
Как нарезать резьбу на трубе отопления и водопровода: плашка и почий инструмент
Стальные трубы при устройстве водопровода или газопровода в квартире не потеряли своей популярности. Актуальным остается вопрос – как нарезать резьбу на трубе, чтобы обеспечить надежное соединение отдельных элементов системы. Существуют различные способы, на которых остановимся подробнее.
Содержание
- Описание резьбы и ее параметров
- Стандарты резьбовых соединений для трубопроводов
- Метрическая
- Трубная цилиндрическая
- Трубная коническая
- Инструмент и принцип нарезки трубной резьбы
- Инструкция по нарезанию резьбы с использованием плашки
- Нарезание плашкой с держателем-трещоткой
- Использование клупповых плашек
- Применение электрического клуппа
- Нарезка внутренней трубной резьбы
- Работы с трубой, расположенной у стены
- Возможные ошибки при нарезании трубной резьбы
Описание резьбы и ее параметров
Это винтовая канавка, которая нарезается на поверхности круглой или конической формы. Характеризуется следующими постоянными параметрами: расстояние между витками, неизменная геометрическая форма канавки, глубина нарезки. Используется для получения разъемных резьбовых соединений в различных механизмах и конструкциях.
Характеризуется следующими постоянными параметрами: расстояние между витками, неизменная геометрическая форма канавки, глубина нарезки. Используется для получения разъемных резьбовых соединений в различных механизмах и конструкциях.
Резьба бывает наружной или внутренней. На поверхности трубы или стержня нарезается наружная резьба. Внутренняя выполняется внутри отверстия. Это может быть внутренняя стенка трубы, муфты, гайки или других сантехнических устройств.
Нарезка внутренней резьбы метчиком и вороткомК характеристикам резьбы относят:
- Шаг. Расстояние между рядом расположенными вершинами или впадинами. Измерение производят вдоль резьбовой оси.
- Глубина. Это половина разницы между наружным и внутренним диаметрами.
- Профиль. При нарезании резьбы на трубах чаще применяется треугольный профиль. В различных механизмах и кинематических схемах используют трапецеидальную, прямоугольную или круглую форму.

- Угол профиля. Зависит от его высоты и шага.
- Длина участка нарезки резьбы.
Важно отметить, что коническая резьба образует плотное, герметизирующее соединение, но выполнить его можно только на специализированном оборудовании. Нарезать ее на водопроводных трубах своими руками практически невозможно.
Стандарты резьбовых соединений для трубопроводов
Государственными стандартами нормируются такие виды, как метрическая, трубная цилиндрическая, трубная коническая, известны некоторые нестандартные виды, которые в домашнем обиходе не применяются.
Читайте также
Как ровно отрезать трубу под углом 45 или 90 градусов болгаркой или ножовкой
Если с задачей – как ровно отрезать трубу – при желании сможет справиться почти каждый, то выполнить правильный угловой рез трубы, притом в домашних условиях, значительно сложнее. И уж совсем сложно…
Метрическая
Это самый распространенный вид. Ее параметры определяет ГОСТ 9150-81. Свое название получила из-за использования метрической системы в характеристиках. Диаметр дается в миллиметрах. Имеет треугольную форму и постоянный угол профиля 600. Обозначение метрической резьбы начинается с заглавной буквы М, далее указывают диаметр в мм, к примеру, М20.
Ее параметры определяет ГОСТ 9150-81. Свое название получила из-за использования метрической системы в характеристиках. Диаметр дается в миллиметрах. Имеет треугольную форму и постоянный угол профиля 600. Обозначение метрической резьбы начинается с заглавной буквы М, далее указывают диаметр в мм, к примеру, М20.
Метрическая резьба имеет крупный шаг и несколько мелких. Крупный шаг в обозначении не указывается, его размер соответствует диаметру. Мелкий шаг составляет определенную величину, которая приводится в обозначении. Метрическая резьба чаще правосторонняя, если используется левосторонний вариант, в обозначение добавляются буквы LH.
Примеры обозначения: М20 – правосторонняя, метрическая, диаметр 20 мм, шаг 2,5 мм; М20х0,5-LH – левосторонняя метрическая, диаметр 20 мм, шаг 0,5 мм.
Трубная цилиндрическая
В российской системе стандартов нормируется ГОСТ 6357-81, по международному стандарту имеет обозначение BSPP. Все размеры указаны в дюймах.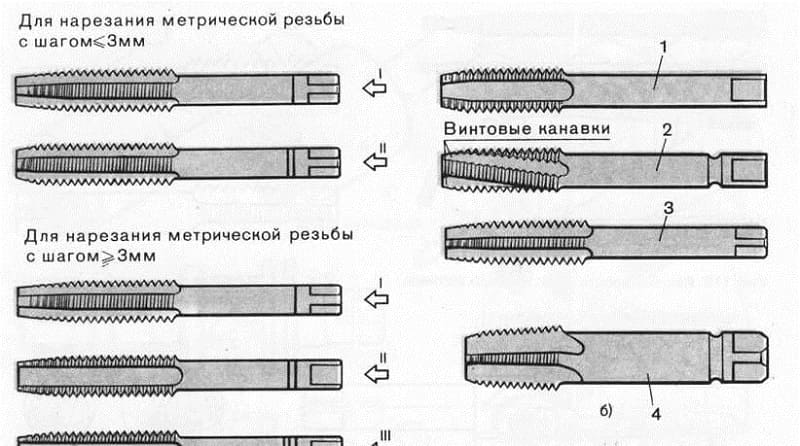 Трубная резьба нарезается на фитингах, кранах, гайках и другой сантехнической арматуре.
Трубная резьба нарезается на фитингах, кранах, гайках и другой сантехнической арматуре.
Основные характеристики трубной цилиндрической резьбы:
- для обозначения используется буква G;
- размер условного прохода измеряется в дюймах;
- угол наклона профиля равен 550;
- четыре значения шага, величина которого соотносится с определенным диаметром;
- наибольший диаметр трубной резьбы 6 дюймов, трубы большего размера соединяются сваркой.
Предлагаем вашему вниманию таблицу соответствия параметров трубной резьбы.
Таблица 1
| Диаметр условного прохода в дюймах | Шаг, мм | Наружный диаметр, мм | Внутренний диаметр, мм |
| 1/8 | 1,814 | 9,73 | 8,57 |
| 1/4 | 13,15 | 11,45 | |
| 3/8 | 16,66 | 14,95 | |
| 1/2 | 20,95 | 18,631 | |
| 5/8 | 22,91 | 20,587 | |
| 3/4 | 26,44 | 24,12 | |
| 7/8 | 30,20 | 27,88 | |
| 1 | 2,309 | 33,28 | 30,29 |
| 1 1/8 | 37,89 | 34,94 | |
| 1 1/4 | 41,91 | 38,95 | |
| 1 3/8 | 44,32 | 41,36 | |
| 1 1/2 | 47,80 | 47,85 | |
| 1 3/4 | 53,75 | 50,79 | |
| 2 | 59,61 | 56,66 |
В таблице приведены наиболее часто используемые диаметры дюймовой резьбы для трубопроводных систем.
Обозначение G 1 1/4“ расшифровывается следующим образом – трубная цилиндрическая резьба правосторонняя, диаметр условного прохода один дюйм с четвертью. В обозначении возможно присутствие букв А, В, С, которые указывают на класс точности исполнения, LH – левосторонняя.
Трубная коническая
Нормируется ГОСТ 6211-81, международный стандарт BSPT. Характеристики такие, как у цилиндрической резьбы, нарезается на конусе с уклоном 1:16. Обеспечивает плотное герметичное соединение отдельных узлов системы трубопроводов. Наружная резьба имеет обозначение R, внутренняя – Rс. После буквенной аббревиатуры следует размер условного прохода в дюймах.
Инструмент и принцип нарезки трубной резьбы
Для нарезки трубной резьбы применяют специальные инструменты и приспособления. Наиболее часто используют:
- труборез;
- плашки;
- воротки;
- ручной клупп;
- шлифмашинка.
Для выполнения операции на металлических трубах нужно приложить большое механическое усилие, труба при этом должна оставаться неподвижной.
Важно. Нарезаемый участок трубы смазывают моторным маслом или техническим вазелином. После окончания работы поверхность очищают от металлических опилок и смазки щеткой или ветошью.
Для возможности вращения плашки ее закрепляют в вороток. Это кольцо с отверстием для плашки, в котором она фиксируется стопорными винтами. Вороток имеет несколько рукояток для обеспечения вращения.
Инструкция по нарезанию резьбы с использованием плашки
Плашка (лерка) представляет собой металлический диск с расположенным в центре круглым лепестковым отверстием. Лепестки имеют режущие кромки, нарезающие резьбу определенного размера и формы. Плашки изготовлены из металла, твердость которого больше, чем у материала трубы. Это быстрорежущая или легированная сталь.
Плашки бывают цельными и разъемными. Цельные плашки являются более точным инструментом, но быстрее изнашиваются.
Порядок работы следующий:
- Подготовка трубы. очистка от грязи, обезжиривание поверхности.
- Закрепление в тисках. При работе по месту расположения трубы используют газовый ключ.
- Снятие торцовой фаски. Срез трубы должен быть выполнен под прямым углом к ее оси. Фаску снимают шлифовальным кругом или напильником.
- Место нарезания смазывают техническим маслом.
- В держатель вставляют плашку, винты затягивают, обеспечивая ее фиксирование.
- Плашку приближают к торцу трубы перпендикулярно к оси, не перекашивая. Плавно нажимая, вращают плашку по часовой стрелке. Первые бороздки помогут закрепиться инструменту, далее процесс пойдет легче.
- Работу выполняют не спеша, с равномерным усилием. Большая скорость не ускорит процесс, но может ухудшить качество. Правильные параметры получают за счет прохождения режущих кромок по всей длине плашки.

- Не допускают отсутствия на поверхности нарезки смазки, при необходимости опрыскивают маслом из распылителя.
- После получения резьбовой линии нужной длины плашку, проворачивая, снимают, поверхность очищают от стружки с помощью ветоши, щетки или кисточки с мягким ворсом.
Работу можно выполнять в два этапа. Сначала используют черновую плашку, затем осуществляют доводку чистовой. Принцип работы соответствует указанному выше.
Нарезание плашкой с держателем-трещоткой
Держатель трещетка и набор клупповВ случае, когда необходимо нарезать резьбу на трубе, расположенной близко к стене, где ее трудно зафиксировать неподвижно, используют специальную плашку. Она имеет длинный корпус для обеспечения центровки режущей плашки и трещотку для ее вращения.
Держатель-трещотка оборудован тяжелым корпусом, включающим 3 отделения. Снизу устанавливают плашку и закрепляют болтами. В середине находится механизм трещотки с поворотным рычагом. Здесь же установлен переключатель механизма поворота по часовой стрелке или против нее.
Здесь же установлен переключатель механизма поворота по часовой стрелке или против нее.
Верхняя часть представляет собой цилиндр для центрирования устройства. Он оснащен тремя болтами, оси которых расположены под углом 1200. Вращением болтов производится центрирование режущего механизма на и фиксирование приспособления на трубе.
Использование клупповых плашек
Клупповая плашка состоит из корпуса. В нем в специальных гнездах закреплены 4 резца. На корпус устанавливается крышка, которая крепится винтами. Получается закрытая режущая головка. Клупп оснащен хвостовиком, длина которого обеспечивает центрирование устройства на трубе. Хвостовик имеет шлицы для обеспечения вращения головки с помощью трещотки или газового ключа.
Нарезка резьбы клуппом выполняют следующим образом:
- трубу фиксируют в зажиме;
- плашку устанавливают в держатель, край трубы вставляют в направляющую;
- смазывают техническим маслом место нарезания резьбы;
- вращают режущую головку.
Периодически проворачивают клупп против движения для удаления стружки. Используют такой вариант – три поворота вперед, один назад. Клупп является удобным приспособлением для нарезки резьбы на водопроводных трубах своими руками.
Применение электрического клуппа
В среде профессионалов для нарезки используют электрический клупп. Это компактное устройство оснащено режущими головками, как и ручной клупп, но вращательный момент осуществляется электроприводом. Принципы работы электрического и механического механизма одинаковы. При нечастом использовании электрического инструмента, имеющего высокую стоимость, можно ограничиться его арендой.
Нарезка внутренней трубной резьбы
Набор метчиков для внутренней резьбыВнутреннюю резьбу имеют переходники, отводы, муфты, их накручивают на трубу, не уменьшая ее внутреннего прохода. Но если вы задумаете изготовить самостоятельно соединительные элементы для труб, вам понадобится такое умение.
В данном случае для нарезки используют метчики (на фото). Это металлический стержень, имеющий режущую часть. Кромки выполнены отдельными сегментами, разделенными продольными проточками для отведения стружки. Метчик имеет хвостовую часть квадратного сечения, на которую надевается вороток и осуществляется вращение. В комплекте находится по два метчика, один выполняет черновую, второй чистовую нарезку.
Это металлический стержень, имеющий режущую часть. Кромки выполнены отдельными сегментами, разделенными продольными проточками для отведения стружки. Метчик имеет хвостовую часть квадратного сечения, на которую надевается вороток и осуществляется вращение. В комплекте находится по два метчика, один выполняет черновую, второй чистовую нарезку.
Работы с трубой, расположенной у стены
При таких условиях невозможно осуществить полный оборот режущей головки за один проход. Следует тщательно отнестись к выбору инструмента. В данном случае хорошо использовать плашку с держателем-трещоткой, подойдет и вороток с одной ручкой. Нарезка резьбовой линии происходит при повороте плашки до упора рычага в стену, затем следует движение назад и снова вперед. Хорошо использовать плашку-клупп, с ним можно работать в ограниченном пространстве.
Возможные ошибки при нарезании трубной резьбы
Выделим основные моменты, мешающие качественной нарезке:
- Труба имеет больший или меньший диаметр, чем требуется для получения резьбы нужного размера.

- Отсутствие центрирования режущего инструмента и трубы приведет к срыву витков резьбовой линии.
- К таким же последствиям приводит отсутствие смазки на поверхности.
Важным условием для получения хорошего результата является использование качественного инструмента. Резцы плашки или метчика должны быть изготовлены из инструментальной или быстрорежущей стали высокой твердости.
Самостоятельно нарезать резьбу на металлических трубах системы отопления и водопровода вполне возможно. Для этого выбирают режущий инструмент для получения необходимых геометрических характеристик: диаметра, шага, угла профиля. Новичкам лучше использовать набор плашек для нарезания сначала чернового профиля, а затем чистового.
Видео-урок по нарезанию наружной резьбы с помощью клуппа 1/2 дюйма и трещотки:
Как нарезать резьбу на трубе отопления и водоснабжения: инструменты для нарезки
Перед тем как нарезать резьбу на трубе слесарь или сантехник выполняет ряд операций, от которых зависит качество подобной работы.
И если вы хотите узнать секрет этого процесса, то просто прочитайте нашу статью. В ней содержится подробная инструкция, освоив которую, вы сможете нарезать резьбовые канавки и на внешней, и на внутренней поверхности трубы.
Содержание
- Способы нарезания резьбы на трубе
- Нарезка внешней резьбы вручную
- Нарезка внешней резьбы механическим способом
- Нарезка внутренней резьбы вручную
- Нарезка внутренней резьбы механическим способом
Способы нарезания резьбы на трубе
Перед началом инструктажа мы предлагаем вам небольшой блок теоретической информации. Он связан со способами нарезки трубной резьбы.
Он связан со способами нарезки трубной резьбы.
Из всех технологий нарезки резьбы, используемых в современном мире, наибольшим уважением в среде специалистов по трубопроводам пользуются следующие варианты реализации подобного процесса:
- Ручная нарезка с помощью метчика или плашки.
- Механическая нарезка, реализуемая с помощью специальных приспособлений или токарно-винторезных станков.
Такая нарезка используется только в аварийных случаях или при иных нестандартных ситуациях. Ведь пред тем как нарезать резьбу на трубе для отопления и водоснабжения мы должны получить доступ к торцу трубопровода. И если этот доступ затруднен, то никакого другого способа, кроме ручной нарезки, просто не существует.
Механический вариант предполагает возможность задействовать автоматические или полуавтоматические инструменты для нарезки резьбы на трубе. В этом случае вся операция проходит при минимальном участии человека, которому нужно лишь выставить параметры и включить инструмент.
В этом случае вся операция проходит при минимальном участии человека, которому нужно лишь выставить параметры и включить инструмент.
Но хватит теории – давайте перейдем к практической стороне дела.
Нарезка внешней резьбы вручную
Нарезка внешней резьбы на трубе в полевых условиях реализуется с помощью плашки.
Причем сам процесс формирования резьбовой канавки выглядит следующим образом:
- Труба обрезается под прямым углом к плоскости внешней поверхности. Для этих целей можно использовать труборез или «болгарку».
- После обрезки торца на трубу накручивают плашку. Причем в самом начале используют черновой инструмент, резцы которого лишь формируют профиль. Однако и для такого инструмента нужно чистое и хорошо смазанное пространство. Поэтому отведенную под нарезание резьбы поверхность очищают от краски и грязи.
- После чернового прохода на трубу одевают чистовую плашку, которую придется накручивать на резьбу с помощью плашкодержателя.
 Поэтому, для облегчения процесса нарезки, участок трубы обильно смазывается машинным маслом. Чистовая плашка накручивается то по, то против часовой стрелки. И такие манипуляции продолжаются до тех пор, пока не будет сформирована вся длина резьбового сгона.
Поэтому, для облегчения процесса нарезки, участок трубы обильно смазывается машинным маслом. Чистовая плашка накручивается то по, то против часовой стрелки. И такие манипуляции продолжаются до тех пор, пока не будет сформирована вся длина резьбового сгона. - В самом конце нужно обязательно проверить результат ваших усилий. Для этого используют резьбовые муфты, которые просто накручиваются на трубу.
Нарезка внешней резьбы механическим способом
Нарезка внешней резьбы инструментальным способом предполагает совершенно иной порядок действий. Технологическая карта процесса, в данном случае, зависит от типа инструмента. Так, на токарном станке резьбу нарезают с помощью резьбового резца, который крепится в суппорте аппарата. И перед тем как на трубе нарезать резьбу (с внешней стороны) суппорт с резцом перемещают на край заготовки и задав высоту профиля с помощью поперечной подачи. После чего активируют продольную подачу, замкнув перемещение суппорта на винтовую направляющую.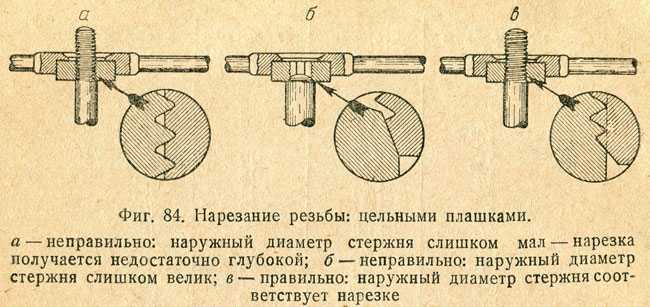 Шаг резьбы контролируется скоростью перемещения суппорта в продольном направлении. Причем продольная скорость синхронизируется с частотой вращения патрона станка.
Шаг резьбы контролируется скоростью перемещения суппорта в продольном направлении. Причем продольная скорость синхронизируется с частотой вращения патрона станка.
Нарезка резьбы на трубах с применением клуппа выглядит немного иначе. Этот инструмент позволяет подобраться к торцу трубы даже в полевых условиях. Ведь клупп это не что иное, как автоматизированный плашкодержатель, который вращает плашку с помощью электрического привода.
Ну а сам процесс нарезки клуппом выглядит следующим образом:
- Режущий инструмент – пластины с гребенчатым профилем на верхней грани – монтируются в головку клуппа. Причем с помощью одной, регулируемой головки можно нарезать несколько типоразмеров наружной резьбы.
- После монтажа пластин в отверстие головки клуппа вставляется труба, которую, в случае необходимости, обездвиживают, зажав тисками или гаечным ключом. Торец трубы нужно обрезать под прямым углом.
- После размещения трубы в клуппе инструмент запускают.
 И вращающаяся головка нарезает на неподвижной трубе резьбовую канавку.
И вращающаяся головка нарезает на неподвижной трубе резьбовую канавку.
Такой процесс гарантирует быструю и качественную нарезку резьбы. А малые размеры клуппа превращают его в идеального помощника слесаря или сантехника.
Нарезка внутренней резьбы вручную
Нарезка внутренней резьбы на трубе в полевых условиях выполняется с помощью метчика.
Причем для нарезки внутренней резьбовой канавки нужно предпринять следующие действия:
- Трубу обрезают болгаркой и зачищают ее внутреннюю часть металлической щеткой.
- В торец трубы вливают немного масла и вставляют черновой метчик. На хвостовик метчика надевают вороток, вращая который мы продвигаем инструмент вглубь трубы, нарезая черновой профиль резьбовой канавки.
- После завершения нарезки чернового профиля все вышеописанные манипуляции проделывают с чистовым метчиком, не забывая смазывать внутренний сгон машинным маслом.
В итоге, вы получаете достаточно качественный резьбовой сгон, для создания которого вам придется приложить массу усилий.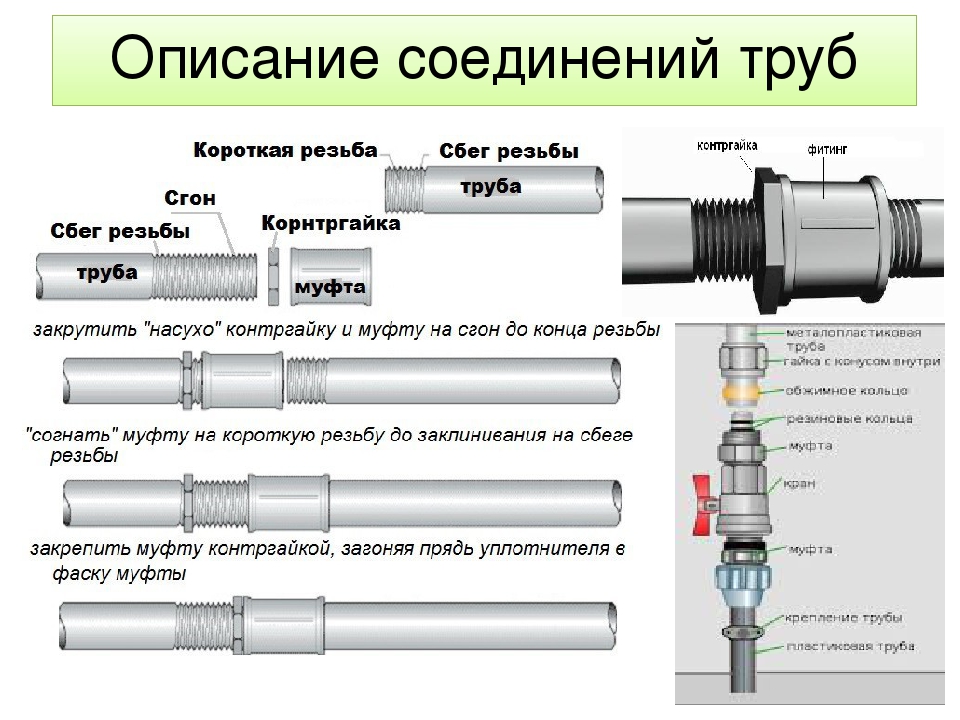
Нарезка внутренней резьбы механическим способом
- В патрон дрели вставляется черновой метчик. Дрель переводится на пониженные обороты.
- Инструмент вставляется в обрезанный и смазанный торец обездвиженной трубы. Дрель включается плавным нажатием на клавишу пуска. Метчик ввинчивается в трубу.
- Извлечение метчика осуществляется с помощью реверса дрели.
Этот способ позволяет нарезать внутреннюю резьбу не только быстро, но и качественно. Причем дрель, в данном случае, выступает, как аналог клуппа.
Резка резьба в стальной трубе »Вот как это делается — 2023
- Обработка труб
- Whitworth Thread
- Инструмент для резьбы
- Правильное применение
- Подход
- Фиксация трубы
- Резкое масло
- Советы и рекомендации
Например, если вы хотите нарезать наружную резьбу на трубе отопления, вам нужен правильный инструмент и правильный подход. Что для этого нужно, и как это сделать, вы подробно узнаете в этом посте. Кроме того, какие особенности имеет нить Витворта.
Что для этого нужно, и как это сделать, вы подробно узнаете в этом посте. Кроме того, какие особенности имеет нить Витворта.
Обработка труб
Для труб, например, в системе отопления, всегда существует определенная процедура обработки:
- выбрать необходимый (подходящий) тип трубы
- определить необходимую длину трубы
- Отрезать трубы по длине
- Изгиб трубы
- Нарезание резьбы
- Уплотнение резьбы
Перед нарезанием резьбы практически все остальные работы выполняются с трубой. Только когда все остальные работы выполнены, нить обрезают.
Резьба Витворта
Специально для систем отопления и сантехники (но также и во многих других областях) нарезают специальную резьбу, так называемую нить Витворта. Этот тип резьбы является уплотнительным. Это из-за их особой формы.
Внешняя резьба коническая по резьбе Витворта, а внутренняя резьба цилиндрическая. Из-за этих форм резьба позже герметизируется (после дополнительной герметизации пенькой или тефлоном).
Из-за этих форм резьба позже герметизируется (после дополнительной герметизации пенькой или тефлоном).
Инструмент для нарезания резьбы
Для нарезания наружной резьбы обычно используются так называемые режущие лезвия. Они могут приводиться в движение как вручную (с помощью храповика), так и электрически. Для каждого диаметра трубы (например, ½») имеется свой режущий блок.
В зависимости от качества, наборы шипов доступны в магазинах по цене около 40 — 50 евро, часто даже дешевле. Качественные режущие наборы также могут быть значительно дороже, электрические когтеточки могут стоить 800 евро
Правильное применение
подход
Так как гвозди обычно имеют направляющую, их можно использовать только в одном (правильном) направлении. Однако важно, чтобы клип нашел достаточно хороший подход, который должен быть достаточно широким.
Фиксация трубы
При фиксации необходимо следить за тем, чтобы трубка была зафиксирована прочно и стабильно (очень важно!), но не должна быть сжата или поцарапана. Здесь часто помогает ткань между трубой и тисками.
Здесь часто помогает ткань между трубой и тисками.
смазочно-охлаждающая жидкость
В зависимости от области применения должны использоваться одобренные смазочно-охлаждающие жидкости (безопасные для пищевых продуктов, биоразлагаемые). При нарезании резьбы всегда следует использовать подходящее масло для резки, без масла резка невозможна. При необходимости всегда требуется повторная смазка.
Советы и рекомендации
В так называемом Alrowa-Kluppe вы можете отрегулировать диаметр направляющей и диаметр реза. Обработка немного сложнее и абсолютно должна быть сделана точно правильно. Например, в этом случае есть предварительная нарезка и фактическая нарезка.
❓ Как нарезать резьбу на стальных трубах?
👉 1:574:03Как заправить трубу из черного железаНачало предлагаемого зажимаКонец предлагаемого зажимаНадавите на конец матрицы, вращая ее по часовой стрелке, пока режущие зубья не вонзятся в нееЕщеНажмите на конец матрицы, вращая ее по часовой стрелке, пока не произойдет резка зубы вгрызаются в трубу. Пока вы продолжаете вращать храповик.
Пока вы продолжаете вращать храповик.
❓ Какой инструмент используется для нарезания резьбы на стальном стержне?
👉 Метчики и плашки — это инструменты для нарезания резьбы по металлу, используемые для точного нарезания и восстановления внутренней и внешней резьбы. Метчик используется для формирования охватывающего компонента узла, как в случае с гайкой или гнездом, плашка используется на охватываемом компоненте, как в винте или болте.
❓ Какой инструмент используется для нарезания резьбы в трубе?
👉 Резьбонарезные станки Резьбонарезные станки нарезают резьбу в трубе, чтобы можно было использовать фитинги для соединения отрезков трубы. Эти инструменты для нарезания резьбы обычно используются сантехниками и установщиками систем отопления, вентиляции и кондиционирования воздуха.
❓ Как нарезать резьбу на металлическом кабелепроводе?
👉 3:3410:15Как резать и нарезать стальной трубопровод — Основы для начинающего электрикаYouTubeНачало предлагаемого роликаКонец предлагаемого роликаМы не хотим резать ножовкой. Прямой. Мы должны убедиться в том же самом. Мы не хотим резать ножовкой. Прямой. Нам нужно убедиться, что он находится под тем же небольшим углом, что и трубопровод, поэтому вы собираетесь слегка перевернуть его в сторону, да, это правильно.
Прямой. Мы должны убедиться в том же самом. Мы не хотим резать ножовкой. Прямой. Нам нужно убедиться, что он находится под тем же небольшим углом, что и трубопровод, поэтому вы собираетесь слегка перевернуть его в сторону, да, это правильно.
❓ Какие есть способы нарезки ниток?
👉 Для нарезания резьбы обычно используются два режущих инструмента; метчики и плашки . Плашки создают наружную резьбу, а метчики — внутреннюю. Нарезание внешней резьбы называется нарезанием резьбы или, в некоторых случаях, чеканкой, а нарезание внутренней резьбы называется нарезанием резьбы.
❓ Как лучше всего обрезать всю нить?
👉 Навинтите две гайки на болт в месте среза, затяните их друг против друга, затем отпилите у буртика, чтобы получился ровный срез под прямым углом . Затем ослабьте гайки и сделайте небольшой скос вокруг конца, чтобы удалить заусенцы, образовавшиеся в результате распиливания. Затем открутите гайки, чтобы очистить и выровнять резьбу.
❓ Чем лучше нарезать резьбовой стержень?
👉 Навинтите две гайки на болт в месте среза, затяните их друг против друга, затем отпилите у буртика, чтобы сделать ровный срез под прямым углом . Затем ослабьте гайки и сделайте небольшой скос вокруг конца, чтобы удалить заусенцы, образовавшиеся в результате распиловки. Затем открутите гайки, чтобы очистить и выровнять резьбу.
Затем ослабьте гайки и сделайте небольшой скос вокруг конца, чтобы удалить заусенцы, образовавшиеся в результате распиловки. Затем открутите гайки, чтобы очистить и выровнять резьбу.
❓ Какой инструмент вы используете для резки металлических труб?
👉 Резка кабелепровода может выполняться тремя распространенными инструментами: труборез, угловая шлифовальная машина или ножовка . Труборез сделает самый чистый разрез, который обязательно будет ровным и квадратным.
❓ Какие пять основных процессов резки?
👉 Вот основные приемы нарезки, с которыми должен быть знаком каждый шеф-повар:
- Техника нарезки моста.
- Техника рубки когтей.
- Техника пилинга.
- Техника решетки.
- Техника ножниц.
❓ Какие бывают 3 типа режущих инструментов?
👉
- Одноточечные режущие инструменты. Одноточечный режущий инструмент состоит только из одной основной режущей кромки, которая может одновременно выполнять операции удаления материала.
 …
… - Инструмент для двухсторонней резки. Двухлезвийный режущий инструмент состоит из двух режущих кромок, которые могут резать или срезать одновременно за одну операцию. …
- Многоточечные режущие инструменты.
❓ Можно ли ножовкой нарезать резьбовой стержень?
👉 Если вы впервые нарезаете резьбовой стержень, велика вероятность, что вы ожидаете, что процесс будет довольно простым, , лишь бы у вас под рукой были нужные инструменты, а именно тиски и ножовка .
Видеодоска: как нарезать резьбу на трубе; Учебник для начинающих
Общие процедуры нарезания резьбы | Резьбонарезной станок
Начало работы
- Соблюдайте все меры предосторожности, изложенные в руководстве по эксплуатации станка для нарезания резьбы на трубах и в разделе «Примечания по технике безопасности» данного руководства.

- Убедитесь, что в станке находится качественная смазочно-охлаждающая жидкость и что он чистый. Вычистите стружку из машины и очистите масляный фильтр.
- Убедитесь, что станок и резьбонарезная головка чистые. Чистое масло на поверхностях и внутри большинства компонентов не является проблемой, но если стружка, трубный лак или окалина накапливаются в компонентах машины, это может привести к проблемам. Целесообразно время от времени разбирать резьбонарезную головку и удалять любые скопления инородного материала. Эта практика увеличит срок службы резьбонарезной головки и будет способствовать более качественной резьбе, поскольку резьбонарезная головка будет легче открываться и работать более стабильно. Избыточное накопление шлама в компонентах машины можно предотвратить путем слива масла из резервуара и очистки от шлама со дна резервуара. Слитое масло можно снова залить в машину.
- Установите соответствующие штампы в головку штампа, убедившись, что в пазах штампа нет стружки или других посторонних материалов.
 Надлежащие штампы затачиваются с правильными передним углом и углом наклона режущей кромки для разрезаемого материала и изготавливаются для диаметра материала. Плашки должны свободно входить и выходить из головки, но не должны быть неаккуратными из стороны в сторону. Удостоверьтесь, что матрицы находятся в правильном порядке в резьбонарезной головке. Установите резьбонарезную головку на нужный диаметр, следуя процедуре, описанной в руководстве оператора, и зафиксируйте регулировку резьбонарезной головки на месте. Когда головка штампа заблокирована по диаметру, штампы должны перемещаться радиально в головке на небольшое расстояние. Они не должны иметь чрезмерного перемещения из стороны в сторону. Точное количество этих движений зависит от производителя.
Надлежащие штампы затачиваются с правильными передним углом и углом наклона режущей кромки для разрезаемого материала и изготавливаются для диаметра материала. Плашки должны свободно входить и выходить из головки, но не должны быть неаккуратными из стороны в сторону. Удостоверьтесь, что матрицы находятся в правильном порядке в резьбонарезной головке. Установите резьбонарезную головку на нужный диаметр, следуя процедуре, описанной в руководстве оператора, и зафиксируйте регулировку резьбонарезной головки на месте. Когда головка штампа заблокирована по диаметру, штампы должны перемещаться радиально в головке на небольшое расстояние. Они не должны иметь чрезмерного перемещения из стороны в сторону. Точное количество этих движений зависит от производителя. - Очистите кулачки патрона щеткой и вставьте в патрон материал для резьбы. Большинство штампов шлифуются для резки низкоуглеродистой стали или стали, не требующей механической обработки. Для других материалов могут потребоваться штампы, специально отшлифованные для этого материала. Нержавеющая сталь, цветные металлы, чугун и пластмассы являются примерами материалов, которые, вероятно, потребуют специальной шлифовки штампов для этой цели. Убедитесь, что штампы в станке соответствуют разрезаемому материалу.
- Большие станки обычно имеют трансмиссию, которая используется для изменения скорости вращения шпинделя. Следуя инструкциям производителя по диаметру и материалу резьбы, убедитесь, что трансмиссия настроена на правильную скорость. Как правило, чем больше диаметр, тем медленнее должна работать машина. Чем больше нарезаемый материал склонен к затвердеванию, тем медленнее должна быть скорость нарезания резьбы. Более твердые материалы обычно требуют более медленных скоростей. Если вы сомневаетесь, какую скорость использовать, выберите более низкую. Более точная резьба и увеличенный срок службы матрицы являются результатом более низкой скорости нарезания резьбы. Если учесть, что фактическая разница во времени для заправки нити с одной скорости на другую очень мала по сравнению со временем, необходимым для замены нити, которая была порвана из-за чрезмерной скорости, более низкая скорость может оказаться более выгодной в долгосрочной перспективе.
В большинстве небольших машин нет контроля скорости оператора. В этих машинах обычно используется двигатель универсального типа, который замедляется по мере увеличения крутящего момента и, таким образом, ограничивает скорость машины до разумно безопасного уровня. В этом типе машины, чем больше используемые штампы, тем медленнее будет вращаться машина.
Нарезание резьбы на трубах и болтах
- Когда машина включена и материал подается в головку, материал должен легко центрироваться в головке. Если это не так, скорее всего, машина не выровнена и ее следует отремонтировать. В машинах без ходового винта используйте соответствующее начальное давление, как описано в разделе «Пусковое давление» данного руководства. Продолжайте прикладывать достаточное усилие к каретке, чтобы штампы не тянули каретку и инструменты вместе с собой. Угол наклона гребенки (см.) является одной из наиболее важных характеристик сегмента гребенки, поскольку именно он перемещает гребенку вперед по материалу. Любые другие силы, которые замедляют или ускоряют это движение против углов спирали, приведут к деформации резьбы. Это верно для всех резьб в целом, но особенно важно для мягких материалов и резьб с малым шагом.
- Увеличивает срок службы матрицы
- Обеспечивает идеальную резьбу
- Предотвращает износ инструмента
- Поток хорошей смазочно-охлаждающей жидкости к головке штампа должен быть таким, чтобы режущие поверхности сегментов штампа были залиты. Как правило, масла на резьбонарезной головке не бывает слишком много. Масло можно сэкономить, настроив машину так, чтобы нарезаемая труба была немного наклонена вниз. Это предотвращает стекание масла по трубе и его потерю. Используйте только смазочно-охлаждающие жидкости, предназначенные для резьбонарезного типа. Другие смазочно-охлаждающие жидкости могут хорошо работать в других областях, но для работы, ожидаемой при нарезании резьбы нарезным валом, подойдет только самое лучшее. Описание того, что ожидается от хороших смазочно-охлаждающих жидкостей, см. в разделе «Жидкости для нарезания резьбы» данного руководства.
- При нарезании резьбы время от времени останавливайтесь, чтобы проверить состояние плашек. Убедитесь, что они не затупились, а материал не оплавился или не приварился к режущим кромкам. Если какое-либо из этих условий существует, немедленно остановитесь. Продолжение работы с затупившимися или оплавленными матрицами приведет к разрушению резьбы и, скорее всего, к поломке матриц. Устраните проблему, заострив штампы или зачистив верхнюю поверхность режущей кромки камнем, чтобы удалить приваренный материал. Если эти условия сохраняются или если кажется, что штампы быстро изнашиваются, было бы разумно перейти на смазочно-охлаждающую жидкость, более подходящую для ваших нужд. Если при осмотре обнаружены сколы или сломанные зубья, отремонтируйте их, следуя инструкциям в разделе «Шлифовка Chaser» данного руководства.
- Часто проверяйте завершенные потоки. В идеале для проверки профиля и размера резьбы следует использовать калибры. Если у вас нет калибров для нарезаемой резьбы, можно с осторожностью использовать подходящую гайку или муфту. Убедитесь, что муфта или гайка имеют правильный размер. Многие имеющиеся в продаже фитинги не соответствуют принятым отраслевым стандартам, и часто в одной и той же партии деталей встречаются различия в размерах. Используя микрометры, многие профили болтов и других прямых резьб можно проверить на соответствие стандартам резьбы в нашем разделе ресурсов на этом веб-сайте. Иногда непостоянный размер возникает из-за того, что оператор не открывает ручную резьбонарезную головку в нужное время. В автоматических резьбонарезных головках рабочие тяги должны содержаться в чистоте и в хорошем рабочем состоянии. Рычажный механизм определяет конец трубы, поэтому важно, чтобы обрезанные концы были скошены и не имели заусенцев.
Темное масло для нарезания резьбы
Подробнее о продукте
Советы по эксплуатации
- Если проблемы с созданными потоками сохраняются, см. Руководство по устранению неполадок. Чтобы проанализировать проблему, необходимо будет внимательно посмотреть на поток или серию потоков. Если передняя сторона резьбы деформирована, это, вероятно, вызвано чем-то другим, чем деформация отступающей стороны. Если деформация присутствует только на нескольких первых витках, проблема отличается от ситуации, когда деформация существует по всей длине. Как и при устранении других неполадок, важно тщательное наблюдение.
- Как уже упоминалось в других частях данного руководства, успешная нарезка резьбы с помощью гребенки является только результатом внимания к различным деталям, которые в нее входят. Станок, материал, смазочно-охлаждающая жидкость, штампы и оператор должны работать хорошо, чтобы получить хорошие результаты. Зная, на что обращать внимание, и понимая принципы работы с потоками, эта сложная операция может стать беспроблемной и простой в применении.
- Целесообразно понимать характеристики материала, который вы пытаетесь нарезать. Некоторые материалы имеют экстремальную склонность к упрочнению. Некоторые материалы с высоким содержанием углерода, сплавов и нержавеющей стали попадают в эту категорию. Не пытайтесь нарезать резьбу в деформационно-твердеющих материалах, если они были отрезаны роликовым отрезным устройством. Если вы сомневаетесь, используйте отрезной нож с опорными роликами или латунными башмаками для удержания материала. Деформационное упрочнение может быть серьезной проблемой для некоторых материалов, и если не принять надлежащих мер предосторожности, это может привести к плохой резьбе, сломанным или сколотым штампам и испорченному материалу.
- Никогда не пытайтесь нарезать резьбу на материале, который был вырезан пламенем или сварен в области резьбы. Эти процессы могут привести к образованию твердых пятен в материале, которые могут быстро испортить штампы. Если материал полностью отожжен после газопламенной резки или сварки, твердые участки будут смягчены, и никаких проблем возникнуть не должно. Твердые участки также могут образовываться абразивными отрезными устройствами. Особенно это касается углеродистых и легированных сталей. Водяное охлаждение процесса отсечки помогает, но все же не может полностью предотвратить локализованное затвердевание. Если вы сомневаетесь, отожгите материал.
Отрезное устройство
Если машина оснащена отрезным устройством ножевого типа, убедитесь, что оно хорошо снабжается смазочно-охлаждающей жидкостью. Медленно и непрерывно подавайте лезвие резака в материал. Погружение резака в материал может привести к поломке лезвий. Часто затачивайте лезвия и соблюдайте задний угол резца, указанный производителем. При резке нержавеющей стали или другого материала, склонного к затвердеванию, направляющие башмаки отрезного устройства должны быть изготовлены из мягких материалов, таких как латунь.
При использовании роликового отрезного устройства вставляйте диск в материал медленно, но уверенно. На круг действуют большие фрикционные и сжимающие нагрузки, которые могут привести к повреждению или преждевременному выходу из строя круга, если давление резания слишком велико. Убедитесь, что узел резака находится под прямым углом к оси разрезаемой трубы. Если это не так, валик будет резать по спирали, и труба может быть испорчена. Часто смазывайте ролик и опорные ролики резака консистентной смазкой или тяжелым смазочным маслом. Это помогает уменьшить тепло и силы, необходимые для завершения резки. Это также увеличивает продолжительность жизни этих компонентов.
- Руководство по нарезанию резьбы
- Указания по технике безопасности
- Определения
- Общие операции
- Теория работы Chaser
- Жидкости для нарезания резьбы
- Давление запуска
- Переточка штампа
- Забивание камнями
- Общие проблемы с машиной
- Руководство по поиску и устранению неисправностей
- Размеры труб
- Размеры болтов
- загрузок
- Поиск серийного номера
Позвольте нам ответить на ваши индивидуальные заявки или технические вопросы
Получите техническую поддержку от экспертов по станкам для нарезания резьбы на трубах и болтах.