
Холодная сварка для труб под давлением
Трубы из металла можно применять для внутренних водопроводных коммуникаций недолговременное время. Железные трубы допускается эксплуатировать в протяжении строго отведенного периода времени. Окислы, известковые отложения снутри стальных коммуникаций уменьшают внутренний поперечник труб, и разрушают водопровод. Системы отопления, спроектированные и собранные верно, не нуждаются в дополнительном обслуживании.
Трубы в системе отопления могут быть соединены без использования жаркой сварки
Традиционная высокотемпературная сварка
Как сварить отопление из стальной трубы в согласовании со строй нормами, обозначено в ГОСТе. Имеет значение и поперечник труб, и протяженность системы. СНИП укажет, как верно сварить трубы для отопления в каждом определенном случае: личное домовладение, высотный дом либо водопроводная линия промышленного предназначения.
При использовании газового сварочного аппарата для сотворения высококачественных швов будет нужно большой практический опыт. Электросваркой также можно создавать идеального свойства сварные соединения, но в данном случае будет нужно не только лишь опыт, но и высококачественные электроды, правильно избранный уровень тока и «чувство дуги». Высококачественная электросварка трубы отопления доступна только реальным экспертам.
Электросваркой также можно создавать идеального свойства сварные соединения, но в данном случае будет нужно не только лишь опыт, но и высококачественные электроды, правильно избранный уровень тока и «чувство дуги». Высококачественная электросварка трубы отопления доступна только реальным экспертам.
Железные трубы — более распространенный материал для систем отопления
Крепкость труб из металла более чем достаточна для системы подачи воды и для контура отопления. Конкретно участки соединений, которые приходится реализовывать для того, дабы не отклоняться от проектной документации, являются «слабым звеном» системы. О том, как варить трубу отопления электросваркой, тщательно обозначено в устаревших учебных материалах и статьях. В современном строительстве почаще применяется способ холодной сварки для труб отопления.
Принципиально знать! Резьбовые соединения труб из металла применяют в тех случаях, когда нужна сделать разъемное соединение.
Плотность соединения в данном случае гарантирует уплотнитель, в большинстве случаев пакля.
Как верно варить трубу отопления знает каждый квалифицированный инженер-монтажник. Существует ряд правил, которых нужно придерживаться:
- Сварной шов не должен состоять из окалины. Так происходит, если варить трубу электросваркой, используя плохие электроды.
- Дабы варить металл электрическим сварочным аппаратом нужно применять способ мультислойного расплава металла. Первичная окалина шва удаляется перед следующим слоем сварки.
- Принципиально верно избрать уровень тока – слабенький ток не гарантирует крепкость сварочного шва. Очень высочайший ток при сварочных работах также неприемлем.
- Если применяется способ «сварка встык», в качестве армирующего материала применяется металл электрода либо расплавленная проволока.
- Варить электросваркой железные трубопроводы и другие элементы отопительных и водопроводных систем воспрещается поблизости легковоспламеняющихся предметов.
Газовая сварка – универсальный способ для сотворения крепкого соединения металлов, соединять можно железные детали различного размера в всех композициях.
Для классической сварки необходимо иметь особое оборудование и опыт проведения сварочных работ
Высочайшая температура струи сгорающего газа позволяет расплавить металл в области локального прогрева, и варить металл на молекулярном уровне. Просит дорогостоящего оборудования и высококвалифицированных сварщиков.
Установка контура отопления способом холодной сварки
Холодная сварка – это соединение 2-ух и поболее частей без их прогрева. Соединение появляется за счет хим реакций, протекающих в клеящем веществе. Пластичность, высочайшая адгезия и резвое застывание в цельную массу — это отличительные особенности компонент, используемых для холодной сварки.
Клеящий состав может включать в себя разные элементы, для улучшения механических черт клеевых швов. В базе составов, обычно, находятся эпоксидка, и наполнитель — отвердитель. На упаковке обозначено, можно ли холодной сваркой заварить трубы отопления, либо это состав для ремонта пластмассовых труб контура подачи холодной воды.
На упаковке обозначено, можно ли холодной сваркой заварить трубы отопления, либо это состав для ремонта пластмассовых труб контура подачи холодной воды.
Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонент для холодной сварки:
- Пластичное двухкомпонентное вещество, которое конкретно перед применением нужно кропотливо размять для смешивания компонент. Преимущество холодной сварки этого вида: состав стремительно готовится, длительно хранится, просит малой подготовки перед применением. Недочет: стремительно застывает, нужно наносить очень кропотливо, рекомендуется применять как можно резвее после изготовления.
- Водянистые составляющие. До нанесения нужна соединить вещества в подабающей пропорции, и клей готов к применению. Достоинства водянистого состава для холодной сварки: клеящее вещество без усилий просачивается вглубь соединения, образуя при застывании крепкий слой, устойчивый к механическим воздействиям.
 Недочет: просит особых критерий для долгого хранения. Для различных материалов – пластик, металл – требуются различные хим составляющие.
Недочет: просит особых критерий для долгого хранения. Для различных материалов – пластик, металл – требуются различные хим составляющие.
Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить резвый ремонт участка водопроводной, отопительной либо канализационной системы без отключения подачи воды. Сварку, либо в этом случае, склеивание компонент можно создавать в критериях завышенной пожарной угрозы.
Принципиально! Для высокотемпературных контуров, а именно отопительных систем, есть хим составы, эксплуатация которых вероятна в критериях более одна тыща градусов по шкале Цельсия.
В качестве ремонтного состава для металлических радиаторов отопления следует кропотливо готовить поверхность к применению холодной сварки. Невзирая на крепкость соединения, восстановленный участок может не выдержать испытаний наибольшим давлением.
Для пластмассовых водопроводных систем способ холодной сварки признан одним из наилучших решений для локального ремонта при невозможности замены покоробленного элемента.
Холодная сварка — это действенный способ для срочного ремонта всех труб
Время ожидания готового состава холодной сварки: от два до 20 минут, зависимо от мотивированного предназначения. Температурный спектр – от нуль до одна тыща триста градусов.
Довольно тщательно ознакомиться с аннотацией по применению, и установка системы будет удачно осуществлен. Для работы будет нужно:
- емкость для изготовления состава;
- перчатки, дабы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- узкий шпатель, для нанесения вязкого состава в область применения;
- соблюдение правил безопасности при работе с хим компонентами.
При попадании состава на кожу либо в область глаз рекомендуется помыть пораженный участок кожи и при появлении чувства жжения обратиться к доктору, имея при для себя упаковку от компонент «холодной сварки».
Если весь брусок не нужен, отрежьте нужное количество ножиком поперек.
Хоть какой человек хотя бы раз в жизни сталкивался с необходимостью ремонта радиаторов, труб, расширительного бака и других девайсов системы отопления. Если еще лет 20 вспять хоть какой контур отопления и батареи в нем ремонтировались только способом жаркого сваривания. Сейчас современный рынок предлагает резвый и действенный метод устранения течи и пробоин в хоть какой единице оборудования отопительного контура. При всем этом больше не придется применять сваривание при завышенной температуре. На замену общеизвестным методикам пришла новенькая разработка – холодная сварка для металлических батарей, биметаллических и дюралевых радиаторов, пластмассовых и железных труб отопительной системы.
Что предполагают под термином «холодная сварка»?
Согласно нормативной документации, а конкретно ГОСТу 2601-84 о сварке металлов, холодная сварка для батарей отопления – это соединение 2-ух однородных либо разнородных материалов. Процесс формирования соединения проводится под давлением в критериях значимой пластической деформации клеящего вещества. При всем этом температура соединяемых материалов не увеличивается. В этом случае соединение 2-ух компонент в одну систему происходит не за счет диффузии, другими словами проникания 1-го вещества в другое. Связь появляется в итоге валентного сопряжения атомов при пластической деформации.
Процесс формирования соединения проводится под давлением в критериях значимой пластической деформации клеящего вещества. При всем этом температура соединяемых материалов не увеличивается. В этом случае соединение 2-ух компонент в одну систему происходит не за счет диффузии, другими словами проникания 1-го вещества в другое. Связь появляется в итоге валентного сопряжения атомов при пластической деформации.
Успешное протекание процесса нереально без соблюдения 2-ух основных критерий. Это высочайшее давление и присутствие пластической деформации соединяемых компонент. Холодная сварка для радиаторов отопления не образует цельное, высокопрочное соединение без пластической деформации. Идет речь об изменении относительного положения атомов и перегруппировке групп атомов, которые сохраняются во времени. Высочайшее давление позволяет сблизить свариваемые поверхности до расстояния, соизмеримого с размерами кристаллической решетки жестких веществ и межатомного расстояния у полимеров. Как итог, между связывающим агентом и соединяемыми материалами появляется межатомное взаимодействие.
Читайте по теме: В квартире не включили отопление что делать
Холодная сварка для металлических батарей, биметаллических и дюралевых радиаторов, пластмассовых труб имеет универсальный состав:
- эпоксидка;
- наполнитель.
Эпоксидка отличается пластичностью. Она способна собой заполнить все трещинкы и недостатки обрабатываемой поверхности. Очередное немаловажное свойство эпоксидки – это способность отвердевать при смешивании с различными отвердителями. Все свои положительные свойства эпоксидка передает холодной сварке.
В качестве наполнителя могут выступать металл, сера, разные пластификаторы и модификаторы. Наполнитель в системе играет роль отвердителя, также наделяет холодную сварку вблизи положительных черт, к примеру, тепловой стойкостью, стойкостью во увлажненной среде и др. Холодная сварка для батарей отопления в собственном составе в качестве наполнителя должна содержать металл, а вот связывающий компонент для пластмассовых труб немыслим без серы. В любом случае холодная сварка – это двухкомпонентная смесь, которая соединяется в одну систему конкретно перед внедрением.
В любом случае холодная сварка – это двухкомпонентная смесь, которая соединяется в одну систему конкретно перед внедрением.
Лучше все таки приобрести дымопровод для газового котла, чем выполнить его своими руками.
Информацию о том, сколько стоит группа безопасности на отопление можно отыскать тут.
Обилие клеящих и связывающих составов
Обилие марок и видов холодной сварки.
Многие задаются вопросом о том, а можно ли заклеить радиатор холодной сваркой и как таковой ремонт будет долговременным и действенным. Спецы дают утвердительный ответ на вышеуказанный вопрос. А вот как длительно приобретенный шов либо соединение будет служить – стопроцентно находится в зависимости от корректности выбора клеящего состава.
Систематизация по физическому составу:
- водянистые;
- пластилинообразные.
Покупая водянистый продукт, можно направить внимание на то, что в упаковке имеется два тюбика. В одном находится эластичное вещество на базе эпоксидки, во 2-м – отвердитель. Их перед внедрением необходимо смешать. Срок жизни консистенции от два мин до 20 мин.
Их перед внедрением необходимо смешать. Срок жизни консистенции от два мин до 20 мин.
Жесткая холодная сварка для радиаторов отопления имеет вид двухслойного бруска, где пластичное вещество находится снутри, а отвердитель идет по поверхности бруса. Пластилин перед внедрением разминается.
Если в процессе ремонта применяется только часть бруска, то его можно разрезать. Разрез должен перейти поперек бруска, а не вдоль его.
Систематизация по сфере применения:
- универсальные составы – с помощью их можно соединить дерево, полимер, металл. Но они являются менее крепкими;
- для работы с металлами – образует крепкое соединение даже между 2-мя разнородными металлами. Непременное условие – в качестве наполнителя должен выступать металл. Можно ли заклеить радиатор холодной сваркой данного типа? Спецы отвечают утвердительно;
- особые для работы с деталями авто;
- сварки для работы в экстремальных критериях, к примеру, под водой либо при завышенном давлении.

Очень не нужно применять холодную сварку для ремонта одних материалов, если она создана для обслуживания совершенно других веществ.
Достоинства холодной сварки для батарей и труб
Для удобства в работе используйте шпатель.
Холодная сварка для труб и батарей обладает огромным вблизи преимуществ. Положительные свойства прибыльно ее отличают на фоне других способов сваривания материалов:
- простота в использовании, а поэтому ее применить может человек, не имеющий подабающего опыта в слесарном деле;
- обрабатываемый материал в процессе работ не деформируется, так как не подвергается действию завышенных температур;
- качество образуемого шва не находится в зависимости от скорости прилагаемых усилий, а поэтому сваривание можно проводить стремительно;
- нет необходимости в спец оборудовании;
- минимум энергозатрат;
- полная пожаробезопасность;
- представляется вероятным чинить ёмкости со взрывоопасными субстанциями;
- в районе шва отсутствует поверхностное напряжение материала;
- с помощью холодной сварки можно соединить разноименные металлы без образования интерметаллидной прослойки.
- значимая пластическая деформация соединяемых деталей, которая может достигать 70%;
- малая универсальность каждой системы компонент.
Дабы замазать радиатор холодной сваркой, нужно скрупулезно выбирать состав системы. Клеящая смесь должна соответствовать обрабатываемому материалу. Образующееся соединение должно сохранять свою целостность при возможных критериях эксплуатации.
Какое должно быть давление в расширительном бачке отопления открытого и закрытого типа.
Все самое принципиально о том, где ставится расширительный бак в системе отопления вы отыщите по ссылке.
Что необходимо учесть при выборе холодной сварки?
Кроме высококачественных черт связывающего компонента, при выборе учитываются будущие условия эксплуатации получаемого шва. Так, холодная сварка труб отопления выбирается согласно температурному режиму, при котором соединение сохранит свою крепкость и целостность. В аннотации большинства дешевых связывающих материалов указывается температурный режим 260°C и выше. Но это не означается, что сварной шов длительно выдержит при обозначенных критериях.
Но это не означается, что сварной шов длительно выдержит при обозначенных критериях.
Как указывает практика, такие составы должны употребляться только при комнатной температуре. Для соединения труб отопления и радиаторов необходимо выбирать сварку, спектр рабочих температур которой доходит до 1300°C и выше. В этом случае соединение гарантированно прослужит длительно.
Ремонт полимерных труб
Для полимерных труб необходимы спец составы.
Независимо от хим состава обрабатываемого материала и нрава применяемой сварки, непременно необходимо соблюдать условия и советы, прописанные в аннотации.
Холодная сварка для пластмассовых труб отопления проходит по следующей схеме:
- неотклонимым шагом является подготовка поверхности ремонтируемого материала. Для этого поверхность торцов трубы обрабатывается наждачкой, а потом обезжиривается. Шероховатости на трубе прирастят степень адгезии с клеящим составом. Жирные загрязнения могут вступить в хим реакцию с компонентами холодной сварки и усугубить их свойства;
- определяют верный допуск перпендикулярности торцов.
 В случае с трубами поперечником 20…40 мм он должен составлять менее два мм;
В случае с трубами поперечником 20…40 мм он должен составлять менее два мм; - отмеряют на концах труб половину длины муфты, дабы обусловиться с площадью обрабатываемой поверхности;
- отметки циклюют, другими словами снимают с труб узкий слой материала (0,1…0,2 мм), заусеницы также удаляются;
- конкретная подготовка клеящего состава заключается в смешивании компонент до образования однородной массы. В случае с пластилинообразной сваркой руки перед смешиванием смачивают водой. Паста не будет прилипать к коже. Срок годности водянистых составов продолжается не подольше три мин, потому действовать необходимо стремительно;
- приготовленную смесь наносят на поверхность ремонтируемого либо соединяемого материала. Все кладут под пресс. Какая сила должна оказывать действие на шов, указывается в аннотации к холодной сварке.
Отремонтированный трубопровод либо контур отопления можно применять через восемь часов после сваривания.
Кратко о холодной сварке
Холодная сварка представляет собой водянистую либо пластилинообразную смесь, которая позволяет соединить между собой даже разнородные материалы, не прибегая к действию на них больших температур. Перед классическими способами соединения металлов и пластмассовых изделий холодная сварка имеет ряд преимуществ. Это простота в использовании, пожаробезопасность, крепкость и долговечность приобретенного шва, отсутствие деформации склеиваемых поверхностей и др. Находятся и недочеты. Это пластическая деформация соединяемых деталей.
Перед классическими способами соединения металлов и пластмассовых изделий холодная сварка имеет ряд преимуществ. Это простота в использовании, пожаробезопасность, крепкость и долговечность приобретенного шва, отсутствие деформации склеиваемых поверхностей и др. Находятся и недочеты. Это пластическая деформация соединяемых деталей.
Холодная сварка применяется для ремонта и монтажа систем отопления, водопровода, контура ГВС, также при поломке деталей машины, образовании трещинок и проколов в емкостях различного назначения. Многие спрашивают о том, можно ли запаять радиатор холодной сваркой. Спецы утвердительно отвечают на данный вопрос. Но безотступно советуют брать клеящий состав в согласовании с последующими критериями эксплуатации соединительного шва и хим составом обрабатываемой поверхности.
Видео: Холодная сварка — водостойкая
Видео: Самый простой способ устранить течь в трубе под давлением.

Технология сварки водопроводных труб под давлением
Содержание страницы
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления. Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
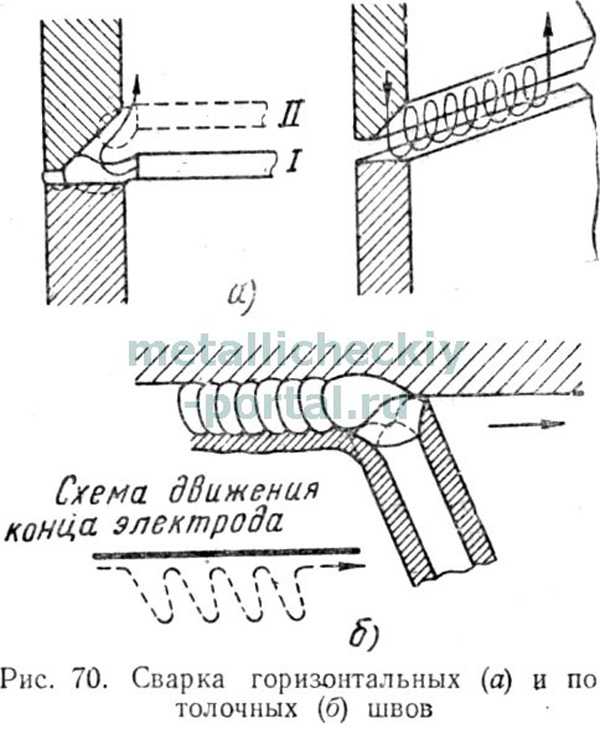
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом.
 Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи. - Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.

- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
Какие методы сварки используются для труб?
Какие методы сварки используются для труб?- Дуговая сварка в защитном металле (SMAW)
- Газовая дуговая сварка металлическим электродом (GMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка под флюсом
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
Сварка труб используется в различных отраслях, включая строительство, нефть и газ, водоснабжение, производство и производство электроэнергии. Это важный и специализированный процесс изготовления.
Это важный и специализированный процесс изготовления.
Производители должны разбираться во многих процессах сварки, чтобы производить свою продукцию наилучшим и безопасным способом. Применение, материал, температура, доступность наполнителя и другие факторы играют роль в определении того, какой подход лучше всего подходит. Чтобы помочь вам лучше понять этот вопрос, ниже приведены пять процедур сварки труб и их отличия друг от друга.
Почему мы свариваем трубы?Сварка — это эффективная технология соединения, которая дает производителям ряд преимуществ. Сварка устраняет необходимость в соединителях между секциями трубы, делая производство менее трудоемким и более рентабельным.
Сварные трубы имеют лучший поток, поскольку фитинги добавляют дополнительное сопротивление потоку жидкости по трубе. Эта упрощенная деталь также менее подвержена протечкам и трещинам. Сварные трубы также очень легко и быстро ремонтируются, поскольку они не требуют разборки или повторной сборки.
Ниже приведены пять методов, используемых для получения этих преимуществ труб:
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)Ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса и даже дуговая сварка дымохода и электродуговая сварка. все названия сварки SMAW.
В этом методе электрод плавится за счет тепла, выделяемого электрической дугой. Этот расплавленный материал аккуратно наносится на части металлической трубы для их соединения. Основным преимуществом использования сварки SMAW является то, что она не требует флюса или защитного газа — она проста, портативна и требует минимального оборудования.
Тем не менее, из-за уменьшенного хода метод SMAW менее продуктивен, чем другие. Сварщики также должны убедиться, что их сварочные аппараты оснащены электродами, подходящими для данного материала.
Сварщики также должны учитывать стабильность дуги, глубину провара, скорость наплавки металла и возможности позиционирования при производстве высококачественного сварного шва. Существенное влияние на эти факторы оказывает химический состав флюсового покрытия на электроде.
Существенное влияние на эти факторы оказывает химический состав флюсового покрытия на электроде.
Сварка металлическим газом в среде инертного газа (MIG) и сварка металлическим активным газом (MAG) — это два метода дуговой сварки металлическим электродом (GMAW). Они подают защитный газ вдоль электрода, нагревая две соединяемые секции металлических труб.
Поскольку он выполняется с использованием полуавтоматических или полностью автоматизированных устройств, этот процесс быстрее, универсальнее и производительнее, чем SMAW. Он также обеспечивает превосходную скорость осаждения, минимальную опасность улавливания шлака и низкое образование дыма.
Однако для создания высоких швов этот метод требует дополнительного контроля со стороны сварщика. Его инструменты также нуждаются в постоянном напряжении и прямом источнике питания. Снаружи это невозможно без кожухов, так как сварочный газ может рассеиваться ветром.
При дуговой сварке порошковой проволокой (FCAW) электродная проволока сплавляется с металлическими секциями трубы с использованием тепла, выделяемого электрической дугой. Эта электрическая дуга используется для плавления как постоянно подаваемой проволоки, так и металлической поверхности.
Этот метод подразделяется на две подкатегории: FCAW с самозащитой и FCAW с газовой защитой. В методе защиты от газа используются полуавтоматические устройства для увеличения скорости и производительности, однако ветер может разрушить защитный газ и вызвать проблемы с пористостью. Самозащитный подход позволяет избежать этого, не используя защитный газ, хотя в целом он менее продуктивен.
Преимущество использования сварки FCAW заключается в том, что она больше подходит для сварки на открытом воздухе и более толстых материалов. Он также более портативный и доступный, чем метод GMAW. FCAW превосходит GMAW по скорости наплавки и стабильности дуги. Он также требует меньше подготовки и очистки металлических труб, чем другие методы.
Он также требует меньше подготовки и очистки металлических труб, чем другие методы.
Недостатком использования этого подхода является то, что он выделяет токсичные газы, которые могут уменьшить видимость сварного шва во время работы. Он также производит больше дыма, чем другие методы. Пористость может возникнуть, если газ не рассеивается до затвердевания сварного шва. Еще одним недостатком является количество образующегося шлака, который необходимо удалять с каждого слоя сварного шва. Не рекомендуется сваривать более тонкие трубы.
Дуговая сварка под флюсомЭто полуавтоматическая технология сварки с невидимой сварочной дугой. Во время этого процесса между постоянно подаваемым электродом и металлической трубой создается электрическая дуга. Дуга покрыта слоем порошкообразного флюса. Когда этот флюс плавится, он действует как проводник между металлом и электродом, защищая зону сварки.
В результате электрическая дуга «погружается» под флюсовую оболочку. Поскольку трассировка сложна, эту технику сложнее выполнить. Тем не менее, он обеспечивает наибольшую скорость наплавки из всех доступных методов сварки труб, а также хорошую сварку без дефектов.
Поскольку трассировка сложна, эту технику сложнее выполнить. Тем не менее, он обеспечивает наибольшую скорость наплавки из всех доступных методов сварки труб, а также хорошую сварку без дефектов.
Этот метод подходит для применений, требующих продольных и кольцевых стыковых швов, а также для сварки квалифицированными сварщиками. Это чаще всего используется в производстве материалов для трубопроводов и сосудов под давлением.
Сварка вольфрамовым электродом в среде инертного газа (TIG)Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), является наиболее часто используемым методом сварки нержавеющих и цветных металлов. Он создает свой сварной шов с фиксированным плавящимся электродом. Эта процедура занимает больше времени, чем даже SMAW.
Сварка ВИГ невероятно универсальна, поскольку ее можно использовать для широкого спектра металлов и областей применения. Он также обеспечивает высококачественные сварные швы, что делает его идеальным для важных и точных сварочных задач.
Однако, поскольку сварка выполняется полностью вручную, ее качество сильно зависит от навыков сварщика. Кроме того, он имеет более низкую скорость осаждения и большие затраты на оборудование и рабочую силу, чем другие методы.
Piping Mart
Pipingmart — это портал B2B, специализирующийся на промышленных, металлических и трубопроводных изделиях. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Что такое сварка труб? (Все, что вам нужно знать)
Сварка труб — это метод соединения двух труб вместе. Методы сварки, используемые для труб, включают процессы дуговой сварки, включая сварку MIG и сварку TIG. Некоторые проводят различие между сваркой труб и сваркой трубопроводов, причем сварка труб относится к металлическим трубам на заводах и нефтеперерабатывающих заводах, а сварка трубопроводов относится к трубам, используемым для транспортировки газа, воды, нефти и других жидкостей на многие мили.
Сварщики труб и трубопроводов выполняют сварочные работы в строительной отрасли, на нефтяных и газовых месторождениях, в водном хозяйстве, в производственных цехах и на атомных электростанциях, среди прочего. При соединении новых труб или ремонте старых сварка труб обычно выполняется в соответствии с соответствующими нормами и стандартами.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Используемые типы сварки
- Шаги
- Проходит
- Позиции
- Преимущества
- Общие вопросы
- Приложения и примеры
- Часто задаваемые вопросы
- Заключение
Сварка труб и трубопроводов обычно выполняется с использованием одного из нескольких процессов дуговой сварки, включая:
1. Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW ), Дуговая сварка с защитой от флюса или сварка электродами.
Также известная как сварка дымохода, использование SMAW для сварки труб означает, что во время сварки не требуется флюс или защитный газ, что делает сварочное оборудование простым и портативным. Металл сваривается путем расплавления электродов за счет тепла, выделяемого электрической дугой. Хотя SMAW имеет некоторые преимущества, низкая скорость перемещения означает, что он не так продуктивен, как другие методы.
2. Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом (GMAW), включая сварку в среде инертного газа (MIG) и сварку в среде активного газа (MAG).
Предлагая более высокую производительность, чем SMAW, эти методы требуют лучшего контроля параметров сварки для обеспечения высокого качества и эффективности работы. Обычно выполняемая на полуавтоматическом или полностью автоматическом оборудовании, GMAW обеспечивает высокую скорость осаждения с низким образованием дыма.
3. Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) – включая FCAW в самозащитной среде и в среде защитного газа.
FCAW с защитным газом использует полуавтоматические аппараты для обеспечения высокопроизводительной сварки труб, хотя ветреная погода может нарушить подачу защитного газа и привести к дефектам пористости. Самозащитный FCAW позволяет избежать этого, поскольку не требует защитного газа, но имеет более низкую скорость осаждения.
4. Дуговая сварка под флюсом
Дуговая сварка под флюсом — это полуавтоматический процесс, при котором дуга не видна, что может затруднить ее отслеживание. Тем не менее, он предлагает самые высокие скорости наплавки среди всех различных методов сварки трубопроводов, а также обеспечивает бездефектную поверхность.
5. Сварка вольфрамовым электродом в среде инертного газа (TIG)
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW).
Сварка ВИГ имеет низкую скорость наплавки и более высокую стоимость оборудования, чем другие методы сварки труб. Тем не менее, он обеспечивает очень высокое качество сварных швов (в зависимости от навыков сварщика), что делает его идеальным для ответственных и высокоточных сварочных работ.
Тем не менее, он обеспечивает очень высокое качество сварных швов (в зависимости от навыков сварщика), что делает его идеальным для ответственных и высокоточных сварочных работ.
Как и при всех сварочных работах, необходимо выполнить ряд шагов, начиная с выбора процесса, который включает в себя рассмотрение таких факторов, как:
- Материал трубы
- Диаметр трубы и толщина стенки
- Место сварки
- Свойства сварки
- Направление сварки (вверх или вниз)
- Требуемое качество сварки
- Экономические соображения
- Здоровье и безопасность
После рассмотрения этих факторов можно определить, какое оборудование лучше всего подходит для работы, оценив:
- Выходная мощность
- Рабочий цикл
- Портативность
- Безопасность
После выбора процесса и оборудования настало время приступить к фактической сварке, обычно со следующими этапами:
- Подготовка шва: Подготовка шва должна выполняться в соответствии с соответствующими рекомендациями, изложенными в соответствующем стандарте
- Очистка концов труб: Удалите нежелательную влагу или покрытия, включая масло, краску, ржавчину или лак.
 Это предотвратит дефекты и дорогостоящий ремонт или повторную сварку.
Это предотвратит дефекты и дорогостоящий ремонт или повторную сварку. - Сварка: Выбрав правильные материалы (включая электроды) и параметры (требования к предварительному нагреву и т. д.) в соответствии с требуемыми спецификациями, сварку можно начинать с корневых проходов. Горячие проходы следуют за этим перед проходами заполнения и окончательной заглушки.
- Ремонт: В идеале вы можете пропустить этот шаг, но стоит проверить сварной шов и устранить дефекты.
Для сварки труб требуется несколько различных проходов:
- Корневые проходы : Эти первые проходы должны заполнить зазор между двумя секциями трубопровода.
- Горячие проходы : Соединяют корневой шов с обеими поверхностями разделки.
- Заполняющие проходы : Эти проходы заполняют большую часть канавки до того, как будут выполнены окончательные проходы заглушек.
- Поверхностные проходы: Эти заключительные проходы должны завершать сварку с минимальным образованием наростов за пределами поверхности трубы.
 Вы можете отшлифовать этот слой, если это необходимо, чтобы улучшить валик сварного шва и удалить загрязнения перед окончательным чистовым проходом крышки.
Вы можете отшлифовать этот слой, если это необходимо, чтобы улучшить валик сварного шва и удалить загрязнения перед окончательным чистовым проходом крышки.
Существует четыре типа положения для сварки труб; 1G, 2G, 5G и 6G. Каждое положение указывает, является ли труба стационарной или вращающейся, а также расположена ли труба горизонтально, вертикально или под углом.
- 1G Сварка: В этом положении труба располагается горизонтально. Трубу можно вращать вдоль горизонтальной оси (X), при этом сварочный аппарат остается неподвижным. Сварка выполняется в верхней части трубы и является самой основной из позиций сварки труб.
- 2G Welding: В этом положении труба устанавливается в вертикальном положении. Трубу можно вращать по вертикальной оси (Y), при этом сварочный аппарат остается неподвижным. Сварка выполняется горизонтально со стороны трубы.
- 5G Welding: В положении 5G труба размещается горизонтально, но, в отличие от положения 1G, труба не может вращаться.
 Вместо этого сварщик должен двигаться вокруг стационарной трубы в вертикальном направлении, чтобы создать сварной шов.
Вместо этого сварщик должен двигаться вокруг стационарной трубы в вертикальном направлении, чтобы создать сварной шов. - 6G Сварка: В этом положении труба наклоняется под углом 45° для создания наклонной поверхности. Труба закреплена, как и в 5G, и сварщик должен перемещаться по трубе. Это самая продвинутая из четырех позиций, требующая от трубосварщика более высокого уровня знаний.
Сварщики будут изучать каждый тип положения по очереди, причем 1G будет самым простым для освоения, а 6G — самым сложным. Сварщику необходимо будет пройти сертификацию по каждой должности по очереди, поэтому тот, кто имеет квалификацию 1G, не может сваривать 2G, 5G или 6G, но если вы имеете квалификацию 6G, вы можете сваривать любую другую должность. Эти нормы обеспечивают безопасность рабочей среды при выполнении сварных швов труб.
Сварка труб имеет ряд преимуществ по сравнению с другими методами соединения, такими как резьбовые фитинги. К этим преимуществам относятся:
1.
 Меньше фитингов
Меньше фитинговСварка устраняет необходимость в фитингах для соединения прямых участков трубы. Резьбовая труба требует фитинга между каждым соединением, в то время как сварка может быстро соединить трубы после подготовки концов соединяемых частей.
2. Низкие затраты
Для сварных труб можно использовать трубы с более тонкими стенками, чем для резьбовых соединений, что приводит к значительной экономии средств при больших тиражах и больших объемах работ. Свинчивание труб вместе может потребовать более высоких трудозатрат наряду с более высокими затратами на сами резьбовые фитинги.
3. Улучшенный поток
Резьбовые фитинги создают турбулентность и сопротивление жидкости потоку через трубу. Сварные решения могут создавать гладкие и обтекаемые поверхности для улучшения потока.
4. Простота ремонта
Сварные системы обычно легче ремонтировать, чем системы с резьбой. Там, где сварную трубу часто можно отремонтировать на месте, резьбовая система требует разборки и повторной сборки для ремонта. Это, очевидно, увеличивает трудозатраты и время простоя трубопроводной системы.
Это, очевидно, увеличивает трудозатраты и время простоя трубопроводной системы.
5. Меньше утечек
Сварная труба, как правило, лучше справляется с вибрацией, чем резьбовая система, что делает ее менее подверженной утечкам.
6. Упрощенная изоляция
Сварные трубы легче изолировать, так как нет резьбовых соединений, которые создают сложные неровности, требующие покрытия.
7. Расположение
Сварные трубы можно размещать близко друг к другу, но для труб с резьбой требуется дополнительное пространство, чтобы можно было использовать гаечные ключи и другие инструменты.
8. Труд
В то время как трудозатраты, необходимые для сварки или свинчивания труб меньшего размера, примерно одинаковы по мере увеличения размера трубы, поэтому трудозатраты и время, необходимое для установки сварной трубы, уменьшаются по мере увеличения свинчиваемой трубы. Резьбовая труба также требует различных инструментов для труб разных размеров, в то время как квалифицированный сварщик может использовать один и тот же сварочный аппарат для труб разных размеров.
Лучший способ избежать распространенных ошибок при сварке труб — это понять процесс и условия работы, связанные с процессом.
Во-первых, соединяемые трубы необходимо правильно подготовить, убедившись, что соединяемые края чистые и прямые. Если это сделать неправильно, могут возникнуть проблемы, включая непровар сварного шва, шлаковые ловушки и включения водорода.
Помимо подготовки, существует ряд проблем, связанных с условиями работы сварщика. Сам процесс может привести к травме, если не будут приняты надлежащие меры предосторожности. Риски включают тепло, создаваемое сварочными инструментами, яркий свет, создаваемый дугой, и выделение частиц или газов.
Сварка труб может добавить дополнительные опасности из-за условий работы, связанных с трубами. Это включает в себя необходимость работать в неудобных или даже опасных положениях и местах, в том числе под землей или под водой. Другие факторы могут включать работу в очень жарких или холодных условиях, в зависимости от расположения трубы, а также опасности, связанные с содержимым трубы, будь то сточные воды или масло.
Однако при правильной подготовке, обучении и оборудовании многие из этих проблем можно решить.
Поскольку сварка труб относится к соединению металлических труб, существует широкий спектр применения этого навыка. Количество применений увеличивается, так как сварка является одним из наиболее экономичных способов соединения нескольких секций трубы.
Следовательно, сварка труб используется в различных отраслях промышленности, включая транспортировку природных ресурсов на нефтеперерабатывающие заводы, по магистральным или международным трубопроводам, а также на заводы по переработке полезных ископаемых.
Сварщики труб также работают на заводах химической обработки, производства продуктов питания и напитков и производства электроэнергии, а также обеспечивают инфраструктуру для поставщиков воды и газа, строительной отрасли и т.д.
Трудно ли сваривать трубы?
Сварка труб часто является более сложной задачей, чем другие виды сварки, и требует более высокого уровня навыков сварщика. Это может быть связано с условиями работы, а также с такими факторами, как угол перемещения сварного шва, положение трубы и диаметр трубы. Сложность возрастает по мере изменения положения с 1G на 6G (см. «Позиции сварки труб» выше).
Опасна ли сварка труб?
Сварка труб может быть опасной, если не будут приняты надлежащие меры предосторожности. Сварка может подвергать сварщиков воздействию дыма, пыли и других частиц в воздухе, а также высокой температуре и опасным уровням света, которые могут быть вредными без надлежащего защитного оборудования. Опасности увеличиваются из-за условий, в которых могут работать сварщики труб, что делает сварку труб потенциально опасной.
Какой тип сварки относится к сварке труб?
При сварке труб используются методы дуговой сварки, включая дуговую сварку металлическим электродом в среде защитного газа (SMAW), дуговую сварку металлическим электродом в среде защитного газа (GMAW), включая сварку MIG и MAG, дуговую сварку с флюсовой проволокой (FCAW), дуговую сварку под флюсом и вольфрам в среде инертного газа. (ВИГ) сварка.
Сколько времени занимает сварка трубы?
Время, необходимое для сварки трубы, зависит от таких факторов, как размер трубы, условия работы и уровень квалификации сварщика. Кроме того, количество требуемых проходов может меняться для разных работ, а разные методы сварки имеют разную скорость наплавки (например, MIG обычно быстрее, чем TIG). Однако, как показывает опыт, средний сварщик может выполнить 140 дюймов сварки в час. Сравнивая эту часовую скорость с диаметром трубы, вы можете получить представление о том, сколько времени потребуется на сварку трубы.
Что такое сварка печных труб?
Сварка печных труб (иногда называемых «дымоходами») представляет собой вариант метода ручной дуговой сварки в среде защитного металла (MMA/SMAW). Это один из наиболее распространенных методов сварки трубопроводов в отраслях, транспортирующих нефть, газ и воду, и позволяет выполнять позиционную сварку и обеспечивать высокую производительность при прокладке стальных трубопроводов. Вы можете узнать больше о сварке печных труб в нашем FAQ здесь .
Что такое сварка труб 5g?
Сварка труб 5G относится к положению, в котором сваривается труба. При сварке 5G трубы размещаются горизонтально в фиксированном положении, и сварщик перемещается вокруг труб, сваривая в вертикальном направлении.
Что такое сварка труб 6g?
Сварка труб 6G относится к положению, в котором сваривается труба. В этом положении труба размещается под углом около 45° от горизонтальной (X) или вертикальной (Y) оси. Труба фиксируется, и сварщик перемещается вокруг трубы, чтобы выполнить сварку. Это самое передовое положение для сварки труб.
Что такое сварка труб с уклоном?
Сварка труб с наклоном вниз — это когда сварка выполняется с поступательным движением вниз, в отличие от сварки труб с восходящим уклоном, при которой сварка выполняется с поступательным движением вверх. Хотя сварка вверх считается более прочной и лучше подходит для более толстых материалов, она занимает больше времени и имеет больший потенциал прожога, чем сварка вниз.