как он горит, за цветом пламени и запахом дыма. Может потребоваться удалить небольшую полоску материала для проведения испытания на горение.
В следующей таблице представлены описательные характеристики термопластов, подвергнутых «испытанию на горение».”
| Нет дыма, синего пламени, запаха свечного воска | Полиэтилен (PE) | Нет дыма, оранжевого пламени и запаха | Полипропилен (PP) | Черный сажистый дым, висящий в воздухе, сладкий запах | Акрилонитрил-бутанадиен-стирол (ABS) | Самозатухающий, не горючий | Поливинилхлорид (ПВХ) | Черный дым, эффект распыления | Полиуретан (TPUR) |
После того, как вы определили свариваемый материал, вы можете выбрать подходящий сварочный стержень.
Температура сварки
Правильная температура воздушного потока от тепловой пушки очень важна для получения хорошего сварного шва. Слишком сильный или недостаточный нагрев приведет к слабым сварным швам.
Ниже показаны правильные температуры сварки для различных типов термопластов:
| Тип пластика | Температура сварки |
| Полипропилен (PP) | 575 ° F | Полиэтилен (PE) | 550 ° F | Акрилонитрил-бутанадиен-стирол (ABS) | 500 ° F | Поливинилхлорид (ПВХ) | 525 ° F | Полиуретан (TPUR) | 575 ° F |
Чтобы проверить выходную температуру, нагрейте выбранный сварочный стержень.Если температура правильная, стержень должен стать липким, а затем очень мягким. Если стержень начинает разжижаться, температура слишком высокая.
Типы сварных швов
Пластиковые сварные швы по внешнему виду очень похожи на металлические сварные, и используются многие из тех же методов сварки. Учтите, что края свариваемых деталей имеют фаску. Это важно для получения гладкого шва. На следующих рисунках показаны различные типы обычных сварных швов.
STEINEL Пластиковые сварочные сопла и аксессуары
07062 — устанавливается на тепловую пушку в качестве основания для 07201 и 07091
07201 — используется, если вы используете жесткий сварочный стержень.
07091 — используется, если материал стержня гибкий или жесткий
Регулятор температуры должен быть установлен между 7 и 8 на моделях HL 1802 E и HL 2002 LE.Регулировка температуры на HL 1800 E должна быть установлена между 2 и 3, а на колесике с накатанной головкой HG 2000 E она должна быть установлена между 2 и 3 отметками.
Сварка пластмасс
1. Потренируйтесь на отходах перед тем, как приступить к работе над своим проектом.
2. Установите сварочный наконечник на тепловую пушку.
3. Обрежьте конец пластикового сварочного стержня под углом 60 °. Рекомендуется, чтобы длина сварочного стержня равнялась длине свариваемого соединения.Это предотвратит появление слабого места в сварном шве, где могут быть соединены стержни.
4. Очистите свариваемые детали влажной тканью, а затем вытрите насухо сухой тканью. Затем выровняйте детали в том положении, в котором вы хотите их сварить. Может потребоваться закрепить их на месте.
5. Включите термофен, дайте ему нагреться примерно 30 секунд и установите соответствующую температуру сварки.
6. Удерживая сварочный стержень близко к начальной точке, нагрейте стержень и основной материал до тех пор, пока они не станут липкими.(Стержень начнет размягчаться). Прижмите сварочный стержень к начальной точке на свариваемом стыке под углом 90 °.
7. Продолжайте перемещать тепловую пушку и стержень вдоль соединения, оказывая некоторое давление на стержень, пока он плавится в стыке, и перемещайте тепловую пушку легким движением в виде полумесяца. Продолжайте прикладывать тепло непосредственно к стыку. Двигайтесь с одинаковой скоростью и с постоянным давлением поперек сустава. Не растягивайте стержень, так как это создаст слабый участок сварного шва.
8. В конце сварного шва отрежьте стержень ножом или бокорезом. Обязательно дайте сварочному материалу остыть до комнатной температуры перед проверкой прочности сварного шва.
Осторожно: Сварка пластмасс требует практики. Практика даст вам «почувствовать» правильное давление на стержень, скорость перемещения по сварному шву и то, что нужно искать, чтобы определить прочность сварного шва.
На следующих рисунках показано, как могут выглядеть правильные и неправильные сварные швы:
.