
Электроды для сварки труб | Статьи о сварке от МЭЗ
28.01
2021
При прокладке трубопроводов используются электроды разных марок. Выбор оптимальной зависит от характера рабочей среды и ее параметров (температура и т. д.), материала изделия и ряда других факторов. Расскажем о том, какие электроды для сварки труб используются в конкретных случаях.
Какими электродами варить трубы отопления
Для ручной дуговой сварки труб теплосети широко применяются такие марки электродов.
- ЦЛ-9 – низководородные электроды с основным покрытием для труб из углеродистых, легированных и нержавеющих сталей. Позволяют варить в любом пространственном положении постоянным током обратной полярности.
- УОНИ–13/45 – их применяют для соединения труб из углеродистых и низколегированных сталей. Наиболее часто используются стержни диаметром 3 мм. Сварка также выполняется инвертором.
- ЦЛ-20 – ими выполняется инверторная ММА сварка труб из теплоустойчивых и жаропрочных сталей (температура рабочей среды – до 565 °С).

Также широко применяются электроды МР-3. Они позволяют варить трубы паро- и трубопроводов с горячей водой не только постоянным, но и переменным током. Благодаря рутиловому покрытию на поверхности металла допустимо наличие влаги или окислов.
Какими электродами варить оцинкованные трубы
Для сварки труб с оцинковкой применяются электроды с основным и рутиловым покрытием. При этом первые рекомендуется использовать при работе с изделиями из низкоуглеродистой стали, а вторые – с низколегированными. Это марки:
- МР-3, АНО-4, ОЭС-4 – с рутиловой обмазкой;
- УОНИ-13/55, УОНИ-13/45, ДСК-50 – с основным покрытием.
Как сварить трубу электродом при работе с оцинкованной поверхностью? Сварной шов накладывается возвратно-поступательными движениями электрода. Сварка выполняется по увеличенным зазорам при повышенных на 10–50А (в зависимости от толщины стенки) токах, при этом – с более медленным наложением валика (скорость уменьшается примерно на 20%).
Поскольку цинк выделяет опасные для здоровья и экологии испарения, используется защитная среда в виде флюса и, конечно, защитная экипировка. При работе с толстостенными изделиями слой цинка в месте соединения труб удаляется.
Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (18%) и сопротивлением разрыву (45 кгс/мм). Варить можно как инвертором, так и трансформатором, сила тока – до 60А, дуга – предельно короткая. Для работ применяются следующие электроды:
- АНО-4 – универсальные электроды с рутиловым покрытием;
- УОНИ-13/35 – подходят для сварки опытным сварщиком толстостенных труб;
- МР-3 – варить ими можно без предварительной зачистки кромок;
- МР-3С – позволяют получить шов с повышенными требованиями к качеству металла;
- ОЗС-12 – позволяют варить и на удлиненной дуге, на поверхности кромок должны полностью отсутствовать следы влаги.

Заварить трубу электродом при соединении встык можно следующим способом. Вначале ставятся прихватки по углам труб, далее варится само стыковое соединение. При работе с тонкостенными (до 2 мм) трубами шов накладывается одним слоем, с толстостенными – в несколько проходов. Для стенок толщиной 1 мм подходят электроды d 1,6 мм, толщиной 2–3 мм – 2-2,5 мм, при толщине 3–6 мм – соответственно, 3–4 мм.
Сварка труб из нержавеющих (хромоникелевых) аустенитных сталей
Трубы из такого сплава широко используются на предприятиях нефтепереработки (теплообменники), газопереработки (установки для получения серы), в холодильном оборудовании, в установках гидроочистки и т. д. В таких сплавах содержится до 18% Ni и до 10% Cr. Самые распространенные марки сталей – 12Х18Н10Т, 08Х18Н10, 08Х18Н10Т. Ручная дуговая сварка может выполняться при температуре не ниже -10 °С без предварительного прогрева зоны соединения. Для сварки применяются электроды:
- ЦТ-15;
- ЦЛ-11;
- ЗИО-8;
- ЭА-400/10У и некоторые другие.

Сварка выполняется на предельно короткой дуге. Количество заполняющих сварной шов слоев зависит от толщины стенки трубы, оно увеличивается в следующем алгоритме: при увеличении толщины на 2–2,5 добавляется еще один слой. Так, если при толщине 4–6 мм будет достаточно двух слоев, то при 12–14 мм их будет четыре. По ширине получаемый шов должен быть больше ширины разделки на 2–3 мм по обе ее стороны.
Электроды для газопроводов
Трубы магистральных и сетевых газопроводов варят с помощью следующих марок электродов:
- МЭЗ МК-46.00 (аналог ОК.46) – универсальные электроды с рутиловым покрытием, позволяют варить широкие зазоры;
- УОНИ-13/55;
- МТГ-01К – хорошо подходят для газопроводных магистралей.
Также возможно использование электродов марки МЭЗ ЛБ-52У – они отлично справляются с корневыми, облицовочными и заполняющими швами при соединении труб нефте- и газопроводов.
Электроды для водопроводов
Прокладка водопроводных сетей выполняется с использованием труб из меди, углеродистых, низколегированных сталей, нержавейки или чугуна. Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
- МНЧ-2;
- ОЗЧ-2;
- ЦЧ-4.
Последние используются только для сварки в нижнем положении, однако у них есть существенный плюс: они подходят для сварки чугуна и стали, позволяя приваривать к трубе фитинги, вентили и другую трубную арматуру. Варить можно как горячим, так их холодным способом, без предварительного подогрева.
- Нержавеющие трубы свариваются с использованием НЖ-13, ЦЛ-11.
- Для медных выбирают МН-5, МНЖ-5.
Для углеродистых и низколегированных сталей часто используется марка МР-3С, ее преимущество – возможность работать на низких токах.
Широкий выбор электродов для сварки труб представлен в каталоге МЭЗ. Значительная часть марок имеет аттестацию НАКС, что позволяет использовать данные материалы для работы с ответственными и особо ответственными конструкциями. Вся продукция сертифицирована.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (6 кг) Ø 5 (1 кг)
УОНИ-13/55 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
5
(6 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
5
(6 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
УОНИИ-13/55 (НАКС, КСМ, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2.6 (1 кг) Ø 2.6 (4.5 кг) Ø 3.2 (1 кг) Ø 3.2 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг)
МЭЗЛБ-52У (НАКС)
Ток — постоянный обратной полярности; постоянный прямой полярности для корневых швов
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (4.5 кг)
ЦУ-5
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.Показать еще
Электроды для сварки системы отопления? — Ручная дуговая сварка — ММA
#1 nick_E
Отправлено 21 February 2016 19:49
Собственно вопрос, какие оптимально использовать для сварки китайским инвертором с небольшим током? Говоря МР3 в отоплении лучше не применять, УОНИ более подходящие для этого дела?
- Наверх
- Вставить ник
#2 pavel83
Отправлено 21 February 2016 20:00
- Наверх
- Вставить ник
#3 nick_E
Отправлено 21 February 2016 20:20
ок, я уточню. опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??
опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??
Сообщение отредактировал nick_E: 21 February 2016 20:21
- Наверх
- Вставить ник
#4 pavel83
Отправлено 21 February 2016 20:25
nick_E, Все зависит от навыков владение сваркой. Даже с хорошими электродами может побежать, если не умеете варить.
- Наверх
- Вставить ник
#5 nick_E
Отправлено 21 February 2016 20:29
pavel83, скорей всего буду варить на земле отдельные узлы,а потом соединять резьбовыми муфтами. Вот вопрос чем варить. Делал печь в баню варил бак МР3 пришлось шов дважды пройти с двух сторон только после этого перестал отсыривать…((
Вот вопрос чем варить. Делал печь в баню варил бак МР3 пришлось шов дважды пройти с двух сторон только после этого перестал отсыривать…((
- Наверх
- Вставить ник
#6 pavel83
Отправлено 21 February 2016 20:34
nick_E, Фото будет? Зачистка, зазор для провара? Сам не умею варить, так что ни чего не скажу.
http://websvarka.ru/…rody/?p=181386
- Наверх
- Вставить ник
#7 marat
Отправлено 22 February 2016 15:51
nick_E, намокший стык обматываете тряпкой и писаете на нее, высохнет и вуаля . а если серьезно, доверьте лучше эту работу более опытному сварщику
а если серьезно, доверьте лучше эту работу более опытному сварщику
- Наверх
- Вставить ник
#8 pavel83
Отправлено 22 February 2016 15:58
marat, Или собрать на хомуты.
Прикрепленные изображения
- Наверх
- Вставить ник
#9 Yuvellir77
Отправлено 22 February 2016 16:09
ОК 46 но всёравно нужен навык, а так электроды мне понравились, варил ими как-то трубу. Шов дают чистый и повторный поджиг лёгкий. Варить наверняка будете в отрыв, так поначалу вам будет проще.
Варить наверняка будете в отрыв, так поначалу вам будет проще.
качество приносит удовлетворение
- Наверх
- Вставить ник
#10 ep331
Отправлено 22 February 2016 18:15
Короче так, берём УОНИ, железяку ненужную, почищенную от всего что на неё налипло в процессе валяния в огороде, пробуем ложить валики. Если получается хорошо, и ваш инвертор переваривает УОНИ, значит идем в магазин за LB-52U, если не получается, идём за ОК-46. Если трубы варить не получается, а денег на сварщика нет совсем, делаем следующее, вспоминаем скоростной монтаж труб в СССР с помощью сварщиков с низкой квалификацией!!! Берём трубу на размер больше, например у нас труба по проходному диаметру 20 мм, берем трубу по проходному диаметру 25 мм, желательно на металлобазе подобрать толщину стенки такую что бы труба вставлялась одна в другую, если не подберёте, шарошка вам в помощь. Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
- Наверх
- Вставить ник
#11 lisovin161
Отправлено 22 February 2016 20:36
Короче так, берём УОНИ, железяку ненужную, почищенную от всего что на неё налипло в процессе валяния в огороде, пробуем ложить валики. Если получается хорошо, и ваш инвертор переваривает УОНИ, значит идем в магазин за LB-52U, если не получается, идём за ОК-46. Если трубы варить не получается, а денег на сварщика нет совсем, делаем следующее, вспоминаем скоростной монтаж труб в СССР с помощью сварщиков с низкой квалификацией!!! Берём трубу на размер больше, например у нас труба по проходному диаметру 20 мм, берем трубу по проходному диаметру 25 мм, желательно на металлобазе подобрать толщину стенки такую что бы труба вставлялась одна в другую, если не подберёте, шарошка вам в помощь.
Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
В чем тайный смысл смысл умножения числа стыков на 2 ,не понял однако.При любом раскладе если варить отопление,остается энное количество не поворотных стыков ,тут хоть из штанов выскочи операция ,если не подлезть
- Наверх
- Вставить ник
#12 Lohus
Отправлено 22 February 2016 21:16
В чем тайный смысл смысл умножения числа стыков на 2
Внахлёст сварить легче, чем встык.
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
- Вставить ник
#13 lisovin161
Отправлено 22 February 2016 22:19
Внахлёст сварить легче, чем встык.

Согласен полностью ,внахлест легче(после как написал до самого дошла суть) ,но трудности учат быстрее.По времени мне быстрее операцию 1 стыком,чем 1 нахлест в неудобном месте,да плюс еще 1нахлест пусть и поворотный.Учится так на трудном ,легкое само получится
- Наверх
- Вставить ник
#14 pavel83
Отправлено 22 February 2016 22:25
А научится варить неповоротные стыки не судьба. Пусть учится если желание есть. Неповоротный стык в труднодоступном месте через операцию. Отопленье не гнилое, сварит сам если захочет.
- Наверх
- Вставить ник
#15 Cварщик Джо
Отправлено 23 February 2016 11:22
ок, я уточню.
опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??
Электродами ОК 61.35 варят на постоянном токе в разных положениях.Для сварки труб — один из самых лучших вариантов. Сварка вертикальных швов упрощается. Шлакообразующие элементы положительно влияют на возможность прокладки вертикальных швов, так как упрощается контроль сварочной ванны, улучшенное качество провара.
- Наверх
- Вставить ник
#16 psi
Отправлено 23 February 2016 12:31
nick_E, Считаю что зря создали тему.
Ок-46, Lb-52
nick_E,
46 или 48
52 не надо=)
Cварщик Джо, вы б еще спец электроды типо по разнородным , где никель голимый они же по нержи
- Наверх
- Вставить ник
#17 gonta
Отправлено 23 February 2016 13:51
Не знаю кто как, а я держу специально для таких работ ОК48.00 от ESAB
Ко мне обращаться на ты.
- Наверх
- Вставить ник
#18 денис федотов
Отправлено 24 February 2016 08:54
эсаб ок-46. варят отлично хоть «гнилье «так и свежий метал.уони хороши для поворотных стыков и фланцев.есть разные техники самой сварки и уловки как «операция,губа она же смещение кромок,разность диаметров,сварка с отрывом и самое главное это опыт и смекалка.»
варят отлично хоть «гнилье «так и свежий метал.уони хороши для поворотных стыков и фланцев.есть разные техники самой сварки и уловки как «операция,губа она же смещение кромок,разность диаметров,сварка с отрывом и самое главное это опыт и смекалка.»
- Наверх
- Вставить ник
#19 nick_E
Отправлено 24 February 2016 11:56
Вообще я любым электродом заварю, лежащую на полу трубу. Да и вертикальный шов сделаю потихоньку, прожгу-заплавлю, но сделаю, если он будет в легкодоступном месте.
Для меня самая большая проблема как варить трубу со стороны потолка и стены, по-моему туда очень сложно подлезть и когда я начинаю тянуться шов вообще не получается…(((
Т.е. я спокойно пройду шов на горизонтальной трубе снизу до потолка, но со стороны стены варить не получиться 100%. Конечно ничего страшного если начнет мокрить после заполнения системы водой, подошел подварил, сам же себе делаешь у себя дома …
Конечно ничего страшного если начнет мокрить после заполнения системы водой, подошел подварил, сам же себе делаешь у себя дома …
Вообще, видел в одном старом здании там труба отопления идет под потолком на расстоянии 20 см от стены, ну само собой 20 см легко можно залезть электродом, но 20 см от стены это ооочень много! Кто варит отопление, сколько обычно оставляете от стены?
- Наверх
- Вставить ник
#20 oshanin
Отправлено 24 February 2016 16:38
Как по схеме идет труба,так и делаем,у стены,в стене.Вы всилах изменить схему? Если да,то варите как удобно.
- Наверх
- Вставить ник
Электрод для безводной контактной сварки с тепловыми трубками
Данное раскрытие относится к контактной сварке.
Заявления в этом разделе просто предоставляют справочную информацию, относящуюся к настоящему раскрытию. Соответственно, такие утверждения не предназначены для признания предшествующего уровня техники.
Сварка сопротивлением представляет собой известный процесс, при котором электрический ток пропускают между двумя электродами. Соединяемые детали, обычно изготовленные из металлических деталей, помещают между электродами, к электродам прикладывают зажимное усилие, и ток, протекающий между электродами, пропускают через детали. Электрическое сопротивление внутри и между заготовками при воздействии тока создает достаточно тепла, чтобы локально расплавить заготовку. Расплавленным частям заготовок дают остыть, создавая сварное соединение между заготовками.
Точечная сварка – это известный вид контактной сварки. Он часто включает в себя два по существу круглых медных электрода, которые располагаются близко друг к другу, оставляя зазор для вставки между ними обрабатываемых деталей. Когда подается ток, круглые электроды создают круговой рисунок сварного шва на заготовках. В обычных методах используется серия точечных сварных швов для соединения деталей вдоль фланца, а также конструкции корпуса.
Когда подается ток, круглые электроды создают круговой рисунок сварного шва на заготовках. В обычных методах используется серия точечных сварных швов для соединения деталей вдоль фланца, а также конструкции корпуса.
Аппарат для контактной сварки со сварочным аппаратом включает тепловую трубу, включающую полую трубку и сварочный электрод, установленный вокруг части тепловой трубы. Сварочный электрод и тепловая трубка соединены токопроводящим образом для проведения тепла по внутренней поверхности сварочного электрода.
Далее будет описан один или несколько вариантов осуществления в качестве примера со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 иллюстрирует типовой сварочный электрод охватывающего типа и соединительную тепловую трубу в соответствии с настоящим изобретением;
РИС. 2 иллюстрирует примерную тепловую трубу, электрод и промежуточную деталь SMM перед сборкой в соответствии с настоящим изобретением;
РИС. 3 иллюстрирует примерную тепловую трубу, электрод и промежуточный элемент SMM, включающий множество зазоров между частями, в соответствии с настоящим изобретением;
РИС. 4 иллюстрирует тепловую трубку, электрод и промежуточную деталь SMM по фиг. 3, в котором промежуточная деталь SMM была нагрета до температуры перехода, а обработанная форма промежуточной детали SMM создала непосредственный контакт между частями, устраняя зазор между частями, в соответствии с настоящим изобретением;
4 иллюстрирует тепловую трубку, электрод и промежуточную деталь SMM по фиг. 3, в котором промежуточная деталь SMM была нагрета до температуры перехода, а обработанная форма промежуточной детали SMM создала непосредственный контакт между частями, устраняя зазор между частями, в соответствии с настоящим изобретением;
РИС. 5 иллюстрирует примерные данные для трех способов охлаждения, включая электрод, соединенный со сплошным медным стержнем, электрод, соединенный со стержнем, оснащенным контуром водяного охлаждения, и электрод, соединенный с тепловой трубой, в соответствии с настоящим изобретением;
РИС. 6 иллюстрирует примерный процесс работы сварочного аппарата, включающего в себя промежуточную деталь SMM, проводящую соединение тепловой трубы и сварочного электрода, в соответствии с настоящим изобретением; и
РИС. 7 показана примерная конфигурация, включающая в себя сварочный электрод со штекером и промежуточную деталь SMM в соответствии с настоящим изобретением.
Ссылаясь теперь на чертежи, на которых показаны только с целью иллюстрации некоторых примерных вариантов осуществления, а не с целью их ограничения, сварка сопротивлением размещает два электрода с каждой стороны заготовки, электрический ток подается на электроды, а сильный ток, проходящий между электродами, вызывает локальное плавление заготовки. В этом процессе выделяется значительное джоулево тепло, и электроды должны поддерживаться в пределах рабочего диапазона температур, чтобы избежать повреждения электродов избыточной температурой. В частности, по мере того как в изготавливаемом объекте используются более тонкие заготовки, электроды все чаще подвергаются воздействию более высоких температур вблизи расплавленного материала, индуцируемого в области, свариваемой между заготовками. Высокая температура на электродах, превышающая диапазон рабочих температур, может повредить электроды и, следовательно, повлиять на качество сварки. Деградация электрода может включать сплющивание электрода в точке контакта с заготовкой, что приводит к потере плотности тока и, как следствие, к снижению эффективности сварки сварочного устройства.
Электрод можно охлаждать охлаждающей водой внутри стержня при комнатной температуре. Охлаждающие жидкости могут проходить через тепловую трубку, соединенную с каждым из электродов. Тепло может передаваться от электродов к хладагенту, что способствует поддержанию температуры электродов в пределах диапазона рабочих температур при одновременном сокращении времени цикла, например, сокращении времени, затрачиваемого на замену или зачистку наконечника электрода. Хотя охлаждающая вода эффективна для охлаждения электрода, она требует трубы, насоса и технического обслуживания, что, следовательно, приводит к высокой стоимости производства. Поэтому при контактной сварке необходимо исключить охлаждение водой или другой жидкостью. В производственных условиях дополнительное обеспечение линии подачи воды к сварочному оборудованию может быть дорогостоящим или неосуществимым.
Тепловые трубки отводят тепло от устройства главным образом за счет теплопроводности. Вариант осуществления тепловой трубы включает полую структуру из теплопроводного материала. Эффективность тепловой трубки при охлаждении устройства зависит от того, как тепловая трубка максимально плотно контактирует с охлаждаемым устройством. Если часть области, где тепловая трубка и охлаждаемое устройство должны находиться в контакте, не находится в контакте, эффективность тепловой трубки при охлаждении устройства может быть снижена.
Эффективность тепловой трубки при охлаждении устройства зависит от того, как тепловая трубка максимально плотно контактирует с охлаждаемым устройством. Если часть области, где тепловая трубка и охлаждаемое устройство должны находиться в контакте, не находится в контакте, эффективность тепловой трубки при охлаждении устройства может быть снижена.
Тепловая трубка может использоваться для охлаждения сварочного электрода или электродов сварочного аппарата. ИНЖИР. 1 иллюстрирует примерный сварочный электрод и соединительную тепловую трубу. Конфигурация 5 включает тепловую трубку 10 и сварочный электрод 20 . Сварочный электрод 20 устанавливается вокруг части тепловой трубы 10 . Путем проводящего соединения внутренней поверхности сварочного электрода 20 и тепловой трубки 10 можно отводить тепло от сварочного электрода 9.0035 20 преимущественно по проводимости. Во время работы сварочного аппарата ток проходит через сварочный электрод 20 в соединительную деталь. В точке высокого сопротивления, обычно на стыке между первой и второй заготовками, джоулево тепло, выделяемое сварочным током, плавит заготовки, и окружающий расплавленный материал становится полученным сварным швом. Тепло от этого процесса сварки передается через заготовку к электроду и повышает температуру электрода 9.0035 20 . Тепло может отводиться от электрода 20 путем передачи через тепловую трубку 10 .
В точке высокого сопротивления, обычно на стыке между первой и второй заготовками, джоулево тепло, выделяемое сварочным током, плавит заготовки, и окружающий расплавленный материал становится полученным сварным швом. Тепло от этого процесса сварки передается через заготовку к электроду и повышает температуру электрода 9.0035 20 . Тепло может отводиться от электрода 20 путем передачи через тепловую трубку 10 .
Тепловая трубка может использоваться для охлаждения сварочного электрода на сварочном аппарате. Тепловая трубка может быть вставлена внутрь электрода. Эффективность тепловой трубки при охлаждении электрода напрямую связана с площадью контакта между тепловой трубкой и электродом. Благодаря токопроводящему соединению сварочного электрода и тепловой трубы практически по всей площади контакта между электродом и тепловой трубой можно максимизировать теплопроводность между ними. Тепловая трубка представляет собой устройство, известное в данной области техники, и не будет здесь подробно описываться. В одном примерном варианте осуществления тепловая трубка содержит жидкость внутри полой части тепловой трубы. Жидкость подвергается воздействию части тепловой трубки рядом с охлаждаемым устройством, и по мере того, как жидкость нагревается и переходит в газообразное состояние, тепло отводится от охлаждаемого устройства. Газ проходит через тепловую трубку к охлаждающему устройству, такому как устройство, использующее вентилятор и/или охлаждающие ребра, открытые для окружающего воздуха. Когда газ снова превращается в жидкость, тепло отводится через охлаждающее устройство, и жидкость может вернуться, чтобы снова охладить охлаждаемое устройство. Ряд факторов может уменьшить площадь контакта между тепловой трубкой и электродом, тем самым уменьшая теплопроводность между частями. Производственные допуски как для тепловой трубы, так и для электрода могут уменьшить площадь контакта. Либо тепловая трубка, либо электрод могут деформироваться в течение всего срока службы сварщика из-за циклического изменения температуры, сил, прикладываемых при контакте с заготовками, или естественного износа в производственных условиях.
В одном примерном варианте осуществления тепловая трубка содержит жидкость внутри полой части тепловой трубы. Жидкость подвергается воздействию части тепловой трубки рядом с охлаждаемым устройством, и по мере того, как жидкость нагревается и переходит в газообразное состояние, тепло отводится от охлаждаемого устройства. Газ проходит через тепловую трубку к охлаждающему устройству, такому как устройство, использующее вентилятор и/или охлаждающие ребра, открытые для окружающего воздуха. Когда газ снова превращается в жидкость, тепло отводится через охлаждающее устройство, и жидкость может вернуться, чтобы снова охладить охлаждаемое устройство. Ряд факторов может уменьшить площадь контакта между тепловой трубкой и электродом, тем самым уменьшая теплопроводность между частями. Производственные допуски как для тепловой трубы, так и для электрода могут уменьшить площадь контакта. Либо тепловая трубка, либо электрод могут деформироваться в течение всего срока службы сварщика из-за циклического изменения температуры, сил, прикладываемых при контакте с заготовками, или естественного износа в производственных условиях. Чтобы свести к минимуму эти потенциальные эффекты, между тепловой трубой и электродом можно вставить проводящий промежуточный элемент, чтобы облегчить теплопроводность между тепловой трубой и электродом. Эффективность тепловой трубы при охлаждении электрода напрямую связана с площадью контакта между тепловой трубой и промежуточным элементом, а также площадью контакта между промежуточным элементом и электродом. Однако площадь контакта между промежуточным элементом, тепловой трубкой и электродом по-прежнему зависит от производственных допусков и может меняться со временем.
Чтобы свести к минимуму эти потенциальные эффекты, между тепловой трубой и электродом можно вставить проводящий промежуточный элемент, чтобы облегчить теплопроводность между тепловой трубой и электродом. Эффективность тепловой трубы при охлаждении электрода напрямую связана с площадью контакта между тепловой трубой и промежуточным элементом, а также площадью контакта между промежуточным элементом и электродом. Однако площадь контакта между промежуточным элементом, тепловой трубкой и электродом по-прежнему зависит от производственных допусков и может меняться со временем.
Материалы с памятью формы (SMM), такие как сплавы с памятью формы или полимеры с памятью формы, позволяют создавать изделия, форма которых меняется в зависимости от температуры изделия. Материалы с памятью формы могут включать ряд композиций. Материалы с памятью формы могут изменять форму в одном направлении на обученную форму при нагревании, или материалы с памятью формы могут изменяться между первой обученной формой при высокой температуре и второй обученной формой при низкой температуре. Материалы с памятью формы хорошо известны в данной области техники и не будут здесь подробно описываться.
Материалы с памятью формы хорошо известны в данной области техники и не будут здесь подробно описываться.
Деталь, изготовленная из материала с памятью формы, может использоваться в качестве интерфейса между тепловой трубкой и электродом, облегчая отвод тепла от электрода без использования водяного охлаждения за счет уменьшения или устранения зазора между деталями. Промежуточная деталь, изготовленная из материала с памятью формы, может быть откалибрована по форме для улучшения проводимости между частями. Обработанная форма может быть выбрана таким образом, чтобы охватывать зазор между промежуточной деталью и сварочным электродом и/или способствовать полной установке сварочного электрода на тепловую трубу. Изгибая таким образом, промежуточный элемент из материала с памятью формы (SMM) может уменьшить или заполнить любой зазор, который существует или образуется между тепловой трубкой, электродом и промежуточным элементом SMM.
РИС. 2 показана примерная тепловая трубка, электрод и промежуточная деталь SMM перед сборкой. Тепловая трубка 10 включает промежуточную деталь SMM 30 , установленную на ней. Электрод 20 включает полость 25 , размер которой позволяет разместить тепловую трубу 10 и промежуточную деталь SMM 30 . Полость 25 может иметь размер, обеспечивающий посадку с легким натягом, номинальную посадку или посадку с небольшим натягом при использовании тепловой трубы 10 и промежуточной детали SMM 30 вставлены. Когда тепловая трубка 10 и промежуточная деталь SMM 30 вставлены в полость 25 , тепловая трубка 10 и промежуточная деталь SMM 30 находятся в непосредственном контакте друг с другом, а электрод 20 и SMM промежуточная деталь 30 находятся в непосредственном контакте друг с другом. Промежуточный элемент SMM 30 может быть изготовлен из электро- и теплопроводного материала, так что через этот элемент может проходить ток, а тепло от электрода может передаваться в тепловую трубу.
Тепловая трубка 10 включает промежуточную деталь SMM 30 , установленную на ней. Электрод 20 включает полость 25 , размер которой позволяет разместить тепловую трубу 10 и промежуточную деталь SMM 30 . Полость 25 может иметь размер, обеспечивающий посадку с легким натягом, номинальную посадку или посадку с небольшим натягом при использовании тепловой трубы 10 и промежуточной детали SMM 30 вставлены. Когда тепловая трубка 10 и промежуточная деталь SMM 30 вставлены в полость 25 , тепловая трубка 10 и промежуточная деталь SMM 30 находятся в непосредственном контакте друг с другом, а электрод 20 и SMM промежуточная деталь 30 находятся в непосредственном контакте друг с другом. Промежуточный элемент SMM 30 может быть изготовлен из электро- и теплопроводного материала, так что через этот элемент может проходить ток, а тепло от электрода может передаваться в тепловую трубу.
РИС. 3 показана примерная тепловая трубка, электрод и промежуточная деталь SMM, включающая в себя множество зазоров между частями. Тепловая трубка 10 и промежуточная деталь SMM 30 вставлены в электрод 20 . Если бы между частями не существовало зазоров, то каждая из частей включала бы область контакта с соседней частью вдоль всего интерфейса между частями, что приводило бы к идеальной теплопроводности между частями. Либо сразу, либо в результате факторов, вызывающих зазоры между деталями с течением времени, зазор 35 присутствует. В результате площадь контакта между электродом 20 и промежуточной деталью SMM 30 уменьшается на зазор 35 . В результате теплопроводность от электрода 20 к тепловой трубе 10 через промежуточную деталь SMM 30 снижается по сравнению с идеальной теплопроводностью, которая была бы при отсутствии зазора. ИНЖИР. 3 показан вариант осуществления, в котором датчик 40 можно использовать для оценки того, является ли промежуточный элемент 9 SMM0035 30 переведен в тренированную форму.
РИС. 4 иллюстрирует тепловую трубку, электрод и промежуточную деталь SMM по фиг. 3, в котором промежуточная деталь СММ была нагрета до температуры перехода, а тренированная форма промежуточной детали СММ создала непосредственный контакт между частями, устраняя зазор между частями. Тепловая трубка 10 , промежуточная деталь SMM 30 и электрод 20 находятся в непосредственном контакте, так что площадь контакта между частями максимальна, и между тепловой трубой 9 может происходить соответствующий максимальный объем теплопередачи.0035 10 , промежуточный элемент SMM 30 и электрод 20 .
При нагреве до температуры перехода промежуточная деталь SMM может уменьшить или устранить зазоры. При нормальной работе сварочного аппарата температура электрода будет повышаться, что приведет к переходу SMM в его натренированную форму. Однако на работу сварочного аппарата в период времени до того, как промежуточная деталь SMM достигнет температуры, необходимой для перехода, или температуры перехода, может отрицательно сказаться время, когда промежуточная деталь SMM не имеет температуры и существуют какие-либо зазоры между деталями. В результате может быть полезно провести предварительную подготовку сварщика на основе его бездействия или недостаточной активности в предшествующий период времени и повысить температуру промежуточной детали SMM таким образом, чтобы переход SMM к обученной форме и любые зазоры между деталями были уменьшены или устранены до начала работы сварочного аппарата. Бездействие сварщика в предшествующий период времени можно отслеживать с помощью таких методов, как запись циклической работы сварщика или путем отслеживания тока, протекающего через электроды. Предусмотрен ряд методов предварительной подготовки сварщика. Между электродами может проходить ток, что приводит к их нагреву и, таким образом, к повышению температуры промежуточной детали SMM. В другом варианте внешнее термоэлектрическое нагревательное устройство может быть расположено рядом с электродом, тепловой трубой или промежуточным устройством SMM, и тепло может передаваться промежуточному элементу SMM.
В результате может быть полезно провести предварительную подготовку сварщика на основе его бездействия или недостаточной активности в предшествующий период времени и повысить температуру промежуточной детали SMM таким образом, чтобы переход SMM к обученной форме и любые зазоры между деталями были уменьшены или устранены до начала работы сварочного аппарата. Бездействие сварщика в предшествующий период времени можно отслеживать с помощью таких методов, как запись циклической работы сварщика или путем отслеживания тока, протекающего через электроды. Предусмотрен ряд методов предварительной подготовки сварщика. Между электродами может проходить ток, что приводит к их нагреву и, таким образом, к повышению температуры промежуточной детали SMM. В другом варианте внешнее термоэлектрическое нагревательное устройство может быть расположено рядом с электродом, тепловой трубой или промежуточным устройством SMM, и тепло может передаваться промежуточному элементу SMM.
Поведение промежуточной детали SMM в сварочном аппарате можно оценить или смоделировать на основе калибровки репрезентативной конфигурации, оснащенной датчиком или датчиками. Например, датчик силы, размещенный на границе наконечника электрода или рядом с ней, например, на нижней стороне электрода на поверхности, где он соединяется с промежуточной деталью SMM, и промежуточная деталь SMM может контролировать приложение силы. на границе и определите, находятся ли электрод и промежуточная деталь SMM в контакте, основываясь на приложенной силе. Если промежуточная деталь SMM и сварочный электрод находятся в непосредственном контакте, то усилие зажима, прилагаемое к электроду сварщиком в процессе сварки, приведет к сжимающей силе между сварочным электродом и промежуточной деталью SMM. Если промежуточная деталь SMM и сварочный электрод находятся в слабом или точечном контакте, то меньшая сила зажима сварщика приведет к меньшему усилию сжатия между сварочным электродом и промежуточной деталью SMM. Если зазор полностью разделяет кончик сварочного электрода и промежуточную деталь СММ, то прижимное усилие, прилагаемое к электроду сварщиком, не приведет к сжимающему усилию.
Например, датчик силы, размещенный на границе наконечника электрода или рядом с ней, например, на нижней стороне электрода на поверхности, где он соединяется с промежуточной деталью SMM, и промежуточная деталь SMM может контролировать приложение силы. на границе и определите, находятся ли электрод и промежуточная деталь SMM в контакте, основываясь на приложенной силе. Если промежуточная деталь SMM и сварочный электрод находятся в непосредственном контакте, то усилие зажима, прилагаемое к электроду сварщиком в процессе сварки, приведет к сжимающей силе между сварочным электродом и промежуточной деталью SMM. Если промежуточная деталь SMM и сварочный электрод находятся в слабом или точечном контакте, то меньшая сила зажима сварщика приведет к меньшему усилию сжатия между сварочным электродом и промежуточной деталью SMM. Если зазор полностью разделяет кончик сварочного электрода и промежуточную деталь СММ, то прижимное усилие, прилагаемое к электроду сварщиком, не приведет к сжимающему усилию. Таким образом, зазор или неполный контакт между промежуточной деталью СММ и электродом в область между кончиком электрода и промежуточной частью SMM может быть диагностирована. Работу сварщика можно обеспечить, потребовав, чтобы контролируемое усилие соответствовало пороговому усилию во время процесса сварки, и если пороговое значение не достигается, то к промежуточной детали SMM необходимо приложить больше тепла, или сварщик должен быть предварительно подготовлен, чтобы обеспечить промежуточный элемент SMM до температуры перехода. Пороговое усилие можно выбрать путем калибровки, моделирования или любого другого метода, достаточного для точного прогнозирования работы сварочного аппарата, включая промежуточную деталь SMM.
Таким образом, зазор или неполный контакт между промежуточной деталью СММ и электродом в область между кончиком электрода и промежуточной частью SMM может быть диагностирована. Работу сварщика можно обеспечить, потребовав, чтобы контролируемое усилие соответствовало пороговому усилию во время процесса сварки, и если пороговое значение не достигается, то к промежуточной детали SMM необходимо приложить больше тепла, или сварщик должен быть предварительно подготовлен, чтобы обеспечить промежуточный элемент SMM до температуры перехода. Пороговое усилие можно выбрать путем калибровки, моделирования или любого другого метода, достаточного для точного прогнозирования работы сварочного аппарата, включая промежуточную деталь SMM.
В другом варианте датчик температуры может быть расположен рядом с промежуточным элементом SMM, и поведение промежуточного элемента SMM можно оценить на основе сравнения контролируемой или расчетной температуры промежуточного элемента SMM с температурой перехода для элемента. Минимальная желаемая температура или пороговая температура могут быть выбраны для промежуточной детали SMM на основе калибровки, моделирования или любого метода, достаточного для оценки работы сварочного аппарата и перехода промежуточной детали SMM. Пороговой температурой может быть температура перехода для промежуточного элемента SMM или некоторое значение, выбранное выше температуры перехода. Пороговая температура может быть выбрана путем калибровки, моделирования или любого другого метода, достаточного для точного прогнозирования работы сварочного аппарата, включая промежуточную деталь SMM.
Минимальная желаемая температура или пороговая температура могут быть выбраны для промежуточной детали SMM на основе калибровки, моделирования или любого метода, достаточного для оценки работы сварочного аппарата и перехода промежуточной детали SMM. Пороговой температурой может быть температура перехода для промежуточного элемента SMM или некоторое значение, выбранное выше температуры перехода. Пороговая температура может быть выбрана путем калибровки, моделирования или любого другого метода, достаточного для точного прогнозирования работы сварочного аппарата, включая промежуточную деталь SMM.
На основе калибровки или прогнозов поведения промежуточной детали SMM можно разработать рабочий профиль для сварщика. Рабочий профиль может учитывать, что сварочный аппарат работает определенное количество раз в минуту для поддержания минимальной желаемой температуры, или прерывание работы сварочного аппарата на определенное количество минут требует предварительной подготовки сварочного аппарата или выполнения других корректирующих действий.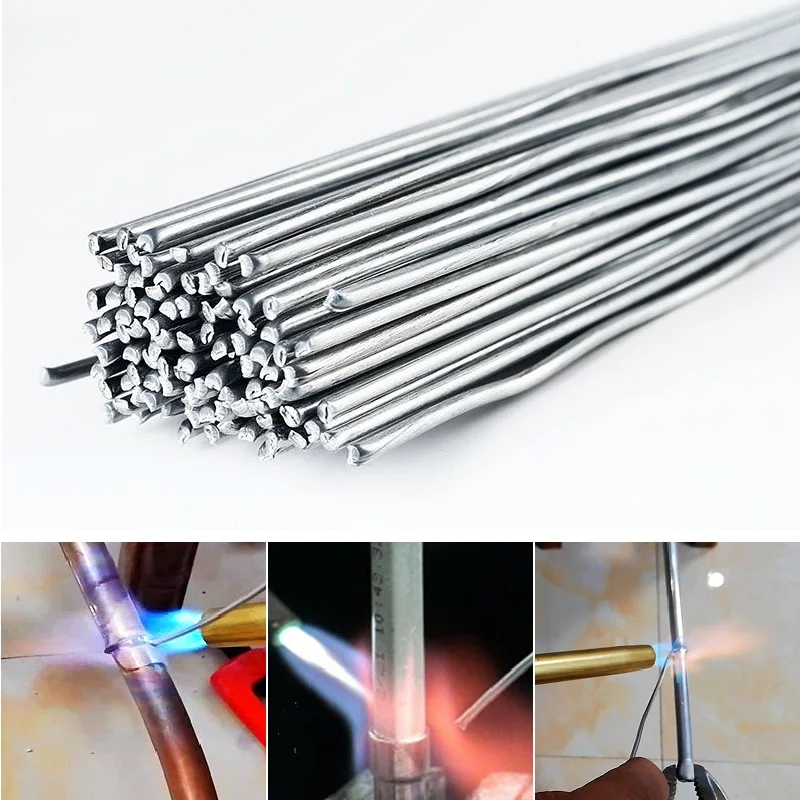 например, увеличение времени пребывания электрода на заготовках нагревателя для повышения температуры промежуточной детали SMM.
например, увеличение времени пребывания электрода на заготовках нагревателя для повышения температуры промежуточной детали SMM.
РИС. 5 иллюстрирует примерные данные для трех способов охлаждения, включая электрод, соединенный со сплошным медным стержнем, электрод, соединенный с стержнем, снабженным контуром водяного охлаждения, и электрод, соединенный с тепловой трубой. Горизонтальная ось X показывает время сварки в секундах. Вертикальная ось Y показывает температуру на нижней стороне электрода в градусах Кельвина. Графики, представляющие смоделированные результаты трех методов охлаждения, включая график 100 , представляющий электрод, соединенный с цельным медным стержнем, график 110 , представляющий электрод, соединенный с хвостовиком, снабженным контуром водяного охлаждения, и участок 120 , представляющий электрод, соединенный с тепловой трубой. Каждый максимальный пик температуры соответствует выполняемому сварному шву. После выполнения сварки температура каждого из участков быстро возвращается к более низкому значению. Сварщик, использующий электрод, соединенный со сплошным стержнем, показывает увеличение нижнего значения в течение изображенного промежутка времени, иллюстрируя накопление тепла в сварочном аппарате со сплошным медным стержнем. Со временем температура этого сварочного аппарата может превысить диапазон рабочих температур для электрода и привести к повреждению электрода. Сварочный аппарат, использующий хвостовик, оборудованный контуром водяного охлаждения, показывает практически устойчивые результаты при более низком значении в течение изображенного промежутка времени, что иллюстрирует регулирование температуры в сварочном аппарате с контуром водяного охлаждения. Аналогичным образом, сварщик, использующий хвостовик, оснащенный тепловой трубой, показывает практически стабильные результаты при более низком значении в течение изображенного промежутка времени, что иллюстрирует регулирование температуры в сварочном аппарате с тепловой трубой.
Сварщик, использующий электрод, соединенный со сплошным стержнем, показывает увеличение нижнего значения в течение изображенного промежутка времени, иллюстрируя накопление тепла в сварочном аппарате со сплошным медным стержнем. Со временем температура этого сварочного аппарата может превысить диапазон рабочих температур для электрода и привести к повреждению электрода. Сварочный аппарат, использующий хвостовик, оборудованный контуром водяного охлаждения, показывает практически устойчивые результаты при более низком значении в течение изображенного промежутка времени, что иллюстрирует регулирование температуры в сварочном аппарате с контуром водяного охлаждения. Аналогичным образом, сварщик, использующий хвостовик, оснащенный тепловой трубой, показывает практически стабильные результаты при более низком значении в течение изображенного промежутка времени, что иллюстрирует регулирование температуры в сварочном аппарате с тепловой трубой.
РИС. 6 иллюстрирует примерный процесс работы сварочного аппарата, включающего в себя промежуточную деталь SMM, проводяще соединяющую тепловую трубу и сварочный электрод. Таблица 1 представлена в качестве ключа к фиг. 6, где блоки с цифрами и соответствующие функции изложены следующим образом.
Таблица 1 представлена в качестве ключа к фиг. 6, где блоки с цифрами и соответствующие функции изложены следующим образом.
| TABLE 1 | |
| BLOCK | DESCRIPTION |
| 202 | Begin |
| 204 | Monitor Operation of the Welder Through a Prior Time |
| Period | |
| 206 | Does the Monitored Operation Require Preconditioning of |
| the Welder | |
| 208 | Предварительное состояние сварочного аппарата |
| 210 | Работа сварочного аппарата |
| 212 | Мониторинг датчика внутри сварочного аппарата |
| 214 | Does the Sensor Signal Indicate that the SMM Intermediate |
| Piece Is Transitioned to the Trained Shape | |
| 216 | Precondition Welder |
Process 200 begins at block 202 . В блоке 204 работа сварочного аппарата отслеживается в течение предыдущего периода времени для оценки состояния промежуточной детали SMM внутри сварочного аппарата. В блоке 206 процесс определяет, указывает ли отслеживаемая операция в течение предыдущего периода времени на то, что требуется предварительная подготовка сварочного аппарата для доведения промежуточной детали SMM до минимальной желаемой температуры. Если ответ на блок 206 отрицательный, путь 218 следует к блоку 210 . Если на блок 206 получен ответ «да», путь 220 переходит к блоку 208 , в котором сварочный аппарат проходит предварительную подготовку. В блоке 210 работает сварщик. В блоке 212 контролируется датчик внутри сварочного аппарата. На этапе 214 процесс определяет, правильно ли переведена промежуточная часть SMM в обученное состояние. Если ответ на блок 214 положительный, то процесс возвращается к блоку 204 по пути 222 .
В блоке 204 работа сварочного аппарата отслеживается в течение предыдущего периода времени для оценки состояния промежуточной детали SMM внутри сварочного аппарата. В блоке 206 процесс определяет, указывает ли отслеживаемая операция в течение предыдущего периода времени на то, что требуется предварительная подготовка сварочного аппарата для доведения промежуточной детали SMM до минимальной желаемой температуры. Если ответ на блок 206 отрицательный, путь 218 следует к блоку 210 . Если на блок 206 получен ответ «да», путь 220 переходит к блоку 208 , в котором сварочный аппарат проходит предварительную подготовку. В блоке 210 работает сварщик. В блоке 212 контролируется датчик внутри сварочного аппарата. На этапе 214 процесс определяет, правильно ли переведена промежуточная часть SMM в обученное состояние. Если ответ на блок 214 положительный, то процесс возвращается к блоку 204 по пути 222 . Если на блок 214 дан ответ «нет», то выбирается путь 224 , и сварщик предварительно кондиционируется на блоке 216 , прежде чем вернуться к блоку 204 . Этот процесс является примером того, как могут работать устройство и способ, описанные в настоящем документе, и раскрытие не предназначено для ограничения конкретными иллюстративными вариантами осуществления, представленными в настоящем документе.
Если на блок 214 дан ответ «нет», то выбирается путь 224 , и сварщик предварительно кондиционируется на блоке 216 , прежде чем вернуться к блоку 204 . Этот процесс является примером того, как могут работать устройство и способ, описанные в настоящем документе, и раскрытие не предназначено для ограничения конкретными иллюстративными вариантами осуществления, представленными в настоящем документе.
Сварочный аппарат может иметь два электрода, расположенных по обе стороны от свариваемой детали. Устройство и способ, раскрытые в данном документе, могут быть использованы на одном или обоих электродах сварочного аппарата.
Промежуточная деталь SMM переходит в обученную форму при температуре перехода. Обработанная форма выбирается так, чтобы перекрывать любой зазор между промежуточной деталью SMM и сварочным электродом и/или способствовать полной установке сварочного электрода на тепловую трубу. Специалисту в данной области техники понятно, что детали SMM имеют ограничения, основанные на свойствах материала и конфигурациях деталей, известных в данной области техники, и промежуточная деталь SMM должна быть выбрана для заполнения зазоров на основе этих ограничений.
Конфигурации и методы, описанные здесь, могут использоваться в различных сварочных аппаратах и электродах. Сварочные электроды на фиг. 1-4 можно охарактеризовать как сварочный электрод охватывающего типа. ИНЖИР. 7 показана примерная конфигурация, включающая в себя сварочный электрод со штыревым соединением и промежуточную деталь SMM. Тепловая трубка 10 и промежуточная деталь SMM 330 вставлены в электрод 320 . Электрод 320 включает конический конец электрода 322 и 323 , в которых электрод может быть вставлен, например, в хвостовик сварочного аппарата, включая приспособление для приложения зажимного давления на заготовку через электрод 320 и/или токопроводящий путь для тока применяется сварщиком, чтобы добраться до электрода. Промежуточная деталь SMM 330 аналогична промежуточной детали SMM 30 , но отличается особенностями, соответствующими внутренней форме электрода 320 . Далее промежуточная деталь SMM 330 включает тренированную форму, выбранную или откалиброванную для устранения зазоров, которые могут возникнуть в электроде 320 . На границе раздела промежуточной детали 330 SMM и электрода или вблизи нее можно использовать датчик для определения того, перемещается ли промежуточная деталь 330 SMM, как описано в настоящем документе.
На границе раздела промежуточной детали 330 SMM и электрода или вблизи нее можно использовать датчик для определения того, перемещается ли промежуточная деталь 330 SMM, как описано в настоящем документе.
Модуль управления, модуль, элемент управления, контроллер, блок управления, процессор и аналогичные термины означают любую одну или различные комбинации одной или нескольких специализированных интегральных схем (ASIC), электронных схем, центрального процессора(ов). s) (предпочтительно микропроцессор(ы)) и связанная с ним память и хранилище (только чтение, программируемое только чтение, произвольный доступ, жесткий диск и т. д.), выполняющие одну или несколько программ или процедур микропрограммного обеспечения, комбинационную логическую схему(и), ввод /выходные цепи и устройства, соответствующие схемы формирования и буферизации сигналов, а также другие компоненты, обеспечивающие описанную функциональность. Программное обеспечение, встроенное ПО, программы, инструкции, подпрограммы, код, алгоритмы и аналогичные термины означают любые исполняемые наборы инструкций контроллера, включая калибровки и справочные таблицы. Модуль управления имеет набор управляющих процедур, выполняемых для обеспечения желаемых функций. Подпрограммы выполняются, например, центральным процессором и могут контролировать входные данные от датчиков и других сетевых модулей управления, а также выполнять контрольные и диагностические подпрограммы для управления работой исполнительных механизмов. Подпрограммы могут выполняться с регулярными интервалами, например каждые 3,125, 6,25, 12,5, 25 и 100 миллисекунд во время работы двигателя и транспортного средства. В качестве альтернативы подпрограммы могут выполняться в ответ на возникновение события.
Модуль управления имеет набор управляющих процедур, выполняемых для обеспечения желаемых функций. Подпрограммы выполняются, например, центральным процессором и могут контролировать входные данные от датчиков и других сетевых модулей управления, а также выполнять контрольные и диагностические подпрограммы для управления работой исполнительных механизмов. Подпрограммы могут выполняться с регулярными интервалами, например каждые 3,125, 6,25, 12,5, 25 и 100 миллисекунд во время работы двигателя и транспортного средства. В качестве альтернативы подпрограммы могут выполняться в ответ на возникновение события.
Сварка сопротивлением может осуществляться в соответствии с рядом вариантов осуществления, включая точечную сварку сопротивлением, контактную проектную сварку, контактную шовную сварку и другие формы сварки, известные в данной области техники, а устройство и способы, раскрытые в настоящем документе, могут использоваться с любым из эти воплощения.
В описании описаны некоторые предпочтительные варианты осуществления и их модификации. Дальнейшие модификации и изменения могут возникнуть у других после прочтения и понимания спецификации. Следовательно, предполагается, что раскрытие не ограничивается конкретным(и) вариантом(ами) осуществления, раскрытыми как наилучший предполагаемый способ осуществления этого раскрытия, но что раскрытие будет включать все варианты осуществления, подпадающие под объем прилагаемой формулы изобретения.
Дальнейшие модификации и изменения могут возникнуть у других после прочтения и понимания спецификации. Следовательно, предполагается, что раскрытие не ограничивается конкретным(и) вариантом(ами) осуществления, раскрытыми как наилучший предполагаемый способ осуществления этого раскрытия, но что раскрытие будет включать все варианты осуществления, подпадающие под объем прилагаемой формулы изобретения.
Введение в сварку труб под уклон
By FABTECH Expo on
Освоение методов сварки целлюлозными электродами расширяет возможности трудоустройства
НАТАН ЛОТТ И ДЖЕЙМС КОЛТОН II
Натан Лотт (Nathan Lott) — менеджер по работе с клиентами, ESAB Welding and Cutting Products, Ганновер, Пенсильвания. Джеймс Колтон II — AWS CWI, а также доцент и заведующий кафедрой инженерных технологий сварки Пенсильванского технологического колледжа, Уильямспорт, Пенсильвания,
Перепечатано с разрешения: The AWS Welding Journal
Добыча и транспортировка природного газа, а также нефтяная и химическая переработка и транспортировка воды требуют сварки в полевых условиях трубопроводных труб API 5L марок X42 или X52. Для этой тонкостенной трубы, как правило, 0,5 дюйма или меньше, многие процедуры сварки требуют сварки под наклоном с использованием процесса дуговой сварки металлическим электродом в среде защитного газа (SMAW) и целлюлозных (EXX10) электродов. Пенсильванский технологический колледж (PCT), расположенный в Уильямспорте, штат Пенсильвания, между двумя крупнейшими в штате регионами, где проводится гидроразрыв пласта, преподает сварку труб вниз по склону в рамках своей программы «Технологии сварки и производства».
Для этой тонкостенной трубы, как правило, 0,5 дюйма или меньше, многие процедуры сварки требуют сварки под наклоном с использованием процесса дуговой сварки металлическим электродом в среде защитного газа (SMAW) и целлюлозных (EXX10) электродов. Пенсильванский технологический колледж (PCT), расположенный в Уильямспорте, штат Пенсильвания, между двумя крупнейшими в штате регионами, где проводится гидроразрыв пласта, преподает сварку труб вниз по склону в рамках своей программы «Технологии сварки и производства».
Эта статья включает информацию из школьной программы и передает советы, которые преподаватели дают ученикам. На рисунках показана труба диаметром 6 дюймов, сортамент 80 (стенка 0,4375 дюйма). Любые конкретные параметры или размеры, используемые в реальном проекте, всегда должны соответствовать предоставленным Спецификациям процедуры сварки (WPS), а также применимым нормам, таким как API 1104, Стандарт для сварки трубопроводов и связанных с ними объектов, и Кодекс ASME по котлам и сосудам под давлением, раздел IX.
Почему даунхилл и EXX10?
В ситуациях, когда требуется ручная сварка в полевых условиях, SMAW остается предпочтительным процессом, поскольку он сводит к минимуму требования к оборудованию, а квалифицированные операторы могут стабильно получать качественные сварные швы. На тонкостенных трубах сварка под наклоном позволяет операторам работать «горячо и быстро», повышая производительность по сравнению со сваркой вверх по склону, которая необходима для более толстостенных труб для увеличения подводимого тепла для обеспечения полного провара.
Для контроля расплавленной сварочной ванны и предотвращения скатывания шлака перед ванной при сварке под наклоном требуется «быстрозамерзающий» целлюлозный электрод EXX10. Эти электроды имеют тонкое покрытие (от 10 до 12% по весу), которое содержит около 30% целлюлозы (древесной муки) и связанное с ней содержание влаги. Другие ингредиенты включают натриево-силикатное связующее, диоксид титана для создания быстрозастывающего шлака, раскислители, такие как ферромарганец и ферросилиций, а также другие элементы, которые варьируются в зависимости от производителя.
Во время сварки тепло дуги плавит целлюлозу и превращает ее в монооксид углерода, диоксид углерода и большое количество водорода. Углекислый газ становится защитным газом, а водород увеличивает напряжение дуги, создавая движущую, глубоко проникающую дугу, что является желательной характеристикой при сварке шва с открытым корнем в полевых условиях, а также для проплавления ржавчины и грязи при ремонте в полевых условиях. Целлюлозные электроды также легко ударяются, что делает их хорошо подходящими для прихваточных швов.
Электроды EXX10 создают сварочную ванну, которая хорошо смачивается и распределяется, но достаточно быстро схватывается, что делает этот электрод идеальным для сварки под наклоном. Наплавленный валик плоский с крупной рябью и покрыт тонким, рыхлым шлаковым слоем, который легко снимается, что позволяет избежать шлаковых включений при многократных проходах. Интересно отметить, что первый электрод с покрытием, запатентованный в 1904 году Оскаром Чельбергом, был целлюлозного типа.
Источники питания для EXX10
Для электродовEXX10 требуется положительная полярность электрода постоянного тока (DCEP) и большее напряжение, чем для других электродов. Источники питания, предназначенные для работы с электродами EXX10, имеют высокое напряжение холостого хода (OCV), то есть напряжение на электроде до зажигания дуги. Думайте о высоком OCV как о садовом шланге с включенной водой, но закрытой насадкой. Хорошее электрическое давление напрямую связано с положительным запуском дуги. Типичные значения OCV варьируются от 60 до 90 В.
Источники питания для электродов EXX10 также имеют хороший индуктор (индуктор сопротивляется изменению проходящего через него электрического тока). Катушки индуктивности действуют как резерв мощности, поддерживая дугу, пока оператор манипулирует электродом. Сварочные генераторы постоянного тока с их мощным магнитным полем и плавной выходной мощностью исторически устанавливали стандарт для характеристик дуги EXX10. Тем не менее, новое поколение инверторов было разработано для обеспечения оптимальных результатов при сварке целлюлозными электродами, поэтому при сварке в полевых условиях можно использовать легкие портативные устройства. Эти инверторы имеют «целлюлозный» режим работы, который имитирует «падающую» кривую вольт/ампер, предпочтительную для сварки труб. Они могут создавать более четкую, мощную и движущую дугу, которая улучшает сварку с открытым корнем и характеристики дуги EXX10, а также они имеют функцию регулируемой силы дуги, поэтому операторы могут адаптировать дугу в соответствии с областью применения и личными предпочтениями.
Тем не менее, новое поколение инверторов было разработано для обеспечения оптимальных результатов при сварке целлюлозными электродами, поэтому при сварке в полевых условиях можно использовать легкие портативные устройства. Эти инверторы имеют «целлюлозный» режим работы, который имитирует «падающую» кривую вольт/ампер, предпочтительную для сварки труб. Они могут создавать более четкую, мощную и движущую дугу, которая улучшает сварку с открытым корнем и характеристики дуги EXX10, а также они имеют функцию регулируемой силы дуги, поэтому операторы могут адаптировать дугу в соответствии с областью применения и личными предпочтениями.
Установка
Спускная труба обычно требует прилежащего угла в 60 градусов или скоса в 30 градусов. По сравнению с 75-градусным включенным углом или 37,5-градусным скосом для сварки труб вверх (необходимо для снижения вероятности захвата шлака при использовании электрода EXX18), более узкий угол снижает требования к наплавке и повышает производительность.
В зависимости от диаметра трубы скос заканчивается на 1⁄16 дюйма. или 3⁄32 дюйма. корневая поверхность (плоская) для поддержки тепла дуги. Операторы обычно называют эти размеры корневой поверхностью «копейка» и «никель» соответственно. Поскольку для сварки трубы требуется открытый корень для обеспечения полного проплавления, WPS требуют корневого отверстия между секциями трубы, при этом корневое отверстие обычно имеет тот же размер, что и поверхность корня.
В зависимости от WPS, диаметра трубы и личных предпочтений операторы могут выбирать, хотят ли они установить 1⁄16- или 3⁄32-дюйма. корневую поверхность и корневые отверстия, а также использовать 1/8- или 3/32-дюйма. электрод для корневого прохода. Если применение позволяет, авторы предпочитают выбирать никелевую поверхность основания и отверстие основания и 5/32 дюйма. электродом, потому что он обеспечивает гибкость, если корневое отверстие сужается по мере того, как труба нагревается, охлаждается и сжимается. Если 3⁄32 дюйма. корневое отверстие сужается, у оператора может быть достаточно широкое отверстие, чтобы протолкнуть расплавленный металл к задней стороне соединения, а также возможность уменьшить до 1/8 дюйма. электрод. Если 1⁄16-дюйм. корневое отверстие затягивается, существует более высокая вероятность того, что оператору потребуется использовать шлифовальную машину, чтобы открыть корневое отверстие, чтобы обеспечить проникновение.
корневое отверстие сужается, у оператора может быть достаточно широкое отверстие, чтобы протолкнуть расплавленный металл к задней стороне соединения, а также возможность уменьшить до 1/8 дюйма. электрод. Если 1⁄16-дюйм. корневое отверстие затягивается, существует более высокая вероятность того, что оператору потребуется использовать шлифовальную машину, чтобы открыть корневое отверстие, чтобы обеспечить проникновение.
После установки толщины корневого отверстия операторы выполняют четыре или более прихваточных шва длиной 1 дюйм в положениях на 12, 3, 6 и 9 часов, чтобы сохранить толщину корневого отверстия и удерживать трубу на месте. Обратите внимание, что размер допустимого прихваточного шва зависит от диаметра трубы. Прихватки должны быть отшлифованы до голого металла, а концы зачищены.
Успешная сварка труб требует хорошей настройки: концентрически выровняйте концы труб и обеспечивайте равномерное раскрытие шва по всей окружности. Если настройка не идеальна, исправьте ее сейчас, если это вообще возможно.
Корневой проход: четыре ключевых корректировки
Установите сварочный ток в соответствии с WPS, а затем в соответствии с личными предпочтениями. Типичные начальные значения составляют от 80 до 90 А для 1/8-дюймового. электрод и от 105 до 115 А для 5/32-дюймового. электрод. Зажгите дугу на прихваточном шве в верхней части трубы, удерживая стержень перпендикулярно трубе. Оператор отчетливо услышит дугу при ее прохождении через трубу, а за электродом откроется небольшая «замочная скважина». В этот момент наклоните электрод и начните двигаться к нижней части трубы, удерживая угол сопротивления от 5 до 15 градусов и двигаясь по прямой линии (например, без переплетения).
Снаружи трубы будет видно очень мало света дуги. Опытные сварщики труб знают, как прочитать замочную скважину и сделать одну из четырех регулировок, чтобы контролировать размер замочной скважины, который должен примерно соответствовать ширине корневого отверстия. Если оператор не видит замочную скважину, это говорит о недостаточном проникновении. Чтобы исправить ситуацию, оператор может выполнить одно или несколько из следующих действий:
Чтобы исправить ситуацию, оператор может выполнить одно или несколько из следующих действий:
- Увеличение силы тока, обычно выполняемое на лету помощником сварщика с дистанционным управлением силой тока.
- Удерживайте более длинную дугу, что увеличивает напряжение и общее тепловложение.
- Используйте больший угол сопротивления, который возвращает больше тепла обратно в сустав.
- Уменьшить скорость движения.
Если замочная скважина слишком велика, оператор может внести одно или несколько из следующих исправлений:
- Уменьшить силу тока.
- Увеличивайте скорость движения до тех пор, пока замочная скважина не достигнет нужного размера.
- Уменьшите длину дуги, чтобы снизить напряжение и «охладить» сварочную ванну.
- Держите электрод более перпендикулярно.
Новичкам обычно нужно сильнее надавить на электрод, чем они думают («закапывать стержень» — распространенная инструкция). Иногда правильное давление может привести к небольшому изгибу стержня, особенно с электродом меньшего диаметра и узким корневым отверстием.
Операторы могут столкнуться с двумя проблемами при корневом проходе. Одна из проблем заключается в том, что дуга может отклоняться в сторону, и это может быть вызвано проблемой концентричности покрытия электрода. В SMAW кратер покрытия или чашеобразное образование покрытия, выходящее за пределы плавящегося сердечника проволоки, выполняет функцию концентрации и направления дуги. Концентрация и направление потока дуги достигается наличием кратера покрытия, чем-то похожего на сопло водяного шланга, направляющего поток металла шва. Когда покрытие не концентрично основной проволоке, неправильное направление дуги приводит к непостоянству сварных швов, плохому экранированию и неполному провару. Электрод плавится неравномерно, оставляя выступ на той стороне, где покрытие наиболее тяжелое. Это состояние часто называют «пальцевым ногтями».
Во избежание заедания гвоздями протолкните тонкую сторону электрода глубже в канавку, чтобы направить силу дуги в соединение. Вторая проблема, имеющая аналогичное решение, — это дуновение дуги, когда магнитные силы пытаются подтолкнуть дугу к одной стороне соединения. В этом случае подтолкните электрод к противоположной стороне соединения и попытайтесь создать более равномерную скорость плавления. Дуговой разряд может быть вызван плохим заземлением. Убедитесь, что труба хорошо заземлена; изменение положения зажима заземления может решить проблему.
Старые электроды также могут вызывать проблемы при сварке. В то время как электроды EXX18 с низким содержанием водорода будут поглощать влагу и вызывать проблемы, целлюлоза в электродах EXX10 может высыхать, оставляя недостаточно газов для правильной работы электрода.
Горячий проход
Хороший корневой шов создаст усиление на внутренней стороне трубы, которое находится на одном уровне с внутренней частью. Снаружи корневой шов оставляет выпуклый (горбатый) валик шва с «тележными следами» шлака с обеих сторон. Отшлифуйте борт дисковой шлифовальной машиной, чтобы немного сгладить борт и обнажить гусеницы вагонов, так как они могут задерживать шлак. Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался.
Если WPS позволяет увеличить диаметр электрода, обратите внимание, что использование 5/32-дюймового. электрод и более нагретый электрод лучше расплавляют шлак. Однако, используя 5⁄32- или 3⁄16-дюймовый. Электрод позволит наложить больше металла шва в канавку, чтобы заполнить канавку быстрее. При использовании большего количества металла сварного шва необходимо соблюдать осторожность при использовании электродов большего размера, чтобы использовать правильную технику, чтобы избежать разрывов, которые могут попасть в ловушку.
При выполнении горячего прохода может потребоваться легкое переплетение для заполнения шва, а удержание более длинной дуги также помогает расширить бассейн и увеличить поступление тепла. В противном случае электрод не требует особых манипуляций, пока не достигнет дна сустава. Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте.
Если бассейн становится жидким и стремится опережать дугу при переходе из положения «2 часа» в положение «4 часа», существует ошибочное представление о том, что силу тока следует уменьшить. Чаще всего решение состоит в том, чтобы увеличить силу тока и использовать дополнительную силу дуги, чтобы протолкнуть бассейн обратно в соединение. Кроме того, может потребоваться увеличить скорость движения, чтобы оставаться впереди пула.
При переходе к нижней части трубы обязательно сохраняйте угол сопротивления. Большой процент дефектов сварки возникает из-за неправильного угла наклона электрода между 4 и 8 часами.
Обратите внимание, что после корневого прохода WPS может потребовать электрод E7010 или E8010; независимо от электрода типа EXX10 методика будет одинаковой. Также обратите внимание, что некоторые производители электродов предлагают электроды EXX10 и EXX10 «плюс». Электроды «плюс» создают чуть более узкую и менее плавную дугу, поэтому операторы предпочитают их для корневого прохода. Стандартные электроды EXX10 создают чуть более плавную дугу, которая помогает смачивать боковые стенки на горячем проходе и распределять лужу на заполняющем и закрывающем проходах.
Наполнитель и крышка
Для заполнения и закрытия операторы обычно используют самый большой разрешенный электрод, часто 3/16 дюйма. чтобы обеспечить большее осаждение и помочь создать более широкий пул. На самом деле, кепку, сделанную за один проход, часто называют «кепкой для пула».
Для первого прохода заполнения используйте переплетение, чтобы обеспечить сцепление со стенкой трубы. Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов. В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна.
Поскольку одним из наиболее распространенных дефектов является недостаточное заполнение, может потребоваться добавление «зачистки» для наращивания металла шва так, чтобы он был заподлицо или почти заподлицо с верхней частью соединения. Точки между позициями 2 и 5 и 7–10 часов печально известны низкими точками в центре, и может потребоваться добавление прохода стриптизерши в этой области.
Защитный проход должен доводить металл сварного шва до точки, в которой заглушка находится заподлицо на высоте не более 1/16 дюйма над поверхностью трубы. Без необходимости врезки в стенку трубы можно использовать меньшие токи, чем для заполняющего(их) прохода(ов).
Практика ведет к совершенству
Сварка трубы вниз по склону целлюлозными электродами не сложнее, чем сварка вверх по склону, но для этого требуются другие методы.