
Как паять полипропиленовые трубы видео урок, информация о трубах
- Фото: Как паять полипропиленовые трубы видео урок
Содержание
- 1 Технологические особенности
- 2 Разновидности труб
- 2.1 Похожие материалы
Сегодня химическая отрасль динамично развивается, выводя на рынок новые технологии и уникальные виды продукции. Изобретение такого материала, как высокотемпературный полипропилен считается одним из самых важных открытий в области пластмасс. Этот сополимер относится к виду термопластов, которые имеют малый вес и наделены очень высокой прочностью. Полипропилен инертен к большинству кислотных и щелочных растворителей, поэтому трубы из такого материала широко применяются в системах водопроводов, отопления и санитарно-технических сооружениях.
Видео урок по тому, как паять полипропиленовые трубы.
Технологические особенности
Современные трубы из полипропилена обладают достаточно высокими технологическими характеристиками и универсальностью, поэтому они широко применяются для транспортировки жидкости.
К числу основных преимуществ таких изделий можно отнести следующее:
- отсутствие коррозийных процессов;
- устойчивость к перепадам температур;
- легкий вес;
- высокая эластичность;
- простота монтажа;
- экологическая чистота;
- невысокая стоимость.
В качестве дополнительного достоинства труб из этого полимера можно считать широкий ассортимент выпускаемой многими производителями продукции. Разнообразие диаметров позволяет быстро производить монтаж любых коммуникационных систем.
Разновидности труб
В зависимости от технологических особенностей и области использования, все изготавливаемые сегодня трубы из полипропилена можно разделить на 3 основные категории. Трубы полипропиленовые типа PN10 и PN20 являются изделиями, для изготовления которых применяется монолитный материал.
Трубы полипропиленовые типа PN10 и PN20 являются изделиями, для изготовления которых применяется монолитный материал.
Существует еще один вид такой трубопроводной продукции – марка PN25, в которой предусмотрена прослойка из сплава алюминия. Некоторыми производителями освоен выпуск промежуточного варианта полипропиленовых труб – PN16, которые применяются для систем холодного и горячего водоснабжения, имеющих давлением в 1,6 МПа.
Одной из последних разработок является новый вид подобных труб, которые изготовлены трёхслойными. Промежуточный слой является специальной смесью полипропилена и фиброволокна.
Как правильно паять полипропиленовые трубы (видео)
» Разное
(Last Updated On: 21.01.2018)
Полипропиленовые трубы
Трубы из полипропилена сегодня активно применяются при устройстве трубопроводов различного назначения. Они легки, прочны, крепко соединяются пайкой, место соединения получается надежным и долговечным. Само собой, что нужно знать, как правильно паять полипропиленовые трубы, иначе непрочное соединение может лопнуть в самый неподходящий момент. Кроме того, при использовании полипропиленовых труб нужно учитывать их особенности и то, как они реагируют на различные условия эксплуатации.
Само собой, что нужно знать, как правильно паять полипропиленовые трубы, иначе непрочное соединение может лопнуть в самый неподходящий момент. Кроме того, при использовании полипропиленовых труб нужно учитывать их особенности и то, как они реагируют на различные условия эксплуатации.
- не перегревайте трубы — полипропилен размягчается при температурах свыше 140 градусов, производители же снижают максимально допустимую температуру для своих изделий еще на 40-50 градусов, поэтому не стоит применять такие трубы в тех систем, по которым будет подаваться особо горячая вода;
- учитывайте температурную деформацию материала – под воздействием высоких температур полипропилен может изгибаться, провисать или идти волнами, поэтому человек, не знающий, как правильно паять полипропиленовые трубы, может сразу же седлать систему неправильной. Чтобы этого не допустить, можно использовать более прочные армированные трубы или использовать в трубопроводе компенсаторы, которые будут препятствовать деформации полипропилена;
- нужно также отталкиваться от того, есть ли в трубах армирующая вставка и какой материал использован для армирования, т.
 к. перед тем, как правильно паять полипропиленовые трубы с алюминиевым армированием, нужно их обязательно зачистить.
к. перед тем, как правильно паять полипропиленовые трубы с алюминиевым армированием, нужно их обязательно зачистить.
Для работ нужно использовать специальный инструмент – паяльник для труб и крепежа из полипропилена. Купить его можно практически в любом магазине электроинструмента, стоит он недорого, поэтому приобретение не особо сильно обременит Ваш бюджет. Конечно, стоимость зависит от конкретной модели и комплектации, однако для выполнения разовых работ вполне подойдет практически любая модель.
Как правило, паяльник для труб и крепежа из полипропилена в стандартной комплектации имеет набор насадок под трубы разного диаметра, как правило, это 2-3 самых ходовых диаметра. Также лучше дополнительно обзавестись труборезом, он значительно упростит и ускорит работу. А если используются армированные алюминием трубы, то для их зачистки понадобится специальный инструмент – шейвер. Стоит он недорого, поэтому лучше приобрести, чем выдумывать что-то новое.
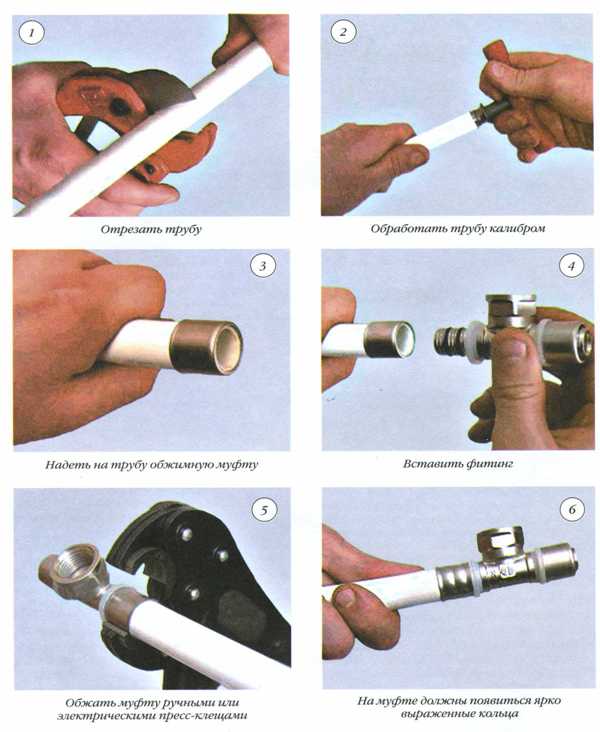
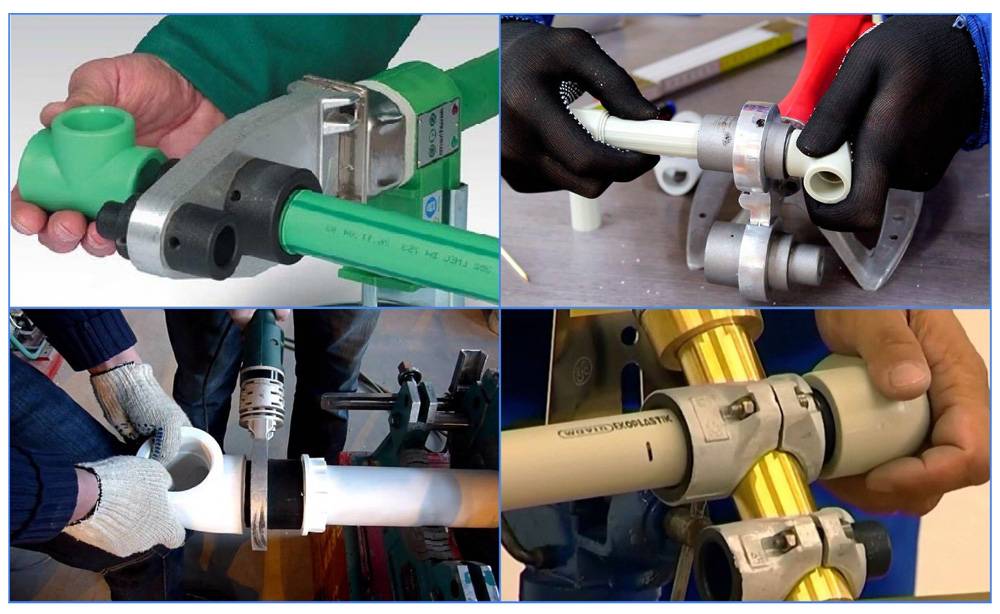
Теперь поговорим конкретно о том, как правильно паять полипропиленовые трубы. Для этого лучше придерживаться определенной последовательности:
Для этого лучше придерживаться определенной последовательности:
- размечаем трубу и разрезаем. Не забываем резать с запасом, нам ведь что-то надо будет вплавлять в фитинг;
- собираем паяльник и подключаем его к сети. Если паяльник позволяет выбирать температуру нагрева, то выбираем примерно 270-280 градусов;
- теперь, если труба имеет алюминиевое армирование, снимаем верхний слой полипропилена и зачищаем алюминий с помощью шейвера;
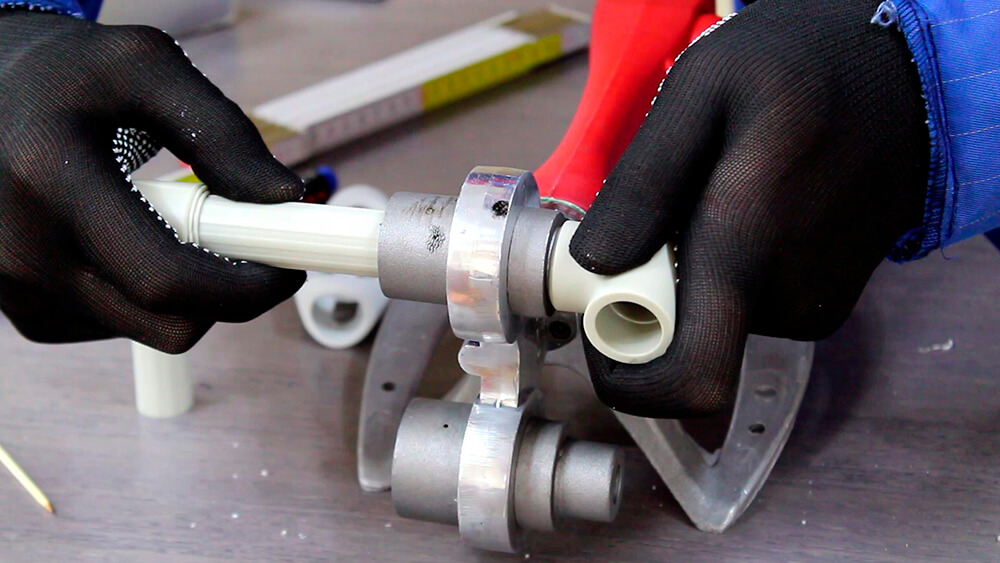
- теперь с одной стороны в насадку паяльника вставляем трубу, а с другой – надеваем фитинг. Ждем, пока полипропилен слегка оплавится, и вставляем конец трубы в отверстие фитинга. На этом процесс пайки закончен.
Однако если Вы хотите узнать, как правильно паять полипропиленовые трубы, то нужно знать еще несколько тонкостей:
- не забывайте снимать фаску с внешней стороны трубы и с внутренней поверхности фитинга – если этого не сделать, расплавленный материал может задраться;
- при соединении трубы и фитинга не следует проворачивать соединение – это приведет к ослаблению соединения;
- вставлять фитинг и трубу в насадку нужно максимально плотно, также плотно нужно вставлять трубу в фитинг;
- берегите покрытие паяльной насадки – если его содрать, то к ней начнет прилипать расплавленный пластик.

Поделиться:
Может ли кипяток повредить трубы на дренажных линиях?
Еще один вопрос, который многие люди задают по поводу своих дренажных линий, заключается в том, не повредит ли кипяток трубы, если лить их прямо в дренажную линию? Ответ на этот вопрос с кипящей водой не так прост, и он может вас удивить. Итак, вот 4-я часть балканского видеосериала «Канализационный миф или факт», в котором я снова пытаюсь поставить Кристину в тупик.
Не повредит ли кастрюля с кипящей водой трубы?
Дэйв Балкан: Еще один вопрос из канализации, правда или миф, ты готова, Кристина?
Кристина: Я готова.
Дейв Балкан: Хорошо, это немного сложно.
Кристина: Хорошо.
Дэйв Балкан: Хорошо.
Кристина: Критическое мышление!
Дэйв Балкан: Вы только что приготовили пасту или только что приготовили рис. У вас есть кастрюля с кипящей водой. Безопасно ли выливать кипящую воду в канализацию?
У вас есть кастрюля с кипящей водой. Безопасно ли выливать кипящую воду в канализацию?
Кристина: Рис или макароны?
Дэйв Балкан: Знаешь, кастрюля с кипящей водой. Это всего лишь вода, ты уже вынул из нее свою еду.
Кристина: Это вопрос с подвохом только потому, что рис и макароны выделяют кукурузный крахмал и все остальное, что они выделяют в воду.
Дейв Балкан: Я расскажу вам больше. Кипяток, прямо кипяток, в канализацию можно выливать?
Кристина: Думаю, это миф.
Дейв Балкан: Ты не должен выливать это в канализацию?
Кристина: Не надо.
Дейв Балкан: Позвольте мне сказать, что это действительно хитрый ответ. В современных домах некоторые дренажные трубы изготовлены из ПВХ-пластика, и обычно кипяток просто течет через них, не вызывая никаких повреждений. Но если он будет проходить по трубе медленно, ПВХ может деформироваться. Но если у вас нет дренажных труб из ПВХ, вы можете вылить кипяток прямо в эту канализацию, и это никогда не повредит сантехнике. Это хороший совет. Потому что некоторые люди наливают кипяток, горячую воду и пропускают холодную воду, дают ей остыть и т. д. Если у вас нет стоков из ПВХ, нет причин делать это. Вылейте, вылейте кипяток в канализацию.
В современных домах некоторые дренажные трубы изготовлены из ПВХ-пластика, и обычно кипяток просто течет через них, не вызывая никаких повреждений. Но если он будет проходить по трубе медленно, ПВХ может деформироваться. Но если у вас нет дренажных труб из ПВХ, вы можете вылить кипяток прямо в эту канализацию, и это никогда не повредит сантехнике. Это хороший совет. Потому что некоторые люди наливают кипяток, горячую воду и пропускают холодную воду, дают ей остыть и т. д. Если у вас нет стоков из ПВХ, нет причин делать это. Вылейте, вылейте кипяток в канализацию.
Как отличить трубы из ПВХ от металлических?
Кристина: Хорошо, теперь звучит неплохо. Как узнать, что у вас труба из ПВХ?
Дэйв Балкан: Отличный вопрос. Ну, обычно это визуально хорошо видно, потому что он пластиковый. Обычно это белый цвет, не металлический. Трубы из ПВХ или пластика не окрашены, как любой металл. Так что даже если вы обычный домовладелец, который не разбирается в сантехнике, вы будете знать, ПВХ это или нет.
Кристина: Хорошо.
Дэйв Балкан: Вы даже можете постучать по нему, потому что он будет издавать отдельный звук другого типа, он будет издавать пластиковый звук.
Кристина: Да, верно, в этом есть смысл.
Живут ли аллигаторы в канализации Нью-Йорка?
Дэйв Балкан: Это правда или миф. Вот самый часто задаваемый вопрос. Хорошо, Кристина, ты готова?
Кристина: Хорошо, я готова.
Дэйв Балкан: Наверное, уже более ста лет люди задавались вопросом, живут ли аллигаторы в канализационных системах Нью-Йорка?
Кристина: Это миф.
Дэйв Балкан: Вы правы. В этом нет правды. Аллигаторов никогда не находили в канализационной системе. Это началось, вероятно, еще в 1930-х годах, когда люди пустили этот слух о том, что они привозят домой детенышей аллигаторов из Флориды, устали от них и бросили их в канализацию.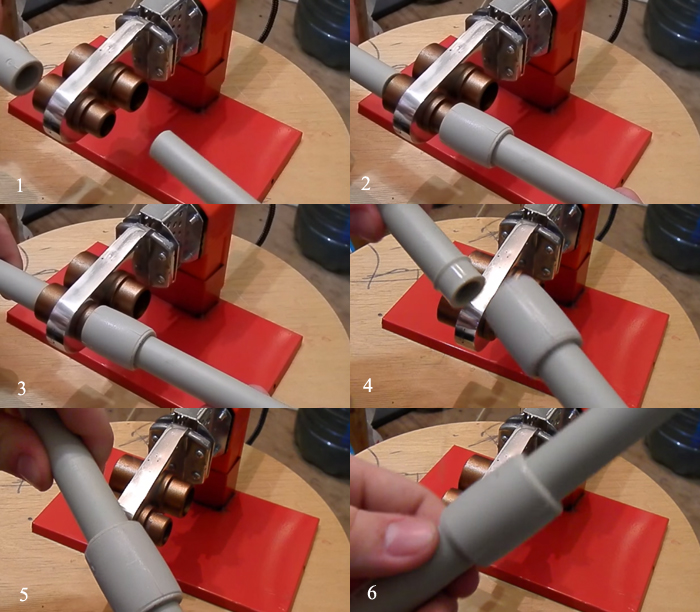 А потом они росли в городской канализационной системе. Эээ… интересная история, но неправда!
А потом они росли в городской канализационной системе. Эээ… интересная история, но неправда!
От материалов для труб до вопросов о кипящем аллигаторе — у команды Балкан есть ответ на вопрос о канализации, водопроводе или канализации!
От горячих тем до случайных вопросов по сантехнике — у Team Balkan есть ответы, а также долгосрочные решения. Спустя почти 70 лет и более 70 000 довольных клиентов Balkan является «Командой, которой вы доверяете». Свяжитесь с нами для получения экспертной консультации или бесплатного выезда на объект. Мы гарантируем время отклика в течение 4 часов или меньше и безусловную гарантию 10 лет на полную замену канализационных или водопроводных линий.
Отказы пластиковых сварных труб
Home›Insight › Отказы пластиковых сварных труб
- 23.11.2021
- Понимание
Отказы пластиковых сварных труб
Материалы, химия и биология
Джонатан EMM
Основной ассоциирован
- +44 161 493 1860
- +44 7768 89999999 9012 901212921291291292912929292929292929929292929929292929929292929929292129299292929н.
 метод, который многие люди, кажется, неправильно понимают. Стороннему наблюдателю это кажется довольно простым; вы нагреваете пластиковую поверхность до тех пор, пока она не размягчится, прижимаете ее к другой пластиковой поверхности и ждете, пока соединение остынет. Дело сделано? Неудачный сварной стык между трубой и коленчатым фитингом в высотном офисном здании.
метод, который многие люди, кажется, неправильно понимают. Стороннему наблюдателю это кажется довольно простым; вы нагреваете пластиковую поверхность до тех пор, пока она не размягчится, прижимаете ее к другой пластиковой поверхности и ждете, пока соединение остынет. Дело сделано? Неудачный сварной стык между трубой и коленчатым фитингом в высотном офисном здании.Не совсем. Существует множество различных методов сварки пластмасс, и каждый из них имеет свои тонкости, особенности и детали, которые необходимо учитывать и понимать, если сварка должна быть выполнена успешно.
Сварка пластмасс используется во многих отраслях промышленности и для многочисленных применений, но одна из наиболее важных — это пластиковые (полимерные) трубопроводы. С точки зрения Хокинса, это также, вероятно, наиболее распространенное применение сварки пластмасс, для которого мы расследуем и сообщаем о причинах отказов.
Для судебно-медицинского эксперта ключом к обнаружению причины отказа пластикового сварного соединения является правильное понимание того, как этот сварной шов мог быть выполнен успешно.
 Это знание дает нам хорошее представление о том, на что следует обращать внимание, чтобы затем объяснить, почему сварка не работает так, как ожидалось. Первая часть этой статьи будет кратким введением в общие методы сварки пластмасс (труб) и ключи к их правильному использованию. Во второй части статьи будут описаны некоторые типичные типы отказов и представлены некоторые примеры, которые Хокинс видел в ходе наших исследований.
Это знание дает нам хорошее представление о том, на что следует обращать внимание, чтобы затем объяснить, почему сварка не работает так, как ожидалось. Первая часть этой статьи будет кратким введением в общие методы сварки пластмасс (труб) и ключи к их правильному использованию. Во второй части статьи будут описаны некоторые типичные типы отказов и представлены некоторые примеры, которые Хокинс видел в ходе наших исследований.УСПЕШНАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
В принципе упрощенное представление о том, как делаются сварные швы пластмасс, описанное в первом абзаце этой статьи, верно. Это процесс, который включает в себя размягчение и соединение поверхностей материалов или деталей (труб) для создания соединения. Существует множество доступных методов, с помощью которых можно добиться размягчения пластиковых поверхностей двумя способами:
- Применение или создание тепла
- «Растворение» полимера на склеиваемой поверхности с помощью химического растворителя
Сварка пластмасс используется только с термопластичными полимерами (не реактопластами).
 Это означает, что свариваемые материалы будут размягчаться при высоких температурах и затвердевать при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.
Это означает, что свариваемые материалы будут размягчаться при высоких температурах и затвердевать при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.Способность термопластичных полимеров как размягчаться (или плавиться), так и затвердевать без какого-либо необратимого изменения их свойств позволяет термоклей или методы термической сварки. Две пластиковые поверхности толкаются или прижимаются друг к другу после размягчения под действием тепла. Затем они удерживаются вместе по мере того, как пластик остывает и затвердевает, устраняя границу между двумя частями. Однако в методах термической сварки можно найти множество методологий. Некоторые общие процедуры кратко описаны в следующем разделе.
При сварке растворителем химический растворитель смешивается с полимерными «цепочками» на поверхности пластика, что дает этим полимерным цепям больше свободы для перемещения друг вокруг друга и для смешивания с цепями соседней детали.
Двухсекционные пластиковые сварные соединения. «Коленчатый» шов слева был выполнен методом «горячего плавления», в то время как пример справа был выполнен с помощью «сварки растворителем». Стрелки указывают смешанные «области сварки», где поверхности смешались, чтобы эффективно сформировать единую деталь. После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).
После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).ОБЩИЕ МЕТОДЫ ТЕРМИЧЕСКОЙ СВАРКИ ПЛАСТИКОВ
Термосварка: Распространенный метод, при котором тепло воздействует непосредственно на соединяемые поверхности с помощью нагретой матрицы или инструмента (иногда «стержня») для расплавления поверхностей труб. Это характерно для трубопроводов водопроводного типа, где используется нагретый «папа» для раструбов фитингов, таких как колена или муфты, и «мама» для концов труб (см. ниже).
Техник использует нагретый инструмент (выделено выделено) для сварки труб между собой.
Сварка горячей пластиной: Этот метод часто используется для относительно больших или громоздких деталей, таких как пластиковые трубы большого диаметра. Две части (например, концы труб) помещаются в инструмент по обе стороны от нагретой «пластины». Контакт с горячей пластиной размягчает концы труб, после чего пластину снимают, чтобы концы труб можно было соединить вместе до того, как они остынут. Это создает «стыковое» соединение между двумя отрезками трубы.
Инструмент для сварки горячей пластиной, используемый для соединения секций пластиковой трубы большого диаметра.Электромуфтовая сварка: Это еще один метод, который часто используется для соединения секций пластиковых труб. Концы труб помещаются в электромуфтовый «сварной патрубок» или «хомут» (похожий на соединительный фитинг), который содержит тонкие металлические проволоки, нагреваемые электрическим током. Затем к ошейнику подключается машина с помощью пары кабелей, по которым электрический ток передается по проводам.

По следующей ссылке показана электромуфтовая сварка в видеоклипе (опубликованном на YouTube компанией KPS Petrol Pipe System TM ): https://youtu.be/CIXvfBfrByw
Скоростная сварка наконечником: В этой технике сварщик использует ручной инструмент, визуально похожий на паяльник, для расплавления пластиковой поверхности. Инструмент подается с пластиковым «сварочным стержнем» (часто через трубку), который добавляет пластиковый наполнитель между склеиваемыми поверхностями. Этот метод обычно используется для ремонта (см. ниже). Хотя он часто используется с трубами, он в равной степени применим и к другим пластиковым деталям.
Производится ремонт пластикового компонента.Инфракрасная/бесконтактная сварка: Во многом похожа на сварку горячей пластиной, но использует инфракрасный (бесконтактный) источник тепла для размягчения поверхности трубы (или детали).
 Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.
Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.Сварка горячим газом/горячим воздухом: Это еще один «бесконтактный» метод термической сварки, в котором используется «пистолет» горячего воздуха (или газа) для размягчения пластиковых поверхностей, а также присадочный стержень для добавления материала к суставу. Этот метод также часто используется для ремонта в качестве альтернативы скоростной сварке.
Экструзионная/инъекционная сварка: Эти методы используются для больших/громоздких деталей и обычно выполняются с использованием ручного инструмента, который «выдавливает» или «впрыскивает» поток (часто называемый «валиком») расплавленного полимера. в сварной шов. Экструзионная сварка обычно используется для сварки поверхностей больших и громоздких деталей, тогда как инжекционная сварка в основном используется для ремонта.
Ручной экструзионный сварочный аппарат используется для сварки швов. Фото любезно предоставлено The Three Essentials for Plastic Welding — Articles — STANMECH Technologies Inc Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.КЛЮЧЕВЫЕ СООБРАЖЕНИЯ ДЛЯ УСПЕШНОЙ СВАРКИ ПЛАСТИКОВ
Успешная сварка пластмасс требует определенных знаний, опыта и соответствующего планирования; это тот случай, если вы свариваете трубы или любые другие детали. Во-первых, для рассматриваемых частей должна быть выбрана правильная техника. Например, из методов, описанных выше, термосварка отлично подходит для выполнения многих соединений между трубами относительно небольшого диаметра, например, для водопровода в коммерческом или большом жилом здании. Для сравнения, электромуфта или метод на основе растворителя могут быть более подходящими для труб большего диаметра, таких как канализационные трубы в коммерческом здании.
 Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.С технической точки зрения есть несколько фундаментальных факторов, которые необходимо учитывать для успешной сварки пластмасс. Кратко их можно обобщить следующим образом:
- Свариваемость: некоторые типы термопластичных материалов по своей природе более «свариваемы», чем другие.
- Выбор материалов: разнородные полимеры обычно плохо смешиваются. Для достижения успеха следует использовать одни и те же или очень похожие типы пластика.
- Подготовка поверхности: пыль, масло, жир, грязь и влага препятствуют процессу смешивания. Перед сваркой может потребоваться удаление окисленных или поврежденных поверхностей.
- Место и условия сварки: затрудненный доступ к деталям (например, при размещении в узких нишах или под высокими потолками) может сильно затруднить успешную сварку.
 Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
После выбора материалов и техники, а также планирования подготовки, условий и параметров, есть три основных фактора для достижения успешного сварного шва:
- Время: Необходимо предоставить достаточное время для того, чтобы свариваемые поверхности достигли нужной температуры, чтобы можно было выполнить смешивание, а также для того, чтобы детали снова остыли.
- Температура: Должна быть достигнута достаточная температура для достижения нужной степени размягчения.
 Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать.
Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать. - Давление: Между деталями должно быть приложено достаточное давление, чтобы способствовать смешиванию поверхностей, но не настолько сильное, чтобы сжимать материал. вдали от рабочей зоны или повредить детали.
TYPICAL FAILURES OF PLASTIC WELDED JOINTS
Failures of plastic welded joints can be broadly categorised as:
- Cracks and cavities
- Inclusions
- Deformation
- Joint separations
Cracks and cavities : Это может быть вызвано деградацией полимерного материала; например, при воздействии тепла во время или после процесса сварки или при химическом воздействии, например, при сварке растворителем.
 Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. услуга.
Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. услуга.Медленный рост трещин является относительно распространенным видом разрушения пластиковых трубопроводов из-за таких механизмов, как растрескивание под воздействием окружающей среды (ESC). Пример, показанный ниже, относится к трубе, которая, как считалось, вышла из строя из-за ESC, вызванного воздействием химического вещества в воде, которую несли трубы (после установки). Однако подобные отказы могут быть вызваны воздействием других химических веществ, например, используемых при сварке растворителем.
Пример трубы из АБС-пластика в разрезе с мелкими продольными трещинами на внутренней (внутренней) поверхности.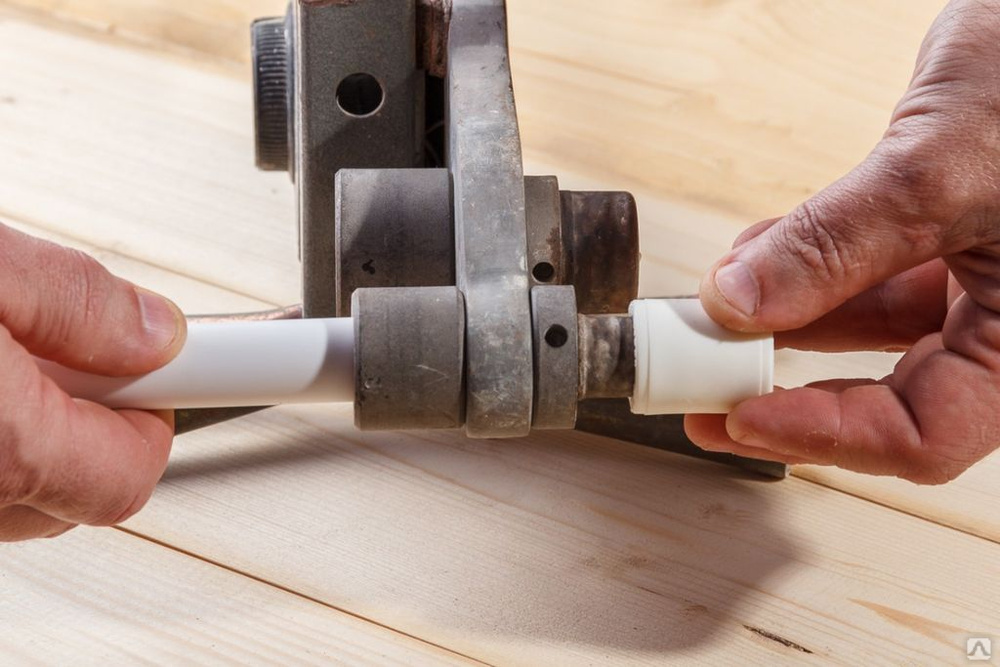
Включено: Означает «посторонние предметы», которые попадают в сварочный материал при размягчении пластика. Чаще всего они являются результатом плохой очистки и подготовки поверхности, а также могут быть вызваны нечистой средой во время процесса сварки. Например, было бы очень трудно избежать загрязнения частицами песка, если бы сварка пластика проводилась на ветреном пляже или в пустыне без надежной защиты. Инородные частицы могут выступать в качестве концентрации напряжения и/или точек начала образования трещин, поэтому, если трубопровод подвергается воздействию напряжения во время эксплуатации, это может привести к механическому отказу (от перегрузки). Присутствие посторонних частиц также снижает общую прочность и качество сварного соединения, поэтому добросовестный техник должен позаботиться о том, чтобы сварочный материал был как можно более чистым.

Другим типом включений могут быть «пузырьки» газа или воздуха, которые попадают в материал сварного шва. Это имеет тот же эффект, что и инородная частица, поскольку действует как потенциальная начальная точка трещины, а также снижает общую прочность сварного шва.
Деформация: Этот тип отказа включает два основных типа. Во-первых, в процессе сварки стык может перегреваться, что приводит к размягчению и деформации склеиваемых поверхностей, а иногда и всего материала трубы. Во-вторых, две детали (например, труба и фитинг) могут быть неправильно выровнены при сварке, поэтому либо образуется неправильный угол или положение, либо труба не вставляется на полную глубину фитинга. Отказы от деформации не всегда являются катастрофическими, но они могут вызвать проблемы, либо нарушая поток жидкости через какой-либо трубопровод, либо вызывая трудности с установкой или применением.
Разделение стыков: Это один из наиболее распространенных типов отказов во всех трубопроводах, в том числе в тех местах, где они соединяются с помощью сварки пластика.
 Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.Пример, показанный во введении к этой статье, был таким случаем. Недостаточный нагрев не позволял полностью вставить трубу в коленчатый раструб, а это означало, что поверхности компонентов не стыкуются должным образом. Изображения ниже иллюстрируют влияние этого недостатка тепла на целостность и долговечность соединения, когда участок неисправного соединения был «раздавлен» в губках тисков, и такое же испытание было применено к хорошо сделанному локтевому суставу. . В хорошо сделанном стыке (слева) остался целым, несмотря на то, что стенки трубы были прижаты «плашмя».
Участки двух сварных соединений, выполненных термосваркой, «сминаются» в тисках. Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.В другом примере разрыва стыка произошел отказ нескольких стыков в трубопроводе ABS, по которому шла горячая вода в промышленном здании. Соединения были выполнены с помощью сварки растворителем, и было обнаружено, что некоторые соединения полностью или частично разошлись в средней точке сварных соединений (см. ниже). Однако при разрезе швов никаких дефектов там не было видно. В основе сварных соединений, сваренных растворителем, часто находится «зона воздействия растворителя» (SAZ), где остатки растворителя все еще присутствуют внутри полимерного материала, поскольку они не полностью испарились.
Частично разделенный сварной шов в трубопроводе из АБС-пластика.
После расследования в этом случае было обнаружено, что температура стеклования (T g ) АБС-полимера была значительно снижена в SAZ по сравнению с «объемным» материалом. В таких полимерах, как ABS, T g — это температура, выше которой материал из относительно твердого и жесткого становится мягким, вязким и «резиноподобным». На участках трубопровода, где температура воды была самой высокой, Т г в САЗ было превышено, что привело к размягчению стыков, поэтому внутреннее давление воды раздвинуло их.
Отказы, подобные показанным выше, также могут возникать, если перед вводом соединения в эксплуатацию выдерживается недостаточное время для охлаждения (или испарения). Если сварной шов не полностью «застыл», то (например) приложение внутреннего давления может раздвинуть соединение.
В заключение я надеюсь, что эта статья продемонстрировала, что сварка пластиковых труб является универсальным процессом с многочисленными преимуществами.
 Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника приведут к разочарованию, а когда пластиковые сварные соединения выходят из строя, результатом часто становится очень липкое (и дорогостоящее) месиво! Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника приведут к разочарованию, а когда пластиковые сварные соединения выходят из строя, результатом часто становится очень липкое (и дорогостоящее) месиво! Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.ОБ АВТОРЕ
Джонатан Эмм (Jonathan Emm) — сертифицированный инженер по материалам, который исследует дефекты материалов в металлах, полимерах и композитах. Он также расследует утечки воды и масла, телесные повреждения, насильственные проникновения и пожары.
